
機械的に可撓性の組み込み挿入部を有する電気活性眼鏡レンズを製造するための改良された装置と方法
電子回路と、電気活性光学素子と、バルクの屈折光学素子とを有する、改良されたデバイスと、電気活性眼鏡レンズを製造するための方法とが、開示されている。この方法では、電子回路および電気活性光学素子は、光学的に透明かつ機械的に可撓性の組み込み挿入部に装着されており、この組み込み挿入部は、バルクの屈折光学素子から独立している。この方法は、このような眼鏡レンズの製造に対して、多くの個々の素子の大量生産を可能にし、複数の手段によって、バルクの屈折光学素子を有する挿入部の組み込みを可能にするという効果を有する。このようなアプローチは、堅い光学基板に透明な接着剤で挿入部を取着させることと、表面の鋳込みによって挿入部を封入することとを含む。代わって、この挿入部は、光学樹脂で満たされる鋳型の表面間に配置され、樹脂を硬化させるようなバルクの屈折素子内に封入されても良い。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気活性眼鏡レンズと、電気活性眼鏡レンズを製造するための方法とに関する。
【背景技術】
【0002】
本出願は、2006年1月10日に出願され、「機械的に可撓性の組み込み挿入部を有する電気活性眼鏡レンズを製造するための改良された装置と方法」と題された米国仮出願第60/757,382号と、2006年1月19日に出願され、「機械的に可撓性の組み込み挿入部を有する電気活性眼鏡レンズを製造するための改良された装置と方法」と題された米国仮出願第60/759,814号との優先権を主張し、かつこれら全体の内容は、参照として含まれている。
【0003】
老眼は、人間の目の水晶体の遠近調節ができなくなり、近くの物体に焦点を合わせることができなくなってしまう状態である。老眼を矯正するための一般的な用具は、多焦点眼鏡レンズである。多焦点眼鏡レンズは、所定の距離の範囲に渡って焦点の問題を矯正する目的のための、複数の焦点距離(すなわち、光学倍率)を有する。このような多焦点眼鏡レンズは、(例えば)遠方視力の誤差を矯正する、レンズの比較的大きな部分と、老眼の影響を矯正するために付加的な光学倍率を与える、レンズの底端部の側に位置している小さな部分とに、範囲を分割することによって機能する。近く並びに遠くに対する視力の矯正の範囲間での視野の移行は、2焦点や3焦点の場合には不意に起こり、プログレッシブレンズの場合には滑らかに連続的に起こり得る。患者にとって不適切であり得るこれら2つのアプローチに対しては、課題がある。2焦点に関する境界の可視線は、見かけ上好ましくなく、また、プログレッシブレンズに関する移行範囲は、患者にとって物理的な不快さを生じてしまうような、霞んで歪んだ視界をもたらしてしまう。さらに、レンズの底端部の近くに、近くに対する視力の矯正の範囲を設定すると、近くを見るときに、装着者に、幾分不自然な下向きの凝視をさせてしまう。
【0004】
このような課題を解決するために、多焦点眼鏡レンズが発達されてきた。このようなレンズでは、歪みを避けるために、近くに対する視力の矯正の範囲は、比較的大きく、レンズの中央部に比較的近く配置され、目に見える端部を有さない。このような提案によって、通常の眼鏡レンズ内に光学素子を嵌入することによって、この素子が、活性化されていない状態で付加光学倍率(optical add power)を実質的に与えず、活性化されたときに必要な付加光学倍率を与えるように、スイッチを入れたり切ったりすることができる。多くの技術が、この問題の解決策として提案されるが、幾分制限された眼鏡の形式のファクタおよび低電力消費の必要性が、利便性を制限してしまう。
【0005】
液晶に基づいた光学素子は、液晶の屈折率が、液晶全体に渡って電場を発生させることによって変化させることができるので、魅力的な解決策である。このような電場は、液晶の両面に配置されている電極に少なくとも1つの電圧を印加することによって発生される。液晶は、老眼を矯正するために必要な付加光学倍率の必要な範囲(度なしから+3.00D(plano to +3.00D))も与えることができる。さらに、液晶は、大きな直径(10mmより大きい)の光学素子を形成するために使用されることができ、この大きさは、ユーザの不快さを避けるために必要な最小のサイズである。
【0006】
液晶の薄層(10μmより薄い)は、電気活性多焦点光学素子を構成するために使用されることができる。薄層が使用されたとき、電極の形状とサイズとは、レンズ内に所定の光学的な効果を誘導するように使用され得る。例えば、回折格子が、同心リング形状のパターン電極を使用することによって、液晶内に動的に発生されることができる。このような格子は、リングの半径、リングの幅並びに異なるリングに別々に印加される電圧の範囲に基づいた付加光学倍率を発生することができる。代わって、このような電極は、画素化(pixilated)されることもでき、電極は、任意の電圧のパターンが印加される配列(即ち、画素)を形成するようにパターン化される。このような画素の配列が、一例では、直交配列または六辺形配列で配置されることができる。このような画素の配列は、回折性の、同心リングの電極構造のように機能させることによって、付加光学倍率を発生させるために使用されることができるが、地上天文学で大気乱流効果を補正するために使用されるようにして、目の高次の光学収差を矯正するようにも使用され得る。適応制御光学を参照しているこのような技術は、回折または屈折であり、周知技術である。上述のどちらの場合でも、液晶のこのような薄層に必要な駆動電圧は、かなり小さく、代表的には5ボルトより小さい。代わって、単一の連続的な電極が、表面レリーフ光学素子として知られているような特化した光学構造で使用されることもできる。電極によって液晶に電圧を印加することによって、電力または光学収差の矯正が、屈折率の不一致および一致によって、夫々、スイッチを入れたり切ったりできる。
【0007】
液晶の比較的薄い層(代表的には50μm未満)も、電気活性多焦点光学素子を構成するために使用され得る。例えば、モードレンズが、屈折光学レンズを形成するように使用され得る。周知技術のモードレンズは、高い電導度のリング形状の電極に電気的に接触し、この電極に囲繞されている単一の連続的な低い電導度の環状の電極を組み込んでいる。高い電導度のリング電極に対する単一の電圧の印加に対して、径方向の対称性のある、電気抵抗ネットワークが、液晶層全体に渡って電圧勾配を発生させ、さらに液晶の屈折率勾配を誘導する。屈折率勾配を有する液晶層は、電気活性レンズとして機能し、この液晶層に入射光を向ける。液晶層の厚さ、電極の構成、もしくは電気活性素子が矯正する目の誤差に関係なく、このような電気活性眼鏡レンズは、液晶ディスプレイと同じようにして製造されることができ、このようにして、成熟した基本技術(mature parent technology)から効果が得られる。
【0008】
電気活性眼鏡レンズの商業化は、高度に特化した製造プロセスを必要とするであろう。製造プロセスに関して、個々の構成素子の数ができる限り少なく、また、構成素子ができる限り大量生産できることが望ましい。このようにして、組み合わせのプロセスを簡単にして、個々の構成素子のために必要な在庫商品識別番号(SKU’s)の数を減らすことが望ましい。SKU’sを減らすという問題は、球面円柱付加倍率、プリズム付加倍率、乱視の軸および瞳孔距離(interpupilary distance)のような、変化可能な幅のある範囲に対処しなければならないような眼鏡レンズを扱うとき、特に重要である。また、このような製造プロセスは、個々の患者の処方に適したレンズを加工処理するために必要な、全体のコストおよび工具の数を減らすために、様々な製品形態(例えば、患者の処方、フレームの形態、フレームのサイズ)に適することが望ましい。以下に示される製造プロセスは、患者の老眼でない視力の矯正に関係のない部分と、大量生産される少ない数の構成素子を使用して必要なSKU’sの数を減らす製造アプローチとを提供する。
【発明の開示】
【0009】
本願に含まれる発明は、容易に再現可能なようにして、高品質の光学素子を効率的に製造することを可能にするであろう。ここで開示される発明は、球体、円柱体または両方の組み合わせの光学倍率を有する慣例的な屈折誤差を矯正する、所定の実施の形態の電気活性レンズを提供する。本発明の他の実施の形態では、電気活性レンズは、高次の光学収差を矯正し、さらに、光学倍率の付加的な局所変化を有する球体、円柱体または両方の組み合わせの光学倍率を有する慣例的な屈折誤差が、高次の光学収差を矯正する。各々の場合、本発明の実施の形態は、老眼もしくは単なる遠方視力を矯正することができる。ここで開示される本発明の実施の形態は、正の、球面の付加光学倍率を発生させることによって、老眼を矯正する電気活性構成素子を使用するが、非電気活性レンズの構成素子が、球体、円柱体または両方の組み合わせの、静的な、屈折性の付加光学倍率によって、慣例的な屈折誤差を矯正するために使用される。さらに、ここに含まれる本発明の実施の形態は、電気活性素子内に含まれる画素の電気活性な配列をプログラムに組み込むことか、レンズブランクの非電気活性構成素子の局所変化によって、高次の光学収差を矯正することができる。
【0010】
本発明の第1の実施の形態では、電気活性眼鏡レンズは、第1の光学倍率を与えるための光学素子を有する。この電気活性眼鏡レンズは、前記光学素子内に配置されている挿入部をさらに有する。最後に、この電気活性眼鏡レンズは、活性化されたときに、第2の光学倍率を与え、活性化されていないときに、光学倍率を実質的に与えないように、前記挿入部に接触するように配置され、かつ前記光学素子に光学的に結合されている電気活性素子をさらに有する。
【0011】
本発明の第2の実施の形態では、電気活性眼鏡レンズを製造するための方法が、組み合わせられた挿入部を形成するために、挿入部内に電気活性素子を配置することを含む。電気活性眼鏡レンズを製造するためのこの方法は、電気活性眼鏡レンズの第1の光学面を形成するために、光学的に透明な接着剤で、前記組み合わせられた挿入部の第1の面に、レンズブランクを積層することをさらに含む。それから、電気活性眼鏡レンズを製造するためのこの方法は、鋳型と前記レンズブランクとの間にキャビティを形成するために、前記第1の面に対向している、前記組み合わせられた挿入部の第2の面を覆うように、この鋳型を配置することをさらに含む。さらに、電気活性眼鏡レンズを製造するためのこの方法は、光学樹脂で前記キャビティを満たすことをさらに含む。そして、電気活性眼鏡レンズを製造するためのこの方法は、電気活性眼鏡レンズの第2の光学面を形成するために、前記光学樹脂を硬化させることをさらに含む。
【0012】
本発明の第3の実施の形態では、電気活性レンズを製造するための方法が、組み合わせられた挿入部を形成するために、挿入部内に電気活性素子を配置することを含む。電気活性眼鏡レンズを製造するためのこの方法は、鋳型ガスケット内に、前記組み合わせられた挿入部を装着することをさらに含む。それから、電気活性眼鏡レンズを製造するためのこの方法は、この鋳型ガスケットに、第1の鋳型並びに第2の鋳型を配置することをさらに含む。ここで、この第1の鋳型は、第1の鋳型と第2の鋳型との間にキャビティを形成するために、この第2の鋳型に対向している。さらに、電気活性眼鏡レンズを製造するためのこの方法は、光学樹脂で前記キャビティを満たすことをさらに含む。そして、電気活性眼鏡レンズを製造するためのこの方法は、電気活性眼鏡レンズの第2の光学面を形成するために、前記光学樹脂を硬化させることをさらに含む。
【発明を実施するための最良の形態】
【0013】
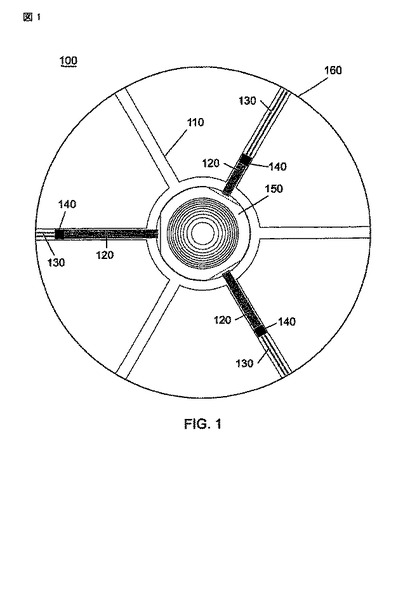
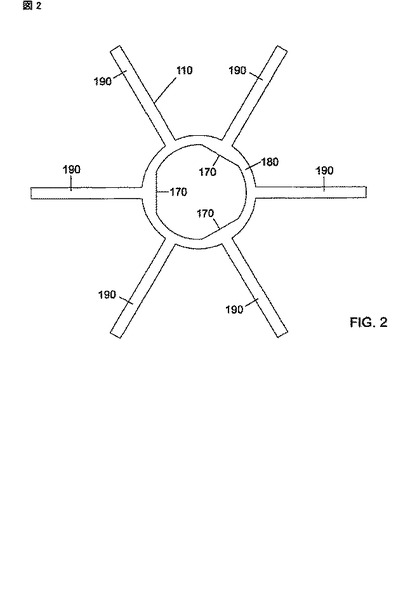
提案されている方法によって製造された電気活性(EA)眼鏡レンズ100の正面図が、図1に示されている。このレンズは、透明な薄膜の信号電気リード線120並びにバッテリ電気リード線130を有する組み込み挿入部110を有する。電気活性(EA)光学素子150と集積回路140とが、この組み込み挿入部に取着されている。図2は、これら薄膜の電気リード線も集積回路も設けられていない組み込み挿入部を示している。この組み込み挿入部110の中央リング180並びに複数のアーム190が、バルクの屈折光学素子160内に前記EA素子150を組み込む際に、物理的な支持を与えるように機能し、さらに、EA素子を駆動するために必要な前記透明な電気リード線120、130と、前記集積回路140とを取着するためのプラットフォームを与える。このEA素子は、複数の平面、複数の曲面、もしくは一方の面が平面、他方の面が曲面を有するように設計されても良い。全ての場合ではないが大部分において、これら面は、互いに等距離にある。前記組み込み挿入部110は、前記EA素子150へのこの挿入部のアライメントの助けとなるように、前記中央リング180内に位置している複数のアライメント用端部170を有する。この挿入部は、(明確な見かけ上の理由のために)光学的に透明でなければならない。また、この挿入部は、異なる距離に対する視力の処方能力(vision prescription)の有るレンズの様々な曲率半径に一致する能力を有さなければならない。この挿入部が、遠くを見るための処方に対するレンズの曲率半径に一致しなければ、装着者にとって好ましくないような、比較的厚いレンズになってしまう。従って、この挿入部は、50μmないし150μmの範囲の厚さのガラスまたはプラスチックの可撓性のシートから切断または打ち抜くことができる。ガラスのシートは、30μmまで薄くした厚さ(Schott(登録商標) D 263 TおよびAF 45)で商業的に入手可能であり、また、多くの異なる種類のプラスチックが、同様の厚さで入手可能である。前記組み込み挿入部は、開口部が形成されている中央リング180と、このリングから径方向に延びている分離したアーム190とを有するとしてここでは示されているが、この挿入部は、このような形状である必要はない。所定の他の実施の形態では、この挿入部は、EA素子のための開口部と、薄膜の信号電気リード線、薄膜のバッテリ電気リード線および集積回路を支持するための、前記開口部の周縁部の部材とを含む、いかなる形態でも良い。一例では、この挿入部は、中央の開口部と複数のアライメント用端部とを有する平坦な環状形でも良い。
【0014】
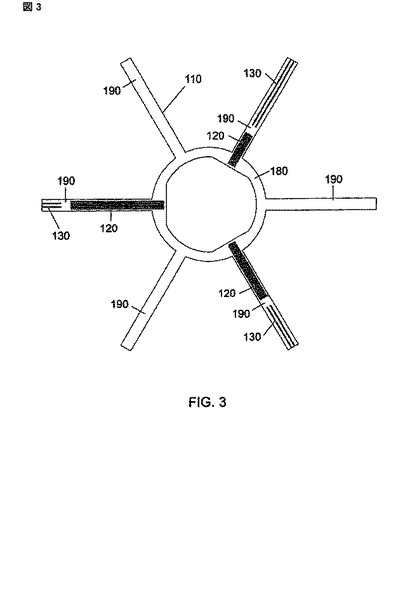
前記電気リード線120、130は、透明な導電性酸化物の薄膜(例えば、ITO、ZnO、SnO2)、もしくは導電性ポリマ(例えば、ポリアニリン、PEDOT:PSS)により形成されることができ、図3に示されているように、前記挿入部110の表面に設けられている。これら電気リード線は、加色法(additive process)または減色法(subtractive process)によって、この挿入部に加えられても良い。加色法は、(例えば)スクリーン印刷、もしくは電気リード線材料のシャドーマスクによる薄膜の堆積を含むであろう。減色法は、(例えば)好ましい材料でこの挿入部を部分的に、もしくは完全にコーティングし、そして、パターン化されたエッチングレジスト、もしくは直接の書き込みレーザアブレーション処理によって、過剰部分を取り除くことを含むであろう。本発明の実施の形態では、前記リード線を構成する材料の厚さは、1μm以下とすることができ、好ましい実施の形態では、この材料の厚さは、100nm以下である。本発明の他の実施の形態では、リード線は、挿入部の両面に配置されても良い。
【0015】
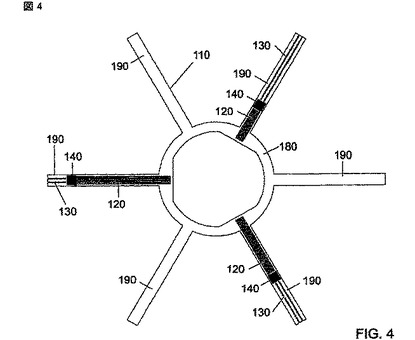
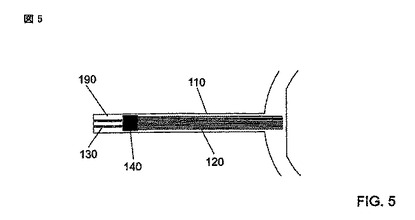
前記電気リード線は、前記EA素子の駆動電子回路を含む集積回路(IC)140を、図4に示されているように、挿入部に直接装着させることを可能にする。前記複数のアームの1つの詳細図が、図5に示されている。ここでの例では、2つの電力供給源(即ちバッテリ)電気リード線(1つの電圧と1つのアース)130と、9つの信号電気リード線(各々の位相レベルに対する8つの駆動信号と1つのアース)120とが、前記ICに接続されて示されている。このICは、所望の位相レベルに基づいて、各々の電気リード線に夫々電圧を与えることができる。これら信号電気リード線の数は、EA素子の形態に依存し(以下で説明される)、ここでの例では、3ないし34であり得る。これらリード線の幅は、利用可能なスペース、必要とされるリード線の数および電気的に絶縁させるために必要なリード線間のスペースの幅に依存している。ここでの例では、100μmのスペースで100μmの幅のリード線が、前記信号電気リード線として使用されることができる。また、300μmのスペースで300μmの幅のリード線が、前記バッテリ電気リード線として使用されることができる。これら信号電気リード線は、電気接点によって、EA素子の複数のパターン電極に接続される。本発明の実施の形態では、EA素子は、複数の同心リングのパターン電極を有する回折レンズであり、この素子内の、これらパターン電極の相対的なサイズ(半径と幅)が、回折格子構造の付加光学倍率を規定する。前記IC(およびパターン電極)によって個々の電気信号リード線に印加される電圧の個々の振幅は、液晶層に発生される位相プロファイルを決定し、従って、前記EA素子の回折効率(収束される入射光の光束)を決定する。それ故、EA素子に割り当てられる単一のSKUに対する単一のICの設計が、与えられる付加光学倍率に関係なく、いかなるEA素子をも駆動するように使用されることができる。このEA素子が、画素化された(pixelated)パターン電極デバイスである本発明の実施の形態では、光学倍率と光学収差との矯正の少なくとも一方が、完全に機能し、画素の配列に基づく電圧のパターンによって決定される。前記EA素子が、モードレンズである本発明の実施の形態では、高い電導度のリング電極に印加される電圧の振幅が、付加光学倍率を規定する。ここでは、一般的に、印加電圧が高くなると、付加光学倍率が高くなる。前記EA素子が、表面レリーフレンズである本発明の実施の形態では、光学倍率、光学収差の矯正は、基板に転写されたパターンによって決定されるが、このレンズは、屈折率の一致および不一致を生じるように印加された電圧によって、動的にされる。
【0016】
前記挿入部110の外部電源への接続を容易にするために、小さな電気コネクタ(図示されていない)が、この挿入部に取着されても良い。このレンズが完全に組み合わせられた後に前記薄膜のバッテリ電気リード線130に接触させることと比較すると、このようなコネクタは、より物理的に強く、製造工程数を減らす助けとなるであろう。このようなコネクタが、電気的に絶縁性と導電性との両方の、十分な軟材料の組み合わせにより形成されていれば、既存のばり取りの工具を使用して、レンズの端部が揃うようにしてマシーニングされるように設計されることができ、なおも良好な電気接続を与えることができる。ここでの例では、このコネクタは、前記バルクのレンズ材料の屈折率にほぼ一致する屈折率を有する、プラスチックの小さなブロックとすることができる。このバルクのレンズ材料は、導電性の接着剤のような適切な手段を使用して、前記バッテリリード線に接続される銅(軟金属)により形成されている複数のワイヤを含む。このバルクレンズ(プラスチックにより形成されている)が、前記挿入部およびコネクタの周りに形成された後、最終的なレンズの外周縁部を形成するために、一般的に使用されるマシーニング工程が、前記プラスチックの小さなブロックと銅ワイヤとを介して、簡単に切断され、続いて電源へ接続させるようにワイヤを剥くことができるであろう。
【0017】
前記組み込み挿入部110は、複数の装着位置を有するように設計されているので、前記IC140が、利用可能な眼鏡レンズのフレームの様々なサイズに適応するように、前記EA素子150の中央部から様々な径方向の間隔で配置されることができる。従って、このICは、EA素子の中央部から常に適した径方向の間隔にあるであろう。ここで、このICは、レンズが適したサイズに縁取りされたときに、切断されないように装着されることができる。3つのICが、図示目的のみのために、前記挿入部に装着されて示されているが、実際には、1つのICのみが必要とされる。さらに、ICの複数の装着位置に対して単一の挿入部のみを製造することは、在庫商品識別(SKU)番号の数を減らす。
【0018】
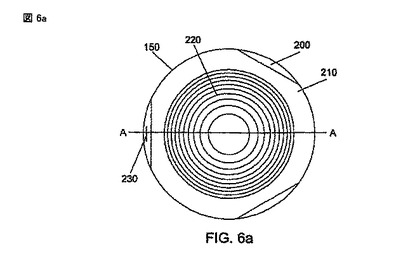
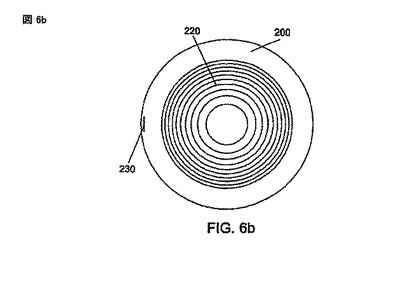
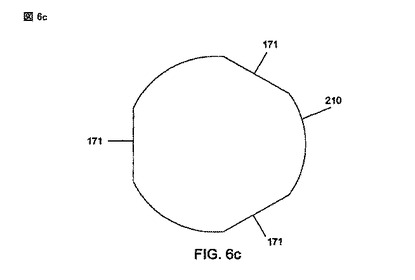
前記EA素子150と、これの構成素子とが、図6aないし図6cに示されている。このEA素子は、ここでは、眼球レンズを形成するように代表的に使用される種の材料である、ガラスまたはサファイアのような無機材料、もしくはアクリル樹脂のような有機材料により形成され得る基板により構成されている。本発明の第1の実施の形態では、3つの基板全てが、前記EA素子を構成するために使用されることができる。この第1の実施の形態では、2つの基板200は、一方の面に、フォトリソグラフィによってパターン化された複数の透明電極220を有する(図6b)。また、基板210は、両面に、基準(アース)として機能する単一の連続的な透明電極を有する(図6c)。本発明の他の第1の実施の形態では、2つの基板のみが使用される。この実施の形態では、基板200が、一方の面に、フォトリソグラフィによってパターン化された複数の透明電極220を有し(図6b)、基板210が、一方の面に、基準(アース)として機能する単一の連続的な透明電極を有する(図6c)。既に説明されているように、これら電極は、(老眼を矯正するための)付加光学倍率を、即ち、ここでの例では、老眼および高次の光学収差を含む、目の任意の光学誤差を矯正するための画素の配列を発生させるように、同心リングとしてパターン化されることができる。
【0019】
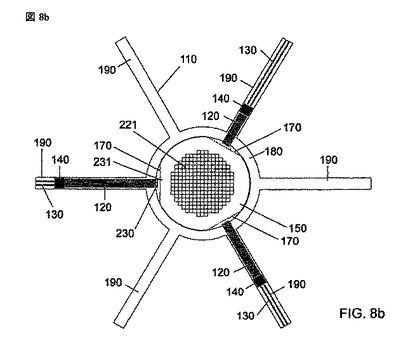
同心リングの複数のパターン電極220を有する、本発明の第1の実施の形態では、前記EA素子は、液晶薄層での多層回折レンズ構造を規定するように機能する複数のパターン電極220によって、付加光学倍率を与える。多層回折光学レンズを使用する際、各々の信号電気リードは、液晶層で正しい位相プロファイルを発生させるように、同心リングの複数のパターン電極を駆動するために使用される。簡便化のために、10のみのパターン電極が示されている(図6a)が、一例では、代表的なレンズは、1μmないし100μmの変化幅の、3000に達する個々の電極を有し得る。画素化されたEA素子を有する本発明の実施の形態(図8b)では、ここでの例では、画素数は、100ないし1,000,000であり得る。ここでの例では、各々の画素のサイズは変化し、1μmないし1mmの範囲内に置かれることができる。
【0020】
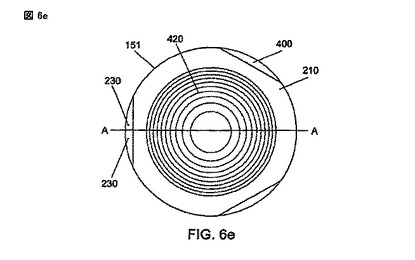
本発明の第2の実施の形態では、代わりのEA素子151が示されている(図6e)。このEA素子151は、前記複数のパターン電極220を有する平面基板200の代わりに、単一の連続的な電極(図示されていない)がコーティングされた表面レリーフレンズ(ここでは、回折レンズとして図示されている)420を有する2つの基板400を使用している。この第2の実施の形態では、周知技術の表面レリーフレンズは、所望の光学倍率を生じさせ、また、液晶層は、動的な屈折率に一致する材料として使用される。第1の印加電圧の下で、この液晶の屈折率は、基板400の屈折率と実質的に同じであり(一致し)、回折は、実質的に起こらない。代わって、あたかも前記EA素子が、均質材料の平面層であるかのように、入射光は、1回の屈折のみを受ける。第2の印加電圧の下で、この液晶の屈折率は、前記基板400の屈折率とは異なり(不一致であり)、屈折率の不一致によって発生される位相差により、入射光の回折が起こる。本発明の好ましい実施の形態では、屈折率の一致は、EA素子にフェイルセーフを与えるように、ゼロ電圧がこのEA素子に印加されたときに得られる(印加電圧ゼロの下では、付加光学倍率はゼロ)。非フェイルセーフレンズは、望ましくない。なぜならば、不適切な時(例えば、駆動の間)での、光学倍率の突然の導入は、装着者にとって危険であるからである。付加光学倍率を発生させる表面レリーフレンズが、一例としてのみでここでは示されているが、さらなる第2の実施の形態では、これらレンズは、パターン電極を有する画素化されたEA素子によって発生され得るのと類似した位相プロファイルを発生させることができる。
【0021】
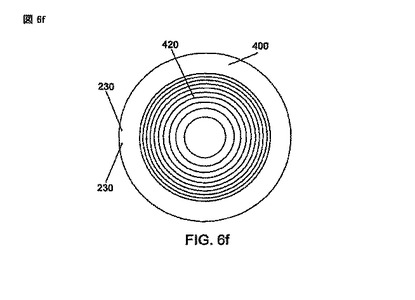
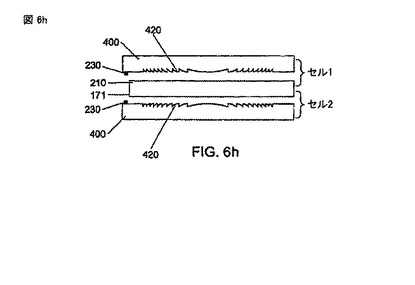
前記代わりのEA素子151は、単一の連続的な電極がコーティングされた表面レリーフレンズ420を有する2つの基板400(図6f)と、基準(アース)として機能する単一の連続的な透明電極を両面に有する基板210(図6g)によって構成されている。単一の連続的な透明電極を両面に有するこの基板(図6g)は、複数のパターン電極を有するEA素子のために使用される前記基板210と同一である。図6eのA−A軸に沿った分解図が、図6hに示されている。ここでは、表面レリーフ回折構造が、明確に見られる。この第2の実施の形態の一効果は、各々の基板の内面が、単一の連続的な電極のみを有するので、電気接触点230の数が、電気的アース接続部を形成するための2つと、駆動電圧接続部を形成するための2つとの、4つに減らすことができることである。本発明の他の第2の実施の形態では、2つの基板のみが使用される。このような実施の形態では、一方の基板400が、一方の面に、表面レリーフレンズ420を有し(図6f)、他方の基板210が、一方の面に、基準(アース)として機能する単一の連続的な透明電極を有する(図6g)。
【0022】
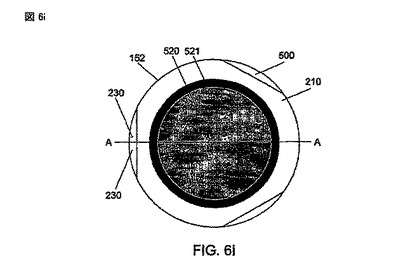
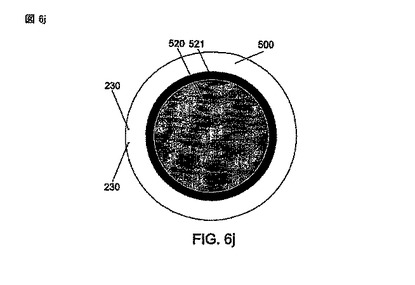
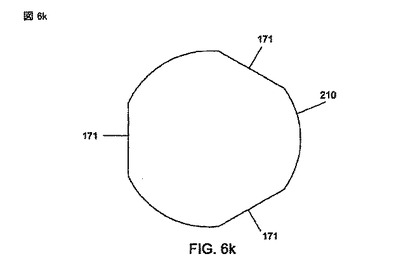
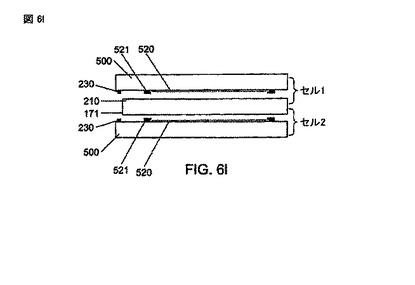
本発明の第3の実施の形態では、代わりのEA素子152が、モードレンズの複数の電極を有する2つの基板500(図6j)と、両面に基準(アース)として機能する単一の連続的な電極を有する基板210とにより構成されている(図6k)。これらモードレンズの電極は、低い電導度の材料でできた単一の連続的な円形電極520と、高い電導度の材料でできた単一の連続的なリング電極521とを有する。単一の連続的な透明電極を両面に有する基板(図6k)は、複数のパターン電極を有するEA素子のために使用される前記基板210と同一である。図6iのA−A軸に沿った分解図が、図6lに示されている。ここでは、低い電導度の電極520と高い電導度の電極521の間の電気的な接続が示されている。この第3の実施の形態の一効果は、各々の基板の内面が、前記高い電導度のリング電極に単一の電気的接触を必要とするのみであるので、電気接触点230の数が、電気的アース接続部を形成するための2つと、駆動電圧接続部を形成するための2つとの、4つに減らすことができることである。一例として、電気接触点230と、高い電導度のリング電極521との間の電気接続は、透明な薄膜の電極、もしくは導電性の接着リード線(図示されていない)によって形成されている。本発明の他の第3の実施の形態では、2つの基板のみが使用される。このような実施の形態では、一方の基板500が、一方の面に、モードレンズの電極520、521を有し(図6j)、他方の基板210が、一方の面に、基準(アース)として機能する単一の連続的な透明電極を有する(図6k)。
【0023】
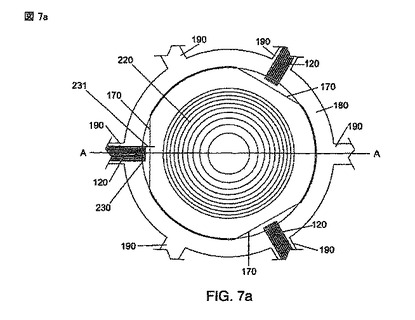
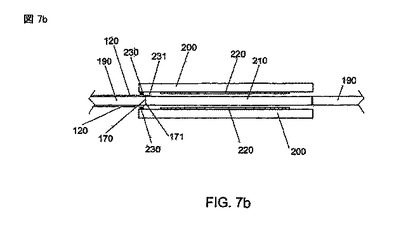
前記基板200、400および500は、前記組み込み挿入部110に配置されている前記信号電気リード線120にアライメントされるように設計されている導電性の薄膜バス(図示されていない)のシステムを使用して、前記パターン電極220、420および521に夫々接続されている周縁部の近くに、電気接触点230を有する。2つの基板200、400、または500が前記EA素子に組み込まれている本発明の実施の形態では、前記挿入部は、両面に配置されている信号電気リード線を有していても良い。このような信号電気リード線は、両基板200、400または500の面の前記電気接触点230と接触させるように使用され得る。このような実施の形態では、1つの集積回路140が、前記組み込み挿入部110の各々の側に配置されることができるか、電気接続が、前記挿入部中の電気的ビアによって、この挿入部の両面側に1つの集積回路からなされることができる。このような電気的ビアは、周知技術であり、電気絶縁性の材料の層中の物理的な開口部により形成されている。これら開口部は、電気絶縁性の材料の厚さに渡って別々の電気接続ができないような、電気的に導電性の材料を有する。基準(アース)の基板と前記組み込み挿入部との間の電気接続は、一例として、図7a並びに図7bに示されているようなワイヤボンド、もしくは導電性のエポキシトレース231により形成されている。この組み込み挿入部内のEA素子の適切な配置は、組み込み挿入部110に、対応する構造体170を合わせる前記基準の基板210の周縁部に沿った前記アライメント用端部171によって容易に可能である。好ましくは、これら組み込み挿入部とEA素子とは、これらアライメント用端部が回転対称性を有するように設計されている。従って、これらEA素子と組み込み挿入部との間の電気接続は、EA素子の近くで終端している単一電気リード線を有する前記組み込み挿入部のアライメント用端部170と、電気接触点を有するEA素子のアライメント用端部171とに沿って形成されることができる。
【0024】
前記EA素子150を組み合わせるために、電極を有する全ての基板面は、液晶の所定の方向の配向を誘導するように、液晶の配向層(図示されていないが、周知技術である)に処理される。従って、基板200は、液晶配向層に処理されるパターン電極を含む表面を有し、また、基板210は、液晶配向層に処理される単一の連続的な電極を含む両面を有するであろう。これら液晶配向層は、液晶に直接接触させる面に設けられるポリイミド材料の薄膜(代表的には厚さ<100nm)である。このような薄膜の面は、EA素子の組み合わせの前に、ベルベットのような布で、一方向にラビング、もしくはバフ磨きされる(このような技術は周知技術である)。液晶分子が、このような面に接触すると、これら分子は、基板の面に選択的に位置し、ポリイミド層がラビングされた方向に配向される。この処理は、同心リングの電極、画素化された電極、モードレンズの電極、または表面レリーフ構造体が使用されても関係なく、全てのEA素子に対して同じである。
【0025】
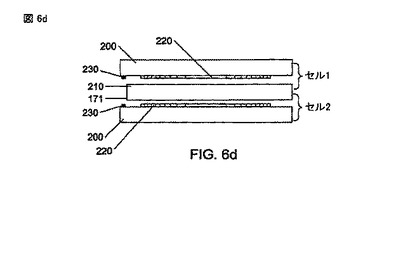
ネマチック液晶が使用される本発明の実施の形態では、3つの基板は、ネマチック液晶が偏光に対する感知性である(即ち、光が材料を通るのに従って、異なる偏光の光が異なる屈折率で屈折される)という事実を克服するために使用されなければならない。前記配向層を形成した後、これら3つの基板は、2つの液体セルの形成を可能にするように積層される(1つのセルは、1つの液晶層と、この液晶層間に封止した2つの基板の面との両方とにより構成されている)。鮮明にするために、液晶層は、図面には示されていない。パターン電極を有する前記2つの基板200は、パターン電極を有するこれら基板の面が、連続的な電極を有する基板の夫々の面に対面するように、単一の連続的な電極を有する基板210両側に配置されている。従って、2つのセルの各々の内面は、基準の電極とパターン電極とを有する。これら基板は、所定のセル内の、前記2つの配向層によって誘導される液晶の配向の方向が、平行ではない(180°だけ異なる方向)が、第1のセルの配向の方向が、第2のセルの配向の方向に直交するようにして、積層されている。これら配向層の非平行と直交配向とによって、偏光されていない周辺光間で、ネマチック液晶を有するEA素子の動作を可能にする。本発明の実施の形態に従い組み立てられたEA素子が、図6aに見られることができる。図6dは、図6aのA−A軸に沿った分解図である。ネマチック液晶の偏光に対する感知性は、EA素子の全ての前述の形態とは無関係であり、また、直交方向に配向された2つの層の使用は、同心リングの電極、画素化された電極、モードレンズの電極、または表面レリーフ構造体が使用されても関係なく、全てのEA素子に対して必要とされる。
【0026】
本発明の他の実施の形態では、偏光に対して非感知性のコレステリック液晶の使用が、液晶の第2の層の必要性をなくすであろう。また、このような場合には、パターン電極を有する基板と、連続的な基準(アース)電極を有する基板との、2つの基板のみが、必要とされるであろう。コレステリック液晶は、構成分子が単一の方向に配向する傾向にある点で、ネマチック液晶と同様の材料の分類であるが、好ましい配向の方向が、材料内で所定の軸に沿ってねじれている点で異なっている。ツイストピッチ(好ましい配向の方向が360°だけ回転する、軸に沿った距離)が、光の波長のオーダ以下であれば、光は、これの偏光とはからほぼ無関係の屈折率に従う。ネマチック液晶に対するEA素子のように、配向層は、電極を含む基板の面に配置されている。しかし、配向層が平行になるように基板に配置する必要はないので、これら配向層は、非平行である。さらに、1つのセルのみが在るので、セル間の直交関係は必要でない、即ち可能でない。本発明の好ましい実施の形態では、偏光に対して非感知性のコレステリック液晶は、表面レリーフ屈折レンズを使用する図6eないし図6hに示されている、代わりの前記EA素子に関連して使用されている。この実施の形態は、2つの基板(基板400および基板210)と、電気活性材料の単一の層と、2つの電気接触点とのみを必要とし、かくして、EA素子の製造を非常に簡単にするので、好ましい。この処理は、同心リングの電極、画素化された電極、モードレンズの電極、または表面レリーフ構造体が使用されても関係なく、全てのEA素子に対して同じである。
【0027】
完全に組み立てられたEA素子の全体の厚さは、完成されたEA眼鏡レンズの厚さを薄くするために、200μmより薄い(また、前記組み込み挿入部の厚さと同等である)ことが望ましい。例えば、ネマチック液晶の5μmの2つの層を有する、偏光に対して非感知性のEA素子を設けたとき、3つの個々の基板の厚さは、60μmよりも薄いことが望ましい(3×60μm+2×5μm=190μm)。本発明のより好ましい実施の形態では、このEA素子の全体の厚さは、より容易に製造可能なように、600μm以下としても良い。例えば、ネマチック液晶の5μmの2つの層を有する、偏光に対して非感知性のEA素子を設けたとき、3つの個々の基板の厚さは、196μmよりも薄いことが望ましい(3×196μm+2×5μm=598μm)。様々な焦点距離(付加光学倍率)の個々のEA素子の製造も、このような製造工程をさらに合理化する助けとなる。前記組み込み挿入部とは別に前記EA素子を製造することにより、付加光学倍率とICの位置との組み合わせの各々に対するSKUの数を生じる必要がなく、前記挿入部、前記ICおよび各々の付加光学倍率の値のための、乗算に対比するような加算の、SKUの数のみが必要とされるので、SKUの数が減る。
【0028】
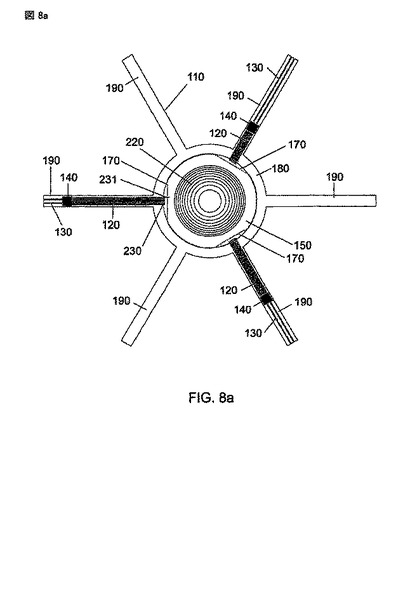
前記組み合わせられたEA素子は、前記基板上の電気接触点230が、前記組み込み挿入部110上の対応する前記電気リード線120とアライメントするように、この組み込み挿入部110の中央部に配置される(図7a並びに図7b)。このアライメント処理は、基準の基板210の前記アライメント用端部171と、組み込み挿入部の前記アライメント用端部170によって容易にされる。前記EA素子と前記挿入部との間の電気接続は、導電性の接着剤、金属のバンプボンディングおよびワイヤボンディングを含む多くの方法によってなされることができる。前記挿入部へのEA素子の挿入は、多くの方法によってなされ得る。組み込み挿入部に組み込まれた、複数の同心リングのパターン電極を有する、組み合わせられたEA素子の一例が、図8aに示されている。組み込み挿入部に組み込まれた、画素化されたパターン電極を有する、組み合わせられたEA素子の一例が、図8bに示されている。この処理は、同心リングの電極、画素化された電極、モードレンズの電極、または表面レリーフ構造体が使用されても関係なく、全てのEA素子に対して同じである。
【0029】
3つの基板を有する、本発明の第1の実施の形態では、前記基準の基板210が、前記挿入部の中央に配置され、また、電気的接触は、この基準の基板と前記アースの信号電気リード線との間に形成される。そして、パターン電極200を有する基板が、電極の面が互いに対面するように、前記基準の基板210の両側に、NOA65(Norlandの製品)のような光学的に透明な接着剤によって取着される。これら基板が取着される前に、液晶の配向層が設けられ、前記セルは、上記のようにして配置される。それから、これらセルは、特別な要求がなく液晶で満たされ、電気接触点230によって、前記挿入部に前記信号電気リードに接続される。この処理は、同心リングの電極、画素化された電極、モードレンズの電極、または表面レリーフ構造体が使用されても関係なく、全てのEA素子に対して同じである。
【0030】
3つの基板を有する、本発明の第2の実施の形態では、前記2つのセルの一方(前記基準の基板210とパターン電極200を備えた1つの基板を有する)のみが、(上記のようにして)組み合わせられ、挿入部に電気的に接続される。続いて、パターン電極200を有する他方の基板が、適切に配置され、かつ前記基準の基板の反対側に取着され、さらに、電気的接触が形成される。この実施の形態では、前記セルは、組み合わせられるときか、両方が組み合わせられた後、液晶で満たされることができる。この処理は、同心リングの電極、画素化された電極、モードレンズの電極、または表面レリーフ構造体が使用されても関係なく、全てのEA素子に対して同じである。
【0031】
3つの基板を有する、本発明の好ましい他の実施の形態では、前記EA素子は、構成に関係なく、このEA素子が挿入部内に適合するように、歪ませる、もしくはこの挿入部を一時的に物理的に変形させることによって、前記可撓性の組み込み挿入部内に、完全に組み合わせられ、かつ組み立てられる。
【0032】
偏光に対して非感知性のコレステリック液晶を組み込んだEA素子を使用している、本発明の実施の形態では、2つの基板のみが必要とされ、一方は基準の電極を有し、他方はパターン電極を有する。このような実施の形態では、予め完全に組み合わせられることができ、前記挿入部に電気接続を与えることのみが、残りの処理工程であるので、2つの基板のEA素子への組み込みは、非常に簡単である。この処理は、同心リングの電極、画素化された電極、モードレンズの電極、または表面レリーフ構造体が使用されても関係なく、全てのEA素子に対して同じである。
【0033】
前記組み込み挿入部の組み合わせでの複数の構成素子の使用は、完全に組み合わせられた挿入部(前記EA素子を有する)を物理的に安定にするのと、最終的なレンズの複数の仕上げ面の少なくとも1つを形成するのとの両方のために、封入用の接着剤または樹脂の使用を必要とするであろう。完成されたレンズブランクという用語の使用は、レンズが、両面に完成され、既定された光学倍率を有することを意味することが、注意されるべきである。半完成のレンズブランクは、片面に完成され、既定された光学倍率を十分に有さない。未完成レンズブランクは、半完成もしくは完成されていない両面を有し得る。ウェハという用語は、薄い半完成のレンズブランクもしくは完成されたレンズブランクを意味し得る。最終的に、ブランクという用語は、このようなレンズ部材が、縁取られていない、即ち眼鏡レンズのフレームの完成形状に形成されていないことを意味する。
【0034】
前記完成されたレンズは、球体および円柱体の通常の光学誤差を矯正するようにか、発明性のあるアプローチによって高次の光学収差を矯正するように製造されることが、さらに注意されるべきである。球体および円柱体の、通常の屈折の誤差を矯正するレンズの製造は、周知技術である。人間の目の高次の光学収差を矯正するために、レンズの光学倍率が、形式、倍率並びに位置で特定される光学収差を矯正する局所的な光学倍率の変化を有するように、設置されるであろう。多くの場合、高次の光学収差の矯正は、完成された電気活性眼鏡レンズの装着者の目の波面解析(wave−front analysis)によって決定される。高次の光学収差の矯正は、前記レンズブランクの光学倍率の局所的な変化を発生させることによってなされ得る。また、この高次の光学収差の矯正は、電気活性層が取着されず露出した外面を、マシーニングすることによって与えられることができる。マシーニングは、レンズの面加工並びにポリシングの処理を含み得ることが、理解される。代わって、局所的な変化は、前記レンズブランクの局所的な屈折率の変化を引き起こすような前記レンズ内に含まれる薄い樹脂層を硬化するによって、与えられることができる。このような局所的な変化は、前記レンズブランクと電気活性層の周りとの間の表面鋳込み樹脂層を硬化することによる局所的な変化を与えることによって、このレンズブランクに電気活性層を加えるときにも与えられ得る。高次の光学収差の矯正は、図8bに示されているような画素化された光学素子の使用によってもなされ得る。
【0035】
前記組み込み挿入部110を前記バルクの屈折素子160に組み込むための2つのアプローチが、図9aないし図9eと図10aないし図10eとに示されている。第1のアプローチは、中央部の近くに平面部分310を有するプラスチックの完成されたレンズブランク300を使用する(図9a)。前記組み込み挿入部110は、光学的に透明な接着剤でこのレンズブランク300に積層される(図9b)。中央部の近くの前記平面部分310は、液晶層を歪ませて性能を低下させてしまう可能性のある、前記EA素子150に起こり得る撓みを制限する助けとなるであろう。次に、この仮組み合わせは、反転され、レンズの他方の完成された面を形成するように、鋳型330に置かれる。そして、この鋳型330が、UVもしくは熱感知性の樹脂320で満たされ、硬化される(図9c)。この樹脂320が硬化された後、このレンズは、前記鋳型330から取り除かれ、さらに、適切な眼鏡レンズのフレームに適合されるように、必要とされる付加的な処理のために準備される。光学的に上質な面の表面鋳込みの技術は、周知技術である。前記完成されたレンズブランク300もしくは半完成のレンズブランク340を形成する材料は、前記表面鋳込み層320で使用されている材料と同じでなくても良いが、これら2つの材料は、実質的に同じ屈折率を有することが望ましいことが、注意されるべきである。
【0036】
上記の方法で使用される前記レンズブランクは、完成されていても、半完成であっても良い。完成されたブランク300に前記挿入部を組み込むことによって、光学面の次の積層に対する機械的な研削または研磨の必要性がなくなるが、患者の処方箋並びにフレームの形状(即ち、オーダーメイドの製品)の情報を必要とする。半完成のブランク340の使用(図9e)は、次の積層に対する機械的な研削または研磨の工程を必要とするであろうが、患者の処方に対する情報は必要でない。従って、半完成のレンズは、卸売商に直接販売できるので、好ましいアプローチであり、レンズの製造元から患者への、製品と情報との既定の流れを妨げない。
【0037】
積層法に代わって、前記組み込み挿入部110は、遠方視力レンズを形成する硬化樹脂内に鋳造されても良い。液体樹脂からレンズ全体を鋳込む技術も、周知技術である。EAレンズの鋳込みは、図10aに示されているような堅い装着リング、即ち鋳型ガスケット400に、前記挿入部110のアーム190を最初に装着することによってなされ得る。次に、この堅いリング400が、鋳型420に(一時的に)装着され、この鋳型の表面が、前記EAレンズの完成面の1つを形成する(図10b)。それから、第2の鋳型430が、これら2つの鋳型の表面間に吊着される前記組み込み挿入部110をするキャビティを形成するようにして、前記堅いリング400に装着される(図10c)。さらに、このキャビティは、適切な樹脂410で満たされ、硬化される。この樹脂410が、硬化された後、前記鋳型420、430並びに前記堅いリング400は、取り除かれ、結果として生じるレンズは、適切な眼鏡レンズのフレームに適合されるように、必要とされる付加的な処理のために準備される(図10d)。製造プロセスを容易にするために、前記堅い装着リング、鋳型ガスケット400は、使い捨て可能なように、安価な、射出成形可能な材料により形成されることができる。積層方法に関して、成形された半完成のブランク440(図10e)は、完成された鋳型ブランクの代わりに使用されることができる。完成されたもしくは半完成のEAレンズは、このような方法で、または上記の理由により好ましい半完成のレンズの製造方法で、製造されても良い。
【0038】
このような2つのアプローチの利点は、完全に組み合わせられたEA構成素子のパラメータが、患者の遠方視力と、乱視の視力矯正との少なくとも一方に対する必要性とは関係ないことと、このような必要性と反応しないこととの両方である。患者の処方が、(積層または鋳込みによって)完成されたレンズを製造するために必要とされる間、前記挿入部の回転対称性は、前記ICが、患者の乱視の軸に関係なく、見た目良く受容可能な位置に置かれるようにして、配置される。(図9e並びに図10eの、積層または鋳込みによって)半完成のレンズを製造することは、レンズが製造された後に、遠方視力、乱視矯正が加えられることをより許容する。近くに対する視力と遠くに対する視力との間の矯正の欠如と、前記組み込み挿入部の回転対称性とが、確立したレンズ製造並びに処理技術を、前記EA技術の組み込みのためのわずかな修正のみに使用されるようにする。前記の方法のいずれかによる半完成のレンズの製造は、この半完成のレンズから完成されたレンズを製造するフリーフォーミングとして知られている技術の使用を可能にする。フリーフォーミングは、半完成のレンズブランクの表面に、患者の処方を研削かつ研磨するために使用される、コンピュータ数値制御(CNC)マシーニングの形態であり、周知技術である。フリーフォーミングは、距離に対する処方の矯正のための面を発生させるために、一般的に使用されるが、最近の発明の所定の実施の形態では、高次の光学収差の矯正のための表面を製造するためにも使用され得る。
【0039】
これら2つの方法は、EA眼鏡レンズの製造に対して多くの効果をもたらすが、このような効果は、全ての光学材料と含まれ得る構成素子との屈折率に一致する能力に依存している。屈折率が全て等しくない(±0.02の誤差のマージン内で)ならば、前記組み込み挿入部の端部とEA素子とは、目に見えてしまい、この製品は、患者に喜ばれないであろう。幸い、幅のある範囲の屈折率を示すことができ、かつ異なる処理技術に適合可能な、多くの光学材料がある。しかし、ここでの制限は、前記パターンEA電極を形成するための通常のフォトリソグラフィ(と関連する有機溶剤)の使用により、基板材料のより良い候補の無機材料を形成することである。ここでの例では、適切な無機材料は、ガラスおよびサファイアを含み、ここでは、サファイアの高コストにより、サファイアよりもガラスが好ましい。なお、電極の処理に使用される適切な管理および溶媒の選択で、アクリル樹脂により形成される薄膜のような有機材料が、EA素子を形成するために使用されても良い。Schott、HoyaおよびOharaのような、光学素子の産業のガラスの製造者は、わずかに1.50より小さい値ないしわずかに2.00より大きい値の範囲の屈折率を有するガラスを供給し、これらの値は、眼球用レンズの産業界の必要性によく合っている。様々なモノマ(樹脂)並びにポリマ(プラスチック)の屈折率も、幅広い値をカバーするが、光学ガラスの屈折率よりも高い値を一般的になさない。商用の光学樹脂並びにプラスチックに対する、一般的に大きな屈折率は、1.60ないし1.70のオーダであり、このような値は、眼球用レンズの産業界によって最初になされた。様々な材料に対する屈折率の値と重なる幅広い範囲が与えられれば、屈折率の一致の必要性は、大きな困難を示さなくなる。しかし、好ましい屈折率の範囲は存在する。多くの光学材料は、1.50付近の屈折率を有する傾向にある。本発明の一実施の形態では、個々の構成素子の屈折率は、1.50付近の値に合わせられている。本発明の他の実施の形態で、およそ1.66の屈折率を有する、偏光に対して非感知性のコレステリック液晶が使用されるならば、個々の構成素子の屈折率は、1.66付近の値に合わせられている。屈折率に一致させる必要のある個々の構成素子の数を減らすように、前記EA素子を構成するために使用される基板の1つは、レンズの構成に積層法が使用されたとき、完全レンズブランクまたは半完全レンズブランクによって置換されても良い。このような実施の形態では、完全な前記組み込み挿入部の構成は、完全または半完全レンズブランクを含むであろう。
【0040】
上記では、遠方視力の矯正を与える通常の眼鏡レンズ内に嵌入された、液晶に基づいた動的な電気活性眼鏡レンズを使用することよって、老眼を矯正するEA眼鏡レンズを製造するための方法を述べている。本発明は、老眼の矯正を対象としているが、ここに示されている方法は、目の高次の光学収差のような、他の視力の誤差を矯正する眼鏡レンズを構成するために使用されることができる。
【図面の簡単な説明】
【0041】
【図1】図1は、電子回路と、電気活性光学素子と、バルクの屈折光学素子とを有する完全な電気活性眼鏡レンズの正面図である。
【図2】図2は、機械的に可撓性であり、かつ光学的に透明な組み込み挿入部の正面図である。
【図3】図3は、透明な電気リード線を追加した、組み込み挿入部の正面図である。
【図4】図4は、透明な電気リード線と集積回路の駆動電子装置とを追加した、組み込み挿入部の正面図である。
【図5】図5は、集積回路に接続されている、2つの電力供給源と9つの駆動信号リード線とを示す、前記組み込み挿入部の1つのアームの詳細図である。
【図6a】図6aは、同心リングのパターン電極を有する2つの基板と、単一の連続的な電極を有する基板とにより構成されている完全な電気活性素子の正面図である。
【図6b】図6bは、同心リングのパターン電極を有する基板の正面図である。
【図6c】図6cは、単一の連続的な電極を有する基板の正面図である。
【図6d】図6dは、図6aの完全な電気活性素子のA−A線に沿った分解図である。
【図6e】図6eは、単一の連続的な電極にコーティングされた表面レリーフ回折構造を有する2つの基板と、単一の連続的な電極を有する基板とにより構成されている代わりの完全な電気活性素子の正面図である。
【図6f】図6fは、単一の連続的な電極にコーティングされた表面レリーフ回折構造を有する代わりの完全な電気活性素子のための基板の正面図である。
【図6g】図6gは、単一の連続的な電極を有する基板の正面図である。
【図6h】図6hは、図6eの完全な代わりの電気活性素子のA−A軸に沿った分解図である。
【図6i】図6iは、複数のモードレンズの電極を有する2つの基板と、単一の連続的な電極を有する基板とにより構成されている代わりの完全な電気活性素子の正面図である。
【図6j】図6jは、複数のモードレンズの電極を有する代わりの電気活性素子のための基板の正面図である。
【図6k】図6kは、単一の連続的な電極を有する基板の正面図である。
【図6l】図6lは、図6iの代わりの完全な電気活性素子のA−A軸に沿った分解図である。
【図7a】図7aは、組み立てられた組み込み挿入部の正面図である。
【図7b】図7bは、電気活性素子と組み込み挿入部との間の電気接続を形成するように、この組み込み挿入部内への電気活性素子の物理的な配置の、図7aのA−A軸に沿った分解図である。
【図8a】図8aは、全ての電気リード線と、付加光学倍率を与えるように、回折レンズを形成するようにして配置されている同心リングのパターン電極を備えた電気活性素子とを含む、完全に組み立てられた組み込み挿入部の正面図である。
【図8b】図8bは、全ての電気リード線と、人間の目の任意の光学誤差を矯正するようにして配置されている画素化されたパターン電極を有する電気活性素子とを含む、完全に組み立てられた組み込み挿入部の正面図である。
【図9a】図9aは、電気活性眼鏡レンズを製造する第1の方法で、第1の工程として、完全に組み合わせられた挿入部と完成されたレンズブランクとを示す。
【図9b】図9bは、電気活性眼鏡レンズを製造する第1の方法で、第2の工程として、完成されたレンズブランクに積層されている、完全に組み合わせられた挿入部を示す。
【図9c】図9cは、電気活性眼鏡レンズを製造する第1の方法で、第3の工程として、反転され、接合されている、完全に組み合わせられた挿入部と完成されたレンズブランクとに取着されている鋳型を満たす樹脂を示す。
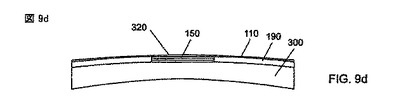
【図9d】図9dは、電気活性眼鏡レンズを製造する第1の方法で、第4の工程として、樹脂を硬化させた後の、接合されている、完全に組み合わせられた挿入部を示す。
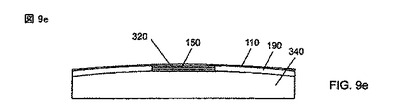
【図9e】図9eは、電気活性眼鏡レンズを製造する第1の方法で、代わりの第1の工程として、完全に組み合わせられた挿入部が、半完成のレンズブランクに積層されており、樹脂を硬化させた後の、接合されている、完全に組み合わせられた挿入部と完成されたレンズブランクとを示す。
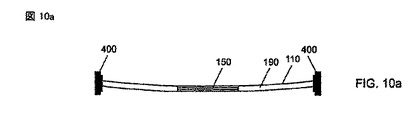
【図10a】図10aは、電気活性眼鏡レンズを製造する第2の方法で、第1の工程として、鋳型ガスケット内に配置されている、完全に組み合わせられた挿入部を示す。
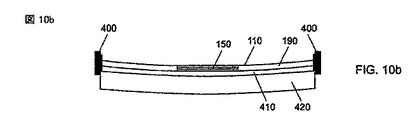
【図10b】図10bは、電気活性眼鏡レンズを製造する第2の方法で、第2の工程として、表面が、鋳型ガスケットに取着されている完成されたレンズブランクを形成している第1の鋳型を示す。
【図10c】図10cは、電気活性眼鏡レンズを製造する第2の方法で、第3の工程として、鋳型を樹脂で満たした後に、鋳型ガスケットに取着されている第2の鋳型を示す。
【図10d】図10dは、電気活性眼鏡レンズを製造する第2の方法で、第4の工程として、樹脂が硬化され、かつ鋳型および鋳型ガスケットが取り除かれた後の、接合されている、完全な組み合わせられた挿入部と完成されたレンズブランクとを示す。
【図10e】図10eは、電気活性眼鏡レンズを製造する第2の方法で、代わりの第2の工程として、樹脂が硬化され、かつ鋳型および鋳型ガスケットが取り除かれた後の、接合されている、完全な組み合わせられた挿入部と半完成のレンズブランクとを示す。
【技術分野】
【0001】
本発明は、電気活性眼鏡レンズと、電気活性眼鏡レンズを製造するための方法とに関する。
【背景技術】
【0002】
本出願は、2006年1月10日に出願され、「機械的に可撓性の組み込み挿入部を有する電気活性眼鏡レンズを製造するための改良された装置と方法」と題された米国仮出願第60/757,382号と、2006年1月19日に出願され、「機械的に可撓性の組み込み挿入部を有する電気活性眼鏡レンズを製造するための改良された装置と方法」と題された米国仮出願第60/759,814号との優先権を主張し、かつこれら全体の内容は、参照として含まれている。
【0003】
老眼は、人間の目の水晶体の遠近調節ができなくなり、近くの物体に焦点を合わせることができなくなってしまう状態である。老眼を矯正するための一般的な用具は、多焦点眼鏡レンズである。多焦点眼鏡レンズは、所定の距離の範囲に渡って焦点の問題を矯正する目的のための、複数の焦点距離(すなわち、光学倍率)を有する。このような多焦点眼鏡レンズは、(例えば)遠方視力の誤差を矯正する、レンズの比較的大きな部分と、老眼の影響を矯正するために付加的な光学倍率を与える、レンズの底端部の側に位置している小さな部分とに、範囲を分割することによって機能する。近く並びに遠くに対する視力の矯正の範囲間での視野の移行は、2焦点や3焦点の場合には不意に起こり、プログレッシブレンズの場合には滑らかに連続的に起こり得る。患者にとって不適切であり得るこれら2つのアプローチに対しては、課題がある。2焦点に関する境界の可視線は、見かけ上好ましくなく、また、プログレッシブレンズに関する移行範囲は、患者にとって物理的な不快さを生じてしまうような、霞んで歪んだ視界をもたらしてしまう。さらに、レンズの底端部の近くに、近くに対する視力の矯正の範囲を設定すると、近くを見るときに、装着者に、幾分不自然な下向きの凝視をさせてしまう。
【0004】
このような課題を解決するために、多焦点眼鏡レンズが発達されてきた。このようなレンズでは、歪みを避けるために、近くに対する視力の矯正の範囲は、比較的大きく、レンズの中央部に比較的近く配置され、目に見える端部を有さない。このような提案によって、通常の眼鏡レンズ内に光学素子を嵌入することによって、この素子が、活性化されていない状態で付加光学倍率(optical add power)を実質的に与えず、活性化されたときに必要な付加光学倍率を与えるように、スイッチを入れたり切ったりすることができる。多くの技術が、この問題の解決策として提案されるが、幾分制限された眼鏡の形式のファクタおよび低電力消費の必要性が、利便性を制限してしまう。
【0005】
液晶に基づいた光学素子は、液晶の屈折率が、液晶全体に渡って電場を発生させることによって変化させることができるので、魅力的な解決策である。このような電場は、液晶の両面に配置されている電極に少なくとも1つの電圧を印加することによって発生される。液晶は、老眼を矯正するために必要な付加光学倍率の必要な範囲(度なしから+3.00D(plano to +3.00D))も与えることができる。さらに、液晶は、大きな直径(10mmより大きい)の光学素子を形成するために使用されることができ、この大きさは、ユーザの不快さを避けるために必要な最小のサイズである。
【0006】
液晶の薄層(10μmより薄い)は、電気活性多焦点光学素子を構成するために使用されることができる。薄層が使用されたとき、電極の形状とサイズとは、レンズ内に所定の光学的な効果を誘導するように使用され得る。例えば、回折格子が、同心リング形状のパターン電極を使用することによって、液晶内に動的に発生されることができる。このような格子は、リングの半径、リングの幅並びに異なるリングに別々に印加される電圧の範囲に基づいた付加光学倍率を発生することができる。代わって、このような電極は、画素化(pixilated)されることもでき、電極は、任意の電圧のパターンが印加される配列(即ち、画素)を形成するようにパターン化される。このような画素の配列が、一例では、直交配列または六辺形配列で配置されることができる。このような画素の配列は、回折性の、同心リングの電極構造のように機能させることによって、付加光学倍率を発生させるために使用されることができるが、地上天文学で大気乱流効果を補正するために使用されるようにして、目の高次の光学収差を矯正するようにも使用され得る。適応制御光学を参照しているこのような技術は、回折または屈折であり、周知技術である。上述のどちらの場合でも、液晶のこのような薄層に必要な駆動電圧は、かなり小さく、代表的には5ボルトより小さい。代わって、単一の連続的な電極が、表面レリーフ光学素子として知られているような特化した光学構造で使用されることもできる。電極によって液晶に電圧を印加することによって、電力または光学収差の矯正が、屈折率の不一致および一致によって、夫々、スイッチを入れたり切ったりできる。
【0007】
液晶の比較的薄い層(代表的には50μm未満)も、電気活性多焦点光学素子を構成するために使用され得る。例えば、モードレンズが、屈折光学レンズを形成するように使用され得る。周知技術のモードレンズは、高い電導度のリング形状の電極に電気的に接触し、この電極に囲繞されている単一の連続的な低い電導度の環状の電極を組み込んでいる。高い電導度のリング電極に対する単一の電圧の印加に対して、径方向の対称性のある、電気抵抗ネットワークが、液晶層全体に渡って電圧勾配を発生させ、さらに液晶の屈折率勾配を誘導する。屈折率勾配を有する液晶層は、電気活性レンズとして機能し、この液晶層に入射光を向ける。液晶層の厚さ、電極の構成、もしくは電気活性素子が矯正する目の誤差に関係なく、このような電気活性眼鏡レンズは、液晶ディスプレイと同じようにして製造されることができ、このようにして、成熟した基本技術(mature parent technology)から効果が得られる。
【0008】
電気活性眼鏡レンズの商業化は、高度に特化した製造プロセスを必要とするであろう。製造プロセスに関して、個々の構成素子の数ができる限り少なく、また、構成素子ができる限り大量生産できることが望ましい。このようにして、組み合わせのプロセスを簡単にして、個々の構成素子のために必要な在庫商品識別番号(SKU’s)の数を減らすことが望ましい。SKU’sを減らすという問題は、球面円柱付加倍率、プリズム付加倍率、乱視の軸および瞳孔距離(interpupilary distance)のような、変化可能な幅のある範囲に対処しなければならないような眼鏡レンズを扱うとき、特に重要である。また、このような製造プロセスは、個々の患者の処方に適したレンズを加工処理するために必要な、全体のコストおよび工具の数を減らすために、様々な製品形態(例えば、患者の処方、フレームの形態、フレームのサイズ)に適することが望ましい。以下に示される製造プロセスは、患者の老眼でない視力の矯正に関係のない部分と、大量生産される少ない数の構成素子を使用して必要なSKU’sの数を減らす製造アプローチとを提供する。
【発明の開示】
【0009】
本願に含まれる発明は、容易に再現可能なようにして、高品質の光学素子を効率的に製造することを可能にするであろう。ここで開示される発明は、球体、円柱体または両方の組み合わせの光学倍率を有する慣例的な屈折誤差を矯正する、所定の実施の形態の電気活性レンズを提供する。本発明の他の実施の形態では、電気活性レンズは、高次の光学収差を矯正し、さらに、光学倍率の付加的な局所変化を有する球体、円柱体または両方の組み合わせの光学倍率を有する慣例的な屈折誤差が、高次の光学収差を矯正する。各々の場合、本発明の実施の形態は、老眼もしくは単なる遠方視力を矯正することができる。ここで開示される本発明の実施の形態は、正の、球面の付加光学倍率を発生させることによって、老眼を矯正する電気活性構成素子を使用するが、非電気活性レンズの構成素子が、球体、円柱体または両方の組み合わせの、静的な、屈折性の付加光学倍率によって、慣例的な屈折誤差を矯正するために使用される。さらに、ここに含まれる本発明の実施の形態は、電気活性素子内に含まれる画素の電気活性な配列をプログラムに組み込むことか、レンズブランクの非電気活性構成素子の局所変化によって、高次の光学収差を矯正することができる。
【0010】
本発明の第1の実施の形態では、電気活性眼鏡レンズは、第1の光学倍率を与えるための光学素子を有する。この電気活性眼鏡レンズは、前記光学素子内に配置されている挿入部をさらに有する。最後に、この電気活性眼鏡レンズは、活性化されたときに、第2の光学倍率を与え、活性化されていないときに、光学倍率を実質的に与えないように、前記挿入部に接触するように配置され、かつ前記光学素子に光学的に結合されている電気活性素子をさらに有する。
【0011】
本発明の第2の実施の形態では、電気活性眼鏡レンズを製造するための方法が、組み合わせられた挿入部を形成するために、挿入部内に電気活性素子を配置することを含む。電気活性眼鏡レンズを製造するためのこの方法は、電気活性眼鏡レンズの第1の光学面を形成するために、光学的に透明な接着剤で、前記組み合わせられた挿入部の第1の面に、レンズブランクを積層することをさらに含む。それから、電気活性眼鏡レンズを製造するためのこの方法は、鋳型と前記レンズブランクとの間にキャビティを形成するために、前記第1の面に対向している、前記組み合わせられた挿入部の第2の面を覆うように、この鋳型を配置することをさらに含む。さらに、電気活性眼鏡レンズを製造するためのこの方法は、光学樹脂で前記キャビティを満たすことをさらに含む。そして、電気活性眼鏡レンズを製造するためのこの方法は、電気活性眼鏡レンズの第2の光学面を形成するために、前記光学樹脂を硬化させることをさらに含む。
【0012】
本発明の第3の実施の形態では、電気活性レンズを製造するための方法が、組み合わせられた挿入部を形成するために、挿入部内に電気活性素子を配置することを含む。電気活性眼鏡レンズを製造するためのこの方法は、鋳型ガスケット内に、前記組み合わせられた挿入部を装着することをさらに含む。それから、電気活性眼鏡レンズを製造するためのこの方法は、この鋳型ガスケットに、第1の鋳型並びに第2の鋳型を配置することをさらに含む。ここで、この第1の鋳型は、第1の鋳型と第2の鋳型との間にキャビティを形成するために、この第2の鋳型に対向している。さらに、電気活性眼鏡レンズを製造するためのこの方法は、光学樹脂で前記キャビティを満たすことをさらに含む。そして、電気活性眼鏡レンズを製造するためのこの方法は、電気活性眼鏡レンズの第2の光学面を形成するために、前記光学樹脂を硬化させることをさらに含む。
【発明を実施するための最良の形態】
【0013】
提案されている方法によって製造された電気活性(EA)眼鏡レンズ100の正面図が、図1に示されている。このレンズは、透明な薄膜の信号電気リード線120並びにバッテリ電気リード線130を有する組み込み挿入部110を有する。電気活性(EA)光学素子150と集積回路140とが、この組み込み挿入部に取着されている。図2は、これら薄膜の電気リード線も集積回路も設けられていない組み込み挿入部を示している。この組み込み挿入部110の中央リング180並びに複数のアーム190が、バルクの屈折光学素子160内に前記EA素子150を組み込む際に、物理的な支持を与えるように機能し、さらに、EA素子を駆動するために必要な前記透明な電気リード線120、130と、前記集積回路140とを取着するためのプラットフォームを与える。このEA素子は、複数の平面、複数の曲面、もしくは一方の面が平面、他方の面が曲面を有するように設計されても良い。全ての場合ではないが大部分において、これら面は、互いに等距離にある。前記組み込み挿入部110は、前記EA素子150へのこの挿入部のアライメントの助けとなるように、前記中央リング180内に位置している複数のアライメント用端部170を有する。この挿入部は、(明確な見かけ上の理由のために)光学的に透明でなければならない。また、この挿入部は、異なる距離に対する視力の処方能力(vision prescription)の有るレンズの様々な曲率半径に一致する能力を有さなければならない。この挿入部が、遠くを見るための処方に対するレンズの曲率半径に一致しなければ、装着者にとって好ましくないような、比較的厚いレンズになってしまう。従って、この挿入部は、50μmないし150μmの範囲の厚さのガラスまたはプラスチックの可撓性のシートから切断または打ち抜くことができる。ガラスのシートは、30μmまで薄くした厚さ(Schott(登録商標) D 263 TおよびAF 45)で商業的に入手可能であり、また、多くの異なる種類のプラスチックが、同様の厚さで入手可能である。前記組み込み挿入部は、開口部が形成されている中央リング180と、このリングから径方向に延びている分離したアーム190とを有するとしてここでは示されているが、この挿入部は、このような形状である必要はない。所定の他の実施の形態では、この挿入部は、EA素子のための開口部と、薄膜の信号電気リード線、薄膜のバッテリ電気リード線および集積回路を支持するための、前記開口部の周縁部の部材とを含む、いかなる形態でも良い。一例では、この挿入部は、中央の開口部と複数のアライメント用端部とを有する平坦な環状形でも良い。
【0014】
前記電気リード線120、130は、透明な導電性酸化物の薄膜(例えば、ITO、ZnO、SnO2)、もしくは導電性ポリマ(例えば、ポリアニリン、PEDOT:PSS)により形成されることができ、図3に示されているように、前記挿入部110の表面に設けられている。これら電気リード線は、加色法(additive process)または減色法(subtractive process)によって、この挿入部に加えられても良い。加色法は、(例えば)スクリーン印刷、もしくは電気リード線材料のシャドーマスクによる薄膜の堆積を含むであろう。減色法は、(例えば)好ましい材料でこの挿入部を部分的に、もしくは完全にコーティングし、そして、パターン化されたエッチングレジスト、もしくは直接の書き込みレーザアブレーション処理によって、過剰部分を取り除くことを含むであろう。本発明の実施の形態では、前記リード線を構成する材料の厚さは、1μm以下とすることができ、好ましい実施の形態では、この材料の厚さは、100nm以下である。本発明の他の実施の形態では、リード線は、挿入部の両面に配置されても良い。
【0015】
前記電気リード線は、前記EA素子の駆動電子回路を含む集積回路(IC)140を、図4に示されているように、挿入部に直接装着させることを可能にする。前記複数のアームの1つの詳細図が、図5に示されている。ここでの例では、2つの電力供給源(即ちバッテリ)電気リード線(1つの電圧と1つのアース)130と、9つの信号電気リード線(各々の位相レベルに対する8つの駆動信号と1つのアース)120とが、前記ICに接続されて示されている。このICは、所望の位相レベルに基づいて、各々の電気リード線に夫々電圧を与えることができる。これら信号電気リード線の数は、EA素子の形態に依存し(以下で説明される)、ここでの例では、3ないし34であり得る。これらリード線の幅は、利用可能なスペース、必要とされるリード線の数および電気的に絶縁させるために必要なリード線間のスペースの幅に依存している。ここでの例では、100μmのスペースで100μmの幅のリード線が、前記信号電気リード線として使用されることができる。また、300μmのスペースで300μmの幅のリード線が、前記バッテリ電気リード線として使用されることができる。これら信号電気リード線は、電気接点によって、EA素子の複数のパターン電極に接続される。本発明の実施の形態では、EA素子は、複数の同心リングのパターン電極を有する回折レンズであり、この素子内の、これらパターン電極の相対的なサイズ(半径と幅)が、回折格子構造の付加光学倍率を規定する。前記IC(およびパターン電極)によって個々の電気信号リード線に印加される電圧の個々の振幅は、液晶層に発生される位相プロファイルを決定し、従って、前記EA素子の回折効率(収束される入射光の光束)を決定する。それ故、EA素子に割り当てられる単一のSKUに対する単一のICの設計が、与えられる付加光学倍率に関係なく、いかなるEA素子をも駆動するように使用されることができる。このEA素子が、画素化された(pixelated)パターン電極デバイスである本発明の実施の形態では、光学倍率と光学収差との矯正の少なくとも一方が、完全に機能し、画素の配列に基づく電圧のパターンによって決定される。前記EA素子が、モードレンズである本発明の実施の形態では、高い電導度のリング電極に印加される電圧の振幅が、付加光学倍率を規定する。ここでは、一般的に、印加電圧が高くなると、付加光学倍率が高くなる。前記EA素子が、表面レリーフレンズである本発明の実施の形態では、光学倍率、光学収差の矯正は、基板に転写されたパターンによって決定されるが、このレンズは、屈折率の一致および不一致を生じるように印加された電圧によって、動的にされる。
【0016】
前記挿入部110の外部電源への接続を容易にするために、小さな電気コネクタ(図示されていない)が、この挿入部に取着されても良い。このレンズが完全に組み合わせられた後に前記薄膜のバッテリ電気リード線130に接触させることと比較すると、このようなコネクタは、より物理的に強く、製造工程数を減らす助けとなるであろう。このようなコネクタが、電気的に絶縁性と導電性との両方の、十分な軟材料の組み合わせにより形成されていれば、既存のばり取りの工具を使用して、レンズの端部が揃うようにしてマシーニングされるように設計されることができ、なおも良好な電気接続を与えることができる。ここでの例では、このコネクタは、前記バルクのレンズ材料の屈折率にほぼ一致する屈折率を有する、プラスチックの小さなブロックとすることができる。このバルクのレンズ材料は、導電性の接着剤のような適切な手段を使用して、前記バッテリリード線に接続される銅(軟金属)により形成されている複数のワイヤを含む。このバルクレンズ(プラスチックにより形成されている)が、前記挿入部およびコネクタの周りに形成された後、最終的なレンズの外周縁部を形成するために、一般的に使用されるマシーニング工程が、前記プラスチックの小さなブロックと銅ワイヤとを介して、簡単に切断され、続いて電源へ接続させるようにワイヤを剥くことができるであろう。
【0017】
前記組み込み挿入部110は、複数の装着位置を有するように設計されているので、前記IC140が、利用可能な眼鏡レンズのフレームの様々なサイズに適応するように、前記EA素子150の中央部から様々な径方向の間隔で配置されることができる。従って、このICは、EA素子の中央部から常に適した径方向の間隔にあるであろう。ここで、このICは、レンズが適したサイズに縁取りされたときに、切断されないように装着されることができる。3つのICが、図示目的のみのために、前記挿入部に装着されて示されているが、実際には、1つのICのみが必要とされる。さらに、ICの複数の装着位置に対して単一の挿入部のみを製造することは、在庫商品識別(SKU)番号の数を減らす。
【0018】
前記EA素子150と、これの構成素子とが、図6aないし図6cに示されている。このEA素子は、ここでは、眼球レンズを形成するように代表的に使用される種の材料である、ガラスまたはサファイアのような無機材料、もしくはアクリル樹脂のような有機材料により形成され得る基板により構成されている。本発明の第1の実施の形態では、3つの基板全てが、前記EA素子を構成するために使用されることができる。この第1の実施の形態では、2つの基板200は、一方の面に、フォトリソグラフィによってパターン化された複数の透明電極220を有する(図6b)。また、基板210は、両面に、基準(アース)として機能する単一の連続的な透明電極を有する(図6c)。本発明の他の第1の実施の形態では、2つの基板のみが使用される。この実施の形態では、基板200が、一方の面に、フォトリソグラフィによってパターン化された複数の透明電極220を有し(図6b)、基板210が、一方の面に、基準(アース)として機能する単一の連続的な透明電極を有する(図6c)。既に説明されているように、これら電極は、(老眼を矯正するための)付加光学倍率を、即ち、ここでの例では、老眼および高次の光学収差を含む、目の任意の光学誤差を矯正するための画素の配列を発生させるように、同心リングとしてパターン化されることができる。
【0019】
同心リングの複数のパターン電極220を有する、本発明の第1の実施の形態では、前記EA素子は、液晶薄層での多層回折レンズ構造を規定するように機能する複数のパターン電極220によって、付加光学倍率を与える。多層回折光学レンズを使用する際、各々の信号電気リードは、液晶層で正しい位相プロファイルを発生させるように、同心リングの複数のパターン電極を駆動するために使用される。簡便化のために、10のみのパターン電極が示されている(図6a)が、一例では、代表的なレンズは、1μmないし100μmの変化幅の、3000に達する個々の電極を有し得る。画素化されたEA素子を有する本発明の実施の形態(図8b)では、ここでの例では、画素数は、100ないし1,000,000であり得る。ここでの例では、各々の画素のサイズは変化し、1μmないし1mmの範囲内に置かれることができる。
【0020】
本発明の第2の実施の形態では、代わりのEA素子151が示されている(図6e)。このEA素子151は、前記複数のパターン電極220を有する平面基板200の代わりに、単一の連続的な電極(図示されていない)がコーティングされた表面レリーフレンズ(ここでは、回折レンズとして図示されている)420を有する2つの基板400を使用している。この第2の実施の形態では、周知技術の表面レリーフレンズは、所望の光学倍率を生じさせ、また、液晶層は、動的な屈折率に一致する材料として使用される。第1の印加電圧の下で、この液晶の屈折率は、基板400の屈折率と実質的に同じであり(一致し)、回折は、実質的に起こらない。代わって、あたかも前記EA素子が、均質材料の平面層であるかのように、入射光は、1回の屈折のみを受ける。第2の印加電圧の下で、この液晶の屈折率は、前記基板400の屈折率とは異なり(不一致であり)、屈折率の不一致によって発生される位相差により、入射光の回折が起こる。本発明の好ましい実施の形態では、屈折率の一致は、EA素子にフェイルセーフを与えるように、ゼロ電圧がこのEA素子に印加されたときに得られる(印加電圧ゼロの下では、付加光学倍率はゼロ)。非フェイルセーフレンズは、望ましくない。なぜならば、不適切な時(例えば、駆動の間)での、光学倍率の突然の導入は、装着者にとって危険であるからである。付加光学倍率を発生させる表面レリーフレンズが、一例としてのみでここでは示されているが、さらなる第2の実施の形態では、これらレンズは、パターン電極を有する画素化されたEA素子によって発生され得るのと類似した位相プロファイルを発生させることができる。
【0021】
前記代わりのEA素子151は、単一の連続的な電極がコーティングされた表面レリーフレンズ420を有する2つの基板400(図6f)と、基準(アース)として機能する単一の連続的な透明電極を両面に有する基板210(図6g)によって構成されている。単一の連続的な透明電極を両面に有するこの基板(図6g)は、複数のパターン電極を有するEA素子のために使用される前記基板210と同一である。図6eのA−A軸に沿った分解図が、図6hに示されている。ここでは、表面レリーフ回折構造が、明確に見られる。この第2の実施の形態の一効果は、各々の基板の内面が、単一の連続的な電極のみを有するので、電気接触点230の数が、電気的アース接続部を形成するための2つと、駆動電圧接続部を形成するための2つとの、4つに減らすことができることである。本発明の他の第2の実施の形態では、2つの基板のみが使用される。このような実施の形態では、一方の基板400が、一方の面に、表面レリーフレンズ420を有し(図6f)、他方の基板210が、一方の面に、基準(アース)として機能する単一の連続的な透明電極を有する(図6g)。
【0022】
本発明の第3の実施の形態では、代わりのEA素子152が、モードレンズの複数の電極を有する2つの基板500(図6j)と、両面に基準(アース)として機能する単一の連続的な電極を有する基板210とにより構成されている(図6k)。これらモードレンズの電極は、低い電導度の材料でできた単一の連続的な円形電極520と、高い電導度の材料でできた単一の連続的なリング電極521とを有する。単一の連続的な透明電極を両面に有する基板(図6k)は、複数のパターン電極を有するEA素子のために使用される前記基板210と同一である。図6iのA−A軸に沿った分解図が、図6lに示されている。ここでは、低い電導度の電極520と高い電導度の電極521の間の電気的な接続が示されている。この第3の実施の形態の一効果は、各々の基板の内面が、前記高い電導度のリング電極に単一の電気的接触を必要とするのみであるので、電気接触点230の数が、電気的アース接続部を形成するための2つと、駆動電圧接続部を形成するための2つとの、4つに減らすことができることである。一例として、電気接触点230と、高い電導度のリング電極521との間の電気接続は、透明な薄膜の電極、もしくは導電性の接着リード線(図示されていない)によって形成されている。本発明の他の第3の実施の形態では、2つの基板のみが使用される。このような実施の形態では、一方の基板500が、一方の面に、モードレンズの電極520、521を有し(図6j)、他方の基板210が、一方の面に、基準(アース)として機能する単一の連続的な透明電極を有する(図6k)。
【0023】
前記基板200、400および500は、前記組み込み挿入部110に配置されている前記信号電気リード線120にアライメントされるように設計されている導電性の薄膜バス(図示されていない)のシステムを使用して、前記パターン電極220、420および521に夫々接続されている周縁部の近くに、電気接触点230を有する。2つの基板200、400、または500が前記EA素子に組み込まれている本発明の実施の形態では、前記挿入部は、両面に配置されている信号電気リード線を有していても良い。このような信号電気リード線は、両基板200、400または500の面の前記電気接触点230と接触させるように使用され得る。このような実施の形態では、1つの集積回路140が、前記組み込み挿入部110の各々の側に配置されることができるか、電気接続が、前記挿入部中の電気的ビアによって、この挿入部の両面側に1つの集積回路からなされることができる。このような電気的ビアは、周知技術であり、電気絶縁性の材料の層中の物理的な開口部により形成されている。これら開口部は、電気絶縁性の材料の厚さに渡って別々の電気接続ができないような、電気的に導電性の材料を有する。基準(アース)の基板と前記組み込み挿入部との間の電気接続は、一例として、図7a並びに図7bに示されているようなワイヤボンド、もしくは導電性のエポキシトレース231により形成されている。この組み込み挿入部内のEA素子の適切な配置は、組み込み挿入部110に、対応する構造体170を合わせる前記基準の基板210の周縁部に沿った前記アライメント用端部171によって容易に可能である。好ましくは、これら組み込み挿入部とEA素子とは、これらアライメント用端部が回転対称性を有するように設計されている。従って、これらEA素子と組み込み挿入部との間の電気接続は、EA素子の近くで終端している単一電気リード線を有する前記組み込み挿入部のアライメント用端部170と、電気接触点を有するEA素子のアライメント用端部171とに沿って形成されることができる。
【0024】
前記EA素子150を組み合わせるために、電極を有する全ての基板面は、液晶の所定の方向の配向を誘導するように、液晶の配向層(図示されていないが、周知技術である)に処理される。従って、基板200は、液晶配向層に処理されるパターン電極を含む表面を有し、また、基板210は、液晶配向層に処理される単一の連続的な電極を含む両面を有するであろう。これら液晶配向層は、液晶に直接接触させる面に設けられるポリイミド材料の薄膜(代表的には厚さ<100nm)である。このような薄膜の面は、EA素子の組み合わせの前に、ベルベットのような布で、一方向にラビング、もしくはバフ磨きされる(このような技術は周知技術である)。液晶分子が、このような面に接触すると、これら分子は、基板の面に選択的に位置し、ポリイミド層がラビングされた方向に配向される。この処理は、同心リングの電極、画素化された電極、モードレンズの電極、または表面レリーフ構造体が使用されても関係なく、全てのEA素子に対して同じである。
【0025】
ネマチック液晶が使用される本発明の実施の形態では、3つの基板は、ネマチック液晶が偏光に対する感知性である(即ち、光が材料を通るのに従って、異なる偏光の光が異なる屈折率で屈折される)という事実を克服するために使用されなければならない。前記配向層を形成した後、これら3つの基板は、2つの液体セルの形成を可能にするように積層される(1つのセルは、1つの液晶層と、この液晶層間に封止した2つの基板の面との両方とにより構成されている)。鮮明にするために、液晶層は、図面には示されていない。パターン電極を有する前記2つの基板200は、パターン電極を有するこれら基板の面が、連続的な電極を有する基板の夫々の面に対面するように、単一の連続的な電極を有する基板210両側に配置されている。従って、2つのセルの各々の内面は、基準の電極とパターン電極とを有する。これら基板は、所定のセル内の、前記2つの配向層によって誘導される液晶の配向の方向が、平行ではない(180°だけ異なる方向)が、第1のセルの配向の方向が、第2のセルの配向の方向に直交するようにして、積層されている。これら配向層の非平行と直交配向とによって、偏光されていない周辺光間で、ネマチック液晶を有するEA素子の動作を可能にする。本発明の実施の形態に従い組み立てられたEA素子が、図6aに見られることができる。図6dは、図6aのA−A軸に沿った分解図である。ネマチック液晶の偏光に対する感知性は、EA素子の全ての前述の形態とは無関係であり、また、直交方向に配向された2つの層の使用は、同心リングの電極、画素化された電極、モードレンズの電極、または表面レリーフ構造体が使用されても関係なく、全てのEA素子に対して必要とされる。
【0026】
本発明の他の実施の形態では、偏光に対して非感知性のコレステリック液晶の使用が、液晶の第2の層の必要性をなくすであろう。また、このような場合には、パターン電極を有する基板と、連続的な基準(アース)電極を有する基板との、2つの基板のみが、必要とされるであろう。コレステリック液晶は、構成分子が単一の方向に配向する傾向にある点で、ネマチック液晶と同様の材料の分類であるが、好ましい配向の方向が、材料内で所定の軸に沿ってねじれている点で異なっている。ツイストピッチ(好ましい配向の方向が360°だけ回転する、軸に沿った距離)が、光の波長のオーダ以下であれば、光は、これの偏光とはからほぼ無関係の屈折率に従う。ネマチック液晶に対するEA素子のように、配向層は、電極を含む基板の面に配置されている。しかし、配向層が平行になるように基板に配置する必要はないので、これら配向層は、非平行である。さらに、1つのセルのみが在るので、セル間の直交関係は必要でない、即ち可能でない。本発明の好ましい実施の形態では、偏光に対して非感知性のコレステリック液晶は、表面レリーフ屈折レンズを使用する図6eないし図6hに示されている、代わりの前記EA素子に関連して使用されている。この実施の形態は、2つの基板(基板400および基板210)と、電気活性材料の単一の層と、2つの電気接触点とのみを必要とし、かくして、EA素子の製造を非常に簡単にするので、好ましい。この処理は、同心リングの電極、画素化された電極、モードレンズの電極、または表面レリーフ構造体が使用されても関係なく、全てのEA素子に対して同じである。
【0027】
完全に組み立てられたEA素子の全体の厚さは、完成されたEA眼鏡レンズの厚さを薄くするために、200μmより薄い(また、前記組み込み挿入部の厚さと同等である)ことが望ましい。例えば、ネマチック液晶の5μmの2つの層を有する、偏光に対して非感知性のEA素子を設けたとき、3つの個々の基板の厚さは、60μmよりも薄いことが望ましい(3×60μm+2×5μm=190μm)。本発明のより好ましい実施の形態では、このEA素子の全体の厚さは、より容易に製造可能なように、600μm以下としても良い。例えば、ネマチック液晶の5μmの2つの層を有する、偏光に対して非感知性のEA素子を設けたとき、3つの個々の基板の厚さは、196μmよりも薄いことが望ましい(3×196μm+2×5μm=598μm)。様々な焦点距離(付加光学倍率)の個々のEA素子の製造も、このような製造工程をさらに合理化する助けとなる。前記組み込み挿入部とは別に前記EA素子を製造することにより、付加光学倍率とICの位置との組み合わせの各々に対するSKUの数を生じる必要がなく、前記挿入部、前記ICおよび各々の付加光学倍率の値のための、乗算に対比するような加算の、SKUの数のみが必要とされるので、SKUの数が減る。
【0028】
前記組み合わせられたEA素子は、前記基板上の電気接触点230が、前記組み込み挿入部110上の対応する前記電気リード線120とアライメントするように、この組み込み挿入部110の中央部に配置される(図7a並びに図7b)。このアライメント処理は、基準の基板210の前記アライメント用端部171と、組み込み挿入部の前記アライメント用端部170によって容易にされる。前記EA素子と前記挿入部との間の電気接続は、導電性の接着剤、金属のバンプボンディングおよびワイヤボンディングを含む多くの方法によってなされることができる。前記挿入部へのEA素子の挿入は、多くの方法によってなされ得る。組み込み挿入部に組み込まれた、複数の同心リングのパターン電極を有する、組み合わせられたEA素子の一例が、図8aに示されている。組み込み挿入部に組み込まれた、画素化されたパターン電極を有する、組み合わせられたEA素子の一例が、図8bに示されている。この処理は、同心リングの電極、画素化された電極、モードレンズの電極、または表面レリーフ構造体が使用されても関係なく、全てのEA素子に対して同じである。
【0029】
3つの基板を有する、本発明の第1の実施の形態では、前記基準の基板210が、前記挿入部の中央に配置され、また、電気的接触は、この基準の基板と前記アースの信号電気リード線との間に形成される。そして、パターン電極200を有する基板が、電極の面が互いに対面するように、前記基準の基板210の両側に、NOA65(Norlandの製品)のような光学的に透明な接着剤によって取着される。これら基板が取着される前に、液晶の配向層が設けられ、前記セルは、上記のようにして配置される。それから、これらセルは、特別な要求がなく液晶で満たされ、電気接触点230によって、前記挿入部に前記信号電気リードに接続される。この処理は、同心リングの電極、画素化された電極、モードレンズの電極、または表面レリーフ構造体が使用されても関係なく、全てのEA素子に対して同じである。
【0030】
3つの基板を有する、本発明の第2の実施の形態では、前記2つのセルの一方(前記基準の基板210とパターン電極200を備えた1つの基板を有する)のみが、(上記のようにして)組み合わせられ、挿入部に電気的に接続される。続いて、パターン電極200を有する他方の基板が、適切に配置され、かつ前記基準の基板の反対側に取着され、さらに、電気的接触が形成される。この実施の形態では、前記セルは、組み合わせられるときか、両方が組み合わせられた後、液晶で満たされることができる。この処理は、同心リングの電極、画素化された電極、モードレンズの電極、または表面レリーフ構造体が使用されても関係なく、全てのEA素子に対して同じである。
【0031】
3つの基板を有する、本発明の好ましい他の実施の形態では、前記EA素子は、構成に関係なく、このEA素子が挿入部内に適合するように、歪ませる、もしくはこの挿入部を一時的に物理的に変形させることによって、前記可撓性の組み込み挿入部内に、完全に組み合わせられ、かつ組み立てられる。
【0032】
偏光に対して非感知性のコレステリック液晶を組み込んだEA素子を使用している、本発明の実施の形態では、2つの基板のみが必要とされ、一方は基準の電極を有し、他方はパターン電極を有する。このような実施の形態では、予め完全に組み合わせられることができ、前記挿入部に電気接続を与えることのみが、残りの処理工程であるので、2つの基板のEA素子への組み込みは、非常に簡単である。この処理は、同心リングの電極、画素化された電極、モードレンズの電極、または表面レリーフ構造体が使用されても関係なく、全てのEA素子に対して同じである。
【0033】
前記組み込み挿入部の組み合わせでの複数の構成素子の使用は、完全に組み合わせられた挿入部(前記EA素子を有する)を物理的に安定にするのと、最終的なレンズの複数の仕上げ面の少なくとも1つを形成するのとの両方のために、封入用の接着剤または樹脂の使用を必要とするであろう。完成されたレンズブランクという用語の使用は、レンズが、両面に完成され、既定された光学倍率を有することを意味することが、注意されるべきである。半完成のレンズブランクは、片面に完成され、既定された光学倍率を十分に有さない。未完成レンズブランクは、半完成もしくは完成されていない両面を有し得る。ウェハという用語は、薄い半完成のレンズブランクもしくは完成されたレンズブランクを意味し得る。最終的に、ブランクという用語は、このようなレンズ部材が、縁取られていない、即ち眼鏡レンズのフレームの完成形状に形成されていないことを意味する。
【0034】
前記完成されたレンズは、球体および円柱体の通常の光学誤差を矯正するようにか、発明性のあるアプローチによって高次の光学収差を矯正するように製造されることが、さらに注意されるべきである。球体および円柱体の、通常の屈折の誤差を矯正するレンズの製造は、周知技術である。人間の目の高次の光学収差を矯正するために、レンズの光学倍率が、形式、倍率並びに位置で特定される光学収差を矯正する局所的な光学倍率の変化を有するように、設置されるであろう。多くの場合、高次の光学収差の矯正は、完成された電気活性眼鏡レンズの装着者の目の波面解析(wave−front analysis)によって決定される。高次の光学収差の矯正は、前記レンズブランクの光学倍率の局所的な変化を発生させることによってなされ得る。また、この高次の光学収差の矯正は、電気活性層が取着されず露出した外面を、マシーニングすることによって与えられることができる。マシーニングは、レンズの面加工並びにポリシングの処理を含み得ることが、理解される。代わって、局所的な変化は、前記レンズブランクの局所的な屈折率の変化を引き起こすような前記レンズ内に含まれる薄い樹脂層を硬化するによって、与えられることができる。このような局所的な変化は、前記レンズブランクと電気活性層の周りとの間の表面鋳込み樹脂層を硬化することによる局所的な変化を与えることによって、このレンズブランクに電気活性層を加えるときにも与えられ得る。高次の光学収差の矯正は、図8bに示されているような画素化された光学素子の使用によってもなされ得る。
【0035】
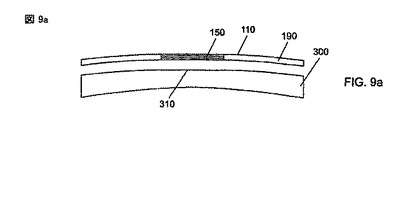
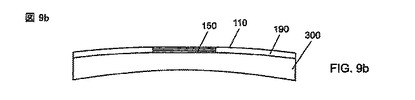
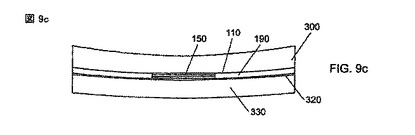
前記組み込み挿入部110を前記バルクの屈折素子160に組み込むための2つのアプローチが、図9aないし図9eと図10aないし図10eとに示されている。第1のアプローチは、中央部の近くに平面部分310を有するプラスチックの完成されたレンズブランク300を使用する(図9a)。前記組み込み挿入部110は、光学的に透明な接着剤でこのレンズブランク300に積層される(図9b)。中央部の近くの前記平面部分310は、液晶層を歪ませて性能を低下させてしまう可能性のある、前記EA素子150に起こり得る撓みを制限する助けとなるであろう。次に、この仮組み合わせは、反転され、レンズの他方の完成された面を形成するように、鋳型330に置かれる。そして、この鋳型330が、UVもしくは熱感知性の樹脂320で満たされ、硬化される(図9c)。この樹脂320が硬化された後、このレンズは、前記鋳型330から取り除かれ、さらに、適切な眼鏡レンズのフレームに適合されるように、必要とされる付加的な処理のために準備される。光学的に上質な面の表面鋳込みの技術は、周知技術である。前記完成されたレンズブランク300もしくは半完成のレンズブランク340を形成する材料は、前記表面鋳込み層320で使用されている材料と同じでなくても良いが、これら2つの材料は、実質的に同じ屈折率を有することが望ましいことが、注意されるべきである。
【0036】
上記の方法で使用される前記レンズブランクは、完成されていても、半完成であっても良い。完成されたブランク300に前記挿入部を組み込むことによって、光学面の次の積層に対する機械的な研削または研磨の必要性がなくなるが、患者の処方箋並びにフレームの形状(即ち、オーダーメイドの製品)の情報を必要とする。半完成のブランク340の使用(図9e)は、次の積層に対する機械的な研削または研磨の工程を必要とするであろうが、患者の処方に対する情報は必要でない。従って、半完成のレンズは、卸売商に直接販売できるので、好ましいアプローチであり、レンズの製造元から患者への、製品と情報との既定の流れを妨げない。
【0037】
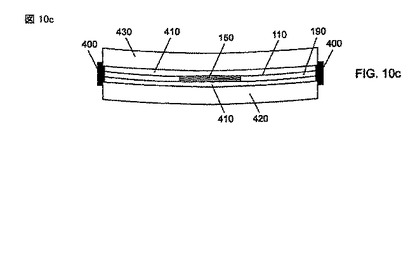
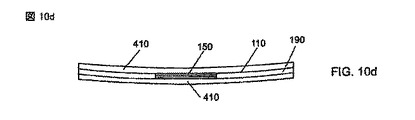
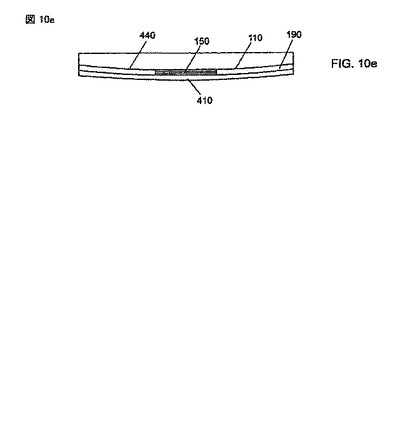
積層法に代わって、前記組み込み挿入部110は、遠方視力レンズを形成する硬化樹脂内に鋳造されても良い。液体樹脂からレンズ全体を鋳込む技術も、周知技術である。EAレンズの鋳込みは、図10aに示されているような堅い装着リング、即ち鋳型ガスケット400に、前記挿入部110のアーム190を最初に装着することによってなされ得る。次に、この堅いリング400が、鋳型420に(一時的に)装着され、この鋳型の表面が、前記EAレンズの完成面の1つを形成する(図10b)。それから、第2の鋳型430が、これら2つの鋳型の表面間に吊着される前記組み込み挿入部110をするキャビティを形成するようにして、前記堅いリング400に装着される(図10c)。さらに、このキャビティは、適切な樹脂410で満たされ、硬化される。この樹脂410が、硬化された後、前記鋳型420、430並びに前記堅いリング400は、取り除かれ、結果として生じるレンズは、適切な眼鏡レンズのフレームに適合されるように、必要とされる付加的な処理のために準備される(図10d)。製造プロセスを容易にするために、前記堅い装着リング、鋳型ガスケット400は、使い捨て可能なように、安価な、射出成形可能な材料により形成されることができる。積層方法に関して、成形された半完成のブランク440(図10e)は、完成された鋳型ブランクの代わりに使用されることができる。完成されたもしくは半完成のEAレンズは、このような方法で、または上記の理由により好ましい半完成のレンズの製造方法で、製造されても良い。
【0038】
このような2つのアプローチの利点は、完全に組み合わせられたEA構成素子のパラメータが、患者の遠方視力と、乱視の視力矯正との少なくとも一方に対する必要性とは関係ないことと、このような必要性と反応しないこととの両方である。患者の処方が、(積層または鋳込みによって)完成されたレンズを製造するために必要とされる間、前記挿入部の回転対称性は、前記ICが、患者の乱視の軸に関係なく、見た目良く受容可能な位置に置かれるようにして、配置される。(図9e並びに図10eの、積層または鋳込みによって)半完成のレンズを製造することは、レンズが製造された後に、遠方視力、乱視矯正が加えられることをより許容する。近くに対する視力と遠くに対する視力との間の矯正の欠如と、前記組み込み挿入部の回転対称性とが、確立したレンズ製造並びに処理技術を、前記EA技術の組み込みのためのわずかな修正のみに使用されるようにする。前記の方法のいずれかによる半完成のレンズの製造は、この半完成のレンズから完成されたレンズを製造するフリーフォーミングとして知られている技術の使用を可能にする。フリーフォーミングは、半完成のレンズブランクの表面に、患者の処方を研削かつ研磨するために使用される、コンピュータ数値制御(CNC)マシーニングの形態であり、周知技術である。フリーフォーミングは、距離に対する処方の矯正のための面を発生させるために、一般的に使用されるが、最近の発明の所定の実施の形態では、高次の光学収差の矯正のための表面を製造するためにも使用され得る。
【0039】
これら2つの方法は、EA眼鏡レンズの製造に対して多くの効果をもたらすが、このような効果は、全ての光学材料と含まれ得る構成素子との屈折率に一致する能力に依存している。屈折率が全て等しくない(±0.02の誤差のマージン内で)ならば、前記組み込み挿入部の端部とEA素子とは、目に見えてしまい、この製品は、患者に喜ばれないであろう。幸い、幅のある範囲の屈折率を示すことができ、かつ異なる処理技術に適合可能な、多くの光学材料がある。しかし、ここでの制限は、前記パターンEA電極を形成するための通常のフォトリソグラフィ(と関連する有機溶剤)の使用により、基板材料のより良い候補の無機材料を形成することである。ここでの例では、適切な無機材料は、ガラスおよびサファイアを含み、ここでは、サファイアの高コストにより、サファイアよりもガラスが好ましい。なお、電極の処理に使用される適切な管理および溶媒の選択で、アクリル樹脂により形成される薄膜のような有機材料が、EA素子を形成するために使用されても良い。Schott、HoyaおよびOharaのような、光学素子の産業のガラスの製造者は、わずかに1.50より小さい値ないしわずかに2.00より大きい値の範囲の屈折率を有するガラスを供給し、これらの値は、眼球用レンズの産業界の必要性によく合っている。様々なモノマ(樹脂)並びにポリマ(プラスチック)の屈折率も、幅広い値をカバーするが、光学ガラスの屈折率よりも高い値を一般的になさない。商用の光学樹脂並びにプラスチックに対する、一般的に大きな屈折率は、1.60ないし1.70のオーダであり、このような値は、眼球用レンズの産業界によって最初になされた。様々な材料に対する屈折率の値と重なる幅広い範囲が与えられれば、屈折率の一致の必要性は、大きな困難を示さなくなる。しかし、好ましい屈折率の範囲は存在する。多くの光学材料は、1.50付近の屈折率を有する傾向にある。本発明の一実施の形態では、個々の構成素子の屈折率は、1.50付近の値に合わせられている。本発明の他の実施の形態で、およそ1.66の屈折率を有する、偏光に対して非感知性のコレステリック液晶が使用されるならば、個々の構成素子の屈折率は、1.66付近の値に合わせられている。屈折率に一致させる必要のある個々の構成素子の数を減らすように、前記EA素子を構成するために使用される基板の1つは、レンズの構成に積層法が使用されたとき、完全レンズブランクまたは半完全レンズブランクによって置換されても良い。このような実施の形態では、完全な前記組み込み挿入部の構成は、完全または半完全レンズブランクを含むであろう。
【0040】
上記では、遠方視力の矯正を与える通常の眼鏡レンズ内に嵌入された、液晶に基づいた動的な電気活性眼鏡レンズを使用することよって、老眼を矯正するEA眼鏡レンズを製造するための方法を述べている。本発明は、老眼の矯正を対象としているが、ここに示されている方法は、目の高次の光学収差のような、他の視力の誤差を矯正する眼鏡レンズを構成するために使用されることができる。
【図面の簡単な説明】
【0041】
【図1】図1は、電子回路と、電気活性光学素子と、バルクの屈折光学素子とを有する完全な電気活性眼鏡レンズの正面図である。
【図2】図2は、機械的に可撓性であり、かつ光学的に透明な組み込み挿入部の正面図である。
【図3】図3は、透明な電気リード線を追加した、組み込み挿入部の正面図である。
【図4】図4は、透明な電気リード線と集積回路の駆動電子装置とを追加した、組み込み挿入部の正面図である。
【図5】図5は、集積回路に接続されている、2つの電力供給源と9つの駆動信号リード線とを示す、前記組み込み挿入部の1つのアームの詳細図である。
【図6a】図6aは、同心リングのパターン電極を有する2つの基板と、単一の連続的な電極を有する基板とにより構成されている完全な電気活性素子の正面図である。
【図6b】図6bは、同心リングのパターン電極を有する基板の正面図である。
【図6c】図6cは、単一の連続的な電極を有する基板の正面図である。
【図6d】図6dは、図6aの完全な電気活性素子のA−A線に沿った分解図である。
【図6e】図6eは、単一の連続的な電極にコーティングされた表面レリーフ回折構造を有する2つの基板と、単一の連続的な電極を有する基板とにより構成されている代わりの完全な電気活性素子の正面図である。
【図6f】図6fは、単一の連続的な電極にコーティングされた表面レリーフ回折構造を有する代わりの完全な電気活性素子のための基板の正面図である。
【図6g】図6gは、単一の連続的な電極を有する基板の正面図である。
【図6h】図6hは、図6eの完全な代わりの電気活性素子のA−A軸に沿った分解図である。
【図6i】図6iは、複数のモードレンズの電極を有する2つの基板と、単一の連続的な電極を有する基板とにより構成されている代わりの完全な電気活性素子の正面図である。
【図6j】図6jは、複数のモードレンズの電極を有する代わりの電気活性素子のための基板の正面図である。
【図6k】図6kは、単一の連続的な電極を有する基板の正面図である。
【図6l】図6lは、図6iの代わりの完全な電気活性素子のA−A軸に沿った分解図である。
【図7a】図7aは、組み立てられた組み込み挿入部の正面図である。
【図7b】図7bは、電気活性素子と組み込み挿入部との間の電気接続を形成するように、この組み込み挿入部内への電気活性素子の物理的な配置の、図7aのA−A軸に沿った分解図である。
【図8a】図8aは、全ての電気リード線と、付加光学倍率を与えるように、回折レンズを形成するようにして配置されている同心リングのパターン電極を備えた電気活性素子とを含む、完全に組み立てられた組み込み挿入部の正面図である。
【図8b】図8bは、全ての電気リード線と、人間の目の任意の光学誤差を矯正するようにして配置されている画素化されたパターン電極を有する電気活性素子とを含む、完全に組み立てられた組み込み挿入部の正面図である。
【図9a】図9aは、電気活性眼鏡レンズを製造する第1の方法で、第1の工程として、完全に組み合わせられた挿入部と完成されたレンズブランクとを示す。
【図9b】図9bは、電気活性眼鏡レンズを製造する第1の方法で、第2の工程として、完成されたレンズブランクに積層されている、完全に組み合わせられた挿入部を示す。
【図9c】図9cは、電気活性眼鏡レンズを製造する第1の方法で、第3の工程として、反転され、接合されている、完全に組み合わせられた挿入部と完成されたレンズブランクとに取着されている鋳型を満たす樹脂を示す。
【図9d】図9dは、電気活性眼鏡レンズを製造する第1の方法で、第4の工程として、樹脂を硬化させた後の、接合されている、完全に組み合わせられた挿入部を示す。
【図9e】図9eは、電気活性眼鏡レンズを製造する第1の方法で、代わりの第1の工程として、完全に組み合わせられた挿入部が、半完成のレンズブランクに積層されており、樹脂を硬化させた後の、接合されている、完全に組み合わせられた挿入部と完成されたレンズブランクとを示す。
【図10a】図10aは、電気活性眼鏡レンズを製造する第2の方法で、第1の工程として、鋳型ガスケット内に配置されている、完全に組み合わせられた挿入部を示す。
【図10b】図10bは、電気活性眼鏡レンズを製造する第2の方法で、第2の工程として、表面が、鋳型ガスケットに取着されている完成されたレンズブランクを形成している第1の鋳型を示す。
【図10c】図10cは、電気活性眼鏡レンズを製造する第2の方法で、第3の工程として、鋳型を樹脂で満たした後に、鋳型ガスケットに取着されている第2の鋳型を示す。
【図10d】図10dは、電気活性眼鏡レンズを製造する第2の方法で、第4の工程として、樹脂が硬化され、かつ鋳型および鋳型ガスケットが取り除かれた後の、接合されている、完全な組み合わせられた挿入部と完成されたレンズブランクとを示す。
【図10e】図10eは、電気活性眼鏡レンズを製造する第2の方法で、代わりの第2の工程として、樹脂が硬化され、かつ鋳型および鋳型ガスケットが取り除かれた後の、接合されている、完全な組み合わせられた挿入部と半完成のレンズブランクとを示す。
【特許請求の範囲】
【請求項1】
第1の光学倍率を与えるための光学素子と、
この光学素子内に配置されている挿入部と、
活性化されたときに、第2の光学倍率を与え、活性化されていないときに、光学倍率を実質的に与えないように、前記挿入部に接触するように配置され、かつ前記光学素子に光学的に結合されている電気活性素子とを具備する電気活性眼鏡レンズ。
【請求項2】
前記光学素子は、この光学素子の第1の面を形成するための完成されたレンズブランクと、
この第1の面に対向している、前記光学素子の第2の面を形成するための成形された光学樹脂とを有する請求項1のレンズ。
【請求項3】
前記光学素子は、この光学素子の第1の面を形成するための半完成のレンズブランクと、
この第1の面に対向している、前記光学素子の第2の面を形成するための成形された光学樹脂とを有する請求項1のレンズ。
【請求項4】
前記光学素子は、この光学素子の第1並びに第2の面を形成するための成形された光学樹脂を有し、この第2の面は、第1の面に対向している請求項1のレンズ。
【請求項5】
前記第1の光学倍率は、平面体の光学倍率、球面体の光学倍率、円柱体の光学倍率および球面円柱体の光学倍率からなるグループから選択され、また、
前記第2の光学倍率は、平面体の光学倍率および球面体の光学倍率からなるグループから選択される請求項1のレンズ。
【請求項6】
前記第1の光学倍率は、近視、遠視、老眼および乱視からなるグループから選択される視力の問題を矯正し、また、
前記第2の光学倍率は、近視、遠視および老眼からなるグループから選択される視力の問題を矯正する請求項1のレンズ。
【請求項7】
前記光学素子は、目の高次の光学収差を矯正するように形成されている請求項1のレンズ。
【請求項8】
前記電気活性素子は、目の高次の光学収差を矯正するように形成されている請求項1のレンズ。
【請求項9】
前記挿入部は、前記電気活性素子の位置付けのための中央リングと、
この中央リングの周りで径方向に延びるように配置されている周縁部と、
この中央リングに、この周縁部に沿って電気的結合を与えるように、周縁部に配置されている電気的な経路とを有する請求項1のレンズ。
【請求項10】
前記周縁部は、前記中央リングの周りで径方向に延びるように配置されている複数のアームを有する請求項9の挿入部。
【請求項11】
前記電気的な経路は、前記中央リングから前記周縁部に沿って延びている、複数の信号電気リード線と、
前記電気活性素子に電力を与えるように、前記信号電気リード線に電気的に接続されている集積回路と、
この集積回路に電気的に接続され、かつ前記周縁部に沿って、前記複数の信号電気リード線から離れて配置されている1対のバッテリ信号リードとを有する請求項9の挿入部。
【請求項12】
前記電気活性素子は、第1の基板と、
この第1の基板の一面上に配置されている複数のパターン電極と、
この第1の基板の上に配置されている第2の基板と、
この第2の基板の一面上に配置されている電極と、
前記複数のパターン電極と前記電極との間に配置されている液晶とを有する請求項1のレンズ。
【請求項13】
前記電気活性素子は、第1の基板と、
この第1の基板の一面上に配置されている複数の第1のパターン電極と、
この第1の基板の上に配置されている第2の基板と、
この第2の基板の第1の面上に配置されている第1の電極と、
この第2の基板の、前記第1の面に対向している第2の面上に配置されている第2の電極と、
前記第2の基板の上に配置されている第3の基板と、
この第3の基板の一面上に配置されている複数の第2のパターン電極と、
前記複数の第1のパターン電極と前記第1の電極との間に配置されている第1の液晶と、
前記複数の第2のパターン電極と前記第2の電極との間に配置されている第2の液晶とを有する請求項1のレンズ。
【請求項14】
前記電気活性素子は、付加光学倍率を与えるように形成されている請求項1のレンズ。
【請求項15】
前記電気活性素子は、同心リングの回折電気活性素子である請求項1のレンズ。
【請求項16】
前記電気活性素子は、画素化された電気活性素子である請求項1のレンズ。
【請求項17】
前記電気活性素子は、表面レリーフ電気活性素子である請求項1のレンズ。
【請求項18】
前記電気活性素子は、モードレンズ電気活性素子である請求項1のレンズ。
【請求項19】
組み合わせられた挿入部を形成するために、挿入部内に電気活性素子を配置することと、
電気活性眼鏡レンズの第1の光学面を形成するために、光学的に透明な接着剤で、前記組み合わせられた挿入部の第1の面に、レンズブランクを積層することと、
鋳型と前記レンズブランクとの間にキャビティを形成するために、前記第1の面に対向している、前記組み合わせられた挿入部の第2の面を覆うように、この鋳型を配置することと、
光学樹脂で前記キャビティを満たすことと、
電気活性眼鏡レンズの第2の光学面を形成するために、前記光学樹脂を硬化させることとを含む、電気活性眼鏡レンズを製造するための方法。
【請求項20】
前記レンズブランクは、完成されたレンズブランクである請求項19のレンズを製造するための方法。
【請求項21】
前記レンズブランクは、半完成のレンズブランクである請求項19のレンズを製造するための方法。
【請求項22】
組み合わせられた挿入部を形成するために、挿入部内に電気活性素子を配置することと、
鋳型ガスケット内に、前記組み合わせられた挿入部を装着することと、
この鋳型ガスケットに、第1の鋳型並びに第2の鋳型を配置することと、
光学樹脂で前記キャビティを満たすことと、
電気活性眼鏡レンズの第2の光学面を形成するために、前記光学樹脂を硬化させることとを含み、
前記第1の鋳型は、これら第1の鋳型と第2の鋳型との間にキャビティを形成するために、この第2の鋳型に対向している、電気活性眼鏡レンズを製造するための方法。
【請求項23】
前記第1の光学面は、完成されたレンズブランクを有する請求項22のレンズを製造するための方法。
【請求項24】
前記第1の光学面は、半完成のレンズブランクを有する請求項22のレンズを製造するための方法。
【請求項25】
前記半完成のレンズブランクは、完成されたレンズブランクを形成するためにさらに処理される、請求項21もしくは24の半完成のレンズブランク。
【請求項26】
前記電気活性素子は、第1の基板と、
第2の基板と、
これら第1の基板と第2の基板との間に配置され、電気的に変更される屈折率を有することが可能な部材とを有する請求項1のレンズ。
【請求項1】
第1の光学倍率を与えるための光学素子と、
この光学素子内に配置されている挿入部と、
活性化されたときに、第2の光学倍率を与え、活性化されていないときに、光学倍率を実質的に与えないように、前記挿入部に接触するように配置され、かつ前記光学素子に光学的に結合されている電気活性素子とを具備する電気活性眼鏡レンズ。
【請求項2】
前記光学素子は、この光学素子の第1の面を形成するための完成されたレンズブランクと、
この第1の面に対向している、前記光学素子の第2の面を形成するための成形された光学樹脂とを有する請求項1のレンズ。
【請求項3】
前記光学素子は、この光学素子の第1の面を形成するための半完成のレンズブランクと、
この第1の面に対向している、前記光学素子の第2の面を形成するための成形された光学樹脂とを有する請求項1のレンズ。
【請求項4】
前記光学素子は、この光学素子の第1並びに第2の面を形成するための成形された光学樹脂を有し、この第2の面は、第1の面に対向している請求項1のレンズ。
【請求項5】
前記第1の光学倍率は、平面体の光学倍率、球面体の光学倍率、円柱体の光学倍率および球面円柱体の光学倍率からなるグループから選択され、また、
前記第2の光学倍率は、平面体の光学倍率および球面体の光学倍率からなるグループから選択される請求項1のレンズ。
【請求項6】
前記第1の光学倍率は、近視、遠視、老眼および乱視からなるグループから選択される視力の問題を矯正し、また、
前記第2の光学倍率は、近視、遠視および老眼からなるグループから選択される視力の問題を矯正する請求項1のレンズ。
【請求項7】
前記光学素子は、目の高次の光学収差を矯正するように形成されている請求項1のレンズ。
【請求項8】
前記電気活性素子は、目の高次の光学収差を矯正するように形成されている請求項1のレンズ。
【請求項9】
前記挿入部は、前記電気活性素子の位置付けのための中央リングと、
この中央リングの周りで径方向に延びるように配置されている周縁部と、
この中央リングに、この周縁部に沿って電気的結合を与えるように、周縁部に配置されている電気的な経路とを有する請求項1のレンズ。
【請求項10】
前記周縁部は、前記中央リングの周りで径方向に延びるように配置されている複数のアームを有する請求項9の挿入部。
【請求項11】
前記電気的な経路は、前記中央リングから前記周縁部に沿って延びている、複数の信号電気リード線と、
前記電気活性素子に電力を与えるように、前記信号電気リード線に電気的に接続されている集積回路と、
この集積回路に電気的に接続され、かつ前記周縁部に沿って、前記複数の信号電気リード線から離れて配置されている1対のバッテリ信号リードとを有する請求項9の挿入部。
【請求項12】
前記電気活性素子は、第1の基板と、
この第1の基板の一面上に配置されている複数のパターン電極と、
この第1の基板の上に配置されている第2の基板と、
この第2の基板の一面上に配置されている電極と、
前記複数のパターン電極と前記電極との間に配置されている液晶とを有する請求項1のレンズ。
【請求項13】
前記電気活性素子は、第1の基板と、
この第1の基板の一面上に配置されている複数の第1のパターン電極と、
この第1の基板の上に配置されている第2の基板と、
この第2の基板の第1の面上に配置されている第1の電極と、
この第2の基板の、前記第1の面に対向している第2の面上に配置されている第2の電極と、
前記第2の基板の上に配置されている第3の基板と、
この第3の基板の一面上に配置されている複数の第2のパターン電極と、
前記複数の第1のパターン電極と前記第1の電極との間に配置されている第1の液晶と、
前記複数の第2のパターン電極と前記第2の電極との間に配置されている第2の液晶とを有する請求項1のレンズ。
【請求項14】
前記電気活性素子は、付加光学倍率を与えるように形成されている請求項1のレンズ。
【請求項15】
前記電気活性素子は、同心リングの回折電気活性素子である請求項1のレンズ。
【請求項16】
前記電気活性素子は、画素化された電気活性素子である請求項1のレンズ。
【請求項17】
前記電気活性素子は、表面レリーフ電気活性素子である請求項1のレンズ。
【請求項18】
前記電気活性素子は、モードレンズ電気活性素子である請求項1のレンズ。
【請求項19】
組み合わせられた挿入部を形成するために、挿入部内に電気活性素子を配置することと、
電気活性眼鏡レンズの第1の光学面を形成するために、光学的に透明な接着剤で、前記組み合わせられた挿入部の第1の面に、レンズブランクを積層することと、
鋳型と前記レンズブランクとの間にキャビティを形成するために、前記第1の面に対向している、前記組み合わせられた挿入部の第2の面を覆うように、この鋳型を配置することと、
光学樹脂で前記キャビティを満たすことと、
電気活性眼鏡レンズの第2の光学面を形成するために、前記光学樹脂を硬化させることとを含む、電気活性眼鏡レンズを製造するための方法。
【請求項20】
前記レンズブランクは、完成されたレンズブランクである請求項19のレンズを製造するための方法。
【請求項21】
前記レンズブランクは、半完成のレンズブランクである請求項19のレンズを製造するための方法。
【請求項22】
組み合わせられた挿入部を形成するために、挿入部内に電気活性素子を配置することと、
鋳型ガスケット内に、前記組み合わせられた挿入部を装着することと、
この鋳型ガスケットに、第1の鋳型並びに第2の鋳型を配置することと、
光学樹脂で前記キャビティを満たすことと、
電気活性眼鏡レンズの第2の光学面を形成するために、前記光学樹脂を硬化させることとを含み、
前記第1の鋳型は、これら第1の鋳型と第2の鋳型との間にキャビティを形成するために、この第2の鋳型に対向している、電気活性眼鏡レンズを製造するための方法。
【請求項23】
前記第1の光学面は、完成されたレンズブランクを有する請求項22のレンズを製造するための方法。
【請求項24】
前記第1の光学面は、半完成のレンズブランクを有する請求項22のレンズを製造するための方法。
【請求項25】
前記半完成のレンズブランクは、完成されたレンズブランクを形成するためにさらに処理される、請求項21もしくは24の半完成のレンズブランク。
【請求項26】
前記電気活性素子は、第1の基板と、
第2の基板と、
これら第1の基板と第2の基板との間に配置され、電気的に変更される屈折率を有することが可能な部材とを有する請求項1のレンズ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6a】
【図6b】
【図6c】
【図6d】
【図6e】
【図6f】
【図6g】
【図6h】
【図6i】
【図6j】
【図6k】
【図6l】
【図7a】
【図7b】
【図8a】
【図8b】
【図9a】
【図9b】
【図9c】
【図9d】
【図9e】
【図10a】
【図10b】
【図10c】
【図10d】
【図10e】
【図2】
【図3】
【図4】
【図5】
【図6a】
【図6b】
【図6c】
【図6d】
【図6e】
【図6f】
【図6g】
【図6h】
【図6i】
【図6j】
【図6k】
【図6l】
【図7a】
【図7b】
【図8a】
【図8b】
【図9a】
【図9b】
【図9c】
【図9d】
【図9e】
【図10a】
【図10b】
【図10c】
【図10d】
【図10e】
【公表番号】特表2009−523263(P2009−523263A)
【公表日】平成21年6月18日(2009.6.18)
【国際特許分類】
【出願番号】特願2008−550365(P2008−550365)
【出願日】平成19年1月10日(2007.1.10)
【国際出願番号】PCT/US2007/000549
【国際公開番号】WO2007/081959
【国際公開日】平成19年7月19日(2007.7.19)
【出願人】(501079602)イー・ビジョン・エルエルシー (13)
【Fターム(参考)】
【公表日】平成21年6月18日(2009.6.18)
【国際特許分類】
【出願日】平成19年1月10日(2007.1.10)
【国際出願番号】PCT/US2007/000549
【国際公開番号】WO2007/081959
【国際公開日】平成19年7月19日(2007.7.19)
【出願人】(501079602)イー・ビジョン・エルエルシー (13)
【Fターム(参考)】
[ Back to top ]