
樹脂製フィルムシートへのローレット加工装置とローレット加工方法、その加工方法によりローレットを形成した樹脂製フィルム、その樹脂製フィルム製品

【課題】 食品包装用フィルム等の薄い樹脂製フィルムシートの幅方向の端部に、ローレットを連続させて安定して成形加工する樹脂製フィルムシートへのローレット加工装置を提供する。
【解決手段】 巻取RからフィルムシートSを巻き解く際、またはフィルムシートSを芯材Cに巻き取り巻取Rを形成する際に、巻取Rの端縁部に前ロール2fと後ロール2bとからなる彫刻ロール2を押圧する。彫刻ロール2の支持軸3f、3bの方向を巻取Rの端面と交差する方向とし、彫刻ロール2の外周面を端縁部に斜め方向から押圧させる(図2示)。前ロール2f、後ロール2bはほぼく字形の腕部材3の両端部に支持させ、腕部材3を中央部で揺動可能に支持させる。彫刻ロール2を巻取Rの両端縁部に配して支持板7で連繋させ、支持板7に連繋させた押圧ローラ10で巻取Rの中央部を押圧し、巻取Rの径の変動に追随させる。
【解決手段】 巻取RからフィルムシートSを巻き解く際、またはフィルムシートSを芯材Cに巻き取り巻取Rを形成する際に、巻取Rの端縁部に前ロール2fと後ロール2bとからなる彫刻ロール2を押圧する。彫刻ロール2の支持軸3f、3bの方向を巻取Rの端面と交差する方向とし、彫刻ロール2の外周面を端縁部に斜め方向から押圧させる(図2示)。前ロール2f、後ロール2bはほぼく字形の腕部材3の両端部に支持させ、腕部材3を中央部で揺動可能に支持させる。彫刻ロール2を巻取Rの両端縁部に配して支持板7で連繋させ、支持板7に連繋させた押圧ローラ10で巻取Rの中央部を押圧し、巻取Rの径の変動に追随させる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、樹脂製のフィルムシートにローレットを形成するローレット加工装置に関し、特に、食品包装用プラスチックフィルムシートの幅方向の端部に長手方向に連続したローレットを成形加工するローレット加工装置に関すると共に、ローレット加工方法とその加工方法によりローレットを形成した樹脂製フィルム、その樹脂製フィルム製品に関する。
【背景技術】
【0002】
例えば、食品包装用プラスチックフィルムのシートは巻取状で提供され、トレーや皿に盛られた食品を覆う状態に被せられた状態で、被せられた部分が巻取から切り離される。家庭用のものでは手作業により切り離され、業務用のものでは包装機械等の動作によって切り離される。切り離しの際には、いずれの用途のものであっても、シートの端部から円滑に切断できると共に、切り口が直線状となることが、当該食品の包装作業や後続する食品の包装作業にとって好ましい。
【0003】
シートの切断を円滑に、かつ、切り口を直線状に行えるようにするため、シートの幅方向の端部にローレット加工を施すことが行われている。このローレット加工は、微細なエンボスあるいは平目状やあや目状の傷を付加する加工であり、当該部分の強度を低下させて、切断を容易に行えるようにするものである。
【0004】
例えば、特許文献1には、長尺状金属製鋸刃では発現できない切断性能と、金属製鋸刃の欠点である安全性と廃棄性を兼備したラップフィルム収容箱が提案されており、該ラップフィルム収容箱に収容されるラップフィルムに加工傷が形成されていることが開示されている。すなわち、ラップフィルムは長さ方向に連続した加工傷を有し、引き出したフィルムの加工傷域と接触する収容箱の局部に切断補助具が形成されているラップフィルム収容箱が提案されている。
【0005】
また、特許文献2には、厚さ1mm未満のプラスチック材料又は金属/プラスチック多層材料のシート又は管状部品上に凹み線又は凹み輪郭を作り出す方法として、前記シート又は管状部品が1つ以上の刻印突起する工具と弾性支持手段との間で締め付けられ、締め付け段階の間の前記シート又は管状部品の温度が50℃以下であり、前記弾性支持手段が70〜120のショアD硬度を有し、得られる前記凹み線又は凹み輪郭が、弾性回復を伴う塑性変形によって作られる、とする方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−124133号公報
【特許文献2】特開平5−131540号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に開示されたラップフィルム収容箱では、加工傷を有するラップフィルムが開示されているものの、該加工傷を加工するための具体的な方法や機構等には言及されていない。
【0008】
また、特許文献2に開示された凹み線又は凹み輪郭を作る方法は、1mm未満のプラスチック材料、例えば、ペットボトルやラミネートチューブ等の胴部に凹み部を加工するのに適した方法であり、食品包装用フィルムのように、通常10〜20μmと極めて薄く、かつ、ゴム弾性を有する材料では、締め付け力を大きくするとフィルムを破損させてしまって、前記弾性支持手段を損傷させてしまうおそれがある。また、締め付け力を小さくする場合には、連続させて加工しようとすると、加工飛びが多発してしまうおそれがある。すなわち、特許文献2に記載された方法を、食品包装用フィルム等に対して工業的に実施することは困難である。
【0009】
そこで、この発明は、食品包装用フィルムのように極薄で、ゴム弾性を有する樹脂製フィルムのシートの幅方向の端縁部に連続してローレットを成形加工する樹脂製フィルムシートへのローレット加工装置を提供することを主たる目的とし、ローレット加工方法を提供することを目的とするものである。
【課題を解決するための手段】
【0010】
前記目的を達成するための技術的手段として、この発明に係る樹脂製フィルムシートへのローレット加工装置は、樹脂製のフィルムシートの一側または両側の端縁部にローレットを成形加工する樹脂製フィルムシートへのローレット加工装置において、前記フィルムシートの巻取の端縁部に向けて該巻取の外周面を貫通する方向に進退可能に彫刻ロールを設け、前記彫刻ロールを前進させて前記端縁部に押圧し、前記フィルムシートを芯材に巻き取り、あるいは芯材に巻き取られている前記フィルムシートを巻き解きながら、該端縁部にローレットを成形することを特徴としている。
【0011】
すなわち、前記彫刻ロールを樹脂製フィルムの巻取の端縁部に押圧することにより、該彫刻ロールの外周面に刻設された凹凸によって樹脂製フィルムにローレットが成形されるようにしたものである。ローレットの成形加工は、樹脂製フィルムの巻取を巻き解く際と、巻取を形成する際のいずれかで行う。前記樹脂製フィルムが巻き解かれる場合には巻取の径寸法が徐々に縮小するが、巻取の縮径に応じて彫刻ロールが前進することにより適切な大きさの圧力で押圧されるようにする。また、樹脂製フィルムが巻き取られる場合には巻取の径寸法が徐々に拡大するが、巻取の拡径に応じて彫刻ロールが後退することにより適切な大きさの圧力で押圧されるようにする。いずれの場合にも、彫刻ロールが樹脂製フィルムを押圧する方向を、巻取の径方向としても構わないが、径方向からずれた方向、すなわち巻取の外周面を貫通する方向としたものである。
【0012】
また、請求項2の発明に係る樹脂製フィルムシートへのローレット加工装置は、前記彫刻ロールは、巻取の周方向に沿って配した前ロールと後ロールの一対のロールを供えていることを特徴としている。
【0013】
すなわち、彫刻ロールを前ロールと後ロールとの一対のロールとし、これら前ロールと後ロールの両方のロールを巻取の端縁部に押圧してローレットを成形加工するようにしたものである。前ロールと後ロールのそれぞれに刻設された凹凸が巻取の端縁部に重ならないようにすることが好ましく、細かな目によるローレットを形成することができる。
【0014】
また、請求項3の発明に係る樹脂製フィルムシートへのローレット加工装置は、前記一対のロールの一方または両方の支持軸を、前記巻取の外周面を貫通する方向に進退可能としてあることを特徴としている。
【0015】
前ロールと後ロールとの一対のロールからなる彫刻ロールとする場合には、これら前ロールと後ロールとの少なくともいずれか一方で確実に巻取の端縁部を押圧するようにしたものである。
【0016】
また、請求項4の発明に係る樹脂製フィルムシートへのローレット加工装置は、前記一対のロールのそれぞれの支持軸を腕部材に支持させて、これら支持軸を連繋させ、前記腕部材をロールの支持軸と平行な方向の揺動軸を中心として揺動可能に設け、前記揺動軸を巻取の外周面を貫通する方向に進退可能としたことを特徴としている。
【0017】
一対のロールを揺動自在な腕部材の両端部にそれぞれ支持させて、この腕部材の中央部の揺動軸を該揺動軸と交差する方向に進退させて、一対のロールを巻取の端縁部に押圧させるようにしたものである。腕部材の揺動によって必ず一方のロールが端縁部に押圧された状態を確保できる。なお、前記揺動軸を巻取の上方に位置させて、一対のロールを、巻取の稜線を跨ぐように位置させることが好ましい。
【0018】
また、請求項5の発明に係る樹脂製フィルムシートへのローレット加工装置は、前記彫刻ロールの支持軸の方向を、前記巻取の中心軸と交差する方向とし、巻取の端面に対して彫刻ロールの外周面が傾いた状態で巻取の端縁部に接触することを特徴としている。
【0019】
すなわち、彫刻ロールの外周面を巻取の端縁部の外周面に平行とせずに、斜方向から該端縁部に押圧させるようにしたものである。なお、ローレットをフィルムシートの端部から0.1〜10mmの加工幅で成形する場合には、彫刻ロールの支持軸と巻取の端面とのなす角度を70°以上90°以下とすると、所望のローレットを形成できることを確認した。
【0020】
また、請求項6の発明に係る樹脂製フィルムシートへのローレット加工装置は、前記彫刻ロールを巻取の一側または両側の端縁部に臨ませて設け、これら一側または両側端縁部の彫刻ロールを支持板の一側または両端部に連繋させて支持させ、前記支持板の中央部に連繋させて、前記巻取の長手方向の中央部に接触させる押圧ロールを設け、前記押圧ロールを巻取の外周面に接触している状態を維持させる押圧手段を設け、前記巻取の径の変動に応じて前記押圧ロールが昇降し、該押圧ロールの昇降に応じて前記彫刻ロールが昇降することを特徴としている。
【0021】
フィルムシートの両端部にローレットを成形加工する場合に好ましい構造としたものである。すなわち、両端部に臨ませて配した彫刻ロールを前記支持ロッドで連繋させ、巻取の径寸法が変化するのに応じてこの支持ロッドが昇降する構造として、彫刻ロールを巻取の端縁部に押圧するようにしたものである。
【0022】
また、請求項7の発明は、樹脂製フィルムシートへのローレット加工方法に関するものであり、請求項1から請求項6までのいずれかの請求項に記載の樹脂製フィルムシートへのローレット加工装置により樹脂製フィルムシートにローレット加工を行うようにしたことを特徴とするものである。
【0023】
また、請求項8の発明は、樹脂製フィルムシートに関するものであり、樹脂製フィルムシートへの前記ローレット加工方法によってローレットが端縁部に成形加工されていることを特徴とするものである。
【0024】
また、請求項9の発明は、樹脂製フィルムシート製品に関するものであって、ローレット加工が施されたフィルムシートを需要者に出荷するためのもので、前記樹脂製フィルムシートを収納箱に収納してなることを特徴とするものである。
【発明の効果】
【0025】
この発明に係る樹脂製フィルムシートへのローレット加工装置によれば、巻取を形成している樹脂製フィルムシートが芯材から巻き解かれる際に、あるいは樹脂製フィルムシートを芯材に巻き取って、該フィルムシートの巻取を形成する際のいずれかに、連続したローレットを確実に成形加工することができる。
【0026】
また、請求項2の発明に係る樹脂製フィルムシートへのローレット加工装置によれば、一対のロールのいずれかが確実に巻取の端縁部に接触させて状態を確保できるから、確実にローレットを加工することができる。
【0027】
また、請求項3の発明に係る樹脂製フィルムシートへのローレット加工装置によれば、一対のロールのいずれか一方のロールが確実に巻取の端縁部に押圧された状態を確保でき、確実にローレットを加工することができる。
【0028】
また、請求項4の発明に係る樹脂製フィルムシートへのローレット加工装置によれば、一対のロールのいずれか一方のロールが確実に巻取の端縁部に押圧された状態を確保でき、確実にローレットを加工することができる。なお、一対のロールはいずれも巻取の端縁部に押圧された状態にあることが常態であり、この状態が維持されていれば、一対のロールで巻取の端縁部の異なる位置にローレットを形成するため、ローレットの目を細かなものとすることができる。
【0029】
また、請求項5の発明に係る樹脂製フィルムシートへのローレット加工装置によれば、押圧力が巻取の端縁部に集中されるので、彫刻ロールによる成形加工を確実に行うことができる。
【0030】
また、請求項6の発明に係る樹脂製フィルムシートへのローレット加工装置によれば、フィルムシートの両端部にローレットを形成する場合に、該フィルムシートの巻取の両端縁部に臨ませた彫刻ロールを同期させて動作させることができるので、両端部に安定してローレットを成形加工することができる。また、必要な場合には、一方の端部にローレットを形成することもできる。
【0031】
また、請求項7の発明に係る樹脂製フィルムシートへのローレット加工方法によれば、確実にローレットを成形加工することができる。
【図面の簡単な説明】
【0032】
【図1】この発明に係る樹脂製フィルムシートへのローレット加工装置の構造を説明するための概略の斜視図である。
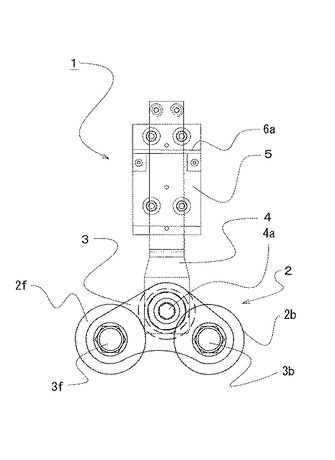
【図2】この発明に係る樹脂製フィルムシートへのローレット加工装置の正面図である。
【図3】この発明に係る樹脂製フィルムシートへのローレット加工装置の側面図である。
【図4】この発明係る樹脂製フィルムシートへのローレット加工装置の彫刻ロールとその支持構造を説明する正面図である。
【図5】図4に示す彫刻ロールとその支持構造の側面図である。
【発明を実施するための形態】
【0033】
以下、図示した好ましい実施の形態に基づいて、この発明に係る樹脂製フィルムシートへのローレット加工装置、方法、樹脂製フィルムシート、製品を具体的に説明する。
【0034】
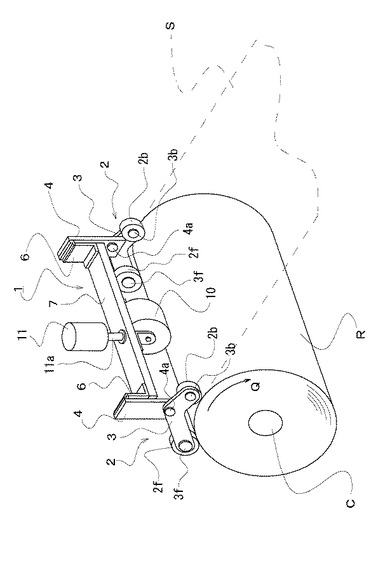
図1はこの発明に係るローレット加工装置1の概略の斜視図であり、このローレット加工装置1は樹脂製フィルムシートSの幅方向の両端部にローレットを成形加工する。樹脂製フィルムシートは芯材Cに巻き取られて巻取Rを形成する。形成された樹脂製フィルムシートSの巻取Rは、図1において、矢標Qで示す方向に巻き解かれるものとする。また、ローレット加工は、巻取Rから樹脂製フィルムシートSを芯材Cから巻き解きながらと、芯材Cに樹脂製フィルムシートSを巻き取って巻取Rを形成しながらとの、いずれかの場合に行うものとする。
【0035】
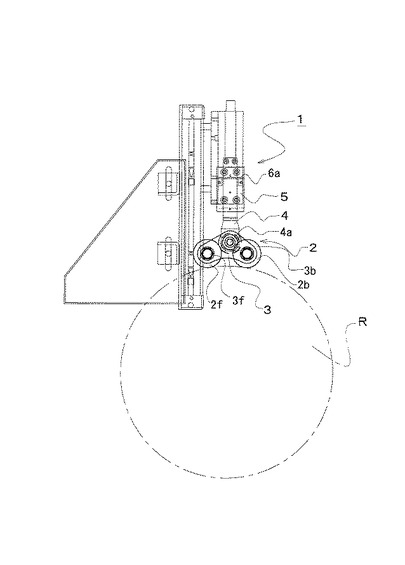
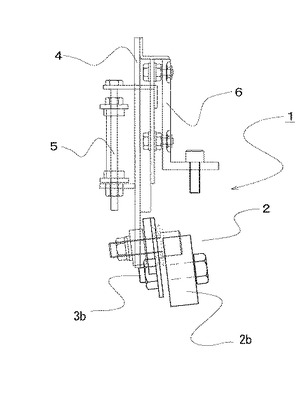
巻取Rの両側の端縁部に臨んで前ロール2fと後ロール2bとの一対のロールからなる彫刻ロール2が配されており、フィルムシートSは前ロール2f、後ロール2bの順でこれらからなる彫刻ロール2を通過して巻き解かれる。彫刻ロール2の前ロール2fと後ロール2bとは、図1および図3に示すように、ほぼく字形に形成された腕部材3のく字形の両端部に、それぞれ支持軸3f、3bにより回動可能に支持されている。この腕部材3のく字形の屈曲部を上に凸となる状態に配し、該屈曲部が揺動軸4aによって昇降板4に対して揺動可能に支持されている。また、この揺動軸4aを巻取Rの稜線の上方に位置するように配して、前ロール2fと後ロール2bとがこの稜線を跨ぐ状態に位置させることが好ましい。そして、揺動軸4a〜支持軸3f間の距離L1と、揺動軸4a〜支持軸3b間の距離L2とは異なる大きさとすることが好ましい。これにより巻取Rの巻ムラ、厚みムラによる変動に対して、揺動軸4aを中心に腕部材3が揺動することにより、彫刻ロール2の少なくともいずれか一方のロール2f、2bは巻取Rの端縁部に接触した状態を確実に確保できるから、確実にローレットを加工することができる。一方、腕の長さに差が大きすぎると前記揺動軸4aを中心とした腕部材3の揺動動作が激しくなって、フィルムロールを痛めてしまうおそれがあり、加工されるフィルムの性質等を勘案して腕の長さL1、L2は適宜調節する。食品包装用フィルムのように、肉厚5〜20μm程度の薄いフィルムの場合には、長い方の腕を100としたとき、短い方は70〜90が適切である。なお、距離L1と距離L2のいずれかを大きくするかは、ローレットの成形加工を、巻取RからフィルムシートSを巻き解きながら行うか、フィルムシートSを巻き取って巻取Rを形成しながら行うかに応じて選択する。
【0036】
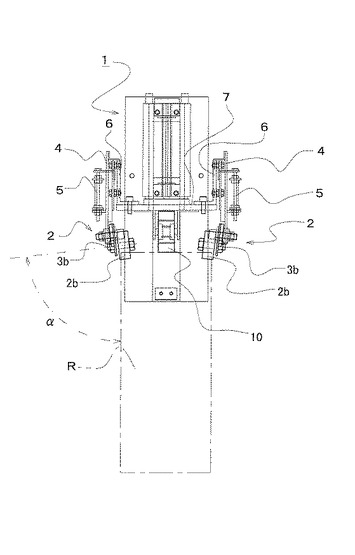
前記昇降板4は、図2及び図3に示すように、ガイド板5に昇降可能に取り付けられており、ガイド板5に対して上下位置を調整して、後述するように、彫刻ロール2の巻取Rに対する位置決めを行えるようにしてある。また、昇降板4とガイド板5はベース板6に配されたガイドレールに6aに載置されて、このガイドレール6aに沿って、図3上左右方向に移動可能とされている。なお、この移動は、巻取Rの外周面に押圧される彫刻ロール2が、巻取Rの巻取処理時に生じる負荷の変動等によって行われるようにしてある。
【0037】
前記ベース板6は図1及び図2に示すように、支持板7の両端部のそれぞれに支持されており、この支持板7によって巻取Rの両端部に臨ませた彫刻ロール2のそれぞれを連繋させてある。
【0038】
前記支持板7の下側面の中央部には、押圧ローラ10が巻取Rの軸方向と平行な方向を軸として回動可能に支持されている。また、支持板7の上側面の中央部には、ピストンロッド11aが連繋させてあり、このピストンロッド11aは昇降手段としての押圧シリンダ11によって進退され、この進退によって支持板7を昇降させて、前記押圧ローラ10を巻取Rの外周面に押圧するようにしてある。すなわち、巻取RからフィルムシートSが巻き解かれて巻取Rが徐々に縮径する場合にはピストンロッド11aを前進させ、巻取RがフィルムシートSを巻き取って徐々に拡径する場合にはピストンロッド11aを後退させ、いずれも押圧ローラ10で巻取Rの外周面を押圧した状態を維持するよう、前記押圧シリンダ11による押圧力の大きさが設定されている。
【0039】
そして、前記彫刻ロール2の前ロール2fと後ロール2bとのそれぞれの支持軸3f、3bの方向はいずれも、図2及び図4に示すように、前記押圧ローラ10の支持軸の方向、すなわち巻取Rの軸方向に対して傾かせてあり、巻取Rの端面と交差する方向としてある。このため、彫刻ロール2の前ロール2fと後ロール2bとの外周面はいずれも、巻取Rの端縁部に対して、該巻取Rの外周面と平行とならずに、斜方向から該端縁部を押圧するようにしてある。
【0040】
以上により構成されたこの発明に係る樹脂製フィルムシートへのローレット加工装置の動作を、以下に説明する。
【0041】
前記巻取Rの中央部に前記押圧ローラ10が押圧される状態となるように配置させ、このとき、図1及び図2に示すように、彫刻ロール2の前ロール2fと後ロール2bとをローレットを成形加工すべき巻取Rの端縁部に接触させるように位置させる。この状態で、これら前ロール2fと後ロール2bとはいずれも、図2に示すように、巻取Rの端縁部に対して斜め方向から接触することになる。また、この状態では、前記押圧シリンダ11により押圧ロール10を巻取Rに押圧することによって、彫刻ロール2の前ロール2fと後ロール2bとが巻取Rの端縁部に押圧されるようにしてある。
【0042】
巻取RからフィルムシートSが巻き取られる際、あるいは芯材CにフィルムシートSが巻き取られる際には、前記彫刻ロール2と接触しながら走行する。このとき、該彫刻ロール2が巻取Rの端縁部に押圧されると、彫刻ロール2の外周面に刻設されている凹凸によって、フィルムシートSにローレットが成形される。彫刻ロール2は前ロール2fと後ロール2bとの一対のロールが揺動自在な腕部材3によって支持されているため、前ロール2fまたは後ロール2bのうちの一方のロールf2(2b)が巻取Rの端縁部から離脱した場合であっても他方のロール2b(2f)は、必ず端縁部に接触した状態に維持されるから、確実にローレットを成形することができる。また、両方のロール2f、2bが端縁部に押圧された状態では、それぞれのロール2f、2bに刻設された凹凸によって成形されるローレットの位置が異なることにより、細かな目のローレットを成形加工できる。しかも、彫刻ロール2は、巻取Rを形成する際の負荷の変動に応じて、図3上左右方向、すなわちフィルムシートSの走行方向に移動すると共に、腕部材3が揺動軸4aを中心として揺動するから、前ロール2fと後ロール2bとのいずれかが巻取Rの端縁部から離脱した場合であっても、迅速に両方のロール2f、2bが端縁部に接触する状態に復帰する。
【0043】
巻取RからフィルムシートSが巻き解かれる際にローレットが成形加工される場合には、フィルムシートSが巻き解かれるから巻取Rは徐々に縮径し、前記押圧シリンダ11の作動によってピストンロッド11aが前進して、前記押圧ローラ10が押下されて巻取Rの縮径に追随する。一方、芯材CにフィルムシートSが巻き取られる際にローレットが成形加工される場合には、巻取RにフィルムシートSが巻き取られて巻取Rが徐々に拡径し、前記押圧ローラ10を押し上げることになり、このとき、前記押圧シリンダ11の押圧力がこの押圧ローラ10の上昇を許容する大きさとされ、前記ピストンロッド11aが後退することになる。押圧ロール10の昇降に応じて前記支持板7も昇降し、この支持板7の両端部に前記ベース板6を介して支持させた彫刻ロール2も昇降して、巻取Rの端縁部に適宜な力で押圧された状態が維持される。このため、ローレットの成形加工が継続される。
【0044】
前記彫刻ロール2の前ロール2fと後ロール2bはいずれも上方から端縁部に押圧されることになるが、このとき、これらロール2f、2bの押圧方向は巻取Rの中心を通る方向とならず、外周面を貫通する方向となっている。また、前記腕部材3をほぼく字形に形成してあるため、前ロール2fと後ロール2bとで巻取Rの端縁部の上部を挟持する方向に押圧力が作用するため、端縁部に確実に押圧された状態となって、ローレット加工が確実に施される。
【0045】
また、彫刻ロール2は、図2に示すように、巻取Rの端縁部に対して斜め方向から接触して押圧する。このため、巻取Rを軸方向の両端部から挟持する方向に押圧力が作用する。これによって、端縁部に確実に押圧された状態となって、ローレット加工がより確実に施される。
【0046】
以上説明した実施形態では、巻取Rの両端縁部にローレットを成形加工する構造について説明したが、巻取Rの一方の端縁部に形成する構造とする場合には、一方の彫刻ロール2を設けた構造とする。この場合には、該彫刻ロール2の支持部材に押圧手段によって巻取Rの端縁部に押圧するようにする。
【0047】
また、本実施形態では、彫刻ロール2を前ロール2fと後ロール2bの一対のロールによって構成した構造について説明したが、単一の彫刻ロール2による構造とすることもできる。単一の彫刻ロール2を用いる場合にも、この彫刻ロール2による端縁部を押圧する方向は、巻取Rの径方向に限らず外周面を貫通する方向とすることが好ましい。また、この彫刻ロール2の回転軸の方向を巻取Rの端面と交差する方向とすることが好ましい。
【0048】
また、彫刻ロール2の前ロール2fと後ロール2bとのそれぞれの支持軸3fと3bとを巻取Rの端面と交差する方向としてこれら前ロール2fと後ロール2bとを支持させた構造の場合、これら支持軸3f、3bと巻取Rの端面とのなす角度αを70°以上で90°以下とすることが好ましい。90°以上とすると彫刻ロール2の角部がフィルムシートSに食い込む位置関係となって加工の際に不良品を発生し易くなる。また、70°以下とすると一つの巻取Rについてのローレット加工の終端において、彫刻ロール2が芯材Cと干渉してしまい、芯材Cを損傷させてしまうおそれがある。なお、芯材Cとの干渉を回避するために巻取Rの終端に未加工の部分を残存させると、歩留まりを低下してしまうので好ましくない。なお、角度αは80〜88°の範囲とすることが、安定したローレット加工を高速で施せるので好ましい。
【実施例1】
【0049】
次に、製造した樹脂製フィルムシートについて、本願発明のローレット加工装置によりローレットの成形加工を行った結果を示す。
(樹脂組成物)
ポリ4−メチルペンテン−1(三井化学株式会社製のMX−002O(商品名)、MFR(260℃、5.00kg)21g/10分)100質量部、ポリブテン−1(LYONDELLBASELL社製のPB8640M(商品名)、MFR(190℃、21.18N)28g/10分)3質量部および流動パラフィン(カネダ株式会社製のハイコールK−350(商品名))5質量部からなる樹脂製組成物を使用。
(フィルムの製膜)
上記樹脂組成物を、株式会社日本製鋼所のTダイ製膜装置を用いてリップ開度1600μm、エアギャップ9.5cm、吐出速度712cm3/hr、チルロール温度25℃およびダイス出口樹脂温度260℃の条件で肉厚12μmのフィルムを製膜した。
(樹脂製フィルムの巻取の製造)
上記製膜したフィルムシートをスリットしながらリワインドし、長さ310mm、内径75mm、紙厚15mmの紙管を芯材として、幅300mmのフィルムシートを10000m巻き回し、フィルムシートの巻取を得た。
(ローレット加工)
上記のフィルムシートの巻取に、本願発明に係るローレット加工装置によって幅0.6mmのローレット加工を施した。このとき、加工速度500m/分において、安定的に連続した良好なローレットを成形加工することができた。
【産業上の利用可能性】
【0050】
この発明に係る樹脂製フィルムシートへのローレット加工装置によれば、フィルムシートの巻取を形成しながらフィルムシートの幅方向の端部に連続して安定したローレットの成形加工を行えるので、ローレット加工が施された食品包装用プラスチックフィルムの円滑な製造に寄与する。
【符号の説明】
【0051】
R 巻取
C 芯材
S 樹脂製フィルムシート
1 ローレット加工装置
2 彫刻ロール
2f 前ロール
2b 後ロール
3 腕部材
3f 支持軸
3b 支持軸
4 昇降板
4a 揺動軸
5 ガイド板
6 ベース板
6a ガイドレール
7 支持板
10 押圧ローラ
11 押圧シリンダ
11a ピストンロッド
【技術分野】
【0001】
この発明は、樹脂製のフィルムシートにローレットを形成するローレット加工装置に関し、特に、食品包装用プラスチックフィルムシートの幅方向の端部に長手方向に連続したローレットを成形加工するローレット加工装置に関すると共に、ローレット加工方法とその加工方法によりローレットを形成した樹脂製フィルム、その樹脂製フィルム製品に関する。
【背景技術】
【0002】
例えば、食品包装用プラスチックフィルムのシートは巻取状で提供され、トレーや皿に盛られた食品を覆う状態に被せられた状態で、被せられた部分が巻取から切り離される。家庭用のものでは手作業により切り離され、業務用のものでは包装機械等の動作によって切り離される。切り離しの際には、いずれの用途のものであっても、シートの端部から円滑に切断できると共に、切り口が直線状となることが、当該食品の包装作業や後続する食品の包装作業にとって好ましい。
【0003】
シートの切断を円滑に、かつ、切り口を直線状に行えるようにするため、シートの幅方向の端部にローレット加工を施すことが行われている。このローレット加工は、微細なエンボスあるいは平目状やあや目状の傷を付加する加工であり、当該部分の強度を低下させて、切断を容易に行えるようにするものである。
【0004】
例えば、特許文献1には、長尺状金属製鋸刃では発現できない切断性能と、金属製鋸刃の欠点である安全性と廃棄性を兼備したラップフィルム収容箱が提案されており、該ラップフィルム収容箱に収容されるラップフィルムに加工傷が形成されていることが開示されている。すなわち、ラップフィルムは長さ方向に連続した加工傷を有し、引き出したフィルムの加工傷域と接触する収容箱の局部に切断補助具が形成されているラップフィルム収容箱が提案されている。
【0005】
また、特許文献2には、厚さ1mm未満のプラスチック材料又は金属/プラスチック多層材料のシート又は管状部品上に凹み線又は凹み輪郭を作り出す方法として、前記シート又は管状部品が1つ以上の刻印突起する工具と弾性支持手段との間で締め付けられ、締め付け段階の間の前記シート又は管状部品の温度が50℃以下であり、前記弾性支持手段が70〜120のショアD硬度を有し、得られる前記凹み線又は凹み輪郭が、弾性回復を伴う塑性変形によって作られる、とする方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−124133号公報
【特許文献2】特開平5−131540号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に開示されたラップフィルム収容箱では、加工傷を有するラップフィルムが開示されているものの、該加工傷を加工するための具体的な方法や機構等には言及されていない。
【0008】
また、特許文献2に開示された凹み線又は凹み輪郭を作る方法は、1mm未満のプラスチック材料、例えば、ペットボトルやラミネートチューブ等の胴部に凹み部を加工するのに適した方法であり、食品包装用フィルムのように、通常10〜20μmと極めて薄く、かつ、ゴム弾性を有する材料では、締め付け力を大きくするとフィルムを破損させてしまって、前記弾性支持手段を損傷させてしまうおそれがある。また、締め付け力を小さくする場合には、連続させて加工しようとすると、加工飛びが多発してしまうおそれがある。すなわち、特許文献2に記載された方法を、食品包装用フィルム等に対して工業的に実施することは困難である。
【0009】
そこで、この発明は、食品包装用フィルムのように極薄で、ゴム弾性を有する樹脂製フィルムのシートの幅方向の端縁部に連続してローレットを成形加工する樹脂製フィルムシートへのローレット加工装置を提供することを主たる目的とし、ローレット加工方法を提供することを目的とするものである。
【課題を解決するための手段】
【0010】
前記目的を達成するための技術的手段として、この発明に係る樹脂製フィルムシートへのローレット加工装置は、樹脂製のフィルムシートの一側または両側の端縁部にローレットを成形加工する樹脂製フィルムシートへのローレット加工装置において、前記フィルムシートの巻取の端縁部に向けて該巻取の外周面を貫通する方向に進退可能に彫刻ロールを設け、前記彫刻ロールを前進させて前記端縁部に押圧し、前記フィルムシートを芯材に巻き取り、あるいは芯材に巻き取られている前記フィルムシートを巻き解きながら、該端縁部にローレットを成形することを特徴としている。
【0011】
すなわち、前記彫刻ロールを樹脂製フィルムの巻取の端縁部に押圧することにより、該彫刻ロールの外周面に刻設された凹凸によって樹脂製フィルムにローレットが成形されるようにしたものである。ローレットの成形加工は、樹脂製フィルムの巻取を巻き解く際と、巻取を形成する際のいずれかで行う。前記樹脂製フィルムが巻き解かれる場合には巻取の径寸法が徐々に縮小するが、巻取の縮径に応じて彫刻ロールが前進することにより適切な大きさの圧力で押圧されるようにする。また、樹脂製フィルムが巻き取られる場合には巻取の径寸法が徐々に拡大するが、巻取の拡径に応じて彫刻ロールが後退することにより適切な大きさの圧力で押圧されるようにする。いずれの場合にも、彫刻ロールが樹脂製フィルムを押圧する方向を、巻取の径方向としても構わないが、径方向からずれた方向、すなわち巻取の外周面を貫通する方向としたものである。
【0012】
また、請求項2の発明に係る樹脂製フィルムシートへのローレット加工装置は、前記彫刻ロールは、巻取の周方向に沿って配した前ロールと後ロールの一対のロールを供えていることを特徴としている。
【0013】
すなわち、彫刻ロールを前ロールと後ロールとの一対のロールとし、これら前ロールと後ロールの両方のロールを巻取の端縁部に押圧してローレットを成形加工するようにしたものである。前ロールと後ロールのそれぞれに刻設された凹凸が巻取の端縁部に重ならないようにすることが好ましく、細かな目によるローレットを形成することができる。
【0014】
また、請求項3の発明に係る樹脂製フィルムシートへのローレット加工装置は、前記一対のロールの一方または両方の支持軸を、前記巻取の外周面を貫通する方向に進退可能としてあることを特徴としている。
【0015】
前ロールと後ロールとの一対のロールからなる彫刻ロールとする場合には、これら前ロールと後ロールとの少なくともいずれか一方で確実に巻取の端縁部を押圧するようにしたものである。
【0016】
また、請求項4の発明に係る樹脂製フィルムシートへのローレット加工装置は、前記一対のロールのそれぞれの支持軸を腕部材に支持させて、これら支持軸を連繋させ、前記腕部材をロールの支持軸と平行な方向の揺動軸を中心として揺動可能に設け、前記揺動軸を巻取の外周面を貫通する方向に進退可能としたことを特徴としている。
【0017】
一対のロールを揺動自在な腕部材の両端部にそれぞれ支持させて、この腕部材の中央部の揺動軸を該揺動軸と交差する方向に進退させて、一対のロールを巻取の端縁部に押圧させるようにしたものである。腕部材の揺動によって必ず一方のロールが端縁部に押圧された状態を確保できる。なお、前記揺動軸を巻取の上方に位置させて、一対のロールを、巻取の稜線を跨ぐように位置させることが好ましい。
【0018】
また、請求項5の発明に係る樹脂製フィルムシートへのローレット加工装置は、前記彫刻ロールの支持軸の方向を、前記巻取の中心軸と交差する方向とし、巻取の端面に対して彫刻ロールの外周面が傾いた状態で巻取の端縁部に接触することを特徴としている。
【0019】
すなわち、彫刻ロールの外周面を巻取の端縁部の外周面に平行とせずに、斜方向から該端縁部に押圧させるようにしたものである。なお、ローレットをフィルムシートの端部から0.1〜10mmの加工幅で成形する場合には、彫刻ロールの支持軸と巻取の端面とのなす角度を70°以上90°以下とすると、所望のローレットを形成できることを確認した。
【0020】
また、請求項6の発明に係る樹脂製フィルムシートへのローレット加工装置は、前記彫刻ロールを巻取の一側または両側の端縁部に臨ませて設け、これら一側または両側端縁部の彫刻ロールを支持板の一側または両端部に連繋させて支持させ、前記支持板の中央部に連繋させて、前記巻取の長手方向の中央部に接触させる押圧ロールを設け、前記押圧ロールを巻取の外周面に接触している状態を維持させる押圧手段を設け、前記巻取の径の変動に応じて前記押圧ロールが昇降し、該押圧ロールの昇降に応じて前記彫刻ロールが昇降することを特徴としている。
【0021】
フィルムシートの両端部にローレットを成形加工する場合に好ましい構造としたものである。すなわち、両端部に臨ませて配した彫刻ロールを前記支持ロッドで連繋させ、巻取の径寸法が変化するのに応じてこの支持ロッドが昇降する構造として、彫刻ロールを巻取の端縁部に押圧するようにしたものである。
【0022】
また、請求項7の発明は、樹脂製フィルムシートへのローレット加工方法に関するものであり、請求項1から請求項6までのいずれかの請求項に記載の樹脂製フィルムシートへのローレット加工装置により樹脂製フィルムシートにローレット加工を行うようにしたことを特徴とするものである。
【0023】
また、請求項8の発明は、樹脂製フィルムシートに関するものであり、樹脂製フィルムシートへの前記ローレット加工方法によってローレットが端縁部に成形加工されていることを特徴とするものである。
【0024】
また、請求項9の発明は、樹脂製フィルムシート製品に関するものであって、ローレット加工が施されたフィルムシートを需要者に出荷するためのもので、前記樹脂製フィルムシートを収納箱に収納してなることを特徴とするものである。
【発明の効果】
【0025】
この発明に係る樹脂製フィルムシートへのローレット加工装置によれば、巻取を形成している樹脂製フィルムシートが芯材から巻き解かれる際に、あるいは樹脂製フィルムシートを芯材に巻き取って、該フィルムシートの巻取を形成する際のいずれかに、連続したローレットを確実に成形加工することができる。
【0026】
また、請求項2の発明に係る樹脂製フィルムシートへのローレット加工装置によれば、一対のロールのいずれかが確実に巻取の端縁部に接触させて状態を確保できるから、確実にローレットを加工することができる。
【0027】
また、請求項3の発明に係る樹脂製フィルムシートへのローレット加工装置によれば、一対のロールのいずれか一方のロールが確実に巻取の端縁部に押圧された状態を確保でき、確実にローレットを加工することができる。
【0028】
また、請求項4の発明に係る樹脂製フィルムシートへのローレット加工装置によれば、一対のロールのいずれか一方のロールが確実に巻取の端縁部に押圧された状態を確保でき、確実にローレットを加工することができる。なお、一対のロールはいずれも巻取の端縁部に押圧された状態にあることが常態であり、この状態が維持されていれば、一対のロールで巻取の端縁部の異なる位置にローレットを形成するため、ローレットの目を細かなものとすることができる。
【0029】
また、請求項5の発明に係る樹脂製フィルムシートへのローレット加工装置によれば、押圧力が巻取の端縁部に集中されるので、彫刻ロールによる成形加工を確実に行うことができる。
【0030】
また、請求項6の発明に係る樹脂製フィルムシートへのローレット加工装置によれば、フィルムシートの両端部にローレットを形成する場合に、該フィルムシートの巻取の両端縁部に臨ませた彫刻ロールを同期させて動作させることができるので、両端部に安定してローレットを成形加工することができる。また、必要な場合には、一方の端部にローレットを形成することもできる。
【0031】
また、請求項7の発明に係る樹脂製フィルムシートへのローレット加工方法によれば、確実にローレットを成形加工することができる。
【図面の簡単な説明】
【0032】
【図1】この発明に係る樹脂製フィルムシートへのローレット加工装置の構造を説明するための概略の斜視図である。
【図2】この発明に係る樹脂製フィルムシートへのローレット加工装置の正面図である。
【図3】この発明に係る樹脂製フィルムシートへのローレット加工装置の側面図である。
【図4】この発明係る樹脂製フィルムシートへのローレット加工装置の彫刻ロールとその支持構造を説明する正面図である。
【図5】図4に示す彫刻ロールとその支持構造の側面図である。
【発明を実施するための形態】
【0033】
以下、図示した好ましい実施の形態に基づいて、この発明に係る樹脂製フィルムシートへのローレット加工装置、方法、樹脂製フィルムシート、製品を具体的に説明する。
【0034】
図1はこの発明に係るローレット加工装置1の概略の斜視図であり、このローレット加工装置1は樹脂製フィルムシートSの幅方向の両端部にローレットを成形加工する。樹脂製フィルムシートは芯材Cに巻き取られて巻取Rを形成する。形成された樹脂製フィルムシートSの巻取Rは、図1において、矢標Qで示す方向に巻き解かれるものとする。また、ローレット加工は、巻取Rから樹脂製フィルムシートSを芯材Cから巻き解きながらと、芯材Cに樹脂製フィルムシートSを巻き取って巻取Rを形成しながらとの、いずれかの場合に行うものとする。
【0035】
巻取Rの両側の端縁部に臨んで前ロール2fと後ロール2bとの一対のロールからなる彫刻ロール2が配されており、フィルムシートSは前ロール2f、後ロール2bの順でこれらからなる彫刻ロール2を通過して巻き解かれる。彫刻ロール2の前ロール2fと後ロール2bとは、図1および図3に示すように、ほぼく字形に形成された腕部材3のく字形の両端部に、それぞれ支持軸3f、3bにより回動可能に支持されている。この腕部材3のく字形の屈曲部を上に凸となる状態に配し、該屈曲部が揺動軸4aによって昇降板4に対して揺動可能に支持されている。また、この揺動軸4aを巻取Rの稜線の上方に位置するように配して、前ロール2fと後ロール2bとがこの稜線を跨ぐ状態に位置させることが好ましい。そして、揺動軸4a〜支持軸3f間の距離L1と、揺動軸4a〜支持軸3b間の距離L2とは異なる大きさとすることが好ましい。これにより巻取Rの巻ムラ、厚みムラによる変動に対して、揺動軸4aを中心に腕部材3が揺動することにより、彫刻ロール2の少なくともいずれか一方のロール2f、2bは巻取Rの端縁部に接触した状態を確実に確保できるから、確実にローレットを加工することができる。一方、腕の長さに差が大きすぎると前記揺動軸4aを中心とした腕部材3の揺動動作が激しくなって、フィルムロールを痛めてしまうおそれがあり、加工されるフィルムの性質等を勘案して腕の長さL1、L2は適宜調節する。食品包装用フィルムのように、肉厚5〜20μm程度の薄いフィルムの場合には、長い方の腕を100としたとき、短い方は70〜90が適切である。なお、距離L1と距離L2のいずれかを大きくするかは、ローレットの成形加工を、巻取RからフィルムシートSを巻き解きながら行うか、フィルムシートSを巻き取って巻取Rを形成しながら行うかに応じて選択する。
【0036】
前記昇降板4は、図2及び図3に示すように、ガイド板5に昇降可能に取り付けられており、ガイド板5に対して上下位置を調整して、後述するように、彫刻ロール2の巻取Rに対する位置決めを行えるようにしてある。また、昇降板4とガイド板5はベース板6に配されたガイドレールに6aに載置されて、このガイドレール6aに沿って、図3上左右方向に移動可能とされている。なお、この移動は、巻取Rの外周面に押圧される彫刻ロール2が、巻取Rの巻取処理時に生じる負荷の変動等によって行われるようにしてある。
【0037】
前記ベース板6は図1及び図2に示すように、支持板7の両端部のそれぞれに支持されており、この支持板7によって巻取Rの両端部に臨ませた彫刻ロール2のそれぞれを連繋させてある。
【0038】
前記支持板7の下側面の中央部には、押圧ローラ10が巻取Rの軸方向と平行な方向を軸として回動可能に支持されている。また、支持板7の上側面の中央部には、ピストンロッド11aが連繋させてあり、このピストンロッド11aは昇降手段としての押圧シリンダ11によって進退され、この進退によって支持板7を昇降させて、前記押圧ローラ10を巻取Rの外周面に押圧するようにしてある。すなわち、巻取RからフィルムシートSが巻き解かれて巻取Rが徐々に縮径する場合にはピストンロッド11aを前進させ、巻取RがフィルムシートSを巻き取って徐々に拡径する場合にはピストンロッド11aを後退させ、いずれも押圧ローラ10で巻取Rの外周面を押圧した状態を維持するよう、前記押圧シリンダ11による押圧力の大きさが設定されている。
【0039】
そして、前記彫刻ロール2の前ロール2fと後ロール2bとのそれぞれの支持軸3f、3bの方向はいずれも、図2及び図4に示すように、前記押圧ローラ10の支持軸の方向、すなわち巻取Rの軸方向に対して傾かせてあり、巻取Rの端面と交差する方向としてある。このため、彫刻ロール2の前ロール2fと後ロール2bとの外周面はいずれも、巻取Rの端縁部に対して、該巻取Rの外周面と平行とならずに、斜方向から該端縁部を押圧するようにしてある。
【0040】
以上により構成されたこの発明に係る樹脂製フィルムシートへのローレット加工装置の動作を、以下に説明する。
【0041】
前記巻取Rの中央部に前記押圧ローラ10が押圧される状態となるように配置させ、このとき、図1及び図2に示すように、彫刻ロール2の前ロール2fと後ロール2bとをローレットを成形加工すべき巻取Rの端縁部に接触させるように位置させる。この状態で、これら前ロール2fと後ロール2bとはいずれも、図2に示すように、巻取Rの端縁部に対して斜め方向から接触することになる。また、この状態では、前記押圧シリンダ11により押圧ロール10を巻取Rに押圧することによって、彫刻ロール2の前ロール2fと後ロール2bとが巻取Rの端縁部に押圧されるようにしてある。
【0042】
巻取RからフィルムシートSが巻き取られる際、あるいは芯材CにフィルムシートSが巻き取られる際には、前記彫刻ロール2と接触しながら走行する。このとき、該彫刻ロール2が巻取Rの端縁部に押圧されると、彫刻ロール2の外周面に刻設されている凹凸によって、フィルムシートSにローレットが成形される。彫刻ロール2は前ロール2fと後ロール2bとの一対のロールが揺動自在な腕部材3によって支持されているため、前ロール2fまたは後ロール2bのうちの一方のロールf2(2b)が巻取Rの端縁部から離脱した場合であっても他方のロール2b(2f)は、必ず端縁部に接触した状態に維持されるから、確実にローレットを成形することができる。また、両方のロール2f、2bが端縁部に押圧された状態では、それぞれのロール2f、2bに刻設された凹凸によって成形されるローレットの位置が異なることにより、細かな目のローレットを成形加工できる。しかも、彫刻ロール2は、巻取Rを形成する際の負荷の変動に応じて、図3上左右方向、すなわちフィルムシートSの走行方向に移動すると共に、腕部材3が揺動軸4aを中心として揺動するから、前ロール2fと後ロール2bとのいずれかが巻取Rの端縁部から離脱した場合であっても、迅速に両方のロール2f、2bが端縁部に接触する状態に復帰する。
【0043】
巻取RからフィルムシートSが巻き解かれる際にローレットが成形加工される場合には、フィルムシートSが巻き解かれるから巻取Rは徐々に縮径し、前記押圧シリンダ11の作動によってピストンロッド11aが前進して、前記押圧ローラ10が押下されて巻取Rの縮径に追随する。一方、芯材CにフィルムシートSが巻き取られる際にローレットが成形加工される場合には、巻取RにフィルムシートSが巻き取られて巻取Rが徐々に拡径し、前記押圧ローラ10を押し上げることになり、このとき、前記押圧シリンダ11の押圧力がこの押圧ローラ10の上昇を許容する大きさとされ、前記ピストンロッド11aが後退することになる。押圧ロール10の昇降に応じて前記支持板7も昇降し、この支持板7の両端部に前記ベース板6を介して支持させた彫刻ロール2も昇降して、巻取Rの端縁部に適宜な力で押圧された状態が維持される。このため、ローレットの成形加工が継続される。
【0044】
前記彫刻ロール2の前ロール2fと後ロール2bはいずれも上方から端縁部に押圧されることになるが、このとき、これらロール2f、2bの押圧方向は巻取Rの中心を通る方向とならず、外周面を貫通する方向となっている。また、前記腕部材3をほぼく字形に形成してあるため、前ロール2fと後ロール2bとで巻取Rの端縁部の上部を挟持する方向に押圧力が作用するため、端縁部に確実に押圧された状態となって、ローレット加工が確実に施される。
【0045】
また、彫刻ロール2は、図2に示すように、巻取Rの端縁部に対して斜め方向から接触して押圧する。このため、巻取Rを軸方向の両端部から挟持する方向に押圧力が作用する。これによって、端縁部に確実に押圧された状態となって、ローレット加工がより確実に施される。
【0046】
以上説明した実施形態では、巻取Rの両端縁部にローレットを成形加工する構造について説明したが、巻取Rの一方の端縁部に形成する構造とする場合には、一方の彫刻ロール2を設けた構造とする。この場合には、該彫刻ロール2の支持部材に押圧手段によって巻取Rの端縁部に押圧するようにする。
【0047】
また、本実施形態では、彫刻ロール2を前ロール2fと後ロール2bの一対のロールによって構成した構造について説明したが、単一の彫刻ロール2による構造とすることもできる。単一の彫刻ロール2を用いる場合にも、この彫刻ロール2による端縁部を押圧する方向は、巻取Rの径方向に限らず外周面を貫通する方向とすることが好ましい。また、この彫刻ロール2の回転軸の方向を巻取Rの端面と交差する方向とすることが好ましい。
【0048】
また、彫刻ロール2の前ロール2fと後ロール2bとのそれぞれの支持軸3fと3bとを巻取Rの端面と交差する方向としてこれら前ロール2fと後ロール2bとを支持させた構造の場合、これら支持軸3f、3bと巻取Rの端面とのなす角度αを70°以上で90°以下とすることが好ましい。90°以上とすると彫刻ロール2の角部がフィルムシートSに食い込む位置関係となって加工の際に不良品を発生し易くなる。また、70°以下とすると一つの巻取Rについてのローレット加工の終端において、彫刻ロール2が芯材Cと干渉してしまい、芯材Cを損傷させてしまうおそれがある。なお、芯材Cとの干渉を回避するために巻取Rの終端に未加工の部分を残存させると、歩留まりを低下してしまうので好ましくない。なお、角度αは80〜88°の範囲とすることが、安定したローレット加工を高速で施せるので好ましい。
【実施例1】
【0049】
次に、製造した樹脂製フィルムシートについて、本願発明のローレット加工装置によりローレットの成形加工を行った結果を示す。
(樹脂組成物)
ポリ4−メチルペンテン−1(三井化学株式会社製のMX−002O(商品名)、MFR(260℃、5.00kg)21g/10分)100質量部、ポリブテン−1(LYONDELLBASELL社製のPB8640M(商品名)、MFR(190℃、21.18N)28g/10分)3質量部および流動パラフィン(カネダ株式会社製のハイコールK−350(商品名))5質量部からなる樹脂製組成物を使用。
(フィルムの製膜)
上記樹脂組成物を、株式会社日本製鋼所のTダイ製膜装置を用いてリップ開度1600μm、エアギャップ9.5cm、吐出速度712cm3/hr、チルロール温度25℃およびダイス出口樹脂温度260℃の条件で肉厚12μmのフィルムを製膜した。
(樹脂製フィルムの巻取の製造)
上記製膜したフィルムシートをスリットしながらリワインドし、長さ310mm、内径75mm、紙厚15mmの紙管を芯材として、幅300mmのフィルムシートを10000m巻き回し、フィルムシートの巻取を得た。
(ローレット加工)
上記のフィルムシートの巻取に、本願発明に係るローレット加工装置によって幅0.6mmのローレット加工を施した。このとき、加工速度500m/分において、安定的に連続した良好なローレットを成形加工することができた。
【産業上の利用可能性】
【0050】
この発明に係る樹脂製フィルムシートへのローレット加工装置によれば、フィルムシートの巻取を形成しながらフィルムシートの幅方向の端部に連続して安定したローレットの成形加工を行えるので、ローレット加工が施された食品包装用プラスチックフィルムの円滑な製造に寄与する。
【符号の説明】
【0051】
R 巻取
C 芯材
S 樹脂製フィルムシート
1 ローレット加工装置
2 彫刻ロール
2f 前ロール
2b 後ロール
3 腕部材
3f 支持軸
3b 支持軸
4 昇降板
4a 揺動軸
5 ガイド板
6 ベース板
6a ガイドレール
7 支持板
10 押圧ローラ
11 押圧シリンダ
11a ピストンロッド
【特許請求の範囲】
【請求項1】
樹脂製のフィルムシートの一側または両側の端縁部にローレットを成形加工する樹脂製フィルムシートへのローレット加工装置において、
前記フィルムシートの巻取の端縁部に向けて該巻取の外周面を貫通する方向に進退可能に彫刻ロールを設け、
前記彫刻ロールを前進させて前記端縁部に押圧し、前記フィルムシートを芯材に巻き取り、あるいは芯材に巻き取られている前記フィルムシートを巻き解きながら、該端縁部にローレットを成形することを特徴とする樹脂製フィルムシートへのローレット加工装置。
【請求項2】
前記彫刻ロールは、巻取の周方向に沿って配した前ロールと後ロールの一対のロールを供えていることを特徴とする請求項1に記載の樹脂製フィルムシートへのローレット加工装置。
【請求項3】
前記一対のロールの一方または両方の支持軸を、前記巻取の外周面を貫通する方向に進退可能としてあることを特徴とする請求項2に記載の樹脂製フィルムシートへのローレット加工装置。
【請求項4】
前記一対のロールのそれぞれの支持軸を腕部材に支持させて、これら支持軸を連繋させ、
前記腕部材をロールの支持軸と平行な方向の揺動軸を中心として揺動可能に設け、
前記揺動軸を巻取の外周面を貫通する方向に進退可能としたことを特徴とする請求項2または請求項3に記載の樹脂製フィルムシートへのローレット加工装置。
【請求項5】
前記彫刻ロールの支持軸の方向を、前記巻取の中心軸と交差する方向とし、巻取の端面に対して彫刻ロールの外周面が傾いた状態で巻取の端縁部に接触することを特徴とする請求項1から請求項4までのいずれかに記載の樹脂製フィルムシートへのローレット加工装置。
【請求項6】
前記彫刻ロールを巻取の一側または両側の端縁部に臨ませて設け、
これら一側または両側端縁部の彫刻ロールを支持板の一側または両端部に連繋させて支持させ、
前記支持板の中央部に連繋させて、前記巻取の長手方向の中央部に接触させる押圧ロールを設け、
前記押圧ロールを巻取の外周面に接触している状態を維持させる押圧手段を設け、
前記巻取の径の変動に応じて前記押圧ロールが昇降し、該押圧ロールの昇降に応じて前記彫刻ロールが昇降することを特徴とする請求項1から請求項5までのいずれかに記載の樹脂製フィルムシートへのローレット加工装置。
【請求項7】
請求項1から請求項6までのいずれかの請求項に記載の樹脂製フィルムシートへのローレット加工装置により樹脂製フィルムシートにローレット加工を行う樹脂製フィルムシートへのローレット加工方法。
【請求項8】
請求項7に記載した樹脂製フィルムシートへのローレット加工方法によってローレットが端縁部に成形加工されている樹脂製フィルムシート。
【請求項9】
請求項8に記載した樹脂製フィルムシートを収納箱に収納してなることを特徴とする樹脂製フィルムシート製品。
【請求項1】
樹脂製のフィルムシートの一側または両側の端縁部にローレットを成形加工する樹脂製フィルムシートへのローレット加工装置において、
前記フィルムシートの巻取の端縁部に向けて該巻取の外周面を貫通する方向に進退可能に彫刻ロールを設け、
前記彫刻ロールを前進させて前記端縁部に押圧し、前記フィルムシートを芯材に巻き取り、あるいは芯材に巻き取られている前記フィルムシートを巻き解きながら、該端縁部にローレットを成形することを特徴とする樹脂製フィルムシートへのローレット加工装置。
【請求項2】
前記彫刻ロールは、巻取の周方向に沿って配した前ロールと後ロールの一対のロールを供えていることを特徴とする請求項1に記載の樹脂製フィルムシートへのローレット加工装置。
【請求項3】
前記一対のロールの一方または両方の支持軸を、前記巻取の外周面を貫通する方向に進退可能としてあることを特徴とする請求項2に記載の樹脂製フィルムシートへのローレット加工装置。
【請求項4】
前記一対のロールのそれぞれの支持軸を腕部材に支持させて、これら支持軸を連繋させ、
前記腕部材をロールの支持軸と平行な方向の揺動軸を中心として揺動可能に設け、
前記揺動軸を巻取の外周面を貫通する方向に進退可能としたことを特徴とする請求項2または請求項3に記載の樹脂製フィルムシートへのローレット加工装置。
【請求項5】
前記彫刻ロールの支持軸の方向を、前記巻取の中心軸と交差する方向とし、巻取の端面に対して彫刻ロールの外周面が傾いた状態で巻取の端縁部に接触することを特徴とする請求項1から請求項4までのいずれかに記載の樹脂製フィルムシートへのローレット加工装置。
【請求項6】
前記彫刻ロールを巻取の一側または両側の端縁部に臨ませて設け、
これら一側または両側端縁部の彫刻ロールを支持板の一側または両端部に連繋させて支持させ、
前記支持板の中央部に連繋させて、前記巻取の長手方向の中央部に接触させる押圧ロールを設け、
前記押圧ロールを巻取の外周面に接触している状態を維持させる押圧手段を設け、
前記巻取の径の変動に応じて前記押圧ロールが昇降し、該押圧ロールの昇降に応じて前記彫刻ロールが昇降することを特徴とする請求項1から請求項5までのいずれかに記載の樹脂製フィルムシートへのローレット加工装置。
【請求項7】
請求項1から請求項6までのいずれかの請求項に記載の樹脂製フィルムシートへのローレット加工装置により樹脂製フィルムシートにローレット加工を行う樹脂製フィルムシートへのローレット加工方法。
【請求項8】
請求項7に記載した樹脂製フィルムシートへのローレット加工方法によってローレットが端縁部に成形加工されている樹脂製フィルムシート。
【請求項9】
請求項8に記載した樹脂製フィルムシートを収納箱に収納してなることを特徴とする樹脂製フィルムシート製品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−22905(P2013−22905A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−161829(P2011−161829)
【出願日】平成23年7月25日(2011.7.25)
【出願人】(000250384)リケンテクノス株式会社 (236)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月25日(2011.7.25)
【出願人】(000250384)リケンテクノス株式会社 (236)
【Fターム(参考)】
[ Back to top ]