
機械的特性に優れる成型品並びにその製造方法及び製造装置
【課題】高強度を有し、更に組成によっては耐熱性と透明性を有する成形体を提供し、またそれを成形することを可能とする製造方法及び製造装置を提供する。
【解決手段】結晶化度が70%以上であり、結晶サイズが200nm以下である結晶性樹脂と、アスペクト比が10以上の繊維状フィラーを配合する樹脂組成物からなる成形品と、溶融した樹脂組成物を過冷却温度で高速圧縮成形することを特徴とする製造方法と、樹脂の溶融装置と高速圧縮成形装置を組み合わせて構成されてなる製造装置。
【解決手段】結晶化度が70%以上であり、結晶サイズが200nm以下である結晶性樹脂と、アスペクト比が10以上の繊維状フィラーを配合する樹脂組成物からなる成形品と、溶融した樹脂組成物を過冷却温度で高速圧縮成形することを特徴とする製造方法と、樹脂の溶融装置と高速圧縮成形装置を組み合わせて構成されてなる製造装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、機械的特性に優れる成形品と、これを製造するための方法および装置に関するものである。
【背景技術】
【0002】
ポリエチレンやポリプロピレン等をはじめとする、いわゆる汎用プラスチックは、非常に安価であるだけではなく、成形が容易で、金属やセラミクスに比べ重さが数分の一と軽量であるゆえに、袋や各種包装、各種容器、シート類等の多様な生活用品材料や自動車、電気などの工業部品や日用品、雑貨用等の材料として、よく利用されている。しかしながら、当該汎用プラスチックは、機械的強度が不十分で耐熱性が低い等の欠点を有している。そのため、自動車等の機械製品や、電気・電子・情報製品をはじめとする各種工業製品に用いられる材料に対して要求される十分な特性を上記汎用プラスチックは有していないために、その適用範囲が制限されているというのが現状である。
【0003】
一方、ポリエチレンテレフタレート、ポリカーボネート、フッ素樹脂(テフロン(登録商標)等)、ナイロン、ポリメチルペンテン、ポリオキシメチレン、アクリル樹脂等のいわゆるエンジニアリングプラスチックは、機械的特性と耐熱性や透明性等に優れており、通常150℃では軟化しない。よって、エンジニアリングプラスチックは、自動車や機械製品および電気製品をはじめとする高性能が要求される各種工業製品用材や光学用材料として利用されている。しかしエンジニアリングプラスチックは、比較的比重が大きく、高価であり、しかもモノマーリサイクルが困難または不可能なために環境負荷が大変大きいこと等の重大な欠点を有している。
【0004】
したがって、汎用プラスチックの機械的特性、耐熱性、および透明性等の材料特性を大幅に改善することによって、当該汎用プラスチックがエンジニアリングプラスチック以上の性能を示せば、高分子の各種工業製品や生活用品のコストを大幅に低減せしめることが可能である。
【0005】
さらには金属材料の代替として利用可能となれば、金属製の各種工業製品や自動車、航空機、半導体用装置などのコストを大幅に削減し、軽量化により大幅に省エネルギー化し、また自動車等の操作性を向上させることが可能になると期待でき、その開発が待たれている。
【0006】
さて、高分子材料を高強度化する手法はいくつかあるが、近年見いだされたユニークな方式として、広島大学の彦坂教授らが提唱するナノ配向高分子結晶を利用する方式が挙げられる。従来から高分子材料も結晶化によって高強度化されることは知られていた。しかし結晶化度を向上させるためには、従来は、高分子の融液の冷却速度を低下させる方法や、高分子の融液を高圧下で冷却して結晶化度を増大させるという方法や、核剤を高分子融液に添加する方法が知られている。しかしいずれの方式も性能が不十分であったり、生産コストがかかったり、不純物が混入したりの問題が生じるなどの問題を内包し、それぞれ改善が必要であった。彦坂らは、高分子のせん断結晶化において、異物界面において分子鎖が伸長されて配向融液が発生していることを実験的に初めて検証し、核生成および成長速度が著しく加速される、という普遍的メカニズムを提唱した(非特許文献1参照)。すなわち、高分子融液全体を配向融液にすることができれば、高分子の結晶化が著しく起こり易くなり、結晶化度を高めることができる。さらに高分子融液全体を配向融液の状態のままで結晶化することができれば、高分子の大部分の分子鎖が配向した構造を有する結晶体を生産し得ることが期待される。彦坂らによると、溶融したアイソタクチックポリプロピレンにおいて、過冷却状態である150℃にて臨界ひずみ速度である200/s以上での速度で延伸された場合、ポリプロピレンの核生成が著しく促進され、核剤を添加せずとも分子鎖間で核生成が無数に起こる、いわゆる均一核生成へと激変するため、不純物の混入を回避することができるとともに、結晶サイズをナノメートルオーダーにすることが可能となり、高い透明性を有し、飛躍的に機械的特性と耐熱性が増大した高分子を得ることができるという。すなわち、高分子の溶融物を過冷却温度条件下で高速で伸長させることにより上記の高分子ナノ結晶構造を素早く得ることができることが非特許文献2と非特許文献3に記載されており、この手法により従来にない高強度の材料を得ることができる。この手法は特にポリエチレンやポリプロピレンの様な、安価だが性能は高くないいわゆる汎用プラスチックの性能を大幅に向上させ、エンジニアリングプラスチック並の性能を得るのに利用することができると考えられる。
【0007】
特許文献1では、上記の高分子結晶化の手法を利用して、フィラーを含有しない状態でポリプロピレン等の汎用プラスチックの溶融物を、大きな歪み速度で変形するように特定の温度にて圧延し、結晶性樹脂の分子鎖を高い配向性で配向させることで、機械的特性、耐熱性および透明性に優れた結晶性樹脂結晶を作製する方法が開示されている。しかしながら、特許文献1に記載の製造方法で作製された成形品は、結晶化度をできるだけ高めることで機械的特性、耐熱性および透明性に優れた結晶性樹脂結晶を作製するため、一定の歪み速度で均一に圧延する必要があることから、シートやフィルム状の比較的成形が容易なものに限られ、複雑な形状の成形品に適用することに課題があった。
特許文献2では核剤を材料に投入することで結晶化度を上げる手法であるが、この手法については前述したとおり核剤として投入する材料が不純物となり、材料の信頼性を低下せしめる場合もあるため、適用範囲が限られる傾向がある。例えば特許文献2で核剤として示されている材料は主に金属塩であるため、金属の不純物イオンを嫌う用途には本手法を適用することはできない。
また上記の高分子結晶化の手法に頼らない高強度化の手法としては、特許文献3ではカーボンナノチューブのような繊維状フィラーを含むカーボンフィラーを含有させて機械的特性を向上させた樹脂組成物が開示されており、また非特許文献4では鱗片状フィラーを含有させて同様の効果の樹脂組成物を開示している。しかしながら、いずれの特許文献においても、フィラー添加による性能向上が達成できるのみで、それ以上の性能向上、例えばより一層の強度向上や、耐熱温度の上昇などが望めず、改善が必要であった。
【先行技術文献】
【特許文献】
【0008】
【非特許文献1】K.Watanabe et a1, Macromolecules 39,1515,2006
【非特許文献2】彦坂正道ら,高分子,59,492,2010
【非特許文献3】彦坂正道ら,日本結晶成長学会誌,37,34,2010
【非特許文献4】臼井ら,高分子,43,360,1994
【特許文献1】特開2010−168485号公報
【特許文献2】特開2008−248039号公報
【特許文献3】WO2003−054637
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の第一の目的は、機械的特性が良好で、ある程度複雑な成形品を安価に提供することにある。
本発明の第二の目的は、前記成形品を製造する方法を提供することにある。
本発明の第三の目的は、前記成形品を製造する装置を提供することにある。
【課題を解決するための手段】
【0010】
上記の目的は、下記(1)〜(11)に記載の本発明により達成される。
(1) 結晶化度が70%以上であり、結晶サイズが200nm以下である結晶性樹脂と、アスペクト比が10以上の繊維状フィラーを含む樹脂組成物からなる事を特徴とする成形品。
(2) 繊維状フィラーの形態が、クロス状織布又は抄造シートであり、結晶性樹脂が繊維状フィラーに含浸したものである前記(1)記載の成形品。
(3) 繊維状フィラーが、ガラス、カーボンファイバー、セルロースである前記(1)又は(2)記載の成形品。
(4) 繊維状フィラーの直径が100nm以下である前記(1)〜(3)のいずれか1項に記載の成形品。
(5) 繊維状フィラーの屈折率と、結晶性樹脂の屈折率との差が3%以下である前記(1)〜(4)のいずれか1項に記載の成形品。
(6) 繊維状フィラーのアッベ数と、結晶性樹脂のアッペ数との差が10以下である前記(5)記載の成形品。
(7) 結晶性樹脂が、ポリエチレン又はポリプロピレンである前記(1)〜(6)のいずれか1項に記載の成形品。
(8) 結晶性樹脂が、エンジニアリングプラスチックである前記(1)〜(6)のいずれか1項に記載の成形品。
(9) 前記(1)〜(8)のいずれか1項に記載の成形品の製造方法であって、一旦溶融した樹脂を、融点以下の温度で、高速で圧縮成形で製造することを特徴とする成型品の製造方法。
(10) 前記(2)〜(8)のいずれか1項に記載の成型品の製造方法であって、結晶性樹脂又は繊維状フィラーを含有した結晶性樹脂を、織布または抄造シートである繊維状フィラーに高速で加圧含浸して製造することを特徴とする成形品の製造方法。
(11) 前記(9)又は(10)の成型品の製造方法に用いられる成型品の製造装置であって、樹脂組成物を溶融する装置と、溶融した樹脂を過冷却状態で高速圧縮成形する装置とを含んでなることを特徴とする成形品の製造装置。
【発明の効果】
【0011】
本発明によれば、結晶化度が70%以上であり、結晶サイズが200nm以下である結晶性樹脂に含有させる無機充填材として、アスペクト比が10以上の繊維状フィラーを用いることにより、樹脂結晶化による機械的特性の性能向上だけでなく、繊維状フィラーを加えることにより結晶性樹脂のみの場合を遙かに越える機械的特性を得ることが可能となる。更に配合や構造によっては、耐熱性や透明性をより一層改善せしめることも可能である。
また、本発明の製造方法および製造装置により得られた成形品は、単純なシートやフィルム状以外の形状を有しており、複雑な形状を有していても、機械的特性、耐熱性および透明性等に優れている。
【図面の簡単な説明】
【0012】
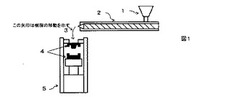
【図1】本発明の製造装置の一態様の模式図を示す。繊維状フィラーをあらかじ結晶性樹脂に配合しておき、それを二軸混練機で押し出した後に高速圧縮成形装置に投入し成形する製造装置の概要を示している。
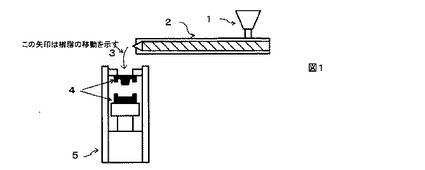
【図2】本発明の製造装置の一態様の模式図を示す。繊維状フィラーをあらかじめ結晶性樹脂に配合しておき、それを射出溶融装置により金型内に投入し、その後で高速圧縮成形装置にて成形する製造装置の概要を示している。
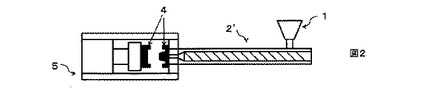
【図3】本発明の製造装置の一態様の模式図を示す。繊維状フィラーをシート状にしたものを巻き取り/巻きだししつつ、結晶性樹脂を射出溶融装置で溶融させて金型内に投入し、高速圧縮成形装置で圧縮成形をし、更にその後でクロス状の繊維状フィラーを打ち抜いて成型品を個別化する製造装置の概要を示している。
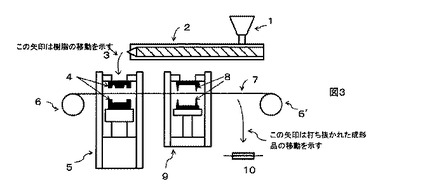
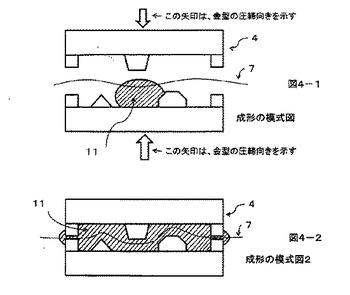
【図4】本発明の成形の模式図を示す。クロス状の繊維状フィラーを金型で挟み、それと同時に結晶性樹脂を圧縮成形することにより成型品を得る事を示している。
【0013】
以下、本発明の成形品、製造方法および製造装置について説明する。
本発明の成形品は、結晶化度が70%以上であり、結晶サイズが200nm以下である結晶性樹脂と、アスペクト比が10以上の繊維状フィラーを含む樹脂組成物から得られる成形品であることを特徴とする。
また、本発明の製造方法は、溶融した樹脂を、融点以下の温度で金型にて高速圧縮成形することにより成形することを特徴とする。
また、本発明の製造装置は、樹脂の溶融装置と、高速圧縮成形装置の2つで構成されることを特徴とする。
【0014】
(樹脂組成物)
本発明の樹脂組成物は、結晶性樹脂および繊維状フィラーを含むことを特徴とするため、以下でこれらについて説明する。
【0015】
(結晶性樹脂)
樹脂組成物に含まれる結晶性樹脂としては、結晶性を有する高分子材料全般のことを示す。例えば、ポリアルキレン、ポリアミド、ポリエーテル、液晶ポリマー等が挙げられる。具体的には、ポリエチレン、アイソタクティックポリプロピレン、シンジオタクチックポリプロピレン、ポリブテン−1、ポリ4メチルペンテン等のポリオレフィン類、あるいは結晶性エチレン・プロピレン共重合体、ナイロン6、ナイロン66、ナイロン12等のポリアミド類、ポリブチレンテレフタレート、ポリエチレンテレフタレート等のポリエステル類、シンジオタクチックポリスチレン、アイソタクチックポリスチレン等のポリスチレン類、ポリフェニレンサルファイド、ポリエーテルエーテルケトン、全芳香族ポリアミド、全芳香族ポリエステル等のいわゆるエンジニアリングプラスチック類、ポリテトラフルオロエチレン、ポリビニリデンフルオロライド等のフッ素樹脂、ポリエチレンサクシネート、ポリブチレンサクシネート等の脂肪族ポリエステル、ポリ乳酸、ポリビニルアルコール、ポリアセタール、ポリエーテルニトリル、ポリホスファゼン等が挙げられる。また熱硬化性樹脂に関しても分子内に剛直で棒状もしくは平面上のメソゲンを有する材料で、かつ硬化完了時にも結晶性を有する樹脂であるならば結晶性樹脂に該当するものとする。なお本特許における結晶性樹脂とは上記の樹脂に限定されるものではなく、すなわち結晶性を有する樹脂であればいずれでも該当する。
これらの結晶性樹脂は単独で使用してもよいし、同種のもので分子量が異なるものを組み合わせて使用してもよいし、非晶性の樹脂と組み合わせて使用してもよい。
以上の中で最も好適に用いられるのは、汎用プラスチックであるポリエチレンやポリプロピレン、さらにはエンジニアリングプラスチック類であり、特に安価で汎用性がある点から汎用プラスチックのポリエチレンやポリプロピレンであり、さらにより
高い剛性が得られる点では、立体規則性、すなわちアイソタティック分率が95%以上であるアイソタクチックポリプロピレンであることが好ましい。
【0016】
また結晶性樹脂は、成形品となったときにその結晶化度が70%以上、好ましくは80%以上である事が必要である。ここで結晶化度とは、結晶性樹脂に含まれる結晶体の割合のことを意味する。結晶化度は公知の方法によって検討することができる。例えば、水とエチルアルコールを用いた密度法により,結晶化度を決定し得る。結晶性樹脂の結晶化度χcは、下記数式(1)で求められる。
χc=ρc/ρ ・(ρ−ρa)/(ρc−ρa) 式(1)
数上式中ρは試料の密度、ρaは非晶密度、ρcは結晶密度を示す。
【0017】
また結晶性樹脂は、成形品となったときにはその結晶サイズが200nm以下であることが必須である。ここで結晶サイズとは公知の方法、例えば小角X線散乱法(SAXS法)や、樹脂の断面を研磨して走査型電子顕微鏡観察、もしくは樹脂の切片を作成しさらに染色して透過型電子顕微鏡観察を行うなどの方法によって測定することができる。
【0018】
前記結晶性樹脂の含有量は、特に限定されないが、樹脂組成物中で10重量%以上、95重量%以下とすることが好ましい。含有量が前記下限値未満であると、結晶化樹脂が結晶化せずに目的の機械的強度等が達成できない場合がある。また、前記上限値を超えると、強度等の性能が樹脂の結晶化度に依存する割合が高くなり、結晶化度のばらつきで目的の機械的強度等が達成できない場合がある。
【0019】
(繊維状フィラー)
次に、繊維状フィラーについて説明する。本発明の樹脂組成物に含まれる繊維状フィラーは、本発明の樹脂組成物、および当該樹脂組成物からなる成形体において、剛性などの優れた物性バランスの発現、寸法安定性の付与(線膨張係数の低減化)、寸法や物性などの多様な要求性能への対応性付与などの目的で用いられる。繊維状フィラーの定義としては、繊維長/繊維直径で表されるアスペクト比が10以上である物を示す。なお繊維断面が円である場合はアスペクト比の定義は上記であるが、繊維断面が楕円とかリボン状のように扁平である場合は、繊維長/断面の短辺長でアスペクト比を表す事とする。アスペクト比が10未満である場合は樹脂組成物並びに成形品の強度が十分向上しない。アスペクト比は10以上が好ましく、1000以上がより好ましく、10000以上がとりわけ好ましい。
【0020】
繊維状フィラーの種類としては、カーボンファイバー(炭素繊維)、カーボンナノチューブ、塩基性硫酸マグネシウム繊維(マグネシウムオキシサルフェート繊維)、チタン酸カリウム繊維、ホウ酸アルミニウム繊維、ケイ酸カルシウム繊維、炭酸カルシウム繊維、ガラス繊維、炭化ケイ素繊維、ワラストナイト、ゾノトライト、各種金属繊維、綿、セルロース、絹、羊毛あるいは麻等の天然繊維、レーヨンあるいはキュプラなどの再生繊維、アセテート、プロミックスなどの半合成繊維、ポリエステル、ポリアクリロニトリル、ポリアミド、アラミド、ポリオレフィンなどの合成繊維、さらにはそれらの表面及び末端に化学修飾した変性繊維などが挙げられる。
これらのなかで、ナノセルロース、TEMPO酸化ナノセルロースなどのセルロース類、ガラス、カーボンファイバー、シングルウオールカーボンナノチューブ、マルチウオールカーボンナノチューブなどが、本発明の樹脂組成物、および当該樹脂組成物からなる成形体において、成形外観、物性バランス、寸法安定性の付与(線膨張係数の低減化など)、寸法や物性などの多様な要求性能への対応性などの向上効果が大きいなどの点から好ましい。
またさらにこれらの中でガラス、カーボンファイバー又はセルロースが汎用性があり入手性も価格性も優れており、最も好適に使用される。
【0021】
繊維状フィラーの繊維直径は特に限定されないが、10μm以下のものが好ましく、1μm以下のものがより好ましく、100nm以下のものがとりわけ好ましい。繊維直径が100nm以下になることで周囲の樹脂との相互作用が強くなり、機械的強度が向上する傾向にありきわめて望ましい。またその繊維直径が小さいほど、特許文献2で示された核剤と同等の性能を有するようになると判断されており、すなわち繊維直径が100nm以下であるとマトリクス樹脂たる結晶性樹脂の結晶性が向上し、より高強度が発現する傾向にある事も望ましい理由の一つである。また繊維直径が100nm以下の場合、可視光の波長より繊維直径が大幅に小さいため、結晶性樹脂中に完全に分散された場合、光の散乱が生じず、樹脂組成物や成形品が透明化する。透明材料の要求がある場合はこの手法は利用可能である。なお別の手法での透明化も可能であるがそれについては後述する。
【0022】
さらに、繊維状フィラーの形態は、短繊維状、長繊維状、クロス状、紙のように抄造で固められたシート状、圧縮魂状、顆粒状など、各種の形態のものを用いてもよい。特に短繊維状、長繊維状、クロス状、抄造のシート状がハンドリングしやすくまた材料としての性能も上がりやすいので好適に用いられる。また一般にクロス状もしくは抄造のシート状のものは繊維同士の結合が期待できるので材料の強度の向上にきわめて有効であることからクロス状織布又は抄造シートが好ましい。
【0023】
また、これら繊維状フィラーは、前記結晶性樹脂との接着性あるいは樹脂組成物中での分散性を向上させるなどの目的で、各種の有機チタネート系カップリング剤、有機シランカップリング剤、不飽和カルボン酸、またはその無水物をグラフトした変性ポリオレフィン、脂肪酸、脂肪酸金属塩、脂肪酸エステルなどによって表面処理したものを用いてもよい。あるいは表面に熱硬化性もしくは熱可塑性のポリマー成分で処理され変性処理されたものでも問題ない。
【0024】
透明な樹脂組成物並びに成形品を必要とする場合には、上述したように繊維直径が100nm以下の極力小さな繊維状フィラーを使用する方式もあるが、より簡便には、結晶性樹脂と繊維状フィラーの屈折率を合致させる手法を適用することが望ましい。結晶性樹脂と繊維状フィラーの屈折率が合致すると、それらを複合化した樹脂組成物並びに成形品は透明化されるからである。結晶性樹脂と繊維状フィラーの屈折率の違いが3%程度なら透明化する。また屈折率には波長依存性があるので、結晶性樹脂と繊維状フィラーのアッベ数を合わせる事も透明化には重要である。結晶性樹脂と繊維状フィラーのアッベ数の差が10以下であれば透明化に問題はない。なお樹脂組成物及び成形品に対して透明性を望まず単に高強度化のみを望む用途に対しては、屈折率やアッベ数の制御を行う必要は全くない。屈折率やアッベ数の制御は用途によって要不要を判断すればよい。
【0025】
本発明の樹脂組成物における繊維状フィラーの配合割合は、当該樹脂組成物全体100重量%に対して5〜90重量%、好ましくは30〜70重量%、より好ましくは35〜60重量%である。
配合割合が5重量%未満であると、本発明の樹脂組成物、および当該樹脂組成物からなる成形体において、剛性などの物性、寸法安定性および要求性能への対応性や経済性が低下する。一方、90重量%を超えると、前記樹脂組成物の製造が困難でありまた成形外観や衝撃強度などの物性が低下する。
なお、繊維状フィラーは単独で用いてもよく2種以上併用してもよい。
【0026】
繊維状フィラーと結晶性樹脂を混合、分散、もしくは複合化する手法に関しては特に限定しない。
繊維状フィラーの繊維長が数cm以下のいわゆる短繊維の場合、結晶性樹脂の粉末やペレットとともにあらかじめドライブレンドして混練装置に投入し、均一分散してあらかじめコンパウンド化しておき、それを後述する樹脂溶融装置や高速圧縮成形装置に改めて投入し成形する事が最も望ましい。あるいは結晶性樹脂と短繊維の繊維状フィラーの混合物を、コンパウンド化をせず、そのまま後述する樹脂溶融装置に投入して、コンパウンド化を省略しても良い。あるいはそれ以外の手法でも問題はない。
繊維状フィラーの繊維長が数cm以上のいわゆる長繊維の場合、繊維をひも状にしたりクロス状に織ったりした状態で使用することが望ましいが、その状態で後述する成形金型に投入し、結晶性樹脂の溶融品とともに成形される事が工業的に最も容易である。あるいは、シート状あるいはひも状にした繊維状フィラーをあらかじめ結晶性樹脂成分を溶融状あるいは溶液状で塗布含浸させたものを準備し、それを用いて後述の成形機で成形する事も可能である。またあるいは、シート状あるいはひも状にした繊維状フィラーと、結晶性樹脂の塗布含浸物を、あらかじめ切断機や粉砕機で機械的に細かくしておき、それを利用して成形することも可能である。あるいはそれ以外の手法でも問題はない。
【0027】
(製造方法)
次に製造方法について説明する。
結晶性樹脂と繊維状フィラーを配合して成る樹脂組成物を成形し、結晶性樹脂の分子鎖を多量かつ高い配向性で配向させる方法について調査した結果、結晶性樹脂の溶融物を、融点以下の温度域にて、大きな歪み速度で変形するように200/s以上のひずみ速度で高速の延伸操作を行うと高速結晶化が生じ、分子鎖が高い配向性で一方向に配向して結晶性が高くなり高強度の成形品を得られることができることが判明している。これを圧縮成形でおこなうと、厚みを4mmの樹脂溶融物を一方方向に押しつぶして広げてゆき厚み1mmにするためには、150mm/sの型締め速度が要求される計算になる。なお、繊維状フィラーを充填した結晶性樹脂の系では、配合していない系と比較して、繊維の配向流動の影響があるためか、より一層樹脂の結晶化は発現しやすく、そのため比較的遅い歪み速度でも結晶性樹脂のナノ配向結晶現象が生じることから、本特許の圧縮成形の速度は80mm/sの速度で型締めを行えば良いことが分かっている。それゆえ、80mm/s以上の圧縮成形が可能な装置であるならば、本発明における高速圧縮成形装置に該当する物とする。
【0028】
次に製造装置について説明する。
製造装置は、樹脂組成物の溶融装置と、高速圧縮成形装置の2種類の装置の組み合わせで構成されていることを特徴とする。この2種の装置は最小限の構成要素であり、これ以外にクロスの巻きだし装置、巻き取り装置、バリ取り装置、各種ローダー、各種アンローダー、成形品ストッカー、その他付属設備が接続されていても問題はない。樹脂組成物の溶融装置と、高速圧縮成形層の、それぞれの装置について以下で説明する。
【0029】
まず、樹脂組成物の溶融装置については、特に限定はしない。樹脂を二軸混練機、一軸混練機、多軸混練機、ロール混練機、ブラベンダー、ニーダー、射出溶融混練機など、各種の混連装置により融点以上に加熱する事で達成可能である。射出溶融混練機もしくは一軸混練機もしくは二軸混練機が最も好適に使用される。また、得られた結晶性樹脂の溶融物を、成形金型に投入する装置に関しても、特に限定はせず、単純に溶融樹脂を金型内に垂らしても良いし、射出成形のように射出してもよいし、定量供給装置で供給しても良い。ギアポンプ等で定量に計量して射出する方式が最も望ましい。
【0030】
次に、金型に挟んで高速で圧縮成形する装置、すなわち高速圧縮成形装置や、その運転条件について説明する。金型の温度は、結晶性樹脂の融点以下の温度域あることが必須である。特に、融点より10℃〜50℃程度低いことが望ましい。金型温度と結晶性樹脂の融点の差が10℃未満である場合には、大きなひずみ速度を与えることで摩擦等による局所的な温度上昇の発生による影響を受けて溶融温度以上の温度状態になりやすく、そのため結晶性樹脂はナノ配向結晶を生成しにくく溶融したままである場合があり、その状態では成形できずまた金型より成形品を取り出すことも困難となり、成形条件としては不適となる可能性が高い。また金型温度と結晶性樹脂の融点の差が50℃より大きい場合は、金型内に溶融樹脂を投入すると速やかに冷却による硬化挙動が発生し、この後に高速圧縮成形により大きなひずみ速度を印加しようとしても樹脂が変形せず成形困難となるため、この場合においても成形条件としては不適となる可能性が高い。
次に、上述のように溶融温度以下に設定された金型は、金型を少しあけた状態で溶融樹脂を投入する事が必要である。樹脂を金型内に投入したのち、80mm/s以上の高速で型締めをして樹脂をフローさせて金型内に満たし、高速圧縮成形をおこなうことが必須である。ここで使用する樹脂はあらかじめ繊維状フィラーを配合していても良く、あるいは繊維状フィラーをシート状にしたものを金型においた状態で繊維状フィラーを含有していない樹脂あるいは繊維状フィラーを少量含有した樹脂を高速圧縮成形して繊維状フィラーのシート状にしたものに樹脂成分を含浸させるのもよい。いずれもが好適に用いされる。高速圧縮成形のイメージを模式図4−1と4−2に示した。この図では繊維状フィラーをシート状にしたものをあらかじめ金型においた状態で樹脂を圧縮成形し同時に含浸させる場合のことを示している。図4−1は成形直前の開けた金型中に溶融樹脂を滴下した状態を示し、図4−2は型締めを行って成形した状態を示す。この成形方式は一般に射出プレス成形として知られているものと近いものであるが、型締めの速度を従来の射出プレス成形の実用上の速度よりも遙かに大きい速度に設定したことが従来の射出プレス成形とは異なる。80mm/s未満の速度である場合はナノ配向結晶が生じず、高強度化が十分になされない。200mm/s以上の速度の場合は成形が困難であり、樹脂を金型内に満たすことが困難である。なお圧縮成形機の機構は、油圧式、電動式、エア圧式、機械式、あるいはそれらの複合型等、プレスの機構はいずれでも問題ない。なお射出プレス成形では射出ユニットが必須であるが、本発明に関しては樹脂のある程度の定量供給さえ可能であるならばどのような溶融樹脂作成法やどのような溶融樹脂供給法でも問題はないため、射出プレス法とは似て非なる物である。またこれらの成形装置に関して図1、図2、図3に模式図を示した。
【実施例】
【0031】
以下、実施例及び比較例を示すに先立ち、実施例及び比較例で計測した各種項目に関しての計測要領を示す。
【0032】
結晶性樹脂の結晶サイズの計測:
株式会社リガク製のUltimaIVを用い、小角X線散乱法を利用して計測し、粒径・空孔径解析ソフトウエアを利用して結晶サイズを解析した。
【0033】
結晶性樹脂の結晶化度の計測:
水とエチルアルコールを用いた比重法を利用して結晶化度を計測した。ポリプロピレンに関しては結晶状態の比重ρcを0.855g/cm3、アモルファス状態の比重ρaを0.936g/cm3として(1)式にて計算で求めた。
【0034】
繊維状フィラーの平均直径の計測:電界放出型走査電子顕微鏡JSM−7401を利用して繊維状フィラーを観測し、その直径を画像解析にて計測した。20本以上の繊維状フィラーを計測してその平均値を求めた。
【0035】
繊維状フィラーの平均長さの計測:
電界放出型走査電子顕微鏡JSM−7401を利用して繊維状フィラーを観測し、その繊維長さを画像解析にて計測した。20本以上の繊維状フィラーを計測してその平均値を求めた。
【0036】
繊維状フィラーの平均アスペクト比の計算:
上記の方法で求めた繊維状フィラーの平均長さを繊維状フィラーの平均直径で除する事で平均アスペクト比を算出した。
【0037】
成形品の強度の計測
強度計測用のテストピースとして、厚み1mm、幅10mm、長さ80mmのテストピースを得た。強度は、万能試験機テンシロンを利用してチャックに挟んで引っ張り試験にて評価した。引っ張り速度は10mm/分で計測した。
【0038】
ひずみ速度の計測
ひずみ速度の設定は、実施例1に示す方法で設定した。ひずみ速度が目的の数値であるかを確認するために、上下の金型が3mm開いた状態から締め切るまでの時間を高速度カメラで撮影し計測することで数値化した。細長いテストピース金型において長さ20mm、厚み4mmの溶融樹脂が、長さ80mm、厚み1mmにまで直線上に伸びる場合に、高速度カメラで計測された、締め切るまでの時間をt(s)とすると、ひずみ速度は下記式で計算できる。
ひずみ速度(/s)=80/20/t 式(2)
【0039】
以下で実施例及び比較例を示す。なおいずれの評価結果に関しても後述する表1に記載した。
(実施例1)
結晶性樹脂として住友化学株式会社製のアイソタクチックポリプロピレンのノーブレンFLX80E4(融点163℃、アイソタクチック分率97%、重量平均分子量30万)を使用した。繊維状フィラーとしてフリーズドライしたTEMPO酸化ナノセルロース(アスペクト比1000以上、繊維直径10nm、セルロース表面のカルボン酸ナトリウムの量1.67mmol/g、ウッドセルロースより自社内で合成)を使用した。ポリプロピレン100重量部に対してナノセルロース8重量部を配合した後に、DSM Xplore社の小型混練機を用い、窒素雰囲気下で200℃で数分の混合処理をおこなった。混練装置より200℃で吐出した樹脂組成物を、150℃に設定した高速圧縮成形用のテストピース金型に取り、上下の金型を3mm開けた状態から120mm/sの速度で金型を完全に閉じた。キャビティの厚みが1mmであるから、4mm厚から1mm厚までを0.025秒で閉じ、そのときのひずみ速度は160/sに該当する。高速で圧縮成形を行うためにエアー圧プレスを用いて成形した。最終的に厚さ1mm、幅10mm、長さ80mmのテストピースを作成した。成形装置の構成としては、図1の状態に該当する。なお金型表面には離型剤としてダイキン工業株式会社製のフッ素系離型剤ダイフリーをあらかじめ塗布することで成形品の容易な離型を得た。
【0040】
(実施例2)
実施例1において、繊維状フィラーとしてナノセルロースではなく、日東紡株式会社製のEガラスチョップドストランドのCS3−E227(アスペクト比300、繊維直径10μm)を配合して樹脂組成物を得た。配合比はポリプロピレン100重量部に対してチョップドストランドを40重量部とした。成形方法に関しては実施例1と同じ方法で成形品を得た。
【0041】
(実施例3)
結晶性樹脂として住友化学株式会社製のアイソタクチックポリプロピレンのノーブレンFLX80E4(融点163℃、アイソタクチック分率97%、重量平均分子量30万)を使用した。繊維状フィラーとしてTEMPO酸化セルロース(アスペクト比1000以上、繊維直径10nm、セルロース表面のカルボン酸ナトリウムの量1.67mmol/g、ウッドセルロースより自社内で合成)の厚さ0.5mmの抄造シート(パルプ状のTEMPO酸化セルロースを120℃の熱プレスで挟んで作成)を使用した。TEMPO酸化セルロースシートは10cm角に切断して使用した。東洋精機株式会社のラボプラストミルを利用して、200℃でポリプロピレンの溶融品を作成した。150℃に設定した高速圧縮成形用のテストピース金型の下金型の上にTEMPO酸化セルロースシートを置き、その上に200℃に溶融したポリプロピレンを多めに滴下し、そのあと上側の金型をセットして、上下の金型を3mm開けた状態から100mm/sの速度で金型を閉じて高速の圧縮成形を行った。これはひずみ速度で133/sに該当する。高速で圧縮成形を行うためには、エアー圧プレスの高速プレスを用いて成形した。最終的に厚さ1mm、幅10mm、長さ80mmのテストピースを作成した。ポリプロピレン100重量部に対してTEMPO酸化セルロースシートは30重量部配合した状態に該当した成形品を得ることができた。成形装置の構成としては、図1の状態に該当する。なお金型表面には離型剤としてダイキン工業株式会社製のフッ素系離型剤ダイフリーをあらかじめ塗布することで成形品の容易な離型を得た。
【0042】
(比較例1)
結晶性樹脂として実施例1で使用したアイソタクチックポリプロピレンで、繊維状フィラーは配合しない樹脂組成物にて、実施例1と同等の成形を行って成形品を得た。なお圧縮成型速度は150mm/sで型締めし、それはひずみ速度に換算して200/sに該当した。
【0043】
(比較例2)
実施例1と同様の配合と装置で、成形品を作成した。ただし最後の高速圧縮成形は行わず、最初から金型を閉じた状態で、金型温度も室温に設定した状態で、普通の射出成形をおこなって成形品を得た。
【0044】
(比較例3)繊維状フィラーの代わりに、繊維状でないフィラーとして日本アエロジル株式会社製のアモルファスシリカのアエロジル200(不定形シリカ、アスペクト比1.0、粒子直径20nm、凝集性強し)を用いて、実施例1と同じ結晶性樹脂、成形装置、成形条件で成形した。なおポリプロピレン100重量部に対してアモルファスシリカは20重量部を配合した。
【0045】
【表1】

【0046】
本発明の実施形態である実施例1〜3は、成形品の強度が優れていた。
比較例1は、繊維状フィラーを配合しない樹脂組成物を用いたため、成形品のひずみ速度は高かったが、成形品の強度が実施例に比べて大幅に劣っていた。
比較例2は、高速圧縮成形を行なわず成型時のひずみ速度が低かったため、成形後の樹脂成分の結晶化度が低く結晶サイズが大きかった。このため、成型品の強度が劣っていた。
比較例3は、アスペクト比の小さい、繊維状でないフィラーを用いたため、高速圧縮成形を行い成型時のひずみ速度は高く、結晶化度も結晶サイズも問題はなかったが、成型品の強度が実施例と比較して大幅に劣っていた。
【産業上の利用可能性】
【0047】
本発明の成形品は、高強度、低熱膨張係数、高耐熱性が良好で、自動車用構造材料、特にフード、ルーフ、トランクリッド、プラットフォームなどのシャシー類や、ドアや配管類に利用することができ、さらには電子材料、特に各種電子機器の筐体、回路基板等の用途に利用することができる。また更に透明化することにより、自動車用のフロントガラスや各種電子装置のモニター画面のガラス野田遺体が可能である。
【符号の説明】
【0048】
1 ホッパー
2 溶融装置
2’ 射出溶融装置
3 溶融装置から吐出した樹脂材料(金型の横から投入)
4 成形金型
5 高速圧縮成形プレス
6 巻きだしロール
6’ 巻き取りロール
7 ガラスクロス等のシート状の繊維状フィラー
8 打ち抜き型
9 打ち抜きプレス
10 打ち抜かれた成形品
11 結晶性樹脂
【技術分野】
【0001】
本発明は、機械的特性に優れる成形品と、これを製造するための方法および装置に関するものである。
【背景技術】
【0002】
ポリエチレンやポリプロピレン等をはじめとする、いわゆる汎用プラスチックは、非常に安価であるだけではなく、成形が容易で、金属やセラミクスに比べ重さが数分の一と軽量であるゆえに、袋や各種包装、各種容器、シート類等の多様な生活用品材料や自動車、電気などの工業部品や日用品、雑貨用等の材料として、よく利用されている。しかしながら、当該汎用プラスチックは、機械的強度が不十分で耐熱性が低い等の欠点を有している。そのため、自動車等の機械製品や、電気・電子・情報製品をはじめとする各種工業製品に用いられる材料に対して要求される十分な特性を上記汎用プラスチックは有していないために、その適用範囲が制限されているというのが現状である。
【0003】
一方、ポリエチレンテレフタレート、ポリカーボネート、フッ素樹脂(テフロン(登録商標)等)、ナイロン、ポリメチルペンテン、ポリオキシメチレン、アクリル樹脂等のいわゆるエンジニアリングプラスチックは、機械的特性と耐熱性や透明性等に優れており、通常150℃では軟化しない。よって、エンジニアリングプラスチックは、自動車や機械製品および電気製品をはじめとする高性能が要求される各種工業製品用材や光学用材料として利用されている。しかしエンジニアリングプラスチックは、比較的比重が大きく、高価であり、しかもモノマーリサイクルが困難または不可能なために環境負荷が大変大きいこと等の重大な欠点を有している。
【0004】
したがって、汎用プラスチックの機械的特性、耐熱性、および透明性等の材料特性を大幅に改善することによって、当該汎用プラスチックがエンジニアリングプラスチック以上の性能を示せば、高分子の各種工業製品や生活用品のコストを大幅に低減せしめることが可能である。
【0005】
さらには金属材料の代替として利用可能となれば、金属製の各種工業製品や自動車、航空機、半導体用装置などのコストを大幅に削減し、軽量化により大幅に省エネルギー化し、また自動車等の操作性を向上させることが可能になると期待でき、その開発が待たれている。
【0006】
さて、高分子材料を高強度化する手法はいくつかあるが、近年見いだされたユニークな方式として、広島大学の彦坂教授らが提唱するナノ配向高分子結晶を利用する方式が挙げられる。従来から高分子材料も結晶化によって高強度化されることは知られていた。しかし結晶化度を向上させるためには、従来は、高分子の融液の冷却速度を低下させる方法や、高分子の融液を高圧下で冷却して結晶化度を増大させるという方法や、核剤を高分子融液に添加する方法が知られている。しかしいずれの方式も性能が不十分であったり、生産コストがかかったり、不純物が混入したりの問題が生じるなどの問題を内包し、それぞれ改善が必要であった。彦坂らは、高分子のせん断結晶化において、異物界面において分子鎖が伸長されて配向融液が発生していることを実験的に初めて検証し、核生成および成長速度が著しく加速される、という普遍的メカニズムを提唱した(非特許文献1参照)。すなわち、高分子融液全体を配向融液にすることができれば、高分子の結晶化が著しく起こり易くなり、結晶化度を高めることができる。さらに高分子融液全体を配向融液の状態のままで結晶化することができれば、高分子の大部分の分子鎖が配向した構造を有する結晶体を生産し得ることが期待される。彦坂らによると、溶融したアイソタクチックポリプロピレンにおいて、過冷却状態である150℃にて臨界ひずみ速度である200/s以上での速度で延伸された場合、ポリプロピレンの核生成が著しく促進され、核剤を添加せずとも分子鎖間で核生成が無数に起こる、いわゆる均一核生成へと激変するため、不純物の混入を回避することができるとともに、結晶サイズをナノメートルオーダーにすることが可能となり、高い透明性を有し、飛躍的に機械的特性と耐熱性が増大した高分子を得ることができるという。すなわち、高分子の溶融物を過冷却温度条件下で高速で伸長させることにより上記の高分子ナノ結晶構造を素早く得ることができることが非特許文献2と非特許文献3に記載されており、この手法により従来にない高強度の材料を得ることができる。この手法は特にポリエチレンやポリプロピレンの様な、安価だが性能は高くないいわゆる汎用プラスチックの性能を大幅に向上させ、エンジニアリングプラスチック並の性能を得るのに利用することができると考えられる。
【0007】
特許文献1では、上記の高分子結晶化の手法を利用して、フィラーを含有しない状態でポリプロピレン等の汎用プラスチックの溶融物を、大きな歪み速度で変形するように特定の温度にて圧延し、結晶性樹脂の分子鎖を高い配向性で配向させることで、機械的特性、耐熱性および透明性に優れた結晶性樹脂結晶を作製する方法が開示されている。しかしながら、特許文献1に記載の製造方法で作製された成形品は、結晶化度をできるだけ高めることで機械的特性、耐熱性および透明性に優れた結晶性樹脂結晶を作製するため、一定の歪み速度で均一に圧延する必要があることから、シートやフィルム状の比較的成形が容易なものに限られ、複雑な形状の成形品に適用することに課題があった。
特許文献2では核剤を材料に投入することで結晶化度を上げる手法であるが、この手法については前述したとおり核剤として投入する材料が不純物となり、材料の信頼性を低下せしめる場合もあるため、適用範囲が限られる傾向がある。例えば特許文献2で核剤として示されている材料は主に金属塩であるため、金属の不純物イオンを嫌う用途には本手法を適用することはできない。
また上記の高分子結晶化の手法に頼らない高強度化の手法としては、特許文献3ではカーボンナノチューブのような繊維状フィラーを含むカーボンフィラーを含有させて機械的特性を向上させた樹脂組成物が開示されており、また非特許文献4では鱗片状フィラーを含有させて同様の効果の樹脂組成物を開示している。しかしながら、いずれの特許文献においても、フィラー添加による性能向上が達成できるのみで、それ以上の性能向上、例えばより一層の強度向上や、耐熱温度の上昇などが望めず、改善が必要であった。
【先行技術文献】
【特許文献】
【0008】
【非特許文献1】K.Watanabe et a1, Macromolecules 39,1515,2006
【非特許文献2】彦坂正道ら,高分子,59,492,2010
【非特許文献3】彦坂正道ら,日本結晶成長学会誌,37,34,2010
【非特許文献4】臼井ら,高分子,43,360,1994
【特許文献1】特開2010−168485号公報
【特許文献2】特開2008−248039号公報
【特許文献3】WO2003−054637
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の第一の目的は、機械的特性が良好で、ある程度複雑な成形品を安価に提供することにある。
本発明の第二の目的は、前記成形品を製造する方法を提供することにある。
本発明の第三の目的は、前記成形品を製造する装置を提供することにある。
【課題を解決するための手段】
【0010】
上記の目的は、下記(1)〜(11)に記載の本発明により達成される。
(1) 結晶化度が70%以上であり、結晶サイズが200nm以下である結晶性樹脂と、アスペクト比が10以上の繊維状フィラーを含む樹脂組成物からなる事を特徴とする成形品。
(2) 繊維状フィラーの形態が、クロス状織布又は抄造シートであり、結晶性樹脂が繊維状フィラーに含浸したものである前記(1)記載の成形品。
(3) 繊維状フィラーが、ガラス、カーボンファイバー、セルロースである前記(1)又は(2)記載の成形品。
(4) 繊維状フィラーの直径が100nm以下である前記(1)〜(3)のいずれか1項に記載の成形品。
(5) 繊維状フィラーの屈折率と、結晶性樹脂の屈折率との差が3%以下である前記(1)〜(4)のいずれか1項に記載の成形品。
(6) 繊維状フィラーのアッベ数と、結晶性樹脂のアッペ数との差が10以下である前記(5)記載の成形品。
(7) 結晶性樹脂が、ポリエチレン又はポリプロピレンである前記(1)〜(6)のいずれか1項に記載の成形品。
(8) 結晶性樹脂が、エンジニアリングプラスチックである前記(1)〜(6)のいずれか1項に記載の成形品。
(9) 前記(1)〜(8)のいずれか1項に記載の成形品の製造方法であって、一旦溶融した樹脂を、融点以下の温度で、高速で圧縮成形で製造することを特徴とする成型品の製造方法。
(10) 前記(2)〜(8)のいずれか1項に記載の成型品の製造方法であって、結晶性樹脂又は繊維状フィラーを含有した結晶性樹脂を、織布または抄造シートである繊維状フィラーに高速で加圧含浸して製造することを特徴とする成形品の製造方法。
(11) 前記(9)又は(10)の成型品の製造方法に用いられる成型品の製造装置であって、樹脂組成物を溶融する装置と、溶融した樹脂を過冷却状態で高速圧縮成形する装置とを含んでなることを特徴とする成形品の製造装置。
【発明の効果】
【0011】
本発明によれば、結晶化度が70%以上であり、結晶サイズが200nm以下である結晶性樹脂に含有させる無機充填材として、アスペクト比が10以上の繊維状フィラーを用いることにより、樹脂結晶化による機械的特性の性能向上だけでなく、繊維状フィラーを加えることにより結晶性樹脂のみの場合を遙かに越える機械的特性を得ることが可能となる。更に配合や構造によっては、耐熱性や透明性をより一層改善せしめることも可能である。
また、本発明の製造方法および製造装置により得られた成形品は、単純なシートやフィルム状以外の形状を有しており、複雑な形状を有していても、機械的特性、耐熱性および透明性等に優れている。
【図面の簡単な説明】
【0012】
【図1】本発明の製造装置の一態様の模式図を示す。繊維状フィラーをあらかじ結晶性樹脂に配合しておき、それを二軸混練機で押し出した後に高速圧縮成形装置に投入し成形する製造装置の概要を示している。
【図2】本発明の製造装置の一態様の模式図を示す。繊維状フィラーをあらかじめ結晶性樹脂に配合しておき、それを射出溶融装置により金型内に投入し、その後で高速圧縮成形装置にて成形する製造装置の概要を示している。
【図3】本発明の製造装置の一態様の模式図を示す。繊維状フィラーをシート状にしたものを巻き取り/巻きだししつつ、結晶性樹脂を射出溶融装置で溶融させて金型内に投入し、高速圧縮成形装置で圧縮成形をし、更にその後でクロス状の繊維状フィラーを打ち抜いて成型品を個別化する製造装置の概要を示している。
【図4】本発明の成形の模式図を示す。クロス状の繊維状フィラーを金型で挟み、それと同時に結晶性樹脂を圧縮成形することにより成型品を得る事を示している。
【0013】
以下、本発明の成形品、製造方法および製造装置について説明する。
本発明の成形品は、結晶化度が70%以上であり、結晶サイズが200nm以下である結晶性樹脂と、アスペクト比が10以上の繊維状フィラーを含む樹脂組成物から得られる成形品であることを特徴とする。
また、本発明の製造方法は、溶融した樹脂を、融点以下の温度で金型にて高速圧縮成形することにより成形することを特徴とする。
また、本発明の製造装置は、樹脂の溶融装置と、高速圧縮成形装置の2つで構成されることを特徴とする。
【0014】
(樹脂組成物)
本発明の樹脂組成物は、結晶性樹脂および繊維状フィラーを含むことを特徴とするため、以下でこれらについて説明する。
【0015】
(結晶性樹脂)
樹脂組成物に含まれる結晶性樹脂としては、結晶性を有する高分子材料全般のことを示す。例えば、ポリアルキレン、ポリアミド、ポリエーテル、液晶ポリマー等が挙げられる。具体的には、ポリエチレン、アイソタクティックポリプロピレン、シンジオタクチックポリプロピレン、ポリブテン−1、ポリ4メチルペンテン等のポリオレフィン類、あるいは結晶性エチレン・プロピレン共重合体、ナイロン6、ナイロン66、ナイロン12等のポリアミド類、ポリブチレンテレフタレート、ポリエチレンテレフタレート等のポリエステル類、シンジオタクチックポリスチレン、アイソタクチックポリスチレン等のポリスチレン類、ポリフェニレンサルファイド、ポリエーテルエーテルケトン、全芳香族ポリアミド、全芳香族ポリエステル等のいわゆるエンジニアリングプラスチック類、ポリテトラフルオロエチレン、ポリビニリデンフルオロライド等のフッ素樹脂、ポリエチレンサクシネート、ポリブチレンサクシネート等の脂肪族ポリエステル、ポリ乳酸、ポリビニルアルコール、ポリアセタール、ポリエーテルニトリル、ポリホスファゼン等が挙げられる。また熱硬化性樹脂に関しても分子内に剛直で棒状もしくは平面上のメソゲンを有する材料で、かつ硬化完了時にも結晶性を有する樹脂であるならば結晶性樹脂に該当するものとする。なお本特許における結晶性樹脂とは上記の樹脂に限定されるものではなく、すなわち結晶性を有する樹脂であればいずれでも該当する。
これらの結晶性樹脂は単独で使用してもよいし、同種のもので分子量が異なるものを組み合わせて使用してもよいし、非晶性の樹脂と組み合わせて使用してもよい。
以上の中で最も好適に用いられるのは、汎用プラスチックであるポリエチレンやポリプロピレン、さらにはエンジニアリングプラスチック類であり、特に安価で汎用性がある点から汎用プラスチックのポリエチレンやポリプロピレンであり、さらにより
高い剛性が得られる点では、立体規則性、すなわちアイソタティック分率が95%以上であるアイソタクチックポリプロピレンであることが好ましい。
【0016】
また結晶性樹脂は、成形品となったときにその結晶化度が70%以上、好ましくは80%以上である事が必要である。ここで結晶化度とは、結晶性樹脂に含まれる結晶体の割合のことを意味する。結晶化度は公知の方法によって検討することができる。例えば、水とエチルアルコールを用いた密度法により,結晶化度を決定し得る。結晶性樹脂の結晶化度χcは、下記数式(1)で求められる。
χc=ρc/ρ ・(ρ−ρa)/(ρc−ρa) 式(1)
数上式中ρは試料の密度、ρaは非晶密度、ρcは結晶密度を示す。
【0017】
また結晶性樹脂は、成形品となったときにはその結晶サイズが200nm以下であることが必須である。ここで結晶サイズとは公知の方法、例えば小角X線散乱法(SAXS法)や、樹脂の断面を研磨して走査型電子顕微鏡観察、もしくは樹脂の切片を作成しさらに染色して透過型電子顕微鏡観察を行うなどの方法によって測定することができる。
【0018】
前記結晶性樹脂の含有量は、特に限定されないが、樹脂組成物中で10重量%以上、95重量%以下とすることが好ましい。含有量が前記下限値未満であると、結晶化樹脂が結晶化せずに目的の機械的強度等が達成できない場合がある。また、前記上限値を超えると、強度等の性能が樹脂の結晶化度に依存する割合が高くなり、結晶化度のばらつきで目的の機械的強度等が達成できない場合がある。
【0019】
(繊維状フィラー)
次に、繊維状フィラーについて説明する。本発明の樹脂組成物に含まれる繊維状フィラーは、本発明の樹脂組成物、および当該樹脂組成物からなる成形体において、剛性などの優れた物性バランスの発現、寸法安定性の付与(線膨張係数の低減化)、寸法や物性などの多様な要求性能への対応性付与などの目的で用いられる。繊維状フィラーの定義としては、繊維長/繊維直径で表されるアスペクト比が10以上である物を示す。なお繊維断面が円である場合はアスペクト比の定義は上記であるが、繊維断面が楕円とかリボン状のように扁平である場合は、繊維長/断面の短辺長でアスペクト比を表す事とする。アスペクト比が10未満である場合は樹脂組成物並びに成形品の強度が十分向上しない。アスペクト比は10以上が好ましく、1000以上がより好ましく、10000以上がとりわけ好ましい。
【0020】
繊維状フィラーの種類としては、カーボンファイバー(炭素繊維)、カーボンナノチューブ、塩基性硫酸マグネシウム繊維(マグネシウムオキシサルフェート繊維)、チタン酸カリウム繊維、ホウ酸アルミニウム繊維、ケイ酸カルシウム繊維、炭酸カルシウム繊維、ガラス繊維、炭化ケイ素繊維、ワラストナイト、ゾノトライト、各種金属繊維、綿、セルロース、絹、羊毛あるいは麻等の天然繊維、レーヨンあるいはキュプラなどの再生繊維、アセテート、プロミックスなどの半合成繊維、ポリエステル、ポリアクリロニトリル、ポリアミド、アラミド、ポリオレフィンなどの合成繊維、さらにはそれらの表面及び末端に化学修飾した変性繊維などが挙げられる。
これらのなかで、ナノセルロース、TEMPO酸化ナノセルロースなどのセルロース類、ガラス、カーボンファイバー、シングルウオールカーボンナノチューブ、マルチウオールカーボンナノチューブなどが、本発明の樹脂組成物、および当該樹脂組成物からなる成形体において、成形外観、物性バランス、寸法安定性の付与(線膨張係数の低減化など)、寸法や物性などの多様な要求性能への対応性などの向上効果が大きいなどの点から好ましい。
またさらにこれらの中でガラス、カーボンファイバー又はセルロースが汎用性があり入手性も価格性も優れており、最も好適に使用される。
【0021】
繊維状フィラーの繊維直径は特に限定されないが、10μm以下のものが好ましく、1μm以下のものがより好ましく、100nm以下のものがとりわけ好ましい。繊維直径が100nm以下になることで周囲の樹脂との相互作用が強くなり、機械的強度が向上する傾向にありきわめて望ましい。またその繊維直径が小さいほど、特許文献2で示された核剤と同等の性能を有するようになると判断されており、すなわち繊維直径が100nm以下であるとマトリクス樹脂たる結晶性樹脂の結晶性が向上し、より高強度が発現する傾向にある事も望ましい理由の一つである。また繊維直径が100nm以下の場合、可視光の波長より繊維直径が大幅に小さいため、結晶性樹脂中に完全に分散された場合、光の散乱が生じず、樹脂組成物や成形品が透明化する。透明材料の要求がある場合はこの手法は利用可能である。なお別の手法での透明化も可能であるがそれについては後述する。
【0022】
さらに、繊維状フィラーの形態は、短繊維状、長繊維状、クロス状、紙のように抄造で固められたシート状、圧縮魂状、顆粒状など、各種の形態のものを用いてもよい。特に短繊維状、長繊維状、クロス状、抄造のシート状がハンドリングしやすくまた材料としての性能も上がりやすいので好適に用いられる。また一般にクロス状もしくは抄造のシート状のものは繊維同士の結合が期待できるので材料の強度の向上にきわめて有効であることからクロス状織布又は抄造シートが好ましい。
【0023】
また、これら繊維状フィラーは、前記結晶性樹脂との接着性あるいは樹脂組成物中での分散性を向上させるなどの目的で、各種の有機チタネート系カップリング剤、有機シランカップリング剤、不飽和カルボン酸、またはその無水物をグラフトした変性ポリオレフィン、脂肪酸、脂肪酸金属塩、脂肪酸エステルなどによって表面処理したものを用いてもよい。あるいは表面に熱硬化性もしくは熱可塑性のポリマー成分で処理され変性処理されたものでも問題ない。
【0024】
透明な樹脂組成物並びに成形品を必要とする場合には、上述したように繊維直径が100nm以下の極力小さな繊維状フィラーを使用する方式もあるが、より簡便には、結晶性樹脂と繊維状フィラーの屈折率を合致させる手法を適用することが望ましい。結晶性樹脂と繊維状フィラーの屈折率が合致すると、それらを複合化した樹脂組成物並びに成形品は透明化されるからである。結晶性樹脂と繊維状フィラーの屈折率の違いが3%程度なら透明化する。また屈折率には波長依存性があるので、結晶性樹脂と繊維状フィラーのアッベ数を合わせる事も透明化には重要である。結晶性樹脂と繊維状フィラーのアッベ数の差が10以下であれば透明化に問題はない。なお樹脂組成物及び成形品に対して透明性を望まず単に高強度化のみを望む用途に対しては、屈折率やアッベ数の制御を行う必要は全くない。屈折率やアッベ数の制御は用途によって要不要を判断すればよい。
【0025】
本発明の樹脂組成物における繊維状フィラーの配合割合は、当該樹脂組成物全体100重量%に対して5〜90重量%、好ましくは30〜70重量%、より好ましくは35〜60重量%である。
配合割合が5重量%未満であると、本発明の樹脂組成物、および当該樹脂組成物からなる成形体において、剛性などの物性、寸法安定性および要求性能への対応性や経済性が低下する。一方、90重量%を超えると、前記樹脂組成物の製造が困難でありまた成形外観や衝撃強度などの物性が低下する。
なお、繊維状フィラーは単独で用いてもよく2種以上併用してもよい。
【0026】
繊維状フィラーと結晶性樹脂を混合、分散、もしくは複合化する手法に関しては特に限定しない。
繊維状フィラーの繊維長が数cm以下のいわゆる短繊維の場合、結晶性樹脂の粉末やペレットとともにあらかじめドライブレンドして混練装置に投入し、均一分散してあらかじめコンパウンド化しておき、それを後述する樹脂溶融装置や高速圧縮成形装置に改めて投入し成形する事が最も望ましい。あるいは結晶性樹脂と短繊維の繊維状フィラーの混合物を、コンパウンド化をせず、そのまま後述する樹脂溶融装置に投入して、コンパウンド化を省略しても良い。あるいはそれ以外の手法でも問題はない。
繊維状フィラーの繊維長が数cm以上のいわゆる長繊維の場合、繊維をひも状にしたりクロス状に織ったりした状態で使用することが望ましいが、その状態で後述する成形金型に投入し、結晶性樹脂の溶融品とともに成形される事が工業的に最も容易である。あるいは、シート状あるいはひも状にした繊維状フィラーをあらかじめ結晶性樹脂成分を溶融状あるいは溶液状で塗布含浸させたものを準備し、それを用いて後述の成形機で成形する事も可能である。またあるいは、シート状あるいはひも状にした繊維状フィラーと、結晶性樹脂の塗布含浸物を、あらかじめ切断機や粉砕機で機械的に細かくしておき、それを利用して成形することも可能である。あるいはそれ以外の手法でも問題はない。
【0027】
(製造方法)
次に製造方法について説明する。
結晶性樹脂と繊維状フィラーを配合して成る樹脂組成物を成形し、結晶性樹脂の分子鎖を多量かつ高い配向性で配向させる方法について調査した結果、結晶性樹脂の溶融物を、融点以下の温度域にて、大きな歪み速度で変形するように200/s以上のひずみ速度で高速の延伸操作を行うと高速結晶化が生じ、分子鎖が高い配向性で一方向に配向して結晶性が高くなり高強度の成形品を得られることができることが判明している。これを圧縮成形でおこなうと、厚みを4mmの樹脂溶融物を一方方向に押しつぶして広げてゆき厚み1mmにするためには、150mm/sの型締め速度が要求される計算になる。なお、繊維状フィラーを充填した結晶性樹脂の系では、配合していない系と比較して、繊維の配向流動の影響があるためか、より一層樹脂の結晶化は発現しやすく、そのため比較的遅い歪み速度でも結晶性樹脂のナノ配向結晶現象が生じることから、本特許の圧縮成形の速度は80mm/sの速度で型締めを行えば良いことが分かっている。それゆえ、80mm/s以上の圧縮成形が可能な装置であるならば、本発明における高速圧縮成形装置に該当する物とする。
【0028】
次に製造装置について説明する。
製造装置は、樹脂組成物の溶融装置と、高速圧縮成形装置の2種類の装置の組み合わせで構成されていることを特徴とする。この2種の装置は最小限の構成要素であり、これ以外にクロスの巻きだし装置、巻き取り装置、バリ取り装置、各種ローダー、各種アンローダー、成形品ストッカー、その他付属設備が接続されていても問題はない。樹脂組成物の溶融装置と、高速圧縮成形層の、それぞれの装置について以下で説明する。
【0029】
まず、樹脂組成物の溶融装置については、特に限定はしない。樹脂を二軸混練機、一軸混練機、多軸混練機、ロール混練機、ブラベンダー、ニーダー、射出溶融混練機など、各種の混連装置により融点以上に加熱する事で達成可能である。射出溶融混練機もしくは一軸混練機もしくは二軸混練機が最も好適に使用される。また、得られた結晶性樹脂の溶融物を、成形金型に投入する装置に関しても、特に限定はせず、単純に溶融樹脂を金型内に垂らしても良いし、射出成形のように射出してもよいし、定量供給装置で供給しても良い。ギアポンプ等で定量に計量して射出する方式が最も望ましい。
【0030】
次に、金型に挟んで高速で圧縮成形する装置、すなわち高速圧縮成形装置や、その運転条件について説明する。金型の温度は、結晶性樹脂の融点以下の温度域あることが必須である。特に、融点より10℃〜50℃程度低いことが望ましい。金型温度と結晶性樹脂の融点の差が10℃未満である場合には、大きなひずみ速度を与えることで摩擦等による局所的な温度上昇の発生による影響を受けて溶融温度以上の温度状態になりやすく、そのため結晶性樹脂はナノ配向結晶を生成しにくく溶融したままである場合があり、その状態では成形できずまた金型より成形品を取り出すことも困難となり、成形条件としては不適となる可能性が高い。また金型温度と結晶性樹脂の融点の差が50℃より大きい場合は、金型内に溶融樹脂を投入すると速やかに冷却による硬化挙動が発生し、この後に高速圧縮成形により大きなひずみ速度を印加しようとしても樹脂が変形せず成形困難となるため、この場合においても成形条件としては不適となる可能性が高い。
次に、上述のように溶融温度以下に設定された金型は、金型を少しあけた状態で溶融樹脂を投入する事が必要である。樹脂を金型内に投入したのち、80mm/s以上の高速で型締めをして樹脂をフローさせて金型内に満たし、高速圧縮成形をおこなうことが必須である。ここで使用する樹脂はあらかじめ繊維状フィラーを配合していても良く、あるいは繊維状フィラーをシート状にしたものを金型においた状態で繊維状フィラーを含有していない樹脂あるいは繊維状フィラーを少量含有した樹脂を高速圧縮成形して繊維状フィラーのシート状にしたものに樹脂成分を含浸させるのもよい。いずれもが好適に用いされる。高速圧縮成形のイメージを模式図4−1と4−2に示した。この図では繊維状フィラーをシート状にしたものをあらかじめ金型においた状態で樹脂を圧縮成形し同時に含浸させる場合のことを示している。図4−1は成形直前の開けた金型中に溶融樹脂を滴下した状態を示し、図4−2は型締めを行って成形した状態を示す。この成形方式は一般に射出プレス成形として知られているものと近いものであるが、型締めの速度を従来の射出プレス成形の実用上の速度よりも遙かに大きい速度に設定したことが従来の射出プレス成形とは異なる。80mm/s未満の速度である場合はナノ配向結晶が生じず、高強度化が十分になされない。200mm/s以上の速度の場合は成形が困難であり、樹脂を金型内に満たすことが困難である。なお圧縮成形機の機構は、油圧式、電動式、エア圧式、機械式、あるいはそれらの複合型等、プレスの機構はいずれでも問題ない。なお射出プレス成形では射出ユニットが必須であるが、本発明に関しては樹脂のある程度の定量供給さえ可能であるならばどのような溶融樹脂作成法やどのような溶融樹脂供給法でも問題はないため、射出プレス法とは似て非なる物である。またこれらの成形装置に関して図1、図2、図3に模式図を示した。
【実施例】
【0031】
以下、実施例及び比較例を示すに先立ち、実施例及び比較例で計測した各種項目に関しての計測要領を示す。
【0032】
結晶性樹脂の結晶サイズの計測:
株式会社リガク製のUltimaIVを用い、小角X線散乱法を利用して計測し、粒径・空孔径解析ソフトウエアを利用して結晶サイズを解析した。
【0033】
結晶性樹脂の結晶化度の計測:
水とエチルアルコールを用いた比重法を利用して結晶化度を計測した。ポリプロピレンに関しては結晶状態の比重ρcを0.855g/cm3、アモルファス状態の比重ρaを0.936g/cm3として(1)式にて計算で求めた。
【0034】
繊維状フィラーの平均直径の計測:電界放出型走査電子顕微鏡JSM−7401を利用して繊維状フィラーを観測し、その直径を画像解析にて計測した。20本以上の繊維状フィラーを計測してその平均値を求めた。
【0035】
繊維状フィラーの平均長さの計測:
電界放出型走査電子顕微鏡JSM−7401を利用して繊維状フィラーを観測し、その繊維長さを画像解析にて計測した。20本以上の繊維状フィラーを計測してその平均値を求めた。
【0036】
繊維状フィラーの平均アスペクト比の計算:
上記の方法で求めた繊維状フィラーの平均長さを繊維状フィラーの平均直径で除する事で平均アスペクト比を算出した。
【0037】
成形品の強度の計測
強度計測用のテストピースとして、厚み1mm、幅10mm、長さ80mmのテストピースを得た。強度は、万能試験機テンシロンを利用してチャックに挟んで引っ張り試験にて評価した。引っ張り速度は10mm/分で計測した。
【0038】
ひずみ速度の計測
ひずみ速度の設定は、実施例1に示す方法で設定した。ひずみ速度が目的の数値であるかを確認するために、上下の金型が3mm開いた状態から締め切るまでの時間を高速度カメラで撮影し計測することで数値化した。細長いテストピース金型において長さ20mm、厚み4mmの溶融樹脂が、長さ80mm、厚み1mmにまで直線上に伸びる場合に、高速度カメラで計測された、締め切るまでの時間をt(s)とすると、ひずみ速度は下記式で計算できる。
ひずみ速度(/s)=80/20/t 式(2)
【0039】
以下で実施例及び比較例を示す。なおいずれの評価結果に関しても後述する表1に記載した。
(実施例1)
結晶性樹脂として住友化学株式会社製のアイソタクチックポリプロピレンのノーブレンFLX80E4(融点163℃、アイソタクチック分率97%、重量平均分子量30万)を使用した。繊維状フィラーとしてフリーズドライしたTEMPO酸化ナノセルロース(アスペクト比1000以上、繊維直径10nm、セルロース表面のカルボン酸ナトリウムの量1.67mmol/g、ウッドセルロースより自社内で合成)を使用した。ポリプロピレン100重量部に対してナノセルロース8重量部を配合した後に、DSM Xplore社の小型混練機を用い、窒素雰囲気下で200℃で数分の混合処理をおこなった。混練装置より200℃で吐出した樹脂組成物を、150℃に設定した高速圧縮成形用のテストピース金型に取り、上下の金型を3mm開けた状態から120mm/sの速度で金型を完全に閉じた。キャビティの厚みが1mmであるから、4mm厚から1mm厚までを0.025秒で閉じ、そのときのひずみ速度は160/sに該当する。高速で圧縮成形を行うためにエアー圧プレスを用いて成形した。最終的に厚さ1mm、幅10mm、長さ80mmのテストピースを作成した。成形装置の構成としては、図1の状態に該当する。なお金型表面には離型剤としてダイキン工業株式会社製のフッ素系離型剤ダイフリーをあらかじめ塗布することで成形品の容易な離型を得た。
【0040】
(実施例2)
実施例1において、繊維状フィラーとしてナノセルロースではなく、日東紡株式会社製のEガラスチョップドストランドのCS3−E227(アスペクト比300、繊維直径10μm)を配合して樹脂組成物を得た。配合比はポリプロピレン100重量部に対してチョップドストランドを40重量部とした。成形方法に関しては実施例1と同じ方法で成形品を得た。
【0041】
(実施例3)
結晶性樹脂として住友化学株式会社製のアイソタクチックポリプロピレンのノーブレンFLX80E4(融点163℃、アイソタクチック分率97%、重量平均分子量30万)を使用した。繊維状フィラーとしてTEMPO酸化セルロース(アスペクト比1000以上、繊維直径10nm、セルロース表面のカルボン酸ナトリウムの量1.67mmol/g、ウッドセルロースより自社内で合成)の厚さ0.5mmの抄造シート(パルプ状のTEMPO酸化セルロースを120℃の熱プレスで挟んで作成)を使用した。TEMPO酸化セルロースシートは10cm角に切断して使用した。東洋精機株式会社のラボプラストミルを利用して、200℃でポリプロピレンの溶融品を作成した。150℃に設定した高速圧縮成形用のテストピース金型の下金型の上にTEMPO酸化セルロースシートを置き、その上に200℃に溶融したポリプロピレンを多めに滴下し、そのあと上側の金型をセットして、上下の金型を3mm開けた状態から100mm/sの速度で金型を閉じて高速の圧縮成形を行った。これはひずみ速度で133/sに該当する。高速で圧縮成形を行うためには、エアー圧プレスの高速プレスを用いて成形した。最終的に厚さ1mm、幅10mm、長さ80mmのテストピースを作成した。ポリプロピレン100重量部に対してTEMPO酸化セルロースシートは30重量部配合した状態に該当した成形品を得ることができた。成形装置の構成としては、図1の状態に該当する。なお金型表面には離型剤としてダイキン工業株式会社製のフッ素系離型剤ダイフリーをあらかじめ塗布することで成形品の容易な離型を得た。
【0042】
(比較例1)
結晶性樹脂として実施例1で使用したアイソタクチックポリプロピレンで、繊維状フィラーは配合しない樹脂組成物にて、実施例1と同等の成形を行って成形品を得た。なお圧縮成型速度は150mm/sで型締めし、それはひずみ速度に換算して200/sに該当した。
【0043】
(比較例2)
実施例1と同様の配合と装置で、成形品を作成した。ただし最後の高速圧縮成形は行わず、最初から金型を閉じた状態で、金型温度も室温に設定した状態で、普通の射出成形をおこなって成形品を得た。
【0044】
(比較例3)繊維状フィラーの代わりに、繊維状でないフィラーとして日本アエロジル株式会社製のアモルファスシリカのアエロジル200(不定形シリカ、アスペクト比1.0、粒子直径20nm、凝集性強し)を用いて、実施例1と同じ結晶性樹脂、成形装置、成形条件で成形した。なおポリプロピレン100重量部に対してアモルファスシリカは20重量部を配合した。
【0045】
【表1】
【0046】
本発明の実施形態である実施例1〜3は、成形品の強度が優れていた。
比較例1は、繊維状フィラーを配合しない樹脂組成物を用いたため、成形品のひずみ速度は高かったが、成形品の強度が実施例に比べて大幅に劣っていた。
比較例2は、高速圧縮成形を行なわず成型時のひずみ速度が低かったため、成形後の樹脂成分の結晶化度が低く結晶サイズが大きかった。このため、成型品の強度が劣っていた。
比較例3は、アスペクト比の小さい、繊維状でないフィラーを用いたため、高速圧縮成形を行い成型時のひずみ速度は高く、結晶化度も結晶サイズも問題はなかったが、成型品の強度が実施例と比較して大幅に劣っていた。
【産業上の利用可能性】
【0047】
本発明の成形品は、高強度、低熱膨張係数、高耐熱性が良好で、自動車用構造材料、特にフード、ルーフ、トランクリッド、プラットフォームなどのシャシー類や、ドアや配管類に利用することができ、さらには電子材料、特に各種電子機器の筐体、回路基板等の用途に利用することができる。また更に透明化することにより、自動車用のフロントガラスや各種電子装置のモニター画面のガラス野田遺体が可能である。
【符号の説明】
【0048】
1 ホッパー
2 溶融装置
2’ 射出溶融装置
3 溶融装置から吐出した樹脂材料(金型の横から投入)
4 成形金型
5 高速圧縮成形プレス
6 巻きだしロール
6’ 巻き取りロール
7 ガラスクロス等のシート状の繊維状フィラー
8 打ち抜き型
9 打ち抜きプレス
10 打ち抜かれた成形品
11 結晶性樹脂
【特許請求の範囲】
【請求項1】
結晶化度が70%以上であり、結晶サイズが200nm以下である結晶性樹脂と、アスペクト比が10以上の繊維状フィラーを含む樹脂組成物からなる事を特徴とする成形品。
【請求項2】
繊維状フィラーの形態が、クロス状織布又は抄造シートであり、結晶性樹脂が繊維状フィラーに含浸したものである請求項1記載の成形品。
【請求項3】
繊維状フィラーが、ガラス、カーボンファイバー、セルロースである請求項1又は2記載の成形品。
【請求項4】
繊維状フィラーの直径が100nm以下である請求項1〜3のいずれか1項に記載の成形品。
【請求項5】
繊維状フィラーの屈折率と、結晶性樹脂の屈折率との差が3%以下である請求項1〜4のいずれか1項に記載の成形品。
【請求項6】
繊維状フィラーのアッベ数と、結晶性樹脂のアッペ数との差が10以下である請求項5記載の成形品。
【請求項7】
結晶性樹脂が、ポリエチレン又はポリプロピレンである請求項1〜6のいずれか1項に記載の成形品。
【請求項8】
結晶性樹脂が、エンジニアリングプラスチックである請求項1〜6のいずれか1項に記載の成形品。
【請求項9】
請求項1〜8のいずれか1項に記載の成形品の製造方法であって、一旦溶融した樹脂を、融点以下の温度で、高速で圧縮成形で製造することを特徴とする成型品の製造方法。
【請求項10】
請求項2〜8のいずれか1項に記載の成型品の製造方法であって、結晶性樹脂又は繊維状フィラーを含有した結晶性樹脂を、織布または抄造シートである繊維状フィラーに高速で加圧含浸して製造することを特徴とする成形品の製造方法。
【請求項11】
請求項9又は10の成型品の製造方法に用いられる成型品の製造装置であって、樹脂組成物を溶融する装置と、溶融した樹脂を過冷却状態で高速圧縮成形する装置とを含んでなることを特徴とする成形品の製造装置。
【請求項1】
結晶化度が70%以上であり、結晶サイズが200nm以下である結晶性樹脂と、アスペクト比が10以上の繊維状フィラーを含む樹脂組成物からなる事を特徴とする成形品。
【請求項2】
繊維状フィラーの形態が、クロス状織布又は抄造シートであり、結晶性樹脂が繊維状フィラーに含浸したものである請求項1記載の成形品。
【請求項3】
繊維状フィラーが、ガラス、カーボンファイバー、セルロースである請求項1又は2記載の成形品。
【請求項4】
繊維状フィラーの直径が100nm以下である請求項1〜3のいずれか1項に記載の成形品。
【請求項5】
繊維状フィラーの屈折率と、結晶性樹脂の屈折率との差が3%以下である請求項1〜4のいずれか1項に記載の成形品。
【請求項6】
繊維状フィラーのアッベ数と、結晶性樹脂のアッペ数との差が10以下である請求項5記載の成形品。
【請求項7】
結晶性樹脂が、ポリエチレン又はポリプロピレンである請求項1〜6のいずれか1項に記載の成形品。
【請求項8】
結晶性樹脂が、エンジニアリングプラスチックである請求項1〜6のいずれか1項に記載の成形品。
【請求項9】
請求項1〜8のいずれか1項に記載の成形品の製造方法であって、一旦溶融した樹脂を、融点以下の温度で、高速で圧縮成形で製造することを特徴とする成型品の製造方法。
【請求項10】
請求項2〜8のいずれか1項に記載の成型品の製造方法であって、結晶性樹脂又は繊維状フィラーを含有した結晶性樹脂を、織布または抄造シートである繊維状フィラーに高速で加圧含浸して製造することを特徴とする成形品の製造方法。
【請求項11】
請求項9又は10の成型品の製造方法に用いられる成型品の製造装置であって、樹脂組成物を溶融する装置と、溶融した樹脂を過冷却状態で高速圧縮成形する装置とを含んでなることを特徴とする成形品の製造装置。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−207100(P2012−207100A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2011−73011(P2011−73011)
【出願日】平成23年3月29日(2011.3.29)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成23年3月29日(2011.3.29)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
[ Back to top ]