
樹脂配管の樹脂配管用継手への接続方法及び樹脂配管用継手
【課題】樹脂配管が設定挿込量一杯まで挿し込まれているか否かの確認を容易に行うことができるとともに、挿込作業性の良好な樹脂配管の継手への接続方法を提供する。
【解決手段】内筒部18を有する継手本体12と、外筒部44を有するアウタ部材42と、樹脂配管15への食込作用によって樹脂配管15を抜止めする抜止リング26とを備えて成る樹脂配管用継手10に樹脂配管15を接続するに際して、アウタ部材42を継手本体12から分離した状態で樹脂配管15に外嵌状態に予備組付けしておき、その状態でアウタ部材42を継手本体12に固定し且つ樹脂配管15を内筒部18に外挿し、接続する。
【解決手段】内筒部18を有する継手本体12と、外筒部44を有するアウタ部材42と、樹脂配管15への食込作用によって樹脂配管15を抜止めする抜止リング26とを備えて成る樹脂配管用継手10に樹脂配管15を接続するに際して、アウタ部材42を継手本体12から分離した状態で樹脂配管15に外嵌状態に予備組付けしておき、その状態でアウタ部材42を継手本体12に固定し且つ樹脂配管15を内筒部18に外挿し、接続する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は樹脂配管の樹脂配管用継手への接続方法及び樹脂配管用継手に関する。
【背景技術】
【0002】
近年、例えば給水用,給湯用の配管として硬質の樹脂材から成る樹脂配管が用いられるようになってきている。
樹脂配管の場合、施工現場の状況に応じて長い樹脂配管を切断して配管接続することができ、施工現場の状況に応じた適正な長さで配管を構成でき、且つその可撓性を利用して配管の取回しも容易である等の利点を有している。
【0003】
この樹脂配管の場合、樹脂配管用継手(以下単に継手とする)への接続部分が、水圧の作用や湯を通したときの熱の作用、或いは継手に挿し込んだときの力の加わり方等によって、変形を生じる可能性のある問題があり、そこでかかる樹脂配管用の継手としては、従来、樹脂配管に内嵌状態に嵌合して樹脂配管を内径側から拘束する内筒部を有する継手本体と、樹脂配管に外嵌状態に嵌合して樹脂配管を外径側から拘束する外筒部を有するアウタ部材と、樹脂配管への食込作用によって樹脂配管を抜止めする抜止リングとを備えたものが広く用いられている。
【0004】
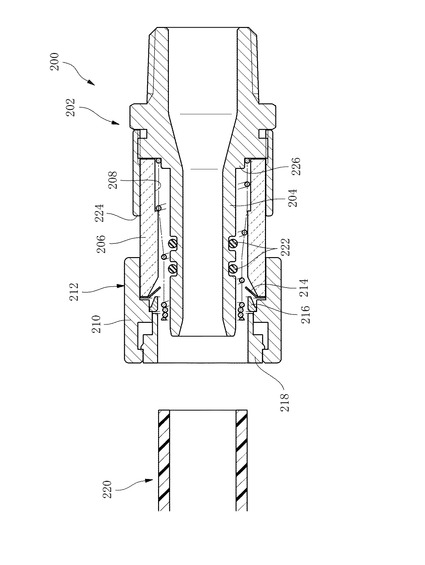
図8はその具体例を示している。
図において200は継手、202は金属製の継手本体で内筒部204を一体に備えている。
206は外筒部で、この外筒部206は内筒部204との間に樹脂配管220を挿入させる円環状の挿込空間208を形成している。
210は外筒部206を外側から保持する金属製のケースで、212はこの外筒部206とケース210とで構成されるアウタ部材である。
ここでアウタ部材212のケース210は、図中右端部において継手本体202にねじ締結されている。
【0005】
214は、外筒部206とケース210とで挟持されるようにしてアウタ部材212側に保持された抜止リングで、この抜止リング214は、爪を樹脂配管220の外面に食い込ませることで、樹脂配管220を抜止作用する。
【0006】
216はこの抜止リング214を図中左側でバックアップするバックアップリングであり、218はこのバックアップリング216を介して抜止リング214の爪を図中右方向に押し、樹脂配管220に対する抜止リング214の爪の食込みを解除する解除部材で、軸方向に所定ストローク移動可能に組み付けられている。
尚222は内筒部204に保持されたシール用のOリングである。
【0007】
この継手200にあっては、樹脂配管220を挿込空間208に軸方向に挿し込むと、内筒部204が樹脂配管220に対し内嵌状態に嵌合して、樹脂配管220の挿込空間208への挿込部分、即ち継手200への接続部分を内径側から拘束する。
また同時に、外筒部206が樹脂配管220に外嵌状態に嵌合して、樹脂配管220の挿込部分を外径側から拘束する。
またこのとき、抜止リング214の爪が樹脂配管220の外面に食い込んで樹脂配管220を抜止作用する。
【0008】
この継手200では、樹脂配管220が挿込空間208に挿し込まれているかを確認できるようにするため、外筒部206が透明な樹脂材にて形成されているとともに、ケース210には切欠形状の確認窓224が設けられており、この確認窓224を通じて樹脂配管220の挿込みの状態を確認できるようになっている。
【0009】
しかしながらこの継手200にあっては、樹脂配管220の先端が継手本体202の当接部226に当る位置まで深く挿し込まれているか否かを十分に確認することができないとともに、透明な樹脂製の外筒部206が汚れていたりすると外部からこの透明な外筒部206を通して内部の状況、即ち樹脂配管220の挿込みの状態が見づらく、このことが樹脂配管220の継手200への挿込不良に繋がる要因となる問題がある。
【0010】
またこの継手200では、樹脂配管220を挿込作業する際に、継手200に直接接続される先端側の部分を手に掴んで挿込作業することはできず、その挿込部分つまり接続部分から離れた部分を手に持って挿込作業することとなるため、挿込みの力が樹脂配管220の先端側の挿込部分に効率的に伝わらず、樹脂配管220に不要な力が加わって挿込作業がしづらい問題がある。
【0011】
更にこの継手200は、外筒部206を外側から保持するケース210を必要とする等、所要部品点数が多くなるとともに、その形状も大形状となってしまい、全体としてコストが高くなってしまう問題があった。
【0012】
尚本発明に対する先行技術として、下記特許文献1には樹脂配管の挿込確認を可能とすることを目的とした継手が開示されている。
但しこのものは樹脂配管にシール部材を貼り付けておき、樹脂配管の継手への挿込時に、そのシール部材に設けたラインが所定位置に到っているか否かで樹脂配管の挿込確認を行うようになしたもので、本発明とは別異のものである。
【0013】
また下記特許文献2には「誤接続防止管継手」についての発明が示され、そこにおいて外筒部を有するナットを透明又は半透明の樹脂製とするとともに、樹脂配管を抜止めするための抜止リングに複数の脚部を設け、その脚部と脚部との間を通じて内部の樹脂配管の挿込状態を確認できるようにした点が開示されている。
しかしながらこの特許文献2に開示のものも、透明な外筒部を透かして内部の樹脂配管の挿込状態を視認するようになしたもので、これもまた本発明とは別異のものである。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2000−170975号公報
【特許文献2】特開2002−156080号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明は以上のような事情を背景とし、樹脂配管が設定挿込量一杯まで挿し込まれているか否かの確認を容易に行うことができるとともに、挿込作業性の良好な樹脂配管の継手への接続方法及び樹脂配管用継手を提供することを目的としてなされたものである。
また本発明の他の目的は、樹脂配管用継手の所要部品点数を少なくし得るとともにまた小型化でき、材料コスト,組付コストを含めた全体のコストを低減することのできる樹脂配管用継手を提供することを目的とする。
【課題を解決するための手段】
【0016】
而して請求項1は樹脂配管の樹脂配管用継手への接続方法に関するもので、この請求項1の方法は、樹脂配管に内嵌状態に嵌合して該樹脂配管を内径側から拘束する内筒部を有する継手本体と、該樹脂配管に外嵌状態に嵌合して該樹脂配管を外径側から拘束する外筒部を有するアウタ部材と、該樹脂配管への食込作用によって該樹脂配管を抜止めする抜止リングと、を備えて成る樹脂配管用継手に対して該樹脂配管を接続する方法であって、前記アウタ部材を前記継手本体とは別体に構成し、該アウタ部材を前記樹脂配管に外嵌状態に予備組付けして、該アウタ部材と該樹脂配管とを該予備組付状態で前記継手本体に組み付け、該アウタ部材を前記継手本体に固定し且つ前記内筒部を該樹脂配管に内嵌させる状態に該樹脂配管を該内筒部に外挿することを特徴とする。
【0017】
請求項2は樹脂配管用継手に関するもので、樹脂配管に内嵌状態に嵌合して該樹脂配管を内径側から拘束する内筒部を有する継手本体と、該樹脂配管に外嵌状態に嵌合して該樹脂配管を外径側から拘束する外筒部を有するアウタ部材と、該樹脂配管への食込作用によって該樹脂配管を抜止めする抜止リングと、を備えて成る樹脂配管用継手において、前記アウタ部材を前記継手本体とは別体に構成して該アウタ部材に、該継手本体に形成した被係合部に係合する係合部を設けるとともに、該アウタ部材には、前記樹脂配管の先端面を軸方向に当接させて該樹脂配管の挿込量を規定する内面側のストッパ部と、該ストッパ部に当接した状態の樹脂配管の先端部を外部から視認可能な切欠部とを設けてあることを特徴とする。
【0018】
請求項3のものは、請求項2において、前記ストッパ部が前記アウタ部材の一部を内面側に曲げて成る爪であることを特徴とする。
【0019】
請求項4のものは、請求項2,3の何れかにおいて、前記係合部が前記アウタ部材の弾性片の一部を曲げて成る係合爪を含むものであり、前記被係合部が該係合爪を弾性的に嵌め込んで係合させる溝であることを特徴とする。
【0020】
請求項5のものは、請求項2〜4の何れかにおいて、前記アウタ部材には、前記樹脂配管の外面に対して抜止方向に食い込んで該樹脂配管を抜止めする抜止爪が設けてあることを特徴とする。
【発明の作用・効果】
【0021】
以上のように請求項1の方法は、アウタ部材を継手本体とは別体に構成し、アウタ部材を樹脂配管に外嵌状態に予備組付けして、アウタ部材と樹脂配管とをその予備組付状態で継手本体に組み付け、アウタ部材を継手本体に固定し、且つ継手本体の内筒部を樹脂配管に内嵌させる状態に樹脂配管をその内筒部に外挿するようになしたものである。
【0022】
この請求項1の方法は、アウタ部材を樹脂配管に予め組み付ける際に、樹脂配管をアウタ部材の外筒部に対して挿込量を確認しながら所要の挿込量で挿し込んでおくことができる。
アウタ部材は未だ継手本体に組み付けられていないので、挿入量を確認しつつそれらを予備組付けすることができる。
その上で、その予備組付体を継手本体に組み付けることで、最終的に樹脂配管を継手(樹脂配管用継手)に対し、設定した挿込量で挿し込んだ状態に、樹脂配管を継手に組み付け、接続状態とすることができる。
【0023】
またこの請求項1の方法では樹脂配管の先端部分、即ち継手に挿し込まれる部分をアウタ部材を介して外側から掴んだ状態で継手本体の内筒部に外挿状態に挿し込み、組み付けることができるため、即ち樹脂配管の継手への接続部分に直接力を加えて接続作業することができるため、接続施工を作業性良く良好に行うことができる。
そしてこれらによって、樹脂配管の挿込不良の発生を有効に防ぐことができる。
【0024】
請求項2は樹脂配管用継手に関するもので、この請求項2ではアウタ部材を継手本体とは別体に構成して、アウタ部材に継手本体の被係合部に係合する係合部を設けるとともに、樹脂配管の先端を軸方向に当接させて、その挿込量を規定するストッパ部をアウタ部材の内面側に設け、更にそのストッパ部に当接した状態の樹脂配管の先端部を外部から視認可能な切欠部をアウタ部材に設けており、この請求項2の継手にあっては、切欠部を通じてその挿込状態を確認しつつ、アウタ部材に設けたストッパ部に対し樹脂配管を当接させる位置まで挿し込むようにすることで、樹脂配管を確実に設定挿込量だけアウタ部材に挿し込むことができる。
これによりアウタ部材に対する樹脂配管の挿込不良、ひいては継手に対する樹脂配管の挿込不良を確実に防ぐことができる。
【0025】
この請求項2においては、単一の筒体にて外筒部を有するアウタ部材を構成しておくことができる。
この場合アウタ部材の所要部品点数を少なくでき、コストを安価とできるとともに、アウタ部材をコンパクト化でき、ひいては継手全体をコンパクト化することができる。
【0026】
上記ストッパ部は、アウタ部材の一部を内面側に曲げて成る爪にて構成しておくことができる(請求項3)。
このようにすれば、特別の部品を用いることなくストッパ部を簡単に設けることができる。
【0027】
請求項4は、アウタ部材における上記係合部を、その弾性片の一部を曲げて成る係合爪を含むものとなす一方、継手本体側の被係合部を、その係合爪を弾性的に嵌め込んで係合させる溝となしたもので、このようにすれば、係合爪を溝に弾性的に係合させることで、簡単にアウタ部材を継手本体に組付固定することができる。
【0028】
更に係合爪を溝に弾性的に嵌め込む際、作業者の持ち手に伝わる触感や嵌り込む際の音、係合爪が溝に嵌り込んでいるか否かの目視によって、アウタ部材が正しく継手本体に組み付いたか否か、即ちアウタ部材が継手本体に対し正しく軸方向の相対関係位置に位置決状態に組み付いたか否かを3重に確認することができ、施工ミスの発生を防ぐことができる。
【0029】
請求項5は、アウタ部材に、樹脂配管の外面に対して抜止方向に食い込んで樹脂配管をアウタ部材に対し抜止めする抜止爪を設けたもので、このようにしておけば、予備組付状態で樹脂配管とアウタ部材とを軸方向に良好に固定状態とすることができる。
【図面の簡単な説明】
【0030】
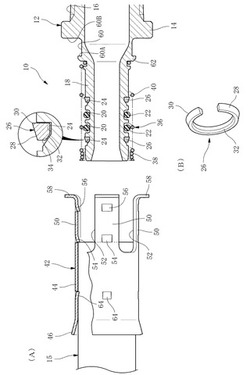
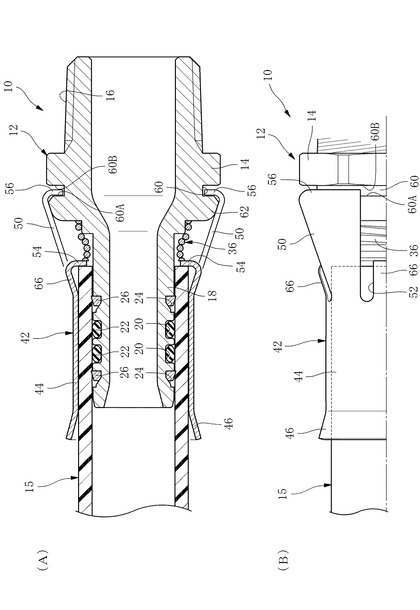
【図1】本発明の一実施形態の樹脂配管用継手を配管接続状態で示した図である。
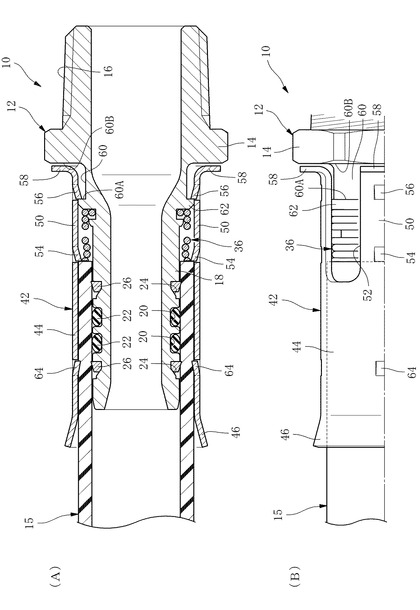
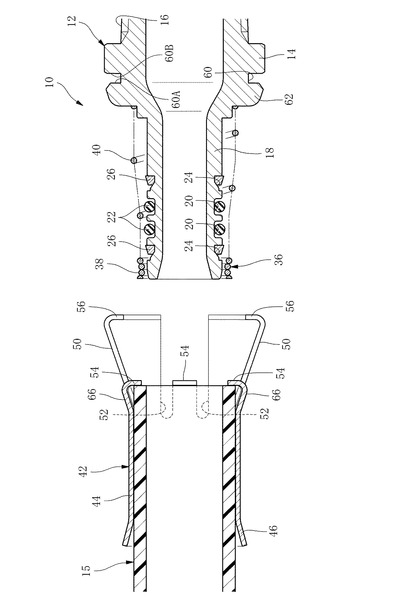
【図2】同実施形態の樹脂配管用継手を配管接続前の状態で示した断面図である。
【図3】同実施形態におけるアウタ部材を単品で示した図である。
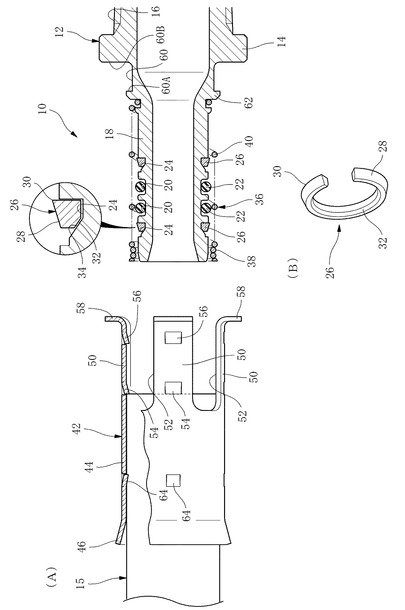
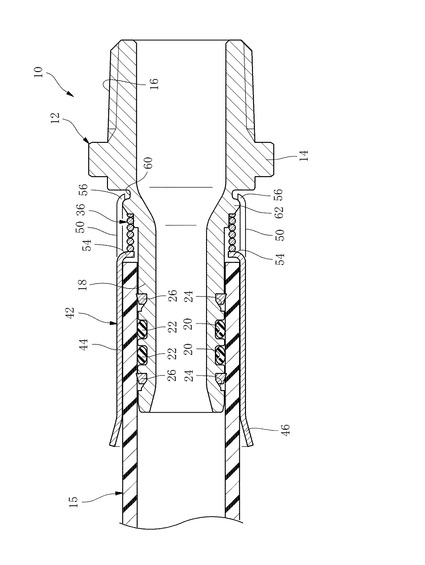
【図4】本発明の他の実施形態の樹脂配管用継手を配管接続状態で示した図である。
【図5】図4の樹脂配管用継手を配管接続前の状態で示した断面図である。
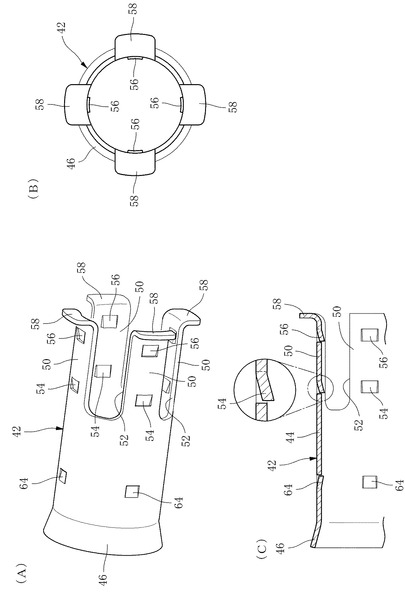
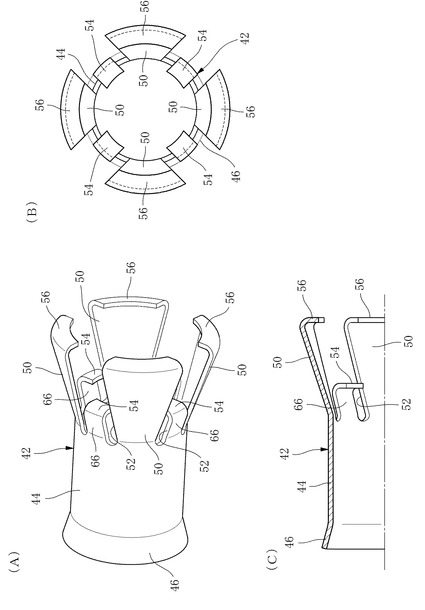
【図6】同実施形態におけるアウタ部材を単品で示した図である。
【図7】本発明の更に他の実施形態の図である。
【図8】従来の樹脂配管用継手を示した図である。
【発明を実施するための形態】
【0031】
次に本発明の実施形態を図面に基づいて詳しく説明する。
図1及び図2において、10は本実施形態の樹脂配管用継手(以下単に継手とする)で、金属製の継手本体12を有している。
継手本体12は、フランジ状の大径の工具掛部14を有しており、その工具掛部14の図中右側において外周面に雄ねじ16を有している。
また雄ねじ16とは反対側の図中左側に、円筒形状なす内筒部18を一体に備えている。
内筒部18は、樹脂配管15に対して内嵌状態に嵌合して樹脂配管15を内径側から拘束する。
【0032】
この内筒部18の外面(外周面)には、軸方向に間隔を隔てて一対の円環状の環状溝20が形成されており、そこに弾性を有する環状のシール部材としてのOリング22が保持されている。
Oリング22は、樹脂配管15の内面に弾性接触して内筒部18と樹脂配管15の内面との間をシール作用する。
【0033】
内筒部18の外面にはまた、一対のOリング22を挟んだ軸方向の両側位置に円環状の環状溝24が形成されており、それぞれに抜止リング26が保持されている。
この抜止リング26は、図2に示しているようにCリング状の部材で外周側の面がテーパ面28とされており、そしてそのテーパ面28の大径側の端部が樹脂配管15の内面に食い込む爪部30とされている。
この抜止リング26にはまた、図2の部分拡大図に示しているように内周側にもテーパ面32が形成されている。
【0034】
一方抜止リング26を保持する環状溝24には、これに対応した傾斜角度のテーパ面34が設けられており、それら一対のテーパ面32と34とが接触せしめられるようになっている。
この抜止リング26は次のように作用する。
即ち内筒部18に外挿状態に樹脂配管15を挿し込むときには、抜止リング26は外周側のテーパ面28の作用で樹脂配管15を円滑に図中右方向に通過させる。
【0035】
一方樹脂配管15に対して挿込方向とは逆方向に引張りの力が加わると、その引張り力で抜止リング26が環状溝24のテーパ面34と抜止リング26自体のテーパ面32とのカム作用で拡径し、その拡径によって爪部30を樹脂配管15の内面に食い込ませ、樹脂配管15を抜止作用する。
【0036】
内筒部18の外面側にはコイルスプリング36が嵌装されている。
このコイルスプリング36は、樹脂配管15の挿込時に樹脂配管15自体によって、Oリング22が浮き上るのを防止すべく設けられている。
このコイルスプリング36は、先端側の密巻部38と反対側の疎巻部40とを有しており、樹脂配管15を挿し込んだときに先端を樹脂配管15の先端面に当接させ、樹脂配管15の挿込みとともに密巻部38を図2中軸方向の右方向に追従移動させながら全体が圧縮弾性変形する。
そして密巻部38をOリング22の外周側に位置させることで、Oリング22が浮き上ろうとするときにこれをOリング22に対し径方向に当接させ、Oリング22の浮き上りを防止作用する。
【0037】
42は継手本体12とは別体に構成されたアウタ部材で、このアウタ部材42は、単一且つ一体の円筒体から成っている。
このアウタ部材42は、円筒形状の外筒部44を有している。
外筒部44は、樹脂配管15に外嵌状態に嵌合して、樹脂配管15を外径側から拘束する。
アウタ部材42は、図中左端側にテーパ状に拡がったスカート状部46を有している。
スカート状部46は、アウタ部材42の外筒部44内に樹脂配管15を挿し込む際の案内作用をなす。
【0038】
アウタ部材42は金属製の部材で、このアウタ部材42には上記スカート状部46とは軸方向の反対側に、図2及び図3に示しているように弾性片50が周方向に90°ごとの間隔で4個所に設けられている。
またこれら弾性片50と50との間に切欠部52が周方向に90°ごとの間隔で4個所に設けられている。
【0039】
各弾性片50には、弾性片50に入れた切込みで囲まれた部分を内面側に曲げ起して成る爪54が基端側に設けられている。
爪54はストッパ部としてのもので、この爪54はアウタ部材42に対して樹脂配管15を挿し込んだときに、樹脂配管15の先端面を当接させてその挿込量を規定する働きをなす。
【0040】
上記切欠部52は、このストッパ部としての働きをなす爪54よりも図2及び図3中左側に深く入り込んでいる。
即ちストッパ部としての爪54に当接した樹脂配管15の先端部を、この切欠部52を通じて外部から視認できるようになしてある。
【0041】
各弾性片50にはまた、先端側に、同じく弾性片50に入れた切込みで囲まれた部分を内面側に曲げ起して成る爪(係合爪)56が設けられている。
また各弾性片50の端部には、径方向外方に起立状態に曲げ起された鍔状部58が設けられている。
これら爪56は鍔状部58とともに係合部を成すもので、次のように作用する。
【0042】
即ち、アウタ部材42を組み付けて成る樹脂配管15を内筒部18に対して図中右方向に外嵌状態に挿し込むとき、爪56は弾性片50の弾性作用で、継手本体12に設けた環状の突出部62を弾性的に乗り越え、隣接した溝(被係合部)60に弾性的に嵌り込んで溝60の一方の溝側面60Aに係合する。また鍔状部58が溝60における他方の溝側面60Bに係合した状態となる。そしてその係合作用でアウタ部材42が継手本体12に対し、予め定められた軸方向の相対関係位置に位置決め状態で組み付けられ固定される。
【0043】
アウタ部材42にはまた、スカート状部46の側に、同じくアウタ部材42に入れた切込みで囲まれた部分を内面側に曲げ起して成る抜止爪64が、周方向に90°ごとの間隔で4個所に設けられている。
【0044】
これら抜止爪64は、樹脂配管15をアウタ部材42に対して図中右方向に挿し込むときには樹脂配管15の通過を許容する一方、樹脂配管15に対して図中左方向に抜き力が作用したときには樹脂配管15の外面に食い込んで抜止作用する。
【0045】
次に継手10に対する樹脂配管15の接続方法を以下に説明する。
この実施形態では、図2に示しているように継手本体12とは別体をなすアウタ部材42を継手本体12から分離しておき、そしてアウタ部材42を樹脂配管15に対して予め組み付けて、それらを予備組付体としておく。
【0046】
具体的には、樹脂配管15をアウタ部材42に対して、その先端面がアウタ部材42の爪54に当接する位置まで挿し込んで行く。
このとき、抜止爪64は樹脂配管15の図中右方向への相対移動を許容する一方、逆方向に対しては樹脂配管15の外面への食込作用によって相対移動を阻止して抜止作用する。
【0047】
この予備組付けに際して、アウタ部材42に設けた爪54が樹脂配管15の先端面に当ることによってその挿入量を規定するため、予備組付けに際して樹脂配管15をアウタ部材42に対して予め定められた挿込量で挿し込むことができる。
加えてアウタ部材42には切欠部52が設けられていて、その切欠部52を通じて、樹脂配管15がその先端面を爪54に当接させる位置まで挿し込まれていることを外部から確認することができる。
【0048】
樹脂配管15は、このような予備組付状態の下で継手本体12に対して、詳しくはその内筒部18に対して外嵌状態に挿し込まれ接続される。
またこのとき同時に、アウタ部材42が継手本体12に対して上記の爪56及び鍔状部58と溝60との係合に基づいて組み付けられ固定される。
このときのアウタ部材42は、継手本体12に対して予め定められた軸方向の相対関係位置に正しく位置決めされた状態で組み付けられる。
【0049】
従ってアウタ部材42に対して樹脂配管15を一杯まで挿し込み、そしてその状態で樹脂配管15及びアウタ部材42を継手本体12に組み付けることで、自動的に樹脂配管15は継手本体12の内筒部18に対して、設定した挿込量で挿し込まれることとなる。
【0050】
本実施形態によれば、樹脂配管15の先端部分、即ち継手10に挿し込まれる部分をアウタ部材42を介して外側から掴んだ状態で、継手本体12の内筒部18に外挿状態に挿し込み、組み付けることができる。即ち樹脂配管15の継手10への接続部分に直接力を加えて接続作業することができる。このため接続施工を作業性良く良好に行うことができる。
これにより樹脂配管15の挿込不良の発生を有効に防ぐことができる。
【0051】
またこの実施形態では、単一の筒体にて外筒部44を有するアウタ部材42が構成してあり、アウタ部材42の所要部品点数を削減し得て、コストを安価とできるとともに、アウタ部材42をコンパクト化でき、ひいては継手10全体をコンパクト化することができる。
【0052】
また樹脂配管15の接続に際して爪56を溝60に弾性的に嵌め込むとき、作業者の持ち手に伝わる触感や嵌り込むときの音、爪56が溝に嵌り込んでいるか否かの目視によって、アウタ部材42が正しく継手本体12に組み付いたか否かを3重に確認することができ、施工ミスの発生を防ぐことができる。
【0053】
次に図4〜図6は本発明の他の実施形態を示している。
この例では、図6に示しているようにアウタ部材42に長さの長い4つの弾性片50を周方向に90°ごと4個所に設けて、それらの間に各切欠部52を形成するとともに、各弾性片50と50との間において、弾性片50よりも長さの短い第2の弾性片66を設けている。
【0054】
そして長さの長い弾性片50には、その先端部を径方向内方に起立状態に曲げて成る爪(係合爪)56を設ける一方、長さの短い第2の弾性片66には、その先端部を同じく径方向内方に曲げて成る爪54を設け、それら爪54を樹脂配管15の挿込量を規定するストッパ部として働かせるようになしたものである。
【0055】
尚、長い弾性片50の先端部の爪56は係合部としてのもので、この実施形態では、図4に示しているようにこの係合部としての爪56が、継手本体12における被係合部としての溝60に嵌り込んで溝側面60Aと60Bに係合し、以てアウタ部材42を継手本体12に組付固定する。
尚上記短い側の第2の弾性片66は、切欠部52の幅よりも細い幅で形成されており、切欠部52はその一部が弾性片66の付根の位置まで延びている。
【0056】
この実施形態では、図6に明らかに示しているように長い方の弾性片50が付根から先端側に進むにつれて径方向外方に拡がる傾斜形状で設けられている。
尚この実施形態において、他の点については上記実施形態と同様であり、樹脂配管15の継手10への接続の手順も基本的に同様であり、その際の作用もまた基本的に同様である。
【0057】
図7は本発明の更に他の実施形態を示している。
この例は、図4〜図6における実施形態の弾性片50を、軸方向と平行方向に延び出させたもので、他の点については図4〜図6に示す実施形態と基本的に同様である。
【0058】
以上本発明の実施形態を詳述したがこれらはあくまで一例示であり、本発明はその趣旨を逸脱しない範囲において種々変更を加えた形態で構成可能である。
【符号の説明】
【0059】
10 樹脂配管用継手
12 継手本体
15 樹脂配管
18 内筒部
26 抜止リング
42 アウタ部材
44 外筒部
52 切欠部
54,56 爪
60 溝(被係合部)
64 抜止爪
【技術分野】
【0001】
この発明は樹脂配管の樹脂配管用継手への接続方法及び樹脂配管用継手に関する。
【背景技術】
【0002】
近年、例えば給水用,給湯用の配管として硬質の樹脂材から成る樹脂配管が用いられるようになってきている。
樹脂配管の場合、施工現場の状況に応じて長い樹脂配管を切断して配管接続することができ、施工現場の状況に応じた適正な長さで配管を構成でき、且つその可撓性を利用して配管の取回しも容易である等の利点を有している。
【0003】
この樹脂配管の場合、樹脂配管用継手(以下単に継手とする)への接続部分が、水圧の作用や湯を通したときの熱の作用、或いは継手に挿し込んだときの力の加わり方等によって、変形を生じる可能性のある問題があり、そこでかかる樹脂配管用の継手としては、従来、樹脂配管に内嵌状態に嵌合して樹脂配管を内径側から拘束する内筒部を有する継手本体と、樹脂配管に外嵌状態に嵌合して樹脂配管を外径側から拘束する外筒部を有するアウタ部材と、樹脂配管への食込作用によって樹脂配管を抜止めする抜止リングとを備えたものが広く用いられている。
【0004】
図8はその具体例を示している。
図において200は継手、202は金属製の継手本体で内筒部204を一体に備えている。
206は外筒部で、この外筒部206は内筒部204との間に樹脂配管220を挿入させる円環状の挿込空間208を形成している。
210は外筒部206を外側から保持する金属製のケースで、212はこの外筒部206とケース210とで構成されるアウタ部材である。
ここでアウタ部材212のケース210は、図中右端部において継手本体202にねじ締結されている。
【0005】
214は、外筒部206とケース210とで挟持されるようにしてアウタ部材212側に保持された抜止リングで、この抜止リング214は、爪を樹脂配管220の外面に食い込ませることで、樹脂配管220を抜止作用する。
【0006】
216はこの抜止リング214を図中左側でバックアップするバックアップリングであり、218はこのバックアップリング216を介して抜止リング214の爪を図中右方向に押し、樹脂配管220に対する抜止リング214の爪の食込みを解除する解除部材で、軸方向に所定ストローク移動可能に組み付けられている。
尚222は内筒部204に保持されたシール用のOリングである。
【0007】
この継手200にあっては、樹脂配管220を挿込空間208に軸方向に挿し込むと、内筒部204が樹脂配管220に対し内嵌状態に嵌合して、樹脂配管220の挿込空間208への挿込部分、即ち継手200への接続部分を内径側から拘束する。
また同時に、外筒部206が樹脂配管220に外嵌状態に嵌合して、樹脂配管220の挿込部分を外径側から拘束する。
またこのとき、抜止リング214の爪が樹脂配管220の外面に食い込んで樹脂配管220を抜止作用する。
【0008】
この継手200では、樹脂配管220が挿込空間208に挿し込まれているかを確認できるようにするため、外筒部206が透明な樹脂材にて形成されているとともに、ケース210には切欠形状の確認窓224が設けられており、この確認窓224を通じて樹脂配管220の挿込みの状態を確認できるようになっている。
【0009】
しかしながらこの継手200にあっては、樹脂配管220の先端が継手本体202の当接部226に当る位置まで深く挿し込まれているか否かを十分に確認することができないとともに、透明な樹脂製の外筒部206が汚れていたりすると外部からこの透明な外筒部206を通して内部の状況、即ち樹脂配管220の挿込みの状態が見づらく、このことが樹脂配管220の継手200への挿込不良に繋がる要因となる問題がある。
【0010】
またこの継手200では、樹脂配管220を挿込作業する際に、継手200に直接接続される先端側の部分を手に掴んで挿込作業することはできず、その挿込部分つまり接続部分から離れた部分を手に持って挿込作業することとなるため、挿込みの力が樹脂配管220の先端側の挿込部分に効率的に伝わらず、樹脂配管220に不要な力が加わって挿込作業がしづらい問題がある。
【0011】
更にこの継手200は、外筒部206を外側から保持するケース210を必要とする等、所要部品点数が多くなるとともに、その形状も大形状となってしまい、全体としてコストが高くなってしまう問題があった。
【0012】
尚本発明に対する先行技術として、下記特許文献1には樹脂配管の挿込確認を可能とすることを目的とした継手が開示されている。
但しこのものは樹脂配管にシール部材を貼り付けておき、樹脂配管の継手への挿込時に、そのシール部材に設けたラインが所定位置に到っているか否かで樹脂配管の挿込確認を行うようになしたもので、本発明とは別異のものである。
【0013】
また下記特許文献2には「誤接続防止管継手」についての発明が示され、そこにおいて外筒部を有するナットを透明又は半透明の樹脂製とするとともに、樹脂配管を抜止めするための抜止リングに複数の脚部を設け、その脚部と脚部との間を通じて内部の樹脂配管の挿込状態を確認できるようにした点が開示されている。
しかしながらこの特許文献2に開示のものも、透明な外筒部を透かして内部の樹脂配管の挿込状態を視認するようになしたもので、これもまた本発明とは別異のものである。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開2000−170975号公報
【特許文献2】特開2002−156080号公報
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明は以上のような事情を背景とし、樹脂配管が設定挿込量一杯まで挿し込まれているか否かの確認を容易に行うことができるとともに、挿込作業性の良好な樹脂配管の継手への接続方法及び樹脂配管用継手を提供することを目的としてなされたものである。
また本発明の他の目的は、樹脂配管用継手の所要部品点数を少なくし得るとともにまた小型化でき、材料コスト,組付コストを含めた全体のコストを低減することのできる樹脂配管用継手を提供することを目的とする。
【課題を解決するための手段】
【0016】
而して請求項1は樹脂配管の樹脂配管用継手への接続方法に関するもので、この請求項1の方法は、樹脂配管に内嵌状態に嵌合して該樹脂配管を内径側から拘束する内筒部を有する継手本体と、該樹脂配管に外嵌状態に嵌合して該樹脂配管を外径側から拘束する外筒部を有するアウタ部材と、該樹脂配管への食込作用によって該樹脂配管を抜止めする抜止リングと、を備えて成る樹脂配管用継手に対して該樹脂配管を接続する方法であって、前記アウタ部材を前記継手本体とは別体に構成し、該アウタ部材を前記樹脂配管に外嵌状態に予備組付けして、該アウタ部材と該樹脂配管とを該予備組付状態で前記継手本体に組み付け、該アウタ部材を前記継手本体に固定し且つ前記内筒部を該樹脂配管に内嵌させる状態に該樹脂配管を該内筒部に外挿することを特徴とする。
【0017】
請求項2は樹脂配管用継手に関するもので、樹脂配管に内嵌状態に嵌合して該樹脂配管を内径側から拘束する内筒部を有する継手本体と、該樹脂配管に外嵌状態に嵌合して該樹脂配管を外径側から拘束する外筒部を有するアウタ部材と、該樹脂配管への食込作用によって該樹脂配管を抜止めする抜止リングと、を備えて成る樹脂配管用継手において、前記アウタ部材を前記継手本体とは別体に構成して該アウタ部材に、該継手本体に形成した被係合部に係合する係合部を設けるとともに、該アウタ部材には、前記樹脂配管の先端面を軸方向に当接させて該樹脂配管の挿込量を規定する内面側のストッパ部と、該ストッパ部に当接した状態の樹脂配管の先端部を外部から視認可能な切欠部とを設けてあることを特徴とする。
【0018】
請求項3のものは、請求項2において、前記ストッパ部が前記アウタ部材の一部を内面側に曲げて成る爪であることを特徴とする。
【0019】
請求項4のものは、請求項2,3の何れかにおいて、前記係合部が前記アウタ部材の弾性片の一部を曲げて成る係合爪を含むものであり、前記被係合部が該係合爪を弾性的に嵌め込んで係合させる溝であることを特徴とする。
【0020】
請求項5のものは、請求項2〜4の何れかにおいて、前記アウタ部材には、前記樹脂配管の外面に対して抜止方向に食い込んで該樹脂配管を抜止めする抜止爪が設けてあることを特徴とする。
【発明の作用・効果】
【0021】
以上のように請求項1の方法は、アウタ部材を継手本体とは別体に構成し、アウタ部材を樹脂配管に外嵌状態に予備組付けして、アウタ部材と樹脂配管とをその予備組付状態で継手本体に組み付け、アウタ部材を継手本体に固定し、且つ継手本体の内筒部を樹脂配管に内嵌させる状態に樹脂配管をその内筒部に外挿するようになしたものである。
【0022】
この請求項1の方法は、アウタ部材を樹脂配管に予め組み付ける際に、樹脂配管をアウタ部材の外筒部に対して挿込量を確認しながら所要の挿込量で挿し込んでおくことができる。
アウタ部材は未だ継手本体に組み付けられていないので、挿入量を確認しつつそれらを予備組付けすることができる。
その上で、その予備組付体を継手本体に組み付けることで、最終的に樹脂配管を継手(樹脂配管用継手)に対し、設定した挿込量で挿し込んだ状態に、樹脂配管を継手に組み付け、接続状態とすることができる。
【0023】
またこの請求項1の方法では樹脂配管の先端部分、即ち継手に挿し込まれる部分をアウタ部材を介して外側から掴んだ状態で継手本体の内筒部に外挿状態に挿し込み、組み付けることができるため、即ち樹脂配管の継手への接続部分に直接力を加えて接続作業することができるため、接続施工を作業性良く良好に行うことができる。
そしてこれらによって、樹脂配管の挿込不良の発生を有効に防ぐことができる。
【0024】
請求項2は樹脂配管用継手に関するもので、この請求項2ではアウタ部材を継手本体とは別体に構成して、アウタ部材に継手本体の被係合部に係合する係合部を設けるとともに、樹脂配管の先端を軸方向に当接させて、その挿込量を規定するストッパ部をアウタ部材の内面側に設け、更にそのストッパ部に当接した状態の樹脂配管の先端部を外部から視認可能な切欠部をアウタ部材に設けており、この請求項2の継手にあっては、切欠部を通じてその挿込状態を確認しつつ、アウタ部材に設けたストッパ部に対し樹脂配管を当接させる位置まで挿し込むようにすることで、樹脂配管を確実に設定挿込量だけアウタ部材に挿し込むことができる。
これによりアウタ部材に対する樹脂配管の挿込不良、ひいては継手に対する樹脂配管の挿込不良を確実に防ぐことができる。
【0025】
この請求項2においては、単一の筒体にて外筒部を有するアウタ部材を構成しておくことができる。
この場合アウタ部材の所要部品点数を少なくでき、コストを安価とできるとともに、アウタ部材をコンパクト化でき、ひいては継手全体をコンパクト化することができる。
【0026】
上記ストッパ部は、アウタ部材の一部を内面側に曲げて成る爪にて構成しておくことができる(請求項3)。
このようにすれば、特別の部品を用いることなくストッパ部を簡単に設けることができる。
【0027】
請求項4は、アウタ部材における上記係合部を、その弾性片の一部を曲げて成る係合爪を含むものとなす一方、継手本体側の被係合部を、その係合爪を弾性的に嵌め込んで係合させる溝となしたもので、このようにすれば、係合爪を溝に弾性的に係合させることで、簡単にアウタ部材を継手本体に組付固定することができる。
【0028】
更に係合爪を溝に弾性的に嵌め込む際、作業者の持ち手に伝わる触感や嵌り込む際の音、係合爪が溝に嵌り込んでいるか否かの目視によって、アウタ部材が正しく継手本体に組み付いたか否か、即ちアウタ部材が継手本体に対し正しく軸方向の相対関係位置に位置決状態に組み付いたか否かを3重に確認することができ、施工ミスの発生を防ぐことができる。
【0029】
請求項5は、アウタ部材に、樹脂配管の外面に対して抜止方向に食い込んで樹脂配管をアウタ部材に対し抜止めする抜止爪を設けたもので、このようにしておけば、予備組付状態で樹脂配管とアウタ部材とを軸方向に良好に固定状態とすることができる。
【図面の簡単な説明】
【0030】
【図1】本発明の一実施形態の樹脂配管用継手を配管接続状態で示した図である。
【図2】同実施形態の樹脂配管用継手を配管接続前の状態で示した断面図である。
【図3】同実施形態におけるアウタ部材を単品で示した図である。
【図4】本発明の他の実施形態の樹脂配管用継手を配管接続状態で示した図である。
【図5】図4の樹脂配管用継手を配管接続前の状態で示した断面図である。
【図6】同実施形態におけるアウタ部材を単品で示した図である。
【図7】本発明の更に他の実施形態の図である。
【図8】従来の樹脂配管用継手を示した図である。
【発明を実施するための形態】
【0031】
次に本発明の実施形態を図面に基づいて詳しく説明する。
図1及び図2において、10は本実施形態の樹脂配管用継手(以下単に継手とする)で、金属製の継手本体12を有している。
継手本体12は、フランジ状の大径の工具掛部14を有しており、その工具掛部14の図中右側において外周面に雄ねじ16を有している。
また雄ねじ16とは反対側の図中左側に、円筒形状なす内筒部18を一体に備えている。
内筒部18は、樹脂配管15に対して内嵌状態に嵌合して樹脂配管15を内径側から拘束する。
【0032】
この内筒部18の外面(外周面)には、軸方向に間隔を隔てて一対の円環状の環状溝20が形成されており、そこに弾性を有する環状のシール部材としてのOリング22が保持されている。
Oリング22は、樹脂配管15の内面に弾性接触して内筒部18と樹脂配管15の内面との間をシール作用する。
【0033】
内筒部18の外面にはまた、一対のOリング22を挟んだ軸方向の両側位置に円環状の環状溝24が形成されており、それぞれに抜止リング26が保持されている。
この抜止リング26は、図2に示しているようにCリング状の部材で外周側の面がテーパ面28とされており、そしてそのテーパ面28の大径側の端部が樹脂配管15の内面に食い込む爪部30とされている。
この抜止リング26にはまた、図2の部分拡大図に示しているように内周側にもテーパ面32が形成されている。
【0034】
一方抜止リング26を保持する環状溝24には、これに対応した傾斜角度のテーパ面34が設けられており、それら一対のテーパ面32と34とが接触せしめられるようになっている。
この抜止リング26は次のように作用する。
即ち内筒部18に外挿状態に樹脂配管15を挿し込むときには、抜止リング26は外周側のテーパ面28の作用で樹脂配管15を円滑に図中右方向に通過させる。
【0035】
一方樹脂配管15に対して挿込方向とは逆方向に引張りの力が加わると、その引張り力で抜止リング26が環状溝24のテーパ面34と抜止リング26自体のテーパ面32とのカム作用で拡径し、その拡径によって爪部30を樹脂配管15の内面に食い込ませ、樹脂配管15を抜止作用する。
【0036】
内筒部18の外面側にはコイルスプリング36が嵌装されている。
このコイルスプリング36は、樹脂配管15の挿込時に樹脂配管15自体によって、Oリング22が浮き上るのを防止すべく設けられている。
このコイルスプリング36は、先端側の密巻部38と反対側の疎巻部40とを有しており、樹脂配管15を挿し込んだときに先端を樹脂配管15の先端面に当接させ、樹脂配管15の挿込みとともに密巻部38を図2中軸方向の右方向に追従移動させながら全体が圧縮弾性変形する。
そして密巻部38をOリング22の外周側に位置させることで、Oリング22が浮き上ろうとするときにこれをOリング22に対し径方向に当接させ、Oリング22の浮き上りを防止作用する。
【0037】
42は継手本体12とは別体に構成されたアウタ部材で、このアウタ部材42は、単一且つ一体の円筒体から成っている。
このアウタ部材42は、円筒形状の外筒部44を有している。
外筒部44は、樹脂配管15に外嵌状態に嵌合して、樹脂配管15を外径側から拘束する。
アウタ部材42は、図中左端側にテーパ状に拡がったスカート状部46を有している。
スカート状部46は、アウタ部材42の外筒部44内に樹脂配管15を挿し込む際の案内作用をなす。
【0038】
アウタ部材42は金属製の部材で、このアウタ部材42には上記スカート状部46とは軸方向の反対側に、図2及び図3に示しているように弾性片50が周方向に90°ごとの間隔で4個所に設けられている。
またこれら弾性片50と50との間に切欠部52が周方向に90°ごとの間隔で4個所に設けられている。
【0039】
各弾性片50には、弾性片50に入れた切込みで囲まれた部分を内面側に曲げ起して成る爪54が基端側に設けられている。
爪54はストッパ部としてのもので、この爪54はアウタ部材42に対して樹脂配管15を挿し込んだときに、樹脂配管15の先端面を当接させてその挿込量を規定する働きをなす。
【0040】
上記切欠部52は、このストッパ部としての働きをなす爪54よりも図2及び図3中左側に深く入り込んでいる。
即ちストッパ部としての爪54に当接した樹脂配管15の先端部を、この切欠部52を通じて外部から視認できるようになしてある。
【0041】
各弾性片50にはまた、先端側に、同じく弾性片50に入れた切込みで囲まれた部分を内面側に曲げ起して成る爪(係合爪)56が設けられている。
また各弾性片50の端部には、径方向外方に起立状態に曲げ起された鍔状部58が設けられている。
これら爪56は鍔状部58とともに係合部を成すもので、次のように作用する。
【0042】
即ち、アウタ部材42を組み付けて成る樹脂配管15を内筒部18に対して図中右方向に外嵌状態に挿し込むとき、爪56は弾性片50の弾性作用で、継手本体12に設けた環状の突出部62を弾性的に乗り越え、隣接した溝(被係合部)60に弾性的に嵌り込んで溝60の一方の溝側面60Aに係合する。また鍔状部58が溝60における他方の溝側面60Bに係合した状態となる。そしてその係合作用でアウタ部材42が継手本体12に対し、予め定められた軸方向の相対関係位置に位置決め状態で組み付けられ固定される。
【0043】
アウタ部材42にはまた、スカート状部46の側に、同じくアウタ部材42に入れた切込みで囲まれた部分を内面側に曲げ起して成る抜止爪64が、周方向に90°ごとの間隔で4個所に設けられている。
【0044】
これら抜止爪64は、樹脂配管15をアウタ部材42に対して図中右方向に挿し込むときには樹脂配管15の通過を許容する一方、樹脂配管15に対して図中左方向に抜き力が作用したときには樹脂配管15の外面に食い込んで抜止作用する。
【0045】
次に継手10に対する樹脂配管15の接続方法を以下に説明する。
この実施形態では、図2に示しているように継手本体12とは別体をなすアウタ部材42を継手本体12から分離しておき、そしてアウタ部材42を樹脂配管15に対して予め組み付けて、それらを予備組付体としておく。
【0046】
具体的には、樹脂配管15をアウタ部材42に対して、その先端面がアウタ部材42の爪54に当接する位置まで挿し込んで行く。
このとき、抜止爪64は樹脂配管15の図中右方向への相対移動を許容する一方、逆方向に対しては樹脂配管15の外面への食込作用によって相対移動を阻止して抜止作用する。
【0047】
この予備組付けに際して、アウタ部材42に設けた爪54が樹脂配管15の先端面に当ることによってその挿入量を規定するため、予備組付けに際して樹脂配管15をアウタ部材42に対して予め定められた挿込量で挿し込むことができる。
加えてアウタ部材42には切欠部52が設けられていて、その切欠部52を通じて、樹脂配管15がその先端面を爪54に当接させる位置まで挿し込まれていることを外部から確認することができる。
【0048】
樹脂配管15は、このような予備組付状態の下で継手本体12に対して、詳しくはその内筒部18に対して外嵌状態に挿し込まれ接続される。
またこのとき同時に、アウタ部材42が継手本体12に対して上記の爪56及び鍔状部58と溝60との係合に基づいて組み付けられ固定される。
このときのアウタ部材42は、継手本体12に対して予め定められた軸方向の相対関係位置に正しく位置決めされた状態で組み付けられる。
【0049】
従ってアウタ部材42に対して樹脂配管15を一杯まで挿し込み、そしてその状態で樹脂配管15及びアウタ部材42を継手本体12に組み付けることで、自動的に樹脂配管15は継手本体12の内筒部18に対して、設定した挿込量で挿し込まれることとなる。
【0050】
本実施形態によれば、樹脂配管15の先端部分、即ち継手10に挿し込まれる部分をアウタ部材42を介して外側から掴んだ状態で、継手本体12の内筒部18に外挿状態に挿し込み、組み付けることができる。即ち樹脂配管15の継手10への接続部分に直接力を加えて接続作業することができる。このため接続施工を作業性良く良好に行うことができる。
これにより樹脂配管15の挿込不良の発生を有効に防ぐことができる。
【0051】
またこの実施形態では、単一の筒体にて外筒部44を有するアウタ部材42が構成してあり、アウタ部材42の所要部品点数を削減し得て、コストを安価とできるとともに、アウタ部材42をコンパクト化でき、ひいては継手10全体をコンパクト化することができる。
【0052】
また樹脂配管15の接続に際して爪56を溝60に弾性的に嵌め込むとき、作業者の持ち手に伝わる触感や嵌り込むときの音、爪56が溝に嵌り込んでいるか否かの目視によって、アウタ部材42が正しく継手本体12に組み付いたか否かを3重に確認することができ、施工ミスの発生を防ぐことができる。
【0053】
次に図4〜図6は本発明の他の実施形態を示している。
この例では、図6に示しているようにアウタ部材42に長さの長い4つの弾性片50を周方向に90°ごと4個所に設けて、それらの間に各切欠部52を形成するとともに、各弾性片50と50との間において、弾性片50よりも長さの短い第2の弾性片66を設けている。
【0054】
そして長さの長い弾性片50には、その先端部を径方向内方に起立状態に曲げて成る爪(係合爪)56を設ける一方、長さの短い第2の弾性片66には、その先端部を同じく径方向内方に曲げて成る爪54を設け、それら爪54を樹脂配管15の挿込量を規定するストッパ部として働かせるようになしたものである。
【0055】
尚、長い弾性片50の先端部の爪56は係合部としてのもので、この実施形態では、図4に示しているようにこの係合部としての爪56が、継手本体12における被係合部としての溝60に嵌り込んで溝側面60Aと60Bに係合し、以てアウタ部材42を継手本体12に組付固定する。
尚上記短い側の第2の弾性片66は、切欠部52の幅よりも細い幅で形成されており、切欠部52はその一部が弾性片66の付根の位置まで延びている。
【0056】
この実施形態では、図6に明らかに示しているように長い方の弾性片50が付根から先端側に進むにつれて径方向外方に拡がる傾斜形状で設けられている。
尚この実施形態において、他の点については上記実施形態と同様であり、樹脂配管15の継手10への接続の手順も基本的に同様であり、その際の作用もまた基本的に同様である。
【0057】
図7は本発明の更に他の実施形態を示している。
この例は、図4〜図6における実施形態の弾性片50を、軸方向と平行方向に延び出させたもので、他の点については図4〜図6に示す実施形態と基本的に同様である。
【0058】
以上本発明の実施形態を詳述したがこれらはあくまで一例示であり、本発明はその趣旨を逸脱しない範囲において種々変更を加えた形態で構成可能である。
【符号の説明】
【0059】
10 樹脂配管用継手
12 継手本体
15 樹脂配管
18 内筒部
26 抜止リング
42 アウタ部材
44 外筒部
52 切欠部
54,56 爪
60 溝(被係合部)
64 抜止爪
【特許請求の範囲】
【請求項1】
樹脂配管に内嵌状態に嵌合して該樹脂配管を内径側から拘束する内筒部を有する継手本体と、該樹脂配管に外嵌状態に嵌合して該樹脂配管を外径側から拘束する外筒部を有するアウタ部材と、該樹脂配管への食込作用によって該樹脂配管を抜止めする抜止リングと、を備えて成る樹脂配管用継手に対して該樹脂配管を接続する方法であって、
前記アウタ部材を前記継手本体とは別体に構成し、該アウタ部材を前記樹脂配管に外嵌状態に予備組付けして、該アウタ部材と該樹脂配管とを該予備組付状態で前記継手本体に組み付け、該アウタ部材を前記継手本体に固定し且つ前記内筒部を該樹脂配管に内嵌させる状態に該樹脂配管を該内筒部に外挿することを特徴とする樹脂配管の樹脂配管用継手への接続方法。
【請求項2】
樹脂配管に内嵌状態に嵌合して該樹脂配管を内径側から拘束する内筒部を有する継手本体と、該樹脂配管に外嵌状態に嵌合して該樹脂配管を外径側から拘束する外筒部を有するアウタ部材と、該樹脂配管への食込作用によって該樹脂配管を抜止めする抜止リングと、を備えて成る樹脂配管用継手において、
前記アウタ部材を前記継手本体とは別体に構成して該アウタ部材に、該継手本体に形成した被係合部に係合する係合部を設けるとともに、
該アウタ部材には、前記樹脂配管の先端面を軸方向に当接させて該樹脂配管の挿込量を規定する内面側のストッパ部と、該ストッパ部に当接した状態の樹脂配管の先端部を外部から視認可能な切欠部とを設けてあることを特徴とする樹脂配管用継手。
【請求項3】
請求項2において、前記ストッパ部が前記アウタ部材の一部を内面側に曲げて成る爪であることを特徴とする樹脂配管用継手。
【請求項4】
請求項2,3の何れかにおいて、前記係合部が前記アウタ部材の弾性片の一部を曲げて成る係合爪を含むものであり、前記被係合部が該係合爪を弾性的に嵌め込んで係合させる溝であることを特徴とする樹脂配管用継手。
【請求項5】
請求項2〜4の何れかにおいて、前記アウタ部材には、前記樹脂配管の外面に対して抜止方向に食い込んで該樹脂配管を抜止めする抜止爪が設けてあることを特徴とする樹脂配管用継手。
【請求項1】
樹脂配管に内嵌状態に嵌合して該樹脂配管を内径側から拘束する内筒部を有する継手本体と、該樹脂配管に外嵌状態に嵌合して該樹脂配管を外径側から拘束する外筒部を有するアウタ部材と、該樹脂配管への食込作用によって該樹脂配管を抜止めする抜止リングと、を備えて成る樹脂配管用継手に対して該樹脂配管を接続する方法であって、
前記アウタ部材を前記継手本体とは別体に構成し、該アウタ部材を前記樹脂配管に外嵌状態に予備組付けして、該アウタ部材と該樹脂配管とを該予備組付状態で前記継手本体に組み付け、該アウタ部材を前記継手本体に固定し且つ前記内筒部を該樹脂配管に内嵌させる状態に該樹脂配管を該内筒部に外挿することを特徴とする樹脂配管の樹脂配管用継手への接続方法。
【請求項2】
樹脂配管に内嵌状態に嵌合して該樹脂配管を内径側から拘束する内筒部を有する継手本体と、該樹脂配管に外嵌状態に嵌合して該樹脂配管を外径側から拘束する外筒部を有するアウタ部材と、該樹脂配管への食込作用によって該樹脂配管を抜止めする抜止リングと、を備えて成る樹脂配管用継手において、
前記アウタ部材を前記継手本体とは別体に構成して該アウタ部材に、該継手本体に形成した被係合部に係合する係合部を設けるとともに、
該アウタ部材には、前記樹脂配管の先端面を軸方向に当接させて該樹脂配管の挿込量を規定する内面側のストッパ部と、該ストッパ部に当接した状態の樹脂配管の先端部を外部から視認可能な切欠部とを設けてあることを特徴とする樹脂配管用継手。
【請求項3】
請求項2において、前記ストッパ部が前記アウタ部材の一部を内面側に曲げて成る爪であることを特徴とする樹脂配管用継手。
【請求項4】
請求項2,3の何れかにおいて、前記係合部が前記アウタ部材の弾性片の一部を曲げて成る係合爪を含むものであり、前記被係合部が該係合爪を弾性的に嵌め込んで係合させる溝であることを特徴とする樹脂配管用継手。
【請求項5】
請求項2〜4の何れかにおいて、前記アウタ部材には、前記樹脂配管の外面に対して抜止方向に食い込んで該樹脂配管を抜止めする抜止爪が設けてあることを特徴とする樹脂配管用継手。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−202790(P2011−202790A)
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願番号】特願2010−73167(P2010−73167)
【出願日】平成22年3月26日(2010.3.26)
【出願人】(302045705)株式会社LIXIL (949)
【Fターム(参考)】
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願日】平成22年3月26日(2010.3.26)
【出願人】(302045705)株式会社LIXIL (949)
【Fターム(参考)】
[ Back to top ]