
樹脂被覆金属成形体からの樹脂被覆除去方法及び該方法により得られるチタン成形体
【課題】 樹脂被覆チタン成形体から樹脂被覆を簡単且つ確実に除去することが可能な方法を提供する。
【解決手段】 樹脂被覆チタン成形体を加熱処理して被覆樹脂を熱分解し、次いで酸化剤を用いてチタン成形体表面から熱分解生成物を除去する。
【解決手段】 樹脂被覆チタン成形体を加熱処理して被覆樹脂を熱分解し、次いで酸化剤を用いてチタン成形体表面から熱分解生成物を除去する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂被覆金属成形体からの樹脂被覆除去方法及び該方法により得られるチタン成形体に関するものであり、より詳細には、絞り成形などの成形過程を経て得られた樹脂被覆金属成形体から樹脂被覆を除去する方法及び該方法により得られるチタン成形体に関するものである。
【背景技術】
【0002】
チタン金属は、軽量で強度が高く、しかも耐食性に優れていることから、モバイル機器などの各種電子機器の外装ケースとして使用されている。
【0003】
ところで、チタンは、他の金属に比べて非常に活性が高く成形時には工具との焼き付きが生じやすい。このため、油潤滑や樹脂被覆により成形加工に付するという手段が採用されるが、特に絞り成形などの過酷な成形加工に付するときには、樹脂を被覆して成形加工に付されることが焼き付き防止に対して良好であると報告されている(特許文献1、2参照)。
【特許文献1】特許第3457298号
【特許文献2】特許第3141802号
【発明の開示】
【発明が解決しようとする課題】
【0004】
樹脂被覆した金属基材を成形加工に付したとき、飲料用の缶などの分野では、樹脂被覆したままの状態で金属成形体を使用に供するが、各種電子機器のように発熱などを伴う用途に使用するときには、通常、得られた金属成形体から樹脂被覆を除去すること(脱膜)が必要である。このような脱膜手段としては、例えば酸洗や中性塩溶液を用いての陰極分解などが提案されているが、樹脂被覆が部分的に残存したり、或いは電極装置などの格別の装置が必要であったり、簡単且つ確実に樹脂被覆を除去する手段が求められている。
【0005】
従って、本発明の目的は、樹脂被覆金属成形体から樹脂被覆を簡単且つ確実に除去することが可能な方法を提供することにある。
本発明の他の目的は、上記方法により得られる新規な表面特性を有するチタン成形体を提供することにある。
【課題を解決するための手段】
【0006】
本発明者等は、樹脂被覆して成形加工に付された金属成形体について検討及び実験を繰り返した結果、一旦被覆樹脂の熱分解処理を行った後に、酸化剤を用いて熱分解生成物を除去することにより、樹脂被覆を容易に且つ確実に除去することができ、特にこの方法をチタン成形体に適用すると、親水性が著しく向上したチタン成形体が得られるという新規な知見を見出し、本発明を完成させた。
【0007】
即ち、本発明によれば、樹脂被覆金属成形体を加熱処理して被覆樹脂を熱分解し、次いで酸化剤を用いて金属成形体表面から熱分解生成物を除去することを特徴とする金属成形体表面からの樹脂被覆の除去方法が提供される。
【0008】
本発明によれば、また、樹脂被覆チタン成形体から樹脂被覆を取り除くことにより得られたチタン成形体において、その表面には、光学顕微鏡等による観察により、短辺が20μm以上の過酸化チタンの鱗片層が観察されることを特徴とするチタン成形体が提供される。
【0009】
本発明の樹脂被覆除去方法においては、
(1)前記金属成形体がチタン成形体であること、
(2)前記酸化剤として過酸化水素水を用いること、
が好ましく、さらに、本発明のチタン成形体においては、
(3)前記表面の中心線平均表面粗さRaが0.05乃至5μmの範囲にあること、
(4)前記表面の表面積の大きさσが0.01以上となること(但し、表面積大きさσ=Ra/Sm(Ra:中心線平均粗さ(μm)、Sm:粗さ曲線における凹凸の平均間隔(μm))である。)
が好適である。
【発明の効果】
【0010】
本発明の方法においては、樹脂被覆の熱分解処理後に酸化剤(例えば過酸化水素水)を用いて熱分解生成物を除去するため、効率よく、樹脂被覆を除去することができ、実質上、残存する樹脂被覆をゼロにすることができる。
【0011】
また、本発明方法では、樹脂被覆を実質上残存することなく除去できることから、この方法をチタン成形体に適用して得られる本発明のチタン成形体では、その表面の実質上全面にわたって過酸化チタンが表面に形成され、このような表面の過酸化チタンは、光学顕微鏡等で観察したとき、短辺が20μm以上の鱗片層として観察される。このように、過酸化チタンが形成されているため、かかるチタン成形体は、超親水性ともいうべき著しく高い親水性を示す。このような著しく高い親水性により、本発明のチタン成形体は、防汚性に優れ、例えば埃等の汚れが付着したとき、水拭きにより容易に汚れを除去することができる。また、過酸化チタンの形成により、著しく高い抗菌性を示す。
【発明を実施するための最良の形態】
【0012】
(樹脂被覆金属成形体)
本発明に用いる樹脂被覆金属成形体は、樹脂被覆した金属板を、それ自体公知の金属加工に付することにより得られたものである。
【0013】
このような金属板としては、特に制限されるものではなく、例えば純チタンもしくはその合金などのチタン板、鉄鋼板乃至は軟鉄板、ステンレススチール板等の鉄乃至鉄合金類や、純アルミニウム板、アルミニウム合金板、真鍮板等の軽金属板、各種表面処理鋼板や、銅−ニッケル、チタン−アルミニウム等2層、3層と金属板を積層したクラッド板など、種々の金属板を用いることができるが、特にチタン板、中でも本発明による利点が最も顕著であるという点で、純チタン板が最も好適である。
【0014】
金属板の被覆に用いる樹脂としては、過酷な金属加工に際して保護機能を有するものであれば特に制限されず、種々の熱可塑性樹脂フィルムをラミネートしたり、熱硬化性或いは熱可塑性樹脂からなる保護塗料などを塗布して樹脂被覆を形成することができ、このような樹脂被覆の厚みは、一般に、2乃至100μm程度であるが、特に熱可塑性樹脂フィルムを用いた場合は、製膜性、加工追従性、密着性を考えた場合、12乃至50μm程度が好ましい。
【0015】
ラミネートに用いる熱可塑性樹脂フィルムとしては、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、エチレン−アクリルエステル共重合体、アイオノマー等のオレフィン系樹脂フィルム;ポリエチレンテレフタレート、ポリブチレンフタレート、エチレンテレフタレート/イソフタレート共重合体等のポリエステルフィルム;ナイロン6、ナイロン6,6、ナイロン11、ナイロン12等のポリアミドフィルム;ポリ塩化ビニル、ポリ塩化ビニリデン等の含ハロゲン系フィルムなどを挙げることができる。これらのフィルムは、無延伸でも、二軸延伸されていてもよく、熱融着法、ドライラミネーション、押出コート法等により金属板表面に積層することができ、金属板との接着性が乏しい場合には、必要により、各種接着剤、例えばウレタン系接着剤、エポキシ系接着剤、酸変性オレフィン樹脂系接着剤、コポリアミド系接着剤、コポリエステル系接着剤などを介して積層することもできる。
【0016】
また、保護塗料としては、フェノールエポキシ塗料、アミノエポキシ塗料等の変性エポキシ塗料;塩化ビニル−酢酸ビニル共重合体、塩化ビニル−酢酸ビニル共重合体部分ケン化物、塩化ビニル−酢酸ビニル−無水マレイン酸共重合体、エポキシ変性−、エポキシアミノ変性−、或いはエポキシフェノール変性−ビニル塗料等のビニルもしくは変性ビニル塗料;アクリル樹脂系塗料;スチレン−ブタジエン系共重合体等の合成ゴム系塗料;などを単独または2種以上の組み合わせで用いることができる。
【0017】
本発明においては、ポリエステルフィルム、特にエチレンテレフタレート単位を主体とし、他のエステル単位の少量を含み、融点が170〜260℃程度の共重合ポリエステルの二軸延伸、または、無延伸のフィルムのラミネートにより樹脂被覆を形成することが好適である。即ち、このようなポリエステルフィルムは、機械的強度や加工性に優れており、金属板に被覆した状態で加工度の大きな成形が可能となり、チタン材のように焼き付きの生じやすい金属板に適用した場合にも、このような過酷な金属加工が可能となるからである。
【0018】
また、上記のような樹脂被覆は、金属板の一方の面に形成してもよいし、両方の面に形成することもできるが、少なくとも所定の形状の成形体としたとき、外面側となる面に、樹脂被覆を形成しておくことが好ましい。
【0019】
上記のような樹脂被覆金属板を用いての金属加工は、絞り加工、再絞り、しごき加工、絞りしごき加工、薄肉絞り加工(ストレッチドロー)、薄肉絞りしごき加工(ストレッチドローアイアニング)、ネッキング、スピニング、エンボス加工、張り出し加工、曲げ加工、各種ビード加工、ドーム加工、フランジ加工、リベット加工、スコア加工、カーリング等など、目的とする形状等に応じて種々の手段を採用することができる。
【0020】
(樹脂被覆の除去)
本発明では、上記のようにして成形された樹脂被覆金属成形体から樹脂被覆を取り除く。即ち、先ず、樹脂被覆の熱分解処理を行い、次いで酸化剤を用いて熱分解生成物を除去することにより、金属成形体表面に形成された樹脂被覆を取り除くことができる。
【0021】
樹脂被覆の熱分解処理は、該樹脂被覆が炭化されるように樹脂被覆金属成形体を加熱することにより行われ、例えば、電気炉等を用いて300℃以上、好ましくは350乃至600℃程度の温度、さらに好ましくは、成形体の酸化を抑えるため、希薄な酸素雰囲気の電気炉又は真空炉を用いて350乃至600℃程度の温度に樹脂被覆金属成形体を加熱保持することにより容易に行われる。加熱保持時間は、樹脂被覆金属成形体の大きさや樹脂被覆の厚み或いは加熱温度等によっても若干異なるが、一般的には5乃至30分程度である。かかる熱分解処理により、金属成形体表面の樹脂被覆は、非常に多孔質の炭化物となる。
なお、熱分解処理の前に機械的処理や後述する酸化剤による処理を施して、樹脂被覆をある程度剥がしておくことも有効である。
【0022】
上記のようにして生成した熱分解生成物(即ち炭化物)は、酸化剤により除去される。即ち、熱分解生成物が酸化剤と反応し、炭酸ガスとなり、気泡として金属成形体表面から離脱する。即ち、本発明では、上記の熱分解処理によって樹脂被覆が多孔質の炭化物(熱分解生成物)となっているため、酸化剤が容易に炭化物中に浸透し、このような炭化物と金属成形体との界面にまで容易に入り込むため、炭化物を残存させることなく、金属成形体表面から除去することができ、従って、樹脂被覆の残存を有効に防止することが可能となるのである。例えば、上記のような熱分解処理を行うことなく酸化剤での処理或いは酸洗を行う等の方法では、酸化剤や酸が樹脂被覆中に十分に浸透しないため、部分的に樹脂被覆が残存してしまう。特に金属成形体表面に凹凸があるような場合には、凹部に樹脂被覆が残存してしまう。本発明では、樹脂被覆を多孔質の炭化物とした後に酸化剤による処理を行うため、このような樹脂被覆の残存を有効に回避することができるのである。
【0023】
本発明において、酸化剤としては、種々のものを使用することができるが、特に金属成形体表面の表面特性を低下させない等の見地から過酸化水素水を用いるのがよく、このような過酸化水素水中に熱分解生成物が表面に付着している金属成形体を浸漬することにより、熱分解生成物を金属成形体表面から除去することができる。この場合、煮沸下の過酸化水素水中に浸漬して上記処理を行うのが最も効果的に熱分解生成物を除去することができる。また、過酸化水素水としては、一般に、H2O2濃度が30乃至50重量%の範囲にあるものが適当である。
【0024】
上記のようにして酸化剤による処理を行った後、水洗及び乾燥して、目的とする金属成形体を得ることができる。
【0025】
(チタン成形体)
本発明においては、樹脂被覆チタン成形体に上記方法を適用することにより、従来のものとは異なるチタン成形体を得ることができる。即ち、上記方法で樹脂被覆が除去されたチタン成形体の表面には、光学顕微鏡等による観察により、短辺が20μm以上の過酸化チタンの鱗片層が観察される。即ち、過酸化水素水などの酸化剤を用いての処理により、その表面には、黄色の過酸化チタンが生成するが、被覆樹脂の残存が有効に抑制されていることから、光学顕微鏡観察により、上記のような大きさの過酸化チタンの鱗片層が観察される。例えば、熱分解処理を行わずに酸化剤処理を行った場合には、過酸化チタンの鱗片層を観察することはできるが、上記のような大きさのものではなく、その短辺は10μm程度が限界である。
【0026】
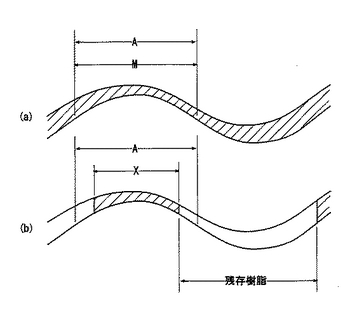
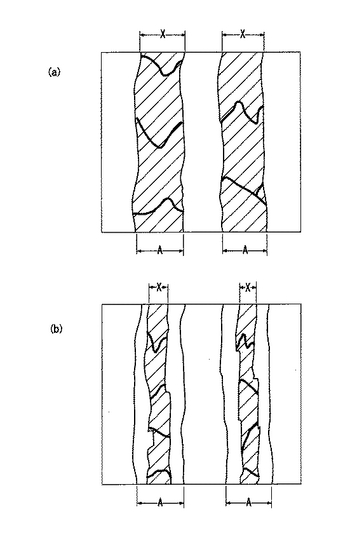
このような過酸化チタンの鱗片層形成の原理を示す図1及び図2を参照されたい。図1は、樹脂被覆が除去されたチタン成形体表面の状態を示す概略断面図であり、図1中、(a)は、本発明にしたがって得られたチタン成形体表面を示し、(b)は、熱分解処理を行うことなく、酸化剤処理による被覆樹脂の除去を行って得られたチタン成形体の表面を示す。また、図2は、図1で示すチタン成形体表面を光学顕微鏡観察したときに見られる映像を模式的に示す図であり、図2中(a)は、図1(a)に相当するチタン成形体表面の映像であり、図2中(b)は、図1(b)に相当するチタン成形体表面の映像である。
【0027】
樹脂被覆チタン成形体は、絞り加工或いは絞り−しごき加工などの過酷な金属加工により所定形状に薄肉化加工されているため、チタン成形体表面には、図1に示すように、加工条件等による程度の差はあるが、常に一定の凹凸が形成され、このような凹凸は、全体として、加工方向を指向している。従って、この表面を光学顕微鏡観察したとき、成形体表面の凸部が観察され、凹部は不鮮明となりぼやけてしまい、例えば光学顕微鏡で観察される範囲は、図1及び図2において、Aで示す領域となる。
【0028】
ところで、過酸化水素水を用いての酸化剤処理により、チタン成形体の表面には、黄色の過酸化チタンの層が形成され、光学顕微鏡により観察される過酸化チタンの層は、図1及び図2においてXで示されている。
【0029】
即ち、前述した本発明方法では、樹脂被覆が実質上残存することなく除去されているため、黄色の過酸化チタンの層が、チタン成形体表面の実質上全面を占めている。即ち、本発明では、図1(a)から明らかな通り、光学顕微鏡での観察領域Aの全体にわたって黄色の過酸化チタンの層Xが観察されることとなり、従って、図2(a)に示すように、光学顕微鏡観察により、短辺が20μm以上の大きさの鱗片として過酸化チタンXが観察されるのである。(尚、図2(a)は、観察される領域Xのみに過酸化チタンが形成されていることを意味するものではなく、光学顕微鏡で観察される領域Aの全てに過酸化チタンが形成されていること、換言すると、領域A以上の範囲に過酸化チタンが形成されていることを意味しているのである。)
【0030】
これに対して、熱分解処理を行うことなく過酸化水素水で直接処理を行った場合には、例えば凹部に樹脂被覆が残存してしまう。従って、図1(b)から明らかな通り、光学顕微鏡での観察領域Aの一部について黄色の過酸化チタンの層Xが観察されるに過ぎず、従って、図2(b)に示すように、光学顕微鏡観察により、観察される黄色の過酸化チタンの鱗片Xの短辺は、図1(a)に比して狭く、高々10μm程度となるのである。
【0031】
このように本発明のチタン成形体においては、その表面の実質上全面に過酸化チタンが形成されているため、著しく高い親水性を示す。即ち、この過酸化チタンは、黄色のペルオキソチタン水和物[Ti2O5(OH)2]として成形体表面に存在しており、光(特に紫外線)照射により、徐々にペルオキシ基が分解し、無定形TiO2に変化し、この結果、著しく高い親水性が発現する。例えば、後述する実施例に示されているように、図2(a)に示されているような過酸化チタンの鱗片が観察されるチタン成形体では、紫外線照射24時間後において、水滴を滴下すると、滴下された水滴は、直ちに成形体表面上に大きく広がっていく。一方、観察される過酸化チタンの鱗片が図2(b)に示すように小さいものでは(比較例1)、24時間の紫外線照射後においても、滴下された水滴の広がりは小さく、本発明ほどの大きな親水性は示さない。
【0032】
また、本発明のチタン成形体は、樹脂被覆チタン板を円板等の形状に打ち抜いた後に、絞り加工、必要に応じて再絞り加工を経て成形されたものであることが好ましく、この際、絞り工具又は再絞り工具肩半径Rdと板厚t0との関係が、1.0<Rd/t0<2.9を満たす薄肉絞り加工又は薄肉再絞り加工であることがより好ましい。特に、絞り加工(薄肉絞り加工)、再絞り加工(薄肉再絞り加工)と同時又は後にしごき加工が行われていることが好ましく、さらに前述のしごき加工が多段であることがより好ましい。即ち、絞り加工(薄肉絞り加工)、必要に応じて再絞り加工(薄肉再絞り加工)を行うことにより目的の形状に絞っていき、同時又は後にしごき加工を加え側壁の薄肉化を行うことにより、特に側壁外面の親水性をさらに高めることができる。
【0033】
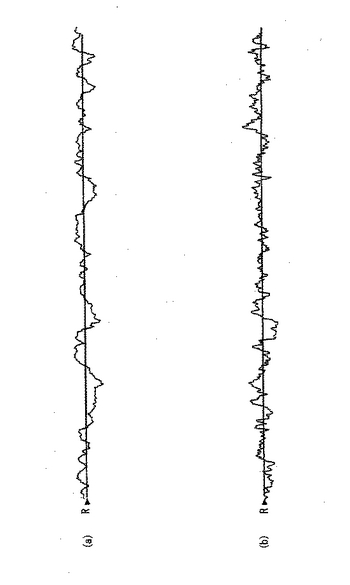
一般に、市販の冷間圧延チタン板(中心線平均粗さRa=0.05〜0.45μm程度)に樹脂被覆を施し、絞り加工により成形された樹脂被覆チタン成形体では、樹脂除去後の側壁外面の中心線平均粗さRaは、工具形状、絞り比(総絞り比)などの加工条件、樹脂膜厚などに大きく依存するがRa=0.05〜5μm、特に総絞り比1.5〜2.5、樹脂膜厚15〜20μmのとき、Ra=0.05〜3.5μm程度の範囲にあり、例えばその粗さ曲線は、図3(a)に示すように、油潤滑で得られたものとは異なり、凹凸が平均線に対して上下均一に現れる。
しかるに、絞り加工と同時又は後にしごき加工を行い、更に前述のしごき加工を多段で行うと、その粗さ曲線は、図3(b)に示されているように、粗さはほとんど変動しないが、絞り加工で既に形成されていた大きな周期の凹凸平均間隔が小さくなるのと同時に、新たに小さな周期の微細な凹凸が大きな周期の凹凸の中に多く発生し、チタン成形体の表面はフラクタルな粗面となる(図3(b)は2段のしごき加工が行われた例である)。しかるに、親水性の表面は、その表面がフラクタル様に粗面となり表面積が増大するほど親水性が増すことが知られており、従って、本発明では、上記のように多段のしごき加工を行い、成形体表面をフラクタルな粗面としておくことが好適となるのである。
【0034】
本発明においては加工の程度は一概に規定することはできないが、一般に、下記式:
σ=Ra/Sm
式中、Raは、中心線平均粗さ(μm)であり、
Smは、粗さ曲線における凹凸の平均間隔(μm)を示し、
測定条件;カットオフ値:標準値λc=0.8mm
測定倍率:垂直方向1000倍、水平方向200倍
により算出される表面積の大きさσは0.01以上、特に0.015以上となるように加工を行うことが好ましい。
【0035】
このように本発明のチタン成形体は、著しく親水性が高く、例えば電子機器の外装ケースなどとして用いた場合、特に水拭きなどにより汚れを容易に除去でき、極めて優れた防汚性を付与することができる。また、本発明のチタン成形体は、表面の全体にわたって過酸化チタンが形成されていることから、抗菌性にも優れており、抗菌性の容器として使用に供することもできる。
【実施例】
【0036】
本発明を次の実験例で説明する。なお、実施例中における表面粗さ、水接触角については、下記の条件で測定を行った。
[表面粗さ測定]
株式会社東京精密社製サーフコム575A−3DFを用い、下記の測定条件にて表面粗さを測定した。
カットオフ値:標準値λc=0.8mm
測定倍率:垂直方向1000倍、水平方向200倍
測定方向:圧延方向に対して直角
【0037】
[水接触角]
協和界面科学株式会社製接触角計及び固液界面システムを用いて、下記の測定条件にて水接触角を測定した。
測定方法:液適法(θ/2法)
曲率補正:なし、着液量:1.0μl
測定時間間隔:500ms、測定値:開始から1000ms後の値
【0038】
(実施例1)
板厚0.2mmの純チタン板の内外面に膜厚16.5μmの共重合ポリエステルフィルム(ガラス転移点Tg=75℃、融点Tm=240℃)をラミネートした樹脂被覆チタン板を用いて、下記の条件にて絞り成形を行い、成形カップを得た。
[成型条件]
ブランク径:143mm、パンチ径:91.00mm
ダイラジアス:1.5mm、パンチ、ダイクリアランス:0.37mm
絞り比:1.571
【0039】
得られたカップを温度400℃の電気炉において15分間炭化処理を行った後、濃度35%H2O2水を用いて30分間煮沸した。処理後のカップ表面を観察したところ、樹脂は全て除去されていた。
カップ表面を光学顕微鏡にて観察したところ、表面の状態は短辺が20μm以上の鱗片層となっていた。また、表面粗さRaは1.5μmで、表面積大きさσは0.015であった。
処理後のカップ表面にブラックライト(3mW/cm2)を24時間照射し、その表面の水接触角を測定したところ、接触角は4.4°で高い親水性を示していた。
【0040】
(比較例1)
実施例1と同様の条件で作成したカップを用いて、電気炉による炭化処理を行わずに濃度35%H2O2水を用いて30分間煮沸した。処理後のカップ表面には樹脂が所々に残っており、樹脂を全て除去することはできなかった。
表面状態についてカップ表面を光学顕微鏡にて観察したところ、樹脂が除去されている部分においては短辺が10μm程度の鱗片層となっていた。また、実施例1と同様に水接触角を測定したところ、8.4°であり実施例のものより親水性は低かった。
【0041】
(実施例2)
実施例1と同様の樹脂被覆チタン板を用いて、下記の条件で絞り成形(第1工程)、再絞りしごき成形(第2工程)を行いチタン成形カップを得た。
[第1工程成形条件]
ブランク径:154mm、パンチ径:94.80mm
ダイラジアス:0.7mm、パンチ、ダイクリアランス:0.34mm
絞り比:1.508
[第2工程成形条件]
パンチ径:81.70mm、ダイラジアス:0.5mm
パンチ、ダイクリアランス:0.14mm
絞り比:1.160、総絞り比:1.750
【0042】
得られたカップを温度400℃の電気炉において15分間炭化処理を行った後、更に濃度35%H2O2水を用いて30分間煮沸した。処理後のカップ表面を観察したところ、樹脂は全て除去されていた。
表面状態についてカップ表面を光学顕微鏡にて観察したところ、表面の状態は短辺が20μm以上の鱗片層となっていた。また、表面粗さRaは2.1μm、表面積大きさσは0.04であった。さらに、実施例1と同様の方法で水接触角を測定したところ、0.0°であり極めて高い親水性を示していた。
【図面の簡単な説明】
【0043】
【図1】樹脂被覆が除去されたチタン成形体表面の状態を示す概略断面図であり、(a)は、本発明にしたがって得られたチタン成形体表面を示し、(b)は、熱分解処理を行うことなく、酸化剤処理による被覆樹脂の除去を行って得られたチタン成形体の表面を示す。
【図2】図1で示すチタン成形体表面を光学顕微鏡観察したときに見られる映像を模式的に示す図であり、(a)は、図1(a)に相当するチタン成形体表面の映像であり、(b)は、図1(b)に相当するチタン成形体表面の映像である。
【図3】本発明のチタン成形体の表面粗さ曲線の例を示す図である。
【技術分野】
【0001】
本発明は、樹脂被覆金属成形体からの樹脂被覆除去方法及び該方法により得られるチタン成形体に関するものであり、より詳細には、絞り成形などの成形過程を経て得られた樹脂被覆金属成形体から樹脂被覆を除去する方法及び該方法により得られるチタン成形体に関するものである。
【背景技術】
【0002】
チタン金属は、軽量で強度が高く、しかも耐食性に優れていることから、モバイル機器などの各種電子機器の外装ケースとして使用されている。
【0003】
ところで、チタンは、他の金属に比べて非常に活性が高く成形時には工具との焼き付きが生じやすい。このため、油潤滑や樹脂被覆により成形加工に付するという手段が採用されるが、特に絞り成形などの過酷な成形加工に付するときには、樹脂を被覆して成形加工に付されることが焼き付き防止に対して良好であると報告されている(特許文献1、2参照)。
【特許文献1】特許第3457298号
【特許文献2】特許第3141802号
【発明の開示】
【発明が解決しようとする課題】
【0004】
樹脂被覆した金属基材を成形加工に付したとき、飲料用の缶などの分野では、樹脂被覆したままの状態で金属成形体を使用に供するが、各種電子機器のように発熱などを伴う用途に使用するときには、通常、得られた金属成形体から樹脂被覆を除去すること(脱膜)が必要である。このような脱膜手段としては、例えば酸洗や中性塩溶液を用いての陰極分解などが提案されているが、樹脂被覆が部分的に残存したり、或いは電極装置などの格別の装置が必要であったり、簡単且つ確実に樹脂被覆を除去する手段が求められている。
【0005】
従って、本発明の目的は、樹脂被覆金属成形体から樹脂被覆を簡単且つ確実に除去することが可能な方法を提供することにある。
本発明の他の目的は、上記方法により得られる新規な表面特性を有するチタン成形体を提供することにある。
【課題を解決するための手段】
【0006】
本発明者等は、樹脂被覆して成形加工に付された金属成形体について検討及び実験を繰り返した結果、一旦被覆樹脂の熱分解処理を行った後に、酸化剤を用いて熱分解生成物を除去することにより、樹脂被覆を容易に且つ確実に除去することができ、特にこの方法をチタン成形体に適用すると、親水性が著しく向上したチタン成形体が得られるという新規な知見を見出し、本発明を完成させた。
【0007】
即ち、本発明によれば、樹脂被覆金属成形体を加熱処理して被覆樹脂を熱分解し、次いで酸化剤を用いて金属成形体表面から熱分解生成物を除去することを特徴とする金属成形体表面からの樹脂被覆の除去方法が提供される。
【0008】
本発明によれば、また、樹脂被覆チタン成形体から樹脂被覆を取り除くことにより得られたチタン成形体において、その表面には、光学顕微鏡等による観察により、短辺が20μm以上の過酸化チタンの鱗片層が観察されることを特徴とするチタン成形体が提供される。
【0009】
本発明の樹脂被覆除去方法においては、
(1)前記金属成形体がチタン成形体であること、
(2)前記酸化剤として過酸化水素水を用いること、
が好ましく、さらに、本発明のチタン成形体においては、
(3)前記表面の中心線平均表面粗さRaが0.05乃至5μmの範囲にあること、
(4)前記表面の表面積の大きさσが0.01以上となること(但し、表面積大きさσ=Ra/Sm(Ra:中心線平均粗さ(μm)、Sm:粗さ曲線における凹凸の平均間隔(μm))である。)
が好適である。
【発明の効果】
【0010】
本発明の方法においては、樹脂被覆の熱分解処理後に酸化剤(例えば過酸化水素水)を用いて熱分解生成物を除去するため、効率よく、樹脂被覆を除去することができ、実質上、残存する樹脂被覆をゼロにすることができる。
【0011】
また、本発明方法では、樹脂被覆を実質上残存することなく除去できることから、この方法をチタン成形体に適用して得られる本発明のチタン成形体では、その表面の実質上全面にわたって過酸化チタンが表面に形成され、このような表面の過酸化チタンは、光学顕微鏡等で観察したとき、短辺が20μm以上の鱗片層として観察される。このように、過酸化チタンが形成されているため、かかるチタン成形体は、超親水性ともいうべき著しく高い親水性を示す。このような著しく高い親水性により、本発明のチタン成形体は、防汚性に優れ、例えば埃等の汚れが付着したとき、水拭きにより容易に汚れを除去することができる。また、過酸化チタンの形成により、著しく高い抗菌性を示す。
【発明を実施するための最良の形態】
【0012】
(樹脂被覆金属成形体)
本発明に用いる樹脂被覆金属成形体は、樹脂被覆した金属板を、それ自体公知の金属加工に付することにより得られたものである。
【0013】
このような金属板としては、特に制限されるものではなく、例えば純チタンもしくはその合金などのチタン板、鉄鋼板乃至は軟鉄板、ステンレススチール板等の鉄乃至鉄合金類や、純アルミニウム板、アルミニウム合金板、真鍮板等の軽金属板、各種表面処理鋼板や、銅−ニッケル、チタン−アルミニウム等2層、3層と金属板を積層したクラッド板など、種々の金属板を用いることができるが、特にチタン板、中でも本発明による利点が最も顕著であるという点で、純チタン板が最も好適である。
【0014】
金属板の被覆に用いる樹脂としては、過酷な金属加工に際して保護機能を有するものであれば特に制限されず、種々の熱可塑性樹脂フィルムをラミネートしたり、熱硬化性或いは熱可塑性樹脂からなる保護塗料などを塗布して樹脂被覆を形成することができ、このような樹脂被覆の厚みは、一般に、2乃至100μm程度であるが、特に熱可塑性樹脂フィルムを用いた場合は、製膜性、加工追従性、密着性を考えた場合、12乃至50μm程度が好ましい。
【0015】
ラミネートに用いる熱可塑性樹脂フィルムとしては、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、エチレン−アクリルエステル共重合体、アイオノマー等のオレフィン系樹脂フィルム;ポリエチレンテレフタレート、ポリブチレンフタレート、エチレンテレフタレート/イソフタレート共重合体等のポリエステルフィルム;ナイロン6、ナイロン6,6、ナイロン11、ナイロン12等のポリアミドフィルム;ポリ塩化ビニル、ポリ塩化ビニリデン等の含ハロゲン系フィルムなどを挙げることができる。これらのフィルムは、無延伸でも、二軸延伸されていてもよく、熱融着法、ドライラミネーション、押出コート法等により金属板表面に積層することができ、金属板との接着性が乏しい場合には、必要により、各種接着剤、例えばウレタン系接着剤、エポキシ系接着剤、酸変性オレフィン樹脂系接着剤、コポリアミド系接着剤、コポリエステル系接着剤などを介して積層することもできる。
【0016】
また、保護塗料としては、フェノールエポキシ塗料、アミノエポキシ塗料等の変性エポキシ塗料;塩化ビニル−酢酸ビニル共重合体、塩化ビニル−酢酸ビニル共重合体部分ケン化物、塩化ビニル−酢酸ビニル−無水マレイン酸共重合体、エポキシ変性−、エポキシアミノ変性−、或いはエポキシフェノール変性−ビニル塗料等のビニルもしくは変性ビニル塗料;アクリル樹脂系塗料;スチレン−ブタジエン系共重合体等の合成ゴム系塗料;などを単独または2種以上の組み合わせで用いることができる。
【0017】
本発明においては、ポリエステルフィルム、特にエチレンテレフタレート単位を主体とし、他のエステル単位の少量を含み、融点が170〜260℃程度の共重合ポリエステルの二軸延伸、または、無延伸のフィルムのラミネートにより樹脂被覆を形成することが好適である。即ち、このようなポリエステルフィルムは、機械的強度や加工性に優れており、金属板に被覆した状態で加工度の大きな成形が可能となり、チタン材のように焼き付きの生じやすい金属板に適用した場合にも、このような過酷な金属加工が可能となるからである。
【0018】
また、上記のような樹脂被覆は、金属板の一方の面に形成してもよいし、両方の面に形成することもできるが、少なくとも所定の形状の成形体としたとき、外面側となる面に、樹脂被覆を形成しておくことが好ましい。
【0019】
上記のような樹脂被覆金属板を用いての金属加工は、絞り加工、再絞り、しごき加工、絞りしごき加工、薄肉絞り加工(ストレッチドロー)、薄肉絞りしごき加工(ストレッチドローアイアニング)、ネッキング、スピニング、エンボス加工、張り出し加工、曲げ加工、各種ビード加工、ドーム加工、フランジ加工、リベット加工、スコア加工、カーリング等など、目的とする形状等に応じて種々の手段を採用することができる。
【0020】
(樹脂被覆の除去)
本発明では、上記のようにして成形された樹脂被覆金属成形体から樹脂被覆を取り除く。即ち、先ず、樹脂被覆の熱分解処理を行い、次いで酸化剤を用いて熱分解生成物を除去することにより、金属成形体表面に形成された樹脂被覆を取り除くことができる。
【0021】
樹脂被覆の熱分解処理は、該樹脂被覆が炭化されるように樹脂被覆金属成形体を加熱することにより行われ、例えば、電気炉等を用いて300℃以上、好ましくは350乃至600℃程度の温度、さらに好ましくは、成形体の酸化を抑えるため、希薄な酸素雰囲気の電気炉又は真空炉を用いて350乃至600℃程度の温度に樹脂被覆金属成形体を加熱保持することにより容易に行われる。加熱保持時間は、樹脂被覆金属成形体の大きさや樹脂被覆の厚み或いは加熱温度等によっても若干異なるが、一般的には5乃至30分程度である。かかる熱分解処理により、金属成形体表面の樹脂被覆は、非常に多孔質の炭化物となる。
なお、熱分解処理の前に機械的処理や後述する酸化剤による処理を施して、樹脂被覆をある程度剥がしておくことも有効である。
【0022】
上記のようにして生成した熱分解生成物(即ち炭化物)は、酸化剤により除去される。即ち、熱分解生成物が酸化剤と反応し、炭酸ガスとなり、気泡として金属成形体表面から離脱する。即ち、本発明では、上記の熱分解処理によって樹脂被覆が多孔質の炭化物(熱分解生成物)となっているため、酸化剤が容易に炭化物中に浸透し、このような炭化物と金属成形体との界面にまで容易に入り込むため、炭化物を残存させることなく、金属成形体表面から除去することができ、従って、樹脂被覆の残存を有効に防止することが可能となるのである。例えば、上記のような熱分解処理を行うことなく酸化剤での処理或いは酸洗を行う等の方法では、酸化剤や酸が樹脂被覆中に十分に浸透しないため、部分的に樹脂被覆が残存してしまう。特に金属成形体表面に凹凸があるような場合には、凹部に樹脂被覆が残存してしまう。本発明では、樹脂被覆を多孔質の炭化物とした後に酸化剤による処理を行うため、このような樹脂被覆の残存を有効に回避することができるのである。
【0023】
本発明において、酸化剤としては、種々のものを使用することができるが、特に金属成形体表面の表面特性を低下させない等の見地から過酸化水素水を用いるのがよく、このような過酸化水素水中に熱分解生成物が表面に付着している金属成形体を浸漬することにより、熱分解生成物を金属成形体表面から除去することができる。この場合、煮沸下の過酸化水素水中に浸漬して上記処理を行うのが最も効果的に熱分解生成物を除去することができる。また、過酸化水素水としては、一般に、H2O2濃度が30乃至50重量%の範囲にあるものが適当である。
【0024】
上記のようにして酸化剤による処理を行った後、水洗及び乾燥して、目的とする金属成形体を得ることができる。
【0025】
(チタン成形体)
本発明においては、樹脂被覆チタン成形体に上記方法を適用することにより、従来のものとは異なるチタン成形体を得ることができる。即ち、上記方法で樹脂被覆が除去されたチタン成形体の表面には、光学顕微鏡等による観察により、短辺が20μm以上の過酸化チタンの鱗片層が観察される。即ち、過酸化水素水などの酸化剤を用いての処理により、その表面には、黄色の過酸化チタンが生成するが、被覆樹脂の残存が有効に抑制されていることから、光学顕微鏡観察により、上記のような大きさの過酸化チタンの鱗片層が観察される。例えば、熱分解処理を行わずに酸化剤処理を行った場合には、過酸化チタンの鱗片層を観察することはできるが、上記のような大きさのものではなく、その短辺は10μm程度が限界である。
【0026】
このような過酸化チタンの鱗片層形成の原理を示す図1及び図2を参照されたい。図1は、樹脂被覆が除去されたチタン成形体表面の状態を示す概略断面図であり、図1中、(a)は、本発明にしたがって得られたチタン成形体表面を示し、(b)は、熱分解処理を行うことなく、酸化剤処理による被覆樹脂の除去を行って得られたチタン成形体の表面を示す。また、図2は、図1で示すチタン成形体表面を光学顕微鏡観察したときに見られる映像を模式的に示す図であり、図2中(a)は、図1(a)に相当するチタン成形体表面の映像であり、図2中(b)は、図1(b)に相当するチタン成形体表面の映像である。
【0027】
樹脂被覆チタン成形体は、絞り加工或いは絞り−しごき加工などの過酷な金属加工により所定形状に薄肉化加工されているため、チタン成形体表面には、図1に示すように、加工条件等による程度の差はあるが、常に一定の凹凸が形成され、このような凹凸は、全体として、加工方向を指向している。従って、この表面を光学顕微鏡観察したとき、成形体表面の凸部が観察され、凹部は不鮮明となりぼやけてしまい、例えば光学顕微鏡で観察される範囲は、図1及び図2において、Aで示す領域となる。
【0028】
ところで、過酸化水素水を用いての酸化剤処理により、チタン成形体の表面には、黄色の過酸化チタンの層が形成され、光学顕微鏡により観察される過酸化チタンの層は、図1及び図2においてXで示されている。
【0029】
即ち、前述した本発明方法では、樹脂被覆が実質上残存することなく除去されているため、黄色の過酸化チタンの層が、チタン成形体表面の実質上全面を占めている。即ち、本発明では、図1(a)から明らかな通り、光学顕微鏡での観察領域Aの全体にわたって黄色の過酸化チタンの層Xが観察されることとなり、従って、図2(a)に示すように、光学顕微鏡観察により、短辺が20μm以上の大きさの鱗片として過酸化チタンXが観察されるのである。(尚、図2(a)は、観察される領域Xのみに過酸化チタンが形成されていることを意味するものではなく、光学顕微鏡で観察される領域Aの全てに過酸化チタンが形成されていること、換言すると、領域A以上の範囲に過酸化チタンが形成されていることを意味しているのである。)
【0030】
これに対して、熱分解処理を行うことなく過酸化水素水で直接処理を行った場合には、例えば凹部に樹脂被覆が残存してしまう。従って、図1(b)から明らかな通り、光学顕微鏡での観察領域Aの一部について黄色の過酸化チタンの層Xが観察されるに過ぎず、従って、図2(b)に示すように、光学顕微鏡観察により、観察される黄色の過酸化チタンの鱗片Xの短辺は、図1(a)に比して狭く、高々10μm程度となるのである。
【0031】
このように本発明のチタン成形体においては、その表面の実質上全面に過酸化チタンが形成されているため、著しく高い親水性を示す。即ち、この過酸化チタンは、黄色のペルオキソチタン水和物[Ti2O5(OH)2]として成形体表面に存在しており、光(特に紫外線)照射により、徐々にペルオキシ基が分解し、無定形TiO2に変化し、この結果、著しく高い親水性が発現する。例えば、後述する実施例に示されているように、図2(a)に示されているような過酸化チタンの鱗片が観察されるチタン成形体では、紫外線照射24時間後において、水滴を滴下すると、滴下された水滴は、直ちに成形体表面上に大きく広がっていく。一方、観察される過酸化チタンの鱗片が図2(b)に示すように小さいものでは(比較例1)、24時間の紫外線照射後においても、滴下された水滴の広がりは小さく、本発明ほどの大きな親水性は示さない。
【0032】
また、本発明のチタン成形体は、樹脂被覆チタン板を円板等の形状に打ち抜いた後に、絞り加工、必要に応じて再絞り加工を経て成形されたものであることが好ましく、この際、絞り工具又は再絞り工具肩半径Rdと板厚t0との関係が、1.0<Rd/t0<2.9を満たす薄肉絞り加工又は薄肉再絞り加工であることがより好ましい。特に、絞り加工(薄肉絞り加工)、再絞り加工(薄肉再絞り加工)と同時又は後にしごき加工が行われていることが好ましく、さらに前述のしごき加工が多段であることがより好ましい。即ち、絞り加工(薄肉絞り加工)、必要に応じて再絞り加工(薄肉再絞り加工)を行うことにより目的の形状に絞っていき、同時又は後にしごき加工を加え側壁の薄肉化を行うことにより、特に側壁外面の親水性をさらに高めることができる。
【0033】
一般に、市販の冷間圧延チタン板(中心線平均粗さRa=0.05〜0.45μm程度)に樹脂被覆を施し、絞り加工により成形された樹脂被覆チタン成形体では、樹脂除去後の側壁外面の中心線平均粗さRaは、工具形状、絞り比(総絞り比)などの加工条件、樹脂膜厚などに大きく依存するがRa=0.05〜5μm、特に総絞り比1.5〜2.5、樹脂膜厚15〜20μmのとき、Ra=0.05〜3.5μm程度の範囲にあり、例えばその粗さ曲線は、図3(a)に示すように、油潤滑で得られたものとは異なり、凹凸が平均線に対して上下均一に現れる。
しかるに、絞り加工と同時又は後にしごき加工を行い、更に前述のしごき加工を多段で行うと、その粗さ曲線は、図3(b)に示されているように、粗さはほとんど変動しないが、絞り加工で既に形成されていた大きな周期の凹凸平均間隔が小さくなるのと同時に、新たに小さな周期の微細な凹凸が大きな周期の凹凸の中に多く発生し、チタン成形体の表面はフラクタルな粗面となる(図3(b)は2段のしごき加工が行われた例である)。しかるに、親水性の表面は、その表面がフラクタル様に粗面となり表面積が増大するほど親水性が増すことが知られており、従って、本発明では、上記のように多段のしごき加工を行い、成形体表面をフラクタルな粗面としておくことが好適となるのである。
【0034】
本発明においては加工の程度は一概に規定することはできないが、一般に、下記式:
σ=Ra/Sm
式中、Raは、中心線平均粗さ(μm)であり、
Smは、粗さ曲線における凹凸の平均間隔(μm)を示し、
測定条件;カットオフ値:標準値λc=0.8mm
測定倍率:垂直方向1000倍、水平方向200倍
により算出される表面積の大きさσは0.01以上、特に0.015以上となるように加工を行うことが好ましい。
【0035】
このように本発明のチタン成形体は、著しく親水性が高く、例えば電子機器の外装ケースなどとして用いた場合、特に水拭きなどにより汚れを容易に除去でき、極めて優れた防汚性を付与することができる。また、本発明のチタン成形体は、表面の全体にわたって過酸化チタンが形成されていることから、抗菌性にも優れており、抗菌性の容器として使用に供することもできる。
【実施例】
【0036】
本発明を次の実験例で説明する。なお、実施例中における表面粗さ、水接触角については、下記の条件で測定を行った。
[表面粗さ測定]
株式会社東京精密社製サーフコム575A−3DFを用い、下記の測定条件にて表面粗さを測定した。
カットオフ値:標準値λc=0.8mm
測定倍率:垂直方向1000倍、水平方向200倍
測定方向:圧延方向に対して直角
【0037】
[水接触角]
協和界面科学株式会社製接触角計及び固液界面システムを用いて、下記の測定条件にて水接触角を測定した。
測定方法:液適法(θ/2法)
曲率補正:なし、着液量:1.0μl
測定時間間隔:500ms、測定値:開始から1000ms後の値
【0038】
(実施例1)
板厚0.2mmの純チタン板の内外面に膜厚16.5μmの共重合ポリエステルフィルム(ガラス転移点Tg=75℃、融点Tm=240℃)をラミネートした樹脂被覆チタン板を用いて、下記の条件にて絞り成形を行い、成形カップを得た。
[成型条件]
ブランク径:143mm、パンチ径:91.00mm
ダイラジアス:1.5mm、パンチ、ダイクリアランス:0.37mm
絞り比:1.571
【0039】
得られたカップを温度400℃の電気炉において15分間炭化処理を行った後、濃度35%H2O2水を用いて30分間煮沸した。処理後のカップ表面を観察したところ、樹脂は全て除去されていた。
カップ表面を光学顕微鏡にて観察したところ、表面の状態は短辺が20μm以上の鱗片層となっていた。また、表面粗さRaは1.5μmで、表面積大きさσは0.015であった。
処理後のカップ表面にブラックライト(3mW/cm2)を24時間照射し、その表面の水接触角を測定したところ、接触角は4.4°で高い親水性を示していた。
【0040】
(比較例1)
実施例1と同様の条件で作成したカップを用いて、電気炉による炭化処理を行わずに濃度35%H2O2水を用いて30分間煮沸した。処理後のカップ表面には樹脂が所々に残っており、樹脂を全て除去することはできなかった。
表面状態についてカップ表面を光学顕微鏡にて観察したところ、樹脂が除去されている部分においては短辺が10μm程度の鱗片層となっていた。また、実施例1と同様に水接触角を測定したところ、8.4°であり実施例のものより親水性は低かった。
【0041】
(実施例2)
実施例1と同様の樹脂被覆チタン板を用いて、下記の条件で絞り成形(第1工程)、再絞りしごき成形(第2工程)を行いチタン成形カップを得た。
[第1工程成形条件]
ブランク径:154mm、パンチ径:94.80mm
ダイラジアス:0.7mm、パンチ、ダイクリアランス:0.34mm
絞り比:1.508
[第2工程成形条件]
パンチ径:81.70mm、ダイラジアス:0.5mm
パンチ、ダイクリアランス:0.14mm
絞り比:1.160、総絞り比:1.750
【0042】
得られたカップを温度400℃の電気炉において15分間炭化処理を行った後、更に濃度35%H2O2水を用いて30分間煮沸した。処理後のカップ表面を観察したところ、樹脂は全て除去されていた。
表面状態についてカップ表面を光学顕微鏡にて観察したところ、表面の状態は短辺が20μm以上の鱗片層となっていた。また、表面粗さRaは2.1μm、表面積大きさσは0.04であった。さらに、実施例1と同様の方法で水接触角を測定したところ、0.0°であり極めて高い親水性を示していた。
【図面の簡単な説明】
【0043】
【図1】樹脂被覆が除去されたチタン成形体表面の状態を示す概略断面図であり、(a)は、本発明にしたがって得られたチタン成形体表面を示し、(b)は、熱分解処理を行うことなく、酸化剤処理による被覆樹脂の除去を行って得られたチタン成形体の表面を示す。
【図2】図1で示すチタン成形体表面を光学顕微鏡観察したときに見られる映像を模式的に示す図であり、(a)は、図1(a)に相当するチタン成形体表面の映像であり、(b)は、図1(b)に相当するチタン成形体表面の映像である。
【図3】本発明のチタン成形体の表面粗さ曲線の例を示す図である。
【特許請求の範囲】
【請求項1】
樹脂被覆金属成形体を加熱処理して被覆樹脂を熱分解し、次いで酸化剤を用いて金属成形体表面から熱分解生成物を除去することを特徴とする金属成形体表面からの樹脂被覆の除去方法。
【請求項2】
前記金属成形体がチタン成形体である請求項1に記載の除去方法。
【請求項3】
前記酸化剤として過酸化水素水を用いる請求項1または2に記載の除去方法。
【請求項4】
樹脂被覆チタン成形体から樹脂被覆を取り除くことにより得られたチタン成形体において、その表面には、短辺が20μm以上の過酸化チタンの鱗片層が形成されていることを特徴とするチタン成形体。
【請求項5】
前記表面の中心線平均表面粗さRaが0.05乃至5μmの範囲にある請求項4に記載のチタン成形体。
【請求項6】
下記式:
σ=Ra/Sm
式中、σは、前記表面の表面積の大きさを示し、
Raは、中心線平均粗さ(μm)、
Smは、粗さ曲線における凹凸の平均間隔(μm)である、
で定義される前記表面の表面積の大きさσが0.01以上である請求項5に記載のチタン成形体。
【請求項1】
樹脂被覆金属成形体を加熱処理して被覆樹脂を熱分解し、次いで酸化剤を用いて金属成形体表面から熱分解生成物を除去することを特徴とする金属成形体表面からの樹脂被覆の除去方法。
【請求項2】
前記金属成形体がチタン成形体である請求項1に記載の除去方法。
【請求項3】
前記酸化剤として過酸化水素水を用いる請求項1または2に記載の除去方法。
【請求項4】
樹脂被覆チタン成形体から樹脂被覆を取り除くことにより得られたチタン成形体において、その表面には、短辺が20μm以上の過酸化チタンの鱗片層が形成されていることを特徴とするチタン成形体。
【請求項5】
前記表面の中心線平均表面粗さRaが0.05乃至5μmの範囲にある請求項4に記載のチタン成形体。
【請求項6】
下記式:
σ=Ra/Sm
式中、σは、前記表面の表面積の大きさを示し、
Raは、中心線平均粗さ(μm)、
Smは、粗さ曲線における凹凸の平均間隔(μm)である、
で定義される前記表面の表面積の大きさσが0.01以上である請求項5に記載のチタン成形体。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−161104(P2006−161104A)
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願番号】特願2004−354805(P2004−354805)
【出願日】平成16年12月8日(2004.12.8)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願日】平成16年12月8日(2004.12.8)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]