
樹脂被覆ローラ表面の平滑装置
【課題】 薄肉化した芯金表面の樹脂被覆層表面の平滑性を向上させる樹脂被覆ローラ表面の平滑装置を提供する。
【解決手段】 中空円筒状の芯金1上に樹脂被覆層3を有する樹脂被覆ローラの平滑化装置であって、ローラの両端部を回転自在に支持するハウジング11,12と、ローラを回転駆動するチャック15と、芯金1内部に配置される加熱ヒータ8と、ローラに当接した状態で連れ回り回転する押圧ローラ25と、押圧ローラ25を加熱するカートリッジヒータ31と、押圧ローラ25をローラの軸方向に並進可動するアクチュエータ30と、ローラの表面温度を測定する温度センサ21と、ローラに非接触でかつ芯金1の外部に設けられ、ローラを加熱する加熱ヒータ35と、加熱ヒータ35をローラの軸方向に並進可動するアクチュエータ37とを備える。
【解決手段】 中空円筒状の芯金1上に樹脂被覆層3を有する樹脂被覆ローラの平滑化装置であって、ローラの両端部を回転自在に支持するハウジング11,12と、ローラを回転駆動するチャック15と、芯金1内部に配置される加熱ヒータ8と、ローラに当接した状態で連れ回り回転する押圧ローラ25と、押圧ローラ25を加熱するカートリッジヒータ31と、押圧ローラ25をローラの軸方向に並進可動するアクチュエータ30と、ローラの表面温度を測定する温度センサ21と、ローラに非接触でかつ芯金1の外部に設けられ、ローラを加熱する加熱ヒータ35と、加熱ヒータ35をローラの軸方向に並進可動するアクチュエータ37とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子写真複写機、レーザプリンタ、ファクシミリ等の電子写真方式の画像形成装置において、転写紙上の未定着像を定着するために用いられる表面が平滑な定着ローラに関し、また、表面が平滑な熱可塑性樹脂で被覆された樹脂被覆ローラ及びその製造装置並びに製造方法に関する。
【背景技術】
【0002】
従来の定着ローラは、芯金上にプライマ層及び樹脂被覆層が順次形成された構造である。樹脂被覆層は、予めプライマ層を形成した芯金に熱可塑性樹脂を被覆することによって形成される。このような熱可塑性樹脂としては、トナーに対する離型性、トナー定着温度(通常180〜200℃)での連続耐久性等が要求されるため、フッ素樹脂などの離型性樹脂が用いられている。
【0003】
フッ素樹脂としては、ポリテトラフルオロエチレン共重合(PTFE)が用いられていたが、テトラフルオロエチレン−ポリエチレンフルオロビニルエーテル共重合(PFA)の方がPTFEよりも加工性に優れるため、最近ではPFAが定着ロール用の離型層の主な材料として使用されている。
【0004】
このような離型性樹脂(フッ素樹脂など)で構成される樹脂被覆層の表面は、トナーに対する離型性を有していなければならないため、十点平均粗さ(Rz)が1〜3μmで、うねりが2〜4μm程度の平滑性が要求される。
【0005】
そこで、従来は、定着ローラの軸方向へ移動可能でかつ回転自在になるように押圧ローラを構成し、これを定着ローラにおける樹脂被覆層に押接して連れ回り回転させながら軸方向に移動させることによって樹脂被覆層を押し潰して樹脂被覆層の表面の平滑性を向上させる方法(バニッシュ工法)が採用されていた。
【0006】
なお、特許文献1に開示される発明のように、加工対象である樹脂被覆ローラよりも長い押圧ローラを用いることも可能であり、この場合には押圧ローラを定着ローラの軸方向へ移動可能に構成する必要がなくなる。
【特許文献1】特開2003−266541号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
従来、このようなバニッシュ工法を適用して平滑な定着ローラを製造するには、押圧ローラに加える加圧力を196〜588N(20〜60kgf)にする必要があった。定着ローラの芯金の肉厚が1〜2mm以上であれば、定着ローラに196〜588Nの加圧力を加えたとしても、加圧による定着ローラの変形量は芯金の弾性変形の範囲内に収まっていた。
【0008】
しかしながら、定着ローラの消費電力を低減する目的で、芯金の肉厚を1mm未満に薄肉化すると、押圧ローラの加圧力によって定着ローラが塑性変形を起こしてしまう。
【0009】
このような場合、押圧ローラの加圧力を小さくすることによって、定着ローラの変形を抑制することも可能ではあるが、押圧ローラの加圧力を小さくした場合には、樹脂被覆層の平滑性が得られなくなってしまう。
【0010】
このように、従来は、薄肉化した芯金を用いて形成された定着ローラの表面を所望の平滑度とすることはできなかった。
【0011】
本発明はかかる問題に鑑みてなされたものであり、薄肉化した芯金表面の樹脂被覆層表面の平滑性を向上させる樹脂被覆ローラ表面の平滑装置を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は、上記目的を達成するために、中空円筒状芯金上に少なくとも1層の樹脂被覆層を有する樹脂被覆ローラの平滑化装置であって、ローラの両端部を回転自在に支持する支持部材と、ローラを回転駆動する回転駆動手段と、中空円筒状芯金内部に配置される第1の加熱手段と、ローラに当接した状態で連れ回り回転する押圧平滑手段と、押圧平滑手段を加熱する第2の加熱手段と、押圧平滑手段をローラの軸方向に並進可動する第1のアクチュエータと、ローラの表面温度を測定する温度センサと、ローラに非接触でかつ中空円筒状芯金の外部に設けられ、ローラを加熱する第3の加熱手段と、第3の加熱手段をローラの軸方向に並進可動するアクチュエータとを備えた樹脂被覆ローラ表面の平滑装置を提供するものである。
【0013】
上記構成においては、押圧平滑手段及びローラの回転軸を対称軸として、第2の加熱手段と第3の加熱手段とが対称に配置されることが好ましい。これに加えて、第3の加熱手段は、押圧平滑手段がローラの表面に当接する位置に配置されており、押圧平滑手段と同一方向かつ同一速度で並進可動することがより好ましい。
【0014】
本発明の上記のいずれの構成においても、第3の加熱手段は、誘導加熱によってローラを加熱することが好ましい。又は、第3の加熱手段は、ハロゲンヒータであることが好ましい。又は、第3の加熱手段は、遠赤外線をローラに照射することが好ましい。
【発明の効果】
【0015】
本発明によれば、薄肉化した芯金表面の樹脂被覆層表面の平滑性を向上させる樹脂被覆ローラ表面の平滑装置を提供できる。
【発明を実施するための最良の形態】
【0016】
薄肉化した芯金を有する樹脂被覆ローラ(例えば、定着ローラ)表面の樹脂被覆層(離型性樹脂層)の平滑性向上について説明する。
樹脂被覆層は、例えば電子写真装置内の加圧ローラと圧接するニップ部において転写紙からの離型性を確保するために、上記のようにPFAを用いて形成される。芯金表面上又は密着力を向上させるためのプライマ塗布面に粉体のPFAを静電粉体塗装した後に、約390℃の雰囲気中にて約40分焼成する。その後、常温に冷却し、樹脂被覆層を形成する。
【0017】
樹脂被覆層を形成した後、バニッシュ加工を行う。例えば、表面仕上げがRy(最大高さ)0.2s以下で、Ra(中心線平均粗さ)0.05a以下の面を有し、芯金胴部以上の長さを有する押圧ローラを樹脂被覆層に押しつける。又は、芯金よりも短幅(10〜30mm幅)の押圧ローラを押しつけながら胴部短部から軸方向に連れ回り移動させることで樹脂被覆層表面をバニッシュ加工する。
【0018】
なお、定着ローラの消費電力を低減することを目的として芯金の肉厚を1mm未満に薄肉化した定着ローラの場合は、芯金の塑性変形を防止するために、芯金及び押圧ローラを加熱し、樹脂被覆層が軟化した状態でバニッシュ加工を行う。これにより、押圧ローラの転写性が向上し、定着ローラ表面の凹凸などをより低減できる。
【0019】
定着ローラ表面の樹脂被覆層(離型性樹脂層)としてPFAを用いる場合には、バニッシュ加工時には表面温度を300〜310℃に制御して軟化させることが好ましい。
【0020】
上記の加工を行うことで、従来技術の課題を解決し、薄肉化した芯金を有する樹脂被覆定着ローラ表面の樹脂被覆層(離型性樹脂層)の平滑性が向上する。
【0021】
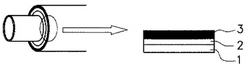
図1に、加工対象である樹脂被覆ローラの構成を示す。この樹脂被覆ローラは、芯金1の胴部表面上に、プライマ層2及び樹脂被覆層3が積層された構成である。芯金1は、中空円筒状である。プライマ層2は、芯金1と樹脂被覆層3との密着性を向上させるために形成された層である。樹脂被覆層3は、トナーに対する高離型性を確保するための層であり、フッ素系樹脂で形成されている。
【0022】
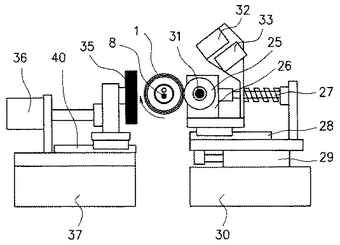
図2〜図4に、本実施形態にかかる樹脂被覆ローラ表面の平滑装置の構成を示す。図2は装置の正面図であり、図3は装置の上面図であり、図4は装置の側面図である。樹脂ローラ及び定着ローラの製造装置は、ワーク把持回転機構、芯金内部加熱機構、平滑機構及び芯金外部加熱機構で構成される。
【0023】
ワーク把持回転機構は、ハウジング11,12、ガイド機構13、空圧シリンダ14、チャック15及びベルト16を備える。
ハウジング11,12は、芯金1の両端を回転自在に支持する。ガイド機構13は、テール側のハウジング12の移動方向を規定する機構である。空圧シリンダ14は、芯金1の着脱の際にテール側のハウジングを移動させる。チャック15は、ベルト16によって回転駆動力が伝達される。
【0024】
芯金内部加熱機構は、加熱ヒータ8、ヒータ支持部材17、レール18、ガイドブロック19、電極20、温度センサ21、制御装置22及び電源23を備える。
加熱ヒータ8は、芯金1を加熱するための熱源である。ヒータ支持部材17は、加熱ヒータ8を両端支持する。レール18及びガイドブロック19は、加熱ヒータ8を芯金1の内部に挿入するための移動をガイドする部材である。電極20は、加熱ヒータ8に電力を供給するための接点である。温度センサ21は、ローラ表面温度を非接触で測定する。制御装置22は、電源23を制御して加熱ヒータ8に適正な電力を供給する。
【0025】
平滑機構は、押圧ローラ25、軸受26、スプリング27、スライドガイド28、空圧シリンダ29、アクチュエータ30、カートリッジヒータ31、非接触式温度計32,33とを備える。
押圧ローラ25は、芯金1表面に形成されている樹脂被覆層3を平滑にするためのローラである。軸受26は、押圧ローラ25を回転可能に支持する。スプリング27は、押圧ローラ25を芯金1側(樹脂被覆層3)へ一定の加圧力で付勢する。スライドガイド28は、芯金1の回転ブレに押圧ローラを追従させる。空圧シリンダ29は、押圧ローラ25を芯金1側(樹脂被覆層3)に加圧するための駆動源である。アクチュエータ30は、押圧ユニットを芯金軸方向に移動させるための駆動源である。カートリッジヒータ31は、押圧ローラ25を加熱するために押圧ローラ25の回転軸内径表面に接触することなく支持されている。非接触式温度計32は、樹脂被覆層3の平滑面(押圧ローラ25の加圧点上)の温度を測定する。非接触式温度計33は、押圧ローラ25の表面温度を測定する。
【0026】
芯金外部加熱機構は、加熱ヒータ35、空圧シリンダ36、アクチュエータ37、制御装置38、電源39及びスライドガイド40を備える。
加熱ヒータ35は、芯金1表面の樹脂被覆層3を加熱する熱源である。空圧シリンダ36は、加熱ヒータ35を芯金1近傍に移動させるための駆動源である。アクチュエータ37は、上記加熱ユニットを芯金軸方向へ移動させるための駆動源である。制御装置38は、電源39を制御して、加熱ヒータ35へ適正な電力を供給する。スライドガイド40は、加熱ユニットの移動をガイドするための部材である。
【0027】
樹脂被覆ローラ表面の平滑装置の動作について説明する。
芯金1にPFAを粉体塗装した後に焼成し、離型性樹脂層を芯金胴部上に形成した対着ローラをテール側のハウジング12を空圧シリンダ14によって移動させ、中空チャック15にてチャッキングする。
【0028】
加熱ヒータ8を芯金1内部に挿入し、電極20とコネクティング(電気的に接続)する。定着ローラ1を回転させ、加熱ヒータ8に電源23から電力を供給し、温度センサ21によって芯金1表面に粉体塗装した離型性樹脂の温度をモニタリングしながら設定温度に加熱する。
【0029】
また、加熱ヒータ35を芯金1の近傍まで空気シリンダ36によって移動させ、芯金1を加熱する。この際、芯金1の表面に粉体塗装した離型性樹脂の温度を温度センサ21によって測定し、設定温度となるように制御装置22で調整する。
【0030】
芯金1の表面に粉体塗装した離型性樹脂が設定温度(例えば、300〜310℃)に達した後、カートリッジヒータ31によって加熱されて所定温度(例えば350〜360℃)に制御された押圧ローラ25を芯金1の表面に粉体塗装されている離型性樹脂に加圧し、芯金1の回転によって押圧ローラ25が連れ回りしながらアクチュエータ30にて軸方向に移動しながらバニッシュ加工を行う。
【0031】
アクチュエータ30の駆動と同期して、加熱ヒータ35を搭載しているアクチュエータ37を押圧ローラ25と同方向・同速度で移動させる。
押圧ローラ25が当接している芯金1の表面の離型性樹脂の表面温度が300〜310℃になるように、制御装置38によって加熱ヒータ35の温度を制御する。
【0032】
芯金1の胴部端部から軸方向に沿って胴部全長に亘ってバニッシュ加工を行うことで、樹脂被覆ローラ表面の平滑性を向上させる。
【0033】
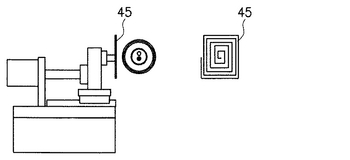
図5に、加熱ヒータ35の構成例を示す。図示する構成においては加熱ヒータ35はコイル45を備えており、渦電流による誘導加熱を行う。
【0034】
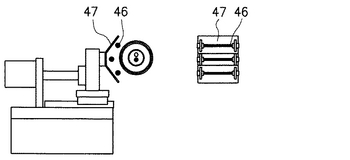
図6に、加熱ヒータ35の別の構成例を示す。図示する構成においては、加熱ヒータ35は、複数のハロゲンヒータ46と反射板46とを有しており、ハロゲンヒータ46が発する熱線を芯金1の表面に粉体塗装されている離型性樹脂に反射板47を用いて集光する。
【0035】
図7に、加熱ヒータ35の別の構成例を示す。図示する構成においては、加熱ヒータ35は遠赤外線ヒータパネル48を備えており、遠赤外線ヒータパネル48が発する遠赤外線を芯金1の表面に粉体塗装されている離型性樹脂に照射する。
【0036】
本実施形態にかかる樹脂被覆ローラ表面の平滑装置によれば、薄肉化した芯金表面の樹脂被覆層表面の平滑性を向上させられる。
【0037】
なお、上記実施形態は本発明の好適な実施の一例であり、本発明はこれに限定されることなく様々な変形実施が可能である。
【図面の簡単な説明】
【0038】
【図1】樹脂被覆ローラの構成を示す図である。
【図2】本発明の好適な実施形態にかかる樹脂被覆ローラ表面の平滑装置の正面図である。
【図3】本発明の好適な実施形態にかかる樹脂被覆ローラ表面の平滑装置の上面図である。
【図4】本発明の好適な実施形態にかかる樹脂被覆ローラ表面の平滑装置の側面図である。
【図5】本発明の好適な実施形態にかかる樹脂被覆ローラ表面の平滑装置における加熱ヒータの構成例を示す図である。
【図6】本発明の好適な実施形態にかかる樹脂被覆ローラ表面の平滑装置における加熱ヒータの別の構成例を示す図である。
【図7】本発明の好適な実施形態にかかる樹脂被覆ローラ表面の平滑装置における加熱ヒータの別の構成例を示す図である。
【符号の説明】
【0039】
1 芯金
2 プライマ層
3 樹脂被覆層
11、12 ハウジング
13 ガイド機構
14、29、36 空圧シリンダ
15 チャック
16 ベルト
17 支持部材
18 レール
19 ガイドブロック
20 電極
21 温度センサ
22、38 制御装置
23、39 電源
25 押圧ローラ
26 軸受
27 スプリング
28 スライドガイド
30、37 アクチュエータ
31 カートリッジヒータ
32、33 非接触式温度計
35 加熱ヒータ
40 スライドガイド
45 コイル
46 ハロゲンヒータ
47 反射板
48 ヒータパネル
【技術分野】
【0001】
本発明は、電子写真複写機、レーザプリンタ、ファクシミリ等の電子写真方式の画像形成装置において、転写紙上の未定着像を定着するために用いられる表面が平滑な定着ローラに関し、また、表面が平滑な熱可塑性樹脂で被覆された樹脂被覆ローラ及びその製造装置並びに製造方法に関する。
【背景技術】
【0002】
従来の定着ローラは、芯金上にプライマ層及び樹脂被覆層が順次形成された構造である。樹脂被覆層は、予めプライマ層を形成した芯金に熱可塑性樹脂を被覆することによって形成される。このような熱可塑性樹脂としては、トナーに対する離型性、トナー定着温度(通常180〜200℃)での連続耐久性等が要求されるため、フッ素樹脂などの離型性樹脂が用いられている。
【0003】
フッ素樹脂としては、ポリテトラフルオロエチレン共重合(PTFE)が用いられていたが、テトラフルオロエチレン−ポリエチレンフルオロビニルエーテル共重合(PFA)の方がPTFEよりも加工性に優れるため、最近ではPFAが定着ロール用の離型層の主な材料として使用されている。
【0004】
このような離型性樹脂(フッ素樹脂など)で構成される樹脂被覆層の表面は、トナーに対する離型性を有していなければならないため、十点平均粗さ(Rz)が1〜3μmで、うねりが2〜4μm程度の平滑性が要求される。
【0005】
そこで、従来は、定着ローラの軸方向へ移動可能でかつ回転自在になるように押圧ローラを構成し、これを定着ローラにおける樹脂被覆層に押接して連れ回り回転させながら軸方向に移動させることによって樹脂被覆層を押し潰して樹脂被覆層の表面の平滑性を向上させる方法(バニッシュ工法)が採用されていた。
【0006】
なお、特許文献1に開示される発明のように、加工対象である樹脂被覆ローラよりも長い押圧ローラを用いることも可能であり、この場合には押圧ローラを定着ローラの軸方向へ移動可能に構成する必要がなくなる。
【特許文献1】特開2003−266541号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
従来、このようなバニッシュ工法を適用して平滑な定着ローラを製造するには、押圧ローラに加える加圧力を196〜588N(20〜60kgf)にする必要があった。定着ローラの芯金の肉厚が1〜2mm以上であれば、定着ローラに196〜588Nの加圧力を加えたとしても、加圧による定着ローラの変形量は芯金の弾性変形の範囲内に収まっていた。
【0008】
しかしながら、定着ローラの消費電力を低減する目的で、芯金の肉厚を1mm未満に薄肉化すると、押圧ローラの加圧力によって定着ローラが塑性変形を起こしてしまう。
【0009】
このような場合、押圧ローラの加圧力を小さくすることによって、定着ローラの変形を抑制することも可能ではあるが、押圧ローラの加圧力を小さくした場合には、樹脂被覆層の平滑性が得られなくなってしまう。
【0010】
このように、従来は、薄肉化した芯金を用いて形成された定着ローラの表面を所望の平滑度とすることはできなかった。
【0011】
本発明はかかる問題に鑑みてなされたものであり、薄肉化した芯金表面の樹脂被覆層表面の平滑性を向上させる樹脂被覆ローラ表面の平滑装置を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は、上記目的を達成するために、中空円筒状芯金上に少なくとも1層の樹脂被覆層を有する樹脂被覆ローラの平滑化装置であって、ローラの両端部を回転自在に支持する支持部材と、ローラを回転駆動する回転駆動手段と、中空円筒状芯金内部に配置される第1の加熱手段と、ローラに当接した状態で連れ回り回転する押圧平滑手段と、押圧平滑手段を加熱する第2の加熱手段と、押圧平滑手段をローラの軸方向に並進可動する第1のアクチュエータと、ローラの表面温度を測定する温度センサと、ローラに非接触でかつ中空円筒状芯金の外部に設けられ、ローラを加熱する第3の加熱手段と、第3の加熱手段をローラの軸方向に並進可動するアクチュエータとを備えた樹脂被覆ローラ表面の平滑装置を提供するものである。
【0013】
上記構成においては、押圧平滑手段及びローラの回転軸を対称軸として、第2の加熱手段と第3の加熱手段とが対称に配置されることが好ましい。これに加えて、第3の加熱手段は、押圧平滑手段がローラの表面に当接する位置に配置されており、押圧平滑手段と同一方向かつ同一速度で並進可動することがより好ましい。
【0014】
本発明の上記のいずれの構成においても、第3の加熱手段は、誘導加熱によってローラを加熱することが好ましい。又は、第3の加熱手段は、ハロゲンヒータであることが好ましい。又は、第3の加熱手段は、遠赤外線をローラに照射することが好ましい。
【発明の効果】
【0015】
本発明によれば、薄肉化した芯金表面の樹脂被覆層表面の平滑性を向上させる樹脂被覆ローラ表面の平滑装置を提供できる。
【発明を実施するための最良の形態】
【0016】
薄肉化した芯金を有する樹脂被覆ローラ(例えば、定着ローラ)表面の樹脂被覆層(離型性樹脂層)の平滑性向上について説明する。
樹脂被覆層は、例えば電子写真装置内の加圧ローラと圧接するニップ部において転写紙からの離型性を確保するために、上記のようにPFAを用いて形成される。芯金表面上又は密着力を向上させるためのプライマ塗布面に粉体のPFAを静電粉体塗装した後に、約390℃の雰囲気中にて約40分焼成する。その後、常温に冷却し、樹脂被覆層を形成する。
【0017】
樹脂被覆層を形成した後、バニッシュ加工を行う。例えば、表面仕上げがRy(最大高さ)0.2s以下で、Ra(中心線平均粗さ)0.05a以下の面を有し、芯金胴部以上の長さを有する押圧ローラを樹脂被覆層に押しつける。又は、芯金よりも短幅(10〜30mm幅)の押圧ローラを押しつけながら胴部短部から軸方向に連れ回り移動させることで樹脂被覆層表面をバニッシュ加工する。
【0018】
なお、定着ローラの消費電力を低減することを目的として芯金の肉厚を1mm未満に薄肉化した定着ローラの場合は、芯金の塑性変形を防止するために、芯金及び押圧ローラを加熱し、樹脂被覆層が軟化した状態でバニッシュ加工を行う。これにより、押圧ローラの転写性が向上し、定着ローラ表面の凹凸などをより低減できる。
【0019】
定着ローラ表面の樹脂被覆層(離型性樹脂層)としてPFAを用いる場合には、バニッシュ加工時には表面温度を300〜310℃に制御して軟化させることが好ましい。
【0020】
上記の加工を行うことで、従来技術の課題を解決し、薄肉化した芯金を有する樹脂被覆定着ローラ表面の樹脂被覆層(離型性樹脂層)の平滑性が向上する。
【0021】
図1に、加工対象である樹脂被覆ローラの構成を示す。この樹脂被覆ローラは、芯金1の胴部表面上に、プライマ層2及び樹脂被覆層3が積層された構成である。芯金1は、中空円筒状である。プライマ層2は、芯金1と樹脂被覆層3との密着性を向上させるために形成された層である。樹脂被覆層3は、トナーに対する高離型性を確保するための層であり、フッ素系樹脂で形成されている。
【0022】
図2〜図4に、本実施形態にかかる樹脂被覆ローラ表面の平滑装置の構成を示す。図2は装置の正面図であり、図3は装置の上面図であり、図4は装置の側面図である。樹脂ローラ及び定着ローラの製造装置は、ワーク把持回転機構、芯金内部加熱機構、平滑機構及び芯金外部加熱機構で構成される。
【0023】
ワーク把持回転機構は、ハウジング11,12、ガイド機構13、空圧シリンダ14、チャック15及びベルト16を備える。
ハウジング11,12は、芯金1の両端を回転自在に支持する。ガイド機構13は、テール側のハウジング12の移動方向を規定する機構である。空圧シリンダ14は、芯金1の着脱の際にテール側のハウジングを移動させる。チャック15は、ベルト16によって回転駆動力が伝達される。
【0024】
芯金内部加熱機構は、加熱ヒータ8、ヒータ支持部材17、レール18、ガイドブロック19、電極20、温度センサ21、制御装置22及び電源23を備える。
加熱ヒータ8は、芯金1を加熱するための熱源である。ヒータ支持部材17は、加熱ヒータ8を両端支持する。レール18及びガイドブロック19は、加熱ヒータ8を芯金1の内部に挿入するための移動をガイドする部材である。電極20は、加熱ヒータ8に電力を供給するための接点である。温度センサ21は、ローラ表面温度を非接触で測定する。制御装置22は、電源23を制御して加熱ヒータ8に適正な電力を供給する。
【0025】
平滑機構は、押圧ローラ25、軸受26、スプリング27、スライドガイド28、空圧シリンダ29、アクチュエータ30、カートリッジヒータ31、非接触式温度計32,33とを備える。
押圧ローラ25は、芯金1表面に形成されている樹脂被覆層3を平滑にするためのローラである。軸受26は、押圧ローラ25を回転可能に支持する。スプリング27は、押圧ローラ25を芯金1側(樹脂被覆層3)へ一定の加圧力で付勢する。スライドガイド28は、芯金1の回転ブレに押圧ローラを追従させる。空圧シリンダ29は、押圧ローラ25を芯金1側(樹脂被覆層3)に加圧するための駆動源である。アクチュエータ30は、押圧ユニットを芯金軸方向に移動させるための駆動源である。カートリッジヒータ31は、押圧ローラ25を加熱するために押圧ローラ25の回転軸内径表面に接触することなく支持されている。非接触式温度計32は、樹脂被覆層3の平滑面(押圧ローラ25の加圧点上)の温度を測定する。非接触式温度計33は、押圧ローラ25の表面温度を測定する。
【0026】
芯金外部加熱機構は、加熱ヒータ35、空圧シリンダ36、アクチュエータ37、制御装置38、電源39及びスライドガイド40を備える。
加熱ヒータ35は、芯金1表面の樹脂被覆層3を加熱する熱源である。空圧シリンダ36は、加熱ヒータ35を芯金1近傍に移動させるための駆動源である。アクチュエータ37は、上記加熱ユニットを芯金軸方向へ移動させるための駆動源である。制御装置38は、電源39を制御して、加熱ヒータ35へ適正な電力を供給する。スライドガイド40は、加熱ユニットの移動をガイドするための部材である。
【0027】
樹脂被覆ローラ表面の平滑装置の動作について説明する。
芯金1にPFAを粉体塗装した後に焼成し、離型性樹脂層を芯金胴部上に形成した対着ローラをテール側のハウジング12を空圧シリンダ14によって移動させ、中空チャック15にてチャッキングする。
【0028】
加熱ヒータ8を芯金1内部に挿入し、電極20とコネクティング(電気的に接続)する。定着ローラ1を回転させ、加熱ヒータ8に電源23から電力を供給し、温度センサ21によって芯金1表面に粉体塗装した離型性樹脂の温度をモニタリングしながら設定温度に加熱する。
【0029】
また、加熱ヒータ35を芯金1の近傍まで空気シリンダ36によって移動させ、芯金1を加熱する。この際、芯金1の表面に粉体塗装した離型性樹脂の温度を温度センサ21によって測定し、設定温度となるように制御装置22で調整する。
【0030】
芯金1の表面に粉体塗装した離型性樹脂が設定温度(例えば、300〜310℃)に達した後、カートリッジヒータ31によって加熱されて所定温度(例えば350〜360℃)に制御された押圧ローラ25を芯金1の表面に粉体塗装されている離型性樹脂に加圧し、芯金1の回転によって押圧ローラ25が連れ回りしながらアクチュエータ30にて軸方向に移動しながらバニッシュ加工を行う。
【0031】
アクチュエータ30の駆動と同期して、加熱ヒータ35を搭載しているアクチュエータ37を押圧ローラ25と同方向・同速度で移動させる。
押圧ローラ25が当接している芯金1の表面の離型性樹脂の表面温度が300〜310℃になるように、制御装置38によって加熱ヒータ35の温度を制御する。
【0032】
芯金1の胴部端部から軸方向に沿って胴部全長に亘ってバニッシュ加工を行うことで、樹脂被覆ローラ表面の平滑性を向上させる。
【0033】
図5に、加熱ヒータ35の構成例を示す。図示する構成においては加熱ヒータ35はコイル45を備えており、渦電流による誘導加熱を行う。
【0034】
図6に、加熱ヒータ35の別の構成例を示す。図示する構成においては、加熱ヒータ35は、複数のハロゲンヒータ46と反射板46とを有しており、ハロゲンヒータ46が発する熱線を芯金1の表面に粉体塗装されている離型性樹脂に反射板47を用いて集光する。
【0035】
図7に、加熱ヒータ35の別の構成例を示す。図示する構成においては、加熱ヒータ35は遠赤外線ヒータパネル48を備えており、遠赤外線ヒータパネル48が発する遠赤外線を芯金1の表面に粉体塗装されている離型性樹脂に照射する。
【0036】
本実施形態にかかる樹脂被覆ローラ表面の平滑装置によれば、薄肉化した芯金表面の樹脂被覆層表面の平滑性を向上させられる。
【0037】
なお、上記実施形態は本発明の好適な実施の一例であり、本発明はこれに限定されることなく様々な変形実施が可能である。
【図面の簡単な説明】
【0038】
【図1】樹脂被覆ローラの構成を示す図である。
【図2】本発明の好適な実施形態にかかる樹脂被覆ローラ表面の平滑装置の正面図である。
【図3】本発明の好適な実施形態にかかる樹脂被覆ローラ表面の平滑装置の上面図である。
【図4】本発明の好適な実施形態にかかる樹脂被覆ローラ表面の平滑装置の側面図である。
【図5】本発明の好適な実施形態にかかる樹脂被覆ローラ表面の平滑装置における加熱ヒータの構成例を示す図である。
【図6】本発明の好適な実施形態にかかる樹脂被覆ローラ表面の平滑装置における加熱ヒータの別の構成例を示す図である。
【図7】本発明の好適な実施形態にかかる樹脂被覆ローラ表面の平滑装置における加熱ヒータの別の構成例を示す図である。
【符号の説明】
【0039】
1 芯金
2 プライマ層
3 樹脂被覆層
11、12 ハウジング
13 ガイド機構
14、29、36 空圧シリンダ
15 チャック
16 ベルト
17 支持部材
18 レール
19 ガイドブロック
20 電極
21 温度センサ
22、38 制御装置
23、39 電源
25 押圧ローラ
26 軸受
27 スプリング
28 スライドガイド
30、37 アクチュエータ
31 カートリッジヒータ
32、33 非接触式温度計
35 加熱ヒータ
40 スライドガイド
45 コイル
46 ハロゲンヒータ
47 反射板
48 ヒータパネル
【特許請求の範囲】
【請求項1】
中空円筒状芯金上に少なくとも1層の樹脂被覆層を有する樹脂被覆ローラ表面の平滑装置であって、
前記ローラの両端部を回転自在に支持する支持部材と、
前記ローラを回転駆動する回転駆動手段と、
前記中空円筒状芯金内部に配置される第1の加熱手段と、
前記ローラに当接した状態で連れ回り回転する押圧平滑手段と、
前記押圧平滑手段を加熱する第2の加熱手段と、
前記押圧平滑手段を前記ローラの軸方向に並進可動する第1のアクチュエータと、
前記ローラの表面温度を測定する温度センサと、
前記ローラに非接触でかつ前記中空円筒状芯金の外部に設けられ、前記ローラを加熱する第3の加熱手段と、
前記第3の加熱手段を前記ローラの軸方向に並進可動するアクチュエータとを備えた樹脂被覆ローラ表面の平滑装置。
【請求項2】
前記押圧平滑手段及び前記ローラの回転軸を対称軸として、前記第2の加熱手段と前記第3の加熱手段とを対称に配置したことを特徴とする請求項1記載の樹脂被覆ローラ表面の平滑装置。
【請求項3】
前記第3の加熱手段は、前記押圧平滑手段が前記ローラの表面に当接する位置に配置されており、前記押圧平滑手段と同一方向かつ同一速度で並進可動することを特徴とする請求項2記載の樹脂被覆ローラ表面の平滑装置。
【請求項4】
前記第3の加熱手段は、誘導加熱によって前記ローラを加熱することを特徴とする請求項1から3のいずれか1項記載の樹脂被覆ローラ表面の平滑装置。
【請求項5】
前記第3の加熱手段は、ハロゲンヒータであることを特徴とする請求項1から3のいずれか1項記載の樹脂被覆ローラ表面の平滑装置。
【請求項6】
前記第3の加熱手段は、遠赤外線を前記ローラに照射することを特徴とする請求項1から3のいずれか1項記載の樹脂被覆ローラ表面の平滑装置。
【請求項1】
中空円筒状芯金上に少なくとも1層の樹脂被覆層を有する樹脂被覆ローラ表面の平滑装置であって、
前記ローラの両端部を回転自在に支持する支持部材と、
前記ローラを回転駆動する回転駆動手段と、
前記中空円筒状芯金内部に配置される第1の加熱手段と、
前記ローラに当接した状態で連れ回り回転する押圧平滑手段と、
前記押圧平滑手段を加熱する第2の加熱手段と、
前記押圧平滑手段を前記ローラの軸方向に並進可動する第1のアクチュエータと、
前記ローラの表面温度を測定する温度センサと、
前記ローラに非接触でかつ前記中空円筒状芯金の外部に設けられ、前記ローラを加熱する第3の加熱手段と、
前記第3の加熱手段を前記ローラの軸方向に並進可動するアクチュエータとを備えた樹脂被覆ローラ表面の平滑装置。
【請求項2】
前記押圧平滑手段及び前記ローラの回転軸を対称軸として、前記第2の加熱手段と前記第3の加熱手段とを対称に配置したことを特徴とする請求項1記載の樹脂被覆ローラ表面の平滑装置。
【請求項3】
前記第3の加熱手段は、前記押圧平滑手段が前記ローラの表面に当接する位置に配置されており、前記押圧平滑手段と同一方向かつ同一速度で並進可動することを特徴とする請求項2記載の樹脂被覆ローラ表面の平滑装置。
【請求項4】
前記第3の加熱手段は、誘導加熱によって前記ローラを加熱することを特徴とする請求項1から3のいずれか1項記載の樹脂被覆ローラ表面の平滑装置。
【請求項5】
前記第3の加熱手段は、ハロゲンヒータであることを特徴とする請求項1から3のいずれか1項記載の樹脂被覆ローラ表面の平滑装置。
【請求項6】
前記第3の加熱手段は、遠赤外線を前記ローラに照射することを特徴とする請求項1から3のいずれか1項記載の樹脂被覆ローラ表面の平滑装置。
【図1】



【図2】

【図3】

【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−43937(P2006−43937A)
【公開日】平成18年2月16日(2006.2.16)
【国際特許分類】
【出願番号】特願2004−225379(P2004−225379)
【出願日】平成16年8月2日(2004.8.2)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
【公開日】平成18年2月16日(2006.2.16)
【国際特許分類】
【出願日】平成16年8月2日(2004.8.2)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
[ Back to top ]