
樹脂部品の修理方法

【課題】車体の樹脂部品の損傷箇所の強度を高くして、走行中の震動や風圧で剥離しない樹脂部品の修理方法を提供する。
【解決手段】車体の樹脂部品6の亀裂4などの損傷箇所に裏あて材7を用いて修理する樹脂部品6の修理方法において、裏あて材を加熱して、裏あて材7を樹脂部品6に押し当て、裏あて材7の熱で樹脂部品6を溶解させて、裏あて材7の全部又は一部を樹脂部品6に埋入する。
【解決手段】車体の樹脂部品6の亀裂4などの損傷箇所に裏あて材7を用いて修理する樹脂部品6の修理方法において、裏あて材を加熱して、裏あて材7を樹脂部品6に押し当て、裏あて材7の熱で樹脂部品6を溶解させて、裏あて材7の全部又は一部を樹脂部品6に埋入する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂製の車体部品の修理方法であり、例えば、自動車の樹脂製バンパーの修理に関するものである。
【背景技術】
【0002】
従来は、裏あて材に銅線を用いて補強して、部品と同じ樹脂で接着する方法があった。
【特許文献1】特開2002−67895号公報
【0003】
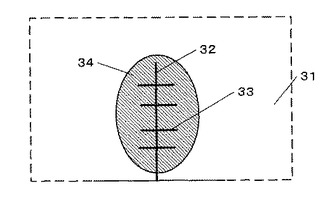
図11は、従来の技術であり、樹脂部品31の亀裂32に裏あて材33が接着剤34で接着されている。接着剤34は斜線部分で表している。裏あて材33は、銅線を用いている。
【0004】
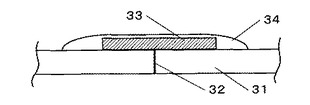
図12は、図11の断面図であり、樹脂部品31の亀裂32に裏あて材33が接着剤34で接着されている。裏あて材34は斜線部分で表している。図に向かって上部がバンパーの内側であり、下部がバンパーの外側である。後述する図5・6・7・10も同様である。
【0005】
しかしながら、銅線は、樹脂に貼り付けてあり、上から接着剤で接着してあるだけであるので、強度が弱く走行中の震動や風圧で剥離するという不具合があった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
解決しようとする問題点は、修理箇所が走行中の震動や風圧で剥離するという点である。
【課題を解決するための手段】
【0007】
車体の樹脂部品の損傷箇所に裏あて材を用いて修理する樹脂部品の修理方法において、裏あて材を加熱して、裏あて材を樹脂部品に押し当て、裏あて材の熱で樹脂部品を溶解し、裏あて材の全部又は一部を樹脂部品に埋入する。
【0008】
本発明は、裏あて材を過熱して、樹脂部品を溶解して裏あて材を樹脂部品に埋入する事を最も主要な特徴とする。
【発明の効果】
【0009】
本発明の樹脂部品の修理方法は、修理箇所が走行中の震動や風圧で剥離しないという利点がある。
【実施例1】
【0010】
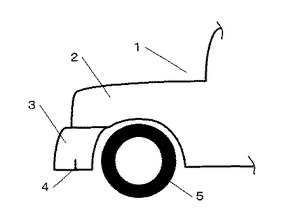
図1は、車両の前部の側面図である。車両1の前部であり、金属製車体2に樹脂製のバンパー3が取り付けられている。パンパー3には、要修理箇所の亀裂4がある。また、バンパー3の近傍にタイヤ5がある。
【0011】
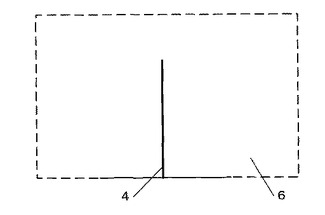
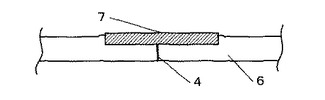
図2は、要修理箇所の上面図である。車体の樹脂製バンパー3の一部の樹脂部品6であり、図1の亀裂4付近の裏面からの図であり、バンパー3の内側から見た図である。要修理箇所の亀裂4があり、修理前である。実施例は、バンパー3だが、エアロパーツやヘッドライト部品などの樹脂製であれば何でも良い。
【0012】
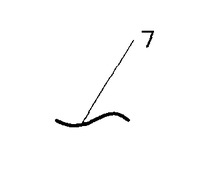
図3は、裏あて材である。裏あて材7は、ステンレス製の針金であり、波状である。ステンレス製は、錆びにくく、硬度があり丈夫で、電気抵抗があるので、抵抗器を使用して過熱しやすいという特徴がある。
【0013】
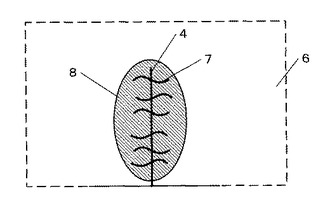
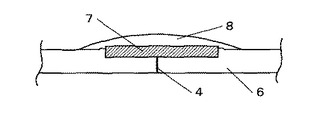
図4は、修理完了の上面図である。車体の樹脂製バンパー3に亀裂4があり、裏あて材7が樹脂部品6に埋入している。そして、接着剤8で、裏あて材7と樹脂部品6を接着している。接着剤8は斜線部分で表している。図3では、裏あて材7が表面に出ているが、完全に樹脂の中に埋入しても良い。
【0014】
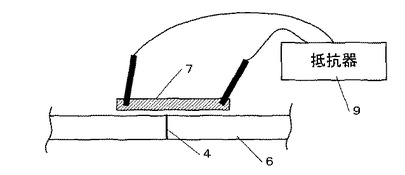
図5は、修理中の断面図である。樹脂部品6に亀裂4がある。裏あて材7が抵抗器9で樹脂部品6に埋入できる温度まで熱しられる。裏あて材7は斜線部分で表している。実施例では抵抗器9を使用しているが、裏あて材7を加熱できるものなら何でも良い。
【0015】
図6は、修理中の断面図である。樹脂部品6に亀裂4がある。図4で熱しられ裏あて材7が、樹脂部品6に埋入されている。裏あて材7は斜線部分で表している。熱した裏あて材7の全部又は一部を車体に樹脂に埋入する事により、裏あて材7と樹脂部品6が隙間無く一体化する。
【0016】
図7は、修理完了の断面図である。図5の状態から、裏あて材7と樹脂部品6を接着剤8で接着して、亀裂4が固着される。裏あて材7は斜線部分で表している。
【0017】
修理の過程を、図1〜図5を用いて説明する。図2の状態から、図5の状態にして、裏あて材7を抵抗器9で熱する。次ぎに、図6の様に、熱した裏あて材7を樹脂部品6に埋入させる。次に、図4と図7の様に、接着剤8で裏あて材7と樹脂部品6を接着させる。要修理箇所の裏面から裏あて材7を用いて修理するが、表面はパテを用いて補修して塗装を行い仕上げる。
【実施例2】
【0018】
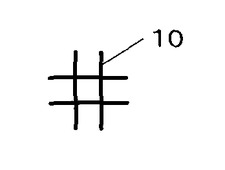
図8は、裏あて材の図である。スレンレスの棒材が網状に固着している裏あて材10である。
【0019】
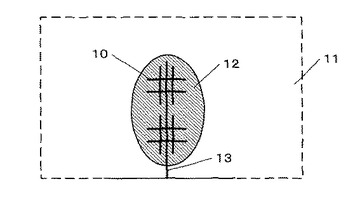
図9は、修理完了の上面図である。車体の樹脂製のバンパー3で、裏あて材10が樹脂部品11に埋入している。接着剤12は斜線部分で表している。そして、接着剤12で、裏あて材12と樹脂部品11を接着して、亀裂13を固着している。
【実施例3】
【0020】
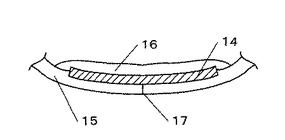
図10は、修理完了の断面図である。裏あて材14と樹脂部品15を接着剤16で接着して、亀裂17が固着される。裏あて材14は斜線部分で表している。樹脂部品15が湾曲しており、裏あて材14も樹脂部品15の湾曲に合わせて湾曲している。
【図面の簡単な説明】
【0021】
【図1】車両の前部の側面図である。
【図2】要修理箇所の上面図である。
【図3】裏あて材である。
【図4】修理完了の上面図である。
【図5】修理中の断面図である。
【図6】修理中の断面図である。
【図7】修理完了の断面図である。
【図8】裏あて材の図である。(実施例2)
【図9】修理完了の上面図である。(実施例2)
【図10】修理完了の断面図である。(実施例3)
【図11】従来の技術の上面図である。
【図12】従来の技術の断面図である。
【符号の説明】
【0022】
1 車両
2 金属製車体
3 バンパー
4 亀裂
5 タイヤ
6 樹脂部品
7 裏あて材
8 接着剤
9 抵抗器
10 裏あて材
11 樹脂部品
12 接着剤
13 亀裂
14 裏あて材
15 樹脂部品
16 樹脂部品
17 亀裂
31 樹脂部品
32 亀裂
33 裏あて材
34 接着剤
【技術分野】
【0001】
本発明は、樹脂製の車体部品の修理方法であり、例えば、自動車の樹脂製バンパーの修理に関するものである。
【背景技術】
【0002】
従来は、裏あて材に銅線を用いて補強して、部品と同じ樹脂で接着する方法があった。
【特許文献1】特開2002−67895号公報
【0003】
図11は、従来の技術であり、樹脂部品31の亀裂32に裏あて材33が接着剤34で接着されている。接着剤34は斜線部分で表している。裏あて材33は、銅線を用いている。
【0004】
図12は、図11の断面図であり、樹脂部品31の亀裂32に裏あて材33が接着剤34で接着されている。裏あて材34は斜線部分で表している。図に向かって上部がバンパーの内側であり、下部がバンパーの外側である。後述する図5・6・7・10も同様である。
【0005】
しかしながら、銅線は、樹脂に貼り付けてあり、上から接着剤で接着してあるだけであるので、強度が弱く走行中の震動や風圧で剥離するという不具合があった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
解決しようとする問題点は、修理箇所が走行中の震動や風圧で剥離するという点である。
【課題を解決するための手段】
【0007】
車体の樹脂部品の損傷箇所に裏あて材を用いて修理する樹脂部品の修理方法において、裏あて材を加熱して、裏あて材を樹脂部品に押し当て、裏あて材の熱で樹脂部品を溶解し、裏あて材の全部又は一部を樹脂部品に埋入する。
【0008】
本発明は、裏あて材を過熱して、樹脂部品を溶解して裏あて材を樹脂部品に埋入する事を最も主要な特徴とする。
【発明の効果】
【0009】
本発明の樹脂部品の修理方法は、修理箇所が走行中の震動や風圧で剥離しないという利点がある。
【実施例1】
【0010】
図1は、車両の前部の側面図である。車両1の前部であり、金属製車体2に樹脂製のバンパー3が取り付けられている。パンパー3には、要修理箇所の亀裂4がある。また、バンパー3の近傍にタイヤ5がある。
【0011】
図2は、要修理箇所の上面図である。車体の樹脂製バンパー3の一部の樹脂部品6であり、図1の亀裂4付近の裏面からの図であり、バンパー3の内側から見た図である。要修理箇所の亀裂4があり、修理前である。実施例は、バンパー3だが、エアロパーツやヘッドライト部品などの樹脂製であれば何でも良い。
【0012】
図3は、裏あて材である。裏あて材7は、ステンレス製の針金であり、波状である。ステンレス製は、錆びにくく、硬度があり丈夫で、電気抵抗があるので、抵抗器を使用して過熱しやすいという特徴がある。
【0013】
図4は、修理完了の上面図である。車体の樹脂製バンパー3に亀裂4があり、裏あて材7が樹脂部品6に埋入している。そして、接着剤8で、裏あて材7と樹脂部品6を接着している。接着剤8は斜線部分で表している。図3では、裏あて材7が表面に出ているが、完全に樹脂の中に埋入しても良い。
【0014】
図5は、修理中の断面図である。樹脂部品6に亀裂4がある。裏あて材7が抵抗器9で樹脂部品6に埋入できる温度まで熱しられる。裏あて材7は斜線部分で表している。実施例では抵抗器9を使用しているが、裏あて材7を加熱できるものなら何でも良い。
【0015】
図6は、修理中の断面図である。樹脂部品6に亀裂4がある。図4で熱しられ裏あて材7が、樹脂部品6に埋入されている。裏あて材7は斜線部分で表している。熱した裏あて材7の全部又は一部を車体に樹脂に埋入する事により、裏あて材7と樹脂部品6が隙間無く一体化する。
【0016】
図7は、修理完了の断面図である。図5の状態から、裏あて材7と樹脂部品6を接着剤8で接着して、亀裂4が固着される。裏あて材7は斜線部分で表している。
【0017】
修理の過程を、図1〜図5を用いて説明する。図2の状態から、図5の状態にして、裏あて材7を抵抗器9で熱する。次ぎに、図6の様に、熱した裏あて材7を樹脂部品6に埋入させる。次に、図4と図7の様に、接着剤8で裏あて材7と樹脂部品6を接着させる。要修理箇所の裏面から裏あて材7を用いて修理するが、表面はパテを用いて補修して塗装を行い仕上げる。
【実施例2】
【0018】
図8は、裏あて材の図である。スレンレスの棒材が網状に固着している裏あて材10である。
【0019】
図9は、修理完了の上面図である。車体の樹脂製のバンパー3で、裏あて材10が樹脂部品11に埋入している。接着剤12は斜線部分で表している。そして、接着剤12で、裏あて材12と樹脂部品11を接着して、亀裂13を固着している。
【実施例3】
【0020】
図10は、修理完了の断面図である。裏あて材14と樹脂部品15を接着剤16で接着して、亀裂17が固着される。裏あて材14は斜線部分で表している。樹脂部品15が湾曲しており、裏あて材14も樹脂部品15の湾曲に合わせて湾曲している。
【図面の簡単な説明】
【0021】
【図1】車両の前部の側面図である。
【図2】要修理箇所の上面図である。
【図3】裏あて材である。
【図4】修理完了の上面図である。
【図5】修理中の断面図である。
【図6】修理中の断面図である。
【図7】修理完了の断面図である。
【図8】裏あて材の図である。(実施例2)
【図9】修理完了の上面図である。(実施例2)
【図10】修理完了の断面図である。(実施例3)
【図11】従来の技術の上面図である。
【図12】従来の技術の断面図である。
【符号の説明】
【0022】
1 車両
2 金属製車体
3 バンパー
4 亀裂
5 タイヤ
6 樹脂部品
7 裏あて材
8 接着剤
9 抵抗器
10 裏あて材
11 樹脂部品
12 接着剤
13 亀裂
14 裏あて材
15 樹脂部品
16 樹脂部品
17 亀裂
31 樹脂部品
32 亀裂
33 裏あて材
34 接着剤
【特許請求の範囲】
【請求項1】
車体の樹脂部品の損傷箇所に裏あて材を用いて修理する修理方法において、裏あて材を加熱して、裏あて材を樹脂部品に押し当て、裏あて材の熱で樹脂部品を溶解し、裏あて材の全部又は一部を樹脂部品に埋入することを特徴とする樹脂部品の修理方法。
【請求項2】
裏あて材の素材は、ステンレスであることを特徴とする請求項1記載の樹脂部品の修理方法。
【請求項3】
裏あて材の加熱は、抵抗器を用いることを特徴とする請求項1記載の樹脂部品の修理方法。
【請求項4】
裏あて材は、波状又は網状であることを特徴とする請求項1記載の樹脂部品の修理方法。
【請求項1】
車体の樹脂部品の損傷箇所に裏あて材を用いて修理する修理方法において、裏あて材を加熱して、裏あて材を樹脂部品に押し当て、裏あて材の熱で樹脂部品を溶解し、裏あて材の全部又は一部を樹脂部品に埋入することを特徴とする樹脂部品の修理方法。
【請求項2】
裏あて材の素材は、ステンレスであることを特徴とする請求項1記載の樹脂部品の修理方法。
【請求項3】
裏あて材の加熱は、抵抗器を用いることを特徴とする請求項1記載の樹脂部品の修理方法。
【請求項4】
裏あて材は、波状又は網状であることを特徴とする請求項1記載の樹脂部品の修理方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2009−286294(P2009−286294A)
【公開日】平成21年12月10日(2009.12.10)
【国際特許分類】
【出願番号】特願2008−141846(P2008−141846)
【出願日】平成20年5月30日(2008.5.30)
【出願人】(000100735)アイコクアルファ株式会社 (17)
【Fターム(参考)】
【公開日】平成21年12月10日(2009.12.10)
【国際特許分類】
【出願日】平成20年5月30日(2008.5.30)
【出願人】(000100735)アイコクアルファ株式会社 (17)
【Fターム(参考)】
[ Back to top ]