
樹脂製回転体及びその製造方法、樹脂製回転体成形用半加工品及びその製造方法並びに補強用繊維基材成形用金型
【課題】 金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体の製造方法を提供する。
【解決手段】 補強用繊維基材5を形成するために、多数の補強繊維が集まって構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維集積体8を形成する。補強繊維集積体8を金属製ブッシュ2の外周部に嵌める。金属製ブッシュ2の外周部に嵌めた補強繊維集積体8を、金属製ブッシュ2の外周部に向かう方向と軸の軸線方向とに圧縮する。
【解決手段】 補強用繊維基材5を形成するために、多数の補強繊維が集まって構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維集積体8を形成する。補強繊維集積体8を金属製ブッシュ2の外周部に嵌める。金属製ブッシュ2の外周部に嵌めた補強繊維集積体8を、金属製ブッシュ2の外周部に向かう方向と軸の軸線方向とに圧縮する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂製回転体及びその製造方法に関するものであり、また本発明は樹脂製回転体成形用半加工品及びその製造方法に関するものであり、さらに本発明はこれらの製造方法で用いるのに適した補強用繊維基材成形用金型に関するものである。
【背景技術】
【0002】
補強用繊維基材を用いた樹脂製回転体は耐久性能に優れ、車輌用品、産業用部品等に用いられる樹脂製歯車などの樹脂製回転体として好適である。樹脂製歯車を成形するための補強用繊維基材として、筒状に織られた又は編まれた筒状体を端部より裏返しながら巻き込みドーナツ状に形成した補強用繊維基材が特許文献1に記載されている。特許文献1には、当該補強用繊維基材に樹脂を含浸して歯部を形成した樹脂製歯車も記載されている。しかしこの従来の技術では、補強用繊維基材と金属製ブッシュに設けた抜け止めとの結合強度を向上させるために、成形金型内で2つの補強用繊維基材を金属製ブッシュを間に介して2段に重ね、金属製ブッシュの抜け止めを図っている(特許文献1の段落[0013]〜[0015])。
【0003】
また、熱硬化性樹脂と繊維チョップを主成分とする抄造シートをプレス抜きした抄造紙シート素形体を複数枚積み重ねて、成形金型内で加熱加圧成形する樹脂製歯車の製造法が特許文献2に記載されている。
【0004】
これら樹脂製歯車は、2つの補強用繊維基材の重ね合わせ界面や抄造シート素形体の積層界面に、繊維の絡み合いが殆どなく、使用用途によっては、積層面で剥離が発生しやすいという心配がある。また、補強用繊維基材と金属製ブッシュとの結合強度が不足する心配がある。これらのことから、使用用途によっては樹脂製歯車の耐久性が不足する心配がある。
【0005】
これらの問題解決のために、補強繊維に繊維チョップを用いて抄造法による金型で集積体を作ることも提案された。特許文献3には繊維チョップと熱硬化性樹脂の混合スラリーを、透水性金型内で加圧ないしは減圧脱水して集積体を得る製造法が開示されている。しかし、水に分散できる樹脂は流動性が低く、樹脂と繊維界面での濡れが不充分なために実用に耐える耐久性が得られない。また、特許文献4には流体流出口を有する成型金型で繊維の充填、加熱加圧もその金型で行い、さらに樹脂注入もその金型で行って加熱加圧をして繊維強化樹脂複合体を形成する方法が開示されている。しかし、この方法では樹脂製回転体の中央部に金属製ブッシュを配置することが難しい。また、注入した樹脂が金網などからなる成型金型全体に洩れて硬化後に成型物を取り出すことは容易にはできない上に、成型金型は目詰まりするために、回数を重ねての使用ができなくなる難点がある。
【0006】
また、従来、金属製ブッシュは、転造法や実開58−69419号公報(特許文献5)にみられるような方法で作られていた。しかし前者は深いアンダーカットにすることがむずかしいことと、凹凸の割付が難しく、後者は厚さ方向の2方向だけのアンダーカットにすることができない上に、釘頭様の状態になって繊維のもぐりこみができにくい構造であって充分な耐久性を発揮させることが難しい。
【特許文献1】特開2001−295913号公報
【特許文献2】特開平11−227061号公報
【特許文献3】特開2001−1413号公報
【特許文献4】特開2005−96173号公報
【特許文献5】実開58−69419号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
中央部に金属製ブッシュを配置した樹脂製回転体において、金属製ブッシュの外周部に設けた回り止め部に補強繊維を充填させるために、金属製ブッシュを上下より2つのリング状補強用繊維基材で挟み込み、回り止めに繊維を喰い込ませて充填させる方法は既知の技術である(特許文献1)。しかし、かかる方法では補強用繊維基材の重ね合わせ界面での繊維の絡みがないために、使用用途によっては界面剥離による耐久性能が低下する心配がある。界面剥離の問題は、1個の補強用繊維基材を使用すすることにより解決されるが、金属製ブッシュに設けた回り止め部を挟み込むことができないために、回り止め部に繊維を喰い込ませた樹脂製回転体を作製することができなかった。
【0008】
本発明の目的は、1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体、樹脂製回転体成形用半加工品及びこれらの製造方法を提供することにある。
【0009】
また本発明は、本発明の製造方法に適した補強用繊維基材用金型を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決するために、鋭意検討した結果、次のような手段を採用するものである。
【0011】
本発明の樹脂製回転体の製造方法は、外周部に1以上の回り止め部が形成されて軸を中心にして回転する金属製ブッシュを用意するステップと、金属製ブッシュの外周部の外側位置に、この外周部に嵌った状態で配置された補強用繊維基材を形成するステップと、補強用繊維基材に樹脂を含浸させ、樹脂を硬化して樹脂成形体を形成するステップと備えている。そして補強用繊維基材を形成するステップでは、内部に境界面を形成しないように多数の補強繊維により構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維体を形成する。次に補強繊維体を金属製ブッシュの外周部に嵌める。そして金属製ブッシュの外周部に嵌めた補強繊維体を、金属製ブッシュの外周部に向かう方向と軸の軸線方向とに圧縮する。
【0012】
このようにすると1つの補強繊維体を金属製ブッシュの外周部に向かう方向に圧縮する過程及び軸線方向に圧縮する過程で、補強繊維体の一部すなわち補強繊維により、ブッシュの回り止め部を完全に包むことができる。したがって従来のように、補強用繊維基材の内部に繊維層の境界面を形成することなく、補強用繊維基材と金属製ブッシュの回り止め部との結合強度を向上させることができる。
【0013】
内部に境界面を有しない補強繊維体としては、補強繊維が筒状に織られた又は編まれて形成された筒状体を、その端部より裏返しながら巻き込みドーナツ状に形成したものを用いることができる。
【0014】
また内部に境界面を有しない補強繊維体は、多数の補強繊維が集まって構成された筒状の補強繊維集積体から構成することができる。この補強繊維集積体は、細長く裁断された補強繊維チョップ(補強繊維)を水中分散させたスラリーを、10メッシュ以上250メッシュ以下の複数の貫通孔を備えた抄造金型を通して吸引しながら補強繊維チョップを集積させてプレート状集積体を形成するステップと、プレート状集積体から筒状の補強繊維集積体を打ち抜くステップとから形成することができる。このような2つのステップにより補強繊維集積体を形成すると、その内部には後に剥離の原因となるような境界層が形成されることはない。
【0015】
また筒状の補強繊維集積体は、次のようにして形成してもよい。すなわち内側筒体と、内側筒体と同心的に配置された外側筒体と、内側筒体及び外側筒体の下側端部間を連結する底部材とからなり、内側筒体、外側筒体及び底部材の少なくとも1つの部材に10メッシュ以上250メッシュ以下の複数の貫通孔が形成された抄造金型を用意する。そして補強繊維チョップを水中分散させたスラリーを、抄造金型を通して吸引しながら補強繊維チョップを底部材上に集積させて筒状の補強繊維集積体を形成する。このようにして補強繊維集積体を製造すると、打ち抜き作業が不要なため、製造工程が少なくてもすみ、また打ち抜きのように捨てる材料が多くなる問題が生じることはない。
【0016】
なお上記の製造方法においては、アスペクト比(繊維径に対する繊維長の比)が100から1000の繊維長の短い補強繊維チョップを水中に0.3g/リットル以上20g/リットル以下に分散させたスラリーを用いるのが好ましい。この範囲内の配合比であれば、吸引が容易で、しかも貫通孔の目詰まりを防止することができる。
【0017】
なお補強繊維としては、種々の材質のものを用いることができる。しかし補強繊維としては、アラミド繊維をフィブリル化処理した微細繊維を含み、微細繊維のフリーネスが100ml以上400ml以下であって、微細繊維の含有量が補強繊維中の30質量%以下となるものを用いるのが好ましい。このような補強繊維を用いると、圧縮が容易でしかも、補強用繊維基材と回り止め部との間に必要十分な結合強度を得ることができる。
【0018】
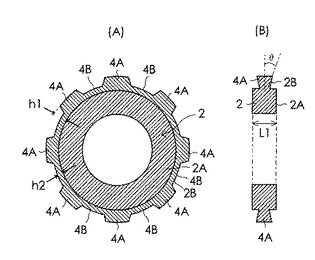
回り止め部は、金属製ブッシュの中央部分から軸の径方向外側に向かって突出する複数の突出部から構成することができる。隣り合う二つの突出部の間には凹部が形成される。そして突出部と凹部とは、周方向に交互に並ぶように配置される。突出部の突出寸法をh1とし、凹部の底部の高さ寸法をh2としたときに、h1>h2である。
【0019】
金属製ブッシュの外周部に設ける1以上の回り止め部の数及び形状は任意である。例えば、1以上の回り止め部は、軸の径方向に突出する複数の突出部から構成することができる。この場合、複数の突出部と凹部とは、突出部の突出寸法と凹部の底部の高さ寸法とが異なるように構成することができる。そして突出部と凹部は、前記周方向に交互に並ぶように配置するのが好ましい。この場合には、突出部の突出寸法をh1とし、凹部の底部の高さ寸法をh2とし、h1>h2であるとしたときには、補強繊維チョップの長さを、0.5×h1mm及び1×h2mmの小さいほうの値以上とし、5×h1mm及び10×h2mmの大きいほうの値以下とするのが好ましい。このような長さの補強繊維チョップを用いると、隣接する突出部の間に補強繊維が入り込んだ状態でも、補強用繊維基材の一部に裂け目が発生することがなく、補強用繊維基材の機械的強度の低下を抑制することができる。
【0020】
補強用繊維集積体を圧縮する場合に用いる金型構造は任意である。例えば、一対のセンターピンと、複数の縮径用金型と、一対の圧縮用金型とから、金型構造を構成することができる。一対のセンターピンは、金属製ブッシュを軸線方向両側から挟んで支持する。複数の縮径用金型は、一対のセンターピンにより支持された金属製ブッシュの径方向外側に配置されて補強繊維集積体を外周部に向かう方向に圧縮するためにセンターピンに向かって近づくように動作する。一対の圧縮用金型は、一対のセンターピンの外側に配置され且つ補強繊維集積体を軸線方向に圧縮するために、一対のセンターピンに沿って軸線方向に相対的に近づく動作をする。このような金型構造を用いる場合には、複数の縮径用金型を動作させた後に、一対の圧縮用金型を動作させるのが好ましい。このようにすると補強用繊維集積体を確実に圧縮することができる、しかも外面に凹凸が目立って形成されることのない補強用繊維基材を作ることができる。
【0021】
本発明の製造方法により製造された樹脂製回転体は、外周部に1以上の回り止め部が形成され、軸を中心にして回転する金属製ブッシュと、金属製ブッシュの外周部の外側の位置に、外周部に嵌った状態で配置された補強用繊維基材と、補強用繊維基材に樹脂が含浸され且つ樹脂が硬化して形成された樹脂成形体とを備えている。そして特に、補強用繊維基材は、内部に境界面を形成しないように多数の補強繊維が集まって構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維集積体が、金属製ブッシュの外周部に嵌った状態で、金属製ブッシュの外周部に向かう方向と軸の軸線方向とに圧縮されて形成されたものである。その結果、補強用繊維基材の内部には、剥離の原因となる境界面が存在していない。
【0022】
上位の概念として捉えれば、補強用繊維基材成形用金型は、径方向中央に金属製ブッシュを配置する構造を有し、補強繊維集積体を所定長さの外径まで径方向に圧縮する金型機構と、次に所定厚さまで軸方向に圧縮する金型機構とを有するものである。
【0023】
前述のように、金属製ブッシュの外周部には1以上の回り止め部を設けるのが好ましい。この場合回り止め部は、軸の径方向外側に向かって突出する突出部から構成することができる。突出部の軸線方向に測った厚み寸法は、金属製ブッシュの軸線方向に測った厚み寸法よりも小さくするのが好ましい。そして金属製ブッシュの外周部には、複数の突出部が軸の周方向に所定の間隔を開けて設けるのが好ましい。このようにすると隣合う二つの突出部の間に形成される凹部には、補強用繊維基材の一部が嵌り込んでおり、しかも複数の突出部が補強用繊維基材内に完全に埋まった状態になる。その結果、回り止め部と補強用繊維基材との機械的結合強度を十分に高めることができる。
【0024】
なお樹脂成形体に対する補強繊維の割合は、30体積%以上50体積%以下であることが望ましい。この範囲の値であれば、樹脂成形体に必要とされる機械的強度を、確実に得ることができる。
【0025】
なお樹脂成形体に機械加工を施して複数の歯を形成すれば、機械的に強度が高く、しかも、使用時の騒音の発生が少ない歯車を得ることができる。なお本発明の樹脂製回転体を用いて、歯車の他に、プーリ等の回転部品を製造してもよいのは勿論である。
【0026】
なお本発明は、補強用繊維基材に樹脂の含浸を行う前の状態の製品すなわち樹脂製回転体成形用半加工品及びその製造方法としても把握することができる。なぜならば、樹脂の含浸は、専門の工場で行われることが多く、樹脂製回転体成形用半加工品の状態で市場を流通することもあるからである。なお樹脂製回転体成形用半加工品の製造方法は、樹脂の含浸・硬化のステップが実行されない点を除いて、前述の樹脂製回転体の製造方法と同じである。
【0027】
また、金属製ブッシュは焼結法により製造されたものを用いることができる。また回り止め部として用いる突出部は、軸線方向に沿って測定した頂部の厚み寸法が基部の厚み寸法よりも大きいアンダーカット形状であり、金属製ブッシュの軸線方向に対向する一対の側面の横断面に対する角度が5°以上40°以下であるのが好ましい。
【0028】
本発明の一例の補強用繊維基材は、金属製ブッシュの外周面には多数の回り止め部が放射状に突出し、回り止め厚さは金属製ブッシュの厚さより薄く、隣接する回り止め間にできる回り止め凹部にも補強繊維が喰い込んでいる。そのため、補強用繊維基材と金属製ブッシュに設けた回り止め部との結合強度が高い。また成形金型内で補強用繊維基材を重ね合せることがないので、補強用繊維基材の重ね合せ界面がなく、剥離することがない。これらのことから、樹脂製歯車などの樹脂製回転体の耐久性能を大幅に向上することができる。
【発明の効果】
【0029】
本発明によれば、内部に境界面を有しない1つの補強繊維体を金属製ブッシュの外周部に向かう方向に圧縮する過程及び軸線方向に圧縮する過程で、補強用繊維体の一部により、金属製ブッシュの回り止め部を完全に包むことができるので、従来のように、補強用繊維基材の内部に繊維層の境界面を形成することなく、補強用繊維基材と金属製ブッシュの回り止め部との結合強度を向上させることができて、樹脂製歯車などの樹脂製回転体の耐久性能を大幅に向上することができる利点が得られる。
【発明を実施するための最良の形態】
【0030】
以下図面を参照して、本発明の実施の形態を詳細に説明する。
【0031】
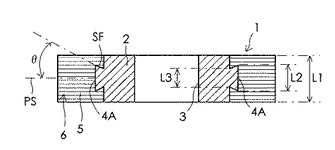
図1は、模式的に示した本発明の樹脂製回転体の実施の形態の一例の縦断面図である。また図2(A)は金属製ブッシュ2の平面図であり、図2(B)は、図2(A)の縦断面図である。この樹脂製回転体1は、図示しない軸を中心にして回転する金属製ブッシュ2を備えている。金属製ブッシュ2の中央部には、図示しない軸が嵌合される貫通孔3が形成されている。また金属製ブッシュ2の外周部には、複数の回り止め部を構成する突出部4Aが周方向に所定の間隔をあけて一体に形成されている。なお図2(A)においては、理解を容易にするために、金属製ブッシュ2の中央部分2Aと外周部分2Bとに異なるハッチングを施してあるが、金属製ブッシュ2は一体成形品である。なお金属製ブッシュ2に図示しない軸が一体に形成されていてもよい。複数の突出部4Aの軸線方向に測った厚み寸法L2は、金属製ブッシュ2の中央部分2Aを軸線方向に測った厚み寸法L1よりも小さい。本実施の形態で用いる金属製ブッシュ2は焼結法により製造されたものである。そして回り止め部を構成する突出部4Aは、頂部の厚さが厚く基部の厚さが薄いアンダーカット形状である。そして金属製ブッシュ2の仮想中心横断面PSと側面SFと間の角度θが5°以上40°以下のものを用いている。そして図2に示すように、回転方向への負荷に耐える回り止め部の作用を高めるために、回り止め部となる突出部4Aは、金属製ブッシュ2の中央部分2Aから測った高さh1が必要な長さになっている。また隣り合う2つの突出部4Aの間に形成される凹部4Bの、中央部分2Aから測った高さh2は、前述の高さh1よりも低い。このようなアンダーカットの形状を持ち、角度θが5°以上40°以下の突出部4Aと凹部4Bを用いると、図5(E)に明確に示す補強用繊維基材5内に回り止め部としての複数の突出部4A及び複数の凹部4Bが完全に埋まった状態となる。その結果、補強用繊維基材5と金属製ブッシュ2との間の機械的結合の強度を十分なものとすることができる。なお隣り合う二つの突出部4A間に形成される凹部4B内に補強用繊維基材5の一部が入ることによっても、前述の機械的強度は当然にして増加する。なお図1には、補強用繊維基材5が横方向に延びるハッチングにより簡易的に示されている。
【0032】
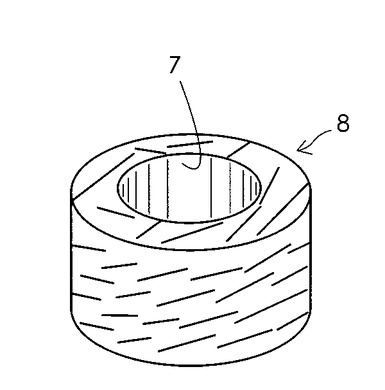
本実施の形態では、1つの補強用繊維基材5が、金属製ブッシュ2の外周部の外側の位置に、外周部に嵌った状態で配置されている。そして補強用繊維基材5に樹脂が含浸され且つこの樹脂が硬化して形成されて、樹脂成形体6が形成されている。補強用繊維基材5は、図3に概略的に示すように、多数の補強繊維が集まって構成され且つ中央部に金属製ブッシュ2の外周部が嵌る貫通孔7を備えた筒状の補強繊維集積体8が、金属製ブッシュ2の外周部に嵌った状態で、金属製ブッシュ2の外周部に向かう方向(金属製ブッシュまたは軸の径方向内側方向)と軸の軸線方向とに圧縮されて形成されたものである。本実施の形態では、補強繊維集積体8が、補強繊維体を構成している。
【0033】
補強用繊維基材5または補強繊維集積体8を形成するために用いる補強繊維の種類は後述するように、種々のものを用いることができる。そして補強繊維の長さは、例えば、図2に示すような金属製ブッシュ2を用いる場合には、次のように定める。すなわち突出部4Aの最大高さ(径方向への突出寸法)をh1、凹部4Bの最小高さまたは底部の高さ(径方向への突出寸法)をh2としたときに、補強繊維の長さは、0.5×h1mmと1×h2mmの小さいほうの値以上であり、5×h1mmと10×h2mmの大きいほうの値以下であるのが好ましい。ここで、突出寸法h1とh2が同じ場合は、回り止めの効果が弱くなる。突出部4Aまたは凹部4Bの底部の突出寸法h1又はh2に対しては、補強繊維が覆いかぶさるのに充分な繊維長さが必要であり、補強繊維の長さが0.5×h1mmと1×h2mmの小さいほうの値以上であることが適当である。また、補強繊維は、長すぎても均一分散を妨げる原因となり、強度の増強に寄与しない不均一な繊維分布になる。そのため補強繊維の長さは、5×h1mmと10×h2mmの大きいほうの値以下が適当である。なお、突出部4Aとして、突出寸法がh1及びh2よりも大きなh3となる突出部(3種類以上の突出寸法の異なる突出部)を組合せて使用してもよいのは勿論である。
【0034】
また、金属製ブッシュ2の外周部に設けた回り止めと樹脂部の結合を強固たるものとするためには、回り止めは、軸線方向に沿って測定した頂部の厚み寸法L2が基部の厚み寸法L3よりも大きいアンダーカット形状であり、金属製ブッシュ2の軸線方向に対向する一対の側面SFの中心仮想横断面PSに対する角度θが5°以上40°以下、好ましくは、10°以上35°であるものが効果的である。これは外径方向への抜け阻止に作用するものである。
【0035】
上記アンダーカット形状をもった回り止め部を構成する突出部4A及び凹部4Bを備えた金属製ブッシュ2は、焼結法で成型すれば、精度よく設計どおりに作ることができる。突出部4の最適構造は、たとえば外径60mmの樹脂製歯車の場合、突出部(山)の数が30であり、突出部の間に形成される凹部すなわち谷部分の数は29である。なおこれらの数は、樹脂製歯車の径や厚さ、歯の構造に応じて適宜変更されることは当然である。
【0036】
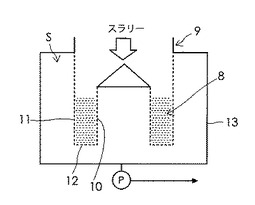
なお円筒状の補強繊維集積体8を得るためには、図4に示すような抄造金型9を用いるのが好ましい。この抄造金型9は、内側筒体10と、内側筒体10と同心的に配置された外側筒体11と、内側筒体10及び外側筒体11の下側端部間を連結する底部材12とからなり、内側筒体10、外側筒体11及び底部材12の少なくとも1つの部材に、10メッシュ以上250メッシュ以下の複数の貫通孔が形成されたものである。この例では、内側筒体10、外側筒体11及び底部材12のすべてに、10メッシュ以上250メッシュ以下の複数の貫通孔が形成されている。なお具体的な内側筒体10、外側筒体11及び底部材12は、濾水性を有する金網によって構成されている。この抄造金型9の内側筒体10外径寸法は、使用する金属製ブッシュ2の突出部4を含む外径寸法と同じか、好ましくはこの外径寸法より大きくしておく。得られた円筒状の補強繊維集積体8の内径が金属製ブッシュ2の外径よりも小さいと、補強繊維集積体8の径方向及び厚み方向の中央位置に金属製ブッシュ2を配置することができない。または金属製ブッシュ2の外周部に設けた回り止め用の突出部4に円筒状の補強繊維集積体8の内径部分の繊維が引っかかり、円筒状の補強繊維集積体8の形状が崩れてしまうためである。抄造金型9は、ポンプPによって室内が負圧状態に吸引されるケース13内にセットされて使用される。
【0037】
抄造金型9を構成する部材に用いる金網(貫通孔が形成された構造体)のメッシュサイズは250メッシュより大きくなると水と繊維の濾過抵抗が大きくなり、抄造金型9の内部に入れた補強繊維を含むスラリーを、ポンプPで吸引して水分を抄造金型9から排水させても、繊維と水の分離に要する時間が長くなり、製造サイクルが長くなる。またメッシュサイズが10メッシュより小さいと、繊維長が長い補強繊維を使用しても網目の隙間(貫通孔)が大きいために補強繊維の多くが水と共に流出してしまう。そのために、補強繊維集積体8の繊維密度が著しく低下してしまう問題が発生する。よって使用するメッシュサイズは10メッシュ以上250メッシュ以下が好ましい。
【0038】
使用する補強繊維チョップは、融点、あるいは分解温度が250℃以上の繊維からなるものが好ましい。このような補強繊維チョップを用いて補強繊維集積体8を形成することで、成形時の成形温度や加工温度、実際の使用時にかかる雰囲気温度において、樹脂製回転体内の補強繊維チョップが熱劣化を起こすことなく、耐熱性に優れた樹脂製回転体とすることができる。このような繊維としては、パラ系アラミド繊維、メタ系アラミド繊維、炭素繊維、ガラス繊維、ボロン繊維、セラミック繊維、超高強力ポリエチレン繊維、ポリケトン繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、全芳香族ポリエステル繊維、ポリイミド繊維、およびポリビニルアルコール系繊維から選ばれた少なくとも1種以上の繊維を使用するのが好ましい。
【0039】
また、補強繊維チョップには、引張強度15cN/dtex以上、引張弾性率350cN/dtex以上の高強度高弾性率繊維を少なくとも20体積%以上含むことが好ましい。このようにして得られる補強繊維集積体8を用いた樹脂製回転体は、使用中にかかる高負荷に耐え得るものとすることができる。
【0040】
補強繊維チョップのアスペクト比(繊維長/繊維径)は、100より小さいと繊維間の絡みが不足し、金属製ブッシュ2の隣接する突出部4間にできる回り止め凹部への補強繊維チョップの回り込み効果が少なくなり、補強繊維としての機能を満足することができない。またアスペクト比が1000より大きくなると繊維長が長すぎるために繊維の分散不良が発生して、結果的に強度が出にくいことになる。そのため好ましい繊維間の絡み、回り込みと分散性を良好に満足させるアスペクト比は100から1000、さらに好適には100から500が好ましい。
【0041】
また、抄造後及び金属製ブッシュと一体化した後の補強用繊維基材5を次工程に移動、又は搬送する際に形状を維持するための強度を付与するためには、補強繊維がアラミド繊維をフィブリル化処理した微細繊維を含み、微細繊維のフリーネスが100ml以上400ml以下であって、微細繊維の含有量が補強繊維中の30質量%以下になるように配合することが望ましい。望ましい態様としては、パラアラミド繊維の機械的剪断で繊維軸方向に裂開させたフィブリル化処理したアラミド微細繊維を混合することが好ましい。フリーネスが400mlを超えるとフィブリル化が不充分のため補強用繊維基材の形状を維持するための強度を付与することが困難になる。またフリーネスが100ml未満になると繊維軸方向に裂開させるだけでなく、径方向に剪断されて粉末状態になってしまうために繊維の絡みが悪くなって、補強用繊維基材の形状を維持するための強度を付与する事が困難となる。また濾水性が悪化し、樹脂含浸の妨げるとなる。またフィブリル化処理したアラミド微細繊維が30質量%を超えると繊維間の隙間にフィブリル化した微細繊維が充填され、樹脂注入成形時に、樹脂の樹脂含浸が阻害され、含浸不良などの不具合が生じてしまう。好ましくは適度な強度を付与し、樹脂含浸性を阻害しない5から10質量%のフィブリル化した微細繊維を配合するのが良い。
【0042】
上記補強繊維チョップを水中に分散させる際の濃度は、0.3g/リットル以上20g/リットル以下が好ましい。繊維長が短い繊維を使用する場合、繊維同士の絡みが少なく、分散が良いため濃度20g/リットルの高濃度のスラリーで分散させることができる。一方、繊維長が長い繊維を使用する場合、繊維長が長すぎるために濃度0.3g/リットルの低濃度でないと充分分散させることができない。
【0043】
ちなみに、前述の補強繊維がアラミド繊維をフィブリル化処理した微細繊維を含む場合において、金属製ブッシュ2の直径が5cmの場合に使用する補強繊維集積体8の厚み寸法(軸線方向寸法)は、約8cmである。そして後述する圧縮作業により、補強繊維集積体8は約1.5cm程度まで圧縮されて補強用繊維基材5に成形される。
【0044】
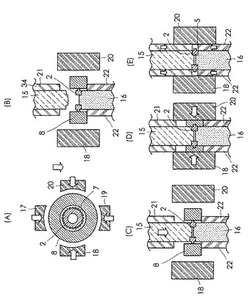
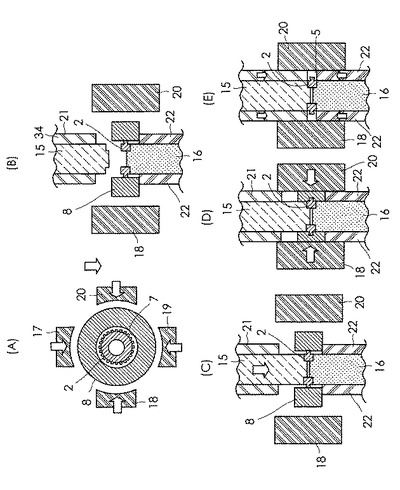
次に、補強用繊維集積体8を圧縮して補強用繊維基材5を備えた樹脂製回転体成形用半加工品を製造する方法の例を図5を用いて説明する。図5(A)は使用する補強用繊維基材成形用金型を横方向に切断した状態で示す断面図であり、(B)乃至(E)は補強用繊維基材成形用金型を縦方向に切断した状態で示す断面図である。この補強用繊維基材成形用金型は、例えば、一対のセンターピン15及び16と、4つの縮径用金型17〜20と、一対の圧縮用金型21及び22とを備えている。一対のセンターピン15及び16は、金属製ブッシュ2を軸線方向両側から挟んで支持する。この例では下側のセンターピン16が固定状態にあり、センターピン16の上に金属製ブッシュ2が配置される。そして上側のセンターピン15が下側のセンターピン16に向かって移動して、一対のセンターピン15及び16の間に金属製ブッシュ2を挟んだ状態にする[図5(C)]。4つの縮径用金型17〜20は、図示しない駆動機構により駆動されて、センターピン15及び16に近づく方向と離れる方向に移動する。すなわち4つの縮径用金型17〜20は、一対のセンターピン15、16により支持された金属製ブッシュ2の径方向外側に配置されて補強繊維集積体8を金属製ブッシュ2の外周部に向かう方向に圧縮するためにセンターピン15,16に向かって近づくように動作する[図5(D)]。一対の圧縮用金型21及び22は、一対のセンターピン15及び16の外側にそれぞれ配置され且つ補強繊維集積体8を軸線方向に圧縮するために、一対のセンターピン15及び16に沿って軸線方向に相対的に近づく動作をする[図5(E)]。このような金型構造を用いる場合には、4つ縮径用金型17〜20を動作させた後に、一対の圧縮用金型21及び22を動作させるのが好ましい。このようにすると補強用繊維集積体8を確実に圧縮することができる、しかも外面に凹凸が目立って形成されることのない補強用繊維基材5を作ることができる。
【0045】
なお、補強用繊維基材5を成形するときに、当該金型を加熱して補強用繊維基材5の成形を行なってもよい。このようにすると、成形後の補強用繊維基材5の形状が保持されるので好ましい。
【0046】
上記の補強用繊維基材成形用金型を用い、補強用繊維基材5を製造する過程を次に説明する。 先ず、図5(B)において、金属製ブッシュ2を下側のセンターピン16の上に配置した後、一体となった補強用繊維集積体8を下側の圧縮用金型22の上に配置する。次に、図5(C)において、上側のセンターピン15を下降させる。そして、図5(D)において、縮径用金型17〜20を径方向中心に向って移動させ、補強用繊維集積体8を所定長さの外径まで径方向に圧縮する。ここで、本例では、縮径用金型17〜20を4分割で記載しているが、縮径用金型17〜20の分割数は特に限定するものではない。また、それぞれ対向する縮径用金型17〜20は、同時に移動させてもよいし、時間差をつけて移動させてもよい。
【0047】
その後、図5(E)において、上側の圧縮用金型21を下降させるとともに、下側の圧縮用金型22を上昇させ、補強用繊維集積体8を所定厚さまで軸方向に圧縮する。これにより、補強用繊維基材5を金属製ブッシュ2に設けた抜け止め部としての突出部4と一体化させる。このようにして形成した補強用繊維基材5必要に応じて乾燥して樹脂製回転体成形用半加工品を得る。
【0048】
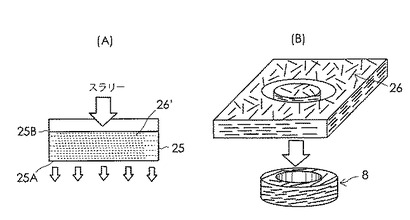
なお、補強用繊維集積体8は、10メッシュ以上250メッシュ以下の複数の貫通孔を備えた抄造金型25を通して吸引しながら繊維チョップを集積させてプレート状集積体26を形成し、このプレート状集積体26から筒状の補強繊維集積体8を打ち抜く(プレス抜きする)ようにして形成してもよい。プレート状集積体26をプレス抜きして補強繊維集積体8を製造する場合には、例えば、次のようにして補強繊維集積体8を製造することができる。図6(A)において、抄造金型25は、底面部25Aおよび矩形状の側面部25Bを備えており、底面部25Aは金網で構成されている。先ず、水を満たしたタンクに繊維チョップを投入し、攪拌機にて攪拌して、分散させる。そしてタンク内で水中に分散させた補強繊維チョップを含むスラリーを抄造金型25に導入して、繊維チョップをシート状に集積させる。この集積物26′を加圧して、所定厚さまで圧縮した後、乾燥してプレート状集積体26を得る。図6(B)において、これを所定形状に打ち抜き、補強繊維集積体8を得る。
【0049】
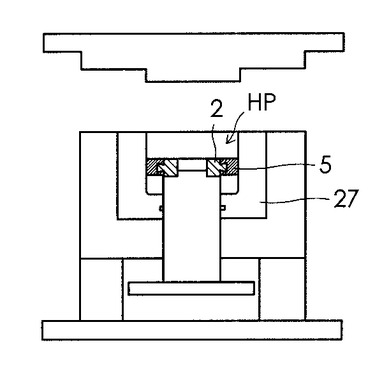
次に図7に示すように、補強用繊維基材5を備えた樹脂製回転体成形用半加工品HPを金型に配置した後に金型27に液状樹脂を注入して補強用繊維基材5に含浸、硬化させて、樹脂成形体を備えた樹脂製回転体を成形する。成型した樹脂製回転体の樹脂成形体の外周部に機械加工を施して歯を形成すれば歯車を得ることができる。また外周面に沿って溝を形成すれば、プーリを得ることができる。
【0050】
液状樹脂としては、熱硬化性樹脂、熱可塑性樹脂等いずれのものでも良く、エポキシ樹脂、ポリアミノアミド樹脂、フェノール樹脂、不飽和ポリエステル樹脂、ポリイミド樹脂、ポリエーテルサルフォン樹脂、ポリエーテルエーテルケトン樹脂、ポリアミドイミド樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリフェニレンサルファイド樹脂、ポリエチレン樹脂、ポリプロピレン樹脂から選ばれた1以上の樹脂と該樹脂の硬化剤を組合せたものが使用できる。
【0051】
これらの中でも、樹脂硬化物の強度、耐熱性等の点からポリアミノアミド樹脂が好ましく、耐熱性、強度が優れる2,2’−(1,3フェニレン)ビス2−オキサゾリンとアミン硬化剤、および前記混合物100質量部に対し5質量部以下の触媒とからなる樹脂を使用することが好ましい。前記触媒を5質量部以上添加すると硬化時間が短くなるため、補強用繊維基材に樹脂が充分含浸される前に樹脂が硬化してしまうため、樹脂含浸不良の問題が発生する。
【0052】
補強繊維の樹脂製回転体に含まれる割合は、所望する樹脂製回転体の強度等によって異なるが、30体積%以上50体積%以下であることが好ましい。樹脂製回転体に占める補強繊維の割合が30体積%未満である場合、樹脂を補強繊維で補強する効果がほとんど見られず、また金属製ブッシュ2の回り止め(4A,4B)への補強繊維の充填も不充分となる。また、補強繊維の割合が50体積%を越えた場合は、補強繊維の占める割合が高すぎるため、樹脂注入成形時における樹脂の含浸不足が発生しやすくなるなどの問題がおこる。そのため補強繊維の割合は、樹脂製回転体の強度が十分に得られ、2つの突出部4Aの間に形成される回り止め用の凹部4B内に補強繊維が確実に充填され、しかも樹脂の含浸を阻害しない35〜45体積%がさらに好ましい。
【実施例】
【0053】
以下、本発明の実施例を説明する。
【0054】
実施例1
スラリーを製造するために、繊維チョップ投入時の濃度が1g/リットルとなる量の水を満たしたタンクを用意する。そしてこのタンク内に、樹脂成形体中の補強繊維の繊維総量が40体積%となる量の補強繊維を入れる。具体的には、補強繊維として用いる繊維チョップとしてアスペクト比200のパラ系アラミド繊維“帝人(株)製「テクノーラ(商標)」”とフリーネス値が300mlになるまでフィブリル化処理した微細繊維“デュポン(株)製「ケブラー(商標)」”とを、質量比95対5となる量をそれぞれタンク内に投入する。次に攪拌機でタンク内の水を攪拌し繊維チョップを分散させる。図4の抄造金型を用いる場合には、減圧用のポンプPにてケース13内の空洞部分Sを80kPa以下に減圧する。そしてこの抄造金型9内に、分散させた繊維チョップを含むスラリーを充填し、繊維チョップと水を分離して円筒状の補強繊維集積体8を得る。なお抄造金型を構成する金網としては70メッシュの金網を用いた。
【0055】
次に、図5に示す金型を用いて、金型中央の下側のセンターピン16の上に金属製ブッシュ2を配置した後、円筒状の補強繊維集積体8を下側の圧縮用金型22の上に配置する。使用する金属製ブッシュ2の突出部4A及び凹部4Bの形状は、h1=2mm、h2=0.5mmであり、アンダーカット形状であり、金属製ブッシュ2の仮想中心横断面PSと側面SFとの間の角度θが20°である。そして金属製ブッシュ2を下側のセンターピン16と上側のセンターピン15で挟み込む。その後、縮径用金型17〜20により所定の外径まで補強繊維集積体8を径方向に圧縮し、次に一対の圧縮用金型21及び22により補強繊維集積体8を所定厚さまで軸線方向に圧縮する。これにより円筒状の補強繊維集積体8を金属製ブッシュ2に設けた突出部4Aと一体化させる。これを乾燥して補強用繊維基材5を得る。
【0056】
次に図7に示すように、上記の工程で得られた金属製ブッシュ2と一体化した補強用繊維基材5を200℃に加熱した成形金型27に配置して型締めする。そして、成形金型27内部を圧力90kPa以下に減圧した後、1,3−PBO(三国製薬工業(株)製)68.6質量部、MDA(三井化学(株)製)31.4質量部を混合した樹脂を温度140℃で溶解し、オクチルブロマイド1質量部を加えて撹拌した樹脂を金型27内部に注入して補強用繊維基材5に含浸させ、成形金型27内で加熱硬化し歯車素材を得る。この歯車素材を切削加工により歯を形成することにより樹脂製歯車を得る。
【0057】
実施例2
実施例1において、繊維チョップとしては、アスペクト比200のパラ系アラミド繊維“帝人(株)製「テクノーラ(商標)」”を50質量%、アスペクト比200のメタ系アラミド繊維“帝人(株)製「コーネックス(商標)」”を45質量%、そしてフリーネス値300mlまでフィブリル化処理した微細繊維“デュポン(株)製「ケブラー(商標)」”を5質量%としたものを用いる。この条件以外は、実施例1と同様にして樹脂製歯車を得る。
【0058】
実施例3
実施例1において、フリーネス値300mlまでフィブリル化処理した微細繊維“デュポン(株)製「ケブラー(商標)」”の配合割合を0質量%とする以外は、実施例1と同様にして樹脂製歯車を得る。
【0059】
実施例4
実施例1において、フリーネス値300mlまでフィブリル化処理した微細繊維“デュポン(株)製「ケブラー(商標)」”の配合割合を30質量%とする以外は、実施例1と同様にして樹脂製歯車を得る。
【0060】
実施例5
実施例1において、樹脂製成形体に対する補強繊維の繊維総量が20体積%とする以外は、実施例1と同様にして樹脂製歯車を得る。
【0061】
実施例6
実施例1において、樹脂製成形体に対する補強繊維の繊維総量が30体積%とする以外は、実施例1と同様にして樹脂製歯車を得る。
【0062】
実施例7
実施例1において、樹脂製成形体に対する補強繊維の繊維総量が50体積%とする以外は、実施例1と同様にして樹脂製歯車を得る。
【0063】
実施例8
実施例1において、アスペクト比40の繊維チョップを使用する以外は、実施例1と同様にして樹脂製歯車を得る。
【0064】
実施例9
実施例1において、アスペクト比100の繊維チョップを使用する以外は、実施例1と同様にして樹脂製歯車を得る。
【0065】
実施例10
実施例1において、アスペクト比800の繊維チョップを使用する以外は、実施例1と同様にして樹脂製歯車を得る。
【0066】
実施例11
実施例1において、アスペクト比1200の繊維チョップを使用する以外は、実施例1と同様にして樹脂製歯車を得る。
【0067】
実施例12
実施例1において、フリーネス値150mlまでフィブリル化処理した微細繊維“デュポン(株)製「ケブラー(商標)」”を使用する以外は、実施例1と同様にして樹脂製歯車を得る。
【0068】
実施例13
実施例1において、フリーネス値350mlまでフィブリル化処理した微細繊維“デュポン(株)製「ケブラー(商標)」”を使用する以外は、実施例1と同様にして樹脂製歯車を得る。
【0069】
実施例14
金属製ブッシュ2の外周面の突出部4がアンダーカット形状でないストレート形状の金属製ブッシュを使用する以外は、実施例1と同様にして樹脂製歯車を得る。
【0070】
比較例1
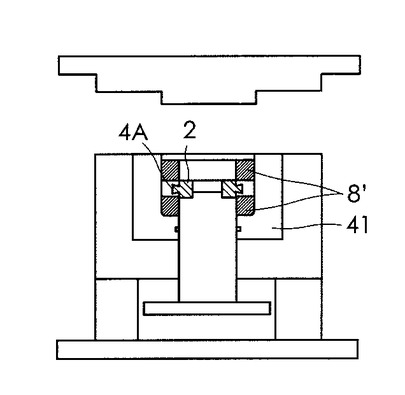
パラ系アラミド繊維とメタ系アラミド繊維の混紡糸(パラ系アラミド繊維混紡量:45質量%)で編んだ丸編み筒状体を準備する。この筒状体を軸方向に端部より巻き上げてリング状に整える。さらに図8に示すように、断面が矩形になるように金型でプレス成形した補強用繊維基材8´を2個用いる。金属製ブッシュ2に設けた突出部4Aを2つの補強用繊維基材8´で挟み込み、加熱した成形金型41に配置して型締めをする。その後の工程は、実施例1と同様にして、樹脂製歯車51を製造する。この比較例は、特許文献1に記載の方法により製造するものである。
【0071】
比較例2
金属製ブッシュ2の外周面の突出部4がアンダーカット形状でないストレート形状の金属製ブッシュを使用する以外は、比較例1と同様にして樹脂製歯車を得る。
【0072】
比較例3
図6に示す抄造金型25を用いてプレート状集積体を作成した。抄造金型25は、底面部25Aのみ金網で構成されており、金網は#70のシート状メッシュである。この抄造金型25に、実施例1と同様の繊維配合、濃度でタンク21内で水中に分散させた繊維チョップを導入して、脱水を行い、厚み20mm〜30mmの集積物26′を得る。集積物26′を乾燥した後、外径φ80mm×内径φ55mmのリング状に打ち抜き、筒状の補強繊維集積体8を得る。樹脂製回転体を作製する際は補強繊維集積体8を2個使用する。なお、補強繊維集積体8を用いて樹脂製回転体を作成した場合の樹脂成形体に対する補強繊維の体積が40体積%となるように、補強繊維の投入量を計算している。
【0073】
上記の工程で得られた補強繊維集積体8を2個使用し、図8に示すように、金属製ブッシュ2に設けた突出部4Aを挟み込み、加熱した成形金型41内に配置して型締めをする。その後の工程は、実施例1と同様にして、樹脂製歯車を製造する。
【0074】
比較例4
金属製ブッシュ2の外周面の突出部4がアンダーカット形状でないストレート形状の金属製ブッシュを使用する以外は、比較例3と同様にして樹脂製歯車を得る。
【0075】
上記実施例1〜16および比較例1〜4に示す方法で作製した樹脂製歯車を用いてねじり強度、ボス抜き強度及びモータリング耐久寿命を測定した結果を表2に示す。測定方法は以下に示すとおりである。
【0076】
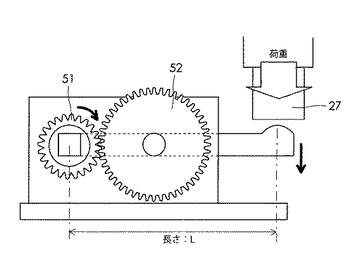
ねじり強度:図9に示すように固定した鋼ギヤ52に上記実施例及び比較例で製造した樹脂製歯車51を噛み合わせる。樹脂製歯車51の軸に取り付けられた長さLのアーム54に荷重を加え、樹脂製歯車51が破壊に至る最大荷重を測定した。この測定値と下記式によりねじり強度を算出した。
【0077】
ねじり強度(N)=破壊加重(N)×[アーム長さL(mm)/ギヤ基準ピッチ円半径mm]]
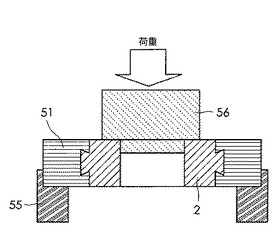
ボス抜け強度:図10に示すように樹脂部のみに接し、かつ金属製ブッシュ2の外径サイズより大きい内径の円筒形状の台55の上に樹脂製歯車51を配置する。上方より金属製ブッシュ2を押さえる金具56を金属製ブッシュ2上に取付け、金具56に荷重を加えて、樹脂製歯車51が破壊に至る最大荷重を測定した。
【0078】
モータリング耐久寿命:表1に示す試験条件により樹脂製歯車51を連続回転させ、樹脂製歯車51が破壊するまでの時間を測定した。
【表1】

【表2】
【0079】
アンダーカット部への繊維充填の効果:
実施例1、比較例1、比較例3の結果から明らかなように、本発明の実施例1のようにアンダーカット部分に繊維を強制的に充填すると、ボス抜き強度が向上する。
【0080】
基材界面有無の影響:実施例1、比較例2の結果から明らかなように、本発明の実施例1のように補強用繊維基材を1つのリングにすることによって補強用繊維基材中に界面が無くなりその結果モータリング耐久寿命が向上する。
【0081】
フィブリル化処理した微細繊維含有量による効果:
実施例1、3、及び4の結果より微細繊維含有量の差による影響はないことがわ分かる。またフィブリル化処理した微細繊維含有量が30重量%を超えると樹脂成形時に樹脂含浸不良が発生する。そのため微細繊維は30重量%以下が好ましい。
【0082】
補強繊維充填率の効果:
実施例1、実施例5〜7の結果より繊維充填量は30〜50体積%が好ましい。繊維充填量が50体積%を超えると樹脂成形時に樹脂含浸不良が発生する。
【0083】
アスペクト比の効果:
実施例1、実施例8〜11の結果よりアスペクト比は100〜1000が好ましいことが分かる。
【0084】
微細繊維フリーネス値の影響:
実施例1、実施例12、13の結果より微細繊維のフリーネス値による影響は無いことが分かる。
【0085】
アンダーカット有無の影響:
実施例1、実施例14、比較例2、比較例4の結果よりアンダーカットをつけることによって、ねじり強度、及びモータリング耐久寿命が向上することがわ分かる。
【0086】
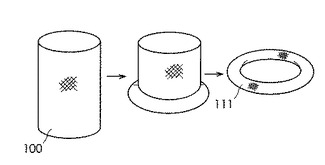
上記実施の形態では、内部に境界面を形成しないように多数の補強繊維により構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維体を、補強用繊維集積体から形成した。しかしながら内部に境界面を有しない補強繊維体としては、図11に示すように、補強繊維が筒状に織られた又は編まれて形成された筒状体100を、その端部より裏返しながら巻き込みドーナツ状に形成した補強繊維体101を用いることができる。このような補強繊維体101を用いる場合も、前述の実施の形態と同様に、補強繊維体101を金属製ブッシュ2の外周部に嵌める。そして金属製ブッシュの外周部に嵌めた補強繊維体101を、金属製ブッシュの外周部に向かう方向と軸の軸線方向とに圧縮する。このようにすると1つの補強繊維体101を金属製ブッシュの外周部に向かう方向に圧縮する過程及び軸線方向に圧縮する過程で、補強繊維体の一部すなわち補強繊維により、ブッシュの回り止め部を完全に包むことができる。したがって従来のように、補強用繊維基材の内部に繊維層の境界面を形成することなく、補強用繊維基材と金属製ブッシュの回り止め部との結合強度を向上させることができる。
【図面の簡単な説明】
【0087】
【図1】模式的に示した本発明の樹脂製回転体の実施の形態の一例の縦断面図である。
【図2】(A)及び(B)は、金属製ブッシュの平面図及び縦断面図である。
【図3】補強繊維集積体の概略図である。
【図4】補強繊維集積体の製造に用いる抄造金型を示す概略図である。
【図5】(A)乃至(E)は、補強用繊維基材の成形工程を順番に示す図である。
【図6】(A)及び(B)は、プレート状集積体を製造する抄造金型の例とプレート状集積体から補強繊維集積体を製造する例を示す図である。
【図7】樹脂注入用の金型に樹脂製回転体成形用半加工品を配置した状態を示す説明図である。
【図8】比較例の樹脂製回転体を製造する場合の例を説明するために用いる図である。
【図9】ねじり強度を測定する装置の構成を示す図である。
【図10】ボス抜き強度を測定する装置の構成を示す図である。
【図11】補強繊維体を補強繊維が筒状に織られた又は編まれて形成された筒状体から形成する工程を示す図である。
【符号の説明】
【0088】
1 樹脂製回転体
2 金属製ブッシュ
3 貫通孔
4A 突出部(回り止め部)
5 補強用繊維基材
8 補強繊維集積体(補強繊維体)
【技術分野】
【0001】
本発明は、樹脂製回転体及びその製造方法に関するものであり、また本発明は樹脂製回転体成形用半加工品及びその製造方法に関するものであり、さらに本発明はこれらの製造方法で用いるのに適した補強用繊維基材成形用金型に関するものである。
【背景技術】
【0002】
補強用繊維基材を用いた樹脂製回転体は耐久性能に優れ、車輌用品、産業用部品等に用いられる樹脂製歯車などの樹脂製回転体として好適である。樹脂製歯車を成形するための補強用繊維基材として、筒状に織られた又は編まれた筒状体を端部より裏返しながら巻き込みドーナツ状に形成した補強用繊維基材が特許文献1に記載されている。特許文献1には、当該補強用繊維基材に樹脂を含浸して歯部を形成した樹脂製歯車も記載されている。しかしこの従来の技術では、補強用繊維基材と金属製ブッシュに設けた抜け止めとの結合強度を向上させるために、成形金型内で2つの補強用繊維基材を金属製ブッシュを間に介して2段に重ね、金属製ブッシュの抜け止めを図っている(特許文献1の段落[0013]〜[0015])。
【0003】
また、熱硬化性樹脂と繊維チョップを主成分とする抄造シートをプレス抜きした抄造紙シート素形体を複数枚積み重ねて、成形金型内で加熱加圧成形する樹脂製歯車の製造法が特許文献2に記載されている。
【0004】
これら樹脂製歯車は、2つの補強用繊維基材の重ね合わせ界面や抄造シート素形体の積層界面に、繊維の絡み合いが殆どなく、使用用途によっては、積層面で剥離が発生しやすいという心配がある。また、補強用繊維基材と金属製ブッシュとの結合強度が不足する心配がある。これらのことから、使用用途によっては樹脂製歯車の耐久性が不足する心配がある。
【0005】
これらの問題解決のために、補強繊維に繊維チョップを用いて抄造法による金型で集積体を作ることも提案された。特許文献3には繊維チョップと熱硬化性樹脂の混合スラリーを、透水性金型内で加圧ないしは減圧脱水して集積体を得る製造法が開示されている。しかし、水に分散できる樹脂は流動性が低く、樹脂と繊維界面での濡れが不充分なために実用に耐える耐久性が得られない。また、特許文献4には流体流出口を有する成型金型で繊維の充填、加熱加圧もその金型で行い、さらに樹脂注入もその金型で行って加熱加圧をして繊維強化樹脂複合体を形成する方法が開示されている。しかし、この方法では樹脂製回転体の中央部に金属製ブッシュを配置することが難しい。また、注入した樹脂が金網などからなる成型金型全体に洩れて硬化後に成型物を取り出すことは容易にはできない上に、成型金型は目詰まりするために、回数を重ねての使用ができなくなる難点がある。
【0006】
また、従来、金属製ブッシュは、転造法や実開58−69419号公報(特許文献5)にみられるような方法で作られていた。しかし前者は深いアンダーカットにすることがむずかしいことと、凹凸の割付が難しく、後者は厚さ方向の2方向だけのアンダーカットにすることができない上に、釘頭様の状態になって繊維のもぐりこみができにくい構造であって充分な耐久性を発揮させることが難しい。
【特許文献1】特開2001−295913号公報
【特許文献2】特開平11−227061号公報
【特許文献3】特開2001−1413号公報
【特許文献4】特開2005−96173号公報
【特許文献5】実開58−69419号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
中央部に金属製ブッシュを配置した樹脂製回転体において、金属製ブッシュの外周部に設けた回り止め部に補強繊維を充填させるために、金属製ブッシュを上下より2つのリング状補強用繊維基材で挟み込み、回り止めに繊維を喰い込ませて充填させる方法は既知の技術である(特許文献1)。しかし、かかる方法では補強用繊維基材の重ね合わせ界面での繊維の絡みがないために、使用用途によっては界面剥離による耐久性能が低下する心配がある。界面剥離の問題は、1個の補強用繊維基材を使用すすることにより解決されるが、金属製ブッシュに設けた回り止め部を挟み込むことができないために、回り止め部に繊維を喰い込ませた樹脂製回転体を作製することができなかった。
【0008】
本発明の目的は、1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体、樹脂製回転体成形用半加工品及びこれらの製造方法を提供することにある。
【0009】
また本発明は、本発明の製造方法に適した補強用繊維基材用金型を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決するために、鋭意検討した結果、次のような手段を採用するものである。
【0011】
本発明の樹脂製回転体の製造方法は、外周部に1以上の回り止め部が形成されて軸を中心にして回転する金属製ブッシュを用意するステップと、金属製ブッシュの外周部の外側位置に、この外周部に嵌った状態で配置された補強用繊維基材を形成するステップと、補強用繊維基材に樹脂を含浸させ、樹脂を硬化して樹脂成形体を形成するステップと備えている。そして補強用繊維基材を形成するステップでは、内部に境界面を形成しないように多数の補強繊維により構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維体を形成する。次に補強繊維体を金属製ブッシュの外周部に嵌める。そして金属製ブッシュの外周部に嵌めた補強繊維体を、金属製ブッシュの外周部に向かう方向と軸の軸線方向とに圧縮する。
【0012】
このようにすると1つの補強繊維体を金属製ブッシュの外周部に向かう方向に圧縮する過程及び軸線方向に圧縮する過程で、補強繊維体の一部すなわち補強繊維により、ブッシュの回り止め部を完全に包むことができる。したがって従来のように、補強用繊維基材の内部に繊維層の境界面を形成することなく、補強用繊維基材と金属製ブッシュの回り止め部との結合強度を向上させることができる。
【0013】
内部に境界面を有しない補強繊維体としては、補強繊維が筒状に織られた又は編まれて形成された筒状体を、その端部より裏返しながら巻き込みドーナツ状に形成したものを用いることができる。
【0014】
また内部に境界面を有しない補強繊維体は、多数の補強繊維が集まって構成された筒状の補強繊維集積体から構成することができる。この補強繊維集積体は、細長く裁断された補強繊維チョップ(補強繊維)を水中分散させたスラリーを、10メッシュ以上250メッシュ以下の複数の貫通孔を備えた抄造金型を通して吸引しながら補強繊維チョップを集積させてプレート状集積体を形成するステップと、プレート状集積体から筒状の補強繊維集積体を打ち抜くステップとから形成することができる。このような2つのステップにより補強繊維集積体を形成すると、その内部には後に剥離の原因となるような境界層が形成されることはない。
【0015】
また筒状の補強繊維集積体は、次のようにして形成してもよい。すなわち内側筒体と、内側筒体と同心的に配置された外側筒体と、内側筒体及び外側筒体の下側端部間を連結する底部材とからなり、内側筒体、外側筒体及び底部材の少なくとも1つの部材に10メッシュ以上250メッシュ以下の複数の貫通孔が形成された抄造金型を用意する。そして補強繊維チョップを水中分散させたスラリーを、抄造金型を通して吸引しながら補強繊維チョップを底部材上に集積させて筒状の補強繊維集積体を形成する。このようにして補強繊維集積体を製造すると、打ち抜き作業が不要なため、製造工程が少なくてもすみ、また打ち抜きのように捨てる材料が多くなる問題が生じることはない。
【0016】
なお上記の製造方法においては、アスペクト比(繊維径に対する繊維長の比)が100から1000の繊維長の短い補強繊維チョップを水中に0.3g/リットル以上20g/リットル以下に分散させたスラリーを用いるのが好ましい。この範囲内の配合比であれば、吸引が容易で、しかも貫通孔の目詰まりを防止することができる。
【0017】
なお補強繊維としては、種々の材質のものを用いることができる。しかし補強繊維としては、アラミド繊維をフィブリル化処理した微細繊維を含み、微細繊維のフリーネスが100ml以上400ml以下であって、微細繊維の含有量が補強繊維中の30質量%以下となるものを用いるのが好ましい。このような補強繊維を用いると、圧縮が容易でしかも、補強用繊維基材と回り止め部との間に必要十分な結合強度を得ることができる。
【0018】
回り止め部は、金属製ブッシュの中央部分から軸の径方向外側に向かって突出する複数の突出部から構成することができる。隣り合う二つの突出部の間には凹部が形成される。そして突出部と凹部とは、周方向に交互に並ぶように配置される。突出部の突出寸法をh1とし、凹部の底部の高さ寸法をh2としたときに、h1>h2である。
【0019】
金属製ブッシュの外周部に設ける1以上の回り止め部の数及び形状は任意である。例えば、1以上の回り止め部は、軸の径方向に突出する複数の突出部から構成することができる。この場合、複数の突出部と凹部とは、突出部の突出寸法と凹部の底部の高さ寸法とが異なるように構成することができる。そして突出部と凹部は、前記周方向に交互に並ぶように配置するのが好ましい。この場合には、突出部の突出寸法をh1とし、凹部の底部の高さ寸法をh2とし、h1>h2であるとしたときには、補強繊維チョップの長さを、0.5×h1mm及び1×h2mmの小さいほうの値以上とし、5×h1mm及び10×h2mmの大きいほうの値以下とするのが好ましい。このような長さの補強繊維チョップを用いると、隣接する突出部の間に補強繊維が入り込んだ状態でも、補強用繊維基材の一部に裂け目が発生することがなく、補強用繊維基材の機械的強度の低下を抑制することができる。
【0020】
補強用繊維集積体を圧縮する場合に用いる金型構造は任意である。例えば、一対のセンターピンと、複数の縮径用金型と、一対の圧縮用金型とから、金型構造を構成することができる。一対のセンターピンは、金属製ブッシュを軸線方向両側から挟んで支持する。複数の縮径用金型は、一対のセンターピンにより支持された金属製ブッシュの径方向外側に配置されて補強繊維集積体を外周部に向かう方向に圧縮するためにセンターピンに向かって近づくように動作する。一対の圧縮用金型は、一対のセンターピンの外側に配置され且つ補強繊維集積体を軸線方向に圧縮するために、一対のセンターピンに沿って軸線方向に相対的に近づく動作をする。このような金型構造を用いる場合には、複数の縮径用金型を動作させた後に、一対の圧縮用金型を動作させるのが好ましい。このようにすると補強用繊維集積体を確実に圧縮することができる、しかも外面に凹凸が目立って形成されることのない補強用繊維基材を作ることができる。
【0021】
本発明の製造方法により製造された樹脂製回転体は、外周部に1以上の回り止め部が形成され、軸を中心にして回転する金属製ブッシュと、金属製ブッシュの外周部の外側の位置に、外周部に嵌った状態で配置された補強用繊維基材と、補強用繊維基材に樹脂が含浸され且つ樹脂が硬化して形成された樹脂成形体とを備えている。そして特に、補強用繊維基材は、内部に境界面を形成しないように多数の補強繊維が集まって構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維集積体が、金属製ブッシュの外周部に嵌った状態で、金属製ブッシュの外周部に向かう方向と軸の軸線方向とに圧縮されて形成されたものである。その結果、補強用繊維基材の内部には、剥離の原因となる境界面が存在していない。
【0022】
上位の概念として捉えれば、補強用繊維基材成形用金型は、径方向中央に金属製ブッシュを配置する構造を有し、補強繊維集積体を所定長さの外径まで径方向に圧縮する金型機構と、次に所定厚さまで軸方向に圧縮する金型機構とを有するものである。
【0023】
前述のように、金属製ブッシュの外周部には1以上の回り止め部を設けるのが好ましい。この場合回り止め部は、軸の径方向外側に向かって突出する突出部から構成することができる。突出部の軸線方向に測った厚み寸法は、金属製ブッシュの軸線方向に測った厚み寸法よりも小さくするのが好ましい。そして金属製ブッシュの外周部には、複数の突出部が軸の周方向に所定の間隔を開けて設けるのが好ましい。このようにすると隣合う二つの突出部の間に形成される凹部には、補強用繊維基材の一部が嵌り込んでおり、しかも複数の突出部が補強用繊維基材内に完全に埋まった状態になる。その結果、回り止め部と補強用繊維基材との機械的結合強度を十分に高めることができる。
【0024】
なお樹脂成形体に対する補強繊維の割合は、30体積%以上50体積%以下であることが望ましい。この範囲の値であれば、樹脂成形体に必要とされる機械的強度を、確実に得ることができる。
【0025】
なお樹脂成形体に機械加工を施して複数の歯を形成すれば、機械的に強度が高く、しかも、使用時の騒音の発生が少ない歯車を得ることができる。なお本発明の樹脂製回転体を用いて、歯車の他に、プーリ等の回転部品を製造してもよいのは勿論である。
【0026】
なお本発明は、補強用繊維基材に樹脂の含浸を行う前の状態の製品すなわち樹脂製回転体成形用半加工品及びその製造方法としても把握することができる。なぜならば、樹脂の含浸は、専門の工場で行われることが多く、樹脂製回転体成形用半加工品の状態で市場を流通することもあるからである。なお樹脂製回転体成形用半加工品の製造方法は、樹脂の含浸・硬化のステップが実行されない点を除いて、前述の樹脂製回転体の製造方法と同じである。
【0027】
また、金属製ブッシュは焼結法により製造されたものを用いることができる。また回り止め部として用いる突出部は、軸線方向に沿って測定した頂部の厚み寸法が基部の厚み寸法よりも大きいアンダーカット形状であり、金属製ブッシュの軸線方向に対向する一対の側面の横断面に対する角度が5°以上40°以下であるのが好ましい。
【0028】
本発明の一例の補強用繊維基材は、金属製ブッシュの外周面には多数の回り止め部が放射状に突出し、回り止め厚さは金属製ブッシュの厚さより薄く、隣接する回り止め間にできる回り止め凹部にも補強繊維が喰い込んでいる。そのため、補強用繊維基材と金属製ブッシュに設けた回り止め部との結合強度が高い。また成形金型内で補強用繊維基材を重ね合せることがないので、補強用繊維基材の重ね合せ界面がなく、剥離することがない。これらのことから、樹脂製歯車などの樹脂製回転体の耐久性能を大幅に向上することができる。
【発明の効果】
【0029】
本発明によれば、内部に境界面を有しない1つの補強繊維体を金属製ブッシュの外周部に向かう方向に圧縮する過程及び軸線方向に圧縮する過程で、補強用繊維体の一部により、金属製ブッシュの回り止め部を完全に包むことができるので、従来のように、補強用繊維基材の内部に繊維層の境界面を形成することなく、補強用繊維基材と金属製ブッシュの回り止め部との結合強度を向上させることができて、樹脂製歯車などの樹脂製回転体の耐久性能を大幅に向上することができる利点が得られる。
【発明を実施するための最良の形態】
【0030】
以下図面を参照して、本発明の実施の形態を詳細に説明する。
【0031】
図1は、模式的に示した本発明の樹脂製回転体の実施の形態の一例の縦断面図である。また図2(A)は金属製ブッシュ2の平面図であり、図2(B)は、図2(A)の縦断面図である。この樹脂製回転体1は、図示しない軸を中心にして回転する金属製ブッシュ2を備えている。金属製ブッシュ2の中央部には、図示しない軸が嵌合される貫通孔3が形成されている。また金属製ブッシュ2の外周部には、複数の回り止め部を構成する突出部4Aが周方向に所定の間隔をあけて一体に形成されている。なお図2(A)においては、理解を容易にするために、金属製ブッシュ2の中央部分2Aと外周部分2Bとに異なるハッチングを施してあるが、金属製ブッシュ2は一体成形品である。なお金属製ブッシュ2に図示しない軸が一体に形成されていてもよい。複数の突出部4Aの軸線方向に測った厚み寸法L2は、金属製ブッシュ2の中央部分2Aを軸線方向に測った厚み寸法L1よりも小さい。本実施の形態で用いる金属製ブッシュ2は焼結法により製造されたものである。そして回り止め部を構成する突出部4Aは、頂部の厚さが厚く基部の厚さが薄いアンダーカット形状である。そして金属製ブッシュ2の仮想中心横断面PSと側面SFと間の角度θが5°以上40°以下のものを用いている。そして図2に示すように、回転方向への負荷に耐える回り止め部の作用を高めるために、回り止め部となる突出部4Aは、金属製ブッシュ2の中央部分2Aから測った高さh1が必要な長さになっている。また隣り合う2つの突出部4Aの間に形成される凹部4Bの、中央部分2Aから測った高さh2は、前述の高さh1よりも低い。このようなアンダーカットの形状を持ち、角度θが5°以上40°以下の突出部4Aと凹部4Bを用いると、図5(E)に明確に示す補強用繊維基材5内に回り止め部としての複数の突出部4A及び複数の凹部4Bが完全に埋まった状態となる。その結果、補強用繊維基材5と金属製ブッシュ2との間の機械的結合の強度を十分なものとすることができる。なお隣り合う二つの突出部4A間に形成される凹部4B内に補強用繊維基材5の一部が入ることによっても、前述の機械的強度は当然にして増加する。なお図1には、補強用繊維基材5が横方向に延びるハッチングにより簡易的に示されている。
【0032】
本実施の形態では、1つの補強用繊維基材5が、金属製ブッシュ2の外周部の外側の位置に、外周部に嵌った状態で配置されている。そして補強用繊維基材5に樹脂が含浸され且つこの樹脂が硬化して形成されて、樹脂成形体6が形成されている。補強用繊維基材5は、図3に概略的に示すように、多数の補強繊維が集まって構成され且つ中央部に金属製ブッシュ2の外周部が嵌る貫通孔7を備えた筒状の補強繊維集積体8が、金属製ブッシュ2の外周部に嵌った状態で、金属製ブッシュ2の外周部に向かう方向(金属製ブッシュまたは軸の径方向内側方向)と軸の軸線方向とに圧縮されて形成されたものである。本実施の形態では、補強繊維集積体8が、補強繊維体を構成している。
【0033】
補強用繊維基材5または補強繊維集積体8を形成するために用いる補強繊維の種類は後述するように、種々のものを用いることができる。そして補強繊維の長さは、例えば、図2に示すような金属製ブッシュ2を用いる場合には、次のように定める。すなわち突出部4Aの最大高さ(径方向への突出寸法)をh1、凹部4Bの最小高さまたは底部の高さ(径方向への突出寸法)をh2としたときに、補強繊維の長さは、0.5×h1mmと1×h2mmの小さいほうの値以上であり、5×h1mmと10×h2mmの大きいほうの値以下であるのが好ましい。ここで、突出寸法h1とh2が同じ場合は、回り止めの効果が弱くなる。突出部4Aまたは凹部4Bの底部の突出寸法h1又はh2に対しては、補強繊維が覆いかぶさるのに充分な繊維長さが必要であり、補強繊維の長さが0.5×h1mmと1×h2mmの小さいほうの値以上であることが適当である。また、補強繊維は、長すぎても均一分散を妨げる原因となり、強度の増強に寄与しない不均一な繊維分布になる。そのため補強繊維の長さは、5×h1mmと10×h2mmの大きいほうの値以下が適当である。なお、突出部4Aとして、突出寸法がh1及びh2よりも大きなh3となる突出部(3種類以上の突出寸法の異なる突出部)を組合せて使用してもよいのは勿論である。
【0034】
また、金属製ブッシュ2の外周部に設けた回り止めと樹脂部の結合を強固たるものとするためには、回り止めは、軸線方向に沿って測定した頂部の厚み寸法L2が基部の厚み寸法L3よりも大きいアンダーカット形状であり、金属製ブッシュ2の軸線方向に対向する一対の側面SFの中心仮想横断面PSに対する角度θが5°以上40°以下、好ましくは、10°以上35°であるものが効果的である。これは外径方向への抜け阻止に作用するものである。
【0035】
上記アンダーカット形状をもった回り止め部を構成する突出部4A及び凹部4Bを備えた金属製ブッシュ2は、焼結法で成型すれば、精度よく設計どおりに作ることができる。突出部4の最適構造は、たとえば外径60mmの樹脂製歯車の場合、突出部(山)の数が30であり、突出部の間に形成される凹部すなわち谷部分の数は29である。なおこれらの数は、樹脂製歯車の径や厚さ、歯の構造に応じて適宜変更されることは当然である。
【0036】
なお円筒状の補強繊維集積体8を得るためには、図4に示すような抄造金型9を用いるのが好ましい。この抄造金型9は、内側筒体10と、内側筒体10と同心的に配置された外側筒体11と、内側筒体10及び外側筒体11の下側端部間を連結する底部材12とからなり、内側筒体10、外側筒体11及び底部材12の少なくとも1つの部材に、10メッシュ以上250メッシュ以下の複数の貫通孔が形成されたものである。この例では、内側筒体10、外側筒体11及び底部材12のすべてに、10メッシュ以上250メッシュ以下の複数の貫通孔が形成されている。なお具体的な内側筒体10、外側筒体11及び底部材12は、濾水性を有する金網によって構成されている。この抄造金型9の内側筒体10外径寸法は、使用する金属製ブッシュ2の突出部4を含む外径寸法と同じか、好ましくはこの外径寸法より大きくしておく。得られた円筒状の補強繊維集積体8の内径が金属製ブッシュ2の外径よりも小さいと、補強繊維集積体8の径方向及び厚み方向の中央位置に金属製ブッシュ2を配置することができない。または金属製ブッシュ2の外周部に設けた回り止め用の突出部4に円筒状の補強繊維集積体8の内径部分の繊維が引っかかり、円筒状の補強繊維集積体8の形状が崩れてしまうためである。抄造金型9は、ポンプPによって室内が負圧状態に吸引されるケース13内にセットされて使用される。
【0037】
抄造金型9を構成する部材に用いる金網(貫通孔が形成された構造体)のメッシュサイズは250メッシュより大きくなると水と繊維の濾過抵抗が大きくなり、抄造金型9の内部に入れた補強繊維を含むスラリーを、ポンプPで吸引して水分を抄造金型9から排水させても、繊維と水の分離に要する時間が長くなり、製造サイクルが長くなる。またメッシュサイズが10メッシュより小さいと、繊維長が長い補強繊維を使用しても網目の隙間(貫通孔)が大きいために補強繊維の多くが水と共に流出してしまう。そのために、補強繊維集積体8の繊維密度が著しく低下してしまう問題が発生する。よって使用するメッシュサイズは10メッシュ以上250メッシュ以下が好ましい。
【0038】
使用する補強繊維チョップは、融点、あるいは分解温度が250℃以上の繊維からなるものが好ましい。このような補強繊維チョップを用いて補強繊維集積体8を形成することで、成形時の成形温度や加工温度、実際の使用時にかかる雰囲気温度において、樹脂製回転体内の補強繊維チョップが熱劣化を起こすことなく、耐熱性に優れた樹脂製回転体とすることができる。このような繊維としては、パラ系アラミド繊維、メタ系アラミド繊維、炭素繊維、ガラス繊維、ボロン繊維、セラミック繊維、超高強力ポリエチレン繊維、ポリケトン繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、全芳香族ポリエステル繊維、ポリイミド繊維、およびポリビニルアルコール系繊維から選ばれた少なくとも1種以上の繊維を使用するのが好ましい。
【0039】
また、補強繊維チョップには、引張強度15cN/dtex以上、引張弾性率350cN/dtex以上の高強度高弾性率繊維を少なくとも20体積%以上含むことが好ましい。このようにして得られる補強繊維集積体8を用いた樹脂製回転体は、使用中にかかる高負荷に耐え得るものとすることができる。
【0040】
補強繊維チョップのアスペクト比(繊維長/繊維径)は、100より小さいと繊維間の絡みが不足し、金属製ブッシュ2の隣接する突出部4間にできる回り止め凹部への補強繊維チョップの回り込み効果が少なくなり、補強繊維としての機能を満足することができない。またアスペクト比が1000より大きくなると繊維長が長すぎるために繊維の分散不良が発生して、結果的に強度が出にくいことになる。そのため好ましい繊維間の絡み、回り込みと分散性を良好に満足させるアスペクト比は100から1000、さらに好適には100から500が好ましい。
【0041】
また、抄造後及び金属製ブッシュと一体化した後の補強用繊維基材5を次工程に移動、又は搬送する際に形状を維持するための強度を付与するためには、補強繊維がアラミド繊維をフィブリル化処理した微細繊維を含み、微細繊維のフリーネスが100ml以上400ml以下であって、微細繊維の含有量が補強繊維中の30質量%以下になるように配合することが望ましい。望ましい態様としては、パラアラミド繊維の機械的剪断で繊維軸方向に裂開させたフィブリル化処理したアラミド微細繊維を混合することが好ましい。フリーネスが400mlを超えるとフィブリル化が不充分のため補強用繊維基材の形状を維持するための強度を付与することが困難になる。またフリーネスが100ml未満になると繊維軸方向に裂開させるだけでなく、径方向に剪断されて粉末状態になってしまうために繊維の絡みが悪くなって、補強用繊維基材の形状を維持するための強度を付与する事が困難となる。また濾水性が悪化し、樹脂含浸の妨げるとなる。またフィブリル化処理したアラミド微細繊維が30質量%を超えると繊維間の隙間にフィブリル化した微細繊維が充填され、樹脂注入成形時に、樹脂の樹脂含浸が阻害され、含浸不良などの不具合が生じてしまう。好ましくは適度な強度を付与し、樹脂含浸性を阻害しない5から10質量%のフィブリル化した微細繊維を配合するのが良い。
【0042】
上記補強繊維チョップを水中に分散させる際の濃度は、0.3g/リットル以上20g/リットル以下が好ましい。繊維長が短い繊維を使用する場合、繊維同士の絡みが少なく、分散が良いため濃度20g/リットルの高濃度のスラリーで分散させることができる。一方、繊維長が長い繊維を使用する場合、繊維長が長すぎるために濃度0.3g/リットルの低濃度でないと充分分散させることができない。
【0043】
ちなみに、前述の補強繊維がアラミド繊維をフィブリル化処理した微細繊維を含む場合において、金属製ブッシュ2の直径が5cmの場合に使用する補強繊維集積体8の厚み寸法(軸線方向寸法)は、約8cmである。そして後述する圧縮作業により、補強繊維集積体8は約1.5cm程度まで圧縮されて補強用繊維基材5に成形される。
【0044】
次に、補強用繊維集積体8を圧縮して補強用繊維基材5を備えた樹脂製回転体成形用半加工品を製造する方法の例を図5を用いて説明する。図5(A)は使用する補強用繊維基材成形用金型を横方向に切断した状態で示す断面図であり、(B)乃至(E)は補強用繊維基材成形用金型を縦方向に切断した状態で示す断面図である。この補強用繊維基材成形用金型は、例えば、一対のセンターピン15及び16と、4つの縮径用金型17〜20と、一対の圧縮用金型21及び22とを備えている。一対のセンターピン15及び16は、金属製ブッシュ2を軸線方向両側から挟んで支持する。この例では下側のセンターピン16が固定状態にあり、センターピン16の上に金属製ブッシュ2が配置される。そして上側のセンターピン15が下側のセンターピン16に向かって移動して、一対のセンターピン15及び16の間に金属製ブッシュ2を挟んだ状態にする[図5(C)]。4つの縮径用金型17〜20は、図示しない駆動機構により駆動されて、センターピン15及び16に近づく方向と離れる方向に移動する。すなわち4つの縮径用金型17〜20は、一対のセンターピン15、16により支持された金属製ブッシュ2の径方向外側に配置されて補強繊維集積体8を金属製ブッシュ2の外周部に向かう方向に圧縮するためにセンターピン15,16に向かって近づくように動作する[図5(D)]。一対の圧縮用金型21及び22は、一対のセンターピン15及び16の外側にそれぞれ配置され且つ補強繊維集積体8を軸線方向に圧縮するために、一対のセンターピン15及び16に沿って軸線方向に相対的に近づく動作をする[図5(E)]。このような金型構造を用いる場合には、4つ縮径用金型17〜20を動作させた後に、一対の圧縮用金型21及び22を動作させるのが好ましい。このようにすると補強用繊維集積体8を確実に圧縮することができる、しかも外面に凹凸が目立って形成されることのない補強用繊維基材5を作ることができる。
【0045】
なお、補強用繊維基材5を成形するときに、当該金型を加熱して補強用繊維基材5の成形を行なってもよい。このようにすると、成形後の補強用繊維基材5の形状が保持されるので好ましい。
【0046】
上記の補強用繊維基材成形用金型を用い、補強用繊維基材5を製造する過程を次に説明する。 先ず、図5(B)において、金属製ブッシュ2を下側のセンターピン16の上に配置した後、一体となった補強用繊維集積体8を下側の圧縮用金型22の上に配置する。次に、図5(C)において、上側のセンターピン15を下降させる。そして、図5(D)において、縮径用金型17〜20を径方向中心に向って移動させ、補強用繊維集積体8を所定長さの外径まで径方向に圧縮する。ここで、本例では、縮径用金型17〜20を4分割で記載しているが、縮径用金型17〜20の分割数は特に限定するものではない。また、それぞれ対向する縮径用金型17〜20は、同時に移動させてもよいし、時間差をつけて移動させてもよい。
【0047】
その後、図5(E)において、上側の圧縮用金型21を下降させるとともに、下側の圧縮用金型22を上昇させ、補強用繊維集積体8を所定厚さまで軸方向に圧縮する。これにより、補強用繊維基材5を金属製ブッシュ2に設けた抜け止め部としての突出部4と一体化させる。このようにして形成した補強用繊維基材5必要に応じて乾燥して樹脂製回転体成形用半加工品を得る。
【0048】
なお、補強用繊維集積体8は、10メッシュ以上250メッシュ以下の複数の貫通孔を備えた抄造金型25を通して吸引しながら繊維チョップを集積させてプレート状集積体26を形成し、このプレート状集積体26から筒状の補強繊維集積体8を打ち抜く(プレス抜きする)ようにして形成してもよい。プレート状集積体26をプレス抜きして補強繊維集積体8を製造する場合には、例えば、次のようにして補強繊維集積体8を製造することができる。図6(A)において、抄造金型25は、底面部25Aおよび矩形状の側面部25Bを備えており、底面部25Aは金網で構成されている。先ず、水を満たしたタンクに繊維チョップを投入し、攪拌機にて攪拌して、分散させる。そしてタンク内で水中に分散させた補強繊維チョップを含むスラリーを抄造金型25に導入して、繊維チョップをシート状に集積させる。この集積物26′を加圧して、所定厚さまで圧縮した後、乾燥してプレート状集積体26を得る。図6(B)において、これを所定形状に打ち抜き、補強繊維集積体8を得る。
【0049】
次に図7に示すように、補強用繊維基材5を備えた樹脂製回転体成形用半加工品HPを金型に配置した後に金型27に液状樹脂を注入して補強用繊維基材5に含浸、硬化させて、樹脂成形体を備えた樹脂製回転体を成形する。成型した樹脂製回転体の樹脂成形体の外周部に機械加工を施して歯を形成すれば歯車を得ることができる。また外周面に沿って溝を形成すれば、プーリを得ることができる。
【0050】
液状樹脂としては、熱硬化性樹脂、熱可塑性樹脂等いずれのものでも良く、エポキシ樹脂、ポリアミノアミド樹脂、フェノール樹脂、不飽和ポリエステル樹脂、ポリイミド樹脂、ポリエーテルサルフォン樹脂、ポリエーテルエーテルケトン樹脂、ポリアミドイミド樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリフェニレンサルファイド樹脂、ポリエチレン樹脂、ポリプロピレン樹脂から選ばれた1以上の樹脂と該樹脂の硬化剤を組合せたものが使用できる。
【0051】
これらの中でも、樹脂硬化物の強度、耐熱性等の点からポリアミノアミド樹脂が好ましく、耐熱性、強度が優れる2,2’−(1,3フェニレン)ビス2−オキサゾリンとアミン硬化剤、および前記混合物100質量部に対し5質量部以下の触媒とからなる樹脂を使用することが好ましい。前記触媒を5質量部以上添加すると硬化時間が短くなるため、補強用繊維基材に樹脂が充分含浸される前に樹脂が硬化してしまうため、樹脂含浸不良の問題が発生する。
【0052】
補強繊維の樹脂製回転体に含まれる割合は、所望する樹脂製回転体の強度等によって異なるが、30体積%以上50体積%以下であることが好ましい。樹脂製回転体に占める補強繊維の割合が30体積%未満である場合、樹脂を補強繊維で補強する効果がほとんど見られず、また金属製ブッシュ2の回り止め(4A,4B)への補強繊維の充填も不充分となる。また、補強繊維の割合が50体積%を越えた場合は、補強繊維の占める割合が高すぎるため、樹脂注入成形時における樹脂の含浸不足が発生しやすくなるなどの問題がおこる。そのため補強繊維の割合は、樹脂製回転体の強度が十分に得られ、2つの突出部4Aの間に形成される回り止め用の凹部4B内に補強繊維が確実に充填され、しかも樹脂の含浸を阻害しない35〜45体積%がさらに好ましい。
【実施例】
【0053】
以下、本発明の実施例を説明する。
【0054】
実施例1
スラリーを製造するために、繊維チョップ投入時の濃度が1g/リットルとなる量の水を満たしたタンクを用意する。そしてこのタンク内に、樹脂成形体中の補強繊維の繊維総量が40体積%となる量の補強繊維を入れる。具体的には、補強繊維として用いる繊維チョップとしてアスペクト比200のパラ系アラミド繊維“帝人(株)製「テクノーラ(商標)」”とフリーネス値が300mlになるまでフィブリル化処理した微細繊維“デュポン(株)製「ケブラー(商標)」”とを、質量比95対5となる量をそれぞれタンク内に投入する。次に攪拌機でタンク内の水を攪拌し繊維チョップを分散させる。図4の抄造金型を用いる場合には、減圧用のポンプPにてケース13内の空洞部分Sを80kPa以下に減圧する。そしてこの抄造金型9内に、分散させた繊維チョップを含むスラリーを充填し、繊維チョップと水を分離して円筒状の補強繊維集積体8を得る。なお抄造金型を構成する金網としては70メッシュの金網を用いた。
【0055】
次に、図5に示す金型を用いて、金型中央の下側のセンターピン16の上に金属製ブッシュ2を配置した後、円筒状の補強繊維集積体8を下側の圧縮用金型22の上に配置する。使用する金属製ブッシュ2の突出部4A及び凹部4Bの形状は、h1=2mm、h2=0.5mmであり、アンダーカット形状であり、金属製ブッシュ2の仮想中心横断面PSと側面SFとの間の角度θが20°である。そして金属製ブッシュ2を下側のセンターピン16と上側のセンターピン15で挟み込む。その後、縮径用金型17〜20により所定の外径まで補強繊維集積体8を径方向に圧縮し、次に一対の圧縮用金型21及び22により補強繊維集積体8を所定厚さまで軸線方向に圧縮する。これにより円筒状の補強繊維集積体8を金属製ブッシュ2に設けた突出部4Aと一体化させる。これを乾燥して補強用繊維基材5を得る。
【0056】
次に図7に示すように、上記の工程で得られた金属製ブッシュ2と一体化した補強用繊維基材5を200℃に加熱した成形金型27に配置して型締めする。そして、成形金型27内部を圧力90kPa以下に減圧した後、1,3−PBO(三国製薬工業(株)製)68.6質量部、MDA(三井化学(株)製)31.4質量部を混合した樹脂を温度140℃で溶解し、オクチルブロマイド1質量部を加えて撹拌した樹脂を金型27内部に注入して補強用繊維基材5に含浸させ、成形金型27内で加熱硬化し歯車素材を得る。この歯車素材を切削加工により歯を形成することにより樹脂製歯車を得る。
【0057】
実施例2
実施例1において、繊維チョップとしては、アスペクト比200のパラ系アラミド繊維“帝人(株)製「テクノーラ(商標)」”を50質量%、アスペクト比200のメタ系アラミド繊維“帝人(株)製「コーネックス(商標)」”を45質量%、そしてフリーネス値300mlまでフィブリル化処理した微細繊維“デュポン(株)製「ケブラー(商標)」”を5質量%としたものを用いる。この条件以外は、実施例1と同様にして樹脂製歯車を得る。
【0058】
実施例3
実施例1において、フリーネス値300mlまでフィブリル化処理した微細繊維“デュポン(株)製「ケブラー(商標)」”の配合割合を0質量%とする以外は、実施例1と同様にして樹脂製歯車を得る。
【0059】
実施例4
実施例1において、フリーネス値300mlまでフィブリル化処理した微細繊維“デュポン(株)製「ケブラー(商標)」”の配合割合を30質量%とする以外は、実施例1と同様にして樹脂製歯車を得る。
【0060】
実施例5
実施例1において、樹脂製成形体に対する補強繊維の繊維総量が20体積%とする以外は、実施例1と同様にして樹脂製歯車を得る。
【0061】
実施例6
実施例1において、樹脂製成形体に対する補強繊維の繊維総量が30体積%とする以外は、実施例1と同様にして樹脂製歯車を得る。
【0062】
実施例7
実施例1において、樹脂製成形体に対する補強繊維の繊維総量が50体積%とする以外は、実施例1と同様にして樹脂製歯車を得る。
【0063】
実施例8
実施例1において、アスペクト比40の繊維チョップを使用する以外は、実施例1と同様にして樹脂製歯車を得る。
【0064】
実施例9
実施例1において、アスペクト比100の繊維チョップを使用する以外は、実施例1と同様にして樹脂製歯車を得る。
【0065】
実施例10
実施例1において、アスペクト比800の繊維チョップを使用する以外は、実施例1と同様にして樹脂製歯車を得る。
【0066】
実施例11
実施例1において、アスペクト比1200の繊維チョップを使用する以外は、実施例1と同様にして樹脂製歯車を得る。
【0067】
実施例12
実施例1において、フリーネス値150mlまでフィブリル化処理した微細繊維“デュポン(株)製「ケブラー(商標)」”を使用する以外は、実施例1と同様にして樹脂製歯車を得る。
【0068】
実施例13
実施例1において、フリーネス値350mlまでフィブリル化処理した微細繊維“デュポン(株)製「ケブラー(商標)」”を使用する以外は、実施例1と同様にして樹脂製歯車を得る。
【0069】
実施例14
金属製ブッシュ2の外周面の突出部4がアンダーカット形状でないストレート形状の金属製ブッシュを使用する以外は、実施例1と同様にして樹脂製歯車を得る。
【0070】
比較例1
パラ系アラミド繊維とメタ系アラミド繊維の混紡糸(パラ系アラミド繊維混紡量:45質量%)で編んだ丸編み筒状体を準備する。この筒状体を軸方向に端部より巻き上げてリング状に整える。さらに図8に示すように、断面が矩形になるように金型でプレス成形した補強用繊維基材8´を2個用いる。金属製ブッシュ2に設けた突出部4Aを2つの補強用繊維基材8´で挟み込み、加熱した成形金型41に配置して型締めをする。その後の工程は、実施例1と同様にして、樹脂製歯車51を製造する。この比較例は、特許文献1に記載の方法により製造するものである。
【0071】
比較例2
金属製ブッシュ2の外周面の突出部4がアンダーカット形状でないストレート形状の金属製ブッシュを使用する以外は、比較例1と同様にして樹脂製歯車を得る。
【0072】
比較例3
図6に示す抄造金型25を用いてプレート状集積体を作成した。抄造金型25は、底面部25Aのみ金網で構成されており、金網は#70のシート状メッシュである。この抄造金型25に、実施例1と同様の繊維配合、濃度でタンク21内で水中に分散させた繊維チョップを導入して、脱水を行い、厚み20mm〜30mmの集積物26′を得る。集積物26′を乾燥した後、外径φ80mm×内径φ55mmのリング状に打ち抜き、筒状の補強繊維集積体8を得る。樹脂製回転体を作製する際は補強繊維集積体8を2個使用する。なお、補強繊維集積体8を用いて樹脂製回転体を作成した場合の樹脂成形体に対する補強繊維の体積が40体積%となるように、補強繊維の投入量を計算している。
【0073】
上記の工程で得られた補強繊維集積体8を2個使用し、図8に示すように、金属製ブッシュ2に設けた突出部4Aを挟み込み、加熱した成形金型41内に配置して型締めをする。その後の工程は、実施例1と同様にして、樹脂製歯車を製造する。
【0074】
比較例4
金属製ブッシュ2の外周面の突出部4がアンダーカット形状でないストレート形状の金属製ブッシュを使用する以外は、比較例3と同様にして樹脂製歯車を得る。
【0075】
上記実施例1〜16および比較例1〜4に示す方法で作製した樹脂製歯車を用いてねじり強度、ボス抜き強度及びモータリング耐久寿命を測定した結果を表2に示す。測定方法は以下に示すとおりである。
【0076】
ねじり強度:図9に示すように固定した鋼ギヤ52に上記実施例及び比較例で製造した樹脂製歯車51を噛み合わせる。樹脂製歯車51の軸に取り付けられた長さLのアーム54に荷重を加え、樹脂製歯車51が破壊に至る最大荷重を測定した。この測定値と下記式によりねじり強度を算出した。
【0077】
ねじり強度(N)=破壊加重(N)×[アーム長さL(mm)/ギヤ基準ピッチ円半径mm]]
ボス抜け強度:図10に示すように樹脂部のみに接し、かつ金属製ブッシュ2の外径サイズより大きい内径の円筒形状の台55の上に樹脂製歯車51を配置する。上方より金属製ブッシュ2を押さえる金具56を金属製ブッシュ2上に取付け、金具56に荷重を加えて、樹脂製歯車51が破壊に至る最大荷重を測定した。
【0078】
モータリング耐久寿命:表1に示す試験条件により樹脂製歯車51を連続回転させ、樹脂製歯車51が破壊するまでの時間を測定した。
【表1】
【表2】
【0079】
アンダーカット部への繊維充填の効果:
実施例1、比較例1、比較例3の結果から明らかなように、本発明の実施例1のようにアンダーカット部分に繊維を強制的に充填すると、ボス抜き強度が向上する。
【0080】
基材界面有無の影響:実施例1、比較例2の結果から明らかなように、本発明の実施例1のように補強用繊維基材を1つのリングにすることによって補強用繊維基材中に界面が無くなりその結果モータリング耐久寿命が向上する。
【0081】
フィブリル化処理した微細繊維含有量による効果:
実施例1、3、及び4の結果より微細繊維含有量の差による影響はないことがわ分かる。またフィブリル化処理した微細繊維含有量が30重量%を超えると樹脂成形時に樹脂含浸不良が発生する。そのため微細繊維は30重量%以下が好ましい。
【0082】
補強繊維充填率の効果:
実施例1、実施例5〜7の結果より繊維充填量は30〜50体積%が好ましい。繊維充填量が50体積%を超えると樹脂成形時に樹脂含浸不良が発生する。
【0083】
アスペクト比の効果:
実施例1、実施例8〜11の結果よりアスペクト比は100〜1000が好ましいことが分かる。
【0084】
微細繊維フリーネス値の影響:
実施例1、実施例12、13の結果より微細繊維のフリーネス値による影響は無いことが分かる。
【0085】
アンダーカット有無の影響:
実施例1、実施例14、比較例2、比較例4の結果よりアンダーカットをつけることによって、ねじり強度、及びモータリング耐久寿命が向上することがわ分かる。
【0086】
上記実施の形態では、内部に境界面を形成しないように多数の補強繊維により構成され且つ中央部に金属製ブッシュの外周部が嵌る貫通孔を備えた筒状の補強繊維体を、補強用繊維集積体から形成した。しかしながら内部に境界面を有しない補強繊維体としては、図11に示すように、補強繊維が筒状に織られた又は編まれて形成された筒状体100を、その端部より裏返しながら巻き込みドーナツ状に形成した補強繊維体101を用いることができる。このような補強繊維体101を用いる場合も、前述の実施の形態と同様に、補強繊維体101を金属製ブッシュ2の外周部に嵌める。そして金属製ブッシュの外周部に嵌めた補強繊維体101を、金属製ブッシュの外周部に向かう方向と軸の軸線方向とに圧縮する。このようにすると1つの補強繊維体101を金属製ブッシュの外周部に向かう方向に圧縮する過程及び軸線方向に圧縮する過程で、補強繊維体の一部すなわち補強繊維により、ブッシュの回り止め部を完全に包むことができる。したがって従来のように、補強用繊維基材の内部に繊維層の境界面を形成することなく、補強用繊維基材と金属製ブッシュの回り止め部との結合強度を向上させることができる。
【図面の簡単な説明】
【0087】
【図1】模式的に示した本発明の樹脂製回転体の実施の形態の一例の縦断面図である。
【図2】(A)及び(B)は、金属製ブッシュの平面図及び縦断面図である。
【図3】補強繊維集積体の概略図である。
【図4】補強繊維集積体の製造に用いる抄造金型を示す概略図である。
【図5】(A)乃至(E)は、補強用繊維基材の成形工程を順番に示す図である。
【図6】(A)及び(B)は、プレート状集積体を製造する抄造金型の例とプレート状集積体から補強繊維集積体を製造する例を示す図である。
【図7】樹脂注入用の金型に樹脂製回転体成形用半加工品を配置した状態を示す説明図である。
【図8】比較例の樹脂製回転体を製造する場合の例を説明するために用いる図である。
【図9】ねじり強度を測定する装置の構成を示す図である。
【図10】ボス抜き強度を測定する装置の構成を示す図である。
【図11】補強繊維体を補強繊維が筒状に織られた又は編まれて形成された筒状体から形成する工程を示す図である。
【符号の説明】
【0088】
1 樹脂製回転体
2 金属製ブッシュ
3 貫通孔
4A 突出部(回り止め部)
5 補強用繊維基材
8 補強繊維集積体(補強繊維体)
【特許請求の範囲】
【請求項1】
外周部に1以上の回り止め部を有して、軸を中心にして回転する金属製ブッシュの前記外周部の外側位置に、前記外周部に嵌った状態で配置された補強用繊維基材を形成するステップと、
前記補強用繊維基材に樹脂を含浸させ、前記樹脂を硬化して樹脂成形体を形成するステップと備えてなる樹脂製回転体の製造方法であって、
前記補強用繊維基材を形成するステップは、
内部に境界面を形成しないように多数の補強繊維が集まって構成され且つ中央部に前記金属製ブッシュの前記外周部が嵌る貫通孔を備えた筒状の補強繊維集積体を形成するステップと、
前記補強繊維集積体を前記金属製ブッシュの前記外周部に嵌めるステップと、
前記金属製ブッシュの前記外周部に嵌めた前記補強繊維集積体を、前記金属製ブッシュの前記外周部に向かう方向と前記軸の軸線方向とに圧縮するステップとから形成することを特徴とする樹脂製回転体の製造方法。
【請求項2】
前記筒状の補強繊維集積体を形成するステップは、補強繊維チョップを水中分散させたスラリーを、10メッシュ以上250メッシュ以下の複数の貫通孔を備えた抄造金型を通して吸引しながら補強繊維チョップを集積させてプレート状集積体を形成するステップと、
前記プレート状集積体から前記筒状の補強繊維集積体を打ち抜くステップとからなる請求項1に記載の樹脂製回転体の製造方法。
【請求項3】
前記筒状の補強繊維集積体を形成するステップは、
内側筒体と、前記内側筒体と同心的に配置された外側筒体と、前記内側筒体及び前記外側筒体の下側端部間を連結する底部材とからなり、前記内側筒体、前記外側筒体及び前記底部材の少なくとも1つの部材に10メッシュ以上250メッシュ以下の複数の貫通孔が形成された抄造金型を用意するステップと、
補強繊維チョップを水中分散させたスラリーを、前記抄造金型を通して吸引しながら補強繊維チョップを前記底部材上に集積させて前記筒状の補強繊維集積体を形成するステップとからなる請求項1に記載の樹脂製回転体の製造方法。
【請求項4】
アスペクト比(繊維径に対する繊維長の比)が100から1000の前記補強繊維チョップを水中に0.3g/リットル以上20g/リットル以下に分散させた前記スラリーを用いることを特徴とする請求項1または2に記載の樹脂製回転体の製造方法。
【請求項5】
前記補強繊維がアラミド繊維をフィブリル化処理した微細繊維を含み、前記微細繊維のフリーネスが100ml以上400ml以下であって、前記微細繊維の含有量が前記補強繊維中の30質量%以下であることを特徴とする請求項3に記載の樹脂製回転体の製造方法。
【請求項6】
前記金属製ブッシュの前記外周部には、1以上の回り止め部が形成されており、
前記1以上の回り止め部は、前記軸の径方向に突出する複数の突出部からなり、
前記突出部は、前記軸線方向に沿って測定した頂部の厚さ寸法が基部の厚さ寸法よりも大きいアンダーカット形状であり、前記軸線方向に対向する前記突出部の側面の金属製ブッシュの仮想中心横断面に対する角度θが5°以上40°以下である請求項1乃至5のいずれか1項に記載の樹脂製回転体の製造方法。
【請求項7】
前記1以上の回り止め部は、前記金属製ブッシュの中央部分から前記軸の径方向に突出する複数の突出部からなり、
隣合う二つの前記突出部の間には凹部が形成され、
前記突出部と前記凹部とが、前記周方向に交互に並ぶように配置され、
前記突出部の前記中央部分からの前記突出寸法をh1とし、前記中央部分からの前記凹部の底部の高さ寸法をh2としたときに、h1>h2であるときに、
前記補強繊維チョップの長さが、0.5×h1mm及び1×h2mmの小さいほうの値以上であり、5×h1mm及び10×h2mmの大きいほうの値以下であることを特徴とする請求項1または2記載の樹脂製回転体の製造方法。
【請求項8】
前記圧縮するステップでは、前記金属製ブッシュを前記軸線方向両側から挟んで支持する一対のセンターピンと、前記一対のセンターピンにより支持された前記金属製ブッシュの前記径方向外側に配置されて前記補強繊維集積体を前記外周部に向かう方向に圧縮するために前記センターピンに向かって近づくように動作する複数の縮径用金型と、前記一対のセンターピンの外側に配置され且つ前記補強繊維集積体を前記軸線方向に圧縮するために、前記一対のセンターピンに沿って前記軸線方向に相対的に近づく動作をする一対の圧縮用金型とを用い、
前記複数の縮径用金型を動作させた後に、前記一対の圧縮用金型を動作させることを特徴とする請求項1に記載の樹脂製回転体の製造方法。
【請求項9】
外周部には1以上の回り止め部が形成されて、軸を中心にして回転する金属製ブッシュと、
前記金属製ブッシュの外周部の外側の位置に、前記外周部に嵌った状態で配置された補強用繊維基材と、
前記補強用繊維基材に樹脂が含浸され且つ前記樹脂が硬化して形成された樹脂成形体とを備えてなる樹脂製回転体であって、
前記補強用繊維基材は、内部に境界面を形成しないように多数の補強繊維が集まって構成され且つ中央部に前記金属製ブッシュの前記外周部が嵌る貫通孔を備えた筒状の補強繊維集積体が、前記金属製ブッシュの前記外周部に嵌った状態で、前記金属製ブッシュの前記外周部に向かう方向と前記軸の軸線方向とに圧縮されて形成されたものであることを特徴とする樹脂製回転体。
【請求項10】
前記回り止め部は、前記軸の径方向外側に向かって突出する突出部からなり、
前記突出部の前記軸線方向に測った厚み寸法は、前記金属製ブッシュの前記軸線方向に測った厚み寸法よりも小さく、
前記金属製ブッシュの前記外周部には、複数の前記突出部が前記軸の周方向に所定の間隔を開けて設けられ、
隣合う二つの前記突出部の間に形成される凹部に、前記補強用繊維基材の一部が嵌り込んでおり、しかも前記複数の突出部が前記補強用繊維基材内に埋まった状態にあることを特徴とする請求項9に記載の樹脂製回転体。
【請求項11】
前記回り止め部は、前記金属製ブッシュの中央部分から前記軸の径方向外側に向かって突出する複数の突出部からなり、
隣合う二つの前記突出部の間には凹部が形成され、
前記突出部と前記凹部とが、前記周方向に交互に並ぶように配置され、
前記突出部の前記中央部分からの前記突出寸法をh1とし、前記中央部分からの前記凹部の底部の高さ寸法をh2としたときに、h1>h2であるときに、
前記補強繊維の長さが、0.5×h1mm及び1×h2mmの小さいほうの値以上であり、5×h1mm及び10×h2mmの大きいほうの値以下であることを特徴とする請求項9に記載の樹脂製回転体。
【請求項12】
前記樹脂成形体に対する前記補強繊維の割合が、30体積%以上50体積%以下であることを特徴とする請求項9に記載の樹脂製回転体。
【請求項13】
前記樹脂成形体に機械加工が施されて複数の歯が形成されている請求項9乃至12のいずれか1項に記載の樹脂製回転体。
【請求項14】
外周部に1以上の回り止め部が形成され、軸を中心にして回転する金属製ブッシュを用意するステップと、
前記金属製ブッシュの前記外周部の外側の位置に、前記外周部に嵌った状態で配置された補強用繊維基材を形成するステップと備えてなる樹脂製回転体成形用半加工品の製造方法であって、
前記補強用繊維基材を形成するステップは、
内部に境界面を形成しないように多数の補強繊維が集まって構成され且つ中央部に前記金属製ブッシュの前記外周部が嵌る貫通孔を備えた筒状の補強繊維集積体を形成するステップと、
前記補強繊維集積体を前記金属製ブッシュの前記外周部に嵌めるステップと、
前記金属製ブッシュの前記外周部に嵌めた前記補強繊維集積体を、前記金属製ブッシュの前記外周部に向かう方向と前記軸の軸線方向とに圧縮するステップとから形成することを特徴とする樹脂製回転体成形用半加工品の製造方法。
【請求項15】
前記筒状の補強繊維集積体を形成するステップは、補強繊維チョップを水中分散させたスラリーを、10メッシュ以上250メッシュ以下の複数の貫通孔を備えた抄造金型を通して吸引しながら補強繊維チョップを集積させてプレート状集積体を形成するステップと、
前記プレート状集積体から前記筒状の補強繊維集積体を打ち抜くステップとからなる請求項14に記載の樹脂製回転体成形用半加工品の製造方法。
【請求項16】
前記筒状の補強繊維集積体を形成するステップは、
10メッシュ以上250メッシュ以下の複数の貫通孔を備えた内側筒体と、前記内側筒体と同心的に配置された10メッシュ以上250メッシュ以下の複数の貫通孔を備えた外側筒体と、前記内側筒体及び前記外側筒体の下側端部間を連結する10メッシュ以上250メッシュ以下の複数の貫通孔を備えた底部材とからなる抄造金型を用意するステップと、
補強繊維チョップを水中分散させたスラリーを、前記抄造金型を通して吸引しながら補強繊維チョップを前記底部材上に集積させて前記筒状の補強繊維集積体を形成するステップとからなる請求項14に記載の樹脂製回転体成形用半加工品の製造方法。
【請求項17】
外周部に1以上の回り止め部が形成されて軸を中心にして回転する金属製ブッシュと、
前記金属製ブッシュの前記外周部の外側の位置に、前記外周部に嵌った状態で配置された補強用繊維基材とを備えた樹脂製回転体成形用半加工品であって、
前記補強用繊維基材は、内部に境界面を形成しないように多数の補強繊維が集まって構成され且つ中央部に前記金属製ブッシュの前記外周部が嵌る貫通孔を備えた筒状の補強繊維集積体が、前記金属製ブッシュの前記外周部に嵌った状態で、前記金属製ブッシュの前記外周部に向かう方向と前記軸の軸線方向とに圧縮されて形成されたものであることを特徴とする樹脂製回転体成形用半加工品。
【請求項18】
前記回り止め部は、前記軸の径方向外側に向かって突出する突出部からなり、
前記突出部の前記軸線方向に測った厚み寸法は、前記金属製ブッシュの前記軸線方向に測った厚み寸法よりも小さく、
前記金属製ブッシュの前記外周部には、複数の前記突出部が前記軸の周方向に所定の間隔を開けて設けられ、
隣合う二つの前記突出部の間に形成される凹部に、前記補強用繊維基材の一部が嵌り込んでおり、しかも前記複数の突出部が前記補強用繊維基材内に埋まった状態にあることを特徴とする請求項17に記載の樹脂製回転体成形用半加工品。
【請求項19】
前記回り止め部は、前記金属製ブッシュの中央部分から前記軸の径方向外側に向かって複数の突出する突出部からなり、
隣り合う二つの前記突出部の間には凹部が形成され、
前記突出部と前記凹部とが、前記周方向に交互に並ぶように配置され、
前記突出部の前記中央部分からの前記突出寸法をh1とし、前記中央部分からの前記凹部の底部の高さ寸法をh2としたときに、h1>h2であるときに、
前記補強繊維の長さが、0.5×h1mm及び1×h2mmの小さいほうの値以上であり、5×h1mm及び10×h2mmの大きいほうの値以下であることを特徴とする請求項17に記載の樹脂製回転体成形用半加工品。
【請求項20】
径方向中央に金属製ブッシュを配置する構造を有し、補強繊維集積体を所定長さの外径まで径方向に圧縮する金型機構と、次に所定厚さまで軸方向に圧縮する金型機構とを有することを特徴とする補強用繊維基材成形用金型。
【請求項21】
前記金属製ブッシュを前記軸線方向両側から挟んで支持する一対のセンターピンと、前記一対のセンターピンにより支持された前記金属製ブッシュの前記径方向外側に配置されて補強繊維集積体を前記外周部に向かう方向に圧縮するために前記センターピンに向かって近づくように動作する複数の縮径用金型と、前記一対のセンターピンの外側に配置され且つ前記補強繊維集積体を前記軸線方向に圧縮するために、前記一対のセンターピンに沿って前記軸線方向に相対的に近づく動作をする一対の圧縮用金型とを備えてなる請求項20に記載の補強用繊維基材成形用金型。
【請求項22】
外周部に1以上の回り止め部を有して、軸を中心にして回転する金属製ブッシュの前記外周部の外側位置に、前記外周部に嵌った状態で配置された補強用繊維基材を形成するステップと、
前記補強用繊維基材に樹脂を含浸させ、前記樹脂を硬化して樹脂成形体を形成するステップと備えてなる樹脂製回転体の製造方法であって、
前記補強用繊維基材を形成するステップは、
内部に境界面を形成しないように多数の補強繊維により構成され且つ中央部に前記金属製ブッシュの前記外周部が嵌る貫通孔を備えた筒状の補強繊維体を形成するステップと、
前記補強繊維体を前記金属製ブッシュの前記外周部に嵌めるステップと、
前記金属製ブッシュの前記外周部に嵌めた前記補強繊維体を、前記金属製ブッシュの前記外周部に向かう方向と前記軸の軸線方向とに圧縮するステップとから形成することを特徴とする樹脂製回転体の製造方法。
【請求項23】
前記補強繊維用繊維基材は、多数の補強繊維が集まって構成された筒状の補強繊維集積体からなる請求項22に記載の樹脂製回転体の製造方法。
【請求項24】
前記補強用繊維基材は、前記補強繊維が筒状に織られた又は編まれて形成された筒状体を、その端部より裏返しながら巻き込みドーナツ状に形成したものである請求項22に記載の樹脂製回転体の製造方法。
【請求項1】
外周部に1以上の回り止め部を有して、軸を中心にして回転する金属製ブッシュの前記外周部の外側位置に、前記外周部に嵌った状態で配置された補強用繊維基材を形成するステップと、
前記補強用繊維基材に樹脂を含浸させ、前記樹脂を硬化して樹脂成形体を形成するステップと備えてなる樹脂製回転体の製造方法であって、
前記補強用繊維基材を形成するステップは、
内部に境界面を形成しないように多数の補強繊維が集まって構成され且つ中央部に前記金属製ブッシュの前記外周部が嵌る貫通孔を備えた筒状の補強繊維集積体を形成するステップと、
前記補強繊維集積体を前記金属製ブッシュの前記外周部に嵌めるステップと、
前記金属製ブッシュの前記外周部に嵌めた前記補強繊維集積体を、前記金属製ブッシュの前記外周部に向かう方向と前記軸の軸線方向とに圧縮するステップとから形成することを特徴とする樹脂製回転体の製造方法。
【請求項2】
前記筒状の補強繊維集積体を形成するステップは、補強繊維チョップを水中分散させたスラリーを、10メッシュ以上250メッシュ以下の複数の貫通孔を備えた抄造金型を通して吸引しながら補強繊維チョップを集積させてプレート状集積体を形成するステップと、
前記プレート状集積体から前記筒状の補強繊維集積体を打ち抜くステップとからなる請求項1に記載の樹脂製回転体の製造方法。
【請求項3】
前記筒状の補強繊維集積体を形成するステップは、
内側筒体と、前記内側筒体と同心的に配置された外側筒体と、前記内側筒体及び前記外側筒体の下側端部間を連結する底部材とからなり、前記内側筒体、前記外側筒体及び前記底部材の少なくとも1つの部材に10メッシュ以上250メッシュ以下の複数の貫通孔が形成された抄造金型を用意するステップと、
補強繊維チョップを水中分散させたスラリーを、前記抄造金型を通して吸引しながら補強繊維チョップを前記底部材上に集積させて前記筒状の補強繊維集積体を形成するステップとからなる請求項1に記載の樹脂製回転体の製造方法。
【請求項4】
アスペクト比(繊維径に対する繊維長の比)が100から1000の前記補強繊維チョップを水中に0.3g/リットル以上20g/リットル以下に分散させた前記スラリーを用いることを特徴とする請求項1または2に記載の樹脂製回転体の製造方法。
【請求項5】
前記補強繊維がアラミド繊維をフィブリル化処理した微細繊維を含み、前記微細繊維のフリーネスが100ml以上400ml以下であって、前記微細繊維の含有量が前記補強繊維中の30質量%以下であることを特徴とする請求項3に記載の樹脂製回転体の製造方法。
【請求項6】
前記金属製ブッシュの前記外周部には、1以上の回り止め部が形成されており、
前記1以上の回り止め部は、前記軸の径方向に突出する複数の突出部からなり、
前記突出部は、前記軸線方向に沿って測定した頂部の厚さ寸法が基部の厚さ寸法よりも大きいアンダーカット形状であり、前記軸線方向に対向する前記突出部の側面の金属製ブッシュの仮想中心横断面に対する角度θが5°以上40°以下である請求項1乃至5のいずれか1項に記載の樹脂製回転体の製造方法。
【請求項7】
前記1以上の回り止め部は、前記金属製ブッシュの中央部分から前記軸の径方向に突出する複数の突出部からなり、
隣合う二つの前記突出部の間には凹部が形成され、
前記突出部と前記凹部とが、前記周方向に交互に並ぶように配置され、
前記突出部の前記中央部分からの前記突出寸法をh1とし、前記中央部分からの前記凹部の底部の高さ寸法をh2としたときに、h1>h2であるときに、
前記補強繊維チョップの長さが、0.5×h1mm及び1×h2mmの小さいほうの値以上であり、5×h1mm及び10×h2mmの大きいほうの値以下であることを特徴とする請求項1または2記載の樹脂製回転体の製造方法。
【請求項8】
前記圧縮するステップでは、前記金属製ブッシュを前記軸線方向両側から挟んで支持する一対のセンターピンと、前記一対のセンターピンにより支持された前記金属製ブッシュの前記径方向外側に配置されて前記補強繊維集積体を前記外周部に向かう方向に圧縮するために前記センターピンに向かって近づくように動作する複数の縮径用金型と、前記一対のセンターピンの外側に配置され且つ前記補強繊維集積体を前記軸線方向に圧縮するために、前記一対のセンターピンに沿って前記軸線方向に相対的に近づく動作をする一対の圧縮用金型とを用い、
前記複数の縮径用金型を動作させた後に、前記一対の圧縮用金型を動作させることを特徴とする請求項1に記載の樹脂製回転体の製造方法。
【請求項9】
外周部には1以上の回り止め部が形成されて、軸を中心にして回転する金属製ブッシュと、
前記金属製ブッシュの外周部の外側の位置に、前記外周部に嵌った状態で配置された補強用繊維基材と、
前記補強用繊維基材に樹脂が含浸され且つ前記樹脂が硬化して形成された樹脂成形体とを備えてなる樹脂製回転体であって、
前記補強用繊維基材は、内部に境界面を形成しないように多数の補強繊維が集まって構成され且つ中央部に前記金属製ブッシュの前記外周部が嵌る貫通孔を備えた筒状の補強繊維集積体が、前記金属製ブッシュの前記外周部に嵌った状態で、前記金属製ブッシュの前記外周部に向かう方向と前記軸の軸線方向とに圧縮されて形成されたものであることを特徴とする樹脂製回転体。
【請求項10】
前記回り止め部は、前記軸の径方向外側に向かって突出する突出部からなり、
前記突出部の前記軸線方向に測った厚み寸法は、前記金属製ブッシュの前記軸線方向に測った厚み寸法よりも小さく、
前記金属製ブッシュの前記外周部には、複数の前記突出部が前記軸の周方向に所定の間隔を開けて設けられ、
隣合う二つの前記突出部の間に形成される凹部に、前記補強用繊維基材の一部が嵌り込んでおり、しかも前記複数の突出部が前記補強用繊維基材内に埋まった状態にあることを特徴とする請求項9に記載の樹脂製回転体。
【請求項11】
前記回り止め部は、前記金属製ブッシュの中央部分から前記軸の径方向外側に向かって突出する複数の突出部からなり、
隣合う二つの前記突出部の間には凹部が形成され、
前記突出部と前記凹部とが、前記周方向に交互に並ぶように配置され、
前記突出部の前記中央部分からの前記突出寸法をh1とし、前記中央部分からの前記凹部の底部の高さ寸法をh2としたときに、h1>h2であるときに、
前記補強繊維の長さが、0.5×h1mm及び1×h2mmの小さいほうの値以上であり、5×h1mm及び10×h2mmの大きいほうの値以下であることを特徴とする請求項9に記載の樹脂製回転体。
【請求項12】
前記樹脂成形体に対する前記補強繊維の割合が、30体積%以上50体積%以下であることを特徴とする請求項9に記載の樹脂製回転体。
【請求項13】
前記樹脂成形体に機械加工が施されて複数の歯が形成されている請求項9乃至12のいずれか1項に記載の樹脂製回転体。
【請求項14】
外周部に1以上の回り止め部が形成され、軸を中心にして回転する金属製ブッシュを用意するステップと、
前記金属製ブッシュの前記外周部の外側の位置に、前記外周部に嵌った状態で配置された補強用繊維基材を形成するステップと備えてなる樹脂製回転体成形用半加工品の製造方法であって、
前記補強用繊維基材を形成するステップは、
内部に境界面を形成しないように多数の補強繊維が集まって構成され且つ中央部に前記金属製ブッシュの前記外周部が嵌る貫通孔を備えた筒状の補強繊維集積体を形成するステップと、
前記補強繊維集積体を前記金属製ブッシュの前記外周部に嵌めるステップと、
前記金属製ブッシュの前記外周部に嵌めた前記補強繊維集積体を、前記金属製ブッシュの前記外周部に向かう方向と前記軸の軸線方向とに圧縮するステップとから形成することを特徴とする樹脂製回転体成形用半加工品の製造方法。
【請求項15】
前記筒状の補強繊維集積体を形成するステップは、補強繊維チョップを水中分散させたスラリーを、10メッシュ以上250メッシュ以下の複数の貫通孔を備えた抄造金型を通して吸引しながら補強繊維チョップを集積させてプレート状集積体を形成するステップと、
前記プレート状集積体から前記筒状の補強繊維集積体を打ち抜くステップとからなる請求項14に記載の樹脂製回転体成形用半加工品の製造方法。
【請求項16】
前記筒状の補強繊維集積体を形成するステップは、
10メッシュ以上250メッシュ以下の複数の貫通孔を備えた内側筒体と、前記内側筒体と同心的に配置された10メッシュ以上250メッシュ以下の複数の貫通孔を備えた外側筒体と、前記内側筒体及び前記外側筒体の下側端部間を連結する10メッシュ以上250メッシュ以下の複数の貫通孔を備えた底部材とからなる抄造金型を用意するステップと、
補強繊維チョップを水中分散させたスラリーを、前記抄造金型を通して吸引しながら補強繊維チョップを前記底部材上に集積させて前記筒状の補強繊維集積体を形成するステップとからなる請求項14に記載の樹脂製回転体成形用半加工品の製造方法。
【請求項17】
外周部に1以上の回り止め部が形成されて軸を中心にして回転する金属製ブッシュと、
前記金属製ブッシュの前記外周部の外側の位置に、前記外周部に嵌った状態で配置された補強用繊維基材とを備えた樹脂製回転体成形用半加工品であって、
前記補強用繊維基材は、内部に境界面を形成しないように多数の補強繊維が集まって構成され且つ中央部に前記金属製ブッシュの前記外周部が嵌る貫通孔を備えた筒状の補強繊維集積体が、前記金属製ブッシュの前記外周部に嵌った状態で、前記金属製ブッシュの前記外周部に向かう方向と前記軸の軸線方向とに圧縮されて形成されたものであることを特徴とする樹脂製回転体成形用半加工品。
【請求項18】
前記回り止め部は、前記軸の径方向外側に向かって突出する突出部からなり、
前記突出部の前記軸線方向に測った厚み寸法は、前記金属製ブッシュの前記軸線方向に測った厚み寸法よりも小さく、
前記金属製ブッシュの前記外周部には、複数の前記突出部が前記軸の周方向に所定の間隔を開けて設けられ、
隣合う二つの前記突出部の間に形成される凹部に、前記補強用繊維基材の一部が嵌り込んでおり、しかも前記複数の突出部が前記補強用繊維基材内に埋まった状態にあることを特徴とする請求項17に記載の樹脂製回転体成形用半加工品。
【請求項19】
前記回り止め部は、前記金属製ブッシュの中央部分から前記軸の径方向外側に向かって複数の突出する突出部からなり、
隣り合う二つの前記突出部の間には凹部が形成され、
前記突出部と前記凹部とが、前記周方向に交互に並ぶように配置され、
前記突出部の前記中央部分からの前記突出寸法をh1とし、前記中央部分からの前記凹部の底部の高さ寸法をh2としたときに、h1>h2であるときに、
前記補強繊維の長さが、0.5×h1mm及び1×h2mmの小さいほうの値以上であり、5×h1mm及び10×h2mmの大きいほうの値以下であることを特徴とする請求項17に記載の樹脂製回転体成形用半加工品。
【請求項20】
径方向中央に金属製ブッシュを配置する構造を有し、補強繊維集積体を所定長さの外径まで径方向に圧縮する金型機構と、次に所定厚さまで軸方向に圧縮する金型機構とを有することを特徴とする補強用繊維基材成形用金型。
【請求項21】
前記金属製ブッシュを前記軸線方向両側から挟んで支持する一対のセンターピンと、前記一対のセンターピンにより支持された前記金属製ブッシュの前記径方向外側に配置されて補強繊維集積体を前記外周部に向かう方向に圧縮するために前記センターピンに向かって近づくように動作する複数の縮径用金型と、前記一対のセンターピンの外側に配置され且つ前記補強繊維集積体を前記軸線方向に圧縮するために、前記一対のセンターピンに沿って前記軸線方向に相対的に近づく動作をする一対の圧縮用金型とを備えてなる請求項20に記載の補強用繊維基材成形用金型。
【請求項22】
外周部に1以上の回り止め部を有して、軸を中心にして回転する金属製ブッシュの前記外周部の外側位置に、前記外周部に嵌った状態で配置された補強用繊維基材を形成するステップと、
前記補強用繊維基材に樹脂を含浸させ、前記樹脂を硬化して樹脂成形体を形成するステップと備えてなる樹脂製回転体の製造方法であって、
前記補強用繊維基材を形成するステップは、
内部に境界面を形成しないように多数の補強繊維により構成され且つ中央部に前記金属製ブッシュの前記外周部が嵌る貫通孔を備えた筒状の補強繊維体を形成するステップと、
前記補強繊維体を前記金属製ブッシュの前記外周部に嵌めるステップと、
前記金属製ブッシュの前記外周部に嵌めた前記補強繊維体を、前記金属製ブッシュの前記外周部に向かう方向と前記軸の軸線方向とに圧縮するステップとから形成することを特徴とする樹脂製回転体の製造方法。
【請求項23】
前記補強繊維用繊維基材は、多数の補強繊維が集まって構成された筒状の補強繊維集積体からなる請求項22に記載の樹脂製回転体の製造方法。
【請求項24】
前記補強用繊維基材は、前記補強繊維が筒状に織られた又は編まれて形成された筒状体を、その端部より裏返しながら巻き込みドーナツ状に形成したものである請求項22に記載の樹脂製回転体の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2009−154339(P2009−154339A)
【公開日】平成21年7月16日(2009.7.16)
【国際特許分類】
【出願番号】特願2007−333209(P2007−333209)
【出願日】平成19年12月25日(2007.12.25)
【出願人】(000001203)新神戸電機株式会社 (518)
【Fターム(参考)】
【公開日】平成21年7月16日(2009.7.16)
【国際特許分類】
【出願日】平成19年12月25日(2007.12.25)
【出願人】(000001203)新神戸電機株式会社 (518)
【Fターム(参考)】
[ Back to top ]