
樹脂製容器入り飲料の製造方法および樹脂製容器入り飲料
【課題】耐熱性を有する樹脂製容器が必要でなく、さらにより優れた殺菌効果を発揮する樹脂製容器入り飲料の製造方法を提供する。
【解決手段】本発明の樹脂製容器入り飲料の製造方法は、樹脂製容器の少なくとも内壁に、水酸化カリウムを0.1mol/L以上、0.5mol/L以下含む水酸化カリウム溶液を接触させて、前記内壁を殺菌する工程と、前記内壁が殺菌された前記容器内に、73℃以上、78℃以下の飲料を充填する工程と、を含む。
【解決手段】本発明の樹脂製容器入り飲料の製造方法は、樹脂製容器の少なくとも内壁に、水酸化カリウムを0.1mol/L以上、0.5mol/L以下含む水酸化カリウム溶液を接触させて、前記内壁を殺菌する工程と、前記内壁が殺菌された前記容器内に、73℃以上、78℃以下の飲料を充填する工程と、を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、殺菌された樹脂製容器内に飲料を充填する工程を含む樹脂製容器入り飲料の製造方法および樹脂製容器入り飲料に関する。
【背景技術】
【0002】
飲料の充填方法として、内壁が洗浄された樹脂製容器内に、殺菌された飲料を液温85℃程度で充填し、その熱を利用して容器内部の殺菌を行い、さらに転倒させることによりキャップ内面の殺菌を行う、ホットパック充填法が用いられている。特に、酸性飲料において、ホットパック充填法が一般的に行われている。
【0003】
この充填法においては、飲料を樹脂製容器に充填する際における飲料の温度が、85℃程度の高温となるため、この充填温度に耐え得る樹脂製容器を用いなければならない。このように、耐熱性を有する特殊な樹脂製容器を用いる必要があり、製造コストが増大する問題がある。
また、その他の飲料の充填方法として、高温で殺菌した飲料を、薬剤で殺菌し無菌水で洗浄した非耐熱性容器内に無菌環境下で充填し、そして密封するアセプティック充填法が挙げられる。この方法は、飲料の種類等の中身に制約がなく、かつ常温で樹脂製容器内に飲料を充填するため、香味等に優れた樹脂製容器入り飲料を得ることができる。さらに、アセプティック充填法は、飲料を常温で充填するため、非耐熱性の樹脂製容器を用いることができる。
しかしながら、アセプティック充填法においては、全ての微生物を滅菌した環境下で飲料を充填する必要があるため、簡便な方法で優れた殺菌効果を得る方法が求められていた。
【0004】
特許文献1には、ホットパック法において、容器の耐圧性に関する条件を緩和するとともに、アセプティック充填法において、設備の簡素化を図ることを目的とした充填方法が開示されている。具体的には、樹脂製容器の内壁を65℃〜100℃の熱水で加熱殺菌し、次いで、滅菌環境下において、加熱殺菌された飲料の液温を60℃〜70℃として容器内に充填する方法が記載されている。
【0005】
また、特許文献2には、アセプティック充填した樹脂製容器入り飲料において、加温販売する際の容器内内圧の上昇による容器膨張を抑制することができる方法が開示されている。当該文献においては、液温30℃〜70℃の飲料を、樹脂製容器に充填する工程が記載されている。
【特許文献1】特開2006−69624号公報(請求項2等)
【特許文献2】特開2003−261197号公報(請求項7等)
【発明の開示】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の方法においては、飲料が充填された樹脂容器を加熱殺菌する工程が不要であるが、耐圧性容器を用いないことを目的としていることから、樹脂製容器の内壁を65℃〜100℃の熱水で殺菌洗浄している。そのため、かかる温度に対して耐熱性を有する樹脂製容器が依然として必要であり、製造コストを低減させる点に依然として改良すべき点があった。また、加熱殺菌された飲料を60℃〜70℃として充填する旨記載されているが、細菌等が残存または混入した場合には、対象となる有害菌を死滅させることができず製品中に混入する可能性があった。
【0007】
特許文献2に記載の方法は、加温販売時の容器の膨張を低減させることを目的とするものである。その目的を達成するため、所定の形状とした耐熱性容器を用い、液温30℃〜70℃の飲料を樹脂製容器に充填する旨記載されている。当該文献においても、耐熱性を有する樹脂製容器が依然として必要であり、製造コストを低減させる点に依然として改良すべき点があった。また、加熱殺菌された飲料を30℃〜70℃として充填する旨記載されているが、細菌等が残存または混入した場合には、対象となる有害菌を死滅させることができず製品中にする混入する可能性があった。
【0008】
本発明はこのような課題に鑑みてなされたものであり、85℃以上もの高温に対する耐熱性を有する樹脂製容器が必要でなく、さらにより優れた殺菌効果を発揮する樹脂製容器入り飲料の製造方法および樹脂製容器入り飲料を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明によれば、樹脂製容器の少なくとも内壁に、水酸化カリウムを0.1mol/L以上、0.5mol/L以下含む水酸化カリウム溶液を接触させて、前記内壁を殺菌する工程と、前記内壁が殺菌された前記樹脂製容器内に、73℃以上、78℃以下の飲料を充填する工程と、を含む樹脂製容器入り飲料の製造方法が提供される。
【0010】
この発明によれば、水酸化カリウムを0.1mol/L以上含む水酸化カリウム溶液を樹脂製容器の内壁に接触させているため、優れた殺菌効果を得ることができる。また、水酸化カリウム濃度を0.5mol/L以下とすることで、水酸化カリウム溶液を取り扱いやすいものとするとともに、水酸化カリウム溶液を容易に除去することができる。
【0011】
さらに、この発明によれば、殺菌された樹脂製容器内に、73℃以上、78℃以下の液温の飲料を充填する。充填する際の飲料の温度を73℃以上とすることにより、容器内や飲料に対する殺菌効果を向上させることができる。さらに、充填する際の飲料の温度を78℃以下とすることにより、耐熱性を有する樹脂製容器が必要でなく、耐熱性の低い容器であっても、熱による容器の変形や、変色が生じることがない。
【0012】
飲料を充填する前記工程が、有害菌が滅菌された環境下において前記樹脂製容器内に前記飲料を充填する工程を含む、ことが好ましい。
有害菌が滅菌された環境下において充填工程を行うことにより、製品に細菌等が混入することを効果的に抑制することができる。
なお、有害菌が滅菌された環境下とは、対象となる飲料中で増殖する菌がほとんど存在しないように管理された環境を意味し、酸性飲料においては、カビや酵母がほとんど存在しないように管理された環境を意味する。
【0013】
本発明における前記飲料は非炭酸飲料であってもよく、さらに酸性飲料であってもよい。
カビや酵母は、pHが酸性側であっても増殖するため、酸性飲料においてこれらを死滅させることが必要である。本発明のように73℃以上、78℃以下の液温の飲料を樹脂製容器に充填することにより、飲料および樹脂製容器内のカビや酵母をほとんど死滅させることができ、製品への混入を抑制することができる。
【0014】
前記樹脂製容器が、ポリエチレンテレフタレート製容器であってもよい。
本発明によれば、85℃以上もの高温に対して耐熱性が低いポリエチレンテレフタレート製容器であっても、熱による容器の変形や、変色を抑制することができる。
【0015】
本発明の製造方法においては、飲料を充填する前記工程の前に、前記飲料を加熱殺菌する工程を含むことが好ましく、さらに前記樹脂製容器の蓋の少なくとも内壁を殺菌する工程を含むことが好ましい。
【0016】
飲料および樹脂製容器内を密封する蓋を予め殺菌することにより、飲料を充填する際における細菌等の混入を効果的に抑制することができる。
【0017】
前記飲料を充填する前記工程が、有害菌が滅菌された環境下において、前記飲料が充填された前記樹脂製容器内を前記蓋で密封する工程と、前記飲料が充填された前記樹脂製容器を傾けることにより、前記蓋の内壁に前記飲料を接液させて該内壁を殺菌する工程と、を含むことが好ましい。
【0018】
飲料を充填する工程において、樹脂製容器内を密封する蓋の内壁を殺菌することにより、製品内への細菌等の混入を効果的に抑制することができる。
【0019】
さらに、本発明によれば、上記の製造方法により製造された樹脂製容器入り飲料が提供される。
【発明の効果】
【0020】
本発明によれば、85℃もの高温に対する耐熱性を有する樹脂製容器が必要でなく、さらにより優れた殺菌効果を発揮する樹脂製容器入り飲料の製造方法および樹脂製容器入り飲料を提供する。
【発明を実施するための最良の形態】
【0021】
以下、本発明の実施形態を図面に基づいて説明する。
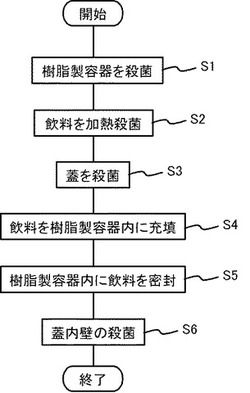
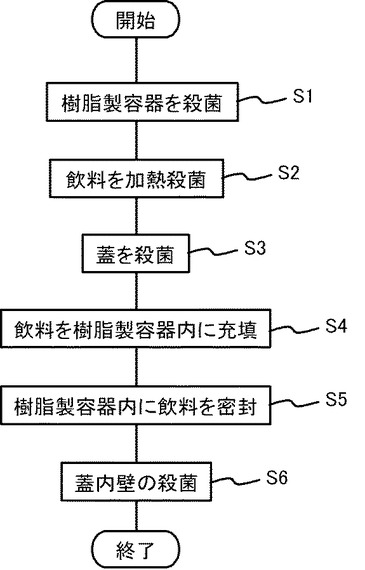
本実施形態の樹脂製容器入り飲料の製造方法は、図1に示すように以下の工程を有する。
【0022】
(a)樹脂製容器の少なくとも内壁に、水酸化カリウムを0.1mol/L以上、0.5mol/L以下含む水酸化カリウム溶液を接触させて、前記内壁を殺菌する工程(ステップS1)
(b)飲料を加熱殺菌する工程(ステップS2)
(c)樹脂製容器の蓋の少なくとも内壁を殺菌する工程(ステップS3)
(d)内壁が殺菌された樹脂製容器内に、73℃以上、78℃以下の飲料を充填する工程(ステップS4〜S6)
【0023】
なお、ステップS1〜ステップS3の順序は、ステップS4の前であれば順序の前後を問うものではなく、また同時であってもよい。
【0024】
樹脂製容器としては、例えば、ポリエチレンテレフタレート(PET)製、ポリオレフィン製等のプラスチック製容器が挙げられる。なお、この樹脂製容器として、耐熱性容器または非耐熱性容器のいずれをも用いることができるが、本実施形態においては85℃以上もの高温に対する耐熱性を有する樹脂製容器を用いる必要はなく、製造コストを低減する観点から非耐熱性容器としてポリエチレンテレフタレート製容器を用いることができる。
【0025】
また、飲料としては、非炭酸飲料を用いることができる。つまり、上記(d)工程において飲料を73℃以上、78℃以下で充填するため、炭酸飲料は排除される。非炭酸飲料としては、果汁飲料、茶類飲料、スポーツドリンクなどの清涼飲料水、乳酸菌飲料、医薬用部外品である栄養ドリンク剤、アルコール飲料等を挙げることができ、これらの飲料のうち酸性飲料であっても本実施形態に用いることができる。酸性飲料のように、pHが酸性側であっても、カビや酵母等は増殖するため、酸性飲料においてこれらを死滅させることは特に必要である。本実施形態においては、73℃以上、78℃以下の液温の飲料を充填するため、カビや酵母をほとんど死滅させることができ、製品への混入を抑制することができる。
【0026】
以下に、本実施形態の樹脂製容器入り飲料の製造方法について詳細に説明する。
【0027】
(a)樹脂製容器の少なくとも内壁に、水酸化カリウムを0.1mol/L以上、0.5mol/L以下含む水酸化カリウム溶液を接触させて、前記内壁を殺菌する工程(ステップS1)
【0028】
本工程では、樹脂製容器の少なくとも内壁に前記水酸化カリウム溶液を接触させればよいが、内壁および外壁に水酸化カリウム溶液を接触させ、内壁および外壁を殺菌することが好ましい。
【0029】
本工程で用いる水酸化カリウム溶液は、水と、水酸化カリウムとを含有するものであり、塩素を実質的に含有していないこと(意図的に塩素を添加していないこと(例えば、塩素濃度が0.1ppm以下))が好ましい。
【0030】
水酸化カリウム溶液が実質的に塩素を含まないことにより、樹脂製容器を殺菌するための設備の腐食を防止できる。また、塩素は揮発しやすいため、水酸化カリウム溶液が塩素を含まない場合、塩素濃度の管理が必要となる。これに対し、塩素を実質的に含有しないものとすることで、水酸化カリウム溶液の管理が容易化される。また、水酸化カリウム溶液は水と水酸化カリウムとを混合したものであり、他の成分は意図的には添加されていない。
【0031】
水酸化カリウム溶液の水酸化カリウム濃度は、0.1mol/L以上、0.5mol/L以下であればよいが、下限値を0.2mol/L以上、特に0.3mol/L以上とすることで、確実に容器を殺菌することができる。
【0032】
また、水酸化カリウム濃度を0.5mol/L以下とすることで、水酸化カリウム溶液の取り扱い上の安全性を確保することができる。また、後段の水酸化カリウム溶液を除去する工程で水酸化カリウム溶液を除去しやすくすることができる。このように、水酸化カリウム濃度を上記範囲とすることにより、殺菌効果と取り扱い性とのバランスに優れる。
【0033】
また、水酸化カリウム溶液の温度は、60℃以上、70℃以下であることが好ましい。
【0034】
水酸化カリウム溶液の温度を60℃以上、特に65℃以上とすることで、殺菌効果をより向上させることができる。一方、水酸化カリウム溶液の温度を70℃以下、特に68℃以下とすることで、容器の熱による変質、変色等を防止できる。すなわち、水酸化カリウム溶液の温度を70℃以下、特に68℃以下とすることで、容器の材質等によらず容器を殺菌処理することができる。
【0035】
ここで、使用する水酸化カリウム溶液の量は、殺菌する容器の容量の0.2倍量以上、好ましくは0.5倍〜1.5倍量とする。このような量の水酸化カリウム溶液を使用することで容器の内壁を充分に殺菌することができる。
【0036】
また、容器の内壁に水酸化カリウム溶液を接触させる方法としては、特に限定されないが、容器に対し、水酸化カリウム溶液を噴射させてもよく、容器を水酸化カリウム溶液中に浸漬させてもよい。さらには、容器に水酸化カリウム溶液を充填させ、さらに、この水酸化カリウム溶液をオーバーフローさせて容器の外壁に水酸化カリウム溶液を接触させてもよい。
【0037】
容器を水酸化カリウム溶液中に浸漬させる場合には、容器の外壁および内壁に同時に水酸化カリウム溶液を接触させることができる。これにより、簡便かつ、迅速に容器の殺菌処理を行なうことができる。
【0038】
容器の内壁に対し、水酸化カリウム溶液を噴射させる場合には、プラスチック容器の底部が上になるように配置し、プラスチック容器の口部から噴射用のノズルを挿入し、水酸化カリウム溶液を容器の内壁に対し噴射させる。
【0039】
容器の外壁に対し、水酸化カリウム溶液を噴射させる場合には、噴射用のノズルから水酸化カリウム溶液を容器の外壁に対し噴射させればよい。
【0040】
この樹脂製容器の殺菌工程は、容器を水酸化カリウム溶液中に浸漬させる場合または水酸化カリウム溶液を噴射する場合のいずれにおいても、水酸化カリウム溶液を容器に対して5〜30秒程度接触させればよい。
【0041】
さらに、この工程では、水(好ましくは温水)により、水酸化カリウム溶液を除去し、容器を洗浄する。洗浄に使用する水としては、無菌処理された水であればよい。
【0042】
ここでは、容器の内壁、外壁に対し、水を噴射し、付着した水酸化カリウム溶液を除去することが好ましい。水を噴射することで、容器に付着した水酸化カリウム溶液を確実に除去できる。水の噴射圧力は0.2MPa程度であることが好ましい。
【0043】
水としては、10℃以上のものが好ましい。10℃以上の水を噴射させることで、容器に付着した水酸化カリウム溶液を確実に洗浄することができる。なかでも、水の温度を60℃以上とすることで、より確実に水酸化カリウム溶液を除去することができる。
【0044】
また、水としては、容器の変質等を考慮し、70℃以下のものを使用することが好ましい。
【0045】
なお、ここでは、容器に対し水を噴射するとしたが、これに限らず、例えば、容器を水に浸漬させて、水酸化カリウム溶液を除去してもよい。
【0046】
(b)飲料を加熱殺菌する工程(ステップS2)
本工程における飲料の加熱殺菌は、樹脂製容器内に飲料を充填する前に行われる。加熱殺菌は、特に限定されず、通常の加熱殺菌処理により行うことができる。殺菌装置としては、チューブ式殺菌機、プレート式熱交換器、FP(Flash Pastrization)プレート式殺菌装置、UHT(ultra high temperature)殺菌装置等を用いることができる。加熱温度や処理時間等は、飲料の種類によって適宜選択して行うが、酸性飲料の場合、93℃〜95℃で15秒程度の条件で加熱殺菌することが好ましい。
【0047】
飲料を加熱殺菌した後、73℃以上、78℃以下の液温となるように冷却し、かかる温度に保持して、後述する「樹脂製容器内に飲料を充填する工程」に用いる。
【0048】
(c)樹脂製容器の蓋の少なくとも内壁を殺菌する工程(ステップS3)
本工程における樹脂製容器の蓋の殺菌は、樹脂製容器内に飲料を充填する前に行われる。本工程では、樹脂製容器の蓋の少なくとも内壁を殺菌すればよいが、製品への細菌等の混入を抑制する観点から内壁および外壁を殺菌することが好ましい。
【0049】
樹脂製容器の蓋の殺菌は、特に限定されず、蒸気殺菌、薬剤殺菌等の処理により行うことができる。
【0050】
(d)内壁が殺菌された樹脂製容器内に、73℃以上、78℃以下の飲料を充填する工程(ステップS4〜S6)
本工程では、まず、工程(a)において殺菌された樹脂製容器、および工程(c)において殺菌された樹脂製容器の蓋を、飲料を充填する充填室内に搬入する。さらに、工程(b)において加熱殺菌された飲料を充填室に設けられた飲料タンクに送液する。この樹脂製容器および蓋の搬入、さらに飲料の送液においては、細菌等が混入しないように環境管理がなされている。
【0051】
また、充填室および飲料タンクは、無菌環境下において樹脂製容器内に前記飲料を充填することができるように、例えば、薬剤や熱水等で加熱殺菌および洗浄され、環境管理がなされていることが好ましい。さらに、充填室に設けられた飲料タンクは、飲料を73℃以上、78℃以下の液温で保持するように管理されている。
【0052】
そして、充填室内において、樹脂製容器に73℃以上、78℃以下の飲料を充填する(ステップS4)。本実施形態においては、かかる液温の飲料を樹脂製容器内に充填しているため、非耐熱性容器を用いることができ、製造コストを低減することができる。さらに、上記温度であることにより、製品への細菌等の混入を効果的に抑制することができる。また、飲料として酸性飲料を用いた場合であっても、酸性側で増殖するカビや酵母等をほとんど死滅させることができ、製品への混入を効果的に抑制することができる。
【0053】
樹脂製容器内への飲料の充填が完了すると、次いで、所定の方法により、飲料が充填された樹脂製容器内を蓋で密封する(ステップS5)。そして、飲料が充填された樹脂製容器を傾けることにより、蓋の内壁に飲料を接液させる(ステップS6)。
蓋の内壁に、上記温度範囲にある飲料を接液させることにより、蓋の内壁を確実に殺菌し、製品への細菌等の混入を抑制することができる。
【0054】
上記のような方法により、非耐熱性樹脂容器であっても変形しておらず、さらに容器内に殺菌等がほとんど混入していない本発明の樹脂製容器入り飲料が得られる。
【0055】
なお、本発明は前述の実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
【0056】
[実施例]
【0057】
次に、本発明の実施例について説明する。
【0058】
(実施例1〜3、比較例1〜2)
500mlの非耐熱性PET製ボトル容器内に酵母子嚢胞子液を噴霧し、乾燥させた(菌数:2.4×106/ボトル)。この容器に噴射用のノズルを挿入し、水酸化カリウムを0.1mol/Lの量で含む水酸化カリウム水溶液を、液温63℃、200ml/秒、10秒間の条件で、噴射させて容器内壁を殺菌した。次に、このPET製容器に、液体培地を表1に示す温度で充填した。そして、蒸気殺菌(97℃7秒間)された蓋でPET製容器を密封した。この液体培地が充填されたPET製容器を、25℃恒温槽内に置き、5日間経過した後、PET製容器を取り出した。液体培地中の生菌数を調査し以下の基準で殺菌効果を評価した。また、目視にて、以下の基準により容器外観を評価した。
結果を、表1に示す。なお、水酸化カリウムを0.2mol/Lの量で含む水酸化カリウム水溶液を用いた場合にも、液体培地の液温が73℃、75℃、78℃において表1と同様の結果が得られた。
【0059】
・殺菌効果
○:生菌数が1/106以下に減少(殺菌レベル6D)
×:生菌数が1/106を超える
【0060】
・容器外観
○:変形なし
×:変形有り
【0061】
【表1】

【0062】
(実施例4〜18)
水酸化カリウム水溶液の濃度と、液体培地の充填温度を表2に示す値とした以外は、上記と同様にして殺菌効果および容器外観を評価した。
【0063】
結果を表2に示す。
【0064】
【表2】
【0065】
(結果)
上記表1、2に示すように、水酸化カリウムを0.1mol/L以上、0.5mol/L以下の量で含む水酸化カリウム溶液で非耐熱性PETボトル容器を殺菌し、次いで、73℃以上、78℃以下の液体をこの容器に充填することにより、非耐熱性PETボトル容器に変形は認められず、さらに殺菌効果にも優れることが確認された。
【図面の簡単な説明】
【0066】
【図1】実施形態に係る樹脂製容器入り飲料の製造方法を説明するフローチャートである。
【技術分野】
【0001】
本発明は、殺菌された樹脂製容器内に飲料を充填する工程を含む樹脂製容器入り飲料の製造方法および樹脂製容器入り飲料に関する。
【背景技術】
【0002】
飲料の充填方法として、内壁が洗浄された樹脂製容器内に、殺菌された飲料を液温85℃程度で充填し、その熱を利用して容器内部の殺菌を行い、さらに転倒させることによりキャップ内面の殺菌を行う、ホットパック充填法が用いられている。特に、酸性飲料において、ホットパック充填法が一般的に行われている。
【0003】
この充填法においては、飲料を樹脂製容器に充填する際における飲料の温度が、85℃程度の高温となるため、この充填温度に耐え得る樹脂製容器を用いなければならない。このように、耐熱性を有する特殊な樹脂製容器を用いる必要があり、製造コストが増大する問題がある。
また、その他の飲料の充填方法として、高温で殺菌した飲料を、薬剤で殺菌し無菌水で洗浄した非耐熱性容器内に無菌環境下で充填し、そして密封するアセプティック充填法が挙げられる。この方法は、飲料の種類等の中身に制約がなく、かつ常温で樹脂製容器内に飲料を充填するため、香味等に優れた樹脂製容器入り飲料を得ることができる。さらに、アセプティック充填法は、飲料を常温で充填するため、非耐熱性の樹脂製容器を用いることができる。
しかしながら、アセプティック充填法においては、全ての微生物を滅菌した環境下で飲料を充填する必要があるため、簡便な方法で優れた殺菌効果を得る方法が求められていた。
【0004】
特許文献1には、ホットパック法において、容器の耐圧性に関する条件を緩和するとともに、アセプティック充填法において、設備の簡素化を図ることを目的とした充填方法が開示されている。具体的には、樹脂製容器の内壁を65℃〜100℃の熱水で加熱殺菌し、次いで、滅菌環境下において、加熱殺菌された飲料の液温を60℃〜70℃として容器内に充填する方法が記載されている。
【0005】
また、特許文献2には、アセプティック充填した樹脂製容器入り飲料において、加温販売する際の容器内内圧の上昇による容器膨張を抑制することができる方法が開示されている。当該文献においては、液温30℃〜70℃の飲料を、樹脂製容器に充填する工程が記載されている。
【特許文献1】特開2006−69624号公報(請求項2等)
【特許文献2】特開2003−261197号公報(請求項7等)
【発明の開示】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の方法においては、飲料が充填された樹脂容器を加熱殺菌する工程が不要であるが、耐圧性容器を用いないことを目的としていることから、樹脂製容器の内壁を65℃〜100℃の熱水で殺菌洗浄している。そのため、かかる温度に対して耐熱性を有する樹脂製容器が依然として必要であり、製造コストを低減させる点に依然として改良すべき点があった。また、加熱殺菌された飲料を60℃〜70℃として充填する旨記載されているが、細菌等が残存または混入した場合には、対象となる有害菌を死滅させることができず製品中に混入する可能性があった。
【0007】
特許文献2に記載の方法は、加温販売時の容器の膨張を低減させることを目的とするものである。その目的を達成するため、所定の形状とした耐熱性容器を用い、液温30℃〜70℃の飲料を樹脂製容器に充填する旨記載されている。当該文献においても、耐熱性を有する樹脂製容器が依然として必要であり、製造コストを低減させる点に依然として改良すべき点があった。また、加熱殺菌された飲料を30℃〜70℃として充填する旨記載されているが、細菌等が残存または混入した場合には、対象となる有害菌を死滅させることができず製品中にする混入する可能性があった。
【0008】
本発明はこのような課題に鑑みてなされたものであり、85℃以上もの高温に対する耐熱性を有する樹脂製容器が必要でなく、さらにより優れた殺菌効果を発揮する樹脂製容器入り飲料の製造方法および樹脂製容器入り飲料を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明によれば、樹脂製容器の少なくとも内壁に、水酸化カリウムを0.1mol/L以上、0.5mol/L以下含む水酸化カリウム溶液を接触させて、前記内壁を殺菌する工程と、前記内壁が殺菌された前記樹脂製容器内に、73℃以上、78℃以下の飲料を充填する工程と、を含む樹脂製容器入り飲料の製造方法が提供される。
【0010】
この発明によれば、水酸化カリウムを0.1mol/L以上含む水酸化カリウム溶液を樹脂製容器の内壁に接触させているため、優れた殺菌効果を得ることができる。また、水酸化カリウム濃度を0.5mol/L以下とすることで、水酸化カリウム溶液を取り扱いやすいものとするとともに、水酸化カリウム溶液を容易に除去することができる。
【0011】
さらに、この発明によれば、殺菌された樹脂製容器内に、73℃以上、78℃以下の液温の飲料を充填する。充填する際の飲料の温度を73℃以上とすることにより、容器内や飲料に対する殺菌効果を向上させることができる。さらに、充填する際の飲料の温度を78℃以下とすることにより、耐熱性を有する樹脂製容器が必要でなく、耐熱性の低い容器であっても、熱による容器の変形や、変色が生じることがない。
【0012】
飲料を充填する前記工程が、有害菌が滅菌された環境下において前記樹脂製容器内に前記飲料を充填する工程を含む、ことが好ましい。
有害菌が滅菌された環境下において充填工程を行うことにより、製品に細菌等が混入することを効果的に抑制することができる。
なお、有害菌が滅菌された環境下とは、対象となる飲料中で増殖する菌がほとんど存在しないように管理された環境を意味し、酸性飲料においては、カビや酵母がほとんど存在しないように管理された環境を意味する。
【0013】
本発明における前記飲料は非炭酸飲料であってもよく、さらに酸性飲料であってもよい。
カビや酵母は、pHが酸性側であっても増殖するため、酸性飲料においてこれらを死滅させることが必要である。本発明のように73℃以上、78℃以下の液温の飲料を樹脂製容器に充填することにより、飲料および樹脂製容器内のカビや酵母をほとんど死滅させることができ、製品への混入を抑制することができる。
【0014】
前記樹脂製容器が、ポリエチレンテレフタレート製容器であってもよい。
本発明によれば、85℃以上もの高温に対して耐熱性が低いポリエチレンテレフタレート製容器であっても、熱による容器の変形や、変色を抑制することができる。
【0015】
本発明の製造方法においては、飲料を充填する前記工程の前に、前記飲料を加熱殺菌する工程を含むことが好ましく、さらに前記樹脂製容器の蓋の少なくとも内壁を殺菌する工程を含むことが好ましい。
【0016】
飲料および樹脂製容器内を密封する蓋を予め殺菌することにより、飲料を充填する際における細菌等の混入を効果的に抑制することができる。
【0017】
前記飲料を充填する前記工程が、有害菌が滅菌された環境下において、前記飲料が充填された前記樹脂製容器内を前記蓋で密封する工程と、前記飲料が充填された前記樹脂製容器を傾けることにより、前記蓋の内壁に前記飲料を接液させて該内壁を殺菌する工程と、を含むことが好ましい。
【0018】
飲料を充填する工程において、樹脂製容器内を密封する蓋の内壁を殺菌することにより、製品内への細菌等の混入を効果的に抑制することができる。
【0019】
さらに、本発明によれば、上記の製造方法により製造された樹脂製容器入り飲料が提供される。
【発明の効果】
【0020】
本発明によれば、85℃もの高温に対する耐熱性を有する樹脂製容器が必要でなく、さらにより優れた殺菌効果を発揮する樹脂製容器入り飲料の製造方法および樹脂製容器入り飲料を提供する。
【発明を実施するための最良の形態】
【0021】
以下、本発明の実施形態を図面に基づいて説明する。
本実施形態の樹脂製容器入り飲料の製造方法は、図1に示すように以下の工程を有する。
【0022】
(a)樹脂製容器の少なくとも内壁に、水酸化カリウムを0.1mol/L以上、0.5mol/L以下含む水酸化カリウム溶液を接触させて、前記内壁を殺菌する工程(ステップS1)
(b)飲料を加熱殺菌する工程(ステップS2)
(c)樹脂製容器の蓋の少なくとも内壁を殺菌する工程(ステップS3)
(d)内壁が殺菌された樹脂製容器内に、73℃以上、78℃以下の飲料を充填する工程(ステップS4〜S6)
【0023】
なお、ステップS1〜ステップS3の順序は、ステップS4の前であれば順序の前後を問うものではなく、また同時であってもよい。
【0024】
樹脂製容器としては、例えば、ポリエチレンテレフタレート(PET)製、ポリオレフィン製等のプラスチック製容器が挙げられる。なお、この樹脂製容器として、耐熱性容器または非耐熱性容器のいずれをも用いることができるが、本実施形態においては85℃以上もの高温に対する耐熱性を有する樹脂製容器を用いる必要はなく、製造コストを低減する観点から非耐熱性容器としてポリエチレンテレフタレート製容器を用いることができる。
【0025】
また、飲料としては、非炭酸飲料を用いることができる。つまり、上記(d)工程において飲料を73℃以上、78℃以下で充填するため、炭酸飲料は排除される。非炭酸飲料としては、果汁飲料、茶類飲料、スポーツドリンクなどの清涼飲料水、乳酸菌飲料、医薬用部外品である栄養ドリンク剤、アルコール飲料等を挙げることができ、これらの飲料のうち酸性飲料であっても本実施形態に用いることができる。酸性飲料のように、pHが酸性側であっても、カビや酵母等は増殖するため、酸性飲料においてこれらを死滅させることは特に必要である。本実施形態においては、73℃以上、78℃以下の液温の飲料を充填するため、カビや酵母をほとんど死滅させることができ、製品への混入を抑制することができる。
【0026】
以下に、本実施形態の樹脂製容器入り飲料の製造方法について詳細に説明する。
【0027】
(a)樹脂製容器の少なくとも内壁に、水酸化カリウムを0.1mol/L以上、0.5mol/L以下含む水酸化カリウム溶液を接触させて、前記内壁を殺菌する工程(ステップS1)
【0028】
本工程では、樹脂製容器の少なくとも内壁に前記水酸化カリウム溶液を接触させればよいが、内壁および外壁に水酸化カリウム溶液を接触させ、内壁および外壁を殺菌することが好ましい。
【0029】
本工程で用いる水酸化カリウム溶液は、水と、水酸化カリウムとを含有するものであり、塩素を実質的に含有していないこと(意図的に塩素を添加していないこと(例えば、塩素濃度が0.1ppm以下))が好ましい。
【0030】
水酸化カリウム溶液が実質的に塩素を含まないことにより、樹脂製容器を殺菌するための設備の腐食を防止できる。また、塩素は揮発しやすいため、水酸化カリウム溶液が塩素を含まない場合、塩素濃度の管理が必要となる。これに対し、塩素を実質的に含有しないものとすることで、水酸化カリウム溶液の管理が容易化される。また、水酸化カリウム溶液は水と水酸化カリウムとを混合したものであり、他の成分は意図的には添加されていない。
【0031】
水酸化カリウム溶液の水酸化カリウム濃度は、0.1mol/L以上、0.5mol/L以下であればよいが、下限値を0.2mol/L以上、特に0.3mol/L以上とすることで、確実に容器を殺菌することができる。
【0032】
また、水酸化カリウム濃度を0.5mol/L以下とすることで、水酸化カリウム溶液の取り扱い上の安全性を確保することができる。また、後段の水酸化カリウム溶液を除去する工程で水酸化カリウム溶液を除去しやすくすることができる。このように、水酸化カリウム濃度を上記範囲とすることにより、殺菌効果と取り扱い性とのバランスに優れる。
【0033】
また、水酸化カリウム溶液の温度は、60℃以上、70℃以下であることが好ましい。
【0034】
水酸化カリウム溶液の温度を60℃以上、特に65℃以上とすることで、殺菌効果をより向上させることができる。一方、水酸化カリウム溶液の温度を70℃以下、特に68℃以下とすることで、容器の熱による変質、変色等を防止できる。すなわち、水酸化カリウム溶液の温度を70℃以下、特に68℃以下とすることで、容器の材質等によらず容器を殺菌処理することができる。
【0035】
ここで、使用する水酸化カリウム溶液の量は、殺菌する容器の容量の0.2倍量以上、好ましくは0.5倍〜1.5倍量とする。このような量の水酸化カリウム溶液を使用することで容器の内壁を充分に殺菌することができる。
【0036】
また、容器の内壁に水酸化カリウム溶液を接触させる方法としては、特に限定されないが、容器に対し、水酸化カリウム溶液を噴射させてもよく、容器を水酸化カリウム溶液中に浸漬させてもよい。さらには、容器に水酸化カリウム溶液を充填させ、さらに、この水酸化カリウム溶液をオーバーフローさせて容器の外壁に水酸化カリウム溶液を接触させてもよい。
【0037】
容器を水酸化カリウム溶液中に浸漬させる場合には、容器の外壁および内壁に同時に水酸化カリウム溶液を接触させることができる。これにより、簡便かつ、迅速に容器の殺菌処理を行なうことができる。
【0038】
容器の内壁に対し、水酸化カリウム溶液を噴射させる場合には、プラスチック容器の底部が上になるように配置し、プラスチック容器の口部から噴射用のノズルを挿入し、水酸化カリウム溶液を容器の内壁に対し噴射させる。
【0039】
容器の外壁に対し、水酸化カリウム溶液を噴射させる場合には、噴射用のノズルから水酸化カリウム溶液を容器の外壁に対し噴射させればよい。
【0040】
この樹脂製容器の殺菌工程は、容器を水酸化カリウム溶液中に浸漬させる場合または水酸化カリウム溶液を噴射する場合のいずれにおいても、水酸化カリウム溶液を容器に対して5〜30秒程度接触させればよい。
【0041】
さらに、この工程では、水(好ましくは温水)により、水酸化カリウム溶液を除去し、容器を洗浄する。洗浄に使用する水としては、無菌処理された水であればよい。
【0042】
ここでは、容器の内壁、外壁に対し、水を噴射し、付着した水酸化カリウム溶液を除去することが好ましい。水を噴射することで、容器に付着した水酸化カリウム溶液を確実に除去できる。水の噴射圧力は0.2MPa程度であることが好ましい。
【0043】
水としては、10℃以上のものが好ましい。10℃以上の水を噴射させることで、容器に付着した水酸化カリウム溶液を確実に洗浄することができる。なかでも、水の温度を60℃以上とすることで、より確実に水酸化カリウム溶液を除去することができる。
【0044】
また、水としては、容器の変質等を考慮し、70℃以下のものを使用することが好ましい。
【0045】
なお、ここでは、容器に対し水を噴射するとしたが、これに限らず、例えば、容器を水に浸漬させて、水酸化カリウム溶液を除去してもよい。
【0046】
(b)飲料を加熱殺菌する工程(ステップS2)
本工程における飲料の加熱殺菌は、樹脂製容器内に飲料を充填する前に行われる。加熱殺菌は、特に限定されず、通常の加熱殺菌処理により行うことができる。殺菌装置としては、チューブ式殺菌機、プレート式熱交換器、FP(Flash Pastrization)プレート式殺菌装置、UHT(ultra high temperature)殺菌装置等を用いることができる。加熱温度や処理時間等は、飲料の種類によって適宜選択して行うが、酸性飲料の場合、93℃〜95℃で15秒程度の条件で加熱殺菌することが好ましい。
【0047】
飲料を加熱殺菌した後、73℃以上、78℃以下の液温となるように冷却し、かかる温度に保持して、後述する「樹脂製容器内に飲料を充填する工程」に用いる。
【0048】
(c)樹脂製容器の蓋の少なくとも内壁を殺菌する工程(ステップS3)
本工程における樹脂製容器の蓋の殺菌は、樹脂製容器内に飲料を充填する前に行われる。本工程では、樹脂製容器の蓋の少なくとも内壁を殺菌すればよいが、製品への細菌等の混入を抑制する観点から内壁および外壁を殺菌することが好ましい。
【0049】
樹脂製容器の蓋の殺菌は、特に限定されず、蒸気殺菌、薬剤殺菌等の処理により行うことができる。
【0050】
(d)内壁が殺菌された樹脂製容器内に、73℃以上、78℃以下の飲料を充填する工程(ステップS4〜S6)
本工程では、まず、工程(a)において殺菌された樹脂製容器、および工程(c)において殺菌された樹脂製容器の蓋を、飲料を充填する充填室内に搬入する。さらに、工程(b)において加熱殺菌された飲料を充填室に設けられた飲料タンクに送液する。この樹脂製容器および蓋の搬入、さらに飲料の送液においては、細菌等が混入しないように環境管理がなされている。
【0051】
また、充填室および飲料タンクは、無菌環境下において樹脂製容器内に前記飲料を充填することができるように、例えば、薬剤や熱水等で加熱殺菌および洗浄され、環境管理がなされていることが好ましい。さらに、充填室に設けられた飲料タンクは、飲料を73℃以上、78℃以下の液温で保持するように管理されている。
【0052】
そして、充填室内において、樹脂製容器に73℃以上、78℃以下の飲料を充填する(ステップS4)。本実施形態においては、かかる液温の飲料を樹脂製容器内に充填しているため、非耐熱性容器を用いることができ、製造コストを低減することができる。さらに、上記温度であることにより、製品への細菌等の混入を効果的に抑制することができる。また、飲料として酸性飲料を用いた場合であっても、酸性側で増殖するカビや酵母等をほとんど死滅させることができ、製品への混入を効果的に抑制することができる。
【0053】
樹脂製容器内への飲料の充填が完了すると、次いで、所定の方法により、飲料が充填された樹脂製容器内を蓋で密封する(ステップS5)。そして、飲料が充填された樹脂製容器を傾けることにより、蓋の内壁に飲料を接液させる(ステップS6)。
蓋の内壁に、上記温度範囲にある飲料を接液させることにより、蓋の内壁を確実に殺菌し、製品への細菌等の混入を抑制することができる。
【0054】
上記のような方法により、非耐熱性樹脂容器であっても変形しておらず、さらに容器内に殺菌等がほとんど混入していない本発明の樹脂製容器入り飲料が得られる。
【0055】
なお、本発明は前述の実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
【0056】
[実施例]
【0057】
次に、本発明の実施例について説明する。
【0058】
(実施例1〜3、比較例1〜2)
500mlの非耐熱性PET製ボトル容器内に酵母子嚢胞子液を噴霧し、乾燥させた(菌数:2.4×106/ボトル)。この容器に噴射用のノズルを挿入し、水酸化カリウムを0.1mol/Lの量で含む水酸化カリウム水溶液を、液温63℃、200ml/秒、10秒間の条件で、噴射させて容器内壁を殺菌した。次に、このPET製容器に、液体培地を表1に示す温度で充填した。そして、蒸気殺菌(97℃7秒間)された蓋でPET製容器を密封した。この液体培地が充填されたPET製容器を、25℃恒温槽内に置き、5日間経過した後、PET製容器を取り出した。液体培地中の生菌数を調査し以下の基準で殺菌効果を評価した。また、目視にて、以下の基準により容器外観を評価した。
結果を、表1に示す。なお、水酸化カリウムを0.2mol/Lの量で含む水酸化カリウム水溶液を用いた場合にも、液体培地の液温が73℃、75℃、78℃において表1と同様の結果が得られた。
【0059】
・殺菌効果
○:生菌数が1/106以下に減少(殺菌レベル6D)
×:生菌数が1/106を超える
【0060】
・容器外観
○:変形なし
×:変形有り
【0061】
【表1】
【0062】
(実施例4〜18)
水酸化カリウム水溶液の濃度と、液体培地の充填温度を表2に示す値とした以外は、上記と同様にして殺菌効果および容器外観を評価した。
【0063】
結果を表2に示す。
【0064】
【表2】
【0065】
(結果)
上記表1、2に示すように、水酸化カリウムを0.1mol/L以上、0.5mol/L以下の量で含む水酸化カリウム溶液で非耐熱性PETボトル容器を殺菌し、次いで、73℃以上、78℃以下の液体をこの容器に充填することにより、非耐熱性PETボトル容器に変形は認められず、さらに殺菌効果にも優れることが確認された。
【図面の簡単な説明】
【0066】
【図1】実施形態に係る樹脂製容器入り飲料の製造方法を説明するフローチャートである。
【特許請求の範囲】
【請求項1】
樹脂製容器の少なくとも内壁に、水酸化カリウムを0.1mol/L以上、0.5mol/L以下含む水酸化カリウム溶液を接触させて、前記内壁を殺菌する工程と、
前記内壁が殺菌された前記樹脂製容器内に、73℃以上、78℃以下の飲料を充填する工程と、を含む樹脂製容器入り飲料の製造方法。
【請求項2】
前記飲料を充填する前記工程が、
有害菌が滅菌された環境下において前記樹脂製容器内に前記飲料を充填する工程を含む請求項1に記載の樹脂製容器入り飲料の製造方法。
【請求項3】
前記飲料が非炭酸飲料である請求項1または2に記載の樹脂製容器入り飲料の製造方法。
【請求項4】
前記飲料が酸性飲料である、請求項1乃至3のいずれかに記載の樹脂製容器入り飲料の製造方法。
【請求項5】
前記樹脂製容器が、ポリエチレンテレフタレート製容器である請求項1乃至4のいずれかに記載の樹脂製容器入り飲料の製造方法。
【請求項6】
前記飲料を充填する前記工程の前に、
前記飲料を加熱殺菌する工程を含む請求項1乃至5のいずれかに記載の樹脂製容器入り飲料の製造方法。
【請求項7】
前記飲料を充填する前記工程の前に、
前記樹脂製容器の蓋の少なくとも内壁を殺菌する工程を含む請求項1乃至6のいずれかに記載の樹脂製容器入り飲料の製造方法。
【請求項8】
前記飲料を充填する前記工程が、
有害菌が滅菌された環境下において、前記飲料が充填された前記樹脂製容器内を前記蓋で密封する工程と、
前記飲料が充填された前記樹脂製容器を傾けることにより、前記蓋の内壁に前記飲料を接液させて該内壁を殺菌する工程と、を含む請求項7に記載の樹脂製容器入り飲料の製造方法。
【請求項9】
請求項1乃至8のいずれかに記載の製造方法により製造された樹脂製容器入り飲料。
【請求項1】
樹脂製容器の少なくとも内壁に、水酸化カリウムを0.1mol/L以上、0.5mol/L以下含む水酸化カリウム溶液を接触させて、前記内壁を殺菌する工程と、
前記内壁が殺菌された前記樹脂製容器内に、73℃以上、78℃以下の飲料を充填する工程と、を含む樹脂製容器入り飲料の製造方法。
【請求項2】
前記飲料を充填する前記工程が、
有害菌が滅菌された環境下において前記樹脂製容器内に前記飲料を充填する工程を含む請求項1に記載の樹脂製容器入り飲料の製造方法。
【請求項3】
前記飲料が非炭酸飲料である請求項1または2に記載の樹脂製容器入り飲料の製造方法。
【請求項4】
前記飲料が酸性飲料である、請求項1乃至3のいずれかに記載の樹脂製容器入り飲料の製造方法。
【請求項5】
前記樹脂製容器が、ポリエチレンテレフタレート製容器である請求項1乃至4のいずれかに記載の樹脂製容器入り飲料の製造方法。
【請求項6】
前記飲料を充填する前記工程の前に、
前記飲料を加熱殺菌する工程を含む請求項1乃至5のいずれかに記載の樹脂製容器入り飲料の製造方法。
【請求項7】
前記飲料を充填する前記工程の前に、
前記樹脂製容器の蓋の少なくとも内壁を殺菌する工程を含む請求項1乃至6のいずれかに記載の樹脂製容器入り飲料の製造方法。
【請求項8】
前記飲料を充填する前記工程が、
有害菌が滅菌された環境下において、前記飲料が充填された前記樹脂製容器内を前記蓋で密封する工程と、
前記飲料が充填された前記樹脂製容器を傾けることにより、前記蓋の内壁に前記飲料を接液させて該内壁を殺菌する工程と、を含む請求項7に記載の樹脂製容器入り飲料の製造方法。
【請求項9】
請求項1乃至8のいずれかに記載の製造方法により製造された樹脂製容器入り飲料。
【図1】

【公開番号】特開2008−94436(P2008−94436A)
【公開日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願番号】特願2006−278845(P2006−278845)
【出願日】平成18年10月12日(2006.10.12)
【出願人】(596126465)アサヒ飲料株式会社 (84)
【Fターム(参考)】
【公開日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願日】平成18年10月12日(2006.10.12)
【出願人】(596126465)アサヒ飲料株式会社 (84)
【Fターム(参考)】
[ Back to top ]