
樹脂計量供給装置
【課題】迅速な樹脂の計量供給と、精密な樹脂の計量供給とを高い次元で両立する。
【解決手段】樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給装置100であって、樹脂を計量・分離可能な計量部140が、所定量に満たない範囲で所定量の概量を計量・分離可能な粗計量部140Aと、粗計量部140Aの計量値と所定量との差分を粗計量部140Aよりも精密に計量・分離可能な微計量部140Bと、を備えて構成する。
【解決手段】樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給装置100であって、樹脂を計量・分離可能な計量部140が、所定量に満たない範囲で所定量の概量を計量・分離可能な粗計量部140Aと、粗計量部140Aの計量値と所定量との差分を粗計量部140Aよりも精密に計量・分離可能な微計量部140Bと、を備えて構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体チップ等を搭載した基板を樹脂にて圧縮封止する樹脂封止装置の技術分野に関する。
【背景技術】
【0002】
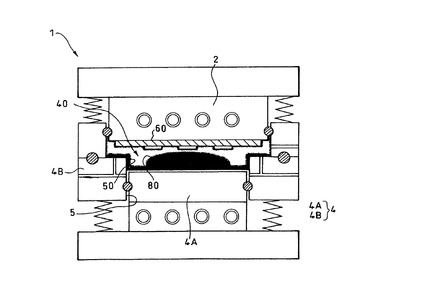
近年、半導体チップ等の製品を樹脂にて封止する装置として、いわゆる圧縮型の樹脂封止装置に対する需要が高まっている。このような圧縮型の樹脂封止装置として、図5にて示した樹脂封止装置1が公知である(特許文献1参照)。樹脂封止装置1は、上型2と下型4とから構成されている。又、この下型4にはプレス(図示しない)が連結されており、所定のタイミングで下型4を上型2に対して接近、離反することが可能とされている。下型4は、貫通孔5を備えた枠状金型4Bと当該貫通孔5に嵌合して配置される圧縮金型4Aとを有した構成とされ、下型4の対向面(上型2側表面)の一部に形成されるキャビティ40において被成形品60を樹脂80にて圧縮封止する。このような圧縮形成の場合には、被成形品60と共に金型内に予め計量した樹脂80を投入し圧縮して封止するため、成形品の精度(特に厚みの精度)は投入する樹脂量の変動に依存することになる。そのため、投入される樹脂の量はできるだけ精度良く計量されて金型内へと投入されることが重要となる。
【0003】
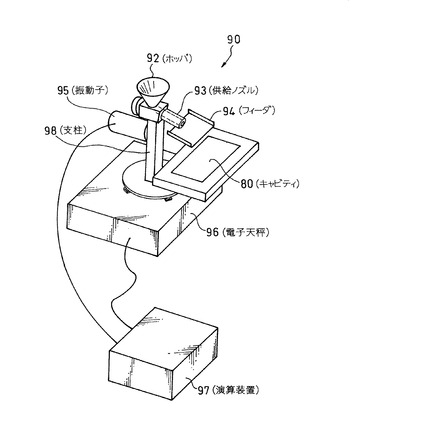
圧縮成形に用いられる樹脂は、例えば粉状、粒状のものが利用される場合が多い。このような粉状、粒状の樹脂を正確に計量して供給する装置として、図6に示す樹脂計量供給装置90が知られている(特許文献2参照)。
【0004】
樹脂計量供給装置90は、電子天秤96の上に配置された支柱98に対して、樹脂が供給されるホッパ92と、樹脂の出口となる供給ノズル93が設置された構成とされている。又、支柱98には振動子95が設けられている。また、電子天秤96及び振動子95には、演算装置97が接続されている。供給ノズル93から供給された樹脂は、フィーダ94を介して樹脂供給先であるキャビティ80にホッパ92内の樹脂と分離された形で供給される。樹脂の供給は、演算装置97からの指令により、支柱98に設置された振動子95が振動することによって行なわれる。又、この供給により樹脂が樹脂供給先であるキャビティ80へと供給されると、電子天秤96によって計量される計量値が減少する。この減少した量を演算装置97によって検知した上で、所定のタイミングで振動子95の振動を止め、供給を停止させることが可能とされている。このような構成及び作用によって、当該樹脂計量供給装置90は樹脂を正確に計量供給することが可能とされている。
【0005】
【特許文献1】特開2005−219297号公報
【特許文献2】特開平9−5148号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
前述した樹脂計量供給装置90では、樹脂の計量供給速度を早めようとした場合には、振動子95の振動(振幅)を強くすることで対応することができる。一方、樹脂を精密に計量供給しようとした場合には、振動子95の振動(振幅)を弱めることで対応可能である。
【0007】
しかしながら、仮に上記のように振動子95の振動(振幅)の強弱により迅速な計量供給と精密な計量供給との両立しようとした場合には、それぞれの目的(迅速に計量供給する、精密に計量供給する)をある程度妥協する必要があった。即ち、迅速に計量供給しようとすれば、樹脂が計量供給される上で通過する「経路」を、その計量供給量に応じて大きく確保しておく必要がある。一方で、樹脂を精密に計量供給しようとすれば、振動子の振動を単に弱めるのみではなく、樹脂の「経路」そのものを精密な計量供給量に応じて小さく設計しておく方が有利となる。つまり、単に振動を弱めたとしても、経路上に大量の(精密な計量供給という観点から見て相対的に大量の)樹脂が存在していれば、樹脂がある程度の「纏まり(塊り)」として計量供給されるため、どうしてもその精密さには限界がある。その結果、樹脂が所定量を超えて供給されれば、樹脂を破棄する必要性が生じたり、更には、樹脂量多過による樹脂封止異常の原因ともなり得る。
【0008】
本発明は、これらの問題点を解決するべくなされたものであって、迅速な樹脂の計量供給と、精密な樹脂の計量供給とを高い次元で両立することをその課題としている。
【課題を解決するための手段】
【0009】
本発明は、樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給装置であって、前記樹脂を計量・分離可能な計量部が、前記所定量に満たない範囲で前記所定量の概量を計量・分離可能な粗計量部と、該粗計量部の計量値と前記所定量との差分を前記粗計量部よりも精密に計量・分離可能な微計量部と、を備えることにより上記課題を解決するものである。
【0010】
このような構成を採用することで、樹脂の迅速且つ精密な供給を高い次元で両立させることが可能となっている。即ち、迅速性を担保するための粗計量部と精密性を担保するための微計量部をそれぞれ設けることで、各計量部をそれぞれの目的に応じて専用設計することが可能となる。具体的には、例えば、粗計量部の樹脂の「経路」は大きく確保し、微計量部の樹脂の「経路」は精密さに応じて小さく設計することができる。その結果、粗計量部により所定量に満たない範囲で概量を迅速に計量・分離し、その後「差分」を微計量部によって精密に計量・分離することで、樹脂の迅速且つ精密な供給を可能としている。
【0011】
また、本発明の適用により計量ミス自体を減らすことができるため、前記粗計量部及び前記微計量部により計量・分離された前記樹脂の両方を同時に保持可能な容器を備え、該容器に保持された前記樹脂が前記所定量を超えた場合に当該容器内に保持される前記樹脂が破棄される構成を採用してもよい。このように単一の容器で保持すれば、容器側(保持部側)の構成を簡略化することも可能となる。
【0012】
なお本発明は、樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給方法であって、前記樹脂を計量・分離可能な計量部を、前記樹脂を計量・分離可能な粗計量部と、前記樹脂を前記粗計量部よりも精密に計量・分離可能な微計量部とで構成した上で、前記粗計量部により、前記所定量に満たない範囲で前記樹脂の概量を計量・分離した後に、前記微計量部により、前記粗計量部の計量値と前記所定量との差分を前記粗計量部よりも精密に計量・分離することを特徴とする樹脂計量供給方法として捉えることも可能である。
【0013】
なお、ここでいう「分離」とは、当該樹脂計量供給装置が行う外部への「供給」との明確な区別のために用いた言葉であり、計量される以前の「集合体としての樹脂」から計量後の樹脂を切り出すことによって分離するという概念である。
【0014】
また、なお、本発明における樹脂の「所定量」とは、許容される誤差を含んだ概念である。
【発明の効果】
【0015】
本発明を適用することにより、迅速な樹脂の計量供給と、精密な樹脂の計量供給とを高い次元で両立できる。
【発明を実施するための最良の形態】
【0016】
最初に、図1を参照しつつ、本発明の実施形態の一例である樹脂計量供給装置100の構成を説明する。図1は、本発明の実施形態の一例を示す樹脂供給機構100の平面図であって、概略的な構成を示したものである。
【0017】
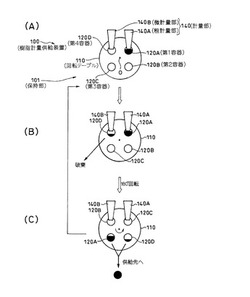
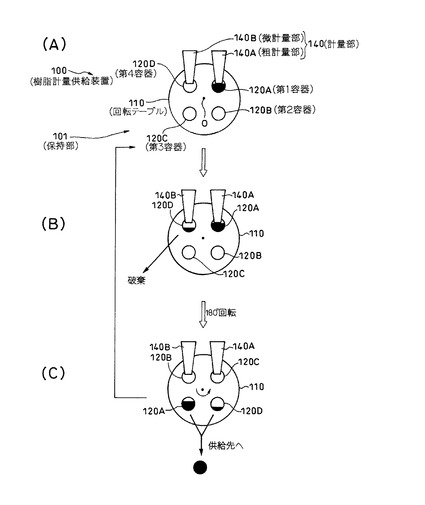
樹脂計量供給装置100は、粉状又は粒状の樹脂を計量・分離可能な計量部140と、当該計量部140にて計量・分離された樹脂を一時的に保持可能な保持部101とから構成される。この計量部140は図示せぬ演算装置や電子天秤を有して構成されており、計量値をリアルタイムで確認しつつ計量しながら分離し、後述する保持部に対して供給することが可能とされている。計量部140は、樹脂を迅速に計量・分離可能な粗計量部140Aと、樹脂を精密に計量・分離可能な微計量部140Bとを備えた構成とされている。本実施形態では、これら粗計量部140A及び微計量部140Bは、それぞれが計量・分離しようとする樹脂の量に応じて専用設計がなされている。即ち、専用設計とすることで、樹脂の迅速且つ精密な供給を高い次元で両立させることが可能となっている。即ち、迅速性を担保するための粗計量部140Aと精密性を担保するための微計量部140Bをそれぞれ設けることで、各計量部140A、140Bをそれぞれの目的に応じて専用設計することが可能となる。具体的には、例えば、粗計量部140Aでの樹脂の「経路」は大きく確保し、微計量部140Bでの樹脂の「経路」は精密さに応じて小さく設計することができる。その結果、粗計量部140Aにより所定量に満たない範囲で概量を迅速に計量・分離し、その後「差分」を微計量部140Bによって精密に計量・分離することで、樹脂の迅速且つ精密な供給を可能としている。また、専用設計とすることで、微計量部140Bをコンパクトに構成することも可能となっている。
【0018】
一方、保持部101は、回転中心Oを中心として回転可能な回転テーブル(位置変換機構)110に対して、4つの容器(第1容器120A、第2容器120B、第3容器120C、第4容器120D)が備わった構成とされている。又、これら各容器(第1容器120A、第2容器120B、第3容器120C、第4容器120D)は、独立して上下反転することにより当該容器内に保持する樹脂を外部(例えば樹脂供給先や破棄トレイなど、詳細は後述する。)へと放出することが可能とされている。
【0019】
粗計量部140Aは、前述したとおり樹脂を迅速に計量・分離することが可能である。即ち、当該樹脂計量供給装置100が供給しようとする樹脂の所定量に満たない範囲で、供給すべき樹脂の「所定量の概量」を計量し分離している。この粗計量部140Aの特徴としては、樹脂を迅速に計量することができることである。一方、微計量部140Bは、ある「量」に対して精密に樹脂を計量した上で分離することが可能である。但し、その性格上、大量の樹脂を計量する場合には、前述した粗計量部140Aに比べ計量のための時間を要する場合がある。
【0020】
次に、図1(A)乃至(C)の順に従って当該樹脂計量供給装置100の作用について説明する。
【0021】
最初に図1(A)に示すように、粗計量部140Aによって、第1容器120Aに対してある程度の樹脂(即ち、当該樹脂計量供給装置100が供給しようとする樹脂の「所定量」の概量)が計量・分離される。ここでの計量・分離は粗計量部140Aによって行われており、迅速に完了する。また、第1容器120Aに保持された樹脂は、当該樹脂計量供給装置100が供給しようとする樹脂の「所定量」よりも僅かに少ない量となっている。粗計量部140Aから第1容器120Aに対して計量・分離された樹脂の量は、粗計量部140Aに備わる演算装置によってリアルタイムで監視されているため、粗計量部140Aから第1容器120Aに対する樹脂の計量・分離が終了した段階で、「所定量」に対する不足分(いわゆる「差分」)が瞬時に計算される。この計算結果に基づいて、図1(B)に示すように、微計量部140Bから第4容器120Dに対して当該「差分」の樹脂の計量・分離が行なわれる。微計量部140Bは、精密に樹脂を計量し第4容器120Dへと分離することが可能である。また、当該「差分」自体の絶対量が少ないために、微計量部140Bによって精度のよい計量が行われた場合でも、計量が完了するまでに要する時間は短くて済む。また、万が一計量ミス等によって第4容器120Dに対して計量・分離すべき樹脂量が多過となった場合(即ち、第1容器120Aと、第4容器120Dとに保持される樹脂の合算値が当該樹脂計量供給装置100が供給しようとする「所定量」を超えている場合や、第4容器120Dに対して計量・分離した樹脂の量が算出した「差分」を超えている場合)には、当該第4容器120Dに保持される樹脂(所謂「差分」として計量・分離された樹脂)のみが破棄される。当該破棄は、本実施形態では、第4容器が反転することによって実現される。このような場合には、微計量部140Bによって再度第4容器120Dに対して「差分」の樹脂が計量・分離される必要があるが、破棄された樹脂は「差分」のみでありその絶対量が少ないため、再度の計量・分離に要する時間が短くて済む。再度の計量・分離によって、第1容器120Aに保持される樹脂量と、第4容器120Dに保持される樹脂量とが「所定量」となった場合に、初めて供給先へと樹脂が供給される。この供給は、図1(C)に示すように、回転テーブル110が180°回転した後、第1容器120A及び第4容器120Dが反転し、両容器120A、120Dに保持される樹脂が合算されて供給先へと供給される。その後は回転テーブル110が180°回転した状態のまま図1(A)の状態へと戻り、同様の供給が繰り返されることとなる。
【0022】
このように、本実施形態における樹脂計量供給装置100においては、計量部140を粗計量部140Aと微計量部140Bとに分けて構成し、粗計量部140Aの計量・分離が終った段階で最終的な供給量に対する「差分」を求め、当該「差分」を微計量部140Bによって「別の容器」に計量・分離するという手法をとっている。このような手法を採用したことで、両方の計量部140A、140Bから計量・分離された樹脂の合算値が、当該樹脂計量供給装置100が供給しようとする樹脂の「所定量」を結果的に超えた場合には、微計量部140Bによって計量・分離された絶対量の少ない樹脂のみを破棄することによって、計量ミスが生じた際に破棄される樹脂の絶対量を低減することが可能となっている。更に、樹脂を破棄した場合でも破棄した樹脂の絶対量が少ないため、再度の計量・分離のために要する時間が短く済む。即ち、当該樹脂計量供給装置100の供給先において、「樹脂の供給待ち」という状態が発生することを防止、低減している。
【0023】
次に、図2を用いて本発明の他の実施形態の一例について説明する。なお、前述した樹脂計量供給装置100と同一又は類似する部分については数字下2桁が同一の符号を付するに止め、重複した構成及び作用の説明は省略する。
【0024】
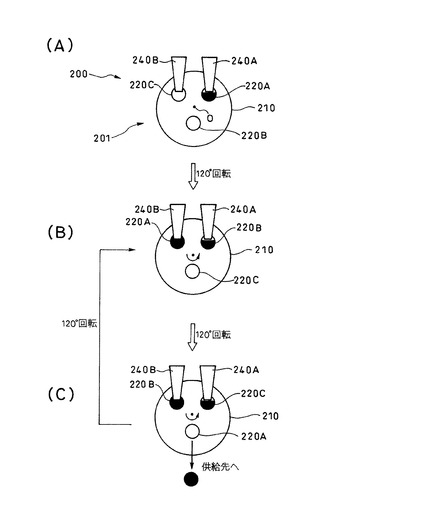
図2で示す樹脂計量供給装置200においては、図1で示した樹脂計量供給装置100のようにそれぞれ別々の容器に対して粗計量部140A及び微計量部140Bから樹脂が計量・分離されるのではなく、1つの容器に対して順次粗計量部140Aから樹脂が計量分離された後に微計量部140Bから樹脂が計量・分離される点が異なっている。以下具体的に説明する。
【0025】
樹脂計量供給装置200は、最初に第1容器220Aに対して粗計量部240Aからある程度の樹脂が計量されて分離される。
【0026】
かかる樹脂の計量・分離が完了すると、回転テーブル210が反時計周りに約120°回転する(同図(B)参照)。即ち、粗計量部240Aに対応する位置にあった第1容器220Aが、微計量部240Bに対応する位置にまで移動する。同時に、第2容器220Bが、粗計量部240Aに対応する位置にまで移動してくる。その後、第1容器220Aに対しては、続く微計量部240Bによって、「差分」の樹脂が計量されて分離される。一方、第2容器220Bに対しては、粗計量部240Aによって樹脂が計量・分離される。
【0027】
かかる工程が完了すると再び回転テーブル210が反時計周りに約120°回転し、図2(C)の状態になる。即ち、微計量部240Bによって「差分」の樹脂が追加的に計量・分離された第1容器220Aが供給先への樹脂供給位置へと移動し、第1容器220Aに保持される樹脂が供給先へと供給される。同時に第2容器220Bに対しては「差分」の樹脂が微計量部240Bによって追加的に計量・分離される。同時に、第3容器220Cに対しては粗計量部240Aによって樹脂が計量・分離される。その後は図2(B)の状態に戻り、順次同様に樹脂の計量・分離と供給が繰り返されることとなる。
【0028】
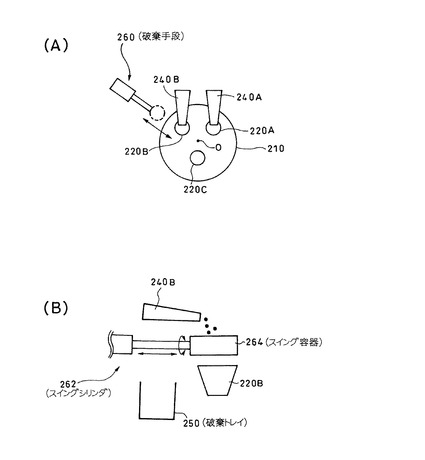
なお、当該樹脂計量供給装置200において、微計量部240Bによって「差分」の樹脂が計量・分離された結果、粗計量部240Aにより計量・分離された樹脂の量と微計量部240Bにより計量・分離された樹脂の量とが当該樹脂計量供給装置200の供給すべき「所定量」を超えた場合や、微計量部240Bにより計量・分離された樹脂の量が「差分」を超えている場合には、図3に示すような方法で樹脂が廃棄されることとなる。図2では図示していないが、樹脂計量供給装置200における、微計量部240Bと各容器との間には、スイング容器264を有するスイングシリンダ262が進入可能とされている。このスイング容器264を有するスイングシリンダ262が本実施形態においては破棄手段260として機能する。即ち、微計量部240Bが各容器に対して樹脂を計量・分離する際には、スイングシリンダ262によってスイング容器264が微計量部240Bと各容器との間に侵入し、一旦、当該スイング容器に対して微計量部240Bからの樹脂の計量・分離が行なわれる。その結果、粗計量部240Aにより計量・分離された樹脂量と、当該微計量部240Bにより計量・分離された樹脂の量とが結果的に「所定量」となった場合に初めて当該スイング容器264がスイングし、当該スイング容器264の下に位置する各容器220A、220B、220Cに対して微計量部240Bによって計量・分離された「差分」の樹脂が投入される。一方、スイング容器264に対して計量・分離された樹脂と粗計量部240Aによって計量・分離された樹脂の量の合算値が結果として「所定量」を超えていた場合には、スイングシリンダ262が後退し、スイング容器264に保持される樹脂を破棄トレイ250へと破棄することが可能となっている。
【0029】
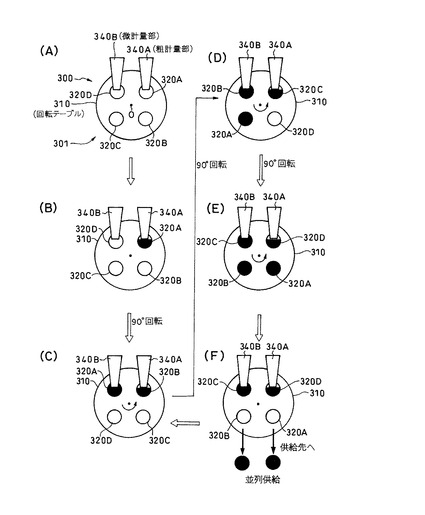
次に、図4を用いて更に他の実施形態の一例について説明する。図4にて示す樹脂計量供給装置300は、図2で示した樹脂計量供給装置200の樹脂の供給態様を並列供給(マルチ供給)に対応させたものである。
【0030】
ここでも、第1容器320Aから順次第2容器320B、第3容器320C、更には第4容器320Dへと順次粗計量部340Aによってある程度の樹脂(概量の樹脂)が計量・分離された後、微計量部340Bによって「差分」の樹脂が計量・分離されることとなる。
【0031】
最初に図4(A)〜(B)に示したように、第1容器320Aに対して粗計量部340Aによってある程度の樹脂(概量の樹脂)が計量・分離される。次に、回転テーブル310が反時計周りに90°回転する。その後図4(C)に示すように、第1容器320Aに対して微計量部340Bによって「差分」の樹脂が計量・分離されると同時に、第2容器320Bには粗計量部340Aによってある程度の樹脂(概量の樹脂)が計量・分離される。続いて再度回転テーブル310が反時計周りに90°回転する。その後図4(D)に示すように、第2容器320Bに対して微計量部340Bによって「差分」の樹脂が計量・分離されると同時に、第3容器320Cには粗計量部340Aによってある程度の樹脂(概量の樹脂)が計量・分離される。続いて再度回転テーブル310が反時計周りに90°回転する。その後図4(E)に示すように、第3容器320Cに対して微計量部340Bによって「差分」の樹脂が計量・分離されると同時に、第4容器320Dには粗計量部340Aによってある程度の樹脂(概量の樹脂)が計量・分離される。かかる時点において、第1容器320A及び第2容器320Bには既に所定量の樹脂が保持されているため、それぞれが所定のタイミングで供給されることとなる(図4(F))。その後は、図4(C)に相当する工程に戻り順次同様の作用が繰り返される。
【0032】
なお、図面上現れていないが、微計量部340Bから各容器に対して樹脂を供給する際に、一旦スイングシリンダに連結されたスイング容器に樹脂を供給した上で各容器に投入される点については同様である。
【0033】
また、上記の実施形態全てにおいて、破棄された樹脂はそのまま破棄するだけでなく、再利用することが可能である。これにより更に樹脂の無駄を防止することができる。なおこのように再利用可能となるのは、本実施形態のように樹脂の「計量後直ぐ」に樹脂を破棄しているため、樹脂のポットライフが未だそれ程多く経過していないことから可能となっているものである。
【0034】
なお、上記の実施形態では、計量部によって計量・分離された樹脂が、一旦保持部に保持された上で外部へと供給されていた。このような構成は、計量ミスが生じたような場合に、保持部の樹脂を破棄することができるという点で有利である。しかしながら粗計量部と微計量部を備えることで、全体としての計量の精度(精密さ)が向上すれば、計量ミス自体を大幅に減らすことができるため、直接外部の供給先(例えば金型、プレ成形装置など)へと供給してもよい。
【0035】
また、保持部には複数の容器が備わって構成されていた。これは計量ミスが生じた場合でも複数の容器の一部のみを破棄することで足りるため、破棄する樹脂の量を低減でき、再計量までの時間を短縮するという点において有利であった。しかしながら粗計量部と微計量部を備えることで、全体としての計量の精度(精密さ)が向上すれば、計量ミス自体を大幅に減らすことができるため、容器が単一であっても何ら差し支えないものである。例えば、粗計量部及び微計量部により計量・分離された樹脂の両方を同時に保持可能な容器を備え、該容器に保持された樹脂が所定量を超えた場合に当該容器内に保持される樹脂が破棄されるような構成である。計量ミス自体を減らすことができるため、単一の容器にて粗計量部及び微計量部からの樹脂を纏めて保持し、当該容器内の全ての樹脂を破棄する構成であっても結果的に破棄する樹脂量を低減することが可能となっている。また、単一の容器で保持するため、容器側(保持部側)の構成を簡略化することも可能となっている。
【産業上の利用可能性】
【0036】
本発明は、圧縮成形金型に対する樹脂計量供給装置として、又、プレ成形装置に対する
樹脂計量供給装置として好適である。
【図面の簡単な説明】
【0037】
【図1】本発明の実施形態の一例を示す樹脂計量供給装置100の平面図
【図2】本発明の実施形態の一例を示す樹脂計量供給装置200の平面図
【図3】樹脂計量供給装置200に備わる破棄手段としてのスイングシリンダの概略構成図
【図4】本発明の実施形態の一例を示す樹脂計量供給装置300の平面図
【図5】特許文献1に記載される圧縮型の樹脂封止装置の概略構成図
【図6】特許文献2に記載される樹脂計量供給装置の概略構成図
【符号の説明】
【0038】
100…樹脂計量供給装置
101…保持部
110…回転テーブル(位置変換機構)
120A…第1容器
120B…第2容器
120C…第3容器
120D…第4容器
140A…粗計量部
140B…微計量部
O…回転中心
【技術分野】
【0001】
本発明は、半導体チップ等を搭載した基板を樹脂にて圧縮封止する樹脂封止装置の技術分野に関する。
【背景技術】
【0002】
近年、半導体チップ等の製品を樹脂にて封止する装置として、いわゆる圧縮型の樹脂封止装置に対する需要が高まっている。このような圧縮型の樹脂封止装置として、図5にて示した樹脂封止装置1が公知である(特許文献1参照)。樹脂封止装置1は、上型2と下型4とから構成されている。又、この下型4にはプレス(図示しない)が連結されており、所定のタイミングで下型4を上型2に対して接近、離反することが可能とされている。下型4は、貫通孔5を備えた枠状金型4Bと当該貫通孔5に嵌合して配置される圧縮金型4Aとを有した構成とされ、下型4の対向面(上型2側表面)の一部に形成されるキャビティ40において被成形品60を樹脂80にて圧縮封止する。このような圧縮形成の場合には、被成形品60と共に金型内に予め計量した樹脂80を投入し圧縮して封止するため、成形品の精度(特に厚みの精度)は投入する樹脂量の変動に依存することになる。そのため、投入される樹脂の量はできるだけ精度良く計量されて金型内へと投入されることが重要となる。
【0003】
圧縮成形に用いられる樹脂は、例えば粉状、粒状のものが利用される場合が多い。このような粉状、粒状の樹脂を正確に計量して供給する装置として、図6に示す樹脂計量供給装置90が知られている(特許文献2参照)。
【0004】
樹脂計量供給装置90は、電子天秤96の上に配置された支柱98に対して、樹脂が供給されるホッパ92と、樹脂の出口となる供給ノズル93が設置された構成とされている。又、支柱98には振動子95が設けられている。また、電子天秤96及び振動子95には、演算装置97が接続されている。供給ノズル93から供給された樹脂は、フィーダ94を介して樹脂供給先であるキャビティ80にホッパ92内の樹脂と分離された形で供給される。樹脂の供給は、演算装置97からの指令により、支柱98に設置された振動子95が振動することによって行なわれる。又、この供給により樹脂が樹脂供給先であるキャビティ80へと供給されると、電子天秤96によって計量される計量値が減少する。この減少した量を演算装置97によって検知した上で、所定のタイミングで振動子95の振動を止め、供給を停止させることが可能とされている。このような構成及び作用によって、当該樹脂計量供給装置90は樹脂を正確に計量供給することが可能とされている。
【0005】
【特許文献1】特開2005−219297号公報
【特許文献2】特開平9−5148号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
前述した樹脂計量供給装置90では、樹脂の計量供給速度を早めようとした場合には、振動子95の振動(振幅)を強くすることで対応することができる。一方、樹脂を精密に計量供給しようとした場合には、振動子95の振動(振幅)を弱めることで対応可能である。
【0007】
しかしながら、仮に上記のように振動子95の振動(振幅)の強弱により迅速な計量供給と精密な計量供給との両立しようとした場合には、それぞれの目的(迅速に計量供給する、精密に計量供給する)をある程度妥協する必要があった。即ち、迅速に計量供給しようとすれば、樹脂が計量供給される上で通過する「経路」を、その計量供給量に応じて大きく確保しておく必要がある。一方で、樹脂を精密に計量供給しようとすれば、振動子の振動を単に弱めるのみではなく、樹脂の「経路」そのものを精密な計量供給量に応じて小さく設計しておく方が有利となる。つまり、単に振動を弱めたとしても、経路上に大量の(精密な計量供給という観点から見て相対的に大量の)樹脂が存在していれば、樹脂がある程度の「纏まり(塊り)」として計量供給されるため、どうしてもその精密さには限界がある。その結果、樹脂が所定量を超えて供給されれば、樹脂を破棄する必要性が生じたり、更には、樹脂量多過による樹脂封止異常の原因ともなり得る。
【0008】
本発明は、これらの問題点を解決するべくなされたものであって、迅速な樹脂の計量供給と、精密な樹脂の計量供給とを高い次元で両立することをその課題としている。
【課題を解決するための手段】
【0009】
本発明は、樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給装置であって、前記樹脂を計量・分離可能な計量部が、前記所定量に満たない範囲で前記所定量の概量を計量・分離可能な粗計量部と、該粗計量部の計量値と前記所定量との差分を前記粗計量部よりも精密に計量・分離可能な微計量部と、を備えることにより上記課題を解決するものである。
【0010】
このような構成を採用することで、樹脂の迅速且つ精密な供給を高い次元で両立させることが可能となっている。即ち、迅速性を担保するための粗計量部と精密性を担保するための微計量部をそれぞれ設けることで、各計量部をそれぞれの目的に応じて専用設計することが可能となる。具体的には、例えば、粗計量部の樹脂の「経路」は大きく確保し、微計量部の樹脂の「経路」は精密さに応じて小さく設計することができる。その結果、粗計量部により所定量に満たない範囲で概量を迅速に計量・分離し、その後「差分」を微計量部によって精密に計量・分離することで、樹脂の迅速且つ精密な供給を可能としている。
【0011】
また、本発明の適用により計量ミス自体を減らすことができるため、前記粗計量部及び前記微計量部により計量・分離された前記樹脂の両方を同時に保持可能な容器を備え、該容器に保持された前記樹脂が前記所定量を超えた場合に当該容器内に保持される前記樹脂が破棄される構成を採用してもよい。このように単一の容器で保持すれば、容器側(保持部側)の構成を簡略化することも可能となる。
【0012】
なお本発明は、樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給方法であって、前記樹脂を計量・分離可能な計量部を、前記樹脂を計量・分離可能な粗計量部と、前記樹脂を前記粗計量部よりも精密に計量・分離可能な微計量部とで構成した上で、前記粗計量部により、前記所定量に満たない範囲で前記樹脂の概量を計量・分離した後に、前記微計量部により、前記粗計量部の計量値と前記所定量との差分を前記粗計量部よりも精密に計量・分離することを特徴とする樹脂計量供給方法として捉えることも可能である。
【0013】
なお、ここでいう「分離」とは、当該樹脂計量供給装置が行う外部への「供給」との明確な区別のために用いた言葉であり、計量される以前の「集合体としての樹脂」から計量後の樹脂を切り出すことによって分離するという概念である。
【0014】
また、なお、本発明における樹脂の「所定量」とは、許容される誤差を含んだ概念である。
【発明の効果】
【0015】
本発明を適用することにより、迅速な樹脂の計量供給と、精密な樹脂の計量供給とを高い次元で両立できる。
【発明を実施するための最良の形態】
【0016】
最初に、図1を参照しつつ、本発明の実施形態の一例である樹脂計量供給装置100の構成を説明する。図1は、本発明の実施形態の一例を示す樹脂供給機構100の平面図であって、概略的な構成を示したものである。
【0017】
樹脂計量供給装置100は、粉状又は粒状の樹脂を計量・分離可能な計量部140と、当該計量部140にて計量・分離された樹脂を一時的に保持可能な保持部101とから構成される。この計量部140は図示せぬ演算装置や電子天秤を有して構成されており、計量値をリアルタイムで確認しつつ計量しながら分離し、後述する保持部に対して供給することが可能とされている。計量部140は、樹脂を迅速に計量・分離可能な粗計量部140Aと、樹脂を精密に計量・分離可能な微計量部140Bとを備えた構成とされている。本実施形態では、これら粗計量部140A及び微計量部140Bは、それぞれが計量・分離しようとする樹脂の量に応じて専用設計がなされている。即ち、専用設計とすることで、樹脂の迅速且つ精密な供給を高い次元で両立させることが可能となっている。即ち、迅速性を担保するための粗計量部140Aと精密性を担保するための微計量部140Bをそれぞれ設けることで、各計量部140A、140Bをそれぞれの目的に応じて専用設計することが可能となる。具体的には、例えば、粗計量部140Aでの樹脂の「経路」は大きく確保し、微計量部140Bでの樹脂の「経路」は精密さに応じて小さく設計することができる。その結果、粗計量部140Aにより所定量に満たない範囲で概量を迅速に計量・分離し、その後「差分」を微計量部140Bによって精密に計量・分離することで、樹脂の迅速且つ精密な供給を可能としている。また、専用設計とすることで、微計量部140Bをコンパクトに構成することも可能となっている。
【0018】
一方、保持部101は、回転中心Oを中心として回転可能な回転テーブル(位置変換機構)110に対して、4つの容器(第1容器120A、第2容器120B、第3容器120C、第4容器120D)が備わった構成とされている。又、これら各容器(第1容器120A、第2容器120B、第3容器120C、第4容器120D)は、独立して上下反転することにより当該容器内に保持する樹脂を外部(例えば樹脂供給先や破棄トレイなど、詳細は後述する。)へと放出することが可能とされている。
【0019】
粗計量部140Aは、前述したとおり樹脂を迅速に計量・分離することが可能である。即ち、当該樹脂計量供給装置100が供給しようとする樹脂の所定量に満たない範囲で、供給すべき樹脂の「所定量の概量」を計量し分離している。この粗計量部140Aの特徴としては、樹脂を迅速に計量することができることである。一方、微計量部140Bは、ある「量」に対して精密に樹脂を計量した上で分離することが可能である。但し、その性格上、大量の樹脂を計量する場合には、前述した粗計量部140Aに比べ計量のための時間を要する場合がある。
【0020】
次に、図1(A)乃至(C)の順に従って当該樹脂計量供給装置100の作用について説明する。
【0021】
最初に図1(A)に示すように、粗計量部140Aによって、第1容器120Aに対してある程度の樹脂(即ち、当該樹脂計量供給装置100が供給しようとする樹脂の「所定量」の概量)が計量・分離される。ここでの計量・分離は粗計量部140Aによって行われており、迅速に完了する。また、第1容器120Aに保持された樹脂は、当該樹脂計量供給装置100が供給しようとする樹脂の「所定量」よりも僅かに少ない量となっている。粗計量部140Aから第1容器120Aに対して計量・分離された樹脂の量は、粗計量部140Aに備わる演算装置によってリアルタイムで監視されているため、粗計量部140Aから第1容器120Aに対する樹脂の計量・分離が終了した段階で、「所定量」に対する不足分(いわゆる「差分」)が瞬時に計算される。この計算結果に基づいて、図1(B)に示すように、微計量部140Bから第4容器120Dに対して当該「差分」の樹脂の計量・分離が行なわれる。微計量部140Bは、精密に樹脂を計量し第4容器120Dへと分離することが可能である。また、当該「差分」自体の絶対量が少ないために、微計量部140Bによって精度のよい計量が行われた場合でも、計量が完了するまでに要する時間は短くて済む。また、万が一計量ミス等によって第4容器120Dに対して計量・分離すべき樹脂量が多過となった場合(即ち、第1容器120Aと、第4容器120Dとに保持される樹脂の合算値が当該樹脂計量供給装置100が供給しようとする「所定量」を超えている場合や、第4容器120Dに対して計量・分離した樹脂の量が算出した「差分」を超えている場合)には、当該第4容器120Dに保持される樹脂(所謂「差分」として計量・分離された樹脂)のみが破棄される。当該破棄は、本実施形態では、第4容器が反転することによって実現される。このような場合には、微計量部140Bによって再度第4容器120Dに対して「差分」の樹脂が計量・分離される必要があるが、破棄された樹脂は「差分」のみでありその絶対量が少ないため、再度の計量・分離に要する時間が短くて済む。再度の計量・分離によって、第1容器120Aに保持される樹脂量と、第4容器120Dに保持される樹脂量とが「所定量」となった場合に、初めて供給先へと樹脂が供給される。この供給は、図1(C)に示すように、回転テーブル110が180°回転した後、第1容器120A及び第4容器120Dが反転し、両容器120A、120Dに保持される樹脂が合算されて供給先へと供給される。その後は回転テーブル110が180°回転した状態のまま図1(A)の状態へと戻り、同様の供給が繰り返されることとなる。
【0022】
このように、本実施形態における樹脂計量供給装置100においては、計量部140を粗計量部140Aと微計量部140Bとに分けて構成し、粗計量部140Aの計量・分離が終った段階で最終的な供給量に対する「差分」を求め、当該「差分」を微計量部140Bによって「別の容器」に計量・分離するという手法をとっている。このような手法を採用したことで、両方の計量部140A、140Bから計量・分離された樹脂の合算値が、当該樹脂計量供給装置100が供給しようとする樹脂の「所定量」を結果的に超えた場合には、微計量部140Bによって計量・分離された絶対量の少ない樹脂のみを破棄することによって、計量ミスが生じた際に破棄される樹脂の絶対量を低減することが可能となっている。更に、樹脂を破棄した場合でも破棄した樹脂の絶対量が少ないため、再度の計量・分離のために要する時間が短く済む。即ち、当該樹脂計量供給装置100の供給先において、「樹脂の供給待ち」という状態が発生することを防止、低減している。
【0023】
次に、図2を用いて本発明の他の実施形態の一例について説明する。なお、前述した樹脂計量供給装置100と同一又は類似する部分については数字下2桁が同一の符号を付するに止め、重複した構成及び作用の説明は省略する。
【0024】
図2で示す樹脂計量供給装置200においては、図1で示した樹脂計量供給装置100のようにそれぞれ別々の容器に対して粗計量部140A及び微計量部140Bから樹脂が計量・分離されるのではなく、1つの容器に対して順次粗計量部140Aから樹脂が計量分離された後に微計量部140Bから樹脂が計量・分離される点が異なっている。以下具体的に説明する。
【0025】
樹脂計量供給装置200は、最初に第1容器220Aに対して粗計量部240Aからある程度の樹脂が計量されて分離される。
【0026】
かかる樹脂の計量・分離が完了すると、回転テーブル210が反時計周りに約120°回転する(同図(B)参照)。即ち、粗計量部240Aに対応する位置にあった第1容器220Aが、微計量部240Bに対応する位置にまで移動する。同時に、第2容器220Bが、粗計量部240Aに対応する位置にまで移動してくる。その後、第1容器220Aに対しては、続く微計量部240Bによって、「差分」の樹脂が計量されて分離される。一方、第2容器220Bに対しては、粗計量部240Aによって樹脂が計量・分離される。
【0027】
かかる工程が完了すると再び回転テーブル210が反時計周りに約120°回転し、図2(C)の状態になる。即ち、微計量部240Bによって「差分」の樹脂が追加的に計量・分離された第1容器220Aが供給先への樹脂供給位置へと移動し、第1容器220Aに保持される樹脂が供給先へと供給される。同時に第2容器220Bに対しては「差分」の樹脂が微計量部240Bによって追加的に計量・分離される。同時に、第3容器220Cに対しては粗計量部240Aによって樹脂が計量・分離される。その後は図2(B)の状態に戻り、順次同様に樹脂の計量・分離と供給が繰り返されることとなる。
【0028】
なお、当該樹脂計量供給装置200において、微計量部240Bによって「差分」の樹脂が計量・分離された結果、粗計量部240Aにより計量・分離された樹脂の量と微計量部240Bにより計量・分離された樹脂の量とが当該樹脂計量供給装置200の供給すべき「所定量」を超えた場合や、微計量部240Bにより計量・分離された樹脂の量が「差分」を超えている場合には、図3に示すような方法で樹脂が廃棄されることとなる。図2では図示していないが、樹脂計量供給装置200における、微計量部240Bと各容器との間には、スイング容器264を有するスイングシリンダ262が進入可能とされている。このスイング容器264を有するスイングシリンダ262が本実施形態においては破棄手段260として機能する。即ち、微計量部240Bが各容器に対して樹脂を計量・分離する際には、スイングシリンダ262によってスイング容器264が微計量部240Bと各容器との間に侵入し、一旦、当該スイング容器に対して微計量部240Bからの樹脂の計量・分離が行なわれる。その結果、粗計量部240Aにより計量・分離された樹脂量と、当該微計量部240Bにより計量・分離された樹脂の量とが結果的に「所定量」となった場合に初めて当該スイング容器264がスイングし、当該スイング容器264の下に位置する各容器220A、220B、220Cに対して微計量部240Bによって計量・分離された「差分」の樹脂が投入される。一方、スイング容器264に対して計量・分離された樹脂と粗計量部240Aによって計量・分離された樹脂の量の合算値が結果として「所定量」を超えていた場合には、スイングシリンダ262が後退し、スイング容器264に保持される樹脂を破棄トレイ250へと破棄することが可能となっている。
【0029】
次に、図4を用いて更に他の実施形態の一例について説明する。図4にて示す樹脂計量供給装置300は、図2で示した樹脂計量供給装置200の樹脂の供給態様を並列供給(マルチ供給)に対応させたものである。
【0030】
ここでも、第1容器320Aから順次第2容器320B、第3容器320C、更には第4容器320Dへと順次粗計量部340Aによってある程度の樹脂(概量の樹脂)が計量・分離された後、微計量部340Bによって「差分」の樹脂が計量・分離されることとなる。
【0031】
最初に図4(A)〜(B)に示したように、第1容器320Aに対して粗計量部340Aによってある程度の樹脂(概量の樹脂)が計量・分離される。次に、回転テーブル310が反時計周りに90°回転する。その後図4(C)に示すように、第1容器320Aに対して微計量部340Bによって「差分」の樹脂が計量・分離されると同時に、第2容器320Bには粗計量部340Aによってある程度の樹脂(概量の樹脂)が計量・分離される。続いて再度回転テーブル310が反時計周りに90°回転する。その後図4(D)に示すように、第2容器320Bに対して微計量部340Bによって「差分」の樹脂が計量・分離されると同時に、第3容器320Cには粗計量部340Aによってある程度の樹脂(概量の樹脂)が計量・分離される。続いて再度回転テーブル310が反時計周りに90°回転する。その後図4(E)に示すように、第3容器320Cに対して微計量部340Bによって「差分」の樹脂が計量・分離されると同時に、第4容器320Dには粗計量部340Aによってある程度の樹脂(概量の樹脂)が計量・分離される。かかる時点において、第1容器320A及び第2容器320Bには既に所定量の樹脂が保持されているため、それぞれが所定のタイミングで供給されることとなる(図4(F))。その後は、図4(C)に相当する工程に戻り順次同様の作用が繰り返される。
【0032】
なお、図面上現れていないが、微計量部340Bから各容器に対して樹脂を供給する際に、一旦スイングシリンダに連結されたスイング容器に樹脂を供給した上で各容器に投入される点については同様である。
【0033】
また、上記の実施形態全てにおいて、破棄された樹脂はそのまま破棄するだけでなく、再利用することが可能である。これにより更に樹脂の無駄を防止することができる。なおこのように再利用可能となるのは、本実施形態のように樹脂の「計量後直ぐ」に樹脂を破棄しているため、樹脂のポットライフが未だそれ程多く経過していないことから可能となっているものである。
【0034】
なお、上記の実施形態では、計量部によって計量・分離された樹脂が、一旦保持部に保持された上で外部へと供給されていた。このような構成は、計量ミスが生じたような場合に、保持部の樹脂を破棄することができるという点で有利である。しかしながら粗計量部と微計量部を備えることで、全体としての計量の精度(精密さ)が向上すれば、計量ミス自体を大幅に減らすことができるため、直接外部の供給先(例えば金型、プレ成形装置など)へと供給してもよい。
【0035】
また、保持部には複数の容器が備わって構成されていた。これは計量ミスが生じた場合でも複数の容器の一部のみを破棄することで足りるため、破棄する樹脂の量を低減でき、再計量までの時間を短縮するという点において有利であった。しかしながら粗計量部と微計量部を備えることで、全体としての計量の精度(精密さ)が向上すれば、計量ミス自体を大幅に減らすことができるため、容器が単一であっても何ら差し支えないものである。例えば、粗計量部及び微計量部により計量・分離された樹脂の両方を同時に保持可能な容器を備え、該容器に保持された樹脂が所定量を超えた場合に当該容器内に保持される樹脂が破棄されるような構成である。計量ミス自体を減らすことができるため、単一の容器にて粗計量部及び微計量部からの樹脂を纏めて保持し、当該容器内の全ての樹脂を破棄する構成であっても結果的に破棄する樹脂量を低減することが可能となっている。また、単一の容器で保持するため、容器側(保持部側)の構成を簡略化することも可能となっている。
【産業上の利用可能性】
【0036】
本発明は、圧縮成形金型に対する樹脂計量供給装置として、又、プレ成形装置に対する
樹脂計量供給装置として好適である。
【図面の簡単な説明】
【0037】
【図1】本発明の実施形態の一例を示す樹脂計量供給装置100の平面図
【図2】本発明の実施形態の一例を示す樹脂計量供給装置200の平面図
【図3】樹脂計量供給装置200に備わる破棄手段としてのスイングシリンダの概略構成図
【図4】本発明の実施形態の一例を示す樹脂計量供給装置300の平面図
【図5】特許文献1に記載される圧縮型の樹脂封止装置の概略構成図
【図6】特許文献2に記載される樹脂計量供給装置の概略構成図
【符号の説明】
【0038】
100…樹脂計量供給装置
101…保持部
110…回転テーブル(位置変換機構)
120A…第1容器
120B…第2容器
120C…第3容器
120D…第4容器
140A…粗計量部
140B…微計量部
O…回転中心
【特許請求の範囲】
【請求項1】
樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給装置であって、
前記樹脂を計量・分離可能な計量部が、前記所定量に満たない範囲で前記所定量の概量を計量・分離可能な粗計量部と、該粗計量部の計量値と前記所定量との差分を前記粗計量部よりも精密に計量・分離可能な微計量部と、を備える
ことを特徴とする樹脂計量供給装置。
【請求項2】
請求項1において、
前記粗計量部及び前記微計量部により計量・分離された前記樹脂の両方を同時に保持可能な容器を備え、
該容器に保持された前記樹脂が前記所定量を超えた場合に当該容器内に保持される前記樹脂が破棄される
ことを特徴とする樹脂計量供給装置。
【請求項3】
樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給方法であって、
前記樹脂を計量・分離可能な計量部を、前記樹脂を計量・分離可能な粗計量部と、前記樹脂を前記粗計量部よりも精密に計量・分離可能な微計量部とで構成した上で、
前記粗計量部により、前記所定量に満たない範囲で前記樹脂の概量を計量・分離した後に、
前記微計量部により、前記粗計量部の計量値と前記所定量との差分を前記粗計量部よりも精密に計量・分離する
ことを特徴とする樹脂計量供給方法。
【請求項1】
樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給装置であって、
前記樹脂を計量・分離可能な計量部が、前記所定量に満たない範囲で前記所定量の概量を計量・分離可能な粗計量部と、該粗計量部の計量値と前記所定量との差分を前記粗計量部よりも精密に計量・分離可能な微計量部と、を備える
ことを特徴とする樹脂計量供給装置。
【請求項2】
請求項1において、
前記粗計量部及び前記微計量部により計量・分離された前記樹脂の両方を同時に保持可能な容器を備え、
該容器に保持された前記樹脂が前記所定量を超えた場合に当該容器内に保持される前記樹脂が破棄される
ことを特徴とする樹脂計量供給装置。
【請求項3】
樹脂封止に使用するために所定量の粉状又は粒状の樹脂を計量・供給する樹脂計量供給方法であって、
前記樹脂を計量・分離可能な計量部を、前記樹脂を計量・分離可能な粗計量部と、前記樹脂を前記粗計量部よりも精密に計量・分離可能な微計量部とで構成した上で、
前記粗計量部により、前記所定量に満たない範囲で前記樹脂の概量を計量・分離した後に、
前記微計量部により、前記粗計量部の計量値と前記所定量との差分を前記粗計量部よりも精密に計量・分離する
ことを特徴とする樹脂計量供給方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2008−221717(P2008−221717A)
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願番号】特願2007−65442(P2007−65442)
【出願日】平成19年3月14日(2007.3.14)
【出願人】(000002107)住友重機械工業株式会社 (2,241)
【Fターム(参考)】
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願日】平成19年3月14日(2007.3.14)
【出願人】(000002107)住友重機械工業株式会社 (2,241)
【Fターム(参考)】
[ Back to top ]