
機械加工用油剤
【課題】 防腐効果、冷却効果、防錆効果、浸透効果、潤滑効果に優れると共に、交換サイクルを大幅に延長させて環境負荷を低減させ、しかも、優れた切削性能や研削性能を発揮できる機械加工用油剤を提供する。
【解決手段】 (A)グリコール類と、(B)塩基性物質と、(C)アミン系添加剤と、(D)脂肪酸アミン塩と、(E)水とを含有することを特徴とすることを特徴とする機械加工用油剤。
この組成の機械加工用油剤に対して、質量比で5〜100倍のアルカリ性電解水、好ましくは、純水と、炭酸カリウムを含む電解質水溶液と、カリウムイオンのみを透過させるイオン交換膜とを用いた電気分解により生成される、pH値が10.5以上13.0以下であるアルカリ性電解水で希釈して使用する。
【解決手段】 (A)グリコール類と、(B)塩基性物質と、(C)アミン系添加剤と、(D)脂肪酸アミン塩と、(E)水とを含有することを特徴とすることを特徴とする機械加工用油剤。
この組成の機械加工用油剤に対して、質量比で5〜100倍のアルカリ性電解水、好ましくは、純水と、炭酸カリウムを含む電解質水溶液と、カリウムイオンのみを透過させるイオン交換膜とを用いた電気分解により生成される、pH値が10.5以上13.0以下であるアルカリ性電解水で希釈して使用する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、歯車や機械部品等の金属製品の切削及び研削加工等の際に用いる機械加工用油剤に関する。
【背景技術】
【0002】
従来より、金属製品の切削や研削加工時には、工具と被削材となる金属の表面を潤滑すると共に、冷却作用により、加工面の仕上がり精度を向上し、工具の摩耗を低減して工具寿命を延長するために機械加工用油剤となる切削油剤が用いられている。
この切削油剤には、鉱油に油脂類や極圧剤などを添加した水不溶性切削油剤と、基油、界面活性剤、極圧剤、油性剤などからなり、水に希釈して使用する水溶性切削油剤が知られているが、冷却効果や作業性は一般に水溶性切削油剤の方が良好であり、広く使用されている。
【0003】
しかしながら、水溶性切削油剤は、水で希釈して切削液とした場合に微生物により腐敗しやすいため腐敗臭の発生や液の交換が必要(6ヶ月につき1回程度)、交換時に廃液(産業廃棄物)が発生する、潤滑性、防錆効果が油系より劣る、加工後ワークに残った切削液がベタつくため作業性が悪い、切削液が床などに垂れた場合、切粉と混ざり床に堆積する(当然腐敗臭がある)、加工後洗浄が必要となる、切削液の減った分の補給は基本的に水道水を補給し、切削油は別に補給するため、濃度が不明確となるなどの課題がある。
【0004】
これらの課題を解決するための水溶性切削油剤などの機械加工用油剤としては、例えば、1)水溶性ポリエーテル及びベンゾール環を有する化合物を含有することを特徴とする水溶性金属加工油(例えば、特許文献1参照)、2)(A)特定物性となるプロピレンオキサイド末端付加型非イオン界面活性剤10〜85質量%、(B)鉱物油、油脂及び合成油から選ばれる少なくとも1種からなる潤滑基油10〜85質量%及び(C)カルボン酸の塩5〜50質量%を含有する切削加工用水曜性切削油剤組成物(例えば、特許文献2参照)、3)(A)ポリヘキサメチレンビグアニジン塩、(B)水酸基を有する炭素数18の脂肪酸の縮合エステル、水酸基を有する炭素数18の脂肪酸及びステアリン酸及びイソステアリン酸から選ばれる脂肪酸からなる群から選ばれる少なくとも1種、(C)塩基性物質及び(D)水を含有することを特徴とする水溶性金属加工油剤(例えば、特許文献3参照)が知られている。
【0005】
一方、上記の課題を解決するために、希釈する水として、例えば、1)基剤用の水で水溶性切削油剤原液を希釈してなる水溶性切削油剤において、前記基剤用の水がセラミックに触れさせて、物性を改変させることにより制菌能力が付与された制菌水であることを特徴とする水溶性切削油剤(例えば、特許文献4参照)、2)電気分解によって得られる制菌効果が長期間持続する特定物性となる電解イオン水を用いて市販の水溶性クーラント原液を希釈混合することを特徴とする水溶性クーラント液(例えば、特許文献5参照)、3)金属材の切削又は研削加工に際し、冷却や切屑の除去のために加工部に供給される機械加工用の冷却液であって、該冷却液が水を電気分解以外の方法によりアルカリ性で還元性を備えるように改質処理された水又は水溶液を用いる機械加工用冷却液(例えば、特許文献6参照)が知られている。
【0006】
しかしながら、上記特許文献1〜3の水で希釈して用いる水溶性切削油剤などの機械加工用油剤は、未だ冷却効果、潤滑効果、切削性能の点で十分な機能を発揮できない点に課題があり、更なる冷却効果、潤滑効果、切削性能が切望されているのが現状である。
また、上記特許文献3〜6に記載される水溶性切削油剤の希釈水となる制菌水、電解イオン水や電気分解以外の方法によりアルカリ性で還元性を備えるように改質処理された水は、水道水などに較べ、腐敗臭などが若干向上するものとなるが、用いる水溶性切削油剤は市販のものを用いるものであるので、未だ潤滑効果、切削性能の点で十分な機能を発揮できない点に課題がある。なお、上記特許文献1〜3の各水溶性切削油剤と上記特許文献4〜6の各希釈水(制菌水、電解イオン水、電気分解以外の方法により改質処理されたアルカリ水)とを組み合わせてみても、潤滑効果や切削性能の向上とならず、十分な機能を発揮できない点に課題がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−60468号公報(特許請求の範囲、実施例等)
【特許文献2】特開2006−96826号公報(特許請求の範囲、実施例等)
【特許文献3】特開2008−291211号公報(特許請求の範囲、実施例等)
【特許文献4】特開2008−45026号公報(特許請求の範囲、実施例等)
【特許文献5】特開2002−167594号公報(特許請求の範囲、実施例等)
【特許文献6】特開2010−132714号公報(特許請求の範囲、実施例等)
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記従来の課題及び現状に鑑み、これを解消しようとするものであり、防腐効果、冷却効果、防錆効果、浸透効果、潤滑効果に優れると共に、交換サイクルを大幅に延長させて環境負荷を低減させ、しかも、優れた切削性能や研削性能を発揮できる機械加工用油剤を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記従来の課題等について鋭意検討した結果、グリコール類と、特定の塩基性物質と、特定のアミン系添加剤と、特定の潤滑剤と、水とを含有することにより、上記目的の機械加工用油剤が得られることを見出し、また、この機械加工用油剤を希釈する水として、特定物性のアルカリ性イオン水を用いることにより、優れた機械加工用油剤が得られることを見出し、本発明を完成するに至ったのである。
【0010】
本発明は、次の(1)〜(4)に存する。
(1) (A)グリコール類と、(B)塩基性物質と、(C)アミン系添加剤と、(D)脂肪酸アミン塩と、(E)水とを含有することを特徴とすることを特徴とする機械加工用油剤。
(2) 前記(E)水が(F)アルカリ性電解水であることを特徴とする上記(1)記載の機械加工用油剤。
(3) 前記(1)記載の機械加工用油剤を質量比で5〜100倍の(F)アルカリ性電解水で希釈したことを特徴とする機械加工用油剤。
(4) 前記(F)アルカリ電解水が、純水と、炭酸カリウムを含む電解質水溶液と、カリウムイオンのみを透過させるイオン交換膜とを用いた電気分解により生成される、pH値が10.5以上13.0以下となるアルカリ性電解水であることを特徴とする上記(2)又は(3)記載の機械加工用油剤。
【発明の効果】
【0011】
本発明によれば、防腐効果、冷却効果、防錆効果、浸透効果、潤滑効果に優れると共に、交換サイクルを大幅に延長させて環境負荷を低減させ、しかも、優れた切削性能や研削性能を発揮できる機械加工用油剤が提供される。
【図面の簡単な説明】
【0012】
【図1】本発明で用いるアルカリ性電解水の概要を示す説明図である。
【図2】アルカリ性電解水を製造する装置の概略構成を示す生成原理図である。
【図3】アルカリ性電解水製造装置における電解原理を示す説明図である。
【図4】アルカリ性電解水製造装置における電解反応式を示す説明図である。
【図5】アルカリ性電解水のpH濃度と生成するための炭酸カリウム量との関係を示す図表である。
【図6】得られたアルカリ性電解水の水素イオン濃度の時間的変化を示すグラフである。
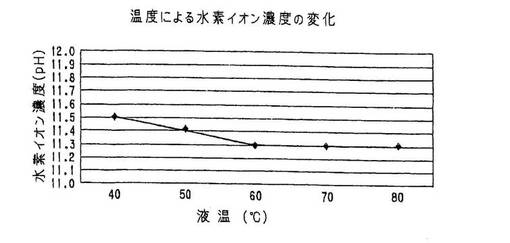
【図7】アルカリ性電解水の液温40〜80℃、10℃毎の水素イオン濃度の変化を示すグラフである。
【発明を実施するための形態】
【0013】
以下に、本発明の実施形態を発明ごとに詳しく説明する。
本発明の機械加工用油剤は、(A)グリコール類と、(B)塩基性物質と、(C)アミン系添加剤と、(D)脂肪酸アミン塩と、(E)水とを含有することを特徴とするものである。
【0014】
本発明に用いる(A)成分となるグリコール類としては、例えば、グリコール、グリコールエーテル、ポリアルキレングリコール、ポリアルキレングリコールエーテルから選ばれる少なくとも1種が挙げられる。
具体的には、グリコールとしては、エチレングリコール、プロピレングリコールが挙げられ、グリコールエーテルとしては、エチレングリコールモノメチルエーテル、プロピレングリコールモノメチルエーテル、エチレングリコールモノブチルエーテル、プロピレングリコールモノメチルエーテルが挙げられ、ポリアルキレングリコールとしては、ポリエチレングリコール、ポリプロピレングリコール、及びポリオキシプロピレン−ポリオキシエチレンブロックポリマーが挙げられ、ポリアルキレングリコールエーテルとしては、ポリエチレングリコールモノメチルエーテル、ポリプロピレングリコールモノメチルエーテル、ポリアルキレングリコールモノメチルエーテル、ポリエチレングリコールモノブチルエーテル、ポリプロピレングリコールモノブチルエーテル、及びポリアルキレングリコールモノブチルエーテルが挙げられる。好ましくは、本発明の効果を更に発揮せしめる点から、ポリアルキレングリコールの使用が望ましい。
これらの(A)成分となるグリコール類の含有量は、好適な潤滑作用を発揮せしめる点から、機械加工用油剤全量に対して、1〜60質量%(以下、単に「%」という)、好ましくは、5〜50%、更に好ましくは、30〜40%が望ましい。
この(A)成分となるグリコール類の含有量が、1%未満であると、本発明の好適な潤滑作用を発揮できず、一方、60%を超えると、他の配合成分との好適な組み合わせがうまくいかず、好ましくない。
【0015】
本発明に用いる(B)成分となる塩基性物質としては、例えば、モノエタノールアミン、ジエタノールアミン、トリエタノールアミン、モノイソプロパノールアミン、ジイソプロパノールアミン、トリイソプロパノールアミン、N−メチルエタノールアミン、N−メチルジエタノールアミン、N,N−ジメチルエタノールアミン、N,N−ジエチルエタノールアミン、N−メチルモルホリン、N−エチルモルホリン、エチレンジアミン、ジメチルアミノプロピルアミン、シクロヘキシルアミン、トリエチレンテトラミンなどを挙げることができる。これらの中でも、モノエタノールアミン、ジエタノールアミンおよびトリエタノールアミンが好ましく、更に好ましくは、ジエタノールアミンが望ましい。
これらの(B)成分となる塩基性物質の含有量は、好適な防錆効果を発揮せしめる点から、機械加工用油剤全量に対して、0.1〜30%、好ましくは、1〜15%が望ましい。
この(B)成分となる塩基性物質の含有量が、0.1%未満であると、本発明の好適な防錆作用を発揮できず、一方、30%を超えても、本発明の好適な効果を発揮できず、好ましくない。
【0016】
本発明に用いる(C)成分となるアミン系添加剤としては、好適な防錆効果を発揮せしめる点から、例えば、アミン系添加剤から選ばれる少なくとも1種が挙げられる。
これらの(C)成分となるアミン系添加剤の含有量は、上記塩基性物質と相乗作用による防錆作用を発揮せしめる点から、機械加工用油剤全量に対して、0.1〜20%、好ましくは、1〜5%とすることが好ましい。
この(C)成分となる塩基性物質の含有量が、0.1%未満であると、本発明の好適な防錆作用を発揮できず、一方、20%を超えると、本発明の好適な効果を発揮できず、好ましくない。
【0017】
本発明に用いる(D)成分となる脂肪酸アミン塩としては、炭素数6〜22の脂肪族カルボン酸とアルカノールアミンの塩から選ばれる少なくとも1種が挙げられる。
(D)脂肪酸アミン塩を構成する脂肪酸としては、炭素数6〜22のものが用いられ、このような脂肪酸としては、直鎖のものでも、または、分岐のものでもよく、また、飽和のものでも不飽和のものでもしようすることができる。
用いることができる脂肪酸としては、具体的には、ヘキサン酸、ヘプタン酸、オクタン酸、ノナン酸、デカン酸、ウンデカン酸、ドデカン酸、トリデカン酸、テトラデカン酸、ペンタデカン酸、ヘキサデカン酸、ヘプタデカン酸、オクタデカン酸、ヒドロキシオクタデカン酸、ノナデカン酸、イコサン酸、ヘンイコサン酸、ドコサン酸等の飽和脂肪酸、アクリル酸、ブテン酸、ペンテン酸、ヘキセン酸、ヘプテン酸、オクテン酸、ノネン酸、デセン酸、ウンデセン酸、ドデセン酸、トリデセン酸、テトラデセン酸、ペンタデセン酸、ヘキサデセン酸、ヘプタデセン酸、オクタデセン酸、ヒドロキシオクタデセン酸、ノナデセン酸、イコセン酸、ヘンイコセン酸、ドコセン酸等の不飽和脂肪酸、及びこれらの混合物等が挙げられる。
これらの中でも、更なる防錆作用の点から炭素数6〜22の飽和脂肪酸又は不飽和脂肪酸及びこれらの混合物がより好ましい。
【0018】
また、(D)脂肪酸アミン塩を構成するアミンとしては、炭素数が1〜22のものを用いることができ、例えば、炭素数が1〜22のモノアミン、ポリアミン、アルカノールアミン等が挙げられ、好ましくは、アルカノールアミンが望ましい
アルカノールアミンとしては、具体的には、モノメタノールアミン、ジメタノールアミン、トリメタノールアミン、モノエタノールアミン、ジエタノールアミン、トリエタノールアミン、モノ(n−プロパノール)アミン、ジ(n−プロパノール)アミン、トリ(n−プロパノール)アミン、モノイソプロパノールアミン、ジイソプロパノールアミン、トリイソプロパノールアミン、モノブタノールアミン、ジブタノールアミン、トリブタノールアミン、モノペンタノールアミン、ジペンタノールアミン、トリペンタノールアミン、モノヘキサノールアミン、ジヘキサノールアミン、モノヘプタノールアミン、ジヘプタノールアミン、モノオクタノールアミン、モノノナノールアミン、モノデカノールアミン、モノウンデカノールアミン、モノドデカノールアミン、モノトリデカノールアミン、モノテトラデカノールアミン、モノペンタデカノールアミン、モノヘキサデカノールアミン、ジエチルモノエタノールアミン、ジエチルモノプロパノールアミン、ジエチルモノブタノールアミン、ジエチルモノペンタノールアミン、ジプロピルモノエタノールアミン、ジプロピルモノプロパノールアミン、ジプロピルモノブタノールアミン、ジプロピルモノペンタノールアミン、ジブチルモノエタノールアミン、ジブチルモノプロパノールアミン、ジブチルモノブタノールアミン、ジブチルモノペンタノールアミン、モノエチルジエタノールアミン、モノエチルジプロパノールアミン、モノエチルジブタノールアミン、モノエチルジペンタノールアミン、モノプロピルジエタノールアミン、モノプロピルジプロパノールアミン、モノプロピルジブタノールアミン、モノプロピルジペンタノールアミン、モノブチルジエタノールアミン、モノブチルジプロパノールアミン、モノブチルジブタノールアミン、モノブチルジペンタノールアミン等及びこれらの異性体を挙げることができる。
これらの中でも、防錆性により優れる点から、アミンの炭素数が、6〜22が更に好ましい。
特に、好ましい脂肪酸アミン塩としては、炭素数6〜22の脂肪族カルボン酸と6〜22のアミンからなる塩の使用が望ましい。
【0019】
これらの(D)成分となる脂肪酸アミン塩の含有量は、好適な潤滑効果を発揮せしめる点から、機械加工用油剤全量に対して、0.1〜30%、好ましくは、5〜15%とすることがましい。
この(D)成分となる脂肪酸アミン塩の含有量が、0.1%未満であると、本発明の好適な潤滑作用を発揮できず、一方、30%を超えると、本発明の好適な効果を発揮できず、好ましくない。
【0020】
本発明に用いる(E)成分となる水性媒体である水としては、精製水、蒸留水、純水などを用いることができ、好ましくは、保存安定性、希釈して使用する場合に目的の効果を更に発揮せしめる点から後述する(F)アルカリ性電解水の使用が好ましい。
この(E)成分となる水の含有量は、上記(A)〜(D)成分の残部となり、通常、機械加工用油剤全量に対して、5〜70%、好ましくは、35〜45質量%とすることが望ましい。
【0021】
本発明の機械加工用油剤は、上記(A)〜(E)成分の他に、本発明の効果を損なわない範囲において、その他の成分、例えば、防食剤、防腐剤、消泡剤、色素、香料などを適宜含有することができる。
【0022】
本発明の機械加工用油剤は、該機械加工用油剤に対して質量比で5〜100倍の(F)アルカリ性電解水で希釈し、好ましくは、5〜30倍に希釈し、使用目的に合わせた好適な組成で使用することができる。
用いる(F)アルカリ性電解水は、水を電気分解して得られるアルカリ性電解水であり、好ましくは、不純物を極力無くして、純度の高いアルカリ性電解水を得ると共に、防腐効果、冷却効果、防錆効果、浸透効果、潤滑効果を更に発揮せしめる点から、純水と、炭酸カリウムを含む電解質水溶液と、カリウムイオンのみを透過させる陽イオン交換膜とを用いた電気分解により生成される、pH値が10.5以上13.0以下となるアルカリ性電解水の使用が望ましい。
この物性のアルカリ性電解水は、単独使用でも機械加工用冷却液として、防腐効果、冷却効果、防錆効果、浸透効果、潤滑効果を有する切削・研削用等として有用であるが、本発明では上記組成の機械加工用油剤の(E)の水の代替、または、希釈水として用いることにより、冷却効果、防錆効果、浸透効果、潤滑効果等を更に発揮せしめるものとなり、切削液等として用いた場合に、腐敗しないため、交換サイクルが大幅に伸び(産業廃棄物の大幅な減量となり)、また、切削加工後に上記物性のアルカリ性電解水で洗浄すれば洗剤などを使用することなく効率的に洗浄することができ洗浄時間も短縮することができ、しかも、洗浄後の廃液は、切削液と洗浄に使用したアルカリ性電解水であり、廃液とならず、切削液として再利用(リサイクル)できるという特徴を有するものとなる。
【0023】
この物性のアルカリ性電解水は、例えば、電気分解を行う電解槽に陽極側と陰極側とを区画するカリウムイオンのみを透過させる陽イオン交換膜を配置し、前記陽極側に炭酸カリウムを含む電解質水溶液を供給し、前記陰極側に純水を供給して、電気分解により前記陰極側にpH値が10.5以上13.0以下で、酸化還元電位が−900mV以上のアルカリ性電解水を生成することができる。
【0024】
図1〜図5は、本発明に用いる(E)成分となる上記物性のアルカリ性電解水を説明するための図面であり、図1はその概要を示す説明図であり、図2はアルカリ性電解水を製造する装置の概略構成を示す生成原理図、図3はアルカリ性電解水製造装置における電解原理を示す説明図、図4はアルカリ性電解水製造装置における電解反応式を示す説明図面、図5はアルカリ性電解水の物理化学的性質を示す図表である。
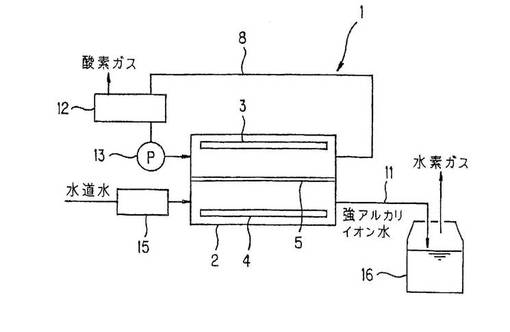
この物性のアルカリ性電解水は、例えば、図1に示すように、電気分解を行う電解槽2に陽極3側と陰極4側とを区画するイオン交換膜5を配置し、前記陽極3側に炭酸カリウムを含む電解質水溶液8を供給し、前記陰極4側に純水9を供給して、上記物性のアルカリ性電解水11を生成するアルカリ性電解水製造装置1により得ることができる。
【0025】
この物性のアルカリ性電解水製造装置1は、図1及び図2に示すように、主に、電気分解を行う電解槽2と、前記電解槽2の陽極3側と陰極4側とを区画するカリウムイオン7のみを透過させるイオン交換膜5と、前記陽極3側に炭酸カリウム12を電解質とした電解質水溶液8を供給する電解質水溶液供給手段としての供給ポンプ13と、前記陰極4側に純水9を供給する純水供給手段としての純水装置15とを備えている。
前記電解槽2は、その槽内を中央に配設される陽イオン交換膜5により陽極3側と陰極4側とに区画され、前記陽極3側には電解質溶液が供給され、前記陰極4側には純水が供給される。前記イオン交換膜5は、陽イオン交換膜であり、陽イオンのみを透過するように構成されている。
前記電解槽2で電気分解により生成されたアルカリ性電解水11は、生成水タンク16に貯溜されるようになっている。
【0026】
このアルカリ性電解水製造装置1によるアルカリ性電解水の生成は、以下のようにして得ることができる。電解槽2は、図3に示すように、陽極3側には水道水を純水装置15により調製した純水に炭酸カリウム12が0.863g/リットル添加された電解質水溶液8が供給され、陰極4側には純水9が供給される。電解時には、例えば、前記陽極3と陰極4間には電解電圧4V、電流値12Aとなる。
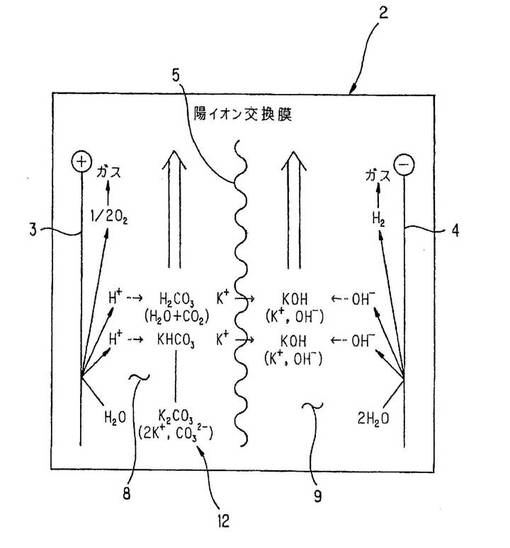
前記電解槽2の陽極3側においては、図3及び図4に示すように、水が酸素(O2)と水素イオン(H+)とに電気分解される。添加された炭酸カリウム(K2CO3)12は、水素イオン(H+)と化合して炭酸水素カリウム(KHCO3)とカリウムイオン(K+)となり、さらに、水素イオン(H+)と化合して炭酸水素塩(H2CO3)とカリウムイオン(K+)となる。炭酸水素塩(H2CO3)は、水(H2O)と二酸化炭素(CO2)となる。生成されたカリウムイオン(K+)は、イオン交換膜5を透過して陰極4側に入る。
一方、陰極4側においては、水が水素(H2)と水酸イオン(OH−)とに電気分解される。陰極4側に浸入したカリウムイオン(K+)は、水酸イオン(OH−)と化合して水酸化カリウム(KOH)となる。
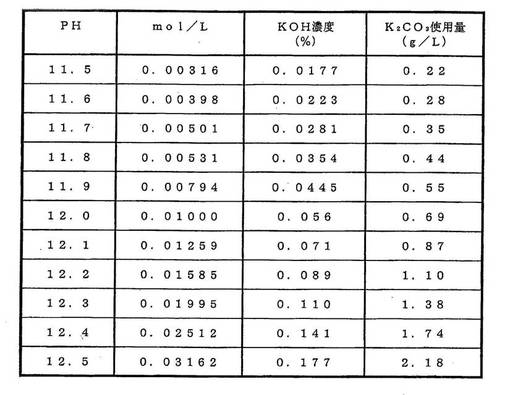
以上のようにして陰極4側には、pH値10.5以上13.0以下で、酸化還元電位−900mV以上のアルカリ性電解水(比重は水と同様)が生成される。生成されたアルカリ性電解水のpH濃度と生成するための炭酸カリウム(K2CO3)量を示す図表を図5に示す。
このアルカリ性電解水は、純水を用いて生成し、かつ炭酸ナトリム添加(生成水酸化ナトリウム)によるアルカリ性電解水と相違し、炭酸カリウム(生成水酸化カリウム)によるアルカリ性電解水であり、生成過程で、バクテリアや細菌等殆ど存在せず、制菌効果を有し、水酸イオン(OH−)の存在により界面活性作用、浸透作用により、更なる乳化や水溶化を発揮せしめることができ、しかも、手などに触れても安全であり、また、金属加工油剤が使用できる金属製品(金属材料)を錆びさせることがないものである。また、前記電解質水溶液に、塩素基が含まれないようにすることで、従来のように塩素が電極に附着することなく、すなわち、上記アルカリ性電解水製造装置1を使用すれば、電極のメンテナンスを不要にして連続的な電気分解が可能となる。
【0027】
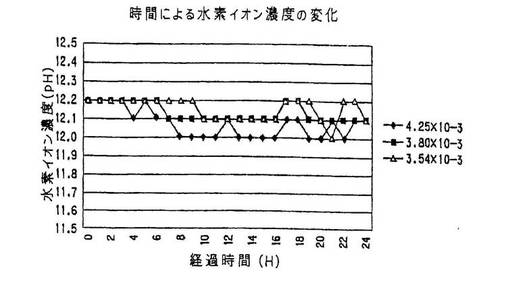
また、上記物性のアルカリ性電解水の性状となる水素イオン濃度の変化について、更に、図6及び図7を用いて説明する。図6は、得られたアルカリ性電解水の水素イオン濃度の時間的変化を示すグラフであり、図7はアルカリ性電解水の液温40〜80℃、10℃毎の水素イオン濃度の変化を示すグラフである。
得られたアルカリ性電解水を開口面積の異なる3種類の容器に入れて経過時間毎の水素イオン濃度と酸化還元電位を比較した。図6に示すように、3種類の容器におけるアルカリ性電解水の経過時間による水素イオン濃度の変化は、何れの容器でも大きな変化はなかった。
また、得られたアルカリ性電解水を昇温、40℃〜80℃、10℃毎に昇温して、温度毎の水素イオン濃度の変化を比較した。図7に示すように、アルカリ性電解水の水素イオン濃度は、40℃から60℃にかけて若干の低下を見せたが、ほぼ一定に保たれていることが判った。
以上により、用いる上記物性のアルカリ性電解水は、水素イオン濃度が経時的に低下することがないので、長期に亘り、その物性を持続することができ、また、アルカリ性電解水の液温が60℃以上に上昇しても、水素イオン濃度が低下しないので、高温においてもその物性が維持が可能となり、上述の作用効果、すなわち、この物性のアルカリ性電解水は、単独使用でも機械加工用冷却液として、長期間、防腐効果、冷却効果、防錆効果、浸透効果、潤滑効果を有する切削・研削用等として有用であり、本発明では上記組成の機械加工用油剤の(E)の水の代替、または、希釈水として用いることにより、更なる冷却効果、防錆効果、浸透効果、潤滑効果等を更に発揮せしめるものとなり切削・研削性能の大幅の向上を発揮することができる。また、切削液等として用いた場合に、長期間にわたって腐敗しないため、交換サイクルが大幅に伸び(産業廃棄物の大幅な減量となり)、また、切削加工後に上記物性のアルカリ性電解水で洗浄すれば洗剤などを使用することなく効率的に洗浄することができ洗浄時間が短縮することができる。更に、本発明の機械加工用油剤を希釈して使用する場合に、アルカリ性電解水のタンクに機械加工用油剤のタンク等を設けて、濃度管理した希釈機械加工用油剤を補給することにより、研削・研削機械などとの自動化を達成することができる。
【0028】
本発明の機械加工用油剤は、特に、金属加工油剤、とりわけ切削用油剤、研削用油剤として有用である。
また、本発明の機械加工用油剤が使用できる金属製品としては、特に限定されず、広い範囲の金属が挙げられるが、特に、鋼、鉄、ステンレス鋼、チタン、セラミック及びこれらの金属の合金製品(例えば、ニッケル基の超合金:商標「インコネル」)等の難削材などの切削加工、研削加工において使用するのが好ましい。
更に、本発明の希釈した機械加工用油剤を循環し再利用して使用する場合にも、泡の発生による各種の課題、例えば、加工作業への悪影響、タンク内の油剤の減少、ポンプの故障等を抑えることができ、更に優れた抗菌性及びその持続性をも兼ね備えているので、細菌等の微生物の発生による腐敗臭の発生もなく、液の交換も長期間する必要がなく、交換時に廃液(産業廃棄物)が発生することも少なく、環境負荷を低減することができる。
【実施例】
【0029】
次に、試験例により本発明を更に詳細に説明するが、本発明は下記試験例等に限定されるものではない。
【0030】
〔試験例〕
本発明の機械加工用油剤を希釈した機械加工用油剤希釈液の機能性を検証するために、市販の水溶性切削液との比較テストを実施した。
刃具に対して負荷が高いと予想される、ステンレスへの3D(以上)の穴あけ加工を実施し、水溶性切削液と本発明の機械加工用油剤希釈液の切削性能、冷却性能の差異を下記評価方法により評価した。
【0031】
(評価方法)
本発明となる機械加工用油剤希釈液と市販の水溶性切削液の比較テストは下記のとおり実施した。
1)使用したアルカリ性電解水
図1に準拠したアルカリ性電解水製造装置により生成したアルカリ性電解水を用いた。
電解質水溶液として、炭酸カリウム2.18g/リットル添加した電解質水溶液を用いて、電解電圧4V、電流値12Aとしてアルカリ性電解水を得た。得られたアルカリ性電解水は、pH値が12.5で、酸化還元電位が−900mV以上で、水酸化カリウム濃度は0.177%であった。
【0032】
2)切削機械
a)横型MC A55E(牧野フライス製作所社製)
市販の水溶性切削液を使用
b)立型MC V33(牧野フライス製作所社製)
アルカリ性電解水で希釈した機械加工用油剤(以下、単に、「機械加工用油剤希釈液」という)
c)被削材:SUS304:板材(300×250×25cm)×2枚
工具:ハイスコーティングドリル OSG EX−SUS−GDRφ6.9
SUS304・3D以上の穴加工に対するメーカー推奨加工条件
周速12〜16mm、送り0.12〜0.18mm/rev
d)対比用切削液:水溶性切削液:マスター ケミカル コーポーレーション社製、Tシリーズ VHP E210
油濃度6%(濃度計測定)、pH値:7.0〜7.5(中性)
e)機械加工用油剤希釈液
下記組成の機械加工用油剤20Lを上記アルカリ性電解水180Lで希釈したもの
混合率10%(希釈倍率10倍):油濃度4%(濃度計測定)、pH値:10〜10.5(希釈後)
機械加工用油剤組成(全量100%):ポリアルキレングリコール30〜40%、ジエタノールアミン1〜15%、アミン系添加剤1〜5%、脂肪酸アミン塩(炭素数6〜22の脂肪酸カルボン酸とアルカノールアミンとの塩5〜15%、水(精製水)35〜45%。
【0033】
〔テスト1〕
SUS304に対して25mm貫通穴を加工し、寿命を比較した。
加工条件
回転数:600rpm(周速13m/min)、送り:83mm/min(0.138mm/rev)、ステップ条件:2mm毎、0.5mmステップ
テスト結果
工具寿命:市販の水溶性切削液は、9穴加工、10穴目途中で寿命。
機械加工用油剤希釈液は、31穴加工、32穴目途中で寿命。
【0034】
〔テスト2〕
SUS304に対して22mm止り穴をノンステップで加工し、寿命を比較した。
加工条件
回転数:830rpm(周速18m/min)、送り:115mm/min(0.138mm/rev)、ステップ条件:ノンステップ
テスト結果
工具寿命:市販の水溶性切削液は4穴加工、5穴目途中で寿命。
機械加工用油剤希釈液は、11穴加工、12穴目途中で寿命
【0035】
〔テスト3〕
SUS304に対して22mm止り穴をノンステップで加工。
周速を水溶性切削液使用時の最適条件:周速12m/min〜16m/minから20m/minに変更して機械加工用油剤希釈液のみでのテストを行なった。
加工条件
回転数:923rpm(周速20m/min)、送り:127mm/min(0.138mm/rev)、ステップ条件:ノンステップ
テスト結果
工具寿命:87穴加工、88穴目途中で寿命。また、切屑の状態が大きく変化:周速18m/min以下の加工で強く付着していた切屑がドリル溝に巻き付かなくなった。更に、周速以外は同等条件で加工したテスト2における工具寿命から8倍弱の寿命延長を実現した。
【0036】
以上のテスト1〜3の結果から、本発明となる機械加工用油剤希釈液は、アルカリ性電解水の持つ高い浸透性、潤滑効果の効果で、刃先を効率良く冷却できることが判明した。このことは工具寿命だけでなく、切屑の状態や使用後の刃先の観察結果も裏付けできるものであった。機械加工用油剤希釈液で加工した使用後の工具刃先は、市販の水溶性切削液で加工した使用後の工具刃先に比べてマージン部分等の磨耗が少なかった。また、推奨条件を超える周速での加工においても良好な状態の切屑を排出していることが判った。これらのことから、機械加工用油剤希釈液は工具寿命を延長するだけでなく、より高能率の加工を実現できることが判った。
【符号の説明】
【0037】
1 アルカリ性電解水製造装置
2 電解槽
3 陽極
4 陰極
5 イオン交換膜
8 電解質水溶液
9 純水
11 アルカリ性電解水
15 純水装置
16 生成水タンク
【産業の利用可能性】
【0038】
歯車や機械部品等の金属製品の切削加工や研削加工に用いる切削加工用油剤、希釈用の切削加工用油剤に好適に用いることができる。
【技術分野】
【0001】
本発明は、歯車や機械部品等の金属製品の切削及び研削加工等の際に用いる機械加工用油剤に関する。
【背景技術】
【0002】
従来より、金属製品の切削や研削加工時には、工具と被削材となる金属の表面を潤滑すると共に、冷却作用により、加工面の仕上がり精度を向上し、工具の摩耗を低減して工具寿命を延長するために機械加工用油剤となる切削油剤が用いられている。
この切削油剤には、鉱油に油脂類や極圧剤などを添加した水不溶性切削油剤と、基油、界面活性剤、極圧剤、油性剤などからなり、水に希釈して使用する水溶性切削油剤が知られているが、冷却効果や作業性は一般に水溶性切削油剤の方が良好であり、広く使用されている。
【0003】
しかしながら、水溶性切削油剤は、水で希釈して切削液とした場合に微生物により腐敗しやすいため腐敗臭の発生や液の交換が必要(6ヶ月につき1回程度)、交換時に廃液(産業廃棄物)が発生する、潤滑性、防錆効果が油系より劣る、加工後ワークに残った切削液がベタつくため作業性が悪い、切削液が床などに垂れた場合、切粉と混ざり床に堆積する(当然腐敗臭がある)、加工後洗浄が必要となる、切削液の減った分の補給は基本的に水道水を補給し、切削油は別に補給するため、濃度が不明確となるなどの課題がある。
【0004】
これらの課題を解決するための水溶性切削油剤などの機械加工用油剤としては、例えば、1)水溶性ポリエーテル及びベンゾール環を有する化合物を含有することを特徴とする水溶性金属加工油(例えば、特許文献1参照)、2)(A)特定物性となるプロピレンオキサイド末端付加型非イオン界面活性剤10〜85質量%、(B)鉱物油、油脂及び合成油から選ばれる少なくとも1種からなる潤滑基油10〜85質量%及び(C)カルボン酸の塩5〜50質量%を含有する切削加工用水曜性切削油剤組成物(例えば、特許文献2参照)、3)(A)ポリヘキサメチレンビグアニジン塩、(B)水酸基を有する炭素数18の脂肪酸の縮合エステル、水酸基を有する炭素数18の脂肪酸及びステアリン酸及びイソステアリン酸から選ばれる脂肪酸からなる群から選ばれる少なくとも1種、(C)塩基性物質及び(D)水を含有することを特徴とする水溶性金属加工油剤(例えば、特許文献3参照)が知られている。
【0005】
一方、上記の課題を解決するために、希釈する水として、例えば、1)基剤用の水で水溶性切削油剤原液を希釈してなる水溶性切削油剤において、前記基剤用の水がセラミックに触れさせて、物性を改変させることにより制菌能力が付与された制菌水であることを特徴とする水溶性切削油剤(例えば、特許文献4参照)、2)電気分解によって得られる制菌効果が長期間持続する特定物性となる電解イオン水を用いて市販の水溶性クーラント原液を希釈混合することを特徴とする水溶性クーラント液(例えば、特許文献5参照)、3)金属材の切削又は研削加工に際し、冷却や切屑の除去のために加工部に供給される機械加工用の冷却液であって、該冷却液が水を電気分解以外の方法によりアルカリ性で還元性を備えるように改質処理された水又は水溶液を用いる機械加工用冷却液(例えば、特許文献6参照)が知られている。
【0006】
しかしながら、上記特許文献1〜3の水で希釈して用いる水溶性切削油剤などの機械加工用油剤は、未だ冷却効果、潤滑効果、切削性能の点で十分な機能を発揮できない点に課題があり、更なる冷却効果、潤滑効果、切削性能が切望されているのが現状である。
また、上記特許文献3〜6に記載される水溶性切削油剤の希釈水となる制菌水、電解イオン水や電気分解以外の方法によりアルカリ性で還元性を備えるように改質処理された水は、水道水などに較べ、腐敗臭などが若干向上するものとなるが、用いる水溶性切削油剤は市販のものを用いるものであるので、未だ潤滑効果、切削性能の点で十分な機能を発揮できない点に課題がある。なお、上記特許文献1〜3の各水溶性切削油剤と上記特許文献4〜6の各希釈水(制菌水、電解イオン水、電気分解以外の方法により改質処理されたアルカリ水)とを組み合わせてみても、潤滑効果や切削性能の向上とならず、十分な機能を発揮できない点に課題がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−60468号公報(特許請求の範囲、実施例等)
【特許文献2】特開2006−96826号公報(特許請求の範囲、実施例等)
【特許文献3】特開2008−291211号公報(特許請求の範囲、実施例等)
【特許文献4】特開2008−45026号公報(特許請求の範囲、実施例等)
【特許文献5】特開2002−167594号公報(特許請求の範囲、実施例等)
【特許文献6】特開2010−132714号公報(特許請求の範囲、実施例等)
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記従来の課題及び現状に鑑み、これを解消しようとするものであり、防腐効果、冷却効果、防錆効果、浸透効果、潤滑効果に優れると共に、交換サイクルを大幅に延長させて環境負荷を低減させ、しかも、優れた切削性能や研削性能を発揮できる機械加工用油剤を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記従来の課題等について鋭意検討した結果、グリコール類と、特定の塩基性物質と、特定のアミン系添加剤と、特定の潤滑剤と、水とを含有することにより、上記目的の機械加工用油剤が得られることを見出し、また、この機械加工用油剤を希釈する水として、特定物性のアルカリ性イオン水を用いることにより、優れた機械加工用油剤が得られることを見出し、本発明を完成するに至ったのである。
【0010】
本発明は、次の(1)〜(4)に存する。
(1) (A)グリコール類と、(B)塩基性物質と、(C)アミン系添加剤と、(D)脂肪酸アミン塩と、(E)水とを含有することを特徴とすることを特徴とする機械加工用油剤。
(2) 前記(E)水が(F)アルカリ性電解水であることを特徴とする上記(1)記載の機械加工用油剤。
(3) 前記(1)記載の機械加工用油剤を質量比で5〜100倍の(F)アルカリ性電解水で希釈したことを特徴とする機械加工用油剤。
(4) 前記(F)アルカリ電解水が、純水と、炭酸カリウムを含む電解質水溶液と、カリウムイオンのみを透過させるイオン交換膜とを用いた電気分解により生成される、pH値が10.5以上13.0以下となるアルカリ性電解水であることを特徴とする上記(2)又は(3)記載の機械加工用油剤。
【発明の効果】
【0011】
本発明によれば、防腐効果、冷却効果、防錆効果、浸透効果、潤滑効果に優れると共に、交換サイクルを大幅に延長させて環境負荷を低減させ、しかも、優れた切削性能や研削性能を発揮できる機械加工用油剤が提供される。
【図面の簡単な説明】
【0012】
【図1】本発明で用いるアルカリ性電解水の概要を示す説明図である。
【図2】アルカリ性電解水を製造する装置の概略構成を示す生成原理図である。
【図3】アルカリ性電解水製造装置における電解原理を示す説明図である。
【図4】アルカリ性電解水製造装置における電解反応式を示す説明図である。
【図5】アルカリ性電解水のpH濃度と生成するための炭酸カリウム量との関係を示す図表である。
【図6】得られたアルカリ性電解水の水素イオン濃度の時間的変化を示すグラフである。
【図7】アルカリ性電解水の液温40〜80℃、10℃毎の水素イオン濃度の変化を示すグラフである。
【発明を実施するための形態】
【0013】
以下に、本発明の実施形態を発明ごとに詳しく説明する。
本発明の機械加工用油剤は、(A)グリコール類と、(B)塩基性物質と、(C)アミン系添加剤と、(D)脂肪酸アミン塩と、(E)水とを含有することを特徴とするものである。
【0014】
本発明に用いる(A)成分となるグリコール類としては、例えば、グリコール、グリコールエーテル、ポリアルキレングリコール、ポリアルキレングリコールエーテルから選ばれる少なくとも1種が挙げられる。
具体的には、グリコールとしては、エチレングリコール、プロピレングリコールが挙げられ、グリコールエーテルとしては、エチレングリコールモノメチルエーテル、プロピレングリコールモノメチルエーテル、エチレングリコールモノブチルエーテル、プロピレングリコールモノメチルエーテルが挙げられ、ポリアルキレングリコールとしては、ポリエチレングリコール、ポリプロピレングリコール、及びポリオキシプロピレン−ポリオキシエチレンブロックポリマーが挙げられ、ポリアルキレングリコールエーテルとしては、ポリエチレングリコールモノメチルエーテル、ポリプロピレングリコールモノメチルエーテル、ポリアルキレングリコールモノメチルエーテル、ポリエチレングリコールモノブチルエーテル、ポリプロピレングリコールモノブチルエーテル、及びポリアルキレングリコールモノブチルエーテルが挙げられる。好ましくは、本発明の効果を更に発揮せしめる点から、ポリアルキレングリコールの使用が望ましい。
これらの(A)成分となるグリコール類の含有量は、好適な潤滑作用を発揮せしめる点から、機械加工用油剤全量に対して、1〜60質量%(以下、単に「%」という)、好ましくは、5〜50%、更に好ましくは、30〜40%が望ましい。
この(A)成分となるグリコール類の含有量が、1%未満であると、本発明の好適な潤滑作用を発揮できず、一方、60%を超えると、他の配合成分との好適な組み合わせがうまくいかず、好ましくない。
【0015】
本発明に用いる(B)成分となる塩基性物質としては、例えば、モノエタノールアミン、ジエタノールアミン、トリエタノールアミン、モノイソプロパノールアミン、ジイソプロパノールアミン、トリイソプロパノールアミン、N−メチルエタノールアミン、N−メチルジエタノールアミン、N,N−ジメチルエタノールアミン、N,N−ジエチルエタノールアミン、N−メチルモルホリン、N−エチルモルホリン、エチレンジアミン、ジメチルアミノプロピルアミン、シクロヘキシルアミン、トリエチレンテトラミンなどを挙げることができる。これらの中でも、モノエタノールアミン、ジエタノールアミンおよびトリエタノールアミンが好ましく、更に好ましくは、ジエタノールアミンが望ましい。
これらの(B)成分となる塩基性物質の含有量は、好適な防錆効果を発揮せしめる点から、機械加工用油剤全量に対して、0.1〜30%、好ましくは、1〜15%が望ましい。
この(B)成分となる塩基性物質の含有量が、0.1%未満であると、本発明の好適な防錆作用を発揮できず、一方、30%を超えても、本発明の好適な効果を発揮できず、好ましくない。
【0016】
本発明に用いる(C)成分となるアミン系添加剤としては、好適な防錆効果を発揮せしめる点から、例えば、アミン系添加剤から選ばれる少なくとも1種が挙げられる。
これらの(C)成分となるアミン系添加剤の含有量は、上記塩基性物質と相乗作用による防錆作用を発揮せしめる点から、機械加工用油剤全量に対して、0.1〜20%、好ましくは、1〜5%とすることが好ましい。
この(C)成分となる塩基性物質の含有量が、0.1%未満であると、本発明の好適な防錆作用を発揮できず、一方、20%を超えると、本発明の好適な効果を発揮できず、好ましくない。
【0017】
本発明に用いる(D)成分となる脂肪酸アミン塩としては、炭素数6〜22の脂肪族カルボン酸とアルカノールアミンの塩から選ばれる少なくとも1種が挙げられる。
(D)脂肪酸アミン塩を構成する脂肪酸としては、炭素数6〜22のものが用いられ、このような脂肪酸としては、直鎖のものでも、または、分岐のものでもよく、また、飽和のものでも不飽和のものでもしようすることができる。
用いることができる脂肪酸としては、具体的には、ヘキサン酸、ヘプタン酸、オクタン酸、ノナン酸、デカン酸、ウンデカン酸、ドデカン酸、トリデカン酸、テトラデカン酸、ペンタデカン酸、ヘキサデカン酸、ヘプタデカン酸、オクタデカン酸、ヒドロキシオクタデカン酸、ノナデカン酸、イコサン酸、ヘンイコサン酸、ドコサン酸等の飽和脂肪酸、アクリル酸、ブテン酸、ペンテン酸、ヘキセン酸、ヘプテン酸、オクテン酸、ノネン酸、デセン酸、ウンデセン酸、ドデセン酸、トリデセン酸、テトラデセン酸、ペンタデセン酸、ヘキサデセン酸、ヘプタデセン酸、オクタデセン酸、ヒドロキシオクタデセン酸、ノナデセン酸、イコセン酸、ヘンイコセン酸、ドコセン酸等の不飽和脂肪酸、及びこれらの混合物等が挙げられる。
これらの中でも、更なる防錆作用の点から炭素数6〜22の飽和脂肪酸又は不飽和脂肪酸及びこれらの混合物がより好ましい。
【0018】
また、(D)脂肪酸アミン塩を構成するアミンとしては、炭素数が1〜22のものを用いることができ、例えば、炭素数が1〜22のモノアミン、ポリアミン、アルカノールアミン等が挙げられ、好ましくは、アルカノールアミンが望ましい
アルカノールアミンとしては、具体的には、モノメタノールアミン、ジメタノールアミン、トリメタノールアミン、モノエタノールアミン、ジエタノールアミン、トリエタノールアミン、モノ(n−プロパノール)アミン、ジ(n−プロパノール)アミン、トリ(n−プロパノール)アミン、モノイソプロパノールアミン、ジイソプロパノールアミン、トリイソプロパノールアミン、モノブタノールアミン、ジブタノールアミン、トリブタノールアミン、モノペンタノールアミン、ジペンタノールアミン、トリペンタノールアミン、モノヘキサノールアミン、ジヘキサノールアミン、モノヘプタノールアミン、ジヘプタノールアミン、モノオクタノールアミン、モノノナノールアミン、モノデカノールアミン、モノウンデカノールアミン、モノドデカノールアミン、モノトリデカノールアミン、モノテトラデカノールアミン、モノペンタデカノールアミン、モノヘキサデカノールアミン、ジエチルモノエタノールアミン、ジエチルモノプロパノールアミン、ジエチルモノブタノールアミン、ジエチルモノペンタノールアミン、ジプロピルモノエタノールアミン、ジプロピルモノプロパノールアミン、ジプロピルモノブタノールアミン、ジプロピルモノペンタノールアミン、ジブチルモノエタノールアミン、ジブチルモノプロパノールアミン、ジブチルモノブタノールアミン、ジブチルモノペンタノールアミン、モノエチルジエタノールアミン、モノエチルジプロパノールアミン、モノエチルジブタノールアミン、モノエチルジペンタノールアミン、モノプロピルジエタノールアミン、モノプロピルジプロパノールアミン、モノプロピルジブタノールアミン、モノプロピルジペンタノールアミン、モノブチルジエタノールアミン、モノブチルジプロパノールアミン、モノブチルジブタノールアミン、モノブチルジペンタノールアミン等及びこれらの異性体を挙げることができる。
これらの中でも、防錆性により優れる点から、アミンの炭素数が、6〜22が更に好ましい。
特に、好ましい脂肪酸アミン塩としては、炭素数6〜22の脂肪族カルボン酸と6〜22のアミンからなる塩の使用が望ましい。
【0019】
これらの(D)成分となる脂肪酸アミン塩の含有量は、好適な潤滑効果を発揮せしめる点から、機械加工用油剤全量に対して、0.1〜30%、好ましくは、5〜15%とすることがましい。
この(D)成分となる脂肪酸アミン塩の含有量が、0.1%未満であると、本発明の好適な潤滑作用を発揮できず、一方、30%を超えると、本発明の好適な効果を発揮できず、好ましくない。
【0020】
本発明に用いる(E)成分となる水性媒体である水としては、精製水、蒸留水、純水などを用いることができ、好ましくは、保存安定性、希釈して使用する場合に目的の効果を更に発揮せしめる点から後述する(F)アルカリ性電解水の使用が好ましい。
この(E)成分となる水の含有量は、上記(A)〜(D)成分の残部となり、通常、機械加工用油剤全量に対して、5〜70%、好ましくは、35〜45質量%とすることが望ましい。
【0021】
本発明の機械加工用油剤は、上記(A)〜(E)成分の他に、本発明の効果を損なわない範囲において、その他の成分、例えば、防食剤、防腐剤、消泡剤、色素、香料などを適宜含有することができる。
【0022】
本発明の機械加工用油剤は、該機械加工用油剤に対して質量比で5〜100倍の(F)アルカリ性電解水で希釈し、好ましくは、5〜30倍に希釈し、使用目的に合わせた好適な組成で使用することができる。
用いる(F)アルカリ性電解水は、水を電気分解して得られるアルカリ性電解水であり、好ましくは、不純物を極力無くして、純度の高いアルカリ性電解水を得ると共に、防腐効果、冷却効果、防錆効果、浸透効果、潤滑効果を更に発揮せしめる点から、純水と、炭酸カリウムを含む電解質水溶液と、カリウムイオンのみを透過させる陽イオン交換膜とを用いた電気分解により生成される、pH値が10.5以上13.0以下となるアルカリ性電解水の使用が望ましい。
この物性のアルカリ性電解水は、単独使用でも機械加工用冷却液として、防腐効果、冷却効果、防錆効果、浸透効果、潤滑効果を有する切削・研削用等として有用であるが、本発明では上記組成の機械加工用油剤の(E)の水の代替、または、希釈水として用いることにより、冷却効果、防錆効果、浸透効果、潤滑効果等を更に発揮せしめるものとなり、切削液等として用いた場合に、腐敗しないため、交換サイクルが大幅に伸び(産業廃棄物の大幅な減量となり)、また、切削加工後に上記物性のアルカリ性電解水で洗浄すれば洗剤などを使用することなく効率的に洗浄することができ洗浄時間も短縮することができ、しかも、洗浄後の廃液は、切削液と洗浄に使用したアルカリ性電解水であり、廃液とならず、切削液として再利用(リサイクル)できるという特徴を有するものとなる。
【0023】
この物性のアルカリ性電解水は、例えば、電気分解を行う電解槽に陽極側と陰極側とを区画するカリウムイオンのみを透過させる陽イオン交換膜を配置し、前記陽極側に炭酸カリウムを含む電解質水溶液を供給し、前記陰極側に純水を供給して、電気分解により前記陰極側にpH値が10.5以上13.0以下で、酸化還元電位が−900mV以上のアルカリ性電解水を生成することができる。
【0024】
図1〜図5は、本発明に用いる(E)成分となる上記物性のアルカリ性電解水を説明するための図面であり、図1はその概要を示す説明図であり、図2はアルカリ性電解水を製造する装置の概略構成を示す生成原理図、図3はアルカリ性電解水製造装置における電解原理を示す説明図、図4はアルカリ性電解水製造装置における電解反応式を示す説明図面、図5はアルカリ性電解水の物理化学的性質を示す図表である。
この物性のアルカリ性電解水は、例えば、図1に示すように、電気分解を行う電解槽2に陽極3側と陰極4側とを区画するイオン交換膜5を配置し、前記陽極3側に炭酸カリウムを含む電解質水溶液8を供給し、前記陰極4側に純水9を供給して、上記物性のアルカリ性電解水11を生成するアルカリ性電解水製造装置1により得ることができる。
【0025】
この物性のアルカリ性電解水製造装置1は、図1及び図2に示すように、主に、電気分解を行う電解槽2と、前記電解槽2の陽極3側と陰極4側とを区画するカリウムイオン7のみを透過させるイオン交換膜5と、前記陽極3側に炭酸カリウム12を電解質とした電解質水溶液8を供給する電解質水溶液供給手段としての供給ポンプ13と、前記陰極4側に純水9を供給する純水供給手段としての純水装置15とを備えている。
前記電解槽2は、その槽内を中央に配設される陽イオン交換膜5により陽極3側と陰極4側とに区画され、前記陽極3側には電解質溶液が供給され、前記陰極4側には純水が供給される。前記イオン交換膜5は、陽イオン交換膜であり、陽イオンのみを透過するように構成されている。
前記電解槽2で電気分解により生成されたアルカリ性電解水11は、生成水タンク16に貯溜されるようになっている。
【0026】
このアルカリ性電解水製造装置1によるアルカリ性電解水の生成は、以下のようにして得ることができる。電解槽2は、図3に示すように、陽極3側には水道水を純水装置15により調製した純水に炭酸カリウム12が0.863g/リットル添加された電解質水溶液8が供給され、陰極4側には純水9が供給される。電解時には、例えば、前記陽極3と陰極4間には電解電圧4V、電流値12Aとなる。
前記電解槽2の陽極3側においては、図3及び図4に示すように、水が酸素(O2)と水素イオン(H+)とに電気分解される。添加された炭酸カリウム(K2CO3)12は、水素イオン(H+)と化合して炭酸水素カリウム(KHCO3)とカリウムイオン(K+)となり、さらに、水素イオン(H+)と化合して炭酸水素塩(H2CO3)とカリウムイオン(K+)となる。炭酸水素塩(H2CO3)は、水(H2O)と二酸化炭素(CO2)となる。生成されたカリウムイオン(K+)は、イオン交換膜5を透過して陰極4側に入る。
一方、陰極4側においては、水が水素(H2)と水酸イオン(OH−)とに電気分解される。陰極4側に浸入したカリウムイオン(K+)は、水酸イオン(OH−)と化合して水酸化カリウム(KOH)となる。
以上のようにして陰極4側には、pH値10.5以上13.0以下で、酸化還元電位−900mV以上のアルカリ性電解水(比重は水と同様)が生成される。生成されたアルカリ性電解水のpH濃度と生成するための炭酸カリウム(K2CO3)量を示す図表を図5に示す。
このアルカリ性電解水は、純水を用いて生成し、かつ炭酸ナトリム添加(生成水酸化ナトリウム)によるアルカリ性電解水と相違し、炭酸カリウム(生成水酸化カリウム)によるアルカリ性電解水であり、生成過程で、バクテリアや細菌等殆ど存在せず、制菌効果を有し、水酸イオン(OH−)の存在により界面活性作用、浸透作用により、更なる乳化や水溶化を発揮せしめることができ、しかも、手などに触れても安全であり、また、金属加工油剤が使用できる金属製品(金属材料)を錆びさせることがないものである。また、前記電解質水溶液に、塩素基が含まれないようにすることで、従来のように塩素が電極に附着することなく、すなわち、上記アルカリ性電解水製造装置1を使用すれば、電極のメンテナンスを不要にして連続的な電気分解が可能となる。
【0027】
また、上記物性のアルカリ性電解水の性状となる水素イオン濃度の変化について、更に、図6及び図7を用いて説明する。図6は、得られたアルカリ性電解水の水素イオン濃度の時間的変化を示すグラフであり、図7はアルカリ性電解水の液温40〜80℃、10℃毎の水素イオン濃度の変化を示すグラフである。
得られたアルカリ性電解水を開口面積の異なる3種類の容器に入れて経過時間毎の水素イオン濃度と酸化還元電位を比較した。図6に示すように、3種類の容器におけるアルカリ性電解水の経過時間による水素イオン濃度の変化は、何れの容器でも大きな変化はなかった。
また、得られたアルカリ性電解水を昇温、40℃〜80℃、10℃毎に昇温して、温度毎の水素イオン濃度の変化を比較した。図7に示すように、アルカリ性電解水の水素イオン濃度は、40℃から60℃にかけて若干の低下を見せたが、ほぼ一定に保たれていることが判った。
以上により、用いる上記物性のアルカリ性電解水は、水素イオン濃度が経時的に低下することがないので、長期に亘り、その物性を持続することができ、また、アルカリ性電解水の液温が60℃以上に上昇しても、水素イオン濃度が低下しないので、高温においてもその物性が維持が可能となり、上述の作用効果、すなわち、この物性のアルカリ性電解水は、単独使用でも機械加工用冷却液として、長期間、防腐効果、冷却効果、防錆効果、浸透効果、潤滑効果を有する切削・研削用等として有用であり、本発明では上記組成の機械加工用油剤の(E)の水の代替、または、希釈水として用いることにより、更なる冷却効果、防錆効果、浸透効果、潤滑効果等を更に発揮せしめるものとなり切削・研削性能の大幅の向上を発揮することができる。また、切削液等として用いた場合に、長期間にわたって腐敗しないため、交換サイクルが大幅に伸び(産業廃棄物の大幅な減量となり)、また、切削加工後に上記物性のアルカリ性電解水で洗浄すれば洗剤などを使用することなく効率的に洗浄することができ洗浄時間が短縮することができる。更に、本発明の機械加工用油剤を希釈して使用する場合に、アルカリ性電解水のタンクに機械加工用油剤のタンク等を設けて、濃度管理した希釈機械加工用油剤を補給することにより、研削・研削機械などとの自動化を達成することができる。
【0028】
本発明の機械加工用油剤は、特に、金属加工油剤、とりわけ切削用油剤、研削用油剤として有用である。
また、本発明の機械加工用油剤が使用できる金属製品としては、特に限定されず、広い範囲の金属が挙げられるが、特に、鋼、鉄、ステンレス鋼、チタン、セラミック及びこれらの金属の合金製品(例えば、ニッケル基の超合金:商標「インコネル」)等の難削材などの切削加工、研削加工において使用するのが好ましい。
更に、本発明の希釈した機械加工用油剤を循環し再利用して使用する場合にも、泡の発生による各種の課題、例えば、加工作業への悪影響、タンク内の油剤の減少、ポンプの故障等を抑えることができ、更に優れた抗菌性及びその持続性をも兼ね備えているので、細菌等の微生物の発生による腐敗臭の発生もなく、液の交換も長期間する必要がなく、交換時に廃液(産業廃棄物)が発生することも少なく、環境負荷を低減することができる。
【実施例】
【0029】
次に、試験例により本発明を更に詳細に説明するが、本発明は下記試験例等に限定されるものではない。
【0030】
〔試験例〕
本発明の機械加工用油剤を希釈した機械加工用油剤希釈液の機能性を検証するために、市販の水溶性切削液との比較テストを実施した。
刃具に対して負荷が高いと予想される、ステンレスへの3D(以上)の穴あけ加工を実施し、水溶性切削液と本発明の機械加工用油剤希釈液の切削性能、冷却性能の差異を下記評価方法により評価した。
【0031】
(評価方法)
本発明となる機械加工用油剤希釈液と市販の水溶性切削液の比較テストは下記のとおり実施した。
1)使用したアルカリ性電解水
図1に準拠したアルカリ性電解水製造装置により生成したアルカリ性電解水を用いた。
電解質水溶液として、炭酸カリウム2.18g/リットル添加した電解質水溶液を用いて、電解電圧4V、電流値12Aとしてアルカリ性電解水を得た。得られたアルカリ性電解水は、pH値が12.5で、酸化還元電位が−900mV以上で、水酸化カリウム濃度は0.177%であった。
【0032】
2)切削機械
a)横型MC A55E(牧野フライス製作所社製)
市販の水溶性切削液を使用
b)立型MC V33(牧野フライス製作所社製)
アルカリ性電解水で希釈した機械加工用油剤(以下、単に、「機械加工用油剤希釈液」という)
c)被削材:SUS304:板材(300×250×25cm)×2枚
工具:ハイスコーティングドリル OSG EX−SUS−GDRφ6.9
SUS304・3D以上の穴加工に対するメーカー推奨加工条件
周速12〜16mm、送り0.12〜0.18mm/rev
d)対比用切削液:水溶性切削液:マスター ケミカル コーポーレーション社製、Tシリーズ VHP E210
油濃度6%(濃度計測定)、pH値:7.0〜7.5(中性)
e)機械加工用油剤希釈液
下記組成の機械加工用油剤20Lを上記アルカリ性電解水180Lで希釈したもの
混合率10%(希釈倍率10倍):油濃度4%(濃度計測定)、pH値:10〜10.5(希釈後)
機械加工用油剤組成(全量100%):ポリアルキレングリコール30〜40%、ジエタノールアミン1〜15%、アミン系添加剤1〜5%、脂肪酸アミン塩(炭素数6〜22の脂肪酸カルボン酸とアルカノールアミンとの塩5〜15%、水(精製水)35〜45%。
【0033】
〔テスト1〕
SUS304に対して25mm貫通穴を加工し、寿命を比較した。
加工条件
回転数:600rpm(周速13m/min)、送り:83mm/min(0.138mm/rev)、ステップ条件:2mm毎、0.5mmステップ
テスト結果
工具寿命:市販の水溶性切削液は、9穴加工、10穴目途中で寿命。
機械加工用油剤希釈液は、31穴加工、32穴目途中で寿命。
【0034】
〔テスト2〕
SUS304に対して22mm止り穴をノンステップで加工し、寿命を比較した。
加工条件
回転数:830rpm(周速18m/min)、送り:115mm/min(0.138mm/rev)、ステップ条件:ノンステップ
テスト結果
工具寿命:市販の水溶性切削液は4穴加工、5穴目途中で寿命。
機械加工用油剤希釈液は、11穴加工、12穴目途中で寿命
【0035】
〔テスト3〕
SUS304に対して22mm止り穴をノンステップで加工。
周速を水溶性切削液使用時の最適条件:周速12m/min〜16m/minから20m/minに変更して機械加工用油剤希釈液のみでのテストを行なった。
加工条件
回転数:923rpm(周速20m/min)、送り:127mm/min(0.138mm/rev)、ステップ条件:ノンステップ
テスト結果
工具寿命:87穴加工、88穴目途中で寿命。また、切屑の状態が大きく変化:周速18m/min以下の加工で強く付着していた切屑がドリル溝に巻き付かなくなった。更に、周速以外は同等条件で加工したテスト2における工具寿命から8倍弱の寿命延長を実現した。
【0036】
以上のテスト1〜3の結果から、本発明となる機械加工用油剤希釈液は、アルカリ性電解水の持つ高い浸透性、潤滑効果の効果で、刃先を効率良く冷却できることが判明した。このことは工具寿命だけでなく、切屑の状態や使用後の刃先の観察結果も裏付けできるものであった。機械加工用油剤希釈液で加工した使用後の工具刃先は、市販の水溶性切削液で加工した使用後の工具刃先に比べてマージン部分等の磨耗が少なかった。また、推奨条件を超える周速での加工においても良好な状態の切屑を排出していることが判った。これらのことから、機械加工用油剤希釈液は工具寿命を延長するだけでなく、より高能率の加工を実現できることが判った。
【符号の説明】
【0037】
1 アルカリ性電解水製造装置
2 電解槽
3 陽極
4 陰極
5 イオン交換膜
8 電解質水溶液
9 純水
11 アルカリ性電解水
15 純水装置
16 生成水タンク
【産業の利用可能性】
【0038】
歯車や機械部品等の金属製品の切削加工や研削加工に用いる切削加工用油剤、希釈用の切削加工用油剤に好適に用いることができる。
【特許請求の範囲】
【請求項1】
(A)グリコール類と、(B)塩基性物質と、(C)アミン系添加剤と、(D)脂肪酸アミン塩と、(E)水とを含有することを特徴とすることを特徴とする機械加工用油剤。
【請求項2】
前記(E)水が(F)アルカリ性電解水であることを特徴とする請求項1記載の機械加工用油剤。
【請求項3】
請求項1又は2記載の機械加工用油剤を質量比で5〜100倍の(F)アルカリ性電解水で希釈したことを特徴とする機械加工用油剤。
【請求項4】
前記(F)アルカリ電解水が、純水と、炭酸カリウムを含む電解質水溶液と、カリウムイオンのみを透過させるイオン交換膜とを用いた電気分解により生成される、pH値が10.5以上13.0以下であることを特徴とする請求項2又は3記載の機械加工用油剤。
【請求項1】
(A)グリコール類と、(B)塩基性物質と、(C)アミン系添加剤と、(D)脂肪酸アミン塩と、(E)水とを含有することを特徴とすることを特徴とする機械加工用油剤。
【請求項2】
前記(E)水が(F)アルカリ性電解水であることを特徴とする請求項1記載の機械加工用油剤。
【請求項3】
請求項1又は2記載の機械加工用油剤を質量比で5〜100倍の(F)アルカリ性電解水で希釈したことを特徴とする機械加工用油剤。
【請求項4】
前記(F)アルカリ電解水が、純水と、炭酸カリウムを含む電解質水溶液と、カリウムイオンのみを透過させるイオン交換膜とを用いた電気分解により生成される、pH値が10.5以上13.0以下であることを特徴とする請求項2又は3記載の機械加工用油剤。
【図1】



【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−92205(P2012−92205A)
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2010−239935(P2010−239935)
【出願日】平成22年10月26日(2010.10.26)
【出願人】(000226655)日伸精機株式会社 (2)
【出願人】(510285252)株式会社日本フルードシステム (1)
【出願人】(592234919)山田マシンツール株式会社 (4)
【Fターム(参考)】
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成22年10月26日(2010.10.26)
【出願人】(000226655)日伸精機株式会社 (2)
【出願人】(510285252)株式会社日本フルードシステム (1)
【出願人】(592234919)山田マシンツール株式会社 (4)
【Fターム(参考)】
[ Back to top ]