
樹脂製容器の表面改質方法および樹脂製容器の表面改質装置
【課題】樹脂製容器2に、プラズマを噴射して親水性を高めるように表面改質を行う。
【解決手段】殺菌ホイール10に設けた複数の支持手段に樹脂製容器2を支持させて回転搬送し、電子線照射装置12の前面側を通過する際に電子線を照射して殺菌を行う。前記殺菌ホイール10に樹脂製容器2を供給する供給ホイール8の、容器搬送経路内に表面改質手段としてのプラズマ噴射装置20(20A、20B、20C)が配置されている。搬送される樹脂製容器2の口部2aの内外面にプラズマを噴射すると、表面が改質され親水性が向上する。その結果、樹脂製容器2の口部2aに体の一部が触れたときに、電子線の照射により滞留している電荷が流れやすくなり、静電気の発生が抑制される。
【解決手段】殺菌ホイール10に設けた複数の支持手段に樹脂製容器2を支持させて回転搬送し、電子線照射装置12の前面側を通過する際に電子線を照射して殺菌を行う。前記殺菌ホイール10に樹脂製容器2を供給する供給ホイール8の、容器搬送経路内に表面改質手段としてのプラズマ噴射装置20(20A、20B、20C)が配置されている。搬送される樹脂製容器2の口部2aの内外面にプラズマを噴射すると、表面が改質され親水性が向上する。その結果、樹脂製容器2の口部2aに体の一部が触れたときに、電子線の照射により滞留している電荷が流れやすくなり、静電気の発生が抑制される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂製容器の口部内外面を表面改質手段によって親水性を高めるように表面改質を行う樹脂製容器の表面改質方法および樹脂製容器の表面改質装置に関するものである。
【背景技術】
【0002】
PETボトル等の樹脂製容器に電子線を照射して殺菌すると、樹脂製容器が帯電することが従来から知られている。このように樹脂製容器が帯電すると埃や塵を引き寄せてしまうという問題が発生する。また、樹脂製容器の壁面の内部に電荷が滞留するとともに、直接電子線の照射を受ける外側の表面と、壁面を透過して内部側の表面に滞留する電荷の量が異なるため、内面と外面との間に大きな電位差が発生し、このことが原因で静電気が発生するという問題もあった。このような樹脂製容器の静電気は、プラズマを照射することによって表面を改質することで防止できることがすでに知られている(特許文献1参照)。
【0003】
前記特許文献1には、容器を収容するための空所を有し、真空チャンバーを兼ねる容器側電極と、この容器側電極と絶縁状態で容器の開口部上方に配置した口側電極と、容器の内部と外部にそれぞれガスを供給する内部ガス供給手段および外部ガス供給手段と、容器側電極に高周波を供給する高周波供給手段等を備えた構成が記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−105294号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
前記特許文献1に記載された構成では、真空チャンバーの内部に容器を収容し、容器の内部を原料ガスに置換するとともに、前記チャンバー内を放電ガスに置換した後、前記容器側電極に高周波を供給してプラズマを発生させることにより、容器の表面改質を行うようにしているので、搬送手段によって搬送している容器に電子線を照射する構成の装置には適用することができない。
【課題を解決するための手段】
【0006】
第1の発明に係る樹脂製容器の表面改質方法は、前記課題を解決するために成されたもので、樹脂製容器の口部内外面に表面改質手段によって、親水性を高める表面改質を行うことを特徴とするものである。
【0007】
また、第2の発明は、請求項1に記載の発明において、前記表面改質手段が、プラズマを照射することを特徴とするものである。
【0008】
さらに、第3の発明は、請求項1または請求項2に記載の発明において、前記樹脂製容器は、電子線照射により殺菌される樹脂製容器であって、電子線を照射する前、もしくは照射した後に、前記表面改質手段によって表面改質を行うことを特徴とするものである。
【0009】
また、第4の発明に係る樹脂製容器の表面改質装置は、樹脂製容器を搬送する搬送手段と、搬送される樹脂製容器の口部内外面に親水性を高める表面改質を行う表面改質手段を備えることを特徴とするものである。
【0010】
また、第5の発明は、請求項4に記載の発明において、前記表面改質手段が、プラズマ照射装置であることを特徴とするものである。
【0011】
また、第6の発明は、請求項4または請求項5に記載の発明において、前記表面改質手段が、搬送手段により搬送される樹脂製容器に電子線を照射することにより殺菌を行う電子線照射手段の上流側もしくは下流側に設けられることを特徴とするものである。
【発明の効果】
【0012】
本発明の樹脂製容器の表面改質方法および表面改質装置は、樹脂製容器に、プラズマ噴射装置等の表面改質手段によって樹脂製容器の表面を改質して親水性を向上させるので、樹脂製容器の口部において電荷が流れやすくなり、局所的な静電気の発生を抑制することができる。
【図面の簡単な説明】
【0013】
【図1】図1は電子線殺菌装置の全体の配置を簡略化して示す平面図である。(実施例1)
【図2】図2は供給ホイールに設けられたプラズマ噴射装置により容器にプラズマを噴射している状態を示す図である。
【発明を実施するための形態】
【0014】
樹脂製容器は搬送手段によって搬送されて電子線照射装置の前面に送られ、電子線照射装置から電子線を照射されて殺菌される。前記電子線照射装置よりも上流側または下流側には、例えば、プラズマ噴射手段のような樹脂製容器の表面を改質する表面改質手段が配置されており、樹脂製容器はこの表面改質手段によって口部の内外の表面が改質され、親水性が向上されるので、局所的な静電気の発生を抑制するという目的を達成する。
【実施例1】
【0015】
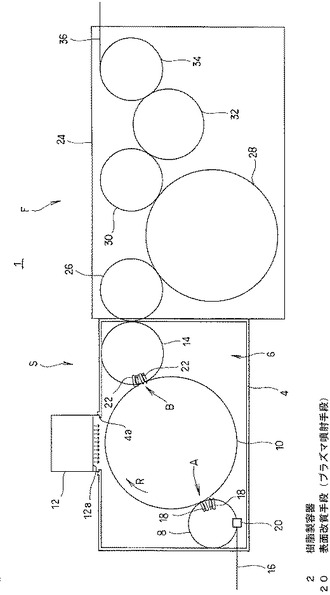
以下、図面に示す実施例により本発明を説明する。図1は一例として、容器を殺菌した後、液体を充填しキャッピングを行う殺菌充填装置であり(全体として符号1で示す)、図の左側が、本発明の一実施例に係る電子線殺菌装置を備えた殺菌ゾーンS、右側が充填およびキャッピングを行うゾーンF(以下、充填ゾーンと呼ぶ)である。殺菌ゾーンSは、樹脂製容器2(図2参照)に電子線を照射して殺菌する際に、電子線やX線(制動X線)が外部に漏れないように遮蔽する鉛製の壁面4によって囲まれた殺菌チャンバー6内に収容されている。この殺菌チャンバー6内には、入口側に配置された供給ホイール8と、この供給ホイール8から受け渡された容器2を回転搬送する殺菌ホイール10が設けられている。樹脂製容器2は、この殺菌ホイール10に設けられたボトル支持手段(図示せず)によって支持されて搬送される間に、電子線照射装置12の前面側を通過して電子線の照射を受けて殺菌される。電子線の照射を受けた樹脂製容器2は、殺菌チャンバー6の下流側に配置された排出ホイール14に受け渡されて、次の充填ゾーンFに送られる。
【0016】
前記殺菌ゾーンSで殺菌され、その下流側の充填ゾーンFにおいて液体等の内容物が充填される容器2は、PETボトル等の樹脂製の容器2である。この樹脂製容器2は、上部に円筒状の口部2aを備えている。この口部2aの下部寄りにフランジ2bが形成されており、このフランジ2bの上方または下方をグリッパによって把持し、あるいはフランジ2bの下面側を前記殺菌ホイール10のボトル支持手段やその他の支持手段等によって支持して、吊り下げた状態で搬送する。
【0017】
この樹脂製容器2は、エア搬送コンベヤ16によって連続的に搬送され、図示しないインフィードスクリュー等によって所定の間隔に切り離された後、前記殺菌チャンバー6の入口側に配置された供給ホイール8に引き渡される。供給ホイール8には、円周方向等間隔で複数のグリッパ18が設けられており、各グリッパ18が前記樹脂製容器2のフランジ2bよりも上方側を把持して搬送する。供給ホイール8のグリッパ18に保持されて回転搬送された樹脂製容器2は、次の殺菌ホイール10に引き渡される。なお、この実施例では、供給ホイール8の入口側にプラズマ噴射装置20が設置されている。このプラズマ噴射装置20については後に説明する。
【0018】
前記殺菌ホイール10には、円周方向等間隔で複数のボトル支持手段が設けられており、これら各ボトル支持手段が樹脂製容器2のフランジ2bの下面側を支持して搬送する。前記供給ホイール8と殺菌ホイール10とは同期回転しており、供給位置Aにおいて、供給ホイール8の各グリッパ18から殺菌ホイール10の各ボトル支持手段に樹脂製容器2が受け渡される。
【0019】
殺菌ホイール10の各ボトル支持手段に支持されて回転搬送される樹脂製容器2は、電子線照射装置12の前方を通過し、その間に上下方向の全長に亘って全体的に電子線照射装置12から電子線の照射を受けて殺菌される。殺菌された樹脂製容器2は、その下流側の排出ホイール14に引き渡される。排出ホイール14は外周部に円周方向等間隔で複数のグリッパ22が設けられており、これら各グリッパ22が、前記殺菌ホイール10のボトル支持手段が支持している樹脂製容器2の、フランジ2bよりも上部を把持して受け取る。排出ホイール14も前記殺菌ホイール10と同期回転しており、排出位置Bにおいて、殺菌ホイール10の各ボトル支持手段から排出ホイール14の各グリッパ22に樹脂製容器2が受け渡される。排出ホイール14のグリッパ22に把持された樹脂製容器2は、殺菌チャンバー6に隣接して設けられた次のチャンバー(充填ゾーンFのチャンバー24)の入口側に配置されている受け取りホイール26の容器支持手段(図示せず)に受け渡されて次の工程に送られる。
【0020】
前記殺菌チャンバー6の一方の壁面(図1の上方の壁面)に開口部4aが形成され、この開口部4aに電子線照射装置12が取り付けられている。この電子線照射装置12は、図示はしないが、樹脂製容器2に電子線を照射する真空チャンバー(加速チャンバー)を備えており、周知のように、真空チャンバー内の真空中でフィラメントを加熱して熱電子を発生させ、高電圧によって電子を加速して高速の電子線ビームにした後、照射窓12aに取り付けてあるTi等の金属製の窓箔を通して大気中に取り出して被処理物(この実施例では樹脂製容器2)に電子線を当てて殺菌等の処理を行う。
【0021】
前記殺菌ホイール10のボトル支持手段に支持されて搬送されている樹脂製容器2が、電子線照射装置12から電子線を照射されて殺菌された後、排出ホイール14のグリッパ22に受け渡されて回転搬送される。前記殺菌ゾーンSの殺菌チャンバー6に隣接して、充填ゾーンFのチャンバー24が配置されており、殺菌ゾーンSの排出ホイール14によって回転搬送された樹脂製容器2は、充填ゾーンFのチャンバー24の入口側に配置された受け取りホイール26に受け渡される。受け取りホイール26に受け渡された樹脂製容器2は、回転搬送されて次のフィラ28に供給される。
【0022】
受け取りホイール26から樹脂製容器2を受け取ったフィラ28は、この樹脂製容器2を保持して回転搬送する間に液体等の内容物の充填を行う。フィラ28において充填が終了した樹脂製容器2は、フィラ28の排出ホイールと次のキャッパの供給ホイールとを兼ねた中間ホイール30によって取り出され、キャッパ32に供給される。キャッパ32においてキャッピングが行われた樹脂製容器2は、キャッパ32からの排出ホイール34によって取り出されて、排出コンベヤ36によって排出され次の工程に送られる。
【0023】
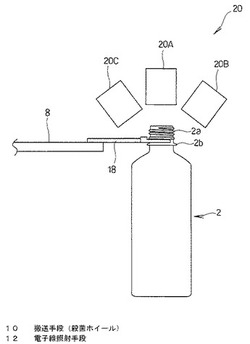
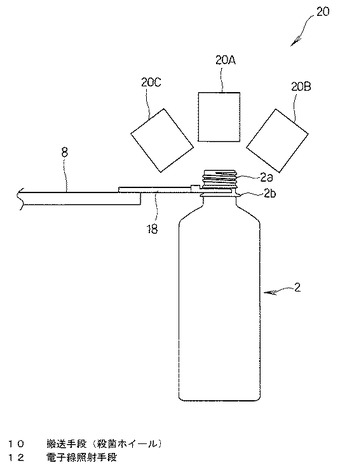
前記供給ホイール8の入り口付近に3台のプラズマ噴射装置20(20A、20B、20C)が設けられている(図2参照)。供給ホイール8の外周部に円周方向等間隔で複数のグリッパ18が設けられており、各グリッパ18が前記樹脂製容器2のフランジ2bよりも上方側を把持して搬送する。この樹脂製容器2の中心が通過する搬送経路の上方に、直下方向にプラズマを噴射する第1プラズマ噴射装置20Aが、そして、樹脂製容器2の搬送経路の半径方向外方側と内方側にそれぞれ、第2、第3のプラズマ噴射装置20B、20Cが設置されている。これら第2および第3のプラズマ噴射装置20B、20Cは、樹脂製容器2の口部2aの外面側にプラズマを噴射するように配置されている。従って、供給ホイール8によって搬送されている樹脂製容器2は、これら3台のプラズマ噴射装置20A、20B、20Cによって、樹脂製容器2の口部2aの内面と口部2bの外面全域に亘ってプラズマが照射される。プラズマ噴射装置20(20A、20B、20C)は、高電圧アークプラズマ放電と空気を用い、大気中でプラズマ放電を発生させる。そのプラズマ放電電子を直接樹脂製容器2の口部2aの内外面に照射することにより、表面改質を行い親水性を高める。
【0024】
以上の構成に係る殺菌充填装置1の作動について説明する。この殺菌充填装置1の上流側の殺菌ゾーンSに設けられている電子線殺菌装置で殺菌される樹脂製容器2は、エア搬送コンベヤ16によって搬送され、所定の間隔にピッチ切りされた後、鉛製の壁面4で囲まれた殺菌チャンバー6内に搬入される。殺菌チャンバー6の入口側に配置された供給ホイール8は、円周方向等間隔で複数のグリッパ18が設けられており、外部から搬入された樹脂製容器2の円筒状口部2aの下部寄りに形成されているフランジ2bの上方側をグリップする。グリッパ18に保持された樹脂製容器2は、供給ホイール8の回転によって回転搬送される。
【0025】
供給ホイール8の入口部の上方にプラズマ噴射装置20(20A、20B、20C)が設けられており、グリッパ18に保持されている樹脂製容器2の口部2aの内外面に、これらプラズマ噴射装置20A、20B、20Cからプラズマ放電電子が照射される。樹脂製容器2の口部2aは、内外面全域がプラズマの照射によって親水性が向上し、プラズマを照射しない場合と比較して電荷が流れやすい状態になる。プラズマが照射された樹脂製容器2は、殺菌ホイール10への供給位置Aで、供給ホイール8のグリッパ18から殺菌ホイール10に設けられたボトル支持手段(図示せず)に受け渡される。
【0026】
殺菌ホイール10の回転により、ボトル支持手段に支持されている樹脂製容器2が図1の矢印R方向に回転搬送されて電子線照射装置12の前面側に到達する。ボトル支持手段に支持された樹脂製容器2が、電子線照射装置16の照射窓12aの前方側を移動する間に電子線の照射を受けて殺菌される。
【0027】
電子線照射装置12の前面側を通過する間に電子線の照射を受けて殺菌された樹脂製容器2は、殺菌ホイール10のボトル支持手段に支持されて回転搬送され、次の排出ホイール14に引き渡される。ボトル支持手段にフランジ2bの下方側を支持されている樹脂製容器2は、排出位置Bにおいて、排出ホイール14に設けられているグリッパ22に受け渡されてフランジ2bの上方側を把持される。排出ホイール14のグリッパ22に保持されて回転搬送された樹脂製容器2は、次のチャンバー(充填ゾーンFのチャンバー24)の入口側に配置された受け取りホイール26に受け渡される。
【0028】
前記受け取りホイール26に保持された樹脂製容器2は、次のフィラ28に供給される。このフィラ28内で回転搬送されつつ内部に液体が充填される。液体が充填された樹脂製容器2は、中間ホイール30を介してキャッパ32に送られ、キャッピングが行われた後、排出ホイール34に取り出されて排出コンベヤ36上に排出され、この排出コンベヤ36によって次の工程へ送られる。この実施例装置によって殺菌され、内部に液体が充填された後キャッピングが行われた樹脂製容器2は、以下のような効果を奏する。プラズマが照射されると、樹脂製容器2の素材の表面が改質され親水性が向上する。親水性が向上すると電荷が流れやすくなり、局所的な静電気の発生が抑制される。つまり、通常は、樹脂製容器2に手や口が触れた際に、樹脂製容器2の口部内外面は電荷が流れないため、液体が手や口に触れた瞬間に外面と内面に発生する電位差に相当する電荷が流れるが、この実施例に係る表面改質装置でプラズマを噴射した樹脂製容器2の口部内外面は、親水性を高めることによって液体が付着しやすい状態となっている。そのため、樹脂製容器2に手や口などが触れて内部の液体が手や口に触れる前に電荷が流れることになる。しかも、表面改質により親水性が高められた口部内外面は液体と比較すると抵抗が大きく電荷が流れにくいので、流れる電荷の速度は液体を介して流れる場合と比較して遅くなり、電荷の影響による刺激を低減することができる。なお、この実施例では、供給ホイール8による樹脂製容器2の搬送経路にプラズマ噴射装置20を配置し、電子線照射装置12から樹脂製容器2に電子線を照射する前にプラズマの噴射を行ったが、必ずしも電子線の照射の前にプラズマを噴射するものに限定されるものではなく、例えば、キャッパ32の上流側に配置された排出ホイール14や中間ホイール30の搬送経路にプラズマ噴射装置を設けて、電子線の照射の後でプラズマを噴射するようにしてもよい。また、この実施例では、プラズマを噴射することにより樹脂製容器2の表面改質を行ったが、表面改質をする手段はプラズマの噴射に限るものではなく、その他、コロナ放電や電子線の照射等によっても表面改質を行うことができる。また、電子線照射により殺菌された樹脂製容器に限定されるものではなく、搬送手段により搬送されている樹脂製容器や静電気の発生しやすいテフロン(登録商標)や塩化ビニル、ポリエチレン等の樹脂製容器等様々な材質や形状の樹脂製容器の表面改質に適用することも可能である。
【符号の説明】
【0029】
2 樹脂製容器
10 搬送手段(殺菌ホイール)
12 電子線照射手段
20 表面改質手段(プラズマ噴射手段)
【技術分野】
【0001】
本発明は、樹脂製容器の口部内外面を表面改質手段によって親水性を高めるように表面改質を行う樹脂製容器の表面改質方法および樹脂製容器の表面改質装置に関するものである。
【背景技術】
【0002】
PETボトル等の樹脂製容器に電子線を照射して殺菌すると、樹脂製容器が帯電することが従来から知られている。このように樹脂製容器が帯電すると埃や塵を引き寄せてしまうという問題が発生する。また、樹脂製容器の壁面の内部に電荷が滞留するとともに、直接電子線の照射を受ける外側の表面と、壁面を透過して内部側の表面に滞留する電荷の量が異なるため、内面と外面との間に大きな電位差が発生し、このことが原因で静電気が発生するという問題もあった。このような樹脂製容器の静電気は、プラズマを照射することによって表面を改質することで防止できることがすでに知られている(特許文献1参照)。
【0003】
前記特許文献1には、容器を収容するための空所を有し、真空チャンバーを兼ねる容器側電極と、この容器側電極と絶縁状態で容器の開口部上方に配置した口側電極と、容器の内部と外部にそれぞれガスを供給する内部ガス供給手段および外部ガス供給手段と、容器側電極に高周波を供給する高周波供給手段等を備えた構成が記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−105294号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
前記特許文献1に記載された構成では、真空チャンバーの内部に容器を収容し、容器の内部を原料ガスに置換するとともに、前記チャンバー内を放電ガスに置換した後、前記容器側電極に高周波を供給してプラズマを発生させることにより、容器の表面改質を行うようにしているので、搬送手段によって搬送している容器に電子線を照射する構成の装置には適用することができない。
【課題を解決するための手段】
【0006】
第1の発明に係る樹脂製容器の表面改質方法は、前記課題を解決するために成されたもので、樹脂製容器の口部内外面に表面改質手段によって、親水性を高める表面改質を行うことを特徴とするものである。
【0007】
また、第2の発明は、請求項1に記載の発明において、前記表面改質手段が、プラズマを照射することを特徴とするものである。
【0008】
さらに、第3の発明は、請求項1または請求項2に記載の発明において、前記樹脂製容器は、電子線照射により殺菌される樹脂製容器であって、電子線を照射する前、もしくは照射した後に、前記表面改質手段によって表面改質を行うことを特徴とするものである。
【0009】
また、第4の発明に係る樹脂製容器の表面改質装置は、樹脂製容器を搬送する搬送手段と、搬送される樹脂製容器の口部内外面に親水性を高める表面改質を行う表面改質手段を備えることを特徴とするものである。
【0010】
また、第5の発明は、請求項4に記載の発明において、前記表面改質手段が、プラズマ照射装置であることを特徴とするものである。
【0011】
また、第6の発明は、請求項4または請求項5に記載の発明において、前記表面改質手段が、搬送手段により搬送される樹脂製容器に電子線を照射することにより殺菌を行う電子線照射手段の上流側もしくは下流側に設けられることを特徴とするものである。
【発明の効果】
【0012】
本発明の樹脂製容器の表面改質方法および表面改質装置は、樹脂製容器に、プラズマ噴射装置等の表面改質手段によって樹脂製容器の表面を改質して親水性を向上させるので、樹脂製容器の口部において電荷が流れやすくなり、局所的な静電気の発生を抑制することができる。
【図面の簡単な説明】
【0013】
【図1】図1は電子線殺菌装置の全体の配置を簡略化して示す平面図である。(実施例1)
【図2】図2は供給ホイールに設けられたプラズマ噴射装置により容器にプラズマを噴射している状態を示す図である。
【発明を実施するための形態】
【0014】
樹脂製容器は搬送手段によって搬送されて電子線照射装置の前面に送られ、電子線照射装置から電子線を照射されて殺菌される。前記電子線照射装置よりも上流側または下流側には、例えば、プラズマ噴射手段のような樹脂製容器の表面を改質する表面改質手段が配置されており、樹脂製容器はこの表面改質手段によって口部の内外の表面が改質され、親水性が向上されるので、局所的な静電気の発生を抑制するという目的を達成する。
【実施例1】
【0015】
以下、図面に示す実施例により本発明を説明する。図1は一例として、容器を殺菌した後、液体を充填しキャッピングを行う殺菌充填装置であり(全体として符号1で示す)、図の左側が、本発明の一実施例に係る電子線殺菌装置を備えた殺菌ゾーンS、右側が充填およびキャッピングを行うゾーンF(以下、充填ゾーンと呼ぶ)である。殺菌ゾーンSは、樹脂製容器2(図2参照)に電子線を照射して殺菌する際に、電子線やX線(制動X線)が外部に漏れないように遮蔽する鉛製の壁面4によって囲まれた殺菌チャンバー6内に収容されている。この殺菌チャンバー6内には、入口側に配置された供給ホイール8と、この供給ホイール8から受け渡された容器2を回転搬送する殺菌ホイール10が設けられている。樹脂製容器2は、この殺菌ホイール10に設けられたボトル支持手段(図示せず)によって支持されて搬送される間に、電子線照射装置12の前面側を通過して電子線の照射を受けて殺菌される。電子線の照射を受けた樹脂製容器2は、殺菌チャンバー6の下流側に配置された排出ホイール14に受け渡されて、次の充填ゾーンFに送られる。
【0016】
前記殺菌ゾーンSで殺菌され、その下流側の充填ゾーンFにおいて液体等の内容物が充填される容器2は、PETボトル等の樹脂製の容器2である。この樹脂製容器2は、上部に円筒状の口部2aを備えている。この口部2aの下部寄りにフランジ2bが形成されており、このフランジ2bの上方または下方をグリッパによって把持し、あるいはフランジ2bの下面側を前記殺菌ホイール10のボトル支持手段やその他の支持手段等によって支持して、吊り下げた状態で搬送する。
【0017】
この樹脂製容器2は、エア搬送コンベヤ16によって連続的に搬送され、図示しないインフィードスクリュー等によって所定の間隔に切り離された後、前記殺菌チャンバー6の入口側に配置された供給ホイール8に引き渡される。供給ホイール8には、円周方向等間隔で複数のグリッパ18が設けられており、各グリッパ18が前記樹脂製容器2のフランジ2bよりも上方側を把持して搬送する。供給ホイール8のグリッパ18に保持されて回転搬送された樹脂製容器2は、次の殺菌ホイール10に引き渡される。なお、この実施例では、供給ホイール8の入口側にプラズマ噴射装置20が設置されている。このプラズマ噴射装置20については後に説明する。
【0018】
前記殺菌ホイール10には、円周方向等間隔で複数のボトル支持手段が設けられており、これら各ボトル支持手段が樹脂製容器2のフランジ2bの下面側を支持して搬送する。前記供給ホイール8と殺菌ホイール10とは同期回転しており、供給位置Aにおいて、供給ホイール8の各グリッパ18から殺菌ホイール10の各ボトル支持手段に樹脂製容器2が受け渡される。
【0019】
殺菌ホイール10の各ボトル支持手段に支持されて回転搬送される樹脂製容器2は、電子線照射装置12の前方を通過し、その間に上下方向の全長に亘って全体的に電子線照射装置12から電子線の照射を受けて殺菌される。殺菌された樹脂製容器2は、その下流側の排出ホイール14に引き渡される。排出ホイール14は外周部に円周方向等間隔で複数のグリッパ22が設けられており、これら各グリッパ22が、前記殺菌ホイール10のボトル支持手段が支持している樹脂製容器2の、フランジ2bよりも上部を把持して受け取る。排出ホイール14も前記殺菌ホイール10と同期回転しており、排出位置Bにおいて、殺菌ホイール10の各ボトル支持手段から排出ホイール14の各グリッパ22に樹脂製容器2が受け渡される。排出ホイール14のグリッパ22に把持された樹脂製容器2は、殺菌チャンバー6に隣接して設けられた次のチャンバー(充填ゾーンFのチャンバー24)の入口側に配置されている受け取りホイール26の容器支持手段(図示せず)に受け渡されて次の工程に送られる。
【0020】
前記殺菌チャンバー6の一方の壁面(図1の上方の壁面)に開口部4aが形成され、この開口部4aに電子線照射装置12が取り付けられている。この電子線照射装置12は、図示はしないが、樹脂製容器2に電子線を照射する真空チャンバー(加速チャンバー)を備えており、周知のように、真空チャンバー内の真空中でフィラメントを加熱して熱電子を発生させ、高電圧によって電子を加速して高速の電子線ビームにした後、照射窓12aに取り付けてあるTi等の金属製の窓箔を通して大気中に取り出して被処理物(この実施例では樹脂製容器2)に電子線を当てて殺菌等の処理を行う。
【0021】
前記殺菌ホイール10のボトル支持手段に支持されて搬送されている樹脂製容器2が、電子線照射装置12から電子線を照射されて殺菌された後、排出ホイール14のグリッパ22に受け渡されて回転搬送される。前記殺菌ゾーンSの殺菌チャンバー6に隣接して、充填ゾーンFのチャンバー24が配置されており、殺菌ゾーンSの排出ホイール14によって回転搬送された樹脂製容器2は、充填ゾーンFのチャンバー24の入口側に配置された受け取りホイール26に受け渡される。受け取りホイール26に受け渡された樹脂製容器2は、回転搬送されて次のフィラ28に供給される。
【0022】
受け取りホイール26から樹脂製容器2を受け取ったフィラ28は、この樹脂製容器2を保持して回転搬送する間に液体等の内容物の充填を行う。フィラ28において充填が終了した樹脂製容器2は、フィラ28の排出ホイールと次のキャッパの供給ホイールとを兼ねた中間ホイール30によって取り出され、キャッパ32に供給される。キャッパ32においてキャッピングが行われた樹脂製容器2は、キャッパ32からの排出ホイール34によって取り出されて、排出コンベヤ36によって排出され次の工程に送られる。
【0023】
前記供給ホイール8の入り口付近に3台のプラズマ噴射装置20(20A、20B、20C)が設けられている(図2参照)。供給ホイール8の外周部に円周方向等間隔で複数のグリッパ18が設けられており、各グリッパ18が前記樹脂製容器2のフランジ2bよりも上方側を把持して搬送する。この樹脂製容器2の中心が通過する搬送経路の上方に、直下方向にプラズマを噴射する第1プラズマ噴射装置20Aが、そして、樹脂製容器2の搬送経路の半径方向外方側と内方側にそれぞれ、第2、第3のプラズマ噴射装置20B、20Cが設置されている。これら第2および第3のプラズマ噴射装置20B、20Cは、樹脂製容器2の口部2aの外面側にプラズマを噴射するように配置されている。従って、供給ホイール8によって搬送されている樹脂製容器2は、これら3台のプラズマ噴射装置20A、20B、20Cによって、樹脂製容器2の口部2aの内面と口部2bの外面全域に亘ってプラズマが照射される。プラズマ噴射装置20(20A、20B、20C)は、高電圧アークプラズマ放電と空気を用い、大気中でプラズマ放電を発生させる。そのプラズマ放電電子を直接樹脂製容器2の口部2aの内外面に照射することにより、表面改質を行い親水性を高める。
【0024】
以上の構成に係る殺菌充填装置1の作動について説明する。この殺菌充填装置1の上流側の殺菌ゾーンSに設けられている電子線殺菌装置で殺菌される樹脂製容器2は、エア搬送コンベヤ16によって搬送され、所定の間隔にピッチ切りされた後、鉛製の壁面4で囲まれた殺菌チャンバー6内に搬入される。殺菌チャンバー6の入口側に配置された供給ホイール8は、円周方向等間隔で複数のグリッパ18が設けられており、外部から搬入された樹脂製容器2の円筒状口部2aの下部寄りに形成されているフランジ2bの上方側をグリップする。グリッパ18に保持された樹脂製容器2は、供給ホイール8の回転によって回転搬送される。
【0025】
供給ホイール8の入口部の上方にプラズマ噴射装置20(20A、20B、20C)が設けられており、グリッパ18に保持されている樹脂製容器2の口部2aの内外面に、これらプラズマ噴射装置20A、20B、20Cからプラズマ放電電子が照射される。樹脂製容器2の口部2aは、内外面全域がプラズマの照射によって親水性が向上し、プラズマを照射しない場合と比較して電荷が流れやすい状態になる。プラズマが照射された樹脂製容器2は、殺菌ホイール10への供給位置Aで、供給ホイール8のグリッパ18から殺菌ホイール10に設けられたボトル支持手段(図示せず)に受け渡される。
【0026】
殺菌ホイール10の回転により、ボトル支持手段に支持されている樹脂製容器2が図1の矢印R方向に回転搬送されて電子線照射装置12の前面側に到達する。ボトル支持手段に支持された樹脂製容器2が、電子線照射装置16の照射窓12aの前方側を移動する間に電子線の照射を受けて殺菌される。
【0027】
電子線照射装置12の前面側を通過する間に電子線の照射を受けて殺菌された樹脂製容器2は、殺菌ホイール10のボトル支持手段に支持されて回転搬送され、次の排出ホイール14に引き渡される。ボトル支持手段にフランジ2bの下方側を支持されている樹脂製容器2は、排出位置Bにおいて、排出ホイール14に設けられているグリッパ22に受け渡されてフランジ2bの上方側を把持される。排出ホイール14のグリッパ22に保持されて回転搬送された樹脂製容器2は、次のチャンバー(充填ゾーンFのチャンバー24)の入口側に配置された受け取りホイール26に受け渡される。
【0028】
前記受け取りホイール26に保持された樹脂製容器2は、次のフィラ28に供給される。このフィラ28内で回転搬送されつつ内部に液体が充填される。液体が充填された樹脂製容器2は、中間ホイール30を介してキャッパ32に送られ、キャッピングが行われた後、排出ホイール34に取り出されて排出コンベヤ36上に排出され、この排出コンベヤ36によって次の工程へ送られる。この実施例装置によって殺菌され、内部に液体が充填された後キャッピングが行われた樹脂製容器2は、以下のような効果を奏する。プラズマが照射されると、樹脂製容器2の素材の表面が改質され親水性が向上する。親水性が向上すると電荷が流れやすくなり、局所的な静電気の発生が抑制される。つまり、通常は、樹脂製容器2に手や口が触れた際に、樹脂製容器2の口部内外面は電荷が流れないため、液体が手や口に触れた瞬間に外面と内面に発生する電位差に相当する電荷が流れるが、この実施例に係る表面改質装置でプラズマを噴射した樹脂製容器2の口部内外面は、親水性を高めることによって液体が付着しやすい状態となっている。そのため、樹脂製容器2に手や口などが触れて内部の液体が手や口に触れる前に電荷が流れることになる。しかも、表面改質により親水性が高められた口部内外面は液体と比較すると抵抗が大きく電荷が流れにくいので、流れる電荷の速度は液体を介して流れる場合と比較して遅くなり、電荷の影響による刺激を低減することができる。なお、この実施例では、供給ホイール8による樹脂製容器2の搬送経路にプラズマ噴射装置20を配置し、電子線照射装置12から樹脂製容器2に電子線を照射する前にプラズマの噴射を行ったが、必ずしも電子線の照射の前にプラズマを噴射するものに限定されるものではなく、例えば、キャッパ32の上流側に配置された排出ホイール14や中間ホイール30の搬送経路にプラズマ噴射装置を設けて、電子線の照射の後でプラズマを噴射するようにしてもよい。また、この実施例では、プラズマを噴射することにより樹脂製容器2の表面改質を行ったが、表面改質をする手段はプラズマの噴射に限るものではなく、その他、コロナ放電や電子線の照射等によっても表面改質を行うことができる。また、電子線照射により殺菌された樹脂製容器に限定されるものではなく、搬送手段により搬送されている樹脂製容器や静電気の発生しやすいテフロン(登録商標)や塩化ビニル、ポリエチレン等の樹脂製容器等様々な材質や形状の樹脂製容器の表面改質に適用することも可能である。
【符号の説明】
【0029】
2 樹脂製容器
10 搬送手段(殺菌ホイール)
12 電子線照射手段
20 表面改質手段(プラズマ噴射手段)
【特許請求の範囲】
【請求項1】
樹脂製容器の表面改質方法であって、
樹脂製容器の口部内外面に表面改質手段によって、親水性を高める表面改質を行うことを特徴とする樹脂製容器の表面改質方法。
【請求項2】
前記表面改質手段は、プラズマを照射することを特徴とする請求項1に記載の樹脂製容器の表面改質方法。
【請求項3】
前記樹脂製容器は、電子線照射により殺菌される樹脂製容器であって、電子線を照射する前、もしくは照射した後に、前記表面改質手段によって表面改質を行うことを特徴とする請求項1または請求項2に記載の樹脂製容器の表面改質方法。
【請求項4】
樹脂製容器を搬送する搬送手段と、搬送される樹脂製容器の口部内外面に親水性を高める表面改質を行う表面改質手段を備えることを特徴とする樹脂製容器の表面改質装置。
【請求項5】
前記表面改質手段は、プラズマ照射装置であることを特徴とする請求項5に記載の樹脂製容器の表面改質装置。
【請求項6】
前記表面改質手段は、搬送手段により搬送される樹脂製容器に電子線を照射することにより殺菌を行う電子線照射手段の上流側もしくは下流側に設けられることを特徴とする請求項4または請求項5に記載の樹脂製容器の表面改質装置。
【請求項1】
樹脂製容器の表面改質方法であって、
樹脂製容器の口部内外面に表面改質手段によって、親水性を高める表面改質を行うことを特徴とする樹脂製容器の表面改質方法。
【請求項2】
前記表面改質手段は、プラズマを照射することを特徴とする請求項1に記載の樹脂製容器の表面改質方法。
【請求項3】
前記樹脂製容器は、電子線照射により殺菌される樹脂製容器であって、電子線を照射する前、もしくは照射した後に、前記表面改質手段によって表面改質を行うことを特徴とする請求項1または請求項2に記載の樹脂製容器の表面改質方法。
【請求項4】
樹脂製容器を搬送する搬送手段と、搬送される樹脂製容器の口部内外面に親水性を高める表面改質を行う表面改質手段を備えることを特徴とする樹脂製容器の表面改質装置。
【請求項5】
前記表面改質手段は、プラズマ照射装置であることを特徴とする請求項5に記載の樹脂製容器の表面改質装置。
【請求項6】
前記表面改質手段は、搬送手段により搬送される樹脂製容器に電子線を照射することにより殺菌を行う電子線照射手段の上流側もしくは下流側に設けられることを特徴とする請求項4または請求項5に記載の樹脂製容器の表面改質装置。
【図1】


【図2】
【図2】
【公開番号】特開2012−91833(P2012−91833A)
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2010−241176(P2010−241176)
【出願日】平成22年10月27日(2010.10.27)
【出願人】(309007911)サントリーホールディングス株式会社 (307)
【出願人】(000253019)澁谷工業株式会社 (503)
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成22年10月27日(2010.10.27)
【出願人】(309007911)サントリーホールディングス株式会社 (307)
【出願人】(000253019)澁谷工業株式会社 (503)
[ Back to top ]