
樹脂複合材料成型品およびその製造方法
【課題】圧縮成型により製造される、フィラーとバインダを含む樹脂複合材料成型品において、樹脂複合材料成型品の性能が低下してしまうという問題があった。これは、樹脂複合材料成型品が多孔質であり、大気中の水分や酸素が成型品内部へ拡散し、含まれるフィラーがこれらによって酸化され、フィラーの品質が低下するからである。
【解決手段】高温で軟化する添加剤を含んだ樹脂複合材料を使用し、成型工程と同時または別工程で樹脂複合材料を加熱することによって、成型品表面や空隙に露出されたフィラーの表面が添加剤に覆われ、湿度や酸素をブロックすることにより、樹脂複合材料成型品の性能低下を抑制するものである。
【解決手段】高温で軟化する添加剤を含んだ樹脂複合材料を使用し、成型工程と同時または別工程で樹脂複合材料を加熱することによって、成型品表面や空隙に露出されたフィラーの表面が添加剤に覆われ、湿度や酸素をブロックすることにより、樹脂複合材料成型品の性能低下を抑制するものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はフィラーとバインダからなる樹脂複合材料成型品に関する。
【背景技術】
【0002】
フィラーとバインダからなる樹脂複合材料成型品に使用される樹脂複合材料は、フィラーの機能性を確保しつつ、形状保持性、成型品強度を付与させることができるため、様々な用途で広く実用化されている。目的とする用途に合わせてフィラーを選ぶことによって、様々な機能性を発揮する樹脂複合材料成型品が得られる。
【0003】
その成型方法としては、射出成型、圧縮成型、トランスファー成型などいくつかの成型方法が知られている。これらのうちで、製造できる成型品の形状に多少の制約があるものの、フィラー充填率をより高めることができる、製造方法が単純であるため製造コストが安い等の理由から、圧縮成型が古くから広く利用されている。
【0004】
以下に熱硬化性樹脂をバインダとした圧縮成型用樹脂複合材料を使用して製造する成型品の一般的な製造工程を簡単に説明する。通常はフィラーへ熱硬化性のバインダが均一に分散複合化された樹脂複合材料を、圧縮成型機に付属した材料供給用のホッパーへ投入し、ホッパーからシューターなどによって金型内へ樹脂複合材料を供給し、圧縮成型する。得られた成型品をバインダの硬化反応が進行する温度域で一定時間保持することで、十分に成型品強度のある樹脂複合材料成型品を製造する。
【0005】
例えば、タングステンをフィラーとして、またエポキシ樹脂をバインダとして使用した高比重材料成型品は、振動子として広く利用されている。要求される振動量を達成するために、その充填率は85体積%程度であるのが一般的である。このような場合に材料の比重から計算される理論密度(16.3g/cm3)と、圧縮成型によって製造された振動子について実測された成型品の密度(15.3g/cm3)から、高比重材料成型品の内部に存在する空隙の存在比率を計算すると、6〜7体積%程度であると試算され、得られた圧縮成型品は多孔質あることがわかる。またフィラーの間に空隙がランダムに分散して存在するために、成型品表面から内部まで空隙が連通している確率も高い。また、フィラーの充填率が高いため、成型品表面へも多くのフィラーが露出しており、バインダに覆われていないフィラーが成型品表面に露出している場合もある。
【0006】
樹脂複合材料成型品が製造される様々な分野において、含まれているフィラーの錆発生を抑制するための対策がなされており、例えば特許文献1には、リン酸と珪酸と酸化マグネシウムを水で希釈した処理液で鉄系の金属フィラーを処理した後に熱処理して被膜形成する方法が開示されている。また特許文献2には、リン酸塩化成処理 液に界面活性剤及び防錆剤を添加したものを使用したフィラーへの防錆処理に関する技術が開示されている。
【0007】
また、鉄系粉末などの金属フィラーを含むエポキシ系圧縮成型品に対しては、錆を防ぐ目的でエポキシ樹脂のコーティングが行われているのが一般的である。
【0008】
【特許文献1】特開2003−124017
【特許文献2】特開2001―100522
【発明の開示】
【発明が解決しようとする課題】
【0009】
以上に挙げたように、圧縮成型により製造された樹脂複合材料成形品では、フィラーの品質を劣化させるような気体が存在する環境下で成型品が使用される場合に、経時的にフィラーの品質が劣化してしまい、成型品の性能を変化させてしまうという問題があった。
【0010】
特にフィラーが金属系粉末の場合には、成型品を大気中に放置しておくと経時的に大気中の水分によってフィラーの酸化が進行することが原因で、成型品の品質低下が発生してしまうという問題があった。また、使用されるフィラーが加水分解しやすい様なセラミックス等のフィラーの場合には、大気中の水分によってフィラーの加水分解が進行して、フィラーの特性が変化してしまい、本来の機能を十分に発揮しないなどの問題が発生する。また、成型品を例えば80℃以上の高温で保持するだけでも、フィラーの高温酸化によって成型品の性能が低下するという問題もあった。
【0011】
このような課題は以下のような理由で発生すると推測される。
【0012】
圧縮成型品においてはフィラー充填率が非常に高いため、バインダがフィラー表面を十分にコーティングしきれていない部分が存在すると考えられる。また、たとえ完全にコーティングされていたとしても、その膜厚は非常に薄く、互いに接触したフィラーを介して進行してゆく酸化をブロックする程の酸化防止効果はないと考えられる。
【0013】
従来の方法で製造された樹脂複合材料成型品を120℃の大気中に保持した場合には、成型品の表面に露出したフィラーが使用環境下に存在する水分や酸素に直接触れることによって、最初に酸化を受ける。さらに成型品内部には多数の空隙が存在するために、雰囲気中の水分等が成型品の空隙を経由して成型品内部へ徐々に拡散してゆき、成型品内部においても徐々にフィラーの酸化が進行する。空隙に沿って酸化領域が内部へ広がってゆくことで、品質劣化したフィラーの割合が増加するために、全体の性能が低下してしまう原因になると考えられる。
【0014】
これに対する対策として、使用されるフィラーを表面処理する方法などが提案されているが、従
来行われていた様なカップリング処理やフィラーへの防錆処理のみでは十分な効果が得られていなかった。
【0015】
また、錆に対する信頼性を高めるために樹脂複合材料成型品の表面に樹脂コーティングや金属メッキ処理を施すことが実用化されているが、コストが非常に高いという問題があるため、より低コストで実現できる耐環境性の高い防錆技術が求められていた。
【0016】
本発明は上で説明したような従来の圧縮成型法により製造される樹脂複合材料成型品が抱える問題点を解決するためになされたものであり、成型品の使用環境下に存在する水分、酸素等のフィラーの品質を劣化させる気体によって引き起こされるフィラーの酸化などの品質変化を抑制することで、圧縮成型品の経時的な性能低下を小さくすることを目的とするものである。
【課題を解決するための手段】
【0017】
本発明は上記目的を達成するために、圧縮成型により製造される樹脂複合材料成型品の構成を、少なくともフィラーとバインダを含む圧縮成型品において、40℃以上で軟化する高温軟化性添加剤を含んだ構成としたものである。
【0018】
第二に、使用されるバインダが熱硬化性樹脂であり、高温軟化性添加剤の軟化温度が40℃以上であり、かつ熱硬化性樹脂の硬化温度以下である高温軟化性添加剤を含んだ構成とした上記圧縮成型品である。
【0019】
第三に、少なくともフィラーと熱硬化性バインダと溶融性添加剤とを含んだ樹脂複合材料を圧縮成型する工程と、成型品に含まれる溶融性添加剤をブリードアウトさせるためのブリードアウト工程を含んだ、圧縮成型品の製造方法である。
【0020】
第四に、上記圧縮成型工程とブリードアウト工程を同時に行う、圧縮成型品の製造方法である。
【0021】
本発明は上述したとおり、圧縮成型工程と成型品に含まれる高温軟化性添加剤をブリードアウトさせるブリードアウト工程からなるものであり、以下に各工程に分けて発明の構成とその作用効果について説明する。
【0022】
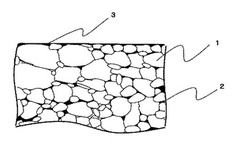
まず圧縮成型工程において、フィラーとバインダと高温軟化性添加剤を含んだ樹脂複合材料を使用して圧縮成型し、樹脂複合材料成型品を製造する。この成型品内部では、フィラーとバインダが均一に分散されており、それらの間に高温軟化性添加剤が均一に分散されて存在する構成となっている。図1は、圧縮成型された樹脂複合材料成型品の内部における、樹脂複合材料成型品中に高温軟化性添加剤が分散した状態を示す概念図である。この図において、バインダはフィラー中に均一に分散しているので、簡単のためにバインダの表示を省略している。この段階ですでに、成型品には空隙が多く存在しており、少なくとも成型品の外部に存在する気体が成型品内部へ拡散できる大きさの細孔がランダムに存在している。また、成型品の表面には多くのフィラーが露出しており、バインダに覆われていないものも含まれている。
【0023】
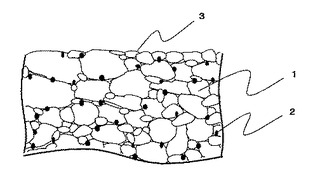
次にブリードアウト工程では、得られた樹脂複合材料圧縮成型品を所定温度まで加熱することで、含まれている高温軟化性添加剤が流動する程度まで軟化する。ここで、毛細管現象によってフィラーの接触面に沿って高温軟化性添加剤が流動し、空隙等へも高温軟化性添加剤が拡散してゆく。さらに、成型品内部に存在する空隙内の空気が膨張して外部へ放出され、そのときに流動性を持った高温軟化性添加剤が一緒に成型品表面へ押し出されるようになる。この結果、成型品内に均一に分散していた高温軟化性添加剤がブリードアウトして表面に浮き出してきて、成型品表面に高温軟化性添加剤の皮膜が形成される。また成型品内部の空隙内壁においても、高温軟化性添加剤が流動した後にガスバリア性のある皮膜が形成される。高温軟化性添加剤が液状になっている状態で皮膜が形成されるため、均一でピンホール等が発生しにくく、欠陥の少ない皮膜が形成される。図2は、圧縮成型された樹脂複合材料成型品を加熱した後に、高温軟化性添加剤が成型品の表面、空隙部へブリードアウトした後の状態を示す概念図である。
【0024】
また、使用されるバインダが熱硬化性樹脂の場合には、熱硬化性樹脂の硬化反応を進めるために成型品を加熱する、硬化工程と呼ばれる工程が一般に行われている。このため、上記の成型品を加熱するブリードアウト工程と硬化工程を共通化しても良い。この場合には、成型品内部に均一に分散されている高温軟化性添加剤が軟化し、流動性を持つようになり、成形体内部を移動可能な状態になる。また、この硬化工程において成型品内部に均一に分散されている熱硬化性樹脂の硬化反応が進行し、フィラーと流動性をもった高温軟化性添加剤を包み込むように熱硬化性樹脂が3次元のネットワークを形成してゆく。この工程において流動性のある高温軟化性添加剤は、樹脂が形成するネットワークから移動して、成型品内部の空隙や成型品表面にまで達する。また、この過程で成型品表面や成型品内部の空隙などに高温軟化性添加剤が流動しながら移動するため、結果的に成型品表面や空隙内へ露出されているフィラーの表面に高温軟化性添加剤により形成されたガスバリア性のある皮膜が形成される。
【0025】
また、樹脂複合材料成型品の製造方法において、圧縮成型工程とブリードアウト工程を同時に行う場合、即ち、高温軟化性添加剤が十分軟化する温度まで金型を加熱した状態で圧縮成型を実施する場合には、成型圧力によって軟化した添加剤が成型品表面や内部の空隙にブリードアウトしてくるために、効率的に成型品の表面や空隙部へ効率的に移動する。このためより効率的に成型品表面や成型体内部の空隙に露出されたフィラー表面に高温軟化性添加剤により形成されたガスバリア性のある皮膜が形成される。
【0026】
このようにして成型品表面や成型品内部空隙に露出されたフィラーの表面上へ、より高濃度に存在する高温軟化性添加剤が大気中の水分や酸素をブロックし、これらによるフィラーの酸化劣化などの品質変化を抑制する効果を奏するものである。また、成型品内部から成型品表面や成型品内部の空隙部へ高温軟化性添加剤が移動するために、成型品表面や空隙部にその存在比率が相対的に高くなり、同じ添加剤を樹脂複合材料へ公知の方法で均一分散させた樹脂複合材料成型品よりも、水分や酸素からの酸化を防ぐ効果をより高めるものである。
【0027】
また、一旦形成された添加剤による被膜にピンホール等が形成されたとしても、高温軟化性添加剤が軟化するような高温環境下では、フィラー表面で該添加剤が液体被膜を形成するために、ピンホールを修復するため、さらに信頼性も高い。
【0028】
また、圧縮成型工程とブリードアウト工程を同時に行う場合には、圧縮行程において高温軟化性添加剤が流動する程度に軟化して見かけ上液体のように振る舞うため、成型助剤の役割を果たして、フィラーの移動を容易にするために、得られる成型体の成型密度が高くなる。また軟化している高温軟化性添加剤を介して成型圧力が樹脂複合材料組成物全体に均一に伝達される。このため得られる成型体内における密度ばらつきも小さくなる。
【発明の効果】
【0029】
上述したようにフィラーと熱硬化性樹脂を含む樹脂複合材料成型品において、本発明の構成を採用することによって、大気中の酸素や水分によって引き起こされる経時的な性能低下が小さい樹脂複合材料成型品を提供することができる。
【0030】
さらに、圧縮成型工程とブリードアウト工程を同時に行うことで、より効率的に本発明の効果を得ることができる。さらに、より成型密度が高く、成型密度のばらつきの小さい樹脂複合材料成型体を提供することができる。
【発明を実施するための最良の形態】
【0031】
以下に本発明を詳細に説明してゆく。
【0032】
本発明におけるフィラーの種類は、特に限定されるものではない。成型品がおかれた環境内に存在する気体によって何らかの変化を受ける可能性のあるフィラーであれば、効果が得られるので好ましい。例えば、大気中に存在する酸素や水分によって酸化を受けやすい金属や金属間化合物の他、加水分解されやすい金属酸化物、窒化物、ホウ化物のほか、金属の硫酸塩や塩化物等のイオン性結晶化合物等が挙げられる。
【0033】
使用されるフィラーはあらかじめ必要に応じて、公知の表面処理を行っても良い。例えばアルミネート系、チタネート系、シラン系、リン系カップリング剤などが挙げられ、そのほか各種界面活性剤などが挙げられる。表面処理方法は公知の方法により実施すればよい。
【0034】
本発明におけるバインダは、フィラーと複合化させて圧縮成型した際に、形状保持性を発揮する物質であればよい。製造工程を単純にしやすい、取り扱い易いなどの実用上の利点が多いため、熱硬化性樹脂が好ましい。特に熱硬化性樹脂の種類には限定はないが、強度や化学安定性などの観点からエポキシ樹脂、フェノール樹脂、不飽和ポリエチレン、アクリル樹脂などが好ましい。
【0035】
本発明における高温軟化性添加剤は、ブリードアウト工程以前の工程における環境温度(いわゆる常温)において流動性を示さない程度に粘度が高い、見かけ上の固体であり、圧縮成型中または圧縮成型後において所定の温度まで加熱される、ブリードアウト工程における温度において、軟化した添加剤が成型品の表面や内部にある空隙にブリードアウトすることが可能となる程度にまで、その粘度が低下する様な添加剤であればよい。また使用されるバインダが熱硬化性樹脂の場合には、高温軟化性添加剤は、バインダの硬化温度において、ブリードアウトする程度に低い粘度にまで軟化するものが好ましい。また、高温軟化性添加剤は、使用される熱硬化性バインダの硬化温度以下の軟化温度を示すものがさらに好ましい。ここで、軟化温度とは、融点の存在する結晶性化合物では融点を指し、融点の存在しない非晶性化合物等に対しては、急激に粘度低下を示す温度は明確に定義できないが、見かけ上液体のように流動する程度に粘度を示す温度である。
【0036】
ブリードアウト工程における高温溶融性添加剤の粘度は200mPa・s以下が好ましい。例えば、エポキシの硬化温度である150℃における粘度は100mPa・s以下が望ましい。ここで示した、高温溶融性添加剤の粘度は、ブルックフィールド式回転粘度計にて測定したものである。
【0037】
高温軟化性添加剤の軟化温度は、具体的には成型を行う環境温度よりも10℃以上高いものが好ましい。高温軟化性添加剤の粘度が常温において十分低く、見かけ上液体であると、粉体状または造粒された樹脂複合材料が湿った感触になり、樹脂複合材料の流動度が著しく低下してしまう。このために樹脂複合材料を金型へ供給する工程において、樹脂複合材料がブリッジを起こしたりするなどのトラブルを引き起こし、樹脂複合材料成型品の生産性を損なうといった問題があるため好ましくない。ここで常温とは、圧縮成型等の加工を行う一般的な環境温度であり、具体的には樹脂複合材料の保管、取り扱い、成型加工時における環境温度を示しており、例えば20℃〜30℃程度の範囲を想定している。この前提で、樹脂複合材料に含まれる高温軟化性添加剤の軟化温度が40℃を下回るものである場合には、常温においても添加剤の粘度がかなり低下してしまい、樹脂複合材料の流動度が不安定となるため好ましくない。また、高温軟化性添加剤の軟化温度は約40℃以上であると、得られた樹脂複合材料の流動度も比較的安定するため好ましい。しかし、実際に樹脂複合材料を保管する温度や成型する環境温度がさらに低い場合には、例えば15〜20℃程度であれば、高温軟化性添加剤の軟化温度はさらに低いものでも、本発明の効果を発揮すると考えられるので、使用される環境温度との関係で高温軟化性添加剤の軟化温度は限定されるべきである。
【0038】
また、樹脂複合材料成型品を使用した製品として使用され、成型品表面上にブリードアウトしている、軟化した高温軟化性添加剤がその実使用において問題となるときには、高温軟化性添加剤の軟化温度は実使用温度以上である方が好ましい。
【0039】
例えば、バインダとして硬化温度が150℃のエポキシ樹脂を選択した場合には、軟化温度が40℃以上150℃以下が好ましい。
【0040】
高温軟化性添加剤の具体例としては、飽和脂肪酸、不飽和脂肪酸、脂肪酸エステル類、脂肪酸アミド、脂肪酸金属石鹸類、高級アルコール系化合物、石油系ワックス、コールタール、ピッチ、パラフィン等が例示される。特に石油系ワックスやパラフィン、コールタール、ピッチ、高級脂肪酸などは疎水性が高く、フィラー表面に形成される皮膜が撥水性を持つために、水分をブロックする効果が大きいため特に好ましい。
【0041】
また、高温軟化性添加剤の添加量は、0.05体積%以上であればよい。0.05体積%未満であるとその効果がはっきりと見られないからである。ただし、これは使用されるフィラーの粒度分布や成型圧力、成型品の最終的な空隙率、使用される環境条件など様々な要因を考慮して慎重に決定されるべきである。
【0042】
また、高温軟化性添加剤を5体積%以上含む場合には、樹脂複合材料成型品の強度が非常に低くなるため、実用性に欠ける。従って高温軟化性添加剤の添加量は5体積%未満にするのが好ましい。さらに好ましくは、3体積%未満、さらに好ましくは1.5体積%以下が好ましい。
【0043】
本発明における樹脂複合材料は、上記フィラー、バインダ、高温軟化性添加剤の他に必要によって外部滑剤、内部活剤、可塑剤、酸化防止剤、老化防止剤などを各種添加剤を含んでも良い。
【0044】
フィラーとバインダと各種添加剤の複合化工程は、少なくともフィラーとバインダが物理的に均一にブレンドされていればよい。これに使用できる設備としては万能混合機、バッチ式の加圧ニーダー、連続式のニーダーなどが挙げられる。
【0045】
フィラーとバインダと各種添加剤の複合化工程は、2段階に行ってもよい。具体的には、フィラーとバインダを先に複合化させてから、さらに複合化されたフィラーとバインダの混合物へ、別工程にて高温軟化性添加剤等を含む各種添加剤を添加して複合化しても良い。また、フィラーとバインダと高温軟化性添加剤を含む各種添加剤を1段階で同時に複合化しても良い。
【0046】
また、フィラーとバインダをより均一に分散させるために、バインダを適当な溶剤に溶解させてからフィラーと混合し、均一に分散させても良い。さらに、添加した溶剤を除去するために加熱乾燥しても良い。その際に減圧乾燥すると乾燥がより低温で、また短時間で乾燥を完了させることができるため好ましい。特に、使用されるバインダが熱硬化性樹脂の場合には、複合化させる際の材料温度を、使用される熱硬化性樹脂の硬化反応が開始しない温度範囲にとどめる方が好ましい。例えば加工中にバインダとフィラーを含んだ混合物の温度をバインダの硬化温度を超える温度まで高くすると、ブレンド工程にてバインダの硬化反応が始まってしまい、バインダの一部が硬化してしまう。このような樹脂複合材料を使用した成型品では強度が低下してしまうという問題を引き起こすため好ましくない。
【0047】
また、フィラーとバインダと高温軟化性添加剤を複合化させる場合に、これらを加熱しながら複合化すると、高温軟化性添加剤の粘度が低下し、フィラーとバインダと高温軟化性添加剤が造粒され、複合化された樹脂複合材料の取り扱い性が格段に向上するため好ましい。その際の設定温度は、高温軟化性添加剤の添加量と軟化温度によって最適化すればよい。
【0048】
本発明における圧縮成型品製造方法は、少なくとも樹脂複合材料を圧縮成型する工程と、樹脂複合材料に含まれている高温軟化性添加剤をブリードアウトさせる工程を含むものである。これらの工程は別々に行ってもよく、また、同時または連続的に行っても良い。
【0049】
本発明における圧縮成型は、公知の圧縮成型用の設備を用いて成型を行えばよく、特に限定はない。また本発明のブリードアウト工程では、含まれている高温軟化性添加剤がブリードアウトする程度の粘度まで軟化する温度以上に樹脂複合材料または樹脂複合材料成型品を加熱すればよい。ブリードアウト工程に使用される設備に関しては、連続式の加熱設備やバッチ式の加熱設備が使用できる。成型工程とブリードアウト工程を同時に行う場合には、圧縮成型工程中に金型温度をブリードアウトに必要な温度まで加熱することによって行っても良い。加熱方式は電気ヒーター式、赤外線式、熱風式、電磁誘導方式の加熱方式が使用できるが特に限定はない。この加熱工程は不活性ガス雰囲気下で実施するとフィラーの酸化劣化を抑制できるため好ましい。また加熱炉内で減圧加熱を行うと高温軟化性添加剤のブリードアウトが促進されるため好ましい。
【0050】
ブリードアウトにおける加熱時間は、高温軟化性添加剤が十分軟化する時間であればよい。
特にブリードアウト工程の設定温度を高く設定すると、加熱時間を短くすることができるため好ましい。例えば、融点60℃のパラフィンを使用し、ブリードアウト工程の温度を90℃にした場合には、加熱時間が1分程度で十分効果が見られる。
【0051】
本発明の製造方法における圧縮成型に使用される金型温度に関して特に限定はなく、金型温度は常温より高い温度とすると、成型加工中に樹脂複合材料の温度が上昇し、成型加工性が向上して好ましい。特に、成型圧力によって成型品の表面や空隙へ高温軟化性添加剤をより効率的にブリードアウトさせることができるという理由から、成型される樹脂複合材料が所定の温度以上になるように、具体的には高温軟化性添加剤がブリードアウトすることが可能な温度、すなわち、成型品の表面や空隙にブリードアウトする程度の流動性を示す粘度まで低下するような温度以上になるように、金型温度を設定するとよい。また、金型温度が高温軟化性添加剤の軟化温度以上であると、より確実にブリードアウトが起こるため、さらに好ましい。またさらに、金型温度が熱硬化性樹脂の硬化温度以上であると、成型圧力によって高温軟化性添加剤のブリードアウトが進行すると同時に、熱硬化性樹脂の硬化反応によって熱硬化性樹脂のネットワークが形成され、高温軟化性添加剤のブリードアウトが促進されるため、さらに好ましい。
【0052】
例えば、融点70℃のオレイン酸アミドを使用し、金型温度を120℃に設定した場合には、成型サイクルが約7秒であっても、十分に効果が得られる。
【0053】
以下に実施例を用いて本発明をさらに詳細に説明してゆくが、本発明の趣旨を超えない限り、以下の実施例に限定されるものではない。
【0054】
フィラーとバインダと高温軟化性添加剤の複合化
(軟磁性樹脂複合材料の製造)
試料1〜試料3(本発明実施例)、試料4〜試料5(比較例)については、フィラーとしてタングステン粉(粒径50μm以下)を、バインダとしてフェノール樹脂を使用した。本発明の実施例については、高温軟化性添加剤としてオレイン酸アミド(融点70℃)を使用し、比較例として添加剤を添加しないもの(試料4)、およびステアリン酸カルシウム(融点180℃)を使用した(試料5)。タングステン粉100重量部に対して、5重量部のエタノールに溶解させたチタネート系のカップリング剤1重量部を添加して、40℃に加熱した万能混合機で3分間攪拌し、引き続き減圧し、攪拌しながら乾燥を行った。チタネート系カップリング剤で表面処理されたタングステン粉の充填率を85体積%に固定し、高温軟化性添加剤の添加量が表1に示す添加量となる様に、高温軟化性添加剤およびバインダをそれぞれ計量し、これらを90℃に加熱された加圧ニーダーへ投入し、10分間加熱攪拌して、樹脂複合材料を製造した。本発明により得られた樹脂複合材料(試料1〜試料3)は造粒品されており、得られた樹脂複合材料は流動度の高い造粒品であった。一方、比較例によって製造された樹脂複合材料(試料4〜試料5)は、粉状であった。これらを篩を用いてそれぞれ500μm以下にふるい分けた。
【0055】
2樹脂複合材料成型品の製造
(高比重樹脂複合材料成型品の製造)
上記の方法で製造された造粒品(試料1〜試料5)を使用して、油圧式の圧縮成型機により評価用の成型品を成型した。成型品の形状は、直径10mm高さ7mm円筒形状である。金型温度は120℃とし、成型圧力は7t/cm2とした。得られた成型品は熱風循環式のオーブンに入れて150℃で1時間保持し、バインダを硬化させた。
【0056】
3.樹脂組成物成型品の評価
(錆の発生による重量増加)
高比重樹脂複合材料成型品(試料1〜試料5)については、60℃90%の恒温恒湿槽内で成型品を200時間保持する環境試験を実施した。試験前後における成型品の重量増加を測定し、錆の発生状況を確認した。成型品に錆がすると成型品の重量が大きくなるので、重量増加が大きいほど湿度による品質低下が大きいと判断できる。
【0057】
【表1】

【0058】
試料1〜試料3(本発明実施例)は、60℃90%中で200時間保持した後の樹脂複合材料成型品重量の増加量が試料4(比較例)に比較して約1/4倍程度であった。また、ブリードアウト工程において溶融しない添加剤を添加した試料5(比較例)では、試料4と重量増加がほぼ同程度であり、フィラーの酸化防止に対しては、添加剤の効果がほとんど見られなかった。
【産業上の利用可能性】
【0059】
本発明は、金属や金属酸化物などのフィラーとバインダからなる各種機能性樹脂複合材料の圧縮成型品に利用され、実用性を十分に有するものである。これらの成型品は、例えば軟磁性樹脂複合材料はノイズフィルターや各種トランスコア等に利用される。また高比重樹脂複合材料は振動子やバランサーなどとして利用される。
【図面の簡単な説明】
【0060】
【図1】樹脂複合材料成型品中に高温軟化性添加剤が均一に分散した状態を示す概念図である。
【図2】本発明の高温軟化性添加剤がブリードアウトした後の状態を示す概念図である。
【符号の説明】
【0061】
1 フィラー
2 高温軟化性添加剤
3 樹脂複合材料成型品の表面
【技術分野】
【0001】
本発明はフィラーとバインダからなる樹脂複合材料成型品に関する。
【背景技術】
【0002】
フィラーとバインダからなる樹脂複合材料成型品に使用される樹脂複合材料は、フィラーの機能性を確保しつつ、形状保持性、成型品強度を付与させることができるため、様々な用途で広く実用化されている。目的とする用途に合わせてフィラーを選ぶことによって、様々な機能性を発揮する樹脂複合材料成型品が得られる。
【0003】
その成型方法としては、射出成型、圧縮成型、トランスファー成型などいくつかの成型方法が知られている。これらのうちで、製造できる成型品の形状に多少の制約があるものの、フィラー充填率をより高めることができる、製造方法が単純であるため製造コストが安い等の理由から、圧縮成型が古くから広く利用されている。
【0004】
以下に熱硬化性樹脂をバインダとした圧縮成型用樹脂複合材料を使用して製造する成型品の一般的な製造工程を簡単に説明する。通常はフィラーへ熱硬化性のバインダが均一に分散複合化された樹脂複合材料を、圧縮成型機に付属した材料供給用のホッパーへ投入し、ホッパーからシューターなどによって金型内へ樹脂複合材料を供給し、圧縮成型する。得られた成型品をバインダの硬化反応が進行する温度域で一定時間保持することで、十分に成型品強度のある樹脂複合材料成型品を製造する。
【0005】
例えば、タングステンをフィラーとして、またエポキシ樹脂をバインダとして使用した高比重材料成型品は、振動子として広く利用されている。要求される振動量を達成するために、その充填率は85体積%程度であるのが一般的である。このような場合に材料の比重から計算される理論密度(16.3g/cm3)と、圧縮成型によって製造された振動子について実測された成型品の密度(15.3g/cm3)から、高比重材料成型品の内部に存在する空隙の存在比率を計算すると、6〜7体積%程度であると試算され、得られた圧縮成型品は多孔質あることがわかる。またフィラーの間に空隙がランダムに分散して存在するために、成型品表面から内部まで空隙が連通している確率も高い。また、フィラーの充填率が高いため、成型品表面へも多くのフィラーが露出しており、バインダに覆われていないフィラーが成型品表面に露出している場合もある。
【0006】
樹脂複合材料成型品が製造される様々な分野において、含まれているフィラーの錆発生を抑制するための対策がなされており、例えば特許文献1には、リン酸と珪酸と酸化マグネシウムを水で希釈した処理液で鉄系の金属フィラーを処理した後に熱処理して被膜形成する方法が開示されている。また特許文献2には、リン酸塩化成処理 液に界面活性剤及び防錆剤を添加したものを使用したフィラーへの防錆処理に関する技術が開示されている。
【0007】
また、鉄系粉末などの金属フィラーを含むエポキシ系圧縮成型品に対しては、錆を防ぐ目的でエポキシ樹脂のコーティングが行われているのが一般的である。
【0008】
【特許文献1】特開2003−124017
【特許文献2】特開2001―100522
【発明の開示】
【発明が解決しようとする課題】
【0009】
以上に挙げたように、圧縮成型により製造された樹脂複合材料成形品では、フィラーの品質を劣化させるような気体が存在する環境下で成型品が使用される場合に、経時的にフィラーの品質が劣化してしまい、成型品の性能を変化させてしまうという問題があった。
【0010】
特にフィラーが金属系粉末の場合には、成型品を大気中に放置しておくと経時的に大気中の水分によってフィラーの酸化が進行することが原因で、成型品の品質低下が発生してしまうという問題があった。また、使用されるフィラーが加水分解しやすい様なセラミックス等のフィラーの場合には、大気中の水分によってフィラーの加水分解が進行して、フィラーの特性が変化してしまい、本来の機能を十分に発揮しないなどの問題が発生する。また、成型品を例えば80℃以上の高温で保持するだけでも、フィラーの高温酸化によって成型品の性能が低下するという問題もあった。
【0011】
このような課題は以下のような理由で発生すると推測される。
【0012】
圧縮成型品においてはフィラー充填率が非常に高いため、バインダがフィラー表面を十分にコーティングしきれていない部分が存在すると考えられる。また、たとえ完全にコーティングされていたとしても、その膜厚は非常に薄く、互いに接触したフィラーを介して進行してゆく酸化をブロックする程の酸化防止効果はないと考えられる。
【0013】
従来の方法で製造された樹脂複合材料成型品を120℃の大気中に保持した場合には、成型品の表面に露出したフィラーが使用環境下に存在する水分や酸素に直接触れることによって、最初に酸化を受ける。さらに成型品内部には多数の空隙が存在するために、雰囲気中の水分等が成型品の空隙を経由して成型品内部へ徐々に拡散してゆき、成型品内部においても徐々にフィラーの酸化が進行する。空隙に沿って酸化領域が内部へ広がってゆくことで、品質劣化したフィラーの割合が増加するために、全体の性能が低下してしまう原因になると考えられる。
【0014】
これに対する対策として、使用されるフィラーを表面処理する方法などが提案されているが、従
来行われていた様なカップリング処理やフィラーへの防錆処理のみでは十分な効果が得られていなかった。
【0015】
また、錆に対する信頼性を高めるために樹脂複合材料成型品の表面に樹脂コーティングや金属メッキ処理を施すことが実用化されているが、コストが非常に高いという問題があるため、より低コストで実現できる耐環境性の高い防錆技術が求められていた。
【0016】
本発明は上で説明したような従来の圧縮成型法により製造される樹脂複合材料成型品が抱える問題点を解決するためになされたものであり、成型品の使用環境下に存在する水分、酸素等のフィラーの品質を劣化させる気体によって引き起こされるフィラーの酸化などの品質変化を抑制することで、圧縮成型品の経時的な性能低下を小さくすることを目的とするものである。
【課題を解決するための手段】
【0017】
本発明は上記目的を達成するために、圧縮成型により製造される樹脂複合材料成型品の構成を、少なくともフィラーとバインダを含む圧縮成型品において、40℃以上で軟化する高温軟化性添加剤を含んだ構成としたものである。
【0018】
第二に、使用されるバインダが熱硬化性樹脂であり、高温軟化性添加剤の軟化温度が40℃以上であり、かつ熱硬化性樹脂の硬化温度以下である高温軟化性添加剤を含んだ構成とした上記圧縮成型品である。
【0019】
第三に、少なくともフィラーと熱硬化性バインダと溶融性添加剤とを含んだ樹脂複合材料を圧縮成型する工程と、成型品に含まれる溶融性添加剤をブリードアウトさせるためのブリードアウト工程を含んだ、圧縮成型品の製造方法である。
【0020】
第四に、上記圧縮成型工程とブリードアウト工程を同時に行う、圧縮成型品の製造方法である。
【0021】
本発明は上述したとおり、圧縮成型工程と成型品に含まれる高温軟化性添加剤をブリードアウトさせるブリードアウト工程からなるものであり、以下に各工程に分けて発明の構成とその作用効果について説明する。
【0022】
まず圧縮成型工程において、フィラーとバインダと高温軟化性添加剤を含んだ樹脂複合材料を使用して圧縮成型し、樹脂複合材料成型品を製造する。この成型品内部では、フィラーとバインダが均一に分散されており、それらの間に高温軟化性添加剤が均一に分散されて存在する構成となっている。図1は、圧縮成型された樹脂複合材料成型品の内部における、樹脂複合材料成型品中に高温軟化性添加剤が分散した状態を示す概念図である。この図において、バインダはフィラー中に均一に分散しているので、簡単のためにバインダの表示を省略している。この段階ですでに、成型品には空隙が多く存在しており、少なくとも成型品の外部に存在する気体が成型品内部へ拡散できる大きさの細孔がランダムに存在している。また、成型品の表面には多くのフィラーが露出しており、バインダに覆われていないものも含まれている。
【0023】
次にブリードアウト工程では、得られた樹脂複合材料圧縮成型品を所定温度まで加熱することで、含まれている高温軟化性添加剤が流動する程度まで軟化する。ここで、毛細管現象によってフィラーの接触面に沿って高温軟化性添加剤が流動し、空隙等へも高温軟化性添加剤が拡散してゆく。さらに、成型品内部に存在する空隙内の空気が膨張して外部へ放出され、そのときに流動性を持った高温軟化性添加剤が一緒に成型品表面へ押し出されるようになる。この結果、成型品内に均一に分散していた高温軟化性添加剤がブリードアウトして表面に浮き出してきて、成型品表面に高温軟化性添加剤の皮膜が形成される。また成型品内部の空隙内壁においても、高温軟化性添加剤が流動した後にガスバリア性のある皮膜が形成される。高温軟化性添加剤が液状になっている状態で皮膜が形成されるため、均一でピンホール等が発生しにくく、欠陥の少ない皮膜が形成される。図2は、圧縮成型された樹脂複合材料成型品を加熱した後に、高温軟化性添加剤が成型品の表面、空隙部へブリードアウトした後の状態を示す概念図である。
【0024】
また、使用されるバインダが熱硬化性樹脂の場合には、熱硬化性樹脂の硬化反応を進めるために成型品を加熱する、硬化工程と呼ばれる工程が一般に行われている。このため、上記の成型品を加熱するブリードアウト工程と硬化工程を共通化しても良い。この場合には、成型品内部に均一に分散されている高温軟化性添加剤が軟化し、流動性を持つようになり、成形体内部を移動可能な状態になる。また、この硬化工程において成型品内部に均一に分散されている熱硬化性樹脂の硬化反応が進行し、フィラーと流動性をもった高温軟化性添加剤を包み込むように熱硬化性樹脂が3次元のネットワークを形成してゆく。この工程において流動性のある高温軟化性添加剤は、樹脂が形成するネットワークから移動して、成型品内部の空隙や成型品表面にまで達する。また、この過程で成型品表面や成型品内部の空隙などに高温軟化性添加剤が流動しながら移動するため、結果的に成型品表面や空隙内へ露出されているフィラーの表面に高温軟化性添加剤により形成されたガスバリア性のある皮膜が形成される。
【0025】
また、樹脂複合材料成型品の製造方法において、圧縮成型工程とブリードアウト工程を同時に行う場合、即ち、高温軟化性添加剤が十分軟化する温度まで金型を加熱した状態で圧縮成型を実施する場合には、成型圧力によって軟化した添加剤が成型品表面や内部の空隙にブリードアウトしてくるために、効率的に成型品の表面や空隙部へ効率的に移動する。このためより効率的に成型品表面や成型体内部の空隙に露出されたフィラー表面に高温軟化性添加剤により形成されたガスバリア性のある皮膜が形成される。
【0026】
このようにして成型品表面や成型品内部空隙に露出されたフィラーの表面上へ、より高濃度に存在する高温軟化性添加剤が大気中の水分や酸素をブロックし、これらによるフィラーの酸化劣化などの品質変化を抑制する効果を奏するものである。また、成型品内部から成型品表面や成型品内部の空隙部へ高温軟化性添加剤が移動するために、成型品表面や空隙部にその存在比率が相対的に高くなり、同じ添加剤を樹脂複合材料へ公知の方法で均一分散させた樹脂複合材料成型品よりも、水分や酸素からの酸化を防ぐ効果をより高めるものである。
【0027】
また、一旦形成された添加剤による被膜にピンホール等が形成されたとしても、高温軟化性添加剤が軟化するような高温環境下では、フィラー表面で該添加剤が液体被膜を形成するために、ピンホールを修復するため、さらに信頼性も高い。
【0028】
また、圧縮成型工程とブリードアウト工程を同時に行う場合には、圧縮行程において高温軟化性添加剤が流動する程度に軟化して見かけ上液体のように振る舞うため、成型助剤の役割を果たして、フィラーの移動を容易にするために、得られる成型体の成型密度が高くなる。また軟化している高温軟化性添加剤を介して成型圧力が樹脂複合材料組成物全体に均一に伝達される。このため得られる成型体内における密度ばらつきも小さくなる。
【発明の効果】
【0029】
上述したようにフィラーと熱硬化性樹脂を含む樹脂複合材料成型品において、本発明の構成を採用することによって、大気中の酸素や水分によって引き起こされる経時的な性能低下が小さい樹脂複合材料成型品を提供することができる。
【0030】
さらに、圧縮成型工程とブリードアウト工程を同時に行うことで、より効率的に本発明の効果を得ることができる。さらに、より成型密度が高く、成型密度のばらつきの小さい樹脂複合材料成型体を提供することができる。
【発明を実施するための最良の形態】
【0031】
以下に本発明を詳細に説明してゆく。
【0032】
本発明におけるフィラーの種類は、特に限定されるものではない。成型品がおかれた環境内に存在する気体によって何らかの変化を受ける可能性のあるフィラーであれば、効果が得られるので好ましい。例えば、大気中に存在する酸素や水分によって酸化を受けやすい金属や金属間化合物の他、加水分解されやすい金属酸化物、窒化物、ホウ化物のほか、金属の硫酸塩や塩化物等のイオン性結晶化合物等が挙げられる。
【0033】
使用されるフィラーはあらかじめ必要に応じて、公知の表面処理を行っても良い。例えばアルミネート系、チタネート系、シラン系、リン系カップリング剤などが挙げられ、そのほか各種界面活性剤などが挙げられる。表面処理方法は公知の方法により実施すればよい。
【0034】
本発明におけるバインダは、フィラーと複合化させて圧縮成型した際に、形状保持性を発揮する物質であればよい。製造工程を単純にしやすい、取り扱い易いなどの実用上の利点が多いため、熱硬化性樹脂が好ましい。特に熱硬化性樹脂の種類には限定はないが、強度や化学安定性などの観点からエポキシ樹脂、フェノール樹脂、不飽和ポリエチレン、アクリル樹脂などが好ましい。
【0035】
本発明における高温軟化性添加剤は、ブリードアウト工程以前の工程における環境温度(いわゆる常温)において流動性を示さない程度に粘度が高い、見かけ上の固体であり、圧縮成型中または圧縮成型後において所定の温度まで加熱される、ブリードアウト工程における温度において、軟化した添加剤が成型品の表面や内部にある空隙にブリードアウトすることが可能となる程度にまで、その粘度が低下する様な添加剤であればよい。また使用されるバインダが熱硬化性樹脂の場合には、高温軟化性添加剤は、バインダの硬化温度において、ブリードアウトする程度に低い粘度にまで軟化するものが好ましい。また、高温軟化性添加剤は、使用される熱硬化性バインダの硬化温度以下の軟化温度を示すものがさらに好ましい。ここで、軟化温度とは、融点の存在する結晶性化合物では融点を指し、融点の存在しない非晶性化合物等に対しては、急激に粘度低下を示す温度は明確に定義できないが、見かけ上液体のように流動する程度に粘度を示す温度である。
【0036】
ブリードアウト工程における高温溶融性添加剤の粘度は200mPa・s以下が好ましい。例えば、エポキシの硬化温度である150℃における粘度は100mPa・s以下が望ましい。ここで示した、高温溶融性添加剤の粘度は、ブルックフィールド式回転粘度計にて測定したものである。
【0037】
高温軟化性添加剤の軟化温度は、具体的には成型を行う環境温度よりも10℃以上高いものが好ましい。高温軟化性添加剤の粘度が常温において十分低く、見かけ上液体であると、粉体状または造粒された樹脂複合材料が湿った感触になり、樹脂複合材料の流動度が著しく低下してしまう。このために樹脂複合材料を金型へ供給する工程において、樹脂複合材料がブリッジを起こしたりするなどのトラブルを引き起こし、樹脂複合材料成型品の生産性を損なうといった問題があるため好ましくない。ここで常温とは、圧縮成型等の加工を行う一般的な環境温度であり、具体的には樹脂複合材料の保管、取り扱い、成型加工時における環境温度を示しており、例えば20℃〜30℃程度の範囲を想定している。この前提で、樹脂複合材料に含まれる高温軟化性添加剤の軟化温度が40℃を下回るものである場合には、常温においても添加剤の粘度がかなり低下してしまい、樹脂複合材料の流動度が不安定となるため好ましくない。また、高温軟化性添加剤の軟化温度は約40℃以上であると、得られた樹脂複合材料の流動度も比較的安定するため好ましい。しかし、実際に樹脂複合材料を保管する温度や成型する環境温度がさらに低い場合には、例えば15〜20℃程度であれば、高温軟化性添加剤の軟化温度はさらに低いものでも、本発明の効果を発揮すると考えられるので、使用される環境温度との関係で高温軟化性添加剤の軟化温度は限定されるべきである。
【0038】
また、樹脂複合材料成型品を使用した製品として使用され、成型品表面上にブリードアウトしている、軟化した高温軟化性添加剤がその実使用において問題となるときには、高温軟化性添加剤の軟化温度は実使用温度以上である方が好ましい。
【0039】
例えば、バインダとして硬化温度が150℃のエポキシ樹脂を選択した場合には、軟化温度が40℃以上150℃以下が好ましい。
【0040】
高温軟化性添加剤の具体例としては、飽和脂肪酸、不飽和脂肪酸、脂肪酸エステル類、脂肪酸アミド、脂肪酸金属石鹸類、高級アルコール系化合物、石油系ワックス、コールタール、ピッチ、パラフィン等が例示される。特に石油系ワックスやパラフィン、コールタール、ピッチ、高級脂肪酸などは疎水性が高く、フィラー表面に形成される皮膜が撥水性を持つために、水分をブロックする効果が大きいため特に好ましい。
【0041】
また、高温軟化性添加剤の添加量は、0.05体積%以上であればよい。0.05体積%未満であるとその効果がはっきりと見られないからである。ただし、これは使用されるフィラーの粒度分布や成型圧力、成型品の最終的な空隙率、使用される環境条件など様々な要因を考慮して慎重に決定されるべきである。
【0042】
また、高温軟化性添加剤を5体積%以上含む場合には、樹脂複合材料成型品の強度が非常に低くなるため、実用性に欠ける。従って高温軟化性添加剤の添加量は5体積%未満にするのが好ましい。さらに好ましくは、3体積%未満、さらに好ましくは1.5体積%以下が好ましい。
【0043】
本発明における樹脂複合材料は、上記フィラー、バインダ、高温軟化性添加剤の他に必要によって外部滑剤、内部活剤、可塑剤、酸化防止剤、老化防止剤などを各種添加剤を含んでも良い。
【0044】
フィラーとバインダと各種添加剤の複合化工程は、少なくともフィラーとバインダが物理的に均一にブレンドされていればよい。これに使用できる設備としては万能混合機、バッチ式の加圧ニーダー、連続式のニーダーなどが挙げられる。
【0045】
フィラーとバインダと各種添加剤の複合化工程は、2段階に行ってもよい。具体的には、フィラーとバインダを先に複合化させてから、さらに複合化されたフィラーとバインダの混合物へ、別工程にて高温軟化性添加剤等を含む各種添加剤を添加して複合化しても良い。また、フィラーとバインダと高温軟化性添加剤を含む各種添加剤を1段階で同時に複合化しても良い。
【0046】
また、フィラーとバインダをより均一に分散させるために、バインダを適当な溶剤に溶解させてからフィラーと混合し、均一に分散させても良い。さらに、添加した溶剤を除去するために加熱乾燥しても良い。その際に減圧乾燥すると乾燥がより低温で、また短時間で乾燥を完了させることができるため好ましい。特に、使用されるバインダが熱硬化性樹脂の場合には、複合化させる際の材料温度を、使用される熱硬化性樹脂の硬化反応が開始しない温度範囲にとどめる方が好ましい。例えば加工中にバインダとフィラーを含んだ混合物の温度をバインダの硬化温度を超える温度まで高くすると、ブレンド工程にてバインダの硬化反応が始まってしまい、バインダの一部が硬化してしまう。このような樹脂複合材料を使用した成型品では強度が低下してしまうという問題を引き起こすため好ましくない。
【0047】
また、フィラーとバインダと高温軟化性添加剤を複合化させる場合に、これらを加熱しながら複合化すると、高温軟化性添加剤の粘度が低下し、フィラーとバインダと高温軟化性添加剤が造粒され、複合化された樹脂複合材料の取り扱い性が格段に向上するため好ましい。その際の設定温度は、高温軟化性添加剤の添加量と軟化温度によって最適化すればよい。
【0048】
本発明における圧縮成型品製造方法は、少なくとも樹脂複合材料を圧縮成型する工程と、樹脂複合材料に含まれている高温軟化性添加剤をブリードアウトさせる工程を含むものである。これらの工程は別々に行ってもよく、また、同時または連続的に行っても良い。
【0049】
本発明における圧縮成型は、公知の圧縮成型用の設備を用いて成型を行えばよく、特に限定はない。また本発明のブリードアウト工程では、含まれている高温軟化性添加剤がブリードアウトする程度の粘度まで軟化する温度以上に樹脂複合材料または樹脂複合材料成型品を加熱すればよい。ブリードアウト工程に使用される設備に関しては、連続式の加熱設備やバッチ式の加熱設備が使用できる。成型工程とブリードアウト工程を同時に行う場合には、圧縮成型工程中に金型温度をブリードアウトに必要な温度まで加熱することによって行っても良い。加熱方式は電気ヒーター式、赤外線式、熱風式、電磁誘導方式の加熱方式が使用できるが特に限定はない。この加熱工程は不活性ガス雰囲気下で実施するとフィラーの酸化劣化を抑制できるため好ましい。また加熱炉内で減圧加熱を行うと高温軟化性添加剤のブリードアウトが促進されるため好ましい。
【0050】
ブリードアウトにおける加熱時間は、高温軟化性添加剤が十分軟化する時間であればよい。
特にブリードアウト工程の設定温度を高く設定すると、加熱時間を短くすることができるため好ましい。例えば、融点60℃のパラフィンを使用し、ブリードアウト工程の温度を90℃にした場合には、加熱時間が1分程度で十分効果が見られる。
【0051】
本発明の製造方法における圧縮成型に使用される金型温度に関して特に限定はなく、金型温度は常温より高い温度とすると、成型加工中に樹脂複合材料の温度が上昇し、成型加工性が向上して好ましい。特に、成型圧力によって成型品の表面や空隙へ高温軟化性添加剤をより効率的にブリードアウトさせることができるという理由から、成型される樹脂複合材料が所定の温度以上になるように、具体的には高温軟化性添加剤がブリードアウトすることが可能な温度、すなわち、成型品の表面や空隙にブリードアウトする程度の流動性を示す粘度まで低下するような温度以上になるように、金型温度を設定するとよい。また、金型温度が高温軟化性添加剤の軟化温度以上であると、より確実にブリードアウトが起こるため、さらに好ましい。またさらに、金型温度が熱硬化性樹脂の硬化温度以上であると、成型圧力によって高温軟化性添加剤のブリードアウトが進行すると同時に、熱硬化性樹脂の硬化反応によって熱硬化性樹脂のネットワークが形成され、高温軟化性添加剤のブリードアウトが促進されるため、さらに好ましい。
【0052】
例えば、融点70℃のオレイン酸アミドを使用し、金型温度を120℃に設定した場合には、成型サイクルが約7秒であっても、十分に効果が得られる。
【0053】
以下に実施例を用いて本発明をさらに詳細に説明してゆくが、本発明の趣旨を超えない限り、以下の実施例に限定されるものではない。
【0054】
フィラーとバインダと高温軟化性添加剤の複合化
(軟磁性樹脂複合材料の製造)
試料1〜試料3(本発明実施例)、試料4〜試料5(比較例)については、フィラーとしてタングステン粉(粒径50μm以下)を、バインダとしてフェノール樹脂を使用した。本発明の実施例については、高温軟化性添加剤としてオレイン酸アミド(融点70℃)を使用し、比較例として添加剤を添加しないもの(試料4)、およびステアリン酸カルシウム(融点180℃)を使用した(試料5)。タングステン粉100重量部に対して、5重量部のエタノールに溶解させたチタネート系のカップリング剤1重量部を添加して、40℃に加熱した万能混合機で3分間攪拌し、引き続き減圧し、攪拌しながら乾燥を行った。チタネート系カップリング剤で表面処理されたタングステン粉の充填率を85体積%に固定し、高温軟化性添加剤の添加量が表1に示す添加量となる様に、高温軟化性添加剤およびバインダをそれぞれ計量し、これらを90℃に加熱された加圧ニーダーへ投入し、10分間加熱攪拌して、樹脂複合材料を製造した。本発明により得られた樹脂複合材料(試料1〜試料3)は造粒品されており、得られた樹脂複合材料は流動度の高い造粒品であった。一方、比較例によって製造された樹脂複合材料(試料4〜試料5)は、粉状であった。これらを篩を用いてそれぞれ500μm以下にふるい分けた。
【0055】
2樹脂複合材料成型品の製造
(高比重樹脂複合材料成型品の製造)
上記の方法で製造された造粒品(試料1〜試料5)を使用して、油圧式の圧縮成型機により評価用の成型品を成型した。成型品の形状は、直径10mm高さ7mm円筒形状である。金型温度は120℃とし、成型圧力は7t/cm2とした。得られた成型品は熱風循環式のオーブンに入れて150℃で1時間保持し、バインダを硬化させた。
【0056】
3.樹脂組成物成型品の評価
(錆の発生による重量増加)
高比重樹脂複合材料成型品(試料1〜試料5)については、60℃90%の恒温恒湿槽内で成型品を200時間保持する環境試験を実施した。試験前後における成型品の重量増加を測定し、錆の発生状況を確認した。成型品に錆がすると成型品の重量が大きくなるので、重量増加が大きいほど湿度による品質低下が大きいと判断できる。
【0057】
【表1】
【0058】
試料1〜試料3(本発明実施例)は、60℃90%中で200時間保持した後の樹脂複合材料成型品重量の増加量が試料4(比較例)に比較して約1/4倍程度であった。また、ブリードアウト工程において溶融しない添加剤を添加した試料5(比較例)では、試料4と重量増加がほぼ同程度であり、フィラーの酸化防止に対しては、添加剤の効果がほとんど見られなかった。
【産業上の利用可能性】
【0059】
本発明は、金属や金属酸化物などのフィラーとバインダからなる各種機能性樹脂複合材料の圧縮成型品に利用され、実用性を十分に有するものである。これらの成型品は、例えば軟磁性樹脂複合材料はノイズフィルターや各種トランスコア等に利用される。また高比重樹脂複合材料は振動子やバランサーなどとして利用される。
【図面の簡単な説明】
【0060】
【図1】樹脂複合材料成型品中に高温軟化性添加剤が均一に分散した状態を示す概念図である。
【図2】本発明の高温軟化性添加剤がブリードアウトした後の状態を示す概念図である。
【符号の説明】
【0061】
1 フィラー
2 高温軟化性添加剤
3 樹脂複合材料成型品の表面
【特許請求の範囲】
【請求項1】
少なくともフィラーとバインダを含む樹脂複合材料からなる圧縮成型品であって、40℃以上で軟化する高温軟化性添加剤を0.05以上5.0体積%未満含んだことを特徴とする樹脂複合材料成型品。
【請求項2】
含まれるバインダが熱硬化性樹脂であり、前記高温軟化性添加剤の軟化温度がバインダの硬化温度以下である請求項1の樹脂複合材料成型品。
【請求項3】
少なくともフィラーとバインダと高温軟化性添加剤とを含んだ樹脂複合材料を圧縮成型する工程と、成型品に含まれる高温溶融性添加剤をブリードアウトさせるためのブリードアウト工程を含んだ、樹脂複合材料成型品の製造方法。
【請求項4】
上記圧縮成型工程とブリードアウト工程がほぼ同時に行われる請求項3の樹脂複合材料成型品の製造方法
【請求項1】
少なくともフィラーとバインダを含む樹脂複合材料からなる圧縮成型品であって、40℃以上で軟化する高温軟化性添加剤を0.05以上5.0体積%未満含んだことを特徴とする樹脂複合材料成型品。
【請求項2】
含まれるバインダが熱硬化性樹脂であり、前記高温軟化性添加剤の軟化温度がバインダの硬化温度以下である請求項1の樹脂複合材料成型品。
【請求項3】
少なくともフィラーとバインダと高温軟化性添加剤とを含んだ樹脂複合材料を圧縮成型する工程と、成型品に含まれる高温溶融性添加剤をブリードアウトさせるためのブリードアウト工程を含んだ、樹脂複合材料成型品の製造方法。
【請求項4】
上記圧縮成型工程とブリードアウト工程がほぼ同時に行われる請求項3の樹脂複合材料成型品の製造方法
【図1】

【図2】
【図2】
【公開番号】特開2007−161868(P2007−161868A)
【公開日】平成19年6月28日(2007.6.28)
【国際特許分類】
【出願番号】特願2005−359712(P2005−359712)
【出願日】平成17年12月14日(2005.12.14)
【出願人】(594020961)株式会社メイト (8)
【Fターム(参考)】
【公開日】平成19年6月28日(2007.6.28)
【国際特許分類】
【出願日】平成17年12月14日(2005.12.14)
【出願人】(594020961)株式会社メイト (8)
【Fターム(参考)】
[ Back to top ]