
機械的に安定なコーティング
基板、および少なくとも1層からなるナノポーラス接着性コーティングを含んでなるエレメントであって、該層は、該基板と接触して接しており、かつ分離したナノ粒子のドメインを含んでなり、該ドメインの各々が1〜1000nmの平均直径を有し、そのドメインの周囲の大部分において、隣接するドメインからその直径に等しいかまたはそれ未満の平均距離だけ分離れている、上記エレメント。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ナノポーラス接着性コーティングに関する。このコーティングは、1nm〜1000nmの直径を有するナノメーターサイズの実体からできている。
【0002】
また、本発明はナノメーターサイズの実体を含有するナノポーラス接着性コーティングを製造する方法にも関する。本発明はまた、多様な孔径分布を備えたこのようなコーティングを製造する方法にも関する。
【0003】
最後に、本発明は、該コーティングでカバーされた目的物に関する。
【背景技術】
【0004】
種々の基板上に堆積させた多くのコーティング、特にセラミックコーティングに関する主な関心ごとは、その基板が弾力的にまたは可塑的に変形される場合のそれらの脆弱性、およびより一般的には機械的な弱さである。コーティングが金属基板上に堆積され、この基板が変形されると、そのコーティング内にクラックが形成され、さらなる変形後にはデラミネーションが生じる。この劇的なプロセスは、基板とコーティングとの間の界面で形成される応力(stress force)が、接着強度に打ち勝った場合に生じ、2つの構成材の割れ目が生じる。
【0005】
異なるアプローチがこの効果を最小化するために用いられてきた。多孔性セラミックが作り出され、さもなくば非常に薄いフィルムを沈着させてきた。
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、基板および少なくとも1層からなるナノポーラス接着性コーティングを含むエレメントに関し、この層は前出の基板と接触して接着されており、ナノ粒子の別々のドメインを含み、そのドメインの各々は、1〜1000nmの平均直径を有しており、その周囲の大部分において隣接するドメインとその直径と等しいかまたはそれより小さい平均距離分離れている。
【0007】
本出願において、用語「ドメイン」は、基板表面と直接接触している少なくとも1つのナノ粒子でできたコーティング領域を意味する。ドメインは他のドメインと完全に離れている、すなわち他のドメインといかなる接触もしていない。他のドメインと接触している場合もあり得るが、このような場合にはその接触領域の量は制限されており、明らかにそのドメイン自体と区別することができる。
【0008】
上記の理由により、本出願において用語「分離」または「分離されている」は、「主に分離されている」と理解されるべきである。
【0009】
用語「クラスター」は別のものを指し、ドメインとは異なり、少なくとも1つのナノ粒子でできており、かつ基板表面と接触していない。
【0010】
可能な実施態様において、本出願のエレメントは、以下の工程
−基板を提供する工程
−該基板上に1〜500nmの平均直径を有するナノ粒子を含有する懸濁液から該コーティングを堆積させる工程であって、そのコーティングは、定着処理中に除去される少なくとも1つの結合剤を含有するということにより特徴づけられる、工程
−定着処理を施用する、工程
によって得られる。
【0011】
好都合なことに、この定着処理は熱処理であり、一方が有機成分を燃焼させるために酸化雰囲気中で行なわれ、他方は接着を増強しかつ材料を固化(焼結)させるために不活性または還元雰囲気中で行なわれるという少なくとも2つの部分処理に分けられることにより特徴づけられることが好ましい。
【0012】
別の可能な実施態様において、本出願のエレメントは以下の工程
−基板を供給する工程
−該基板上に一時的なテンプレート層を堆積させる工程
−該基板上に1〜500nmの平均直径を有するナノ粒子を含有する懸濁液から該コーティングを堆積させる工程であって、そのコーティングは、定着処理中に除去される結合剤を含有するということにより特徴づけられる、工程
−定着処理を適用する、工程
によって得られる。
【0013】
好都合なことに、この定着処理は熱処理であり、好ましくは、一方が有機成分を燃焼させるために酸化雰囲気中で行なわれ、他方は接着を増強しかつ材料を固化(焼結)させるために不活性または還元雰囲気中で行なわれるという少なくとも2つの部分処理に分けられることにより特徴づけられる。
【0014】
後者のアプローチは、多重モード細孔分布を持つこのようなコーティングの製造方法例である。このテンプレート層は、ナノ粒子自体によって作製されるナノ細孔よりも大きな細孔を作製するために用いられる。
【0015】
可能な実施態様において、このようなコーティングを作製するために用いられる粒子は、1〜100ナノメートルの平均直径を有する。
【0016】
可能な実施態様において、少なくとも第1層に存在するコーティングのドメインは、100〜500nmの平均直径を有する。
【0017】
可能な実施態様において、コーティングの2つの隣接するドメインを分けている平均距離は、20〜200nmである。
【0018】
好ましい実施態様において、コーティングのドメインの平均直径は、コーティングの2つの隣接するドメイン間の平均距離の5倍である。
【0019】
可能な実施態様において、基板はセラミックである。別の可能な実施態様において、基板はポリマーである。好ましい実施態様において、基板は金属である。
【0020】
可能な実施態様において、コーティングは金属製である。別の可能な実施態様においてコーティングはポリマーで作られている。好ましい実施態様において、コーティングはセラミック製である。別の可能な実施態様において、コーティングは前出のエレメントのうち少なくとも2つの混合物から作られている。
【0021】
可能な実施態様において、コーティングのドメインは、それ自体がいくつかのより小さいナノ粒子の焼結および/または融合によって得られるナノ粒子である。
【0022】
可能な実施態様において、この方法の最後の2工程(ナノ粒子堆積および熱処理)は、製造工程中少なくとも1度繰り返される。
【0023】
このアプローチにより、異なる空隙の層を持つ厚いコーティングを作製することができる。特に、より上の層は、第1層に存在するドメインの直径と異なる直径を有するナノ粒子またはナノ粒子クラスターで構成され得る。
【0024】
可能な実施態様において、結合剤は懸濁液の質量中少なくとも5%を占める。別の実施態様において、結合剤は懸濁液の質量中少なくとも25%を占める。
【0025】
可能な実施態様において、結合剤はポリマーである。好ましい実施態様において、そのポリマーは、ポリアクリレート、ポリビニルアルコール、ポリエチレングリコールまたはPMMAの群より選択される。
【0026】
可能な実施態様において、基板は金属であり、熱処理工程はその基板のアニーリングに相当する。例えば、冠状ステント(coronary stent)の加工はいくつかの工程を包含する。金属チューブをレーザーにより切断し、アニーリングしてそれより前の処理によって蓄積した応力を緩め、その後電解研磨して、表面をクリーニングし滑らかにする。本発明において、本発明者らは熱処理工程を伴う、基板をコーティングする方法を記載している。本発明の実施態様において、アニーリング工程およびコーティング熱処理工程は、単一の熱処理工程に一体化されてもよい。
【0027】
可能な実施態様において、酸化雰囲気下で実施される部分熱処理(heat sub−treatment)は、有機成分を燃焼させるのに用いられ、不活性雰囲気または還元雰囲気中で行なわれる部分熱処理は、その成分を焼結させるために用いられる。
【0028】
好ましい実施態様において、不活性雰囲気は、酸化ガスの最大部圧が10-14 barである。この最大部圧は、コーティング中に存在する物質ならびに焼結温度に従って変化させることができる。この値は、800℃の温度における酸素とチタンの部分圧である。酸素の部分圧がより高い場合は、チタンが酸化し始める。可能な実施態様において、この熱処理は、制御された雰囲気の密閉容器中で実施される。別の可能な実施態様において、この密閉容器はチタン片を含む。このチタン片は一種の酸素ポンプとして作用し、その部分圧を10-14 barより低く維持する。別の可能な実施多様において、このチタン片は、容器の、エレメントが焼結される温度よりもわずかに低い温度である領域に配置される。この方法において、微量酸素を含み得るガスは、サンプルからチタンへの対流により移動する。
【0029】
可能な実施態様において、酸化性雰囲気下で実施される熱処理は、300℃〜600℃の温度で為される。温度をこの範囲に維持することで、基板を酸化させずにかまたは最小限の酸化で、コーティング手順の間に用いられる有機成分を燃焼することが可能である。
【0030】
可能な実施態様において、不活性雰囲気または還元雰囲気中で行なわれる熱処理は、500℃を超える温度で為される。
【0031】
別の可能な実施態様において、不活性雰囲気または還元雰囲気中で行なわれる熱処理は、100℃を下回る温度で為される。
【0032】
好ましい実施態様において、その温度はこれら2つの温度間に維持される。
【0033】
好ましい実施態様において、不活性雰囲気はアルゴン、ヘリウム、窒素、成形ガス(formiergas)、および水素から選択されるガスまたはこれらのガスの混合物から作られる。
【0034】
コーティングの効果は、その機械的抵抗により調節される。この抵抗は、表面に対するコーティングの接着とその粘着力とを結びつける。変形させる場合、コーティングの劣化の2つの基本的な形態は、基板表面および負荷応力に対して優先的には直角なクラック形成ならびにデラミネーション(基板/コーティング界面と同じ面におけるクラック形成)である。基板に対して直角なクラックの存在は、コーティングの効果には必ずしも影響しない。しかしながらデラミネーションがはじまると、コーティングの粘着力が失われはじめる。最初にコーティングされたいくつかの領域が曝され、そのコーティングのいくらかの部分が環境中に放たれる。
【0035】
厚く延性のある基板上への薄くて硬くかつ比較的もろいコーティングを考慮する場合、このコーティング−基板系が外力(例えばトラクション力)に供されると、最初の工程において弾性的に(in an elastic way)変形する。このセラミックコーティングのヤング率が、特定の時点において基板のヤング率よりも高くなる、すなわち所定の臨界ひずみによって、最初のクラックがコーティング内に形成される;それは基板の表面に対して直角なクラックである。このクラックは、コーティング内で所定の応力、いわゆる限界応力に到達すると形成する。このクラックが現れるとすぐ、クラック近傍ではコーティング内の応力は消失するが、コーティング−基板界面において、クラックの底部の端に応力の集中が生じる。この応力集中は、接着力が低い場合にはコーティングのデラミネーションを引き起こす場合があり、基板が延性のある場合には、高い塑性変形領域の形成を引き起こす場合がある。デラミネーションの開始ポイントは、基板に対するコーティングの接着力に依存する。この接着力が強いほど、デラミネーションが遅れる。
【0036】
クラックが形成されると、コーティング内の応力はクラック近傍でゼロまで落ちる。クラックから移動すると、その応力は再び増加する。そのひずみが十分大きく、クラックまでの距離が十分長い場合、その応力は、別のクラックの作成が始まるのに十分高い限界応力値に達することが可能となる。このクラックが形成されると、基板が変形した際にコーティング内に生じた応力が緩和される。一旦クラックが形成されると、変形が続き、応力は新しいクラックが形成されるまで大きくなっていく。各クラック周辺に、別のクラックが形成される可能性がゼロに等しい特定の領域が存在する(すなわち、クラックまでの距離が短すぎるためにその限界値まで達することがない)。さらに、フィルムの強度があまり高くない場合、また基板の変形が塑性域である場合、この領域のサイズは、基板−コーティング界面の変形によって引き起こされる横からの剪断応力、ならびにすでに存在している多くのクラックには依存しない。金属基板上にナノ構造化されたコーティングの場合、および工業的に意味のある変形については、このような条件が満たされている。従って、2つのクラック間の最小距離l0が存在する。それを超えると、変形が継続した場合であってもクラックの数は増加しない。従って、クラックの周囲±l0/2に広がる領域においては、基板とコーティングの間の界面における横からの剪断応力はコーティング内で限界応力を超える応力を生じることはなく、デラミネーションにはつながらない。
【0037】
引張りによる基板の変形は、その表面における2つのタイプの変形を含む:表面の伸長と表面の収縮。コーティングされた基板に対してそれを延ばすような力が加えられた場合、その力に平行な軸に沿った基板およびコーティングの表面変形は、引張りとなる。力の軸に垂直な面での変形は、表面収縮である(基板のポワソン比(Poisson modulus)が、コーティングのポワソン比よりも低い場合。コーティングのポワソン比の方が高い場合は、コーティングは引張りを受ける)。この表面収縮は、引張りと呼ばれない:例えば、筒型の断面の基板については、およそ伸長における変形の3分の1(弾性変形)から半分(塑性変形)を示す。伸長変形に対して、コーティング内の圧縮における変形の影響は、クラックの形成によって補填され得ない。この変形を補填する方法は、変形される前に予めコーティング内に収縮方向に垂直な孔またはクラックなどの構造を作製することである。変形の間に構築されたこれらが粉砕し、コーティングの干渉性を維持することができる。
【0038】
本発明に記載されたコーティングにおいて、セラミック層は、全ての方向に、制御された方法ですでに亀裂が入れられている。確かに、小さなドメインの形状を示す構造は、全ての方向に人工的なクラックの存在を保障している。これらのクラック間の距離、または言い換えるとこれらのドメインの「直径」は、l0よりも小さい。このことは、コーティング内の応力が、変形および残りのコーティングとは関係なく、各ドメインの表面全体に対する限界応力未満に留まっていることを意味している。このl0の値は、接着強度/粘着強度の比に依存しており、本発明に示されている場合については実験的に測定されている。それは、コーティングの製造パラメータによるが、700nm〜1000nmの値である。図7a)および図7b)のグラフおよび図8a)および8b)の写真は、1mmあたり1000〜1400の亀裂密度、つまり700nm〜1μmの距離でクラックの数が飽和していることをはっきりと示している。
【課題を解決するための手段】
【0039】
本発明の1つの可能な実施態様において、コーティングは、懸濁液から基板上にナノ粒子を堆積させることによって得られる。従って、このコーティングは、ドメインがランダムに積み重なっているように見え、粒子およびクラスターは、小さなネック(necks)で互いにつながっている(図6(概略図)、および図10a)および10b(顕微鏡写真)を参照のこと)。用いられる懸濁液は、ナノ粒子、ポリマー性バインダおよび溶媒の混合物である。溶液の溶解度を維持するため、および凝結や凝集体形成を避けるために、塩基などの安定化剤を加えてもよい。
【0040】
この混合物を基板に堆積させると、基板のいくらかの部分が粒子と接触し、他の部分がポリマーによってカバーされる。基板のこれら2つの部分の間の表面比率は、経験的に、懸濁液中の粒子とポリマーの相対濃度と相関している。この「1番目の」層の上に、他の粒子層がランダムに積み重なる。
【0041】
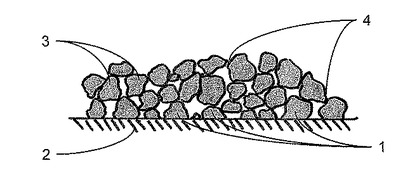
熱処理が適用されると、この構成が進化する(evolve)。一方が空気中で行われ、他方が純粋アルゴン中で行われる(それぞれ酸化性雰囲気および中性雰囲気)、2つの連続処理の場合において、ポリマーは最初に「燃焼」していくつかの空間が作製される。その後、粒子は、その粒子の接触点でネックを形成することによって一緒に焼結し始め、より大きい単位を作製する(これは、焼結プロセスまたは硬化プロセスである)。このプロセスが時間および温度の制御された条件下で実施される場合、この硬化プロセスは、基板上への高密度層の形成には至らず、最後の層は図6に示される概略図と類似しているようである。コーティングドメイン(1)の第1層は、基板(2)と接触している。これらのドメインは、出発物質のみならず熱処理パラメータに依存しており、様々な平均直径を有している。可能な最小直径は、懸濁液中で用いられるナノ粒子の直径によって与えられる。最大直径は、基板に対するコーティングの良好な接着を確実にするために1000nm未満に維持される。この長さの値は、上で議論されている。この第1層の上に、一連の層が重層してコーティングを形成する。これらのさらなる層を形成しているエレメント(ナノ粒子またはクラスター)(3)は、基板とは直接接触していない。これらは、第1層(ドメイン)および/または他の層(ナノ粒子またはクラスター)由来の、他のエレメントと接触している。この接触点(4)は、小さなネックであり、これらの直径はエレメントの平均直径よりも非常に小さい。
【0042】
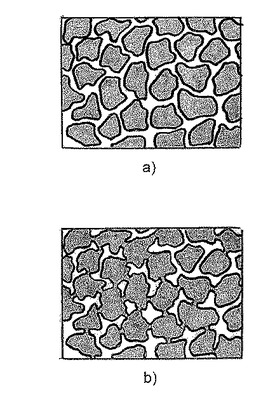
コーティングの第1層の上から見ると、異なる構成をもつドメイン(1)を確認することができる。図5a)および5b)は、2つの可能性を示している。図5a)において、ドメインは互いに接触していない。これらは全て、一種の溝によって隣接するドメインと分離されている。図5b)は、別の可能な実施態様を示しており、これらのドメインは、その外周の大部分で、一種の溝によって隣接するドメインと分離されている。これらは、いくつかの隣接するドメインと、小さなネックを介して接触しており、この例においてそのネックの直径はコーティングドメインの平均直径よりも非常に小さい。
【0043】
上記の記載において、本発明者らは、コーティングを作製するために粒子懸濁液を使用することを述べた。これは、明らかに例を限定していない。同じタイプのコーティングは、例えば、ゾル−ゲル法、沈降法、電着法、噴霧法およびこれらの組み合わせ(これらに限定されるわけではない)のような他の湿式の化学的方法によって得ることができるが、例えば、スパッタリング、溶射法もしくはプラズマ溶射法、PCV、CVDまたはこれらの組み合わせ(これらに限定されるわけではない)のような非湿式の化学的方法によっても得ることが可能である。
【0044】
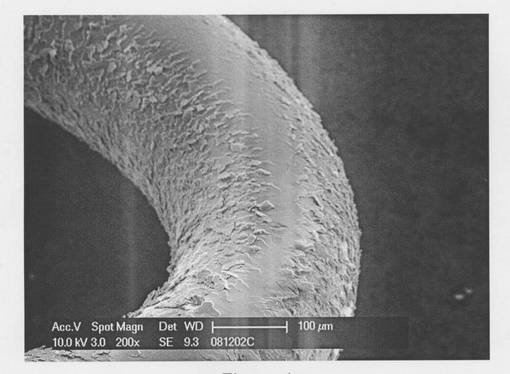
本発明において記載されるコーティングの重要な特徴は、その非常に高い機械的接着力である。例えばセラミックが金属基板用に堆積される場合、および引張りまたは圧縮のいずれかによって基板が変形される場合、非常に迅速にそのコーティングはデラミネーションを起こす。この振る舞いを説明するプロセスは、いくつかの化学文献に記載されている。このような振る舞いの典型的な例は、図4に示されている。ここでは、酸化チタンの比較的薄いコーティング(約1ミクロン)が、ステンレス鋼ワイヤ状に堆積されている。それは850℃で焼結され、高密度化されている。次いで、そのワイヤを折り曲げ、約40%の表面歪を生じさせる。図4において、明らかに3つのゾーンに区別することができる。左側(すなわち、曲げられたワイヤの凹面)において、コーティングは圧縮下にある。右側(すなわち、曲げられたワイヤの凸面)において、コーティングは引張り下にある。中間部分では、基板は歪んでいない。基板が変形されている両方の領域において、コーティングは劇的なデラミネーションの徴候を示している。このコーティングの破片は、基板から部分的にかまたは全てはがれている。
【0045】
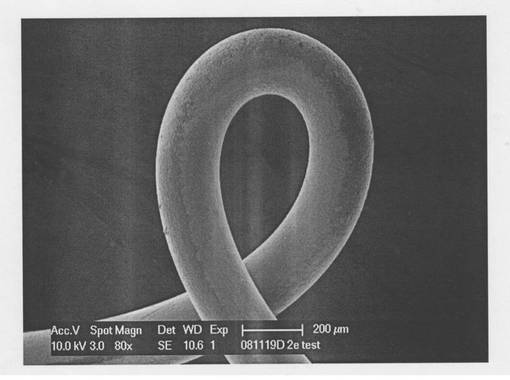
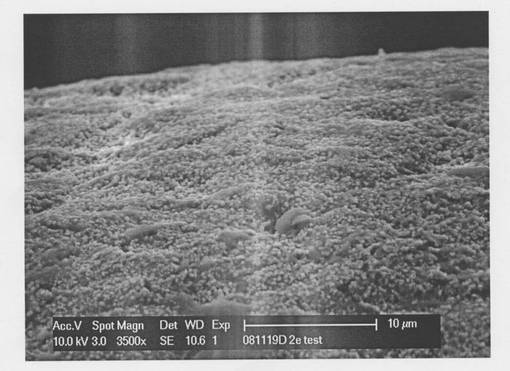
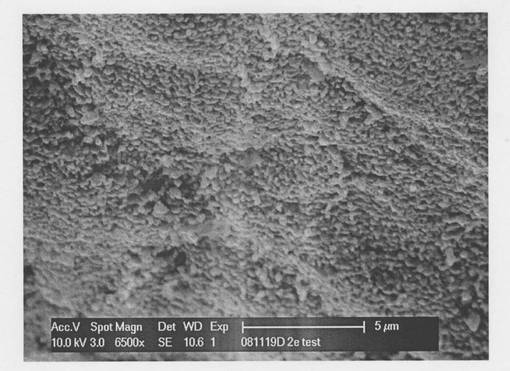
逆に、図1〜3は、本発明に記載されているコーティングを示している。ここでも、再びステンレス鋼ワイヤがミクロ厚の酸化チタン層でコーティングされている。またここでも、表面歪が約40%に到達するまで、基板が曲げられている。図1は、ワイヤの全体図を示している。図2および図3は、それぞれ伸長された領域と圧縮された領域(それぞれ図1のワイヤの頂部、底部に対応している)の拡大図である。両方の図において、コーティングは基板に接着しており、その干渉性が維持されていることを確認することができる。また、基板の変形は、粒子が互いに滑り落ちて、コーティングに伝わっていることも確認できる。
【0046】
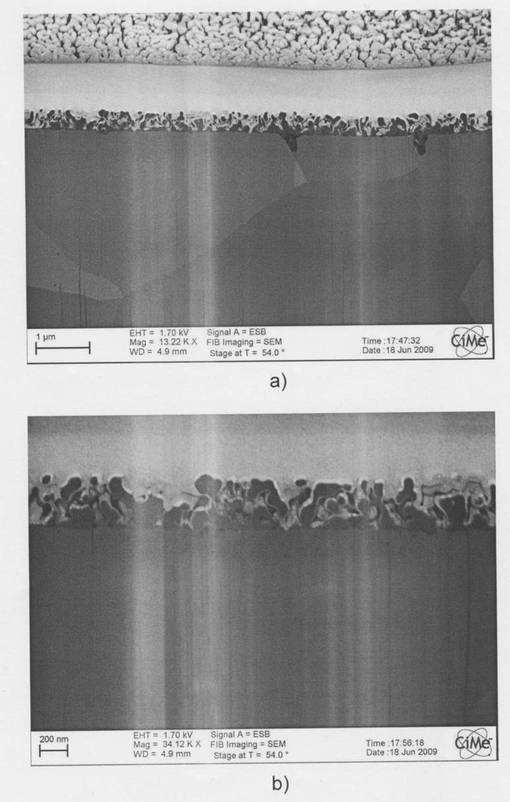
図10a)およびb)は、この特性の別の例である。ここでは、約400nmの酸化チタン層がステンレス鋼基板上に堆積されている。次いで、そのサンプルを伸長させて、30%より大きい表面歪を作りだした。これらの2つの図は、変形度のコーティングの断面図を示している。伸長は、この写真の面で行った。基板に接触している請求項に記載されたコーティングのドメインを、はっきりと識別することができる。また、図6に述べた異なる特徴も明らかに見られる:これらのドメインの上に、ナノ粒子またはクラスターがランダムに積み重なり、ネックを介して互いに連結されている。図10b)においては、400nm未満の直径を有するコーティングのドメインが基板と接着していることをはっきりと確認することができる。
【0047】
一般的なコーティング方法
以下は、このような接着性コーティングを得るために用いられるいくつかの可能な種々の方法の記載である。
【0048】
コーティング方法の第1の実施態様は、以下の工程を包含する:
1)表面を有する支持体または基板を提供する
2)コーティングを懸濁液からこの基板上に堆積させる。この懸濁液は、少なくともナノ粒子および定着処理の間に除去される結合剤を含有する。
3)その後、定着処理を施す。
【0049】
都合のよいことに、この定着処理は、好ましくは2つの部分処理(1つは空気中(酸化性雰囲気)で実施され、他方はアルゴン中(不活性雰囲気)で実施される)に分けられるという事実により特徴づけられる熱処理である。
【0050】
別の可能な実施態様において、一時的なテンプレート層を、コーティングを基板に堆積させる前に堆積させる。この一時的なテンプレート層は、熱処理の間に除去される。このような方法で構成されると、それを除去することによってコーティング中に空間が作製される。
【0051】
第3の可能な実施態様において、テンプレート層を、懸濁液の第1層を堆積させた後に堆積させる。
【0052】
第4の可能な実施態様において、第1の実施態様(工程1〜3)に記載されたプロセスを実施する。その後、最後の2つの工程(2および3)を2度繰り返す。この実施態様において、「最初の」工程2に用いられた混合物は、「2番目の」工程2に用いられる混合物と異なってもよい。特に、異なる直径のナノ粒子を用いることができる。
【0053】
第5の実施態様において、テンプレート層を、第1の実施態様に記載されたプロセスの完了後に堆積させることができる。一旦そのテンプレート層を堆積させ、別のコーティングをそのコーティング状に堆積させて、新たな熱処理が施す。
【0054】
コーティング堆積:先駆体
コーティングの堆積には、異なる手順が考えられ得る。それらは、用いられるコーティングの先駆体ならびにコーティングの所望される特性に従って選択される。湿式での化学的手法のための先駆体のいくつかの例を以下に示す:
第1のタイプの実施態様においては、溶媒(例えば水)にナノ粒子(またはナノ粉末)を溶解させた懸濁液を使用することができる。好ましい実施態様において、この懸濁液は例えばポリマーのような結合剤も含有する。この結合剤は、潜在的に異なる効果(impact)を有している。コーティング手順の間に、結合剤によってより厚い層の生成が可能となる。液体先駆体から表面上に層を堆積させる歳に、溶媒の蒸発が層中に制御できない分裂現象をもたらし得ることはよく知られている。このタイプの振る舞いを避けるための、文書に裏付けられている周知のアプローチは、溶液に結合剤を加えることである。この薬剤はまた、コーティングドメインの形成に対しても効果を有する。開始懸濁液中のこの薬剤の濃度を変化させることで、基板と接触しているナノ粒子の密度および配置を変化させ、これらのドメインを作製するのに用いられる。密度と配置の変化は、焼結の間の様々なタイプの濃度に好都合となり得る。
【0055】
別の実施態様において、懸濁液は例えば塩基を用いて安定化することができる。この安定化剤(例えば、粒子の表面変化によってかまたはキレート剤として作用する)の役割は、粒子の制御不能な凝集の形成を避けることである。
【0056】
別の実施態様において、コーティング先駆体として、金属アルコキシドのヒドロキシル化および分縮によって得られたゾルを用いることができる。
【0057】
別の実施態様において、その先駆体は、適合する溶媒中への先駆体の溶解によって得られた溶液であってもよい。
【0058】
上記の両方の実施態様において、ゾルおよび溶液に、結合剤および/または安定化剤を加えることができる。
【0059】
別の実施態様において、いくつかの結合剤を組み合わせることもできる。この組み合わせは、例えば2つのポリマーが一緒に用いられる場合などに、新規の特性をもたらすことができ、より適合する機械特性および熱特性、または相補特性を付与することができる。
【0060】
所定の実施態様において、用いられる先駆体は親水性物質であり、それにより親水性のコーティング表面を作製することができる。
【0061】
別の実施態様において、用いられる先駆体は疎水性物質であり、それにより疎水性のコーティング表面を作製することができる。
【0062】
別の可能な実施態様において、第1層のために第1カテゴリの先駆体、および追加層のために第2カテゴリの先駆体を用いることができる。例えば、第1層またはおそらく最初のわずかな層は、先駆体としてナノ粒子懸濁液を用いて得られる。このような先駆体は、特定タイプのドメインの構成により好適であり得る。次いで、より上層は、ゾル−ゲル法を用いて得られる。これは、文献により、ゾルゲル法を用いて生成された層の空隙は、ナノ粒子懸濁液を用いて生成された空隙とわずかに異なり得ることが知られている。
【0063】
コーティングを生成するためにナノ粉末またはゾルゲルアプローチを用いることは、結晶性コーティングを得るために必要な温度を低減するという利点を付与する。これは、特に熱処理の歳に相転移を起こし得、それによってそれらの機械特性または形状記憶特性を損ない得る金属性基板にとって好適である。
【0064】
コーティング手順;堆積法
第1の可能な実施態様において、先駆体は、浸漬コーティングによって堆積される。このサンプルは、先駆体中に(完全にかまたは部分的に)浸され;次いで、一定かつ制御された速度で先駆体を引き上げる。コーティングの厚さは、例えば混合物の粘度および引き上げる速度によって変化する。
【0065】
可能な実施態様において、浸漬手順は何度か繰り返される。各々の浸漬により、基板上にさらなる層が堆積される。可能な実施態様において、浸漬間で、その先駆体の組成は変化してもよい。その変化は先駆体のいくつかの物理特性(例えば、ナノ粒子のサイズまたはナノ粒子懸濁液の場合におけるナノ粒子 対 結合剤の比率など)または溶液の化学的性質に関し得る。各工程間で先駆体の化学的性質を変化させることにより、化学勾配を持つコーティングを作製することが可能となる。可能な実施態様において、基板と同じ組成を持つ先駆体で開始し、コーティングの厚さにわたり、この組成を変化することができる。
【0066】
別の可能な実施態様において、その先駆体はスピンコーティングによって堆積される。先駆体の滴を、コーティングする表面上に堆積させる。この表面を非常に高速で回転させ、遠心力によって表面上の滴を分散させる。このコーティングの厚さは、とりわけ粘度および角速度に応じて変化する。
【0067】
浸漬コーティングに関しては、そのプロセスは何度も繰り返され得、かつ浸漬コーティングに関しては、先駆体はプロセス間で変化され得る。
【0068】
別の可能な実施態様において、先駆体は電析により表面に塗布される。ここで、電位が印加され、先駆体から表面へコーティングエレメントを輸送する。
【0069】
浸漬およびスピンコーティングに関しては、そのプロセスは何度か繰り返すことができ、かつ浸漬およびスピンコーティングに関しては、先駆体はそのプロセス間で変化され得る。
【0070】
第4の可能な実施態様において、コーティングはインクジェットプリントによって堆積される。今日、様々なタイプのインクジェットプリント技術が利用可能である。例として、以下にドロップオンデマンド技術を記載する(しかしこの説明は、簡単に連続インクジェットプリントに拡張することができる)。ドロップオンデマンド技術において、物質の微小液滴(micro−droplet)が、操作者の要求で、ノズルを通じて表面上に射出される。このノズルおよび/または表面は、全ての空間方向(例えば、x、y、zまたはステントのような円筒形システムにより適合するためのr、θ、z)に移動することができる。この移動により、表面上の液滴の最終的な位置を正確にコントロールできる。インクジェットは、液滴堆積の完全な空間制御を提供する。インクジェット法の空間解像度は、現在、数マイクロオーダーである。
【0071】
可能な実施態様において、様々な組成および空隙率を持つセラミックが、基板の異なる部分にコーティングされ得る。上記に提示した他の方法と比較して、インクジェットは全ての方向に可とう性(flexibility)を提供する。浸漬およびスピンコーティングならびに電析に関しては、コーティングの厚さに変化(variation)をもたらすことができる。インクジェットについては、マイクロメーターレベルで、xおよびy方向に組成の変化(variation)を組み込むことも可能である。可能な実施態様において、領域中に所定の化学組成を有するコーティングを有し、別の領域には完全に異なる化学組成を有するコーティングを持つことができる。コーティングの物理特性に関しても同じことが可能である。同様の構造は、上記の他の方法で得ることができた。例えば、これは表面のスマートマスキング法(smart masking strategy)を用いることによって浸漬コーティングでも達成可能である。この結果は、インクジェットにより、非常に簡単な方法で得ることができる。
【0072】
上述のように、コーティング手順は数回繰り返すことができる。これにより、コーティングの組成を変更することができるがまた、別の例としてはこれによりより厚いコーティングを作製することが可能となる。当該分野では、特定の厚さを超える湿潤の化学方法を介して得られたコーティングについては、溶媒の蒸発の間にクラックが形成し始めることがよく知られている。直接的な結果として、このことは堆積させることができるクラックのないフィルムの厚さを制限する。前述のように、結合剤の使用は、特定の状況下でより厚い層の作製を可能にする。別のアプローチは、そのプロセスを複数回繰り返すことである。各コーティング堆積の間に、前の層は乾燥されるか完全に焼結され得る。
【0073】
孔を含むコーティング
可能な実施態様において、コーティングは多様な空隙を有することができる。これらのタイプの空隙を作製するために種々の方法が用いられ、記載されてきた(以下を参照のこと:Piveteau, Hofmann and Neftel:「Anisotropic Nanoporous Coating」、WO 2007/148 240 ならびにTourvieille de Labrouhe、Hofmann and Piveteau:「Controlling the Porosity in an Anisotropic Coating」、PCT/IB2009/052206およびそれらの関連文書)。これらは、本発明に適用可能である。
【0074】
可能な実施態様において、セラミックナノポーラスコーティングは、以下:
・表面を有する支持体または基板を提供する、工程
・この支持体または基板上に一時的なテンプレート層を堆積させる、工程
・支持体または基板とテンプレート層の組みあわせを、少なくともナノ粒子および定着処理の間に除去される結合剤を含有する懸濁液より得られたコーティングによってカバーする、工程
・定着処理を施す、工程
により得られる。
【0075】
好都合なことに、この定着処理は、好ましくは少なくとも2つの部分処理に分けられ、1つが酸化性雰囲気下で実施され、他方が中性または還元雰囲気中で行なわれる熱処理である。
【0076】
別の可能な実施態様において、このコーティング方法は以下の工程を包含する:
・表面を有する支持体または基板を提供する、工程
・その支持体上に一時的なテンプレート層を堆積させる、工程
・このテンプレート層が構築される、工程。
【0077】
可能な実施態様において、この構築は例えば、電子ビームまたはレーザービームによるレーザーの直接照射によってなされる。この照射は、テンプレート層の選択された領域の溶解度特性を変化させる。別の可能な実施態様において、追加のマスクを用いて照射中にテンプレート層の一部を保護する。その後照射された領域を除去する。
・得られた構築テンプレート層でカバーされた支持体または基板を、少なくともナノ粒子および定着処理中に除去される結合剤を含有する懸濁液より得られるコーティングによってカバーする。
・定着処理を施す
【0078】
好都合なことに、この定着処理は、好ましくは少なくとも2つの部分処理に分けられ、1つが酸化性雰囲気下で実施され、他方が中性または還元雰囲気中で行なわれる熱処理である。
【0079】
熱処理
本発明者らが製造中に用いる熱処理には、とりわけ2つの重要な役割がある:第一には、コーティング堆積に用いられ得るかまたはコーティング中に存在し得る全ての有機化合物を除去するために用いられる。また、セラミックを焼結するために用いられ得る。焼結は、全てが固体拡散工程により、セラミック粒子がネックおよび粒子境界を形成して空隙率を下げ、最終段階においては高密度体を形成する、プロセスである。これは、物質の機械的特性を改良し、向上させる。
【0080】
可能な実施態様において、熱処理は2つの部分処理に分けられる。
【0081】
第1の処理は酸化性雰囲気下で行われる。好ましい実施態様において、その温度は300℃〜600℃に設定される。典型的な酸化性雰囲気として、空気を用いることができる。ここでの目的は、全ての有機化合物を燃焼させることである。これは、典型的には300℃〜600℃の領域で生じる。この目的は、全ての有機分子を燃焼するのに十分高い温度を選択することである。同時に、基板として金属を用いる場合、基板の酸化を制限するために、高すぎてはならない。所定のシステムに理想的な温度は、熱重量分析によって決定され得る。このタイプの分析においては、サンプルを加熱してその重量を測定する。有機化合物が燃焼されると、サンプル重量の急落が見られる。処理温度は、この限度のちょうど上に設定される。
【0082】
第2の処理は不活性またはわずかに還元性の雰囲気下で実施される。ここでの目的は、基板の酸化を避けることである。異なるガスまたはそれらの混合物が選択され得る。可能かつ不完全な選択肢として以下が挙げられる:アルゴン、ヘリウム、窒素、成形ガスまたは水素。
【0083】
可能な実施態様において、容器中に密閉されているサンプルを用いてこの処理が実施され得る。その後この雰囲気は、この容器中のみで制御される。
【0084】
別の可能な実施態様において、オーブン内(または容器中)に、存在し得る微量酸素を吸収するエレメントを加えることができる。焼結に用いられる温度において、表面の酸化は非常に加速され、非常に低濃度の酸素しか必要ではない。酸素トラップとして作用するエレメントをこのサンプルが置かれたオーブン(または容器)中に加えると、潜在的なこの微量ガスを除去することができる。可能な実施態様において、このトラップはチタンスポンジでできている。好ましい実施態様において、このトラップは、サンプルが処理される温度をわずかに下回る温度の場所にあるオーブン(または容器)中に配置される。この方法において、酸素は対流によってサンプルからトラップに向かって流れる。
【0085】
可能な実施態様において、この部分処理の温度は500℃より高い温度から選択される。好ましい実施態様において、この温度は1000℃未満に維持される。焼結は、通常1200℃より高い温度で実施される手順である。これらの温度により、技術的に興味深い時間枠での拡散による圧密およびさらなる高密度化が可能となる。しかしながら、科学文献より、ナノ粉末から、またはゾルゲル法により得られたセラミックは、より低い温度で焼結され得ることがよく知られている。焼結は500℃ほどの低い温度で開始する場合がある。より低い温度での作業は、基板に対する影響がほどんどないという副次的な効果を有しているため、好ましい。
【図面の簡単な説明】
【0086】
【図1】本発明に記載された層でコーティングされたステンレス鋼ワイヤの変形後の顕微鏡写真である。
【図2】本発明に記載された層でコーティングされたステンレス鋼ワイヤの変形後の顕微鏡写真:伸長領域の拡大図である。
【図3】本発明に記載された層でコーティングされたステンレス鋼ワイヤの変形後の顕微鏡写真:収縮領域の拡大図である。
【図4】高密度層でコーティングされたステンレス鋼ワイヤの変形後の顕微鏡写真である。
【図5】ドメインおよび分割を示している、コーティングの可能な実施態様の第1層の概略図である。
【図6】可能なコーティングの断面図を示している概略図である。
【図7】歪んでいるコーティングの平面顕微鏡写真であり、a)ドメインおよび分割を持つコーティングの可能な実施態様の第1層 およびb)コーティングの可能な実施態様を示している。
【図8】ステンレス鋼上の2つの異なるコーティングについて、基板変形の機能として亀裂密度を示しているグラフである。
【図9】強い変形後の2つの高密度コーティングの表面を示している顕微鏡写真である。
【図10】基板変形後のコーティングの断面図である。
【0087】
適用
このタイプのコーティングは、接着および安定なコーティングが必要とされる産業の様々な分野に適用することができる。可能な実施態様において、用いられる材料はセラミックである。セラミックは、例えば腐食または摩耗に対するその保護作用がよく知られている。このコーティングはガスタービンブレード、加熱部材、道具などに用いることができる。
【0088】
セラミックコーティングの別の重要な適用は、医療分野である。それは、様々な物品、医療用デバイスおよびより具体的には、医療用インプラント(これに限定するわけではない)に用いることができる。この特定の分野においては、例えば、酸化チタン、酸化ジルコニウム、リン酸カルシウム(その異なる形態で)、酸化アルミニウム、酸化イリジウムなどのいくつかのセラミックが、それらの生体適合性について確認されている。それらのうちのいくつかは、生体不活性、すなわちインプラントと生体組織との変化のない共存(quiet coexistence)を可能にすると考えられているが、他のものは生体活性があり、新しい組織の増殖を助長する。
【0089】
特に興味深いのは、ステント、整形外科関係(orthopedic)、脊椎、顎顔面、骨接合および歯科インプラントである。これらの特定の適用については、このコーティングは、例えば、可動パーツを備えるインプラントなどは摩耗に対して、または腐食に対してのそれらの耐性を向上させるために用いることができる。このコーティングは、その寿命の間に機械的な変形に遭遇するインプラントに関して、特に興味深い。
【0090】
一連の可能な実施態様において、このコーティングはまた、インプラントを溶離する薬物に適用することも可能である。この場合において、コーティングの空隙は、純粋にナノサイズの空隙であるかまたは、マイクロサイズとナノサイズの孔を組み合わせた空隙のいずれかであり、1つまたは複数の薬物で装填され得る。ここで、この空隙は長時間にわたって調節された方法でその内容物を放出する薬物リザーバとして用いられる。このリザーバは1つまたは複数の物質を装填され得る。
【0091】
ステントなどのインプラントについて、そのコーティングは非限定的な例として以下の薬物の組み合わせを装填され得る:抗増殖剤、抗凝固性物質、抗感染性物質、静菌性物質など。整形外科関係、脊椎、骨接合または歯科インプラントのようなインプラントについて、そのコーティングは非限定的な例として以下の薬物の組み合わせを装填され得る:抗感染性物質、成長因子など。
【0092】
別の可能な一連の実施態様において、その空隙は組織の内部成長を助長し、それによりインプラントと生体組織との間の機械的な連動を増加させるために用いられ得る。これは、空隙をリン酸カルシウムのような吸収性の生理活性セラミックで充填することにより達成され得る。
【0093】
別の可能な一連の実施態様において、そのコーティングは、基板上に均一に堆積される必要はない。基板のいくらかの領域はカバーする一方、他のいくらかの領域をカバーせずに残しておくことができる。
【0094】
従って、この支持体は金属、セラミックまたはポリマーから作られ得る。また、生分解性材料からも作られ得る。
【実施例】
【0095】
完全にアニーリングした300μmの直径および50mmの代表長さを持つ316Lワイヤを、電気化学セル中で5分間電解研磨した。電解液は、リン酸35wt%、脱イオン水15wt%、およびグリセロール50wt%で構成されている。この溶液を強力なマグネットスターラーで攪拌し、90℃まで加熱した。金属基板をその溶液に浸漬し、0.75A/cm2の電流をその系に印加した。電極とサンプルとの距離は50mmに固定した。
【0096】
一度サンプルを電解研磨し、3つの連続する5分間の超音波浴でリンスした:水、アセトンおよびエタノールにセッケンを加えたものである。その後それらを37℃および10%の相対湿度で10分間、空気チャンバ内で乾燥させた。
【0097】
その後、サンプルをナノ構築されたセラミックコーティングでコーティングした。コーティングをするために、サンプルをディップコーターに固定し、次いでセラミック懸濁液中に浸漬した。それらを300mm/分の速度で引き上げ、37℃および10%の相対湿度で10分間、空気チャンバ内で乾燥させた。
【0098】
セラミック懸濁液は、100%アナターゼのTiO2粉末(7.3%wt)、ポリ酢酸ビニル(7.5%wt)、脱イオン水およびアンモニアクで構成されている。セラミック粒子は、少し凝塊形成したモノナノ粒子で構成されている。これらのエレメントの平均サイズはdmed=24nmであるが、凝集体のサイズ分布は、d10=32nm、d50=46nm、d90=61nmで記載される。この粉末の具体的な表面積を測定すると、65.7m2/gであった。最初のセラミック懸濁液にポリマーバインダを混合して、コロイドの安定性に作用させ、セラミックコーティング中の空隙を作製する。このポリマーはポリ酢酸ビニル3−96であり、一般的にはMowiol 3−96とも呼ばれている。TiO2懸濁液と混合するために、溶液を強力なマグネティックスターラーで攪拌しながら1時間、90℃まで加熱することにより事前に脱イオン水に溶解させておく。最終的に、コロイドの安定性を増強するために、アンモニアクを用いて溶液のpHを10.5に固定する。
【0099】
次いで、コーティングされたサンプルを基板の酸化を避けるために制御された雰囲気下で熱処理する。その処理は2つの連続した工程で構成される:1)グリーンコーティング(green coating)中に存在する残留有機溶媒分子およびバインダを除去することを目的とする、420℃の空気中で1時間の脱バインダ工程;2)820℃で0.5時間の硬化工程であって、ここでは周囲ガスを制御して、サンプルの酸化を避けた。そうするために、第2の熱処理の前にサンプルを300nBarのアルゴンおよびチタンスポンジと一緒に石英カプセル中にカプセル化した。冷却および加熱の熱速度(thermal rate)は、5℃/分とした。
【0100】
図面の詳細な説明
図1は、酸化チタンコーティングでカバーされた、円形断面のステンレス鋼ワイヤの顕微鏡図を示している。この系を曲げることにより変形させた。この変形によって表面歪を40%とした。この写真に見られるように、デラミネーションは生じなかった。このコーティングは約1μmの厚さである。
【0101】
図2は、図1に示したコーティングされたワイヤの上部の拡大図を示している。これは、引張り下の領域を示している。基板の変形が確認される。粒子が互いに滑り、新しいざらついた表面を作製している。このコーティングがデラミネーションを起こしていないこともまた、はっきりと見ることができる。それはなお、基板に接着している。
【0102】
図3は、図1に示したコーティングされたワイヤの下部の拡大図を示している。これは、圧縮下の領域を示している。ここでもまた、基板の変形が確認される。また、コーティングがデラミネーションを起こしていないこともまた見ることができる。その基板への接着ならびに干渉性が維持されている。
【0103】
図4は、約1μm厚の従来の酸化チタンコーティングによってカバーされた円形断面のステンレス鋼ワイヤの顕微鏡写真を示している。図1と同様に、この系を曲げることによって変形した。区別できる領域を確認することができる。左側では、そのコーティングは圧縮下にあり、右側では引張り下にある一方、中間の部分はいかなる歪も受けていない。両方の変形された領域において、コーティングのデラミネーションが明らかに観察される。
【0104】
図5a)は、可能な実施形態のコーティングの第1層の概略図である。コーティングのドメインは1000nm未満の平均直径を有しており、一種の溝に囲まれている。
図5b)は、可能な実施態様のコーティングの第1層の概略図である。ここで、コーティングのドメインは1000nm未満の直径を有しており、それらの周囲の主な部分で他のドメインと分離している。
【0105】
図6は、可能な実施態様のコーティングの断面図の概略図である。基板(2)において、いくつかのドメインの層と粒子およびクラスターとを区別することができる。第1層は、基板と接触しているドメイン(1)で作られている。これらのドメインは1000nm未満の平均直径を有している。その厚さはその直径よりも小さくてもよい。第1層の上に、粒子またはクラスターのいくつかの層(3)を確認することができる。これらの粒子またはクラスターはランダムに積み上げられている。これらの平均直径は、ドメインの直径と同じくらいであってもよいが、異なっていてもよい。接触点は小さなネックである。
【0106】
図7a)および図7b)は、可能な実施態様のコーティングの変形後(約30%)の平面顕微鏡写真を示している。図7a)は、第1層を示している。ドメインは、その周囲の大部分で互いに分離していることを識別することができる。また、基板の歪によって作製されたクラックも確認することができる。図7b)は、いくつかの層から作られるコーティングを示している。基板の歪からきているいくつかのクラックも識別することができる。デラミネーションは生じていない。
【0107】
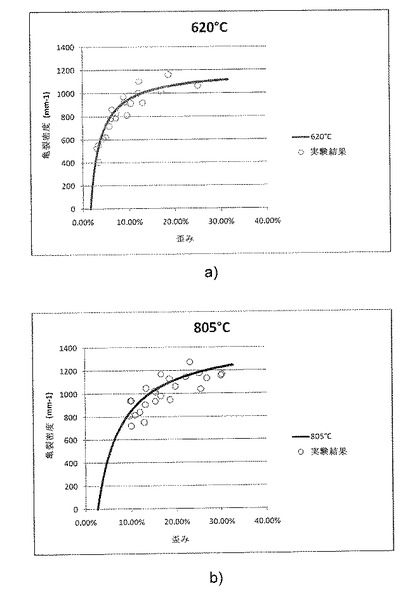
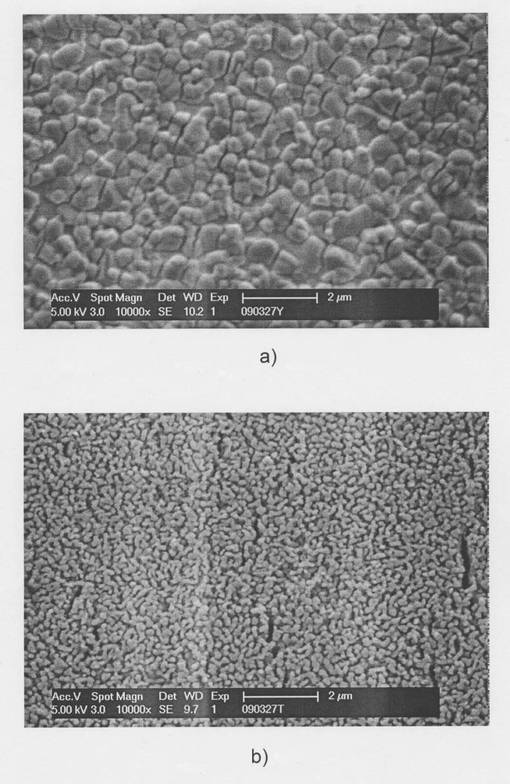
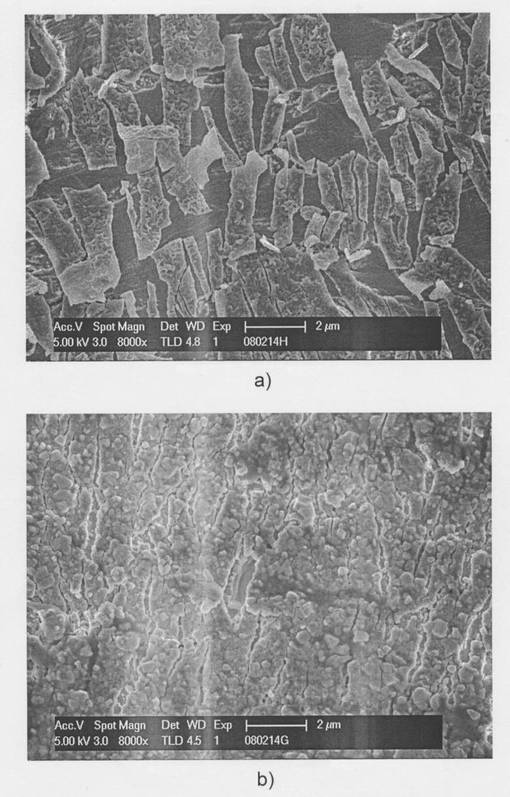
図8a)および図8b)は、基板に対して適用された応力の関数として、2つのコーティング中の亀裂密度のプロットを示している。これらのプロットはフラグメンテーション法を用いて得られる。クラックは、コーティングが内部応力を開放するための方法であるので、亀裂密度は歪みに応じて増加する。デラミネーションが生じると、それ以上クラックは形成されない。この移り変わりは、グラフにはっきりと見られる水平域に対応している。620℃で処理されたサンプルについて、デラミネーションは歪みが約5%で開始している。805℃で処理されたサンプルは、基板へのより良好な接着が見られる。デラミネーションは歪みが約10%で開始している。
【0108】
図9a)および図9b)はそれぞれ、図8a)および図8b)のグラフを作製するのに用いられた2つのサンプルの顕微鏡写真である。これらは、曲線の右側のものである。両方の写真における表面歪みは約30%である。両方の場合でデラミネーションが開始している。2つのクラックの間の距離をはっきりと観察することができる。最初のサンプル(620℃で処理されたもの、図9a))について、その距離は約1000nmである。第2のサンプル(805℃で処理されたもの、図9b))については、その距離は約700nmである。この距離は、基板に対するコーティングの接着だけでなく変形されるコーティングの性能の両方によって提供される。これは、上で議論されている。
【0109】
図10a)および図10b)は、本発明に記載されているコーティングの2つの異なる倍率での断面図を示している。ステンレス鋼基板上に堆積された400nmの酸化チタン層を見ることができる。次いでこの系を、断面をとるためにプラチナ層でカバーした。両方の写真とも変形後の系を示している。写真の面で、基板に、約30%の歪みを適用した。変形中に形成された小さな垂直方向のクラックを識別することができる。また、基板に接着する、コーティングのドメイン(この実施態様においては約400nmの直径を有している)をはっきりと識別することもできる。
【技術分野】
【0001】
本発明は、ナノポーラス接着性コーティングに関する。このコーティングは、1nm〜1000nmの直径を有するナノメーターサイズの実体からできている。
【0002】
また、本発明はナノメーターサイズの実体を含有するナノポーラス接着性コーティングを製造する方法にも関する。本発明はまた、多様な孔径分布を備えたこのようなコーティングを製造する方法にも関する。
【0003】
最後に、本発明は、該コーティングでカバーされた目的物に関する。
【背景技術】
【0004】
種々の基板上に堆積させた多くのコーティング、特にセラミックコーティングに関する主な関心ごとは、その基板が弾力的にまたは可塑的に変形される場合のそれらの脆弱性、およびより一般的には機械的な弱さである。コーティングが金属基板上に堆積され、この基板が変形されると、そのコーティング内にクラックが形成され、さらなる変形後にはデラミネーションが生じる。この劇的なプロセスは、基板とコーティングとの間の界面で形成される応力(stress force)が、接着強度に打ち勝った場合に生じ、2つの構成材の割れ目が生じる。
【0005】
異なるアプローチがこの効果を最小化するために用いられてきた。多孔性セラミックが作り出され、さもなくば非常に薄いフィルムを沈着させてきた。
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、基板および少なくとも1層からなるナノポーラス接着性コーティングを含むエレメントに関し、この層は前出の基板と接触して接着されており、ナノ粒子の別々のドメインを含み、そのドメインの各々は、1〜1000nmの平均直径を有しており、その周囲の大部分において隣接するドメインとその直径と等しいかまたはそれより小さい平均距離分離れている。
【0007】
本出願において、用語「ドメイン」は、基板表面と直接接触している少なくとも1つのナノ粒子でできたコーティング領域を意味する。ドメインは他のドメインと完全に離れている、すなわち他のドメインといかなる接触もしていない。他のドメインと接触している場合もあり得るが、このような場合にはその接触領域の量は制限されており、明らかにそのドメイン自体と区別することができる。
【0008】
上記の理由により、本出願において用語「分離」または「分離されている」は、「主に分離されている」と理解されるべきである。
【0009】
用語「クラスター」は別のものを指し、ドメインとは異なり、少なくとも1つのナノ粒子でできており、かつ基板表面と接触していない。
【0010】
可能な実施態様において、本出願のエレメントは、以下の工程
−基板を提供する工程
−該基板上に1〜500nmの平均直径を有するナノ粒子を含有する懸濁液から該コーティングを堆積させる工程であって、そのコーティングは、定着処理中に除去される少なくとも1つの結合剤を含有するということにより特徴づけられる、工程
−定着処理を施用する、工程
によって得られる。
【0011】
好都合なことに、この定着処理は熱処理であり、一方が有機成分を燃焼させるために酸化雰囲気中で行なわれ、他方は接着を増強しかつ材料を固化(焼結)させるために不活性または還元雰囲気中で行なわれるという少なくとも2つの部分処理に分けられることにより特徴づけられることが好ましい。
【0012】
別の可能な実施態様において、本出願のエレメントは以下の工程
−基板を供給する工程
−該基板上に一時的なテンプレート層を堆積させる工程
−該基板上に1〜500nmの平均直径を有するナノ粒子を含有する懸濁液から該コーティングを堆積させる工程であって、そのコーティングは、定着処理中に除去される結合剤を含有するということにより特徴づけられる、工程
−定着処理を適用する、工程
によって得られる。
【0013】
好都合なことに、この定着処理は熱処理であり、好ましくは、一方が有機成分を燃焼させるために酸化雰囲気中で行なわれ、他方は接着を増強しかつ材料を固化(焼結)させるために不活性または還元雰囲気中で行なわれるという少なくとも2つの部分処理に分けられることにより特徴づけられる。
【0014】
後者のアプローチは、多重モード細孔分布を持つこのようなコーティングの製造方法例である。このテンプレート層は、ナノ粒子自体によって作製されるナノ細孔よりも大きな細孔を作製するために用いられる。
【0015】
可能な実施態様において、このようなコーティングを作製するために用いられる粒子は、1〜100ナノメートルの平均直径を有する。
【0016】
可能な実施態様において、少なくとも第1層に存在するコーティングのドメインは、100〜500nmの平均直径を有する。
【0017】
可能な実施態様において、コーティングの2つの隣接するドメインを分けている平均距離は、20〜200nmである。
【0018】
好ましい実施態様において、コーティングのドメインの平均直径は、コーティングの2つの隣接するドメイン間の平均距離の5倍である。
【0019】
可能な実施態様において、基板はセラミックである。別の可能な実施態様において、基板はポリマーである。好ましい実施態様において、基板は金属である。
【0020】
可能な実施態様において、コーティングは金属製である。別の可能な実施態様においてコーティングはポリマーで作られている。好ましい実施態様において、コーティングはセラミック製である。別の可能な実施態様において、コーティングは前出のエレメントのうち少なくとも2つの混合物から作られている。
【0021】
可能な実施態様において、コーティングのドメインは、それ自体がいくつかのより小さいナノ粒子の焼結および/または融合によって得られるナノ粒子である。
【0022】
可能な実施態様において、この方法の最後の2工程(ナノ粒子堆積および熱処理)は、製造工程中少なくとも1度繰り返される。
【0023】
このアプローチにより、異なる空隙の層を持つ厚いコーティングを作製することができる。特に、より上の層は、第1層に存在するドメインの直径と異なる直径を有するナノ粒子またはナノ粒子クラスターで構成され得る。
【0024】
可能な実施態様において、結合剤は懸濁液の質量中少なくとも5%を占める。別の実施態様において、結合剤は懸濁液の質量中少なくとも25%を占める。
【0025】
可能な実施態様において、結合剤はポリマーである。好ましい実施態様において、そのポリマーは、ポリアクリレート、ポリビニルアルコール、ポリエチレングリコールまたはPMMAの群より選択される。
【0026】
可能な実施態様において、基板は金属であり、熱処理工程はその基板のアニーリングに相当する。例えば、冠状ステント(coronary stent)の加工はいくつかの工程を包含する。金属チューブをレーザーにより切断し、アニーリングしてそれより前の処理によって蓄積した応力を緩め、その後電解研磨して、表面をクリーニングし滑らかにする。本発明において、本発明者らは熱処理工程を伴う、基板をコーティングする方法を記載している。本発明の実施態様において、アニーリング工程およびコーティング熱処理工程は、単一の熱処理工程に一体化されてもよい。
【0027】
可能な実施態様において、酸化雰囲気下で実施される部分熱処理(heat sub−treatment)は、有機成分を燃焼させるのに用いられ、不活性雰囲気または還元雰囲気中で行なわれる部分熱処理は、その成分を焼結させるために用いられる。
【0028】
好ましい実施態様において、不活性雰囲気は、酸化ガスの最大部圧が10-14 barである。この最大部圧は、コーティング中に存在する物質ならびに焼結温度に従って変化させることができる。この値は、800℃の温度における酸素とチタンの部分圧である。酸素の部分圧がより高い場合は、チタンが酸化し始める。可能な実施態様において、この熱処理は、制御された雰囲気の密閉容器中で実施される。別の可能な実施態様において、この密閉容器はチタン片を含む。このチタン片は一種の酸素ポンプとして作用し、その部分圧を10-14 barより低く維持する。別の可能な実施多様において、このチタン片は、容器の、エレメントが焼結される温度よりもわずかに低い温度である領域に配置される。この方法において、微量酸素を含み得るガスは、サンプルからチタンへの対流により移動する。
【0029】
可能な実施態様において、酸化性雰囲気下で実施される熱処理は、300℃〜600℃の温度で為される。温度をこの範囲に維持することで、基板を酸化させずにかまたは最小限の酸化で、コーティング手順の間に用いられる有機成分を燃焼することが可能である。
【0030】
可能な実施態様において、不活性雰囲気または還元雰囲気中で行なわれる熱処理は、500℃を超える温度で為される。
【0031】
別の可能な実施態様において、不活性雰囲気または還元雰囲気中で行なわれる熱処理は、100℃を下回る温度で為される。
【0032】
好ましい実施態様において、その温度はこれら2つの温度間に維持される。
【0033】
好ましい実施態様において、不活性雰囲気はアルゴン、ヘリウム、窒素、成形ガス(formiergas)、および水素から選択されるガスまたはこれらのガスの混合物から作られる。
【0034】
コーティングの効果は、その機械的抵抗により調節される。この抵抗は、表面に対するコーティングの接着とその粘着力とを結びつける。変形させる場合、コーティングの劣化の2つの基本的な形態は、基板表面および負荷応力に対して優先的には直角なクラック形成ならびにデラミネーション(基板/コーティング界面と同じ面におけるクラック形成)である。基板に対して直角なクラックの存在は、コーティングの効果には必ずしも影響しない。しかしながらデラミネーションがはじまると、コーティングの粘着力が失われはじめる。最初にコーティングされたいくつかの領域が曝され、そのコーティングのいくらかの部分が環境中に放たれる。
【0035】
厚く延性のある基板上への薄くて硬くかつ比較的もろいコーティングを考慮する場合、このコーティング−基板系が外力(例えばトラクション力)に供されると、最初の工程において弾性的に(in an elastic way)変形する。このセラミックコーティングのヤング率が、特定の時点において基板のヤング率よりも高くなる、すなわち所定の臨界ひずみによって、最初のクラックがコーティング内に形成される;それは基板の表面に対して直角なクラックである。このクラックは、コーティング内で所定の応力、いわゆる限界応力に到達すると形成する。このクラックが現れるとすぐ、クラック近傍ではコーティング内の応力は消失するが、コーティング−基板界面において、クラックの底部の端に応力の集中が生じる。この応力集中は、接着力が低い場合にはコーティングのデラミネーションを引き起こす場合があり、基板が延性のある場合には、高い塑性変形領域の形成を引き起こす場合がある。デラミネーションの開始ポイントは、基板に対するコーティングの接着力に依存する。この接着力が強いほど、デラミネーションが遅れる。
【0036】
クラックが形成されると、コーティング内の応力はクラック近傍でゼロまで落ちる。クラックから移動すると、その応力は再び増加する。そのひずみが十分大きく、クラックまでの距離が十分長い場合、その応力は、別のクラックの作成が始まるのに十分高い限界応力値に達することが可能となる。このクラックが形成されると、基板が変形した際にコーティング内に生じた応力が緩和される。一旦クラックが形成されると、変形が続き、応力は新しいクラックが形成されるまで大きくなっていく。各クラック周辺に、別のクラックが形成される可能性がゼロに等しい特定の領域が存在する(すなわち、クラックまでの距離が短すぎるためにその限界値まで達することがない)。さらに、フィルムの強度があまり高くない場合、また基板の変形が塑性域である場合、この領域のサイズは、基板−コーティング界面の変形によって引き起こされる横からの剪断応力、ならびにすでに存在している多くのクラックには依存しない。金属基板上にナノ構造化されたコーティングの場合、および工業的に意味のある変形については、このような条件が満たされている。従って、2つのクラック間の最小距離l0が存在する。それを超えると、変形が継続した場合であってもクラックの数は増加しない。従って、クラックの周囲±l0/2に広がる領域においては、基板とコーティングの間の界面における横からの剪断応力はコーティング内で限界応力を超える応力を生じることはなく、デラミネーションにはつながらない。
【0037】
引張りによる基板の変形は、その表面における2つのタイプの変形を含む:表面の伸長と表面の収縮。コーティングされた基板に対してそれを延ばすような力が加えられた場合、その力に平行な軸に沿った基板およびコーティングの表面変形は、引張りとなる。力の軸に垂直な面での変形は、表面収縮である(基板のポワソン比(Poisson modulus)が、コーティングのポワソン比よりも低い場合。コーティングのポワソン比の方が高い場合は、コーティングは引張りを受ける)。この表面収縮は、引張りと呼ばれない:例えば、筒型の断面の基板については、およそ伸長における変形の3分の1(弾性変形)から半分(塑性変形)を示す。伸長変形に対して、コーティング内の圧縮における変形の影響は、クラックの形成によって補填され得ない。この変形を補填する方法は、変形される前に予めコーティング内に収縮方向に垂直な孔またはクラックなどの構造を作製することである。変形の間に構築されたこれらが粉砕し、コーティングの干渉性を維持することができる。
【0038】
本発明に記載されたコーティングにおいて、セラミック層は、全ての方向に、制御された方法ですでに亀裂が入れられている。確かに、小さなドメインの形状を示す構造は、全ての方向に人工的なクラックの存在を保障している。これらのクラック間の距離、または言い換えるとこれらのドメインの「直径」は、l0よりも小さい。このことは、コーティング内の応力が、変形および残りのコーティングとは関係なく、各ドメインの表面全体に対する限界応力未満に留まっていることを意味している。このl0の値は、接着強度/粘着強度の比に依存しており、本発明に示されている場合については実験的に測定されている。それは、コーティングの製造パラメータによるが、700nm〜1000nmの値である。図7a)および図7b)のグラフおよび図8a)および8b)の写真は、1mmあたり1000〜1400の亀裂密度、つまり700nm〜1μmの距離でクラックの数が飽和していることをはっきりと示している。
【課題を解決するための手段】
【0039】
本発明の1つの可能な実施態様において、コーティングは、懸濁液から基板上にナノ粒子を堆積させることによって得られる。従って、このコーティングは、ドメインがランダムに積み重なっているように見え、粒子およびクラスターは、小さなネック(necks)で互いにつながっている(図6(概略図)、および図10a)および10b(顕微鏡写真)を参照のこと)。用いられる懸濁液は、ナノ粒子、ポリマー性バインダおよび溶媒の混合物である。溶液の溶解度を維持するため、および凝結や凝集体形成を避けるために、塩基などの安定化剤を加えてもよい。
【0040】
この混合物を基板に堆積させると、基板のいくらかの部分が粒子と接触し、他の部分がポリマーによってカバーされる。基板のこれら2つの部分の間の表面比率は、経験的に、懸濁液中の粒子とポリマーの相対濃度と相関している。この「1番目の」層の上に、他の粒子層がランダムに積み重なる。
【0041】
熱処理が適用されると、この構成が進化する(evolve)。一方が空気中で行われ、他方が純粋アルゴン中で行われる(それぞれ酸化性雰囲気および中性雰囲気)、2つの連続処理の場合において、ポリマーは最初に「燃焼」していくつかの空間が作製される。その後、粒子は、その粒子の接触点でネックを形成することによって一緒に焼結し始め、より大きい単位を作製する(これは、焼結プロセスまたは硬化プロセスである)。このプロセスが時間および温度の制御された条件下で実施される場合、この硬化プロセスは、基板上への高密度層の形成には至らず、最後の層は図6に示される概略図と類似しているようである。コーティングドメイン(1)の第1層は、基板(2)と接触している。これらのドメインは、出発物質のみならず熱処理パラメータに依存しており、様々な平均直径を有している。可能な最小直径は、懸濁液中で用いられるナノ粒子の直径によって与えられる。最大直径は、基板に対するコーティングの良好な接着を確実にするために1000nm未満に維持される。この長さの値は、上で議論されている。この第1層の上に、一連の層が重層してコーティングを形成する。これらのさらなる層を形成しているエレメント(ナノ粒子またはクラスター)(3)は、基板とは直接接触していない。これらは、第1層(ドメイン)および/または他の層(ナノ粒子またはクラスター)由来の、他のエレメントと接触している。この接触点(4)は、小さなネックであり、これらの直径はエレメントの平均直径よりも非常に小さい。
【0042】
コーティングの第1層の上から見ると、異なる構成をもつドメイン(1)を確認することができる。図5a)および5b)は、2つの可能性を示している。図5a)において、ドメインは互いに接触していない。これらは全て、一種の溝によって隣接するドメインと分離されている。図5b)は、別の可能な実施態様を示しており、これらのドメインは、その外周の大部分で、一種の溝によって隣接するドメインと分離されている。これらは、いくつかの隣接するドメインと、小さなネックを介して接触しており、この例においてそのネックの直径はコーティングドメインの平均直径よりも非常に小さい。
【0043】
上記の記載において、本発明者らは、コーティングを作製するために粒子懸濁液を使用することを述べた。これは、明らかに例を限定していない。同じタイプのコーティングは、例えば、ゾル−ゲル法、沈降法、電着法、噴霧法およびこれらの組み合わせ(これらに限定されるわけではない)のような他の湿式の化学的方法によって得ることができるが、例えば、スパッタリング、溶射法もしくはプラズマ溶射法、PCV、CVDまたはこれらの組み合わせ(これらに限定されるわけではない)のような非湿式の化学的方法によっても得ることが可能である。
【0044】
本発明において記載されるコーティングの重要な特徴は、その非常に高い機械的接着力である。例えばセラミックが金属基板用に堆積される場合、および引張りまたは圧縮のいずれかによって基板が変形される場合、非常に迅速にそのコーティングはデラミネーションを起こす。この振る舞いを説明するプロセスは、いくつかの化学文献に記載されている。このような振る舞いの典型的な例は、図4に示されている。ここでは、酸化チタンの比較的薄いコーティング(約1ミクロン)が、ステンレス鋼ワイヤ状に堆積されている。それは850℃で焼結され、高密度化されている。次いで、そのワイヤを折り曲げ、約40%の表面歪を生じさせる。図4において、明らかに3つのゾーンに区別することができる。左側(すなわち、曲げられたワイヤの凹面)において、コーティングは圧縮下にある。右側(すなわち、曲げられたワイヤの凸面)において、コーティングは引張り下にある。中間部分では、基板は歪んでいない。基板が変形されている両方の領域において、コーティングは劇的なデラミネーションの徴候を示している。このコーティングの破片は、基板から部分的にかまたは全てはがれている。
【0045】
逆に、図1〜3は、本発明に記載されているコーティングを示している。ここでも、再びステンレス鋼ワイヤがミクロ厚の酸化チタン層でコーティングされている。またここでも、表面歪が約40%に到達するまで、基板が曲げられている。図1は、ワイヤの全体図を示している。図2および図3は、それぞれ伸長された領域と圧縮された領域(それぞれ図1のワイヤの頂部、底部に対応している)の拡大図である。両方の図において、コーティングは基板に接着しており、その干渉性が維持されていることを確認することができる。また、基板の変形は、粒子が互いに滑り落ちて、コーティングに伝わっていることも確認できる。
【0046】
図10a)およびb)は、この特性の別の例である。ここでは、約400nmの酸化チタン層がステンレス鋼基板上に堆積されている。次いで、そのサンプルを伸長させて、30%より大きい表面歪を作りだした。これらの2つの図は、変形度のコーティングの断面図を示している。伸長は、この写真の面で行った。基板に接触している請求項に記載されたコーティングのドメインを、はっきりと識別することができる。また、図6に述べた異なる特徴も明らかに見られる:これらのドメインの上に、ナノ粒子またはクラスターがランダムに積み重なり、ネックを介して互いに連結されている。図10b)においては、400nm未満の直径を有するコーティングのドメインが基板と接着していることをはっきりと確認することができる。
【0047】
一般的なコーティング方法
以下は、このような接着性コーティングを得るために用いられるいくつかの可能な種々の方法の記載である。
【0048】
コーティング方法の第1の実施態様は、以下の工程を包含する:
1)表面を有する支持体または基板を提供する
2)コーティングを懸濁液からこの基板上に堆積させる。この懸濁液は、少なくともナノ粒子および定着処理の間に除去される結合剤を含有する。
3)その後、定着処理を施す。
【0049】
都合のよいことに、この定着処理は、好ましくは2つの部分処理(1つは空気中(酸化性雰囲気)で実施され、他方はアルゴン中(不活性雰囲気)で実施される)に分けられるという事実により特徴づけられる熱処理である。
【0050】
別の可能な実施態様において、一時的なテンプレート層を、コーティングを基板に堆積させる前に堆積させる。この一時的なテンプレート層は、熱処理の間に除去される。このような方法で構成されると、それを除去することによってコーティング中に空間が作製される。
【0051】
第3の可能な実施態様において、テンプレート層を、懸濁液の第1層を堆積させた後に堆積させる。
【0052】
第4の可能な実施態様において、第1の実施態様(工程1〜3)に記載されたプロセスを実施する。その後、最後の2つの工程(2および3)を2度繰り返す。この実施態様において、「最初の」工程2に用いられた混合物は、「2番目の」工程2に用いられる混合物と異なってもよい。特に、異なる直径のナノ粒子を用いることができる。
【0053】
第5の実施態様において、テンプレート層を、第1の実施態様に記載されたプロセスの完了後に堆積させることができる。一旦そのテンプレート層を堆積させ、別のコーティングをそのコーティング状に堆積させて、新たな熱処理が施す。
【0054】
コーティング堆積:先駆体
コーティングの堆積には、異なる手順が考えられ得る。それらは、用いられるコーティングの先駆体ならびにコーティングの所望される特性に従って選択される。湿式での化学的手法のための先駆体のいくつかの例を以下に示す:
第1のタイプの実施態様においては、溶媒(例えば水)にナノ粒子(またはナノ粉末)を溶解させた懸濁液を使用することができる。好ましい実施態様において、この懸濁液は例えばポリマーのような結合剤も含有する。この結合剤は、潜在的に異なる効果(impact)を有している。コーティング手順の間に、結合剤によってより厚い層の生成が可能となる。液体先駆体から表面上に層を堆積させる歳に、溶媒の蒸発が層中に制御できない分裂現象をもたらし得ることはよく知られている。このタイプの振る舞いを避けるための、文書に裏付けられている周知のアプローチは、溶液に結合剤を加えることである。この薬剤はまた、コーティングドメインの形成に対しても効果を有する。開始懸濁液中のこの薬剤の濃度を変化させることで、基板と接触しているナノ粒子の密度および配置を変化させ、これらのドメインを作製するのに用いられる。密度と配置の変化は、焼結の間の様々なタイプの濃度に好都合となり得る。
【0055】
別の実施態様において、懸濁液は例えば塩基を用いて安定化することができる。この安定化剤(例えば、粒子の表面変化によってかまたはキレート剤として作用する)の役割は、粒子の制御不能な凝集の形成を避けることである。
【0056】
別の実施態様において、コーティング先駆体として、金属アルコキシドのヒドロキシル化および分縮によって得られたゾルを用いることができる。
【0057】
別の実施態様において、その先駆体は、適合する溶媒中への先駆体の溶解によって得られた溶液であってもよい。
【0058】
上記の両方の実施態様において、ゾルおよび溶液に、結合剤および/または安定化剤を加えることができる。
【0059】
別の実施態様において、いくつかの結合剤を組み合わせることもできる。この組み合わせは、例えば2つのポリマーが一緒に用いられる場合などに、新規の特性をもたらすことができ、より適合する機械特性および熱特性、または相補特性を付与することができる。
【0060】
所定の実施態様において、用いられる先駆体は親水性物質であり、それにより親水性のコーティング表面を作製することができる。
【0061】
別の実施態様において、用いられる先駆体は疎水性物質であり、それにより疎水性のコーティング表面を作製することができる。
【0062】
別の可能な実施態様において、第1層のために第1カテゴリの先駆体、および追加層のために第2カテゴリの先駆体を用いることができる。例えば、第1層またはおそらく最初のわずかな層は、先駆体としてナノ粒子懸濁液を用いて得られる。このような先駆体は、特定タイプのドメインの構成により好適であり得る。次いで、より上層は、ゾル−ゲル法を用いて得られる。これは、文献により、ゾルゲル法を用いて生成された層の空隙は、ナノ粒子懸濁液を用いて生成された空隙とわずかに異なり得ることが知られている。
【0063】
コーティングを生成するためにナノ粉末またはゾルゲルアプローチを用いることは、結晶性コーティングを得るために必要な温度を低減するという利点を付与する。これは、特に熱処理の歳に相転移を起こし得、それによってそれらの機械特性または形状記憶特性を損ない得る金属性基板にとって好適である。
【0064】
コーティング手順;堆積法
第1の可能な実施態様において、先駆体は、浸漬コーティングによって堆積される。このサンプルは、先駆体中に(完全にかまたは部分的に)浸され;次いで、一定かつ制御された速度で先駆体を引き上げる。コーティングの厚さは、例えば混合物の粘度および引き上げる速度によって変化する。
【0065】
可能な実施態様において、浸漬手順は何度か繰り返される。各々の浸漬により、基板上にさらなる層が堆積される。可能な実施態様において、浸漬間で、その先駆体の組成は変化してもよい。その変化は先駆体のいくつかの物理特性(例えば、ナノ粒子のサイズまたはナノ粒子懸濁液の場合におけるナノ粒子 対 結合剤の比率など)または溶液の化学的性質に関し得る。各工程間で先駆体の化学的性質を変化させることにより、化学勾配を持つコーティングを作製することが可能となる。可能な実施態様において、基板と同じ組成を持つ先駆体で開始し、コーティングの厚さにわたり、この組成を変化することができる。
【0066】
別の可能な実施態様において、その先駆体はスピンコーティングによって堆積される。先駆体の滴を、コーティングする表面上に堆積させる。この表面を非常に高速で回転させ、遠心力によって表面上の滴を分散させる。このコーティングの厚さは、とりわけ粘度および角速度に応じて変化する。
【0067】
浸漬コーティングに関しては、そのプロセスは何度も繰り返され得、かつ浸漬コーティングに関しては、先駆体はプロセス間で変化され得る。
【0068】
別の可能な実施態様において、先駆体は電析により表面に塗布される。ここで、電位が印加され、先駆体から表面へコーティングエレメントを輸送する。
【0069】
浸漬およびスピンコーティングに関しては、そのプロセスは何度か繰り返すことができ、かつ浸漬およびスピンコーティングに関しては、先駆体はそのプロセス間で変化され得る。
【0070】
第4の可能な実施態様において、コーティングはインクジェットプリントによって堆積される。今日、様々なタイプのインクジェットプリント技術が利用可能である。例として、以下にドロップオンデマンド技術を記載する(しかしこの説明は、簡単に連続インクジェットプリントに拡張することができる)。ドロップオンデマンド技術において、物質の微小液滴(micro−droplet)が、操作者の要求で、ノズルを通じて表面上に射出される。このノズルおよび/または表面は、全ての空間方向(例えば、x、y、zまたはステントのような円筒形システムにより適合するためのr、θ、z)に移動することができる。この移動により、表面上の液滴の最終的な位置を正確にコントロールできる。インクジェットは、液滴堆積の完全な空間制御を提供する。インクジェット法の空間解像度は、現在、数マイクロオーダーである。
【0071】
可能な実施態様において、様々な組成および空隙率を持つセラミックが、基板の異なる部分にコーティングされ得る。上記に提示した他の方法と比較して、インクジェットは全ての方向に可とう性(flexibility)を提供する。浸漬およびスピンコーティングならびに電析に関しては、コーティングの厚さに変化(variation)をもたらすことができる。インクジェットについては、マイクロメーターレベルで、xおよびy方向に組成の変化(variation)を組み込むことも可能である。可能な実施態様において、領域中に所定の化学組成を有するコーティングを有し、別の領域には完全に異なる化学組成を有するコーティングを持つことができる。コーティングの物理特性に関しても同じことが可能である。同様の構造は、上記の他の方法で得ることができた。例えば、これは表面のスマートマスキング法(smart masking strategy)を用いることによって浸漬コーティングでも達成可能である。この結果は、インクジェットにより、非常に簡単な方法で得ることができる。
【0072】
上述のように、コーティング手順は数回繰り返すことができる。これにより、コーティングの組成を変更することができるがまた、別の例としてはこれによりより厚いコーティングを作製することが可能となる。当該分野では、特定の厚さを超える湿潤の化学方法を介して得られたコーティングについては、溶媒の蒸発の間にクラックが形成し始めることがよく知られている。直接的な結果として、このことは堆積させることができるクラックのないフィルムの厚さを制限する。前述のように、結合剤の使用は、特定の状況下でより厚い層の作製を可能にする。別のアプローチは、そのプロセスを複数回繰り返すことである。各コーティング堆積の間に、前の層は乾燥されるか完全に焼結され得る。
【0073】
孔を含むコーティング
可能な実施態様において、コーティングは多様な空隙を有することができる。これらのタイプの空隙を作製するために種々の方法が用いられ、記載されてきた(以下を参照のこと:Piveteau, Hofmann and Neftel:「Anisotropic Nanoporous Coating」、WO 2007/148 240 ならびにTourvieille de Labrouhe、Hofmann and Piveteau:「Controlling the Porosity in an Anisotropic Coating」、PCT/IB2009/052206およびそれらの関連文書)。これらは、本発明に適用可能である。
【0074】
可能な実施態様において、セラミックナノポーラスコーティングは、以下:
・表面を有する支持体または基板を提供する、工程
・この支持体または基板上に一時的なテンプレート層を堆積させる、工程
・支持体または基板とテンプレート層の組みあわせを、少なくともナノ粒子および定着処理の間に除去される結合剤を含有する懸濁液より得られたコーティングによってカバーする、工程
・定着処理を施す、工程
により得られる。
【0075】
好都合なことに、この定着処理は、好ましくは少なくとも2つの部分処理に分けられ、1つが酸化性雰囲気下で実施され、他方が中性または還元雰囲気中で行なわれる熱処理である。
【0076】
別の可能な実施態様において、このコーティング方法は以下の工程を包含する:
・表面を有する支持体または基板を提供する、工程
・その支持体上に一時的なテンプレート層を堆積させる、工程
・このテンプレート層が構築される、工程。
【0077】
可能な実施態様において、この構築は例えば、電子ビームまたはレーザービームによるレーザーの直接照射によってなされる。この照射は、テンプレート層の選択された領域の溶解度特性を変化させる。別の可能な実施態様において、追加のマスクを用いて照射中にテンプレート層の一部を保護する。その後照射された領域を除去する。
・得られた構築テンプレート層でカバーされた支持体または基板を、少なくともナノ粒子および定着処理中に除去される結合剤を含有する懸濁液より得られるコーティングによってカバーする。
・定着処理を施す
【0078】
好都合なことに、この定着処理は、好ましくは少なくとも2つの部分処理に分けられ、1つが酸化性雰囲気下で実施され、他方が中性または還元雰囲気中で行なわれる熱処理である。
【0079】
熱処理
本発明者らが製造中に用いる熱処理には、とりわけ2つの重要な役割がある:第一には、コーティング堆積に用いられ得るかまたはコーティング中に存在し得る全ての有機化合物を除去するために用いられる。また、セラミックを焼結するために用いられ得る。焼結は、全てが固体拡散工程により、セラミック粒子がネックおよび粒子境界を形成して空隙率を下げ、最終段階においては高密度体を形成する、プロセスである。これは、物質の機械的特性を改良し、向上させる。
【0080】
可能な実施態様において、熱処理は2つの部分処理に分けられる。
【0081】
第1の処理は酸化性雰囲気下で行われる。好ましい実施態様において、その温度は300℃〜600℃に設定される。典型的な酸化性雰囲気として、空気を用いることができる。ここでの目的は、全ての有機化合物を燃焼させることである。これは、典型的には300℃〜600℃の領域で生じる。この目的は、全ての有機分子を燃焼するのに十分高い温度を選択することである。同時に、基板として金属を用いる場合、基板の酸化を制限するために、高すぎてはならない。所定のシステムに理想的な温度は、熱重量分析によって決定され得る。このタイプの分析においては、サンプルを加熱してその重量を測定する。有機化合物が燃焼されると、サンプル重量の急落が見られる。処理温度は、この限度のちょうど上に設定される。
【0082】
第2の処理は不活性またはわずかに還元性の雰囲気下で実施される。ここでの目的は、基板の酸化を避けることである。異なるガスまたはそれらの混合物が選択され得る。可能かつ不完全な選択肢として以下が挙げられる:アルゴン、ヘリウム、窒素、成形ガスまたは水素。
【0083】
可能な実施態様において、容器中に密閉されているサンプルを用いてこの処理が実施され得る。その後この雰囲気は、この容器中のみで制御される。
【0084】
別の可能な実施態様において、オーブン内(または容器中)に、存在し得る微量酸素を吸収するエレメントを加えることができる。焼結に用いられる温度において、表面の酸化は非常に加速され、非常に低濃度の酸素しか必要ではない。酸素トラップとして作用するエレメントをこのサンプルが置かれたオーブン(または容器)中に加えると、潜在的なこの微量ガスを除去することができる。可能な実施態様において、このトラップはチタンスポンジでできている。好ましい実施態様において、このトラップは、サンプルが処理される温度をわずかに下回る温度の場所にあるオーブン(または容器)中に配置される。この方法において、酸素は対流によってサンプルからトラップに向かって流れる。
【0085】
可能な実施態様において、この部分処理の温度は500℃より高い温度から選択される。好ましい実施態様において、この温度は1000℃未満に維持される。焼結は、通常1200℃より高い温度で実施される手順である。これらの温度により、技術的に興味深い時間枠での拡散による圧密およびさらなる高密度化が可能となる。しかしながら、科学文献より、ナノ粉末から、またはゾルゲル法により得られたセラミックは、より低い温度で焼結され得ることがよく知られている。焼結は500℃ほどの低い温度で開始する場合がある。より低い温度での作業は、基板に対する影響がほどんどないという副次的な効果を有しているため、好ましい。
【図面の簡単な説明】
【0086】
【図1】本発明に記載された層でコーティングされたステンレス鋼ワイヤの変形後の顕微鏡写真である。
【図2】本発明に記載された層でコーティングされたステンレス鋼ワイヤの変形後の顕微鏡写真:伸長領域の拡大図である。
【図3】本発明に記載された層でコーティングされたステンレス鋼ワイヤの変形後の顕微鏡写真:収縮領域の拡大図である。
【図4】高密度層でコーティングされたステンレス鋼ワイヤの変形後の顕微鏡写真である。
【図5】ドメインおよび分割を示している、コーティングの可能な実施態様の第1層の概略図である。
【図6】可能なコーティングの断面図を示している概略図である。
【図7】歪んでいるコーティングの平面顕微鏡写真であり、a)ドメインおよび分割を持つコーティングの可能な実施態様の第1層 およびb)コーティングの可能な実施態様を示している。
【図8】ステンレス鋼上の2つの異なるコーティングについて、基板変形の機能として亀裂密度を示しているグラフである。
【図9】強い変形後の2つの高密度コーティングの表面を示している顕微鏡写真である。
【図10】基板変形後のコーティングの断面図である。
【0087】
適用
このタイプのコーティングは、接着および安定なコーティングが必要とされる産業の様々な分野に適用することができる。可能な実施態様において、用いられる材料はセラミックである。セラミックは、例えば腐食または摩耗に対するその保護作用がよく知られている。このコーティングはガスタービンブレード、加熱部材、道具などに用いることができる。
【0088】
セラミックコーティングの別の重要な適用は、医療分野である。それは、様々な物品、医療用デバイスおよびより具体的には、医療用インプラント(これに限定するわけではない)に用いることができる。この特定の分野においては、例えば、酸化チタン、酸化ジルコニウム、リン酸カルシウム(その異なる形態で)、酸化アルミニウム、酸化イリジウムなどのいくつかのセラミックが、それらの生体適合性について確認されている。それらのうちのいくつかは、生体不活性、すなわちインプラントと生体組織との変化のない共存(quiet coexistence)を可能にすると考えられているが、他のものは生体活性があり、新しい組織の増殖を助長する。
【0089】
特に興味深いのは、ステント、整形外科関係(orthopedic)、脊椎、顎顔面、骨接合および歯科インプラントである。これらの特定の適用については、このコーティングは、例えば、可動パーツを備えるインプラントなどは摩耗に対して、または腐食に対してのそれらの耐性を向上させるために用いることができる。このコーティングは、その寿命の間に機械的な変形に遭遇するインプラントに関して、特に興味深い。
【0090】
一連の可能な実施態様において、このコーティングはまた、インプラントを溶離する薬物に適用することも可能である。この場合において、コーティングの空隙は、純粋にナノサイズの空隙であるかまたは、マイクロサイズとナノサイズの孔を組み合わせた空隙のいずれかであり、1つまたは複数の薬物で装填され得る。ここで、この空隙は長時間にわたって調節された方法でその内容物を放出する薬物リザーバとして用いられる。このリザーバは1つまたは複数の物質を装填され得る。
【0091】
ステントなどのインプラントについて、そのコーティングは非限定的な例として以下の薬物の組み合わせを装填され得る:抗増殖剤、抗凝固性物質、抗感染性物質、静菌性物質など。整形外科関係、脊椎、骨接合または歯科インプラントのようなインプラントについて、そのコーティングは非限定的な例として以下の薬物の組み合わせを装填され得る:抗感染性物質、成長因子など。
【0092】
別の可能な一連の実施態様において、その空隙は組織の内部成長を助長し、それによりインプラントと生体組織との間の機械的な連動を増加させるために用いられ得る。これは、空隙をリン酸カルシウムのような吸収性の生理活性セラミックで充填することにより達成され得る。
【0093】
別の可能な一連の実施態様において、そのコーティングは、基板上に均一に堆積される必要はない。基板のいくらかの領域はカバーする一方、他のいくらかの領域をカバーせずに残しておくことができる。
【0094】
従って、この支持体は金属、セラミックまたはポリマーから作られ得る。また、生分解性材料からも作られ得る。
【実施例】
【0095】
完全にアニーリングした300μmの直径および50mmの代表長さを持つ316Lワイヤを、電気化学セル中で5分間電解研磨した。電解液は、リン酸35wt%、脱イオン水15wt%、およびグリセロール50wt%で構成されている。この溶液を強力なマグネットスターラーで攪拌し、90℃まで加熱した。金属基板をその溶液に浸漬し、0.75A/cm2の電流をその系に印加した。電極とサンプルとの距離は50mmに固定した。
【0096】
一度サンプルを電解研磨し、3つの連続する5分間の超音波浴でリンスした:水、アセトンおよびエタノールにセッケンを加えたものである。その後それらを37℃および10%の相対湿度で10分間、空気チャンバ内で乾燥させた。
【0097】
その後、サンプルをナノ構築されたセラミックコーティングでコーティングした。コーティングをするために、サンプルをディップコーターに固定し、次いでセラミック懸濁液中に浸漬した。それらを300mm/分の速度で引き上げ、37℃および10%の相対湿度で10分間、空気チャンバ内で乾燥させた。
【0098】
セラミック懸濁液は、100%アナターゼのTiO2粉末(7.3%wt)、ポリ酢酸ビニル(7.5%wt)、脱イオン水およびアンモニアクで構成されている。セラミック粒子は、少し凝塊形成したモノナノ粒子で構成されている。これらのエレメントの平均サイズはdmed=24nmであるが、凝集体のサイズ分布は、d10=32nm、d50=46nm、d90=61nmで記載される。この粉末の具体的な表面積を測定すると、65.7m2/gであった。最初のセラミック懸濁液にポリマーバインダを混合して、コロイドの安定性に作用させ、セラミックコーティング中の空隙を作製する。このポリマーはポリ酢酸ビニル3−96であり、一般的にはMowiol 3−96とも呼ばれている。TiO2懸濁液と混合するために、溶液を強力なマグネティックスターラーで攪拌しながら1時間、90℃まで加熱することにより事前に脱イオン水に溶解させておく。最終的に、コロイドの安定性を増強するために、アンモニアクを用いて溶液のpHを10.5に固定する。
【0099】
次いで、コーティングされたサンプルを基板の酸化を避けるために制御された雰囲気下で熱処理する。その処理は2つの連続した工程で構成される:1)グリーンコーティング(green coating)中に存在する残留有機溶媒分子およびバインダを除去することを目的とする、420℃の空気中で1時間の脱バインダ工程;2)820℃で0.5時間の硬化工程であって、ここでは周囲ガスを制御して、サンプルの酸化を避けた。そうするために、第2の熱処理の前にサンプルを300nBarのアルゴンおよびチタンスポンジと一緒に石英カプセル中にカプセル化した。冷却および加熱の熱速度(thermal rate)は、5℃/分とした。
【0100】
図面の詳細な説明
図1は、酸化チタンコーティングでカバーされた、円形断面のステンレス鋼ワイヤの顕微鏡図を示している。この系を曲げることにより変形させた。この変形によって表面歪を40%とした。この写真に見られるように、デラミネーションは生じなかった。このコーティングは約1μmの厚さである。
【0101】
図2は、図1に示したコーティングされたワイヤの上部の拡大図を示している。これは、引張り下の領域を示している。基板の変形が確認される。粒子が互いに滑り、新しいざらついた表面を作製している。このコーティングがデラミネーションを起こしていないこともまた、はっきりと見ることができる。それはなお、基板に接着している。
【0102】
図3は、図1に示したコーティングされたワイヤの下部の拡大図を示している。これは、圧縮下の領域を示している。ここでもまた、基板の変形が確認される。また、コーティングがデラミネーションを起こしていないこともまた見ることができる。その基板への接着ならびに干渉性が維持されている。
【0103】
図4は、約1μm厚の従来の酸化チタンコーティングによってカバーされた円形断面のステンレス鋼ワイヤの顕微鏡写真を示している。図1と同様に、この系を曲げることによって変形した。区別できる領域を確認することができる。左側では、そのコーティングは圧縮下にあり、右側では引張り下にある一方、中間の部分はいかなる歪も受けていない。両方の変形された領域において、コーティングのデラミネーションが明らかに観察される。
【0104】
図5a)は、可能な実施形態のコーティングの第1層の概略図である。コーティングのドメインは1000nm未満の平均直径を有しており、一種の溝に囲まれている。
図5b)は、可能な実施態様のコーティングの第1層の概略図である。ここで、コーティングのドメインは1000nm未満の直径を有しており、それらの周囲の主な部分で他のドメインと分離している。
【0105】
図6は、可能な実施態様のコーティングの断面図の概略図である。基板(2)において、いくつかのドメインの層と粒子およびクラスターとを区別することができる。第1層は、基板と接触しているドメイン(1)で作られている。これらのドメインは1000nm未満の平均直径を有している。その厚さはその直径よりも小さくてもよい。第1層の上に、粒子またはクラスターのいくつかの層(3)を確認することができる。これらの粒子またはクラスターはランダムに積み上げられている。これらの平均直径は、ドメインの直径と同じくらいであってもよいが、異なっていてもよい。接触点は小さなネックである。
【0106】
図7a)および図7b)は、可能な実施態様のコーティングの変形後(約30%)の平面顕微鏡写真を示している。図7a)は、第1層を示している。ドメインは、その周囲の大部分で互いに分離していることを識別することができる。また、基板の歪によって作製されたクラックも確認することができる。図7b)は、いくつかの層から作られるコーティングを示している。基板の歪からきているいくつかのクラックも識別することができる。デラミネーションは生じていない。
【0107】
図8a)および図8b)は、基板に対して適用された応力の関数として、2つのコーティング中の亀裂密度のプロットを示している。これらのプロットはフラグメンテーション法を用いて得られる。クラックは、コーティングが内部応力を開放するための方法であるので、亀裂密度は歪みに応じて増加する。デラミネーションが生じると、それ以上クラックは形成されない。この移り変わりは、グラフにはっきりと見られる水平域に対応している。620℃で処理されたサンプルについて、デラミネーションは歪みが約5%で開始している。805℃で処理されたサンプルは、基板へのより良好な接着が見られる。デラミネーションは歪みが約10%で開始している。
【0108】
図9a)および図9b)はそれぞれ、図8a)および図8b)のグラフを作製するのに用いられた2つのサンプルの顕微鏡写真である。これらは、曲線の右側のものである。両方の写真における表面歪みは約30%である。両方の場合でデラミネーションが開始している。2つのクラックの間の距離をはっきりと観察することができる。最初のサンプル(620℃で処理されたもの、図9a))について、その距離は約1000nmである。第2のサンプル(805℃で処理されたもの、図9b))については、その距離は約700nmである。この距離は、基板に対するコーティングの接着だけでなく変形されるコーティングの性能の両方によって提供される。これは、上で議論されている。
【0109】
図10a)および図10b)は、本発明に記載されているコーティングの2つの異なる倍率での断面図を示している。ステンレス鋼基板上に堆積された400nmの酸化チタン層を見ることができる。次いでこの系を、断面をとるためにプラチナ層でカバーした。両方の写真とも変形後の系を示している。写真の面で、基板に、約30%の歪みを適用した。変形中に形成された小さな垂直方向のクラックを識別することができる。また、基板に接着する、コーティングのドメイン(この実施態様においては約400nmの直径を有している)をはっきりと識別することもできる。
【特許請求の範囲】
【請求項1】
基板、および少なくとも1層からなるナノポーラス接着性コーティングを含むエレメントであって、該層は該基板と接着して接しており、分離したナノ粒子のドメインを含んでなり、該ドメインの各々が1〜1000nmの平均直径を有し、その周辺の大部分において隣接するドメインからその直径に等しいかまたはそれより小さい平均距離だけ離れている、上記エレメント。
【請求項2】
ナノ粒子が1〜100nmの平均直径を有している、請求項1に記載のエレメント。
【請求項3】
ドメインが100〜800nmの平均直径を有している、請求項1または2に記載のエレメント。
【請求項4】
2つの隣接ドメインを分けている平均距離が20〜200nmである、請求項1〜3のいずれか1項に記載のエレメント。
【請求項5】
ドメインの平均直径が、2つの隣接ドメイン間の平均距離の少なくとも5倍大きい、請求項1〜4のいずれか1項に記載のエレメント。
【請求項6】
前記基板が金属である、請求項1〜5のいずれか1項に記載のエレメント。
【請求項7】
前記コーティングがセラミックである、請求項1〜6のいずれか1項に記載のエレメント。
【請求項8】
ドメインが、いくつかのより小さいナノ粒子の焼結および/または融合により得られたナノ粒子自体である、請求項1〜7のいずれか1項に記載のエレメント。
【請求項9】
前記層が、互いに結合する複数のナノ粒子クラスターの少なくとも1つのさらなる層によってカバーされ、2つのクラスター間の各結合は該2つのクラスターの直径よりも小さい平均横断面を有する、請求項1〜8のいずれか1項に記載のエレメント。
【請求項10】
基板、およびコーティングのドメインがそれぞれ1〜1000nmの平均直径を有する少なくとも1つの接着層でできているナノポーラス接着性コーティングを含んでなるエレメントであって:
−基板を備える工程;
−該基板上に1〜500nmの平均直径を有するナノ粒子を含有する懸濁液から該コーティングを堆積させる工程であって、該コーティングが定着処理中に除去されるよう設計される少なくとも1つの結合剤を含有する、該堆積工程;
−定着処理を適用する工程;
によって得られる、上記エレメント。
【請求項11】
前記ナノ粒子がセラミック製である、請求項10に記載のエレメント。
【請求項12】
前記定着処理が熱処理である、請求項10または11に記載のエレメント。
【請求項13】
熱処理は、1つが酸化雰囲気中で行なわれ、他の1つが不活性雰囲気または還元雰囲気中で行なわれる、少なくとも2つの部分処理に分割されることを特徴とする、請求項10〜12のいずれか1項に記載のエレメント。
【請求項14】
最後の2工程(ナノ粒子堆積および熱処理)が、製造工程中少なくとも1度繰り返される、請求項10〜13のいずれか1項に記載のエレメント。
【請求項15】
前記結合剤が懸濁液の質量中少なくとも5%を占める、請求項10〜14のいずれか1項に記載のエレメント。
【請求項16】
前記結合剤が、ポリアクリレート、ポリビニルアルコール、ポリエチレングリコールまたはPMMAのようなポリマーである、請求項10〜15のいずれか1項に記載のエレメント。
【請求項17】
基板が金属であり、熱処理工程が基板のアニーリングに相当する、請求項10〜16のいずれか1項に記載のエレメント。
【請求項18】
酸化雰囲気中で行なわれる熱処理が有機成分を燃焼させるために用いられ、不活性雰囲気中または還元雰囲気中で行なわれる熱処理が成分を焼結させるために用いられる、請求項10〜17のいずれか1項に記載のエレメント。
【請求項19】
不活性雰囲気が、10-14 barの酸化ガスの最大部圧を有する、請求項10〜18のいずれか1項に記載のエレメント。
【請求項20】
酸化雰囲気中で行なわれる熱処理が、240℃〜600℃の温度で為される、請求項10〜19のいずれか1項に記載のエレメント。
【請求項21】
不活性雰囲気または還元雰囲気中で行なわれる熱処理が、500℃を超える温度で為される、請求項10〜20のいずれか1項に記載のエレメント。
【請求項22】
不活性雰囲気または還元雰囲気中で行なわれる熱処理が、1000℃を下回る温度で為される、請求項10〜21のいずれか1項に記載のエレメント。
【請求項23】
不活性雰囲気または還元雰囲気が、アルゴン、ヘリウム、窒素、成形ガス、水素またはこれらのガスの混合物で作られる、請求項10〜22のいずれか1項に記載のエレメント。
【請求項24】
エレメントが、不活性雰囲気または還元雰囲気中で行なわれる熱処理のための密閉された容器中に配置される、請求項10〜23のいずれか1項に記載のエレメント。
【請求項25】
基板、およびナノポーラス接着性コーティングを含んでなるエレメントの製造方法であって:
−基板を備える工程;
−該基板上に1〜500nmの平均直径を有するナノ粒子を含有する懸濁液から該コーティングを堆積させる工程であって、コーティングが定着処理中に除去されるよう設計される少なくとも1つの結合剤を含有する、該堆積工程;
−定着処理を適用する工程;
を特徴とし、該ナノポーラス接着性コーティングが該定着処理間に除去される結合剤を含有することを特徴とする、上記方法。
【請求項26】
前記ナノ粒子がセラミック製である、請求項25に記載の方法。
【請求項27】
前記定着処理が熱処理である、請求項25または26に記載の方法。
【請求項1】
基板、および少なくとも1層からなるナノポーラス接着性コーティングを含むエレメントであって、該層は該基板と接着して接しており、分離したナノ粒子のドメインを含んでなり、該ドメインの各々が1〜1000nmの平均直径を有し、その周辺の大部分において隣接するドメインからその直径に等しいかまたはそれより小さい平均距離だけ離れている、上記エレメント。
【請求項2】
ナノ粒子が1〜100nmの平均直径を有している、請求項1に記載のエレメント。
【請求項3】
ドメインが100〜800nmの平均直径を有している、請求項1または2に記載のエレメント。
【請求項4】
2つの隣接ドメインを分けている平均距離が20〜200nmである、請求項1〜3のいずれか1項に記載のエレメント。
【請求項5】
ドメインの平均直径が、2つの隣接ドメイン間の平均距離の少なくとも5倍大きい、請求項1〜4のいずれか1項に記載のエレメント。
【請求項6】
前記基板が金属である、請求項1〜5のいずれか1項に記載のエレメント。
【請求項7】
前記コーティングがセラミックである、請求項1〜6のいずれか1項に記載のエレメント。
【請求項8】
ドメインが、いくつかのより小さいナノ粒子の焼結および/または融合により得られたナノ粒子自体である、請求項1〜7のいずれか1項に記載のエレメント。
【請求項9】
前記層が、互いに結合する複数のナノ粒子クラスターの少なくとも1つのさらなる層によってカバーされ、2つのクラスター間の各結合は該2つのクラスターの直径よりも小さい平均横断面を有する、請求項1〜8のいずれか1項に記載のエレメント。
【請求項10】
基板、およびコーティングのドメインがそれぞれ1〜1000nmの平均直径を有する少なくとも1つの接着層でできているナノポーラス接着性コーティングを含んでなるエレメントであって:
−基板を備える工程;
−該基板上に1〜500nmの平均直径を有するナノ粒子を含有する懸濁液から該コーティングを堆積させる工程であって、該コーティングが定着処理中に除去されるよう設計される少なくとも1つの結合剤を含有する、該堆積工程;
−定着処理を適用する工程;
によって得られる、上記エレメント。
【請求項11】
前記ナノ粒子がセラミック製である、請求項10に記載のエレメント。
【請求項12】
前記定着処理が熱処理である、請求項10または11に記載のエレメント。
【請求項13】
熱処理は、1つが酸化雰囲気中で行なわれ、他の1つが不活性雰囲気または還元雰囲気中で行なわれる、少なくとも2つの部分処理に分割されることを特徴とする、請求項10〜12のいずれか1項に記載のエレメント。
【請求項14】
最後の2工程(ナノ粒子堆積および熱処理)が、製造工程中少なくとも1度繰り返される、請求項10〜13のいずれか1項に記載のエレメント。
【請求項15】
前記結合剤が懸濁液の質量中少なくとも5%を占める、請求項10〜14のいずれか1項に記載のエレメント。
【請求項16】
前記結合剤が、ポリアクリレート、ポリビニルアルコール、ポリエチレングリコールまたはPMMAのようなポリマーである、請求項10〜15のいずれか1項に記載のエレメント。
【請求項17】
基板が金属であり、熱処理工程が基板のアニーリングに相当する、請求項10〜16のいずれか1項に記載のエレメント。
【請求項18】
酸化雰囲気中で行なわれる熱処理が有機成分を燃焼させるために用いられ、不活性雰囲気中または還元雰囲気中で行なわれる熱処理が成分を焼結させるために用いられる、請求項10〜17のいずれか1項に記載のエレメント。
【請求項19】
不活性雰囲気が、10-14 barの酸化ガスの最大部圧を有する、請求項10〜18のいずれか1項に記載のエレメント。
【請求項20】
酸化雰囲気中で行なわれる熱処理が、240℃〜600℃の温度で為される、請求項10〜19のいずれか1項に記載のエレメント。
【請求項21】
不活性雰囲気または還元雰囲気中で行なわれる熱処理が、500℃を超える温度で為される、請求項10〜20のいずれか1項に記載のエレメント。
【請求項22】
不活性雰囲気または還元雰囲気中で行なわれる熱処理が、1000℃を下回る温度で為される、請求項10〜21のいずれか1項に記載のエレメント。
【請求項23】
不活性雰囲気または還元雰囲気が、アルゴン、ヘリウム、窒素、成形ガス、水素またはこれらのガスの混合物で作られる、請求項10〜22のいずれか1項に記載のエレメント。
【請求項24】
エレメントが、不活性雰囲気または還元雰囲気中で行なわれる熱処理のための密閉された容器中に配置される、請求項10〜23のいずれか1項に記載のエレメント。
【請求項25】
基板、およびナノポーラス接着性コーティングを含んでなるエレメントの製造方法であって:
−基板を備える工程;
−該基板上に1〜500nmの平均直径を有するナノ粒子を含有する懸濁液から該コーティングを堆積させる工程であって、コーティングが定着処理中に除去されるよう設計される少なくとも1つの結合剤を含有する、該堆積工程;
−定着処理を適用する工程;
を特徴とし、該ナノポーラス接着性コーティングが該定着処理間に除去される結合剤を含有することを特徴とする、上記方法。
【請求項26】
前記ナノ粒子がセラミック製である、請求項25に記載の方法。
【請求項27】
前記定着処理が熱処理である、請求項25または26に記載の方法。
【図5】

【図6】
【図8】
【図1】
【図2】
【図3】
【図4】
【図7】
【図9】
【図10】
【図6】
【図8】
【図1】
【図2】
【図3】
【図4】
【図7】
【図9】
【図10】
【公表番号】特表2012−532996(P2012−532996A)
【公表日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2012−520106(P2012−520106)
【出願日】平成21年7月14日(2009.7.14)
【国際出願番号】PCT/IB2009/053055
【国際公開番号】WO2011/007196
【国際公開日】平成23年1月20日(2011.1.20)
【出願人】(511280951)デバイオテック・ソシエテ・アノニム (7)
【Fターム(参考)】
【公表日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成21年7月14日(2009.7.14)
【国際出願番号】PCT/IB2009/053055
【国際公開番号】WO2011/007196
【国際公開日】平成23年1月20日(2011.1.20)
【出願人】(511280951)デバイオテック・ソシエテ・アノニム (7)
【Fターム(参考)】
[ Back to top ]