
機械加工部分を有する複合カップリング
【課題】任意のアセンブリまたは補強材構成に適合することができ、それ自体の機械的一体性を保持するカップリングを提供すること。
【解決手段】本発明は、ファイバ構造物によって補強されるポリマーマトリックスを備える複合材料から構成されるカップリング(100)に関する。カップリングは、主要ファイバ構造物(30)によって補強される構造部分(130)と、主要ファイバ構造物(30)とは異なる第1のファイバ構造物(20)によって補強される第1の機械加工部分(120)とを備え、構造部分(130)のマトリックスおよび第1の機械加工部分(120)のマトリックスが、同一であり、第1の機械加工部分(120)が、構造部分(130)の主面の少なくとも1つの一部に位置し、第1の機械加工表面に機械加工され、第1の機械加工表面と主要ファイバ構造物(30)のファイバとの間では交差しない。
【解決手段】本発明は、ファイバ構造物によって補強されるポリマーマトリックスを備える複合材料から構成されるカップリング(100)に関する。カップリングは、主要ファイバ構造物(30)によって補強される構造部分(130)と、主要ファイバ構造物(30)とは異なる第1のファイバ構造物(20)によって補強される第1の機械加工部分(120)とを備え、構造部分(130)のマトリックスおよび第1の機械加工部分(120)のマトリックスが、同一であり、第1の機械加工部分(120)が、構造部分(130)の主面の少なくとも1つの一部に位置し、第1の機械加工表面に機械加工され、第1の機械加工表面と主要ファイバ構造物(30)のファイバとの間では交差しない。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ファイバ構造物によって補強されたポリマーマトリックスを備える複合材料から構成されるカップリングに関する。
【背景技術】
【0002】
機械的構造物において、部品は、カップリングの助けによって互いに接続されることが多い。一般に、カップリングは、2つの他の部品を互いに結合するように、あるいは部品を補強するように機能する機械的部品であるものとして定義される。例えば、ターボ機械において重量の節約が追求される構造物において、カップリングは、カーボンファイバ、グラスファイバまたはケブラー(R)ファイバなどのファイバによって補強されるポリマーマトリックスを有する複合材料から構成されることが多い。そのような複合材料は、一般に使用される軽量合金の材料より相当小さい密度を呈し、(剛性および耐破裂性に関して)よりよい機械的性能を呈する。
【0003】
一例として、カップリングは、形状において環状であってもよい。そのような環状カップリングは、空気入口スリーブまたは中間ケーシングシュラウドと保持ケーシングを結合するために用いられるタイプであってもよい。その軸端部の1つ(すなわち、その対称軸に沿って1つの端部)に、カップリングの端部でカップリングの管状中心部分を結合する角度を成した領域または「フランジ」を有してもよく、フランジは、実質的に半径方向に延在する。この端部は、上記端部が接触する構造を用いて管状カップリングを固着することを可能にするボルトを収容するための孔を含む。
【0004】
さらに最近の複合材料は、3次元ファイバプリフォームを調製することによって、すなわち、3次元においてファイバを織ったり、または編んだりすることによって作製される。そのようなプリフォームは、最終的な複合部品を作製するために、ポリマーによって実質的に高密度化され、プリフォームの経糸が、中実ポリマーマトリックスの中に埋め込まれる。
【0005】
一例として、そのような高密度化を達成するための1つの知られている技術は、液体含浸であり、インフュージョンとインジェクションとの間には区別がある。インフュージョン技術を用いて、プリフォームが、成形半型(mold half)とカバーとの間に配置され、ポリマーの化学前駆物質が次に、浸透され、プリフォームの一端を介した液体形態において、真空が、成形半型とカバーとの間に確立される。真空の作用下で、前駆物質が、プリフォーム全体を通じて拡散し、その後、熱処理によって重合され、凝固されるようになっている。インジェクション技術において、プリフォームが、成形型に配置され、続いて、全体的な成形型が充填され(樹脂トランスファ成形(RTM)法)、次に熱処理によって重合されるまで、液体前駆物質が複数の点を介して成形型に注入される。
【0006】
プリフォームを高密度化するために、別の知られている技術は、化学蒸気浸透法(CVI)である。プリフォームは次に、エンクロージャに配置され、ポリマーの前駆物質を含む気相が、エンクロージャに入れられる。エンクロージャ内に確立される温度状態および圧縮状態の下で、ガスはプリフォームの中に拡散し、プリフォームのファイバとの接触時にガスがポリマーに変わる。
【0007】
カップリングが、適切な機械的挙動を有することを保証するために、その外面に関して、カップリングが接触し、組み立てられる部品の表面に正確に適合することが必要である。
【0008】
残念なことに、カップリングアセンブリ(またはカップリング補強材)に関する幾何的仕様は、きわめて多様である。各アセンブリ構成に関して異なる成形型を構成することにある技術は、経済的に実行可能ではない。さらに、フランジを有するカップリング、特にフランジが周縁にある環状カップリングの場合には、フランジのコーナーにおける曲率半径が小さすぎるため、プリフォームが、これらのフランジのコーナーにおける成形型の輪郭に正確に適合するほど十分に変形されることができない。結果として、緻密化後、カップリングのコーナーは、ポリマーが豊富である領域であり、したがって、機械的に弱い。
【発明の概要】
【発明が解決しようとする課題】
【0009】
したがって、カップリングに関する既存の機械的仕様に適合するために、隣接する部品の表面と接触するそのようなカップリングの領域を機械加工することが必要である。
【0010】
残念なことに、カップリングを機械加工することは許容可能ではない。なぜなら任意のそのような機械加工は、プリフォームのファイバを切断し、それにより、カップリングの機械的一体性を弱める。カップリングに機械的強度を提供するのはファイバであるためである。
【0011】
本発明は、任意のアセンブリまたは補強材構成に適合することができ、それ自体の機械的一体性を保持するカップリングを提供することを追求する。
【課題を解決するための手段】
【0012】
この目的は、カップリングが主要ファイバ構造物によって補強される構造部分を備え、第1の機械加工部分が、主要ファイバ構造物とは異なる第1のファイバ構造物によって補強され、上記構造部分のマトリックスおよび上記第1の機械加工部分のマトリックスが同一であり、上記第1の機械加工部分が、上記構造部分の主要面の少なくとも一部に位置しており、第1の機械加工表面で機械加工され、上記第1の機械加工表面と上記主要ファイバ構造物のファイバとの間には、交差がない、ということから達成される。
【0013】
これらの配置によって、その外側表面が、カップリングが接触することになる部品の表面に接近して適合するように、カップリング、すなわち、その機械加工部分を機械加工することを可能にし、カップリングの構造部分がない状態でそれを行い、(特に上記構造部分を補強するファイバ構造物)が、機械加工によって切断される。したがって、カップリングは、その機械的性能およびカップリングが固定される構造物に対するその位置決めを保持する。
【0014】
有利には、カップリングはさらに、上記主要ファイバ構造物とは異なり、第2の機械加工表面において機械加工される第2のファイバ構造物によって補強される第2の機械加工部分を備え、上記第2の機械加工表面と上記主要ファイバ構造物のファイバとの間には交差がなく、上記構造部分のマトリックスおよび上記第2の機械加工部分のマトリックスが、同一であり、上記第2の機械加工部分が、上記主要面と反対側の面の少なくとも一部に位置している。
【0015】
したがって、カップリングは、機械加工部分によって切断される構造部分がなく、両面で機械加工されることができる。カップリングが、2つの部品の間の締め付け用であるとき、それらの2つの部品のうちの一方と接触することになっているカップリングの面のそれぞれにおける機械加工プリフォームの存在は、それらの2つの部品が接触する、それらの2つの部品の部分に正確に適合する形状をカップリングの外側表面に与えることを可能にする。したがって、カップリングは、堅く締め付けられ、それらの2つの部品間の所定の場所に正確に保持されることができる。
【0016】
本発明はまた、カップリングを作製する方法を提供する。
【0017】
本発明によれば、方法は、マンドレルで第1のプリフォームを整形することと、上記第1のプリフォーム上に第2のプリフォームを整形し、上記2つのプリフォームの一方が構造的であることと、共通のポリマーマトリックスを用いて上記第1のプリフォームおよび第2のプリフォームを高密度化して、上記カップリングの第1の部分および第2の部分をそれぞれ形成することと、構造的でないプリフォームを有する部分を機械加工することとを含む。
【0018】
有利には、方法は、上記第1のプリフォームおよび第2のプリフォームを高密度化する前に、上記第2のプリフォーム上に第3のプリフォームを整形することと、共通のポリマーマトリックスを用いて上記第1のプリフォームおよび第2のプリフォームを高密度化することと同時に、上記第3のプリフォームを高密度化して、第3の部分を形成することと、上記第1の部分および上記第3の部分を機械加工することとを含む。
【0019】
非限定的な実施例によって与えられる実施形態の以下の詳細な説明を読めば、本発明は、十分に理解され、その利点が、よりよく明白となる。説明は、添付図面について言及する。
【図面の簡単な説明】
【0020】
【図1】本発明の環状カップリングの断面における斜視図である。
【図2】ケーシングに組み立てられる本発明の環状カップリングの断面における斜視図である。
【図3】本発明の環状カップリングを形成するために、角度を成した環状成形型上に位置決めされたときの機械加工プリフォームの断面における斜視図である。
【図4】本発明の環状カップリングを形成するために、バッキング形態と共に、角度を成した環状成形型上に位置決めされたときの機械加工プリフォームの一部の斜視図である。
【発明を実施するための形態】
【0021】
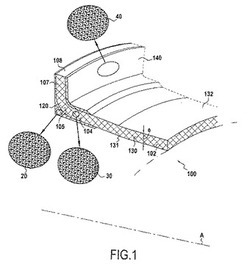
図1は、主軸Aを有し、したがって、上記軸を中心に配置される環状の角度を成した領域105を有する環状カップリング100を示す。角度を成した領域105は、カップリング100の一端に近くに位置しており、カップリング100を円筒領域102と、角度を成した領域105を半径方向の外側に対して延在する環状半径方向領域107とに部分分割する。半径方向領域107は、端表面108によって終端される。端表面108は円筒であり、円筒領域102の厚さeに実質的に等しい距離に向かって軸方向(主軸Aに沿って)延在する。この厚さeは、この円筒領域102の半径方向の範囲であるものとして定義される。あるいは、この距離は、厚さe以外であってもよい。
【0022】
示された実施例において、角度を成した領域105は、実質的に90°の角度を形成し、半径方向領域107が、半径方向外向き方向において、円筒領域102に対して垂直に延在する。あるいは、半径方向領域107は、半径方向内向きに(すなわち、軸Aに向かって)延在することが可能である。さらに一般的に、角度を成した領域は、45°から180°の範囲にある角度、例えば、90°から180°の範囲にある角度を形成してもよい。
【0023】
カップリング100は、構造部分130によって構成され、少なくとも1つの機械加工部分によって構成される。構造部分130は、カップリング100が受ける応力に耐えるように設計される。図1において、機械加工部分は、構造部分130の主面131の一部に位置している第1の機械加工部分120と、主面131と反対側の面132の一部に位置している第2の機械加工部分140とを備える。主面131および反対側の面132はそれぞれ、構造部分130の半径方向外面および半径方向内面である。したがって、第1の機械加工部分120は、角度を成した領域105の凸面に位置している。第2の機械加工部分140は、角度を成した領域105の凹面に位置している。第1の機械加工部分120は、角度を成した領域105および半径方向領域107のほか、端表面108に沿って、角度を成した領域105に直接隣接する円筒領域102の部分領域104から延在する。
【0024】
カップリング100は、複合材料から構成され、すなわち、ファイバ構造物によって補強されるマトリックスを備える。したがって、構造部分130は、主要ファイバ構造物30によって補強されるポリマーマトリックスを備える。同様に、第1の機械加工部分120は、第1のファイバ構造物20によって補強されるポリマーマトリックスを備え、第2の機械加工部分140は、第2のファイバ構造物40によって補強されるポリマーマトリックスを備える。これらのファイバ構造物は、互いに別個であり、すなわち、共通のファイバを有していない。第1の機械加工部分120および第2の機械加工部分140の構造部分130のポリマーマトリックスは、連続マトリックスを形成し、すなわち、互いに一体のピースを備える。この連続性は、以下に記載されるようなカップリング100を作製する方法から生じ、構造部分のマトリックスおよび機械加工部分のマトリックスが、異なるポリマーから構成される場合よりよい機械的一体性をこのカップリング100に与える。
【0025】
例えば、第1のファイバ構造物20、主要ファイバ構造物30、第2のファイバ構造物40のそれぞれは、織られたファイバまたは編まれたファイバのプリフォームによって構成され、したがって、プリフォームは、3次元(3D)プリフォームである。
【0026】
機械加工部分120および140の役割は、本質的に幾何的である。これらの部分は、各カップリングが固定される隣接部品の形状に可能な限り近い形状をカップリング100に与え、外側表面がそれらの隣接部品の形状に適合するように機械加工され得る。したがって、カップリング100は、それに隣接する部品に対して正確に保持し、安定した態様でそれに固定されることができる。さらに、カップリング100の機械的一体性、すなわち、使用中のその機械的性能が、保持される。機械加工部分は、第1のファイバ構造物20および第2のファイバ構造物40にのみにおけるファイバを切断するため(機械加工部分面、すなわち、機械加工部分ツールによって連結される表面と主要ファイバ構造物30のファイバとの間に交差がない)、カップリング100に機械的性能を与える主要ファイバ構造物30は、カップリング100を機械加工することによって損傷を受けない。
【0027】
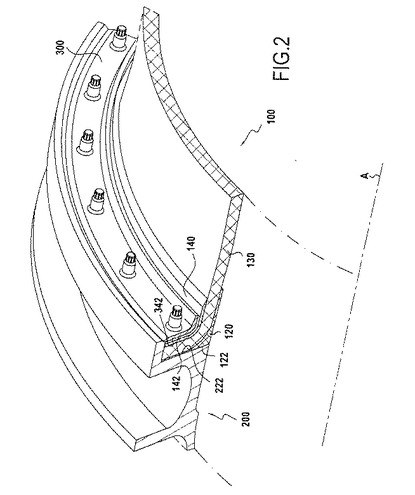
例えば、図2に示されているように、図1のカップリング100の第1の機械加工部分120が、機械加工され、隣接部品200の表面222と接触することになっているこの第1の機械加工部分120の保持面122は、上記表面222に正確に適合するようになっている。例えば、この保持面122は、主軸Aに対して実質的に垂直に延在する第1の機械加工部分120の面である。
【0028】
図1のカップリング100の第2の機械加工部分140は、バッキングプレート300の凸表面342と接触することになっているこの第2の機械加工部分140の保持凹表面142が、この凸表面342に正確に適合するように機械加工される。
【0029】
カップリング100の両面におけるそれぞれの機械加工部分プリフォームの使用は、これらの面が正確に平行であることを保証することを可能にしている。
【0030】
したがって、カップリング100は、隣接部品200とバッキング面300との間で、近くかつ確実に保持される。一例として、このアセンブリは、カップリング100を通過するボルトによって、ボルトのナットがバッキングプレートを(あるいは、第2の機械加工部分140上に配置されるワッシャを)保持する状態でナットを用いて互いに保持されることができる。ボルトが通過する孔を構成するために、カップリング上に行われる機械加工は、機械加工部分に施される機械加工と混同すべきではない。これらの孔の機械加工は、カップリングの外側表面を接触する部品の表面と適合するように機能していない。
【0031】
隣接部品の形状に応じて、カップリング100は、第1の機械加工部分120のみを有する必要があるか(第2の機械加工部分140を有していない)、または第2の機械加工部分140のみを有する必要がある(第1の機械加工部分120を有していない)。
【0032】
カップリング100の他方の軸端部(図示せず)はまた、機械加工されることになっている1つ以上の機械加工部分を含み、別の隣接部品の形状に適合してもよい。例えば、カップリング100の他方の端部は、図2に示される軸端部の形状に類似であってもよく、すなわち、角度を成してもよい。
【0033】
上述の説明は、カップリング100が環状形状のカップリングである状況、例えば、機械加工部分が同様に角度を成すように、1つ以上の角度を成した領域を有するアセンブリカップリングに関する。あるいは、カップリングは、機械加工部分が実質的に平面であるような形状であってもよい。
【0034】
そのようなカップリングは、任意のタイプのケーシングまたはシュラウドに接続を構成するために用いられることができる。例えば、ターボ機械は、そのようなカップリングを含んでもよい。
【0035】
カップリングはまた、壁上に固定するために(例えば、ボルト締めによる)補強部品であってもよい。補強部品は、補強材、例えば、T字形補強材またはL字形補強材であってもよい。そのような補強材はまた、固定機器用のカップリングを形成してもよい。
【0036】
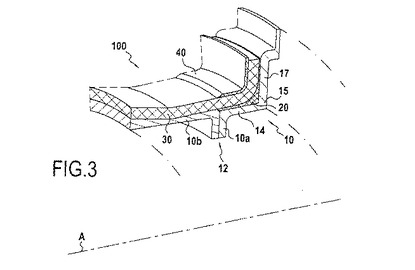
カップリングを作製する方法は、図3および図4を参照して以下に記載される。図3は、主軸Aを有する環状マンドレル10を示す。このマンドレル10は、マンドレル10の半径方向部分17から主軸Aを中心に配置されるマンドレル10の円筒部分12を分離する角度を成した部分15を有する。示された実施例において、マンドレル10は、半径方向部分17、角度を成した部分15、角度を成した部分15に隣接する管状部分12の一部分(subportion)14を含む一次部分10aと、角度を成した部分15から最も遠い管状部分10の領域を含む二次部分10bとに部分分割される。マンドレル上のこの部分分割は、カップリング100の次の成形を容易にし、マンドレル10は、成形型の壁の1つを構成する。
【0037】
第1のプリフォーム20は、半径方向部分17、角度を成した部分15および管状部分12の一部分14を覆うように、マンドレル10の周囲に形成される。第2のプリフォーム30が次に、第1のプリフォーム20の周囲に形成される。第2のプリフォーム30は、上記で説明したように、カップリングが受けることになっている応力(機械応力および熱応力の両方)の主要部品を支持するための構造的プリフォームである。図3に示されているように、第3のプリフォーム40が次に、第2のプリフォーム30の周囲に形成される。
【0038】
あるいは、第2のプリフォーム30は、その周囲に形成されるプリフォームを有する必要がない。
【0039】
あるいは、第2のプリフォーム30は、マンドレル10上に直接形成されてもよい。
【0040】
プリフォームは、種々の方法を用いて形成されてもよい。したがって、以下の方法の1つを用いて、すなわち、マンドレル10の周囲に織られたファイバプリフォームまたは編まれたファイバプリフォームを巻きつけ、または主軸Aに沿って織られたファイバまたは編まれたファイバのリング(ソックス)を係合することによって、またはマンドレル10の周囲のフィラメント状のファイバを巻きつけることによって、またはポリマーを用いて予備含浸されたファイバからそれぞれ構成されるプライを堆積することによって、形成することが可能である。最後の2つの実施例において、プリフォームは、二次元(2D)プリフォームである。
【0041】
プリフォーム間の界面における応力を最小限に抑えるために、第1のプリフォーム20、第2のプリフォーム30、第3のプリフォーム40のそれぞれは好ましくは、同一タイプのファイバによって構成される。
【0042】
一例として、これらのプリフォームは、カーボンファイバまたは、グラスファイバから構成されてもよい。
【0043】
第1のプリフォーム20、第2のプリフォーム30および第3のプリフォーム40は次に、共通のポリマーマトリックスに埋め込まれるように高密度化され、それにより、複合材料から構成されるカップリング100を構成する。
【0044】
種々の高密度化法が、用いられることができる。これらの方法は、従来技術で知られており、したがって、簡単にのみ記載される。
【0045】
例えば、プリフォーム高密度化は、インフュージョン、すなわち、カップリング100の周囲にカバー(図示せず)を配置することによって行われ、マンドレルに固定され、密封されたエンクロージャを構成するようにしてもよい。カップリングのマトリックスを形成することになっているポリマーが次に、エンクロージャに挿入され、真空が次に、エンクロージャ内に確立され、プリフォームのすべての十分な含浸を得るようになっている。その後で、ポリマーが、知られている方法で硬化される。
【0046】
あるいは、プリフォームは、知られている樹脂トランスファ成形(RTM)法を用いて、インジェクションによって高密度化される。
【0047】
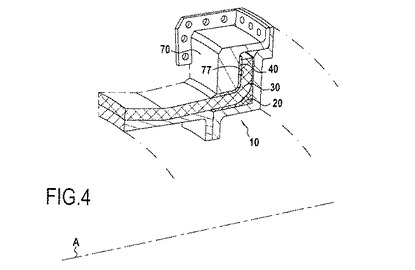
あるいは、プリフォームは、インフュージョンによって高密度化され、図4に示されているように、バッキングフォーム70が、用いられる。このバッキングフォーム70は、第3のプリフォーム40を覆い、その結果、上記バッキングフォームとマンドレル10との間の位置に、第1のプリフォーム20、第2のプリフォーム30および第3のプリフォームを保持し、マトリックスを構成するポリマーのインフュージョン中にプリフォームが移動しないようにする。したがって、図4に示されているように、角度を成した領域を有する環状プリフォームの場合には、バッキングフォーム70は、第3のプリフォーム40の面全体(または上記第2のプリフォーム30と第1のプリフォーム20との間の界面と実質的に反対側の第2のプリフォーム30の面全体)を覆う環状の角度を成した表面77を有する。
【0048】
本発明の方法は、任意のプリフォーム高密度化技術を用いてもよく、上述の技術に限定されるわけではない。
【符号の説明】
【0049】
10 環状マンドレル
10a 一次部分
10b 二次部分
12 円筒部分
14 管状部分12の一部分
15 角度を成した部分
17 半径方向部分
20、30、40 プリフォーム
70 バッキングフォーム
77 環状の角度を成した表面
100 環状カップリング
102 円筒領域
104 円筒領域102の部分領域
105 環状の角度を成した領域
107 環状半径方向領域
108 端表面
120、140 機械加工部分
122、142 保持面
130 構造部分
131、132 構造部分の主面
200 隣接部品
222 隣接部品の表面
300 バッキングプレート
342 凸表面
A 主軸
e 円筒領域102の厚さ
【技術分野】
【0001】
本発明は、ファイバ構造物によって補強されたポリマーマトリックスを備える複合材料から構成されるカップリングに関する。
【背景技術】
【0002】
機械的構造物において、部品は、カップリングの助けによって互いに接続されることが多い。一般に、カップリングは、2つの他の部品を互いに結合するように、あるいは部品を補強するように機能する機械的部品であるものとして定義される。例えば、ターボ機械において重量の節約が追求される構造物において、カップリングは、カーボンファイバ、グラスファイバまたはケブラー(R)ファイバなどのファイバによって補強されるポリマーマトリックスを有する複合材料から構成されることが多い。そのような複合材料は、一般に使用される軽量合金の材料より相当小さい密度を呈し、(剛性および耐破裂性に関して)よりよい機械的性能を呈する。
【0003】
一例として、カップリングは、形状において環状であってもよい。そのような環状カップリングは、空気入口スリーブまたは中間ケーシングシュラウドと保持ケーシングを結合するために用いられるタイプであってもよい。その軸端部の1つ(すなわち、その対称軸に沿って1つの端部)に、カップリングの端部でカップリングの管状中心部分を結合する角度を成した領域または「フランジ」を有してもよく、フランジは、実質的に半径方向に延在する。この端部は、上記端部が接触する構造を用いて管状カップリングを固着することを可能にするボルトを収容するための孔を含む。
【0004】
さらに最近の複合材料は、3次元ファイバプリフォームを調製することによって、すなわち、3次元においてファイバを織ったり、または編んだりすることによって作製される。そのようなプリフォームは、最終的な複合部品を作製するために、ポリマーによって実質的に高密度化され、プリフォームの経糸が、中実ポリマーマトリックスの中に埋め込まれる。
【0005】
一例として、そのような高密度化を達成するための1つの知られている技術は、液体含浸であり、インフュージョンとインジェクションとの間には区別がある。インフュージョン技術を用いて、プリフォームが、成形半型(mold half)とカバーとの間に配置され、ポリマーの化学前駆物質が次に、浸透され、プリフォームの一端を介した液体形態において、真空が、成形半型とカバーとの間に確立される。真空の作用下で、前駆物質が、プリフォーム全体を通じて拡散し、その後、熱処理によって重合され、凝固されるようになっている。インジェクション技術において、プリフォームが、成形型に配置され、続いて、全体的な成形型が充填され(樹脂トランスファ成形(RTM)法)、次に熱処理によって重合されるまで、液体前駆物質が複数の点を介して成形型に注入される。
【0006】
プリフォームを高密度化するために、別の知られている技術は、化学蒸気浸透法(CVI)である。プリフォームは次に、エンクロージャに配置され、ポリマーの前駆物質を含む気相が、エンクロージャに入れられる。エンクロージャ内に確立される温度状態および圧縮状態の下で、ガスはプリフォームの中に拡散し、プリフォームのファイバとの接触時にガスがポリマーに変わる。
【0007】
カップリングが、適切な機械的挙動を有することを保証するために、その外面に関して、カップリングが接触し、組み立てられる部品の表面に正確に適合することが必要である。
【0008】
残念なことに、カップリングアセンブリ(またはカップリング補強材)に関する幾何的仕様は、きわめて多様である。各アセンブリ構成に関して異なる成形型を構成することにある技術は、経済的に実行可能ではない。さらに、フランジを有するカップリング、特にフランジが周縁にある環状カップリングの場合には、フランジのコーナーにおける曲率半径が小さすぎるため、プリフォームが、これらのフランジのコーナーにおける成形型の輪郭に正確に適合するほど十分に変形されることができない。結果として、緻密化後、カップリングのコーナーは、ポリマーが豊富である領域であり、したがって、機械的に弱い。
【発明の概要】
【発明が解決しようとする課題】
【0009】
したがって、カップリングに関する既存の機械的仕様に適合するために、隣接する部品の表面と接触するそのようなカップリングの領域を機械加工することが必要である。
【0010】
残念なことに、カップリングを機械加工することは許容可能ではない。なぜなら任意のそのような機械加工は、プリフォームのファイバを切断し、それにより、カップリングの機械的一体性を弱める。カップリングに機械的強度を提供するのはファイバであるためである。
【0011】
本発明は、任意のアセンブリまたは補強材構成に適合することができ、それ自体の機械的一体性を保持するカップリングを提供することを追求する。
【課題を解決するための手段】
【0012】
この目的は、カップリングが主要ファイバ構造物によって補強される構造部分を備え、第1の機械加工部分が、主要ファイバ構造物とは異なる第1のファイバ構造物によって補強され、上記構造部分のマトリックスおよび上記第1の機械加工部分のマトリックスが同一であり、上記第1の機械加工部分が、上記構造部分の主要面の少なくとも一部に位置しており、第1の機械加工表面で機械加工され、上記第1の機械加工表面と上記主要ファイバ構造物のファイバとの間には、交差がない、ということから達成される。
【0013】
これらの配置によって、その外側表面が、カップリングが接触することになる部品の表面に接近して適合するように、カップリング、すなわち、その機械加工部分を機械加工することを可能にし、カップリングの構造部分がない状態でそれを行い、(特に上記構造部分を補強するファイバ構造物)が、機械加工によって切断される。したがって、カップリングは、その機械的性能およびカップリングが固定される構造物に対するその位置決めを保持する。
【0014】
有利には、カップリングはさらに、上記主要ファイバ構造物とは異なり、第2の機械加工表面において機械加工される第2のファイバ構造物によって補強される第2の機械加工部分を備え、上記第2の機械加工表面と上記主要ファイバ構造物のファイバとの間には交差がなく、上記構造部分のマトリックスおよび上記第2の機械加工部分のマトリックスが、同一であり、上記第2の機械加工部分が、上記主要面と反対側の面の少なくとも一部に位置している。
【0015】
したがって、カップリングは、機械加工部分によって切断される構造部分がなく、両面で機械加工されることができる。カップリングが、2つの部品の間の締め付け用であるとき、それらの2つの部品のうちの一方と接触することになっているカップリングの面のそれぞれにおける機械加工プリフォームの存在は、それらの2つの部品が接触する、それらの2つの部品の部分に正確に適合する形状をカップリングの外側表面に与えることを可能にする。したがって、カップリングは、堅く締め付けられ、それらの2つの部品間の所定の場所に正確に保持されることができる。
【0016】
本発明はまた、カップリングを作製する方法を提供する。
【0017】
本発明によれば、方法は、マンドレルで第1のプリフォームを整形することと、上記第1のプリフォーム上に第2のプリフォームを整形し、上記2つのプリフォームの一方が構造的であることと、共通のポリマーマトリックスを用いて上記第1のプリフォームおよび第2のプリフォームを高密度化して、上記カップリングの第1の部分および第2の部分をそれぞれ形成することと、構造的でないプリフォームを有する部分を機械加工することとを含む。
【0018】
有利には、方法は、上記第1のプリフォームおよび第2のプリフォームを高密度化する前に、上記第2のプリフォーム上に第3のプリフォームを整形することと、共通のポリマーマトリックスを用いて上記第1のプリフォームおよび第2のプリフォームを高密度化することと同時に、上記第3のプリフォームを高密度化して、第3の部分を形成することと、上記第1の部分および上記第3の部分を機械加工することとを含む。
【0019】
非限定的な実施例によって与えられる実施形態の以下の詳細な説明を読めば、本発明は、十分に理解され、その利点が、よりよく明白となる。説明は、添付図面について言及する。
【図面の簡単な説明】
【0020】
【図1】本発明の環状カップリングの断面における斜視図である。
【図2】ケーシングに組み立てられる本発明の環状カップリングの断面における斜視図である。
【図3】本発明の環状カップリングを形成するために、角度を成した環状成形型上に位置決めされたときの機械加工プリフォームの断面における斜視図である。
【図4】本発明の環状カップリングを形成するために、バッキング形態と共に、角度を成した環状成形型上に位置決めされたときの機械加工プリフォームの一部の斜視図である。
【発明を実施するための形態】
【0021】
図1は、主軸Aを有し、したがって、上記軸を中心に配置される環状の角度を成した領域105を有する環状カップリング100を示す。角度を成した領域105は、カップリング100の一端に近くに位置しており、カップリング100を円筒領域102と、角度を成した領域105を半径方向の外側に対して延在する環状半径方向領域107とに部分分割する。半径方向領域107は、端表面108によって終端される。端表面108は円筒であり、円筒領域102の厚さeに実質的に等しい距離に向かって軸方向(主軸Aに沿って)延在する。この厚さeは、この円筒領域102の半径方向の範囲であるものとして定義される。あるいは、この距離は、厚さe以外であってもよい。
【0022】
示された実施例において、角度を成した領域105は、実質的に90°の角度を形成し、半径方向領域107が、半径方向外向き方向において、円筒領域102に対して垂直に延在する。あるいは、半径方向領域107は、半径方向内向きに(すなわち、軸Aに向かって)延在することが可能である。さらに一般的に、角度を成した領域は、45°から180°の範囲にある角度、例えば、90°から180°の範囲にある角度を形成してもよい。
【0023】
カップリング100は、構造部分130によって構成され、少なくとも1つの機械加工部分によって構成される。構造部分130は、カップリング100が受ける応力に耐えるように設計される。図1において、機械加工部分は、構造部分130の主面131の一部に位置している第1の機械加工部分120と、主面131と反対側の面132の一部に位置している第2の機械加工部分140とを備える。主面131および反対側の面132はそれぞれ、構造部分130の半径方向外面および半径方向内面である。したがって、第1の機械加工部分120は、角度を成した領域105の凸面に位置している。第2の機械加工部分140は、角度を成した領域105の凹面に位置している。第1の機械加工部分120は、角度を成した領域105および半径方向領域107のほか、端表面108に沿って、角度を成した領域105に直接隣接する円筒領域102の部分領域104から延在する。
【0024】
カップリング100は、複合材料から構成され、すなわち、ファイバ構造物によって補強されるマトリックスを備える。したがって、構造部分130は、主要ファイバ構造物30によって補強されるポリマーマトリックスを備える。同様に、第1の機械加工部分120は、第1のファイバ構造物20によって補強されるポリマーマトリックスを備え、第2の機械加工部分140は、第2のファイバ構造物40によって補強されるポリマーマトリックスを備える。これらのファイバ構造物は、互いに別個であり、すなわち、共通のファイバを有していない。第1の機械加工部分120および第2の機械加工部分140の構造部分130のポリマーマトリックスは、連続マトリックスを形成し、すなわち、互いに一体のピースを備える。この連続性は、以下に記載されるようなカップリング100を作製する方法から生じ、構造部分のマトリックスおよび機械加工部分のマトリックスが、異なるポリマーから構成される場合よりよい機械的一体性をこのカップリング100に与える。
【0025】
例えば、第1のファイバ構造物20、主要ファイバ構造物30、第2のファイバ構造物40のそれぞれは、織られたファイバまたは編まれたファイバのプリフォームによって構成され、したがって、プリフォームは、3次元(3D)プリフォームである。
【0026】
機械加工部分120および140の役割は、本質的に幾何的である。これらの部分は、各カップリングが固定される隣接部品の形状に可能な限り近い形状をカップリング100に与え、外側表面がそれらの隣接部品の形状に適合するように機械加工され得る。したがって、カップリング100は、それに隣接する部品に対して正確に保持し、安定した態様でそれに固定されることができる。さらに、カップリング100の機械的一体性、すなわち、使用中のその機械的性能が、保持される。機械加工部分は、第1のファイバ構造物20および第2のファイバ構造物40にのみにおけるファイバを切断するため(機械加工部分面、すなわち、機械加工部分ツールによって連結される表面と主要ファイバ構造物30のファイバとの間に交差がない)、カップリング100に機械的性能を与える主要ファイバ構造物30は、カップリング100を機械加工することによって損傷を受けない。
【0027】
例えば、図2に示されているように、図1のカップリング100の第1の機械加工部分120が、機械加工され、隣接部品200の表面222と接触することになっているこの第1の機械加工部分120の保持面122は、上記表面222に正確に適合するようになっている。例えば、この保持面122は、主軸Aに対して実質的に垂直に延在する第1の機械加工部分120の面である。
【0028】
図1のカップリング100の第2の機械加工部分140は、バッキングプレート300の凸表面342と接触することになっているこの第2の機械加工部分140の保持凹表面142が、この凸表面342に正確に適合するように機械加工される。
【0029】
カップリング100の両面におけるそれぞれの機械加工部分プリフォームの使用は、これらの面が正確に平行であることを保証することを可能にしている。
【0030】
したがって、カップリング100は、隣接部品200とバッキング面300との間で、近くかつ確実に保持される。一例として、このアセンブリは、カップリング100を通過するボルトによって、ボルトのナットがバッキングプレートを(あるいは、第2の機械加工部分140上に配置されるワッシャを)保持する状態でナットを用いて互いに保持されることができる。ボルトが通過する孔を構成するために、カップリング上に行われる機械加工は、機械加工部分に施される機械加工と混同すべきではない。これらの孔の機械加工は、カップリングの外側表面を接触する部品の表面と適合するように機能していない。
【0031】
隣接部品の形状に応じて、カップリング100は、第1の機械加工部分120のみを有する必要があるか(第2の機械加工部分140を有していない)、または第2の機械加工部分140のみを有する必要がある(第1の機械加工部分120を有していない)。
【0032】
カップリング100の他方の軸端部(図示せず)はまた、機械加工されることになっている1つ以上の機械加工部分を含み、別の隣接部品の形状に適合してもよい。例えば、カップリング100の他方の端部は、図2に示される軸端部の形状に類似であってもよく、すなわち、角度を成してもよい。
【0033】
上述の説明は、カップリング100が環状形状のカップリングである状況、例えば、機械加工部分が同様に角度を成すように、1つ以上の角度を成した領域を有するアセンブリカップリングに関する。あるいは、カップリングは、機械加工部分が実質的に平面であるような形状であってもよい。
【0034】
そのようなカップリングは、任意のタイプのケーシングまたはシュラウドに接続を構成するために用いられることができる。例えば、ターボ機械は、そのようなカップリングを含んでもよい。
【0035】
カップリングはまた、壁上に固定するために(例えば、ボルト締めによる)補強部品であってもよい。補強部品は、補強材、例えば、T字形補強材またはL字形補強材であってもよい。そのような補強材はまた、固定機器用のカップリングを形成してもよい。
【0036】
カップリングを作製する方法は、図3および図4を参照して以下に記載される。図3は、主軸Aを有する環状マンドレル10を示す。このマンドレル10は、マンドレル10の半径方向部分17から主軸Aを中心に配置されるマンドレル10の円筒部分12を分離する角度を成した部分15を有する。示された実施例において、マンドレル10は、半径方向部分17、角度を成した部分15、角度を成した部分15に隣接する管状部分12の一部分(subportion)14を含む一次部分10aと、角度を成した部分15から最も遠い管状部分10の領域を含む二次部分10bとに部分分割される。マンドレル上のこの部分分割は、カップリング100の次の成形を容易にし、マンドレル10は、成形型の壁の1つを構成する。
【0037】
第1のプリフォーム20は、半径方向部分17、角度を成した部分15および管状部分12の一部分14を覆うように、マンドレル10の周囲に形成される。第2のプリフォーム30が次に、第1のプリフォーム20の周囲に形成される。第2のプリフォーム30は、上記で説明したように、カップリングが受けることになっている応力(機械応力および熱応力の両方)の主要部品を支持するための構造的プリフォームである。図3に示されているように、第3のプリフォーム40が次に、第2のプリフォーム30の周囲に形成される。
【0038】
あるいは、第2のプリフォーム30は、その周囲に形成されるプリフォームを有する必要がない。
【0039】
あるいは、第2のプリフォーム30は、マンドレル10上に直接形成されてもよい。
【0040】
プリフォームは、種々の方法を用いて形成されてもよい。したがって、以下の方法の1つを用いて、すなわち、マンドレル10の周囲に織られたファイバプリフォームまたは編まれたファイバプリフォームを巻きつけ、または主軸Aに沿って織られたファイバまたは編まれたファイバのリング(ソックス)を係合することによって、またはマンドレル10の周囲のフィラメント状のファイバを巻きつけることによって、またはポリマーを用いて予備含浸されたファイバからそれぞれ構成されるプライを堆積することによって、形成することが可能である。最後の2つの実施例において、プリフォームは、二次元(2D)プリフォームである。
【0041】
プリフォーム間の界面における応力を最小限に抑えるために、第1のプリフォーム20、第2のプリフォーム30、第3のプリフォーム40のそれぞれは好ましくは、同一タイプのファイバによって構成される。
【0042】
一例として、これらのプリフォームは、カーボンファイバまたは、グラスファイバから構成されてもよい。
【0043】
第1のプリフォーム20、第2のプリフォーム30および第3のプリフォーム40は次に、共通のポリマーマトリックスに埋め込まれるように高密度化され、それにより、複合材料から構成されるカップリング100を構成する。
【0044】
種々の高密度化法が、用いられることができる。これらの方法は、従来技術で知られており、したがって、簡単にのみ記載される。
【0045】
例えば、プリフォーム高密度化は、インフュージョン、すなわち、カップリング100の周囲にカバー(図示せず)を配置することによって行われ、マンドレルに固定され、密封されたエンクロージャを構成するようにしてもよい。カップリングのマトリックスを形成することになっているポリマーが次に、エンクロージャに挿入され、真空が次に、エンクロージャ内に確立され、プリフォームのすべての十分な含浸を得るようになっている。その後で、ポリマーが、知られている方法で硬化される。
【0046】
あるいは、プリフォームは、知られている樹脂トランスファ成形(RTM)法を用いて、インジェクションによって高密度化される。
【0047】
あるいは、プリフォームは、インフュージョンによって高密度化され、図4に示されているように、バッキングフォーム70が、用いられる。このバッキングフォーム70は、第3のプリフォーム40を覆い、その結果、上記バッキングフォームとマンドレル10との間の位置に、第1のプリフォーム20、第2のプリフォーム30および第3のプリフォームを保持し、マトリックスを構成するポリマーのインフュージョン中にプリフォームが移動しないようにする。したがって、図4に示されているように、角度を成した領域を有する環状プリフォームの場合には、バッキングフォーム70は、第3のプリフォーム40の面全体(または上記第2のプリフォーム30と第1のプリフォーム20との間の界面と実質的に反対側の第2のプリフォーム30の面全体)を覆う環状の角度を成した表面77を有する。
【0048】
本発明の方法は、任意のプリフォーム高密度化技術を用いてもよく、上述の技術に限定されるわけではない。
【符号の説明】
【0049】
10 環状マンドレル
10a 一次部分
10b 二次部分
12 円筒部分
14 管状部分12の一部分
15 角度を成した部分
17 半径方向部分
20、30、40 プリフォーム
70 バッキングフォーム
77 環状の角度を成した表面
100 環状カップリング
102 円筒領域
104 円筒領域102の部分領域
105 環状の角度を成した領域
107 環状半径方向領域
108 端表面
120、140 機械加工部分
122、142 保持面
130 構造部分
131、132 構造部分の主面
200 隣接部品
222 隣接部品の表面
300 バッキングプレート
342 凸表面
A 主軸
e 円筒領域102の厚さ
【特許請求の範囲】
【請求項1】
ファイバ構造物によって補強されるポリマーマトリックスを備える複合材料から構成されるカップリング(100)であって、前記カップリングが、主要ファイバ構造物(30)によって補強される構造部分(130)と、主要ファイバ構造物(30)とは異なる第1のファイバ構造物(20)によって補強される第1の機械加工部分(120)とを備え、前記構造部分(130)のマトリックスおよび前記第1の機械加工部分(120)のマトリックスが、同一であり、前記第1の機械加工部分(120)が、前記構造部分(130)の主面の少なくとも一部に位置し、第1の機械加工表面に機械加工され、前記第1の機械加工表面と前記主要ファイバ構造物(30)のファイバとの間では交差しないことを特徴とする、カップリング(100)。
【請求項2】
環状であることを特徴とする、請求項1に記載のカップリング(100)。
【請求項3】
前記第1のファイバ構造物(20)および前記主要ファイバ構造物(30)のそれぞれが、織られたプリフォームおよび編まれたプリフォームによって構成される群より選択されるプリフォームによって構成されることを特徴とする、請求項1または2に記載のカップリング(100)。
【請求項4】
前記主要ファイバ構造物(30)とは異なる第2のファイバ構造物(40)によって補強され、第2の機械加工表面に機械加工される第2の機械加工部分(140)をさらに備え、前記第2の機械加工表面と前記主要ファイバ構造物(30)のファイバとの間では交差せず、前記構造部分(130)のマトリックスおよび前記第2の機械加工部分(140)のマトリックスが、同一であり、前記第2の機械加工部分(140)が、前記主面と反対側の面の少なくとも一部に位置していることを特徴とする、請求項1から3のいずれか一項に記載のカップリング(100)。
【請求項5】
前記第1のファイバ構造物(20)、前記第2のファイバ構造物(40)および前記主要ファイバ構造物(30)のそれぞれが、織られたプリフォームおよび編まれたプリフォームによって構成される群より選択されるプリフォームによって構成されることを特徴とする、請求項4に記載のカップリング(100)。
【請求項6】
角度を成した領域(105)を含み、前記第1の機械加工部分(120)が、前記角度を成した領域(105)の凸面上に位置していることを特徴とする、請求項1から5のいずれか一項に記載のカップリング(100)。
【請求項7】
前記角度を成した領域(105)が、範囲90°から180°にある角度を形成することを特徴とする、請求項6に記載のカップリング(100)。
【請求項8】
請求項1から7のいずれか一項に記載のカップリング(100)を含むターボ機械。
【請求項9】
方法が、マンドレルで第1のプリフォームを整形することと、前記第1のプリフォーム上に第2のプリフォームを整形し、前記2つのプリフォームの一方が構造的であることと、共通のポリマーマトリックスを用いて前記第1のプリフォームおよび第2のプリフォームを高密度化して、前記カップリングの第1の部分および第2の部分をそれぞれ形成することと、構造的でないプリフォームを有する部分を機械加工することとを含むことを特徴とする、カップリング(100)を作製する方法。
【請求項10】
前記第1のプリフォームおよび前記第2のプリフォームが、織物および編物によって構成される群より選択される方法によって作製されることを特徴とする、請求項9に記載の方法。
【請求項11】
前記第1のプリフォームおよび前記第2のプリフォーム(20、30)を高密度化する前に、前記第2のプリフォーム(30)上に第3のプリフォーム(40)を整形することと、共通のポリマーマトリックスを用いて前記第1のプリフォームおよび前記第2のプリフォーム(20、30)を高密度化することと同時に、前記第3のプリフォーム(40)を高密度化して、第3の部分(140)を形成することと、前記第1の部分(120)および前記第3の部分(140)を機械加工することとを含むことを特徴とする、請求項9に記載の方法。
【請求項12】
前記第1のプリフォーム、前記第2のプリフォーム、前記第3のプリフォーム(20、30、40)が、織物および編物によって構成される群より選択される方法によって作製されることを特徴とする、請求項11に記載の方法。
【請求項13】
前記カップリング(100)が、角度を成した領域(105)を含むことを特徴とする、請求項9から12のいずれか一項に記載の方法。
【請求項14】
前記角度を成した領域(105)が、範囲90°から180°にある角度を形成することを特徴とする、請求項13に記載の方法。
【請求項1】
ファイバ構造物によって補強されるポリマーマトリックスを備える複合材料から構成されるカップリング(100)であって、前記カップリングが、主要ファイバ構造物(30)によって補強される構造部分(130)と、主要ファイバ構造物(30)とは異なる第1のファイバ構造物(20)によって補強される第1の機械加工部分(120)とを備え、前記構造部分(130)のマトリックスおよび前記第1の機械加工部分(120)のマトリックスが、同一であり、前記第1の機械加工部分(120)が、前記構造部分(130)の主面の少なくとも一部に位置し、第1の機械加工表面に機械加工され、前記第1の機械加工表面と前記主要ファイバ構造物(30)のファイバとの間では交差しないことを特徴とする、カップリング(100)。
【請求項2】
環状であることを特徴とする、請求項1に記載のカップリング(100)。
【請求項3】
前記第1のファイバ構造物(20)および前記主要ファイバ構造物(30)のそれぞれが、織られたプリフォームおよび編まれたプリフォームによって構成される群より選択されるプリフォームによって構成されることを特徴とする、請求項1または2に記載のカップリング(100)。
【請求項4】
前記主要ファイバ構造物(30)とは異なる第2のファイバ構造物(40)によって補強され、第2の機械加工表面に機械加工される第2の機械加工部分(140)をさらに備え、前記第2の機械加工表面と前記主要ファイバ構造物(30)のファイバとの間では交差せず、前記構造部分(130)のマトリックスおよび前記第2の機械加工部分(140)のマトリックスが、同一であり、前記第2の機械加工部分(140)が、前記主面と反対側の面の少なくとも一部に位置していることを特徴とする、請求項1から3のいずれか一項に記載のカップリング(100)。
【請求項5】
前記第1のファイバ構造物(20)、前記第2のファイバ構造物(40)および前記主要ファイバ構造物(30)のそれぞれが、織られたプリフォームおよび編まれたプリフォームによって構成される群より選択されるプリフォームによって構成されることを特徴とする、請求項4に記載のカップリング(100)。
【請求項6】
角度を成した領域(105)を含み、前記第1の機械加工部分(120)が、前記角度を成した領域(105)の凸面上に位置していることを特徴とする、請求項1から5のいずれか一項に記載のカップリング(100)。
【請求項7】
前記角度を成した領域(105)が、範囲90°から180°にある角度を形成することを特徴とする、請求項6に記載のカップリング(100)。
【請求項8】
請求項1から7のいずれか一項に記載のカップリング(100)を含むターボ機械。
【請求項9】
方法が、マンドレルで第1のプリフォームを整形することと、前記第1のプリフォーム上に第2のプリフォームを整形し、前記2つのプリフォームの一方が構造的であることと、共通のポリマーマトリックスを用いて前記第1のプリフォームおよび第2のプリフォームを高密度化して、前記カップリングの第1の部分および第2の部分をそれぞれ形成することと、構造的でないプリフォームを有する部分を機械加工することとを含むことを特徴とする、カップリング(100)を作製する方法。
【請求項10】
前記第1のプリフォームおよび前記第2のプリフォームが、織物および編物によって構成される群より選択される方法によって作製されることを特徴とする、請求項9に記載の方法。
【請求項11】
前記第1のプリフォームおよび前記第2のプリフォーム(20、30)を高密度化する前に、前記第2のプリフォーム(30)上に第3のプリフォーム(40)を整形することと、共通のポリマーマトリックスを用いて前記第1のプリフォームおよび前記第2のプリフォーム(20、30)を高密度化することと同時に、前記第3のプリフォーム(40)を高密度化して、第3の部分(140)を形成することと、前記第1の部分(120)および前記第3の部分(140)を機械加工することとを含むことを特徴とする、請求項9に記載の方法。
【請求項12】
前記第1のプリフォーム、前記第2のプリフォーム、前記第3のプリフォーム(20、30、40)が、織物および編物によって構成される群より選択される方法によって作製されることを特徴とする、請求項11に記載の方法。
【請求項13】
前記カップリング(100)が、角度を成した領域(105)を含むことを特徴とする、請求項9から12のいずれか一項に記載の方法。
【請求項14】
前記角度を成した領域(105)が、範囲90°から180°にある角度を形成することを特徴とする、請求項13に記載の方法。
【図1】



【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−184348(P2009−184348A)
【公開日】平成21年8月20日(2009.8.20)
【国際特許分類】
【外国語出願】
【出願番号】特願2008−321865(P2008−321865)
【出願日】平成20年12月18日(2008.12.18)
【出願人】(505277691)スネクマ (567)
【Fターム(参考)】
【公開日】平成21年8月20日(2009.8.20)
【国際特許分類】
【出願番号】特願2008−321865(P2008−321865)
【出願日】平成20年12月18日(2008.12.18)
【出願人】(505277691)スネクマ (567)
【Fターム(参考)】
[ Back to top ]