
樹脂複合粒体の製造方法及びその製造方法により製造された樹脂複合粒体を用いた樹脂成形品の製造方法
【課題】樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきを従来より小さくすることが可能な樹脂複合粒体の製造方法及びその製造方法により製造された樹脂複合粒体を用いた樹脂成形品の製造方法の提供を目的とする。
【解決手段】
本発明に係る樹脂複合粒体の製造方法は、樹脂ペレットと、粒状添加剤を液状の分散媒に分散させた添加剤分散液とを混合しながら、接着剤を添加し、液体成分を除去することで、樹脂ペレットの表面に接着剤で粒状添加剤を固着させる。この方法によれば、樹脂ペレット1個あたりの粒状添加剤の固着量をばらつきを従来より小さくすることが可能になる。
【解決手段】
本発明に係る樹脂複合粒体の製造方法は、樹脂ペレットと、粒状添加剤を液状の分散媒に分散させた添加剤分散液とを混合しながら、接着剤を添加し、液体成分を除去することで、樹脂ペレットの表面に接着剤で粒状添加剤を固着させる。この方法によれば、樹脂ペレット1個あたりの粒状添加剤の固着量をばらつきを従来より小さくすることが可能になる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂ペレットの表面に接着剤にて粒状添加剤を付着させた樹脂複合粒体の製造方法及びその製造方法により製造された樹脂複合粒体を用いた樹脂成形品の製造方法に関する。
【背景技術】
【0002】
従来、この種の樹脂複合粒体の製造方法として、樹脂ペレットと粒状添加剤とを直に混合しながら、接着剤を添加して、樹脂ペレットの表面に粒状添加剤を固着させるものが知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−279313号公報([0019])
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した製造方法により得られた樹脂複合粒体は、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきが大きいという問題があった。このため、樹脂複合粒体をその添加剤のマスターバッチペレットとして用いると、例えば、添加剤が化学発泡剤である場合には、発泡樹脂成形品の発泡倍率にばらつきが生じ、添加剤が着色剤である場合には、樹脂成形品に着色ムラが生じることがあった。
【0005】
本発明は、上記事情に鑑みてなされたもので、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきを従来より小さくすることが可能な樹脂複合粒体の製造方法及びその製造方法により製造された樹脂複合粒体を用いた樹脂成形品の製造方法の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明者は、上記した樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきについて、鋭意検討した結果、以下の知見を得るに至った。つまり、従来の樹脂複合粒体の製造方法では、固形物同士(粒状添加剤と樹脂ペレット)を混合していたため、粒状添加剤を樹脂ペレット全体に分散させることが困難であった。そして、粒状添加剤が充分に分散していない状態で接着剤が添加されるため、樹脂ペレット1個あたりの粒状添加剤の固着量にばらつきが生じていた。従って、接着剤を添加する前の段階で、粒状添加剤と樹脂ペレットの分散性を高くすることができれば、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきを小さくすることができると予想される。上記知見を踏まえて、本発明者は、以下の発明を完成するに至った。
【0007】
即ち、請求項1の発明に係る樹脂複合粒体の製造方法は、樹脂ペレットの表面に接着剤にて粒状添加剤を付着させた樹脂複合粒体の製造方法であって、樹脂ペレットと、粒状添加剤を液状の分散媒に分散させた添加剤分散液とを混合しながら、接着剤を添加し、液体成分を蒸発させるところに特徴を有する。
【0008】
請求項2の発明は、請求項1に記載の樹脂複合粒体の製造方法において、接着剤を添加しない状態で、樹脂ペレットと、添加剤分散液とを混合した後、接着剤を添加しながら又は接着材を添加した後で混合するところに特徴を有する。
【0009】
請求項3の発明は、請求項1又は2に記載の樹脂複合粒体の製造方法において、添加剤分散液の添加剤の濃度を、1.5g/ml以下にするところに特徴を有する。
【0010】
請求項4の発明は、請求項1乃至3のうち何れか1の請求項に記載の樹脂複合粒体の製造方法において、接着剤を接着用樹脂と水とからなる樹脂エマルジョンとすると共に、液状の分散媒を水又はアルコールとするところに特徴を有する。なお、請求項4の発明では、接着剤に含まれる水と、液状の分散媒に含まれる水又はアルコールとを本発明の「液体成分」として蒸発させる。
【0011】
請求項5の発明は、請求項1乃至4のうち何れか1の請求項に記載の樹脂複合粒体の製造方法において、粒状添加剤は、化学発泡剤であるところに特徴を有する。
【0012】
請求項6の発明は、請求項5に記載の樹脂複合粒体の製造方法において、樹脂ペレットを、溶融開始温度が化学発泡剤の分解開始温度よりも高い樹脂で構成されたペレットとするところに特徴を有する。
【0013】
請求項7の発明は、請求項5又は6に記載の樹脂複合粒体の製造方法において、粒状添加剤の量を、樹脂ペレット100重量部に対して、1〜30重量部とするところに特徴を有する。
【0014】
請求項8の発明に係る樹脂成形品の製造方法は、請求項1乃至7のうち何れか1の請求項に記載の樹脂複合粒体の製造方法により製造された樹脂複合粒体をマスターバッチペレットとして用いるところに特徴を有する。
【発明の効果】
【0015】
本発明の樹脂複合粒体の製造方法よれば、粒状添加剤が、液状の分散媒に分散した状態で樹脂ペレットと混合されるので、従来のように固形物同士を混合する場合に比べて、粒状添加剤の流動性が向上し、粒状添加剤を樹脂ペレット全体に分散させることができる。そして、添加剤分散液と樹脂ペレットとを混合しながら、接着剤を添加し、液体成分を除去するので、従来よりも粒状添加剤が樹脂ペレット全体に分散した状態で、樹脂ペレットの表面に粒状添加剤を固着させることが可能となり、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきを従来より小さくすることが可能になる。
【0016】
また、請求項2の発明によれば、接着剤を添加する前に、樹脂ペレットと添加剤分散液とを混合しておくので、接着剤によって粒状添加剤の流動性が低下するより前に、粒状添加剤を樹脂ペレット全体に分散させることができ、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきをより小さくすることが可能になる。
【0017】
ここで、添加剤分散液における添加剤の濃度は、請求項3の発明のように、1.5g/ml以下であることが好ましい。添加剤の濃度が1.5g/mlより大きくなると、液状の分散媒に粒状添加剤が分散しにくくなる。
【0018】
また、請求項4の発明のように、接着剤を接着用樹脂と水とからなる樹脂エマルジョンとすると共に、液状の分散媒を水又はアルコールとすれば、樹脂エマルジョンと添加剤分散液とを相溶させて、樹脂ペレット全体に接着用樹脂と粒状添加剤の両方を分散させることができる。これにより、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきをより小さくすることが可能になる。
【0019】
請求項5の発明によれば、樹脂ペレットと化学発泡剤とを溶融混練(コンパウンド)して化学発泡剤のマスターバッチペレットを製造する方法よりも低い温度で、マスターバッチペレットに相当する樹脂複合粒体を製造することができる。
【0020】
しかも、請求項6の発明のように、樹脂ペレットを構成する樹脂の溶融開始温度を、化学発泡剤の発泡開始温度より高い樹脂で構成すれば、コンパウンドでは製造することができないマスターバッチペレットを製造することができる。即ち、コンパウンドでマスターバッチペレットを製造する場合には、樹脂ペレットを溶融可能な温度まで昇温するため、化学発泡剤が分解してしまうが、請求項6の発明では、化学発泡剤の分解開始温度よりも低温で樹脂複合粒体(マスターバッチペレット)を製造することができる。
【0021】
ここで、化学発泡剤の量は、発泡倍率の観点から、請求項7の発明のように、樹脂ペレット100重量部に対して、1〜30重量部であることが好ましく、5〜15重量部であることがより好ましい。
【0022】
また、請求項8の発明に係る樹脂成形品の製造方法によれば、マスターバッチペレット1個あたりに含まれる添加剤の量のばらつきが小さくなるので、添加剤を従来よりも均一に分散させることができ、例えば、添加剤が化学発泡剤であった場合には、発泡樹脂成形品の発泡倍率のばらつきが抑えられ、添加剤が着色剤であった場合には、樹脂成形品の着色ムラを抑えることができる。このように、請求項8の発明によれば、樹脂成形品の品質向上が図られる。
【図面の簡単な説明】
【0023】
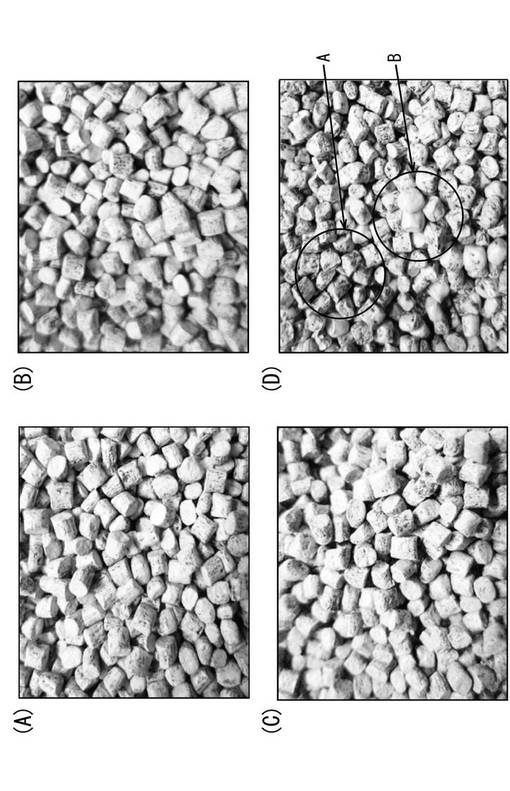
【図1】(A)実施例1の樹脂複合粒体の外観写真、(B)実施例2の樹脂複合粒体の外観写真、(C)実施例3の樹脂複合粒体の外観写真、(D)比較例1の樹脂複合粒体の外観写真
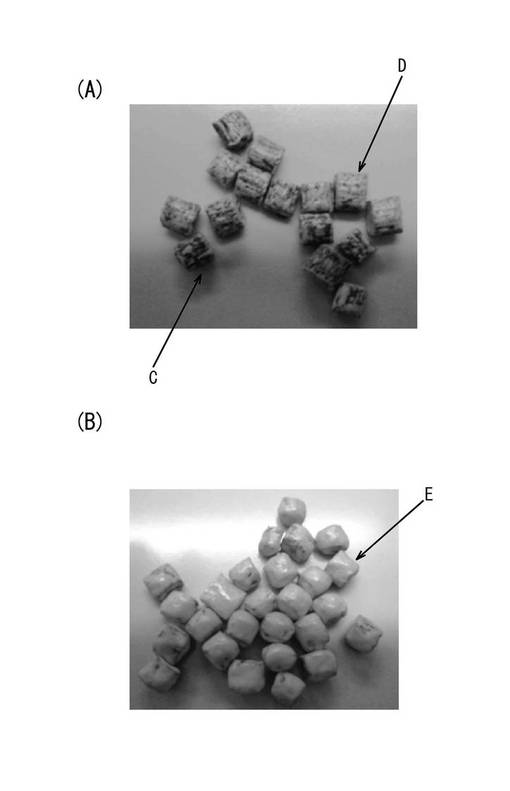
【図2】(A)比較例1の樹脂複合粒体のうち粒状添加剤の固着量が多いものの外観写真、(B)比較例1の添加剤樹脂複合粒体のうち粒状添加剤の固着量が少ないものの外観写真
【発明を実施するための形態】
【0024】
[樹脂ペレット]
本発明に係る「樹脂ペレット」は、熱可塑性樹脂を公知の方法に従って溶融混練した後、ペレタイザーによりペレット化する等して得られる。また、樹脂ペレットは、熱可塑性樹脂のみで構成されたものであってもよいし、熱可塑性樹脂を添加剤と共に溶融混練することにより、添加剤を含有したものであってもよい。
【0025】
熱可塑性樹脂としては、例えば、ポリオレフィン樹脂、ABS樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリイミド樹脂、ポリフェニレンエーテル樹脂等が挙げられる。
【0026】
ポリオレフィン樹脂としては、ポリエチレン、ポリプロピレン等のホモポリマー、共重合ポリマー又はブレンドポリマーが挙げられる。ABS樹脂としては、特に共重合比に制限されることはなく、ブタジエンの比率を低下させた難燃性ABSであってもよい。ポリアミド樹脂としては、6−ナイロン、11−ナイロン、12−ナイロン、46−ナイロン、6,6−ナイロン、6,10−ナイロン、6,12−ナイロン等のホモポリマー、共重合ポリマー又はブレンドポリマーが挙げられる。ポリエステル樹脂としては、芳香族系ポリエステルが好ましく、例えば、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)等のホモポリマー、共重合ポリマー又はブレンドポリマーである。ポリカーボネート樹脂としては、脂肪族系ポリカーボネート、芳香族系ポリカーボネートの何れであってもよい。具体例としては、ビスフェノールA−ポリカーボネート(BisA−PC)、イソソルバイド−ポリカーボネート等のホモポリマー、共重合ポリマー又はブレンドポリマーが挙げられる。ポリイミド樹脂としては、芳香族ポリイミドが好ましく、例えば、デュポン社製のカプトンH等が挙げられる。ポリフェニレンエーテル樹脂の例としては、スチレン変性ポリフェニレンエーテル、ポリオレフィン変性ポリフェニレンエーテル等が挙げられる。
【0027】
樹脂ペレットの平均粒径としては、成形性の観点から、1〜10mmのものが好ましく、1〜5mmのものがより好ましく、1〜3mmのものがさらに好ましい。また、樹脂ペレットには、粒状添加剤又は接着用樹脂との親和性を向上させるために、エッチング、コロナ処理、プラズマ処理、カップリング剤による表面処理が施されていてもよい。
【0028】
[接着用樹脂]
本発明に係る「接着用樹脂」としては、ポリビニルアルコール、メチルセルロース、エチルセルロース、澱粉、アクリル樹脂、ブタジエン樹脂、スチレン樹脂、ポリアミド樹脂、酢酸ビニル系樹脂等が挙げられる。
【0029】
[接着剤]
本発明に係る「接着剤」としては、請求項4の発明に示した「樹脂エマルジョン」であってもよいし、上記した「接着用樹脂」を有機溶媒に溶かした液状接着剤であってもよい。接着用樹脂を溶かす有機溶媒としては、比較的安全性が高く、沸点が低い有機溶媒であるアルコール類等を使用することが好ましい。
【0030】
[樹脂エマルジョン]
「樹脂エマルジョン」の具体例としては、アクリル酸エステルの単独又は共重合体エマルジョン、アクリル−スチレン共重合体エマルジョン等のアクリル樹脂系エマルジョン、酢酸ビニルエステルエマルジョン、エチレン−酢酸ビニル共重合体エマルジョン等の酢酸ビニル系エマルジョンを挙げることができる。
【0031】
[粒状添加剤]
本発明に係る「粒状添加剤」としては、請求項5の発明に示した化学発泡剤の粒体のほか、例えば、強化材、発泡核材、着色剤、酸化防止剤、紫外線吸収剤、帯電防止剤、滑剤、難燃剤、防曇剤等の粒体が挙げられる。粒状添加剤の平均粒径は、上述した樹脂ペレットの表面への固着性の観点から、5〜30μmのものが好ましい。なお、強化材の具体例としては、シリカ、酸化チタン、ガラス繊維、ガラスフレーク、炭素繊維等が挙げられる。
【0032】
[化学発泡剤]
本発明に係る「化学発泡剤」としては、反応型であっても、熱分解型であってもよいが、好ましくは熱分解型である。また、本発明の効果を阻害しない範囲であれば、これらは単独であっても2種以上を併用してもよい。反応型では、炭酸水素ナトリウムと酸との混合物等の無機系化学発泡剤と、イソシアネート化合物のような有機系化学発泡剤とが挙げられる。熱分解型では、炭酸水素ナトリウム(重曹)、炭酸水素アンモニウム、炭酸アンモニウム、炭酸亜鉛、硝酸ナトリウム、クエン酸ナトリウム等の無機系化学発泡剤と、アゾ化合物、ニトロソ化合物、スルホニルヒドラジド化合物、スルホニルセミカルバジド化合物、トリアゾール化合物等の有機系化学発泡剤とが挙げられる。熱分解型有機系化学発泡剤の具体例としては、アゾジカルボンアミド(ADCA)、N,N’−ジニトロソペンタメチレンテトラミン(DPT)、アゾビスイソブチロニトリル(AIBN)等が挙げられる。
【0033】
[分散媒]
本発明に係る「分散媒」としては、エタノール、プロパノール等のアルコール類、アセトン、メチルエチルケトン(MEK)等のケトン類、ペンタン、ヘキサン等の鎖状アルカン、蟻酸、酢酸等のカルボン酸、水、酢酸エチル等のエステル類、ジメチルスルホキシド(DMSO)、ジメチルホルムアミド(DMF)等が挙げられる。また、接着剤として上述した樹脂エマルジョンを用いる場合には、分散媒は、水又はアルコールが好ましく、より好ましくは、水又は低級アルコールであり、さらに好ましくは、水である。なお、水は、冷水、温水、熱水の何れであってもよく、分散させる添加剤に応じて適宜選択される。
【0034】
[液体成分の蒸発]
液体成分を蒸発させる方法としては、ドライヤー、オイルバス等のように熱を加える方法であってもよいし、真空乾燥機のように真空引きする方法であってもよいし、エバポレータのように、熱と真空引きの両方を用いる方法であってもよい。また、濾過装置や遠心分離器を用いて固形成分と液体成分とを分離しながら、固形成分の表面に付着した液体成分を蒸発させてもよい。
【0035】
[樹脂成形品]
本発明にかかる「樹脂成形品」としては、自動車用部品、調理器具、医療器具等が挙げられる。自動車用部品としては、エンジンカバー、エンジンアンダーカバー、バッテリートレイ、オイルパン、ラジエタートップ、フューズケース、シリンダーヘッドカバー等が挙げられる。また、樹脂成形品の成形方法としては、射出成形、発泡成形、インフレーション成形、カレンダー成形等が挙げられる。
【実施例】
【0036】
以下、本発明を実施例に基づいて説明するが、本発明はその要旨を越えない限り、以下の実施例に限定されるものではない。
【0037】
[樹脂複合粒体の調整]
(実施例1〜3、比較例1)
分散媒に化学発泡剤の粒体を投入した添加剤分散液を攪拌混合して化学発泡剤を分散媒中に分散させた。次いで、混合容器に、樹脂ペレットと添加剤分散液とを投入し、毎分200回転の回転速度で攪拌混合した。そして、攪拌混合を続けながら、樹脂エマルジョンを添加した。樹脂エマルジョンの添加後、1分間経過したら、ドライヤーで混合容器を温めて、液体成分を蒸発させ、樹脂複合粒体を調整した。
【0038】
ここで、化学発泡剤としては、アゾジカルボンアミド(平均粒径10μm)を用い、樹脂ペレットとしては、ポリアミド樹脂のペレット(平均粒径2mm)を用いた。また、樹脂エマルジョンとしては、スチレン−アクリル酸エステル樹脂エマルジョンを用いた。それぞれの仕込み量は、樹脂ペレット:添加剤:接着剤=88重量部:10重量部:2重量部となるようにした。なお、アゾジカルボンアミドの分解開始温度は、180〜210℃であり、ポリアミド樹脂の融点は、220℃である。
【0039】
実施例1では、分散媒として水を用い、分散媒に対する添加剤の濃度を1.0g/mlとした。実施例2では、実施例1と同様に、分散媒として水を用い、分散媒に対する添加剤の濃度を0.5g/mlとした。実施例3では、分散媒としてイソプロパノールを用い、分散媒に対する添加剤の濃度を0.5g/mlとした。また、比較例1では、添加剤分散液の代わりに粒状添加剤を直に混合容器に投入した点以外は、実施例1〜3と同じ条件で、樹脂複合粒体を調整した。
【0040】
実施例1〜3、比較例1の仕込み組成及び発泡剤の固着率を表1に示す。同表に示すように、本発明の樹脂複合粒体の製造方法(実施例1〜3)と、従来の樹脂複合粒体の製造方法(比較例1)とでは、樹脂ペレット全体に対する粒状添加剤の固着率に大きな差は見られなかった。
【0041】
【表1】

【0042】
[樹脂ペレット1つあたりの粒状添加剤の固着量の均一性の評価]
上記のようにして得られた樹脂複合粒体の表面を目視で観察し、樹脂ペレット1つ当たりの粒状添加剤の固着量の均一性を評価した。図1(A)〜(D)には、実施例1〜3、比較例1の複数の樹脂複合粒体(図中には、約100〜150個示されている)の写真が示されている。また、図2(A)には、比較例1の添加剤−樹脂複合樹脂粒体のうち、樹脂ペレット1個あたりの粒状添加剤の固着量が少なかった樹脂複合粒体の写真が、図2(B)には、粒状添加剤の固着量が多かった樹脂複合粒体の写真がそれぞれ示されている。
【0043】
図1及び図2に示されているように、実施例1〜3、比較例1の何れの樹脂複合粒体についても、柱状の樹脂ペレット(図中の黒い部分:特に、図2(A)の符号Cで示した部分を参照)の表面に添加剤が固着している(図中の白い部分:特に、図2(A)及び図2(B)の符号D,Eで示した部分を参照)。
【0044】
図1(D)に示すように、比較例1の樹脂複合粒体では、樹脂ペレット1個あたりの粒状添加剤の固着量が少ないもの(同図中の符号Aで示す範囲を参照)と、樹脂ペレット1個あたりの粒状添加剤の固着量が多いもの(同図中の符号Bで示す範囲を参照)とが混在している。即ち、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきが大きくなっている。これに対し、実施例1〜3の樹脂複合粒体では、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきが小さくなっている(図1(A)〜(C)参照)。表1には、粒状添加剤の固着量の均一性の評価結果が、固着量が均一である:○、固着量が均一ではない:×、で表示されている。
【0045】
このように、本発明の製造方法(実施例1〜3)で得られた樹脂複合粒体は、従来の製造方法(比較例1)で得られた樹脂複合粒体に比べて、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきが小さくなっていることが分かった。従って、上記実施例の樹脂複合粒体を発泡成形用のマスターバッチペレットとして発泡樹脂成形品を製造すれば、発泡樹脂成形品の発泡倍率のばらつきを抑えることができる。
【技術分野】
【0001】
本発明は、樹脂ペレットの表面に接着剤にて粒状添加剤を付着させた樹脂複合粒体の製造方法及びその製造方法により製造された樹脂複合粒体を用いた樹脂成形品の製造方法に関する。
【背景技術】
【0002】
従来、この種の樹脂複合粒体の製造方法として、樹脂ペレットと粒状添加剤とを直に混合しながら、接着剤を添加して、樹脂ペレットの表面に粒状添加剤を固着させるものが知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−279313号公報([0019])
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した製造方法により得られた樹脂複合粒体は、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきが大きいという問題があった。このため、樹脂複合粒体をその添加剤のマスターバッチペレットとして用いると、例えば、添加剤が化学発泡剤である場合には、発泡樹脂成形品の発泡倍率にばらつきが生じ、添加剤が着色剤である場合には、樹脂成形品に着色ムラが生じることがあった。
【0005】
本発明は、上記事情に鑑みてなされたもので、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきを従来より小さくすることが可能な樹脂複合粒体の製造方法及びその製造方法により製造された樹脂複合粒体を用いた樹脂成形品の製造方法の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明者は、上記した樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきについて、鋭意検討した結果、以下の知見を得るに至った。つまり、従来の樹脂複合粒体の製造方法では、固形物同士(粒状添加剤と樹脂ペレット)を混合していたため、粒状添加剤を樹脂ペレット全体に分散させることが困難であった。そして、粒状添加剤が充分に分散していない状態で接着剤が添加されるため、樹脂ペレット1個あたりの粒状添加剤の固着量にばらつきが生じていた。従って、接着剤を添加する前の段階で、粒状添加剤と樹脂ペレットの分散性を高くすることができれば、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきを小さくすることができると予想される。上記知見を踏まえて、本発明者は、以下の発明を完成するに至った。
【0007】
即ち、請求項1の発明に係る樹脂複合粒体の製造方法は、樹脂ペレットの表面に接着剤にて粒状添加剤を付着させた樹脂複合粒体の製造方法であって、樹脂ペレットと、粒状添加剤を液状の分散媒に分散させた添加剤分散液とを混合しながら、接着剤を添加し、液体成分を蒸発させるところに特徴を有する。
【0008】
請求項2の発明は、請求項1に記載の樹脂複合粒体の製造方法において、接着剤を添加しない状態で、樹脂ペレットと、添加剤分散液とを混合した後、接着剤を添加しながら又は接着材を添加した後で混合するところに特徴を有する。
【0009】
請求項3の発明は、請求項1又は2に記載の樹脂複合粒体の製造方法において、添加剤分散液の添加剤の濃度を、1.5g/ml以下にするところに特徴を有する。
【0010】
請求項4の発明は、請求項1乃至3のうち何れか1の請求項に記載の樹脂複合粒体の製造方法において、接着剤を接着用樹脂と水とからなる樹脂エマルジョンとすると共に、液状の分散媒を水又はアルコールとするところに特徴を有する。なお、請求項4の発明では、接着剤に含まれる水と、液状の分散媒に含まれる水又はアルコールとを本発明の「液体成分」として蒸発させる。
【0011】
請求項5の発明は、請求項1乃至4のうち何れか1の請求項に記載の樹脂複合粒体の製造方法において、粒状添加剤は、化学発泡剤であるところに特徴を有する。
【0012】
請求項6の発明は、請求項5に記載の樹脂複合粒体の製造方法において、樹脂ペレットを、溶融開始温度が化学発泡剤の分解開始温度よりも高い樹脂で構成されたペレットとするところに特徴を有する。
【0013】
請求項7の発明は、請求項5又は6に記載の樹脂複合粒体の製造方法において、粒状添加剤の量を、樹脂ペレット100重量部に対して、1〜30重量部とするところに特徴を有する。
【0014】
請求項8の発明に係る樹脂成形品の製造方法は、請求項1乃至7のうち何れか1の請求項に記載の樹脂複合粒体の製造方法により製造された樹脂複合粒体をマスターバッチペレットとして用いるところに特徴を有する。
【発明の効果】
【0015】
本発明の樹脂複合粒体の製造方法よれば、粒状添加剤が、液状の分散媒に分散した状態で樹脂ペレットと混合されるので、従来のように固形物同士を混合する場合に比べて、粒状添加剤の流動性が向上し、粒状添加剤を樹脂ペレット全体に分散させることができる。そして、添加剤分散液と樹脂ペレットとを混合しながら、接着剤を添加し、液体成分を除去するので、従来よりも粒状添加剤が樹脂ペレット全体に分散した状態で、樹脂ペレットの表面に粒状添加剤を固着させることが可能となり、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきを従来より小さくすることが可能になる。
【0016】
また、請求項2の発明によれば、接着剤を添加する前に、樹脂ペレットと添加剤分散液とを混合しておくので、接着剤によって粒状添加剤の流動性が低下するより前に、粒状添加剤を樹脂ペレット全体に分散させることができ、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきをより小さくすることが可能になる。
【0017】
ここで、添加剤分散液における添加剤の濃度は、請求項3の発明のように、1.5g/ml以下であることが好ましい。添加剤の濃度が1.5g/mlより大きくなると、液状の分散媒に粒状添加剤が分散しにくくなる。
【0018】
また、請求項4の発明のように、接着剤を接着用樹脂と水とからなる樹脂エマルジョンとすると共に、液状の分散媒を水又はアルコールとすれば、樹脂エマルジョンと添加剤分散液とを相溶させて、樹脂ペレット全体に接着用樹脂と粒状添加剤の両方を分散させることができる。これにより、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきをより小さくすることが可能になる。
【0019】
請求項5の発明によれば、樹脂ペレットと化学発泡剤とを溶融混練(コンパウンド)して化学発泡剤のマスターバッチペレットを製造する方法よりも低い温度で、マスターバッチペレットに相当する樹脂複合粒体を製造することができる。
【0020】
しかも、請求項6の発明のように、樹脂ペレットを構成する樹脂の溶融開始温度を、化学発泡剤の発泡開始温度より高い樹脂で構成すれば、コンパウンドでは製造することができないマスターバッチペレットを製造することができる。即ち、コンパウンドでマスターバッチペレットを製造する場合には、樹脂ペレットを溶融可能な温度まで昇温するため、化学発泡剤が分解してしまうが、請求項6の発明では、化学発泡剤の分解開始温度よりも低温で樹脂複合粒体(マスターバッチペレット)を製造することができる。
【0021】
ここで、化学発泡剤の量は、発泡倍率の観点から、請求項7の発明のように、樹脂ペレット100重量部に対して、1〜30重量部であることが好ましく、5〜15重量部であることがより好ましい。
【0022】
また、請求項8の発明に係る樹脂成形品の製造方法によれば、マスターバッチペレット1個あたりに含まれる添加剤の量のばらつきが小さくなるので、添加剤を従来よりも均一に分散させることができ、例えば、添加剤が化学発泡剤であった場合には、発泡樹脂成形品の発泡倍率のばらつきが抑えられ、添加剤が着色剤であった場合には、樹脂成形品の着色ムラを抑えることができる。このように、請求項8の発明によれば、樹脂成形品の品質向上が図られる。
【図面の簡単な説明】
【0023】
【図1】(A)実施例1の樹脂複合粒体の外観写真、(B)実施例2の樹脂複合粒体の外観写真、(C)実施例3の樹脂複合粒体の外観写真、(D)比較例1の樹脂複合粒体の外観写真
【図2】(A)比較例1の樹脂複合粒体のうち粒状添加剤の固着量が多いものの外観写真、(B)比較例1の添加剤樹脂複合粒体のうち粒状添加剤の固着量が少ないものの外観写真
【発明を実施するための形態】
【0024】
[樹脂ペレット]
本発明に係る「樹脂ペレット」は、熱可塑性樹脂を公知の方法に従って溶融混練した後、ペレタイザーによりペレット化する等して得られる。また、樹脂ペレットは、熱可塑性樹脂のみで構成されたものであってもよいし、熱可塑性樹脂を添加剤と共に溶融混練することにより、添加剤を含有したものであってもよい。
【0025】
熱可塑性樹脂としては、例えば、ポリオレフィン樹脂、ABS樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリイミド樹脂、ポリフェニレンエーテル樹脂等が挙げられる。
【0026】
ポリオレフィン樹脂としては、ポリエチレン、ポリプロピレン等のホモポリマー、共重合ポリマー又はブレンドポリマーが挙げられる。ABS樹脂としては、特に共重合比に制限されることはなく、ブタジエンの比率を低下させた難燃性ABSであってもよい。ポリアミド樹脂としては、6−ナイロン、11−ナイロン、12−ナイロン、46−ナイロン、6,6−ナイロン、6,10−ナイロン、6,12−ナイロン等のホモポリマー、共重合ポリマー又はブレンドポリマーが挙げられる。ポリエステル樹脂としては、芳香族系ポリエステルが好ましく、例えば、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)等のホモポリマー、共重合ポリマー又はブレンドポリマーである。ポリカーボネート樹脂としては、脂肪族系ポリカーボネート、芳香族系ポリカーボネートの何れであってもよい。具体例としては、ビスフェノールA−ポリカーボネート(BisA−PC)、イソソルバイド−ポリカーボネート等のホモポリマー、共重合ポリマー又はブレンドポリマーが挙げられる。ポリイミド樹脂としては、芳香族ポリイミドが好ましく、例えば、デュポン社製のカプトンH等が挙げられる。ポリフェニレンエーテル樹脂の例としては、スチレン変性ポリフェニレンエーテル、ポリオレフィン変性ポリフェニレンエーテル等が挙げられる。
【0027】
樹脂ペレットの平均粒径としては、成形性の観点から、1〜10mmのものが好ましく、1〜5mmのものがより好ましく、1〜3mmのものがさらに好ましい。また、樹脂ペレットには、粒状添加剤又は接着用樹脂との親和性を向上させるために、エッチング、コロナ処理、プラズマ処理、カップリング剤による表面処理が施されていてもよい。
【0028】
[接着用樹脂]
本発明に係る「接着用樹脂」としては、ポリビニルアルコール、メチルセルロース、エチルセルロース、澱粉、アクリル樹脂、ブタジエン樹脂、スチレン樹脂、ポリアミド樹脂、酢酸ビニル系樹脂等が挙げられる。
【0029】
[接着剤]
本発明に係る「接着剤」としては、請求項4の発明に示した「樹脂エマルジョン」であってもよいし、上記した「接着用樹脂」を有機溶媒に溶かした液状接着剤であってもよい。接着用樹脂を溶かす有機溶媒としては、比較的安全性が高く、沸点が低い有機溶媒であるアルコール類等を使用することが好ましい。
【0030】
[樹脂エマルジョン]
「樹脂エマルジョン」の具体例としては、アクリル酸エステルの単独又は共重合体エマルジョン、アクリル−スチレン共重合体エマルジョン等のアクリル樹脂系エマルジョン、酢酸ビニルエステルエマルジョン、エチレン−酢酸ビニル共重合体エマルジョン等の酢酸ビニル系エマルジョンを挙げることができる。
【0031】
[粒状添加剤]
本発明に係る「粒状添加剤」としては、請求項5の発明に示した化学発泡剤の粒体のほか、例えば、強化材、発泡核材、着色剤、酸化防止剤、紫外線吸収剤、帯電防止剤、滑剤、難燃剤、防曇剤等の粒体が挙げられる。粒状添加剤の平均粒径は、上述した樹脂ペレットの表面への固着性の観点から、5〜30μmのものが好ましい。なお、強化材の具体例としては、シリカ、酸化チタン、ガラス繊維、ガラスフレーク、炭素繊維等が挙げられる。
【0032】
[化学発泡剤]
本発明に係る「化学発泡剤」としては、反応型であっても、熱分解型であってもよいが、好ましくは熱分解型である。また、本発明の効果を阻害しない範囲であれば、これらは単独であっても2種以上を併用してもよい。反応型では、炭酸水素ナトリウムと酸との混合物等の無機系化学発泡剤と、イソシアネート化合物のような有機系化学発泡剤とが挙げられる。熱分解型では、炭酸水素ナトリウム(重曹)、炭酸水素アンモニウム、炭酸アンモニウム、炭酸亜鉛、硝酸ナトリウム、クエン酸ナトリウム等の無機系化学発泡剤と、アゾ化合物、ニトロソ化合物、スルホニルヒドラジド化合物、スルホニルセミカルバジド化合物、トリアゾール化合物等の有機系化学発泡剤とが挙げられる。熱分解型有機系化学発泡剤の具体例としては、アゾジカルボンアミド(ADCA)、N,N’−ジニトロソペンタメチレンテトラミン(DPT)、アゾビスイソブチロニトリル(AIBN)等が挙げられる。
【0033】
[分散媒]
本発明に係る「分散媒」としては、エタノール、プロパノール等のアルコール類、アセトン、メチルエチルケトン(MEK)等のケトン類、ペンタン、ヘキサン等の鎖状アルカン、蟻酸、酢酸等のカルボン酸、水、酢酸エチル等のエステル類、ジメチルスルホキシド(DMSO)、ジメチルホルムアミド(DMF)等が挙げられる。また、接着剤として上述した樹脂エマルジョンを用いる場合には、分散媒は、水又はアルコールが好ましく、より好ましくは、水又は低級アルコールであり、さらに好ましくは、水である。なお、水は、冷水、温水、熱水の何れであってもよく、分散させる添加剤に応じて適宜選択される。
【0034】
[液体成分の蒸発]
液体成分を蒸発させる方法としては、ドライヤー、オイルバス等のように熱を加える方法であってもよいし、真空乾燥機のように真空引きする方法であってもよいし、エバポレータのように、熱と真空引きの両方を用いる方法であってもよい。また、濾過装置や遠心分離器を用いて固形成分と液体成分とを分離しながら、固形成分の表面に付着した液体成分を蒸発させてもよい。
【0035】
[樹脂成形品]
本発明にかかる「樹脂成形品」としては、自動車用部品、調理器具、医療器具等が挙げられる。自動車用部品としては、エンジンカバー、エンジンアンダーカバー、バッテリートレイ、オイルパン、ラジエタートップ、フューズケース、シリンダーヘッドカバー等が挙げられる。また、樹脂成形品の成形方法としては、射出成形、発泡成形、インフレーション成形、カレンダー成形等が挙げられる。
【実施例】
【0036】
以下、本発明を実施例に基づいて説明するが、本発明はその要旨を越えない限り、以下の実施例に限定されるものではない。
【0037】
[樹脂複合粒体の調整]
(実施例1〜3、比較例1)
分散媒に化学発泡剤の粒体を投入した添加剤分散液を攪拌混合して化学発泡剤を分散媒中に分散させた。次いで、混合容器に、樹脂ペレットと添加剤分散液とを投入し、毎分200回転の回転速度で攪拌混合した。そして、攪拌混合を続けながら、樹脂エマルジョンを添加した。樹脂エマルジョンの添加後、1分間経過したら、ドライヤーで混合容器を温めて、液体成分を蒸発させ、樹脂複合粒体を調整した。
【0038】
ここで、化学発泡剤としては、アゾジカルボンアミド(平均粒径10μm)を用い、樹脂ペレットとしては、ポリアミド樹脂のペレット(平均粒径2mm)を用いた。また、樹脂エマルジョンとしては、スチレン−アクリル酸エステル樹脂エマルジョンを用いた。それぞれの仕込み量は、樹脂ペレット:添加剤:接着剤=88重量部:10重量部:2重量部となるようにした。なお、アゾジカルボンアミドの分解開始温度は、180〜210℃であり、ポリアミド樹脂の融点は、220℃である。
【0039】
実施例1では、分散媒として水を用い、分散媒に対する添加剤の濃度を1.0g/mlとした。実施例2では、実施例1と同様に、分散媒として水を用い、分散媒に対する添加剤の濃度を0.5g/mlとした。実施例3では、分散媒としてイソプロパノールを用い、分散媒に対する添加剤の濃度を0.5g/mlとした。また、比較例1では、添加剤分散液の代わりに粒状添加剤を直に混合容器に投入した点以外は、実施例1〜3と同じ条件で、樹脂複合粒体を調整した。
【0040】
実施例1〜3、比較例1の仕込み組成及び発泡剤の固着率を表1に示す。同表に示すように、本発明の樹脂複合粒体の製造方法(実施例1〜3)と、従来の樹脂複合粒体の製造方法(比較例1)とでは、樹脂ペレット全体に対する粒状添加剤の固着率に大きな差は見られなかった。
【0041】
【表1】
【0042】
[樹脂ペレット1つあたりの粒状添加剤の固着量の均一性の評価]
上記のようにして得られた樹脂複合粒体の表面を目視で観察し、樹脂ペレット1つ当たりの粒状添加剤の固着量の均一性を評価した。図1(A)〜(D)には、実施例1〜3、比較例1の複数の樹脂複合粒体(図中には、約100〜150個示されている)の写真が示されている。また、図2(A)には、比較例1の添加剤−樹脂複合樹脂粒体のうち、樹脂ペレット1個あたりの粒状添加剤の固着量が少なかった樹脂複合粒体の写真が、図2(B)には、粒状添加剤の固着量が多かった樹脂複合粒体の写真がそれぞれ示されている。
【0043】
図1及び図2に示されているように、実施例1〜3、比較例1の何れの樹脂複合粒体についても、柱状の樹脂ペレット(図中の黒い部分:特に、図2(A)の符号Cで示した部分を参照)の表面に添加剤が固着している(図中の白い部分:特に、図2(A)及び図2(B)の符号D,Eで示した部分を参照)。
【0044】
図1(D)に示すように、比較例1の樹脂複合粒体では、樹脂ペレット1個あたりの粒状添加剤の固着量が少ないもの(同図中の符号Aで示す範囲を参照)と、樹脂ペレット1個あたりの粒状添加剤の固着量が多いもの(同図中の符号Bで示す範囲を参照)とが混在している。即ち、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきが大きくなっている。これに対し、実施例1〜3の樹脂複合粒体では、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきが小さくなっている(図1(A)〜(C)参照)。表1には、粒状添加剤の固着量の均一性の評価結果が、固着量が均一である:○、固着量が均一ではない:×、で表示されている。
【0045】
このように、本発明の製造方法(実施例1〜3)で得られた樹脂複合粒体は、従来の製造方法(比較例1)で得られた樹脂複合粒体に比べて、樹脂ペレット1個あたりの粒状添加剤の固着量のばらつきが小さくなっていることが分かった。従って、上記実施例の樹脂複合粒体を発泡成形用のマスターバッチペレットとして発泡樹脂成形品を製造すれば、発泡樹脂成形品の発泡倍率のばらつきを抑えることができる。
【特許請求の範囲】
【請求項1】
樹脂ペレットの表面に接着剤にて粒状添加剤を付着させた樹脂複合粒体の製造方法であって、
前記樹脂ペレットと、前記粒状添加剤を液状の分散媒に分散させた添加剤分散液とを混合しながら前記接着剤を添加し、液体成分を蒸発させることを特徴とする樹脂複合粒体の製造方法。
【請求項2】
前記接着剤を添加しない状態で、前記樹脂ペレットと、前記添加剤分散液とを混合した後、前記接着剤を添加しながら又は前記接着剤を添加した後で混合することを特徴とする請求項1に記載の樹脂複合粒体の製造方法。
【請求項3】
前記液状の分散媒に対する前記添加剤の濃度を、1.5g/ml以下にすることを特徴とする請求項1又は2に記載の樹脂複合粒体の製造方法。
【請求項4】
前記接着剤を接着用樹脂と水とからなる樹脂エマルジョンとすると共に、前記液状の分散媒を水又はアルコールとすることを特徴とする請求項1乃至3のうち何れか1の請求項に記載の樹脂複合粒体の製造方法。
【請求項5】
前記粒状添加剤は、化学発泡剤であることを特徴とする請求項1乃至4のうち何れか1の請求項に記載の樹脂複合粒体の製造方法。
【請求項6】
前記樹脂ペレットを、溶融開始温度が前記化学発泡剤の分解開始温度よりも高い樹脂で構成されたペレットとすることを特徴とする請求項5に記載の樹脂複合粒体の製造方法。
【請求項7】
前記化学発泡剤の量を、前記樹脂ペレット100重量部に対して、1〜30重量部とすることを特徴とする請求項5又は6に記載の樹脂複合粒体の製造方法。
【請求項8】
請求項1乃至7のうち何れか1の請求項に記載の樹脂複合粒体の製造方法により製造された樹脂複合粒体をマスターバッチペレットとして用いることを特徴とする樹脂成形品の製造方法。
【請求項1】
樹脂ペレットの表面に接着剤にて粒状添加剤を付着させた樹脂複合粒体の製造方法であって、
前記樹脂ペレットと、前記粒状添加剤を液状の分散媒に分散させた添加剤分散液とを混合しながら前記接着剤を添加し、液体成分を蒸発させることを特徴とする樹脂複合粒体の製造方法。
【請求項2】
前記接着剤を添加しない状態で、前記樹脂ペレットと、前記添加剤分散液とを混合した後、前記接着剤を添加しながら又は前記接着剤を添加した後で混合することを特徴とする請求項1に記載の樹脂複合粒体の製造方法。
【請求項3】
前記液状の分散媒に対する前記添加剤の濃度を、1.5g/ml以下にすることを特徴とする請求項1又は2に記載の樹脂複合粒体の製造方法。
【請求項4】
前記接着剤を接着用樹脂と水とからなる樹脂エマルジョンとすると共に、前記液状の分散媒を水又はアルコールとすることを特徴とする請求項1乃至3のうち何れか1の請求項に記載の樹脂複合粒体の製造方法。
【請求項5】
前記粒状添加剤は、化学発泡剤であることを特徴とする請求項1乃至4のうち何れか1の請求項に記載の樹脂複合粒体の製造方法。
【請求項6】
前記樹脂ペレットを、溶融開始温度が前記化学発泡剤の分解開始温度よりも高い樹脂で構成されたペレットとすることを特徴とする請求項5に記載の樹脂複合粒体の製造方法。
【請求項7】
前記化学発泡剤の量を、前記樹脂ペレット100重量部に対して、1〜30重量部とすることを特徴とする請求項5又は6に記載の樹脂複合粒体の製造方法。
【請求項8】
請求項1乃至7のうち何れか1の請求項に記載の樹脂複合粒体の製造方法により製造された樹脂複合粒体をマスターバッチペレットとして用いることを特徴とする樹脂成形品の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−67729(P2013−67729A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−207616(P2011−207616)
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000204033)太平洋工業株式会社 (143)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000204033)太平洋工業株式会社 (143)
【Fターム(参考)】
[ Back to top ]