
機械構造用鋼およびその製造方法

【課題】転動疲労寿命B10が2×107回を超え、かつ、軟質化するための球状化焼鈍処理を施すことなく、硬さHVが330未満である機械構造用鋼を提供する。
【解決手段】 本発明の機械構造用鋼は、質量比で、C:0.40〜0.70%、Si:0.80%以下、Mn:0.70〜1.5%、P:0.020%以下、S:0.030%以下、Al:0.050%以下、Cr:0.20%以下、Mo:0.05〜0.5%、O:0.0015%以下、Ti:0.0050%以下(ただし、0を除く)およびN:0.0015〜0.010%を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する機械構造用鋼において、鋼中のTi含有量とN含有量が、特定の関係を満足し、転動疲労寿命(B10)が2×107回超えでかつ硬さ(HV)が330未満である。
【解決手段】 本発明の機械構造用鋼は、質量比で、C:0.40〜0.70%、Si:0.80%以下、Mn:0.70〜1.5%、P:0.020%以下、S:0.030%以下、Al:0.050%以下、Cr:0.20%以下、Mo:0.05〜0.5%、O:0.0015%以下、Ti:0.0050%以下(ただし、0を除く)およびN:0.0015〜0.010%を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する機械構造用鋼において、鋼中のTi含有量とN含有量が、特定の関係を満足し、転動疲労寿命(B10)が2×107回超えでかつ硬さ(HV)が330未満である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、機械構造用鋼およびその製造方法に関するものであり、特に、高C、高Cr含有鋼であるSUJ規格の軸受鋼のように軟質化するための球状化焼鈍処理を施すことなく、転動疲労寿命を格段に向上させる。
【背景技術】
【0002】
自動車のドライブシャフト、等速ジョイント、クランクシャフト、ミッションのインプットシャフト、アウトプットシャフトなどの機械構造用鋼では、加工した後に、高周波焼入れ、焼戻しを行うことにより機械構造用部材としての特性を付与するのが一般的である。その中でも特に等速ジョイント、ベアリング、ハブなどボールまたはコロの転走面を持つ部品では、高い転動疲労特性が要求される。高い転動疲労特性を示し、現在多用されているのがSUJ2鋼である。SUJ2鋼は、高C、高Cr含有鋼を用い、製鋼技術を駆使して高清浄化することで転動疲労特性の向上を図っているが、母材硬さHVが250以上と高く、棒材の場合には切断が困難になる上、熱間加工後の冷却条件によっては硬さHVが330以上と高くなり、その後の切削やドリル旋削などの加工が困難になるため、必ず加工前に球状化焼鈍処理が必要であるという問題がある。
【0003】
加工前に球状化焼鈍処理を省略した技術としては、例えば本出願人が提案した特許文献1〜3に記載された技術がある。特許文献1には、ねじり疲労強度の改善を図った鋼材が記載されているが、転動疲労特性の改善については開示されていない。また、特許文献2および3に記載された軸受用鋼は、いずれも鋼組成中のCr成分を焼入れ性の向上のために多量に添加して、従来よりも転動疲労強度を向上させたものであるが、Crの添加は粒界強度を低下させて疲労強度をかえって低下させる傾向があることから、結果として、転動疲労特性を十分に向上させるまでには至っていない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−321190号公報
【特許文献2】特開2008−133530号公報
【特許文献3】特開平3−254339号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、特に、高C、高Cr含有鋼であるSUJ規格の軸受鋼のように軟質化するための球状化焼鈍処理を施すことなく、加工性が良好でかつ転動疲労寿命が長い機械構造用鋼およびその製造方法を提供することにある。
【課題を解決するための手段】
【0006】
発明者らは、前記したような転動疲労特性を向上させるべく、鋼中の各成分の含有量が、転動疲労寿命、および鋼の母材(例えば棒材)の硬さにおよぼす影響を詳細に調査したところ、鋼中に含有させる成分含有量の適正化を図ることによって、転動疲労寿命B10が2×107回を超え、かつ、硬さHVが330未満となる機械構造用鋼とその製造方法を見出した。
【0007】
すなわち、本発明の要旨構成は以下のとおりである。
(1)質量比で、C:0.40〜0.70%、Si:0.80%以下、Mn:0.70〜1.5%、P:0.020%以下、S:0.030%以下、Al:0.050%以下、Cr:0.20%以下、Mo:0.05〜0.5%、O:0.0015%以下、Ti:0.0050%以下およびN:0.0015〜0.0100%を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する機械構造用鋼において、鋼中のTi含有量とN含有量が、下記(1)および(2)式を満足し、転動疲労寿命(B10)が2×107回超えで、かつ硬さ(HV)が330未満であることを特徴とする機械構造用鋼。
【0008】
記
(質量%Ti)×(質量%N)≦ (1/3)×10[-(16586/T)+5.9] ・・・(1)
T=1495−164[(質量%C)(1−fs)(kC-1)−0.18]−20.5(質量%Si)(1−fs)(kSi-1)−6.8(質量%Mn) (1−fs) (kMn-1)−124.5(質量%P)(1−fs)(kP-1)−183.9(質量%S)(1−fs)(kS-1)−1.4(質量%Cr)(1−fs)(KCr-1)−4.1(質量%Al)(1−fs)(kAl-1) ・・・(2)
ここで、Tは修正固相線温度(K)であり、fsはTiN生成完了固相率(fs=0.7)、kx(xは各元素を意味する。)は平衡分配係数であって、各元素xの平衡分配係数は、kC=0.34、kSi=0.54、kMn=0.78、kP=0.08、kS=0.05、kCr=0.85、kAl=0.92である。
【0009】
(2)前記成分組成は、質量比で、Cu:0.50%以下、Ni:0.50%以下、Co:0.10%以下、Nb:0.050%以下、V:0.100%以下、W:0.100%以下およびSb:0.010%以下の中から選択される少なくとも一種の成分をさらに含有する、上記(1)に記載の転動疲労寿命の長い機械構造用鋼。
【0010】
(3)上記(1)または(2)記載の機械構造用鋼を製造する方法であって、溶銑予備処理後、転炉または電気炉にて溶製した溶鋼を、2次精錬装置にて脱硫、脱酸を行う2次精錬を行った後に成分調整を行い、その後、連続鋳造機にて、厚み:350mm以下の鋳片に鋳造し、1150℃以上の温度で8時間以内の均熱拡散熱処理を行った後に熱間圧延を行い、次いで、Ac3変態点以上の温度域にて加工率60%以上の熱間加工を施した後、1.5〜4.5℃/sで冷却し、その後、所定形状の鋼部品に成型してから該鋼部品の一部または全部を高周波焼入れすることを特徴とする機械構造用鋼の製造方法。
【0011】
(4)前記2次精錬時のスラグ組成は、CaO/SiO2≧4.0およびCaO/Al2O3≧1.5の関係を満足する上記(3)に記載の機械構造用鋼の製造方法。
【0012】
(5)前記冷却後、前記成型前の鋼組織が、面積比で70%以上のベイナイト相を含有する上記(3)または(4)に記載の機械構造用鋼の製造方法。
【0013】
(6)前記高周波焼入れ後の鋼部品の表面に形成した硬化層の平均旧オーステナイト粒径が12μm以下である上記(3)、(4)または(5)に記載の機械構造用鋼の製造方法。
【0014】
(7)前記均熱拡散熱処理後の鋼中に存在する非金属介在物は、測定面積3000mm2から推定される、30000mm2の非金属介在物に対するTiN系介在物の予測最大径が20μm以下である、上記(3)〜(6)のいずれか1項に記載の機械構造用鋼の製造方法。
【発明の効果】
【0015】
本発明によれば、転動疲労寿命B10が2×107回を超え、かつ、軟質化するための球状化焼鈍処理を施すことなく、硬さHVが330未満である機械構造用鋼の提供が可能になった。
【図面の簡単な説明】
【0016】
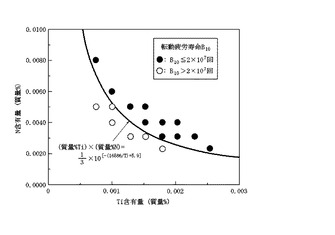
【図1】図1は、種々の溶鋼中のTi含有量とN含有量に対し、転動疲労寿命B10が2×107回超えである場合(図1中の○印)と2×107回以下の場合(図1中の●印)とを区別してプロットした図である。
【図2】図2は、種々の溶鋼中のTi含有量とN含有量に対し、30000mm2の金属介在物に対するTiN系介在物の予測最大径を、20μm以下である場合(図2中の○印)と20μm超えの場合(図2中の●印)とを区別してプロットした図である。
【発明を実施するための形態】
【0017】
以下に本発明を詳細に説明する。
なお、鋼中の成分の含有量の単位はいずれも「質量%」であるが、以下、特に断らない限り、単に「%」で示す。
まず、本発明に従う機械構造用鋼の組成を限定した理由について説明する。
【0018】
・C:0.40〜0.70%
Cは、焼入れ性への影響が最も大きい元素であり、焼入れ部(硬化層)の硬さおよび深さを高めることにより転動疲労寿命の向上に有効に寄与する。C含有量が0.40%に満たないと、必要とされる転動疲労特性を確保することができず、転動疲労寿命B10:2×107回超えを達成することができない。よって、C含有量は0.40%以上とし、望ましくは0.45%以上にするのがよい。一方、C含有量が0.70%を超えると、鋼の母材硬さHVが250以上となり棒材の切断等の加工が困難になる上、部品の硬さHV(1.5℃/sから4.5℃/sで冷却の場合)が330以上になってしまい、その後の切削、ドリル旋削が困難になるため球状化焼鈍が必要となる。このため、C含有量の上限は、0.70%とし、より好ましくは0.65%、さらに好ましくは0.60%とすることが良い。
【0019】
・Si:0.80%以下
Siは、脱酸剤として作用するだけでなく、強度の向上にも有効に寄与するが、Si含有量が0.80%を超えると、被削性および鍛造性の低下を招くため、Si含有量は0.80%以下にすることが必要である。なお、強度向上のためには0.05%以上とすることが好ましい。
【0020】
・Mn:0.70〜1.5%
Mnは、焼入れ性を向上させ、焼入れ時の硬化層深さを確保して転動疲労特性を向上させるために有効な成分である。Mn含有量が0.70%未満では焼入れ性が不足し、焼入れ部(硬化層)の硬さが確保できないため転動疲労寿命B10が5×107回超えを達成することができない。−方、Mn含有量が1.5%を超えると、部品のビッカース硬さHVが330以上になり、球状化焼鈍処理のような軟化処理を行わないとその後の切削、ドリル旋削などの加工が困難になるために、Mn含有量は1.5%以下にすることが必要である。Mn含有量のさらなる好適範囲は0.80〜1.3%である。
【0021】
・P:0.020%以下
Pは、オーステナイトの粒界に偏析し、粒界強度を低下させることにより、疲労強度を低下させる。また、焼割れを助長する弊害もある。従って、Pの含有量は極力低減することが望ましいが、0.020%までは許容される。
【0022】
・S:0.030%以下
Sは、鋼中でMnSを形成し、切削性を向上させる有用元素であるが、0.030%を超えて含有させると粒界に偏析して粒界強度を低下させるとともに、転動疲労寿命を低下させるため、S含有量は0.030%以下とし、好ましくは0.020%以下である。
【0023】
・Al:0.050%以下
Alは、脱酸に有効な元素であり、鋼の清浄性を確保するのに必要な元素である。しかしながら、0.050%を超えて含有させてもその効果は飽和し、むしろ成分コストの上昇を招く不利が生じるので、Al含有量は0.050%以下の範囲で含有させることが必要である。
【0024】
・Cr:0.20%以下
Crは、炭化物を安定化させて残留炭化物の生成を助長し、粒界強度を低下させて疲労強度を劣化させる。従って、Cr含有量は極力低減することが望ましいが、0.20%までは許容できる。好ましくは0.10%以下である。
【0025】
・Mo:0.050〜0.5%
Moは、オーステナイ粒の成長を抑制し、旧オーステナイト粒を微細化する上で有用な元素であり、そのためには0.050%以上添加する必要がある。Mo含有量が 0.5%よりも多いと、被削性の劣化を招くため球状化焼鈍処理が必要となる。このため、Mo含有量は0.050〜0.5%とした。
【0026】
・O:0.0015%以下
Oは、Al、Ca、Mgなどと結合し非金属介在物を形成し転動疲労寿命を著しく低下させるため、O含有量は極力低減することが望ましいが、0.0015%までは許容できる。
【0027】
・Ti:0.0050%以下(ただし、0を除く)
Tiは、不可避的不純物として混入するNと結合することでTiNを生成するため、極力少ないことが望ましい。N濃度は製鋼段階の真空脱ガス処理で低減可能であるが、0.0015質量%以下にすることは困難であるため、式(1)の範囲にするべく0.0050%以下とする。
【0028】
・N:0.0015〜0.0100%
Nは、不可避的不純物として混入し、Tiと結合することでTiNを生成するため、極力少ないことが望ましいが、0.0015%以下にすることは困難である。また、0.0100%を超えて含有すると、連続鋳造時にブローホールや表面割れが発生し、製品の表面疵の原因となるため、0.0100%以下とする。
【0029】
さらに、本発明では、鋼中のTi含有量とN含有量が、下記(1)および(2)式を満足することが、連続鋳造後の凝固時に、鋼中に巨大TiNが生成しないようにして転動疲労寿命を向上させることが必要である。
【0030】
記
(質量%Ti)×(質量%N)≦ (1/3)×10[-(16586/T)+5.9] ・・・・・・・・・・(1)
T=1495−164[(質量%C)(1−fs)(kC-1)−0.18]−20.5(質量%Si)(1−fs)(kSi-1)−6.8(質量%Mn) (1−fs) (kMn-1)−124.5(質量%P)(1−fs)(kP-1)−183.9(質量%S)(1−fs)(kS-1)−1.4(質量%Cr)(1−fs)(KCr-1)−4.1(質量%Al)(1−fs)(kAl-1) ・・・・・・・・(2)
ここで、Tは修正固相線温度(K)であり、fsはTiN生成完了固相率(fs=0.7)、kx(xは各元素を意味する。)は平衡分配係数であって、各元素xの平衡分配係数は、kC=0.34、kSi=0.54、kMn=0.78、kP=0.08、kS=0.05、kCr=0.85、kAl=0.92) である。
【0031】
鋼材中のTiN系介在物は、主に連続鋳造における凝固時に生成し、成長する。このTiN系介在物の析出挙動を評価するために数多くの調査を行った結果、TiN系介在物の生成、成長は、凝固時の固相率が0.7の段階までに起こることがわかった。
【0032】
そこで、固相率が0.7の段階での液相部の濃度上昇を、凝固時のミクロ偏析理論を用いて推定し、その濃度での固相線温度を(2)式を用いて求め、その温度でのTiN系介在物の析出の有無を、(1)式のTiN−TiNの平衡式を用いて計算した。
【0033】
図1および図2は、0.48%C鋼(Si:0.20%、Mn:1.00%、P:0.010%、S:0.004%、Cr:0.03%、Al:0.0020%、Ti: 0.0030%以下、N:0.0015〜0.0100%)からなり、鋼中のTi含有量とN含有量が異なる、直径60mmφの種々の棒鋼材について、それぞれ転動疲労寿命B10と、鋼材中に存在する30000mm2の非金属介在物に対するTiN系介在物の予測最大径(測定面積:3000m2)とをプロットした例を示す。
【0034】
図1に示す結果から、鋼中のTiおよびNの含有量が(1)式を満足するようにすることにより、転動疲労寿命B10を2×107回超えを達成することができる。
また、図2の結果から、鋼中のTiおよびNの含有量が(1)式を満足するようにすることにより、鋼材中の非金属介在物(酸化物系、TiN系など)の30000mm2に対するTiN系介在物の予測最大径を20μm以下であることもわかる。
【0035】
上記(1)式の範囲内(図2中に示す曲線よりも下側領域)では20μm超えのTiN系介在物は存在しないが、範囲外(図2中に示す曲線より上側領域)では20μm超えのTiN系介在物が存在し、20μm超えのTiN系介在物が転動疲労寿命を悪化させる要因となるため、本発明では、鋼中のTiおよびNの含有量が(1)式を満足するようにする必要がある。
【0036】
以上、本発明の鋼中に含有させる基本成分について説明したが、本発明ではその他にも、以下に述べる6成分の中から選択される少なくとも一種の成分を適宜含有させることができる。
【0037】
・Cu:0.50%以下
Cuは、焼入れ性を向上させるのに寄与する元素である。Cu含有量が0.50%を超えると、圧延後の鋼材表面に割れを発生する傾向があるため、Cu含有量は0.50%以下とすることが好ましく、より好ましくは0.20%以下、さらに好ましくは0.10%以下である。
【0038】
・Ni:0.50%以下
Niは、焼入れ性を向上させるのに寄与する上、母材の靭性を向上させる元素である。しかし、高価な元素であるのでNi含有量は0.50%以下とすることが好ましい。
【0039】
・Co:0.10%以下
Coは、炭化物の生成を抑制して、炭化物による粒界強度の低下を抑制し、疲労強度を向上させる元素である。しかし、Coは極めて高価な元素であるため、Co含有量が0.10%を超えると鋼材のコストが上昇するので、Co含有量を0.10%以下とするのが好ましい。なお、粒界強度の低下抑制効果を出すには、Co含有量を0.010%以上とすることが望ましい。
【0040】
・Nb:0.050%以下
Nbは、焼入れ性の向上効果があるだけでなく、鋼中でCやNと結合し析出強化元素として作用する。また、焼もどし軟化抵抗性を向上させる元素でもあり、これらの効果によって疲労強度を向上させる。しかしながら、Nb含有量を0.050%よりも多くしても、その効果は飽和するだけなので、Nb含有量は0.050%以下とすることが好ましい。なお、析出強化作用および焼もどし軟化抵抗性の向上効果を出すには、Nb含有量を0.003%以上とすることが望ましい。
【0041】
・V:0.100%以下
Vは、鋼中でCやNと結合し析出強化元素として作用する。また、焼もどし軟化抵抗性を向上させる元素であり、疲労強度を向上させる。しかし、V含有量を0.100%よりも多くしても、その効果は飽和するだけなので、V含有量は0.100%以下とすることが好ましい。なお、疲労強度の向上効果を出すにはV含有量を0.005%以上とすることが望ましい。
【0042】
・W:0.100%以下
Wは、オーステナイト粒の成長を抑制する上で有用な元素である。しかし、W含有量が0.100%よりも多いと、被削性の劣化を招く。そのため、W含有量は0.100%とすることが好ましい。なお、オーステナイト粒の成長を抑制するには、W含有量を0.005%以上とすることが好ましい。
【0043】
・Sb:0.010%以下
Sbは、ミクロ組織変化の遅延に対して効果があり、疲労強度、特に転動疲労の劣化を防止する効果がある元素である。しかし、Sb含有量が0.010%よりも多いと、靭性が劣化するので、Sb含有量は0.01%以下とすることが好ましい。なお、疲労強度の向上作用を発現させるためには、Sb含有量を0.005%以上とすることが好ましい。
【0044】
以上、説明した元素以外の残部はFeおよび不可避不純物である。
【0045】
次に、本発明の製造方法について説明する。溶銑予備処理により脱燐処理後、転炉にて脱炭処理をした溶鋼、または、電気炉にてスクラップを溶解し溶製した溶鋼を、2次精錬処理装置(例えばLF)などにより加熱、脱酸、脱硫精錬を行った後に、真空脱ガス装置(例えばRH真空脱ガス装置)にて脱酸、成分調整を行う。転動疲労寿命を向上させるため、酸化物系介在物を極力低減することが求められている。そのためには、スラグ組成の制御や処理時間の確保が重要となる。転動疲労寿命を2×107回超えにするためには、鋼材中の非金属介在物(主として酸化物系介在物)の30000mm2に対するTiN系介在物の予測最大径を20μm以下にする必要がある。そのためには、2次精錬時におけるスラグ組成が、CaO/SiO2≧4.0、CaO/Al2O3≧1.5を満足することが好ましい。さらに、2次精錬処理、および、真空脱ガス処理の時間とは、それぞれ30分以上とすることが好ましい。この溶鋼の成分調整は、真空脱ガス装置で行われるが、その成分範囲は上記で述べた成分組成範囲に入るように各種成分を添加して調整するものである。なお、Pに関しては予備処理、転炉にて除去し、Sに関しては溶銑予備処理、2次精錬処理にて除去する。また、Oに関しては2次精錬処理、真空脱ガス装置にて、Nに関しては、真空脱ガス装置にて除去、低下させる。
【0046】
この溶鋼を連続鋳造機にて鋳造する。連続鋳造鋳片の断面サイズとしては厚さ:350mm以下とし、望ましくは300mm以下とする。上述たように、鋼材中のTiN系介在物は、主に連続鋳造における凝固時に生成し、成長する。このため、鋳片の厚さが350mmよりも厚い場合には、鋳片の厚さ中心部付近の冷却速度が低下し、上述のTiN系介在物の予測最大径:20μm以下を満足できなくなり、より巨大なTiN系介在物が生成しやすくなる。
【0047】
この連続鋳造鋳片の中心部にはC等の偏析が生成し巨大炭化物が生成する。この巨大炭化物を拡散により消失することを目的に、1150℃以上の高温状態で数時間以上保持する均熱拡散処理(ソーキング)が行われている。巨大炭化物をなくすために必要なプロセスではあるが、このソーキング中にTiN系介在物が成長しその径が大きくなることを確認することができた。TiN系介在物の成長を抑制するためには、1150℃以上のソーキング時間として8時間以下、望ましくは5時間が良い。ソーキング時間が8時間を超えると、20μmを超えるTiN系介在物が存在し始め、転動疲労寿命を低下させる。なお、巨大炭化物を消失させるための有効な手段としては、連続鋳造時に生成する中心偏析の低減が必要であり、電磁攪拌技術や凝固末期に鋳片を圧下する技術が有効となる。
【0048】
この鋳片を熱間圧延し棒鋼とした後、部品形状に切削または鍛造する。その後、この部品素材の一部または全部に高周波焼入れを行い、必要に応じて焼戻し処理を行う。また、最終的に必要に応じて切削、研磨等の処理を行い、機械構造用部品を製造する。その後、Ac3以上の温度域にて加工率60%以上で熱間加工を施した後、1.5℃/sから4.5℃/sの範囲で冷却する。この冷却後に得られる鋼組織は、ベイナイト相を面積率で70%以上含んでいることが好ましい。この条件は一般的な部品鍛造時を想定している。部品鍛造後の組織がベイナイト70%以上であることは、少なくとも硬いマルテンサイト相が30%以下であり、部品硬さは低く抑えられる。また、フェライト相やパーライト相も30%以下であり、被削性が良好になる。同じ硬さであればフェライト相とパーライト相を主体とする鋼組織よりもベイナイト相主体の鋼組織の方が被削性は良好であるためである。なお、前記冷却後に得られる鋼組織は、面積率で80%以上とすることがより好適である。
【0049】
前記冷却後に、所定形状の鋼部品に成型してから該鋼部品の一部または全部を高周波焼入れするが、焼入れされた鋼部品の焼入部の旧オーステナイト(γ)粒径は12μm以下であることが好ましい。焼入部の旧γ粒径を微細化することで転動疲労寿命B10の向上が期待できる。12μm以下の旧γ粒径を得るための有効な手段としては、例えばMo含有量を増加させたり、焼入時の最高加熱温度をAc3以上1000℃以下にすることが挙げられる。
【実施例】
【0050】
以下に実施例を示す。
溶銑予備処理により脱P、脱S処理を行った後、転炉にて200トンの溶銑をC濃度=0.06〜0.12質量%まで脱炭した。その後、2次精錬処理(LF)にて脱硫処理、Alによる脱酸処理を行った。なお、精錬時のスラグ組成については、CaO=50〜70%、SiO2=5〜15%、Al203=20〜30%、MgO=5〜15%、CaO/SiO2≧4.0、CaO/A1203≧1.5とし、30分以上、底吹きガス攪拌処理を行った。その後、RH真空脱ガス装置にて30分以上攪拌し、脱酸、脱窒、成分調整を行った。この溶鋼を300mm×400mm鋳型形状の連続鋳造機にて鋳造した。鋳込んだ鋳片の成分組成を表1に示す。この鋳片を加熱炉に挿入して加熱し、表2に示すように1150℃以上にて均熱時間を変えてソーキングを行った。その後、鋳片を熱間圧延に供し、55Φの棒鋼に圧延した。
【0051】
この棒鋼の横断面について、光学顕微鏡にて介在物の大きさを測定した。介在物は酸化物(+硫化物との複合)、窒化物(TiN系)が存在しているが、主にTiN系介在物に大型のものが観察された。なお、測定面積は3000mm2であり、その測定値より30000mm2でのTiN系介在物の予測最大径を極値統計法により推定した。その結果を表2に示す。
また、この55Φ棒鋼よりスラスト転動疲労試験片を採取した。スラスト試験片はボールの転送面が焼入れられるように、表2に示す高周波焼入れ温度条件とし、170℃×30minの焼戻しを行った。これらの試験片を最終加工(研磨)しΦ63×5mmとし、試験に供した。表2にスラスト試験により得られた転動疲労寿命B10を示す。なお、スラスト試験の試験条件は周波数1800CPM、Hertz最大応力600kg/mm2で行った。
【0052】
次に、試験後の試験片の焼入部を試験片直径で切断し、旧γ粒を現出するエッチングを行って、旧γ粒径を切断法で測定した。また、同一55Φの棒鋼からΦ8×12mmのサーメックマスター試験片を作製し、1050℃に加熱後、940℃で62%加工し、ただちに3.0℃/sで冷却した。その試験片を半分に切断し、中心部のミクロ組織を観察しベイナイト組織の分率を測定した。また、サンプルのビッカース硬さについても測定し、軟化のための球状化焼鈍の必要性の有無を評価した。以上の結果も表2に併せて示す。
【0053】
【表1】

【0054】
【表2】
【0055】
表2の結果から、本発明例であるサンプルNo.1、5、8、10および12はいずれも、転動疲労寿命(B10)が2×107回超えであり、硬さ(HV)が330未満であるため、その後に行う切削やドリル旋削を行う際に球状化焼鈍を行う必要がなかった。これに対し、本発明の範囲外であるサンプルNo.2〜4、6、7、9、11および13〜19はいずれも、転動疲労寿命B10:2×107回超えと、硬さHV:330未満の双方を満足することができなかった。
【産業上の利用可能性】
【0056】
本発明によれば、転動疲労寿命B10が2×107回を超え、かつ、軟質化するための球状化焼鈍処理を施すことなく、硬さHVが330未満である機械構造用鋼の提供が可能になった。
【技術分野】
【0001】
本発明は、機械構造用鋼およびその製造方法に関するものであり、特に、高C、高Cr含有鋼であるSUJ規格の軸受鋼のように軟質化するための球状化焼鈍処理を施すことなく、転動疲労寿命を格段に向上させる。
【背景技術】
【0002】
自動車のドライブシャフト、等速ジョイント、クランクシャフト、ミッションのインプットシャフト、アウトプットシャフトなどの機械構造用鋼では、加工した後に、高周波焼入れ、焼戻しを行うことにより機械構造用部材としての特性を付与するのが一般的である。その中でも特に等速ジョイント、ベアリング、ハブなどボールまたはコロの転走面を持つ部品では、高い転動疲労特性が要求される。高い転動疲労特性を示し、現在多用されているのがSUJ2鋼である。SUJ2鋼は、高C、高Cr含有鋼を用い、製鋼技術を駆使して高清浄化することで転動疲労特性の向上を図っているが、母材硬さHVが250以上と高く、棒材の場合には切断が困難になる上、熱間加工後の冷却条件によっては硬さHVが330以上と高くなり、その後の切削やドリル旋削などの加工が困難になるため、必ず加工前に球状化焼鈍処理が必要であるという問題がある。
【0003】
加工前に球状化焼鈍処理を省略した技術としては、例えば本出願人が提案した特許文献1〜3に記載された技術がある。特許文献1には、ねじり疲労強度の改善を図った鋼材が記載されているが、転動疲労特性の改善については開示されていない。また、特許文献2および3に記載された軸受用鋼は、いずれも鋼組成中のCr成分を焼入れ性の向上のために多量に添加して、従来よりも転動疲労強度を向上させたものであるが、Crの添加は粒界強度を低下させて疲労強度をかえって低下させる傾向があることから、結果として、転動疲労特性を十分に向上させるまでには至っていない。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−321190号公報
【特許文献2】特開2008−133530号公報
【特許文献3】特開平3−254339号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、特に、高C、高Cr含有鋼であるSUJ規格の軸受鋼のように軟質化するための球状化焼鈍処理を施すことなく、加工性が良好でかつ転動疲労寿命が長い機械構造用鋼およびその製造方法を提供することにある。
【課題を解決するための手段】
【0006】
発明者らは、前記したような転動疲労特性を向上させるべく、鋼中の各成分の含有量が、転動疲労寿命、および鋼の母材(例えば棒材)の硬さにおよぼす影響を詳細に調査したところ、鋼中に含有させる成分含有量の適正化を図ることによって、転動疲労寿命B10が2×107回を超え、かつ、硬さHVが330未満となる機械構造用鋼とその製造方法を見出した。
【0007】
すなわち、本発明の要旨構成は以下のとおりである。
(1)質量比で、C:0.40〜0.70%、Si:0.80%以下、Mn:0.70〜1.5%、P:0.020%以下、S:0.030%以下、Al:0.050%以下、Cr:0.20%以下、Mo:0.05〜0.5%、O:0.0015%以下、Ti:0.0050%以下およびN:0.0015〜0.0100%を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する機械構造用鋼において、鋼中のTi含有量とN含有量が、下記(1)および(2)式を満足し、転動疲労寿命(B10)が2×107回超えで、かつ硬さ(HV)が330未満であることを特徴とする機械構造用鋼。
【0008】
記
(質量%Ti)×(質量%N)≦ (1/3)×10[-(16586/T)+5.9] ・・・(1)
T=1495−164[(質量%C)(1−fs)(kC-1)−0.18]−20.5(質量%Si)(1−fs)(kSi-1)−6.8(質量%Mn) (1−fs) (kMn-1)−124.5(質量%P)(1−fs)(kP-1)−183.9(質量%S)(1−fs)(kS-1)−1.4(質量%Cr)(1−fs)(KCr-1)−4.1(質量%Al)(1−fs)(kAl-1) ・・・(2)
ここで、Tは修正固相線温度(K)であり、fsはTiN生成完了固相率(fs=0.7)、kx(xは各元素を意味する。)は平衡分配係数であって、各元素xの平衡分配係数は、kC=0.34、kSi=0.54、kMn=0.78、kP=0.08、kS=0.05、kCr=0.85、kAl=0.92である。
【0009】
(2)前記成分組成は、質量比で、Cu:0.50%以下、Ni:0.50%以下、Co:0.10%以下、Nb:0.050%以下、V:0.100%以下、W:0.100%以下およびSb:0.010%以下の中から選択される少なくとも一種の成分をさらに含有する、上記(1)に記載の転動疲労寿命の長い機械構造用鋼。
【0010】
(3)上記(1)または(2)記載の機械構造用鋼を製造する方法であって、溶銑予備処理後、転炉または電気炉にて溶製した溶鋼を、2次精錬装置にて脱硫、脱酸を行う2次精錬を行った後に成分調整を行い、その後、連続鋳造機にて、厚み:350mm以下の鋳片に鋳造し、1150℃以上の温度で8時間以内の均熱拡散熱処理を行った後に熱間圧延を行い、次いで、Ac3変態点以上の温度域にて加工率60%以上の熱間加工を施した後、1.5〜4.5℃/sで冷却し、その後、所定形状の鋼部品に成型してから該鋼部品の一部または全部を高周波焼入れすることを特徴とする機械構造用鋼の製造方法。
【0011】
(4)前記2次精錬時のスラグ組成は、CaO/SiO2≧4.0およびCaO/Al2O3≧1.5の関係を満足する上記(3)に記載の機械構造用鋼の製造方法。
【0012】
(5)前記冷却後、前記成型前の鋼組織が、面積比で70%以上のベイナイト相を含有する上記(3)または(4)に記載の機械構造用鋼の製造方法。
【0013】
(6)前記高周波焼入れ後の鋼部品の表面に形成した硬化層の平均旧オーステナイト粒径が12μm以下である上記(3)、(4)または(5)に記載の機械構造用鋼の製造方法。
【0014】
(7)前記均熱拡散熱処理後の鋼中に存在する非金属介在物は、測定面積3000mm2から推定される、30000mm2の非金属介在物に対するTiN系介在物の予測最大径が20μm以下である、上記(3)〜(6)のいずれか1項に記載の機械構造用鋼の製造方法。
【発明の効果】
【0015】
本発明によれば、転動疲労寿命B10が2×107回を超え、かつ、軟質化するための球状化焼鈍処理を施すことなく、硬さHVが330未満である機械構造用鋼の提供が可能になった。
【図面の簡単な説明】
【0016】
【図1】図1は、種々の溶鋼中のTi含有量とN含有量に対し、転動疲労寿命B10が2×107回超えである場合(図1中の○印)と2×107回以下の場合(図1中の●印)とを区別してプロットした図である。
【図2】図2は、種々の溶鋼中のTi含有量とN含有量に対し、30000mm2の金属介在物に対するTiN系介在物の予測最大径を、20μm以下である場合(図2中の○印)と20μm超えの場合(図2中の●印)とを区別してプロットした図である。
【発明を実施するための形態】
【0017】
以下に本発明を詳細に説明する。
なお、鋼中の成分の含有量の単位はいずれも「質量%」であるが、以下、特に断らない限り、単に「%」で示す。
まず、本発明に従う機械構造用鋼の組成を限定した理由について説明する。
【0018】
・C:0.40〜0.70%
Cは、焼入れ性への影響が最も大きい元素であり、焼入れ部(硬化層)の硬さおよび深さを高めることにより転動疲労寿命の向上に有効に寄与する。C含有量が0.40%に満たないと、必要とされる転動疲労特性を確保することができず、転動疲労寿命B10:2×107回超えを達成することができない。よって、C含有量は0.40%以上とし、望ましくは0.45%以上にするのがよい。一方、C含有量が0.70%を超えると、鋼の母材硬さHVが250以上となり棒材の切断等の加工が困難になる上、部品の硬さHV(1.5℃/sから4.5℃/sで冷却の場合)が330以上になってしまい、その後の切削、ドリル旋削が困難になるため球状化焼鈍が必要となる。このため、C含有量の上限は、0.70%とし、より好ましくは0.65%、さらに好ましくは0.60%とすることが良い。
【0019】
・Si:0.80%以下
Siは、脱酸剤として作用するだけでなく、強度の向上にも有効に寄与するが、Si含有量が0.80%を超えると、被削性および鍛造性の低下を招くため、Si含有量は0.80%以下にすることが必要である。なお、強度向上のためには0.05%以上とすることが好ましい。
【0020】
・Mn:0.70〜1.5%
Mnは、焼入れ性を向上させ、焼入れ時の硬化層深さを確保して転動疲労特性を向上させるために有効な成分である。Mn含有量が0.70%未満では焼入れ性が不足し、焼入れ部(硬化層)の硬さが確保できないため転動疲労寿命B10が5×107回超えを達成することができない。−方、Mn含有量が1.5%を超えると、部品のビッカース硬さHVが330以上になり、球状化焼鈍処理のような軟化処理を行わないとその後の切削、ドリル旋削などの加工が困難になるために、Mn含有量は1.5%以下にすることが必要である。Mn含有量のさらなる好適範囲は0.80〜1.3%である。
【0021】
・P:0.020%以下
Pは、オーステナイトの粒界に偏析し、粒界強度を低下させることにより、疲労強度を低下させる。また、焼割れを助長する弊害もある。従って、Pの含有量は極力低減することが望ましいが、0.020%までは許容される。
【0022】
・S:0.030%以下
Sは、鋼中でMnSを形成し、切削性を向上させる有用元素であるが、0.030%を超えて含有させると粒界に偏析して粒界強度を低下させるとともに、転動疲労寿命を低下させるため、S含有量は0.030%以下とし、好ましくは0.020%以下である。
【0023】
・Al:0.050%以下
Alは、脱酸に有効な元素であり、鋼の清浄性を確保するのに必要な元素である。しかしながら、0.050%を超えて含有させてもその効果は飽和し、むしろ成分コストの上昇を招く不利が生じるので、Al含有量は0.050%以下の範囲で含有させることが必要である。
【0024】
・Cr:0.20%以下
Crは、炭化物を安定化させて残留炭化物の生成を助長し、粒界強度を低下させて疲労強度を劣化させる。従って、Cr含有量は極力低減することが望ましいが、0.20%までは許容できる。好ましくは0.10%以下である。
【0025】
・Mo:0.050〜0.5%
Moは、オーステナイ粒の成長を抑制し、旧オーステナイト粒を微細化する上で有用な元素であり、そのためには0.050%以上添加する必要がある。Mo含有量が 0.5%よりも多いと、被削性の劣化を招くため球状化焼鈍処理が必要となる。このため、Mo含有量は0.050〜0.5%とした。
【0026】
・O:0.0015%以下
Oは、Al、Ca、Mgなどと結合し非金属介在物を形成し転動疲労寿命を著しく低下させるため、O含有量は極力低減することが望ましいが、0.0015%までは許容できる。
【0027】
・Ti:0.0050%以下(ただし、0を除く)
Tiは、不可避的不純物として混入するNと結合することでTiNを生成するため、極力少ないことが望ましい。N濃度は製鋼段階の真空脱ガス処理で低減可能であるが、0.0015質量%以下にすることは困難であるため、式(1)の範囲にするべく0.0050%以下とする。
【0028】
・N:0.0015〜0.0100%
Nは、不可避的不純物として混入し、Tiと結合することでTiNを生成するため、極力少ないことが望ましいが、0.0015%以下にすることは困難である。また、0.0100%を超えて含有すると、連続鋳造時にブローホールや表面割れが発生し、製品の表面疵の原因となるため、0.0100%以下とする。
【0029】
さらに、本発明では、鋼中のTi含有量とN含有量が、下記(1)および(2)式を満足することが、連続鋳造後の凝固時に、鋼中に巨大TiNが生成しないようにして転動疲労寿命を向上させることが必要である。
【0030】
記
(質量%Ti)×(質量%N)≦ (1/3)×10[-(16586/T)+5.9] ・・・・・・・・・・(1)
T=1495−164[(質量%C)(1−fs)(kC-1)−0.18]−20.5(質量%Si)(1−fs)(kSi-1)−6.8(質量%Mn) (1−fs) (kMn-1)−124.5(質量%P)(1−fs)(kP-1)−183.9(質量%S)(1−fs)(kS-1)−1.4(質量%Cr)(1−fs)(KCr-1)−4.1(質量%Al)(1−fs)(kAl-1) ・・・・・・・・(2)
ここで、Tは修正固相線温度(K)であり、fsはTiN生成完了固相率(fs=0.7)、kx(xは各元素を意味する。)は平衡分配係数であって、各元素xの平衡分配係数は、kC=0.34、kSi=0.54、kMn=0.78、kP=0.08、kS=0.05、kCr=0.85、kAl=0.92) である。
【0031】
鋼材中のTiN系介在物は、主に連続鋳造における凝固時に生成し、成長する。このTiN系介在物の析出挙動を評価するために数多くの調査を行った結果、TiN系介在物の生成、成長は、凝固時の固相率が0.7の段階までに起こることがわかった。
【0032】
そこで、固相率が0.7の段階での液相部の濃度上昇を、凝固時のミクロ偏析理論を用いて推定し、その濃度での固相線温度を(2)式を用いて求め、その温度でのTiN系介在物の析出の有無を、(1)式のTiN−TiNの平衡式を用いて計算した。
【0033】
図1および図2は、0.48%C鋼(Si:0.20%、Mn:1.00%、P:0.010%、S:0.004%、Cr:0.03%、Al:0.0020%、Ti: 0.0030%以下、N:0.0015〜0.0100%)からなり、鋼中のTi含有量とN含有量が異なる、直径60mmφの種々の棒鋼材について、それぞれ転動疲労寿命B10と、鋼材中に存在する30000mm2の非金属介在物に対するTiN系介在物の予測最大径(測定面積:3000m2)とをプロットした例を示す。
【0034】
図1に示す結果から、鋼中のTiおよびNの含有量が(1)式を満足するようにすることにより、転動疲労寿命B10を2×107回超えを達成することができる。
また、図2の結果から、鋼中のTiおよびNの含有量が(1)式を満足するようにすることにより、鋼材中の非金属介在物(酸化物系、TiN系など)の30000mm2に対するTiN系介在物の予測最大径を20μm以下であることもわかる。
【0035】
上記(1)式の範囲内(図2中に示す曲線よりも下側領域)では20μm超えのTiN系介在物は存在しないが、範囲外(図2中に示す曲線より上側領域)では20μm超えのTiN系介在物が存在し、20μm超えのTiN系介在物が転動疲労寿命を悪化させる要因となるため、本発明では、鋼中のTiおよびNの含有量が(1)式を満足するようにする必要がある。
【0036】
以上、本発明の鋼中に含有させる基本成分について説明したが、本発明ではその他にも、以下に述べる6成分の中から選択される少なくとも一種の成分を適宜含有させることができる。
【0037】
・Cu:0.50%以下
Cuは、焼入れ性を向上させるのに寄与する元素である。Cu含有量が0.50%を超えると、圧延後の鋼材表面に割れを発生する傾向があるため、Cu含有量は0.50%以下とすることが好ましく、より好ましくは0.20%以下、さらに好ましくは0.10%以下である。
【0038】
・Ni:0.50%以下
Niは、焼入れ性を向上させるのに寄与する上、母材の靭性を向上させる元素である。しかし、高価な元素であるのでNi含有量は0.50%以下とすることが好ましい。
【0039】
・Co:0.10%以下
Coは、炭化物の生成を抑制して、炭化物による粒界強度の低下を抑制し、疲労強度を向上させる元素である。しかし、Coは極めて高価な元素であるため、Co含有量が0.10%を超えると鋼材のコストが上昇するので、Co含有量を0.10%以下とするのが好ましい。なお、粒界強度の低下抑制効果を出すには、Co含有量を0.010%以上とすることが望ましい。
【0040】
・Nb:0.050%以下
Nbは、焼入れ性の向上効果があるだけでなく、鋼中でCやNと結合し析出強化元素として作用する。また、焼もどし軟化抵抗性を向上させる元素でもあり、これらの効果によって疲労強度を向上させる。しかしながら、Nb含有量を0.050%よりも多くしても、その効果は飽和するだけなので、Nb含有量は0.050%以下とすることが好ましい。なお、析出強化作用および焼もどし軟化抵抗性の向上効果を出すには、Nb含有量を0.003%以上とすることが望ましい。
【0041】
・V:0.100%以下
Vは、鋼中でCやNと結合し析出強化元素として作用する。また、焼もどし軟化抵抗性を向上させる元素であり、疲労強度を向上させる。しかし、V含有量を0.100%よりも多くしても、その効果は飽和するだけなので、V含有量は0.100%以下とすることが好ましい。なお、疲労強度の向上効果を出すにはV含有量を0.005%以上とすることが望ましい。
【0042】
・W:0.100%以下
Wは、オーステナイト粒の成長を抑制する上で有用な元素である。しかし、W含有量が0.100%よりも多いと、被削性の劣化を招く。そのため、W含有量は0.100%とすることが好ましい。なお、オーステナイト粒の成長を抑制するには、W含有量を0.005%以上とすることが好ましい。
【0043】
・Sb:0.010%以下
Sbは、ミクロ組織変化の遅延に対して効果があり、疲労強度、特に転動疲労の劣化を防止する効果がある元素である。しかし、Sb含有量が0.010%よりも多いと、靭性が劣化するので、Sb含有量は0.01%以下とすることが好ましい。なお、疲労強度の向上作用を発現させるためには、Sb含有量を0.005%以上とすることが好ましい。
【0044】
以上、説明した元素以外の残部はFeおよび不可避不純物である。
【0045】
次に、本発明の製造方法について説明する。溶銑予備処理により脱燐処理後、転炉にて脱炭処理をした溶鋼、または、電気炉にてスクラップを溶解し溶製した溶鋼を、2次精錬処理装置(例えばLF)などにより加熱、脱酸、脱硫精錬を行った後に、真空脱ガス装置(例えばRH真空脱ガス装置)にて脱酸、成分調整を行う。転動疲労寿命を向上させるため、酸化物系介在物を極力低減することが求められている。そのためには、スラグ組成の制御や処理時間の確保が重要となる。転動疲労寿命を2×107回超えにするためには、鋼材中の非金属介在物(主として酸化物系介在物)の30000mm2に対するTiN系介在物の予測最大径を20μm以下にする必要がある。そのためには、2次精錬時におけるスラグ組成が、CaO/SiO2≧4.0、CaO/Al2O3≧1.5を満足することが好ましい。さらに、2次精錬処理、および、真空脱ガス処理の時間とは、それぞれ30分以上とすることが好ましい。この溶鋼の成分調整は、真空脱ガス装置で行われるが、その成分範囲は上記で述べた成分組成範囲に入るように各種成分を添加して調整するものである。なお、Pに関しては予備処理、転炉にて除去し、Sに関しては溶銑予備処理、2次精錬処理にて除去する。また、Oに関しては2次精錬処理、真空脱ガス装置にて、Nに関しては、真空脱ガス装置にて除去、低下させる。
【0046】
この溶鋼を連続鋳造機にて鋳造する。連続鋳造鋳片の断面サイズとしては厚さ:350mm以下とし、望ましくは300mm以下とする。上述たように、鋼材中のTiN系介在物は、主に連続鋳造における凝固時に生成し、成長する。このため、鋳片の厚さが350mmよりも厚い場合には、鋳片の厚さ中心部付近の冷却速度が低下し、上述のTiN系介在物の予測最大径:20μm以下を満足できなくなり、より巨大なTiN系介在物が生成しやすくなる。
【0047】
この連続鋳造鋳片の中心部にはC等の偏析が生成し巨大炭化物が生成する。この巨大炭化物を拡散により消失することを目的に、1150℃以上の高温状態で数時間以上保持する均熱拡散処理(ソーキング)が行われている。巨大炭化物をなくすために必要なプロセスではあるが、このソーキング中にTiN系介在物が成長しその径が大きくなることを確認することができた。TiN系介在物の成長を抑制するためには、1150℃以上のソーキング時間として8時間以下、望ましくは5時間が良い。ソーキング時間が8時間を超えると、20μmを超えるTiN系介在物が存在し始め、転動疲労寿命を低下させる。なお、巨大炭化物を消失させるための有効な手段としては、連続鋳造時に生成する中心偏析の低減が必要であり、電磁攪拌技術や凝固末期に鋳片を圧下する技術が有効となる。
【0048】
この鋳片を熱間圧延し棒鋼とした後、部品形状に切削または鍛造する。その後、この部品素材の一部または全部に高周波焼入れを行い、必要に応じて焼戻し処理を行う。また、最終的に必要に応じて切削、研磨等の処理を行い、機械構造用部品を製造する。その後、Ac3以上の温度域にて加工率60%以上で熱間加工を施した後、1.5℃/sから4.5℃/sの範囲で冷却する。この冷却後に得られる鋼組織は、ベイナイト相を面積率で70%以上含んでいることが好ましい。この条件は一般的な部品鍛造時を想定している。部品鍛造後の組織がベイナイト70%以上であることは、少なくとも硬いマルテンサイト相が30%以下であり、部品硬さは低く抑えられる。また、フェライト相やパーライト相も30%以下であり、被削性が良好になる。同じ硬さであればフェライト相とパーライト相を主体とする鋼組織よりもベイナイト相主体の鋼組織の方が被削性は良好であるためである。なお、前記冷却後に得られる鋼組織は、面積率で80%以上とすることがより好適である。
【0049】
前記冷却後に、所定形状の鋼部品に成型してから該鋼部品の一部または全部を高周波焼入れするが、焼入れされた鋼部品の焼入部の旧オーステナイト(γ)粒径は12μm以下であることが好ましい。焼入部の旧γ粒径を微細化することで転動疲労寿命B10の向上が期待できる。12μm以下の旧γ粒径を得るための有効な手段としては、例えばMo含有量を増加させたり、焼入時の最高加熱温度をAc3以上1000℃以下にすることが挙げられる。
【実施例】
【0050】
以下に実施例を示す。
溶銑予備処理により脱P、脱S処理を行った後、転炉にて200トンの溶銑をC濃度=0.06〜0.12質量%まで脱炭した。その後、2次精錬処理(LF)にて脱硫処理、Alによる脱酸処理を行った。なお、精錬時のスラグ組成については、CaO=50〜70%、SiO2=5〜15%、Al203=20〜30%、MgO=5〜15%、CaO/SiO2≧4.0、CaO/A1203≧1.5とし、30分以上、底吹きガス攪拌処理を行った。その後、RH真空脱ガス装置にて30分以上攪拌し、脱酸、脱窒、成分調整を行った。この溶鋼を300mm×400mm鋳型形状の連続鋳造機にて鋳造した。鋳込んだ鋳片の成分組成を表1に示す。この鋳片を加熱炉に挿入して加熱し、表2に示すように1150℃以上にて均熱時間を変えてソーキングを行った。その後、鋳片を熱間圧延に供し、55Φの棒鋼に圧延した。
【0051】
この棒鋼の横断面について、光学顕微鏡にて介在物の大きさを測定した。介在物は酸化物(+硫化物との複合)、窒化物(TiN系)が存在しているが、主にTiN系介在物に大型のものが観察された。なお、測定面積は3000mm2であり、その測定値より30000mm2でのTiN系介在物の予測最大径を極値統計法により推定した。その結果を表2に示す。
また、この55Φ棒鋼よりスラスト転動疲労試験片を採取した。スラスト試験片はボールの転送面が焼入れられるように、表2に示す高周波焼入れ温度条件とし、170℃×30minの焼戻しを行った。これらの試験片を最終加工(研磨)しΦ63×5mmとし、試験に供した。表2にスラスト試験により得られた転動疲労寿命B10を示す。なお、スラスト試験の試験条件は周波数1800CPM、Hertz最大応力600kg/mm2で行った。
【0052】
次に、試験後の試験片の焼入部を試験片直径で切断し、旧γ粒を現出するエッチングを行って、旧γ粒径を切断法で測定した。また、同一55Φの棒鋼からΦ8×12mmのサーメックマスター試験片を作製し、1050℃に加熱後、940℃で62%加工し、ただちに3.0℃/sで冷却した。その試験片を半分に切断し、中心部のミクロ組織を観察しベイナイト組織の分率を測定した。また、サンプルのビッカース硬さについても測定し、軟化のための球状化焼鈍の必要性の有無を評価した。以上の結果も表2に併せて示す。
【0053】
【表1】
【0054】
【表2】
【0055】
表2の結果から、本発明例であるサンプルNo.1、5、8、10および12はいずれも、転動疲労寿命(B10)が2×107回超えであり、硬さ(HV)が330未満であるため、その後に行う切削やドリル旋削を行う際に球状化焼鈍を行う必要がなかった。これに対し、本発明の範囲外であるサンプルNo.2〜4、6、7、9、11および13〜19はいずれも、転動疲労寿命B10:2×107回超えと、硬さHV:330未満の双方を満足することができなかった。
【産業上の利用可能性】
【0056】
本発明によれば、転動疲労寿命B10が2×107回を超え、かつ、軟質化するための球状化焼鈍処理を施すことなく、硬さHVが330未満である機械構造用鋼の提供が可能になった。
【特許請求の範囲】
【請求項1】
質量比で、C:0.40〜0.70%、Si:0.80%以下、Mn:0.70〜1.5%、P:0.020%以下、S:0.030%以下、Al:0.050%以下、Cr:0.20%以下、Mo:0.05〜0.5%、O:0.0015%以下、Ti:0.0050%以下(ただし、0を除く)およびN:0.0015〜0.010%を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する機械構造用鋼において、
鋼中のTi含有量とN含有量が、下記(1)および(2)式を満足し、
転動疲労寿命(B10)が2×107回超えでかつ硬さ(HV)が330未満であることを特徴とする機械構造用鋼。
記
(質量%Ti)×(質量%N)≦ (1/3)×10[-(16586/T)+5.9] ・・・(1)
T=1495−164[(質量%C)(1−fs)(kC-1)−0.18]−20.5(質量%Si)(1−fs)(kSi-1)−6.8(質量%Mn) (1−fs) (kMn-1)−124.5(質量%P)(1−fs)(kP-1)−183.9(質量%S)(1−fs)(kS-1)−1.4(質量%Cr)(1−fs)(KCr-1)−4.1(質量%Al)(1−fs)(kAl-1) ・・・(2)
ここで、Tは修正固相線温度(K)であり、fsはTiN生成完了固相率(fs=0.7)、kx(xは各元素を意味する。)は平衡分配係数であって、各元素xの平衡分配係数は、kC=0.34、kSi=0.54、kMn=0.78、kP=0.08、kS=0.05、kCr=0.85、kAl=0.92である。
【請求項2】
前記成分組成は、質量比で、Cu:0.50%以下、Ni:0.50%以下、Co:0.10%以下、Nb:0.050%以下、V:0.100%以下、W:0.100%以下およびSb:0.010%以下の中から選択される少なくとも一種の成分をさらに含有する、請求項1に記載の機械構造用鋼。
【請求項3】
請求項1または2記載の機械構造用鋼を製造する方法であって、
溶銑予備処理後、転炉または電気炉にて溶製した溶鋼を、2次精錬装置にて脱硫、脱酸を行う2次精錬を行った後に成分調整を行い、その後、連続鋳造機にて、厚み:350mm以下の鋳片に鋳造し、1150℃以上の温度で8時間以内の均熱拡散熱処理を行った後に熱間圧延を行い、次いで、Ac3変態点以上の温度域にて加工率60%以上の熱間加工を施した後、1.5〜4.5℃/sで冷却し、その後、所定形状の鋼部品に成型してから該鋼部品の一部または全部を高周波焼入れすることを特徴とする機械構造用鋼の製造方法。
【請求項4】
前記2次精錬時のスラグ組成は、CaO/SiO2≧4.0およびCaO/Al2O3≧1.5の関係を満足する請求項3に記載の機械構造用鋼の製造方法。
【請求項5】
前記冷却後、前記成型前の鋼組織が、面積比で70%以上のベイナイト相を含有する請求項3または4に記載の機械構造用鋼の製造方法。
【請求項6】
前記高周波焼入れ後の鋼部品の表面に形成した硬化層の平均旧オーステナイト粒径が12μm以下である請求項3、4または5に記載の機械構造用鋼の製造方法。
【請求項7】
前記均熱拡散熱処理後の鋼中に存在する非金属介在物は、測定面積3000mm2から推定される、30000mm2の非金属介在物に対するTiN系介在物の予測最大径が20μm以下である、請求項3〜6のいずれか1項に記載の機械構造用鋼の製造方法。
【請求項1】
質量比で、C:0.40〜0.70%、Si:0.80%以下、Mn:0.70〜1.5%、P:0.020%以下、S:0.030%以下、Al:0.050%以下、Cr:0.20%以下、Mo:0.05〜0.5%、O:0.0015%以下、Ti:0.0050%以下(ただし、0を除く)およびN:0.0015〜0.010%を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する機械構造用鋼において、
鋼中のTi含有量とN含有量が、下記(1)および(2)式を満足し、
転動疲労寿命(B10)が2×107回超えでかつ硬さ(HV)が330未満であることを特徴とする機械構造用鋼。
記
(質量%Ti)×(質量%N)≦ (1/3)×10[-(16586/T)+5.9] ・・・(1)
T=1495−164[(質量%C)(1−fs)(kC-1)−0.18]−20.5(質量%Si)(1−fs)(kSi-1)−6.8(質量%Mn) (1−fs) (kMn-1)−124.5(質量%P)(1−fs)(kP-1)−183.9(質量%S)(1−fs)(kS-1)−1.4(質量%Cr)(1−fs)(KCr-1)−4.1(質量%Al)(1−fs)(kAl-1) ・・・(2)
ここで、Tは修正固相線温度(K)であり、fsはTiN生成完了固相率(fs=0.7)、kx(xは各元素を意味する。)は平衡分配係数であって、各元素xの平衡分配係数は、kC=0.34、kSi=0.54、kMn=0.78、kP=0.08、kS=0.05、kCr=0.85、kAl=0.92である。
【請求項2】
前記成分組成は、質量比で、Cu:0.50%以下、Ni:0.50%以下、Co:0.10%以下、Nb:0.050%以下、V:0.100%以下、W:0.100%以下およびSb:0.010%以下の中から選択される少なくとも一種の成分をさらに含有する、請求項1に記載の機械構造用鋼。
【請求項3】
請求項1または2記載の機械構造用鋼を製造する方法であって、
溶銑予備処理後、転炉または電気炉にて溶製した溶鋼を、2次精錬装置にて脱硫、脱酸を行う2次精錬を行った後に成分調整を行い、その後、連続鋳造機にて、厚み:350mm以下の鋳片に鋳造し、1150℃以上の温度で8時間以内の均熱拡散熱処理を行った後に熱間圧延を行い、次いで、Ac3変態点以上の温度域にて加工率60%以上の熱間加工を施した後、1.5〜4.5℃/sで冷却し、その後、所定形状の鋼部品に成型してから該鋼部品の一部または全部を高周波焼入れすることを特徴とする機械構造用鋼の製造方法。
【請求項4】
前記2次精錬時のスラグ組成は、CaO/SiO2≧4.0およびCaO/Al2O3≧1.5の関係を満足する請求項3に記載の機械構造用鋼の製造方法。
【請求項5】
前記冷却後、前記成型前の鋼組織が、面積比で70%以上のベイナイト相を含有する請求項3または4に記載の機械構造用鋼の製造方法。
【請求項6】
前記高周波焼入れ後の鋼部品の表面に形成した硬化層の平均旧オーステナイト粒径が12μm以下である請求項3、4または5に記載の機械構造用鋼の製造方法。
【請求項7】
前記均熱拡散熱処理後の鋼中に存在する非金属介在物は、測定面積3000mm2から推定される、30000mm2の非金属介在物に対するTiN系介在物の予測最大径が20μm以下である、請求項3〜6のいずれか1項に記載の機械構造用鋼の製造方法。
【図1】

【図2】

【図2】
【公開番号】特開2012−214832(P2012−214832A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2011−79765(P2011−79765)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]