
機能性シート
【課題】改質剤が、その付着部位と非付着部位との区別が明確となるように均一にかつ正確に点在付着されている機能性シートを提供する。
【解決手段】表面に少なくとも1層の繊維層を含むシートの表面を、開孔を複数有する面状体でマスキングし、面状体側から改質剤溶液を塗布することで、面状体の開孔部に露出したシート表面全面に改質剤を付着させて得られた機能性シート、およびこの機能性シートの改質剤付着部位が表面繊維層において凸部を形成し、改質剤非付着部が平野部を形成する機能性シート。
【解決手段】表面に少なくとも1層の繊維層を含むシートの表面を、開孔を複数有する面状体でマスキングし、面状体側から改質剤溶液を塗布することで、面状体の開孔部に露出したシート表面全面に改質剤を付着させて得られた機能性シート、およびこの機能性シートの改質剤付着部位が表面繊維層において凸部を形成し、改質剤非付着部が平野部を形成する機能性シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、機能性シートに関する。
【背景技術】
【0002】
従来、シートや不織布に撥水性及び、親水性機能やMPC(2-メタクリロイルオキシエチルホスホリルコリン)ポリマーなどの機能性を付与する場合、繊維製造工程で溶融押出し時に機能性樹脂を添加する方法もしくは、繊維加工後にディッピング法により繊維表面に付着するなどの手法が多く取り入れられるが、前者の場合、糸切れの問題から添加率の制限や加工温度の制限を受ける場合が多く、更には改質剤の凝集などにより品質のばらつきや性能低下が起こる。また後者の場合、後の不織布加工工程においてカーディング時の脱落や熱処理工程での性能変化などが起こる問題がある。
【0003】
不織布加工後にディッピング法により不織布表面に塗布することも一般的ではあるがこの場合、不織布表面全体に均一付着させることは可能であるが、部分的に付着させることは困難である。
【0004】
表面凹凸構造を有し、凸部が疎水性、凹部が親水性である繊維シートが特許文献1により知られているが、この繊維シートは、親水性の程度が、前記凸部の頂部側から該凸部の底部へ向かって連続的に高くなるようにシリコーン系油剤(疎水剤)の塗布方法を行っているので、親水性部位と疎水性部位の境界がはっきりせず、疎水性部位の機能は限定的である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4342434号
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の課題は、改質剤を部分付着して得られた機能性シートを提供するものである。
【課題を解決するための手段】
【0007】
本発明者らは、前記課題を解決するため鋭意検討を重ねた結果、開孔を複数有する面状体を用いて繊維層を含むシートをマスクし、該開孔部に露出したシート領域に改質剤を付着させることによって、改質剤を、均一に、また正確に点在させることが可能であり、特に、点在する凸状を形成してなる部位にのみ、選択的に、均一に、また正確に改質剤を付着させる場合に好適であることが分かり、前記課題を解決することを見出し、この知見に基づいて本発明を完成するに至った。
【0008】
本発明は、以下の構成を有する。
(1)表面に少なくとも1層の繊維層を含むシートの表面を、開孔を複数有する面状体でマスキングし、面状体側から改質剤溶液を塗布することで、面状体の開孔部に露出したシート表面全面に改質剤を付着させて得られた機能性シート。
(2)開孔を複数有する面状体の1穴の開孔面積が0.75〜175mm2の範囲である上記(1)項に記載の機能性シート。
(3)改質剤溶液を塗布する方法が、改質剤溶液を噴霧する方法または改質剤溶液を接触ロールで塗布する方法である上記(1)または(2)項に記載の機能性シート。
(4)繊維層が繊維ウェブまたは不織布である上記(1)〜(3)項のいずれか1項に記載の機能性シート。
(5)改質剤付着部位が表面繊維層において凸部を形成し、改質剤非付着部が平野部を形成する上記(1)〜(4)項のいずれか1項に記載の機能性シート。
(6)開孔を複数有する面状体によってシート表面の繊維層を押し付け、面状体が押し付けられた繊維層の部分に平野部を形成させ、面状体の開孔部に該当する繊維層の部分に凸部を形成させ、かつ面状体の開孔部に露出したシート表面に改質剤を付着させて得られた上記(5)項に記載の機能性シート。
【発明の効果】
【0009】
本発明のシートには、改質剤が、均一にかつ正確に点在付着されている。また、特に、点在する凸状を形成してなる部位にのみ選択的に、より均一に、また正確に改質剤が付着されている。改質剤が付着されている部位においては均一に付着されており、付着濃度のバラツキが少なく、また、改質剤の付着を意図しない部位には、改質剤の付着をほぼ完全に阻止しうるので、付着部位と非付着部位との区別が明確となり(改質剤の付着部位と非付着部位が境界を持って存在し)、機能性差がより明瞭に発現しやすいものとなる。改質剤をシートの一面に渡って均一に付着したものとは異なる効果が発現されるとともに、特に、付着部が凸部を形成しているときにその効果は大きい。
【図面の簡単な説明】
【0010】
【図1】複数の開孔を有する面状体の一例を示す図。
【発明を実施するための形態】
【0011】
本発明では、シートに対して、開孔を複数有する面状体を密着させてマスキングを行い、改質剤を付着させて、改質剤が部分付着したシートを得る。
【0012】
シートとしては、繊維ウェブ、不織布、織物などの繊維層およびそれらから選ばれる2種以上を積層した積層品、またそれら繊維層のうち少なくとも1種とフィルムを積層した積層品などが例示できる。後述するような凸状を形成するためには、応力変形性を有するシートであるのが好ましい。特に、好ましいのは、繊維ウェブ、不織布である。
【0013】
改質剤を付着させる方法は、改質剤溶液を均一に塗布する方法であればよい。具体的には改質剤溶液を噴霧する方法や、改質剤溶液を接触ロールで塗布する方法がある。噴霧する方法としては、具体的に孔径を狭めたノズルより液体に圧力をかけて放出するスプレー方式などを例示できる。また、改質剤溶液を含浸させた接触ロールで塗布する方法などを例示できる。これらの方法で改質剤の付着を行えば、シートのマスキングの開孔部に、改質剤が均一に付着された部位を形成することができ、改質剤付着部位と非付着部位の境界も明確になる。
【0014】
面状体が有する開孔の形状は特に限定されないが、丸穴、楕円穴、四角穴、多角穴、菱形穴などを例示できる。開孔の配置は特に限定されず、並列状もしくは千鳥状など任意の配置でよい。改質剤の均一付着の点から、1穴の開孔面積は0.75〜175mm2の範囲であるのが好ましく、1.5〜20.0mm2の範囲であるのがさらに好ましい。改質剤を付着させる部位における面状体の開孔部の開孔率は、付着改質剤の付着割合の点で、5〜90%の範囲であるのが好ましく、10〜80%であるのがさらに好ましい。
【0015】
面状体は、少なくとも、シートに対して面状体越しに改質剤を付着させる部分において、平面状であればよく、表面に開孔を複数有する回転体が使用できる。
【0016】
例えば、回転体として、回転ロールを使用し、コンベアーで運ばれるシートの上面から、開孔を複数有し同速度で回転する当該回転ロールをあてがい、当該回転ロール越しに、開孔から露出するシートに改質剤を付着させることができる。
【0017】
開孔を複数有する面状体を、シートの上面にあてがう際に、当該面状体を、シート面に押し付けてもよい。押し付けることで、開孔部に該当するシート表面には、容易に凸状をが賦形することができる。改質剤は、当該凸部に付着されることとなる。
【0018】
繊維層を構成する繊維としては、合成繊維(ポリエチレン、ポリプロピレン、ポリエステル、アクリル、ナイロン、塩化ビニル等からなる繊維)、天然繊維(木質繊維等)、再生繊維(レーヨン等)、半合成繊維(アセテート等)、が挙げられる。繊維が合成繊維である場合、熱可塑性樹脂からなる繊維が加工(紡糸および不織布へ加工する際の熱接着)に有利である。また、合成繊維は複数の樹脂成分からなる複合繊維(例えばポリエチレンとポリプロピレンの複合繊維やポリエチレンとポリエステルの複合繊維などが挙げられる)であってもよい。また、これらの繊維を混合した混合繊維であってもよい。
【0019】
凸状を賦形しやすい繊維層としては、繊維ウェブまたは不織布が好ましい、以下、不織布の上面に開孔を複数有する面状体を押し付けて、シートに凸状を賦形する方法を説明するが、これに限定されない。
【0020】
不織布製造に使用するウェブの目付けは、不織布の凸部を明確にする点で、15〜50g/m2の範囲であることが好ましく、特に20〜35g/m2の範囲であるのが好ましい。また、比容積は、嵩高性の点で、20〜70cm3/gの範囲であるのが好ましく、特に25〜60cm3/gの範囲であるのが好ましい。
【0021】
また、本発明で使用するウェブは、凹凸形状の付与性、加工性、その他本発明所望の効果を阻害しない範囲で、他の層、例えば、繊維層、シート、フィルムなどとの積層体であってもよい。
【0022】
熱接着性繊維を含むウェブに熱風を通過させることにより繊維間の交絡点が熱接着された不織布を製造するためには、通常の熱風加工機(サクションバンドドライヤー)を使用し、通常行う条件で熱風加工処理を行うことができる。一般的に熱風加工機は、一定の温度の熱風を自走式のコンベアネットに吹き付けながら、貫通した熱風をコンベアネットの下から吸引するもので、熱接着性繊維を嵩高の不織布に加工するのに適している。
【0023】
熱風の温度は、熱接着性繊維同士がその交絡点で熱接着するのに充分な温度であればよい。熱接着性繊維を構成する樹脂成分の融点に対し、1〜10℃高い温度で熱風処理を行うのが好ましい。また、熱接着性繊維が、複合繊維である場合には、嵩高性の点で、低融点樹脂成分の融点に対して、1〜5℃高く、高融点樹脂成分の融点より10〜30℃低い範囲で熱風処理を行うのが好ましい。
【0024】
熱風によって繊維間の交絡点が熱接着された不織布の少なくとも一方の表面に、開孔を複数有する面状体を押し付けたのち、該面状体を取り除くことにより、表面凹凸構造を有する不織布を得る。前記面状体として開孔を複数有する平板を押し付けて凹凸形状を賦形してもよいが、作業性の点から、表面に開孔を複数有する少なくとも一つの回転ロールを通過させることによって凹凸形状を賦形するのが好ましい。凹凸が賦形されるに十分な時間であれば、押し付ける時間は特に限定されるものではない。表面に開孔を複数有する少なくとも一つの回転ロールを用いる場合、ロールの回転速度は、1〜100m/minの範囲を例示できるが、特にこれに限定されない。
【0025】
開孔を複数有する面状体を不織布に押し付ける際の圧力は、不織布の形状や性状等も勘案し、凹凸形状が形成させるに充分で、凹部が潰れすぎない程度の圧力であれば、任意に選択できる。好ましいのは、0.098Mpa〜2.0Mpaの範囲である。更に凹部を潰し過ぎない点で好ましいのは、0.2〜1.0Mpaである。
【0026】
開孔を複数有する面状体による押し付け処理では、前工程の熱風処理で行われる熱接着時の溶融以上の溶融を不織布に生じさせないことが好ましいが、押し付け処理によって圧縮された凹部の構造が押し付け前の状態に戻らないような配慮が必要である。そのためには、押し付け処理時に、不織布が熱溶融しない程度の熱、すなわち、不織布の熱接着が更に進行しないような熱を持っていることが好ましい。開孔を複数有する面状体は、押し付け処理時に、加温されていることを要しないが、不織布がその前工程の熱風処理の余熱を有しているうちに、押し付け処理を行うのが好ましい。開孔を複数有する面状体を加温する場合(余熱が十分でない場合や、不織布が冷めてから押し付け処理を行う場合)には、押し付け処理時に、不織布がその繊維に熱溶融を生じさせない程度の温度になるように面状体を加温すればよい。その場合の不織布の温度は、50℃以上であって、かつ、熱接着性繊維の融点(複合繊維である場合はその低融点成分の融点)よりも5℃以上低い温度が好ましい。更に凹部を潰し過ぎない温度として、60℃以上であって、熱接着性繊維の融点よりも10℃以上低い温度が好ましい。特に好ましいのは70℃以上であって、熱接着性繊維の融点よりも20℃以上低い温度が好ましい。不織布の加温温度をその熱接着性繊維の融点より5℃以上低くすれば、嵩の低い平野部がフィルム化することを防ぐのに十分である。また、50℃以上であれば、嵩の低い平野部が押し付け前の状態に戻ることはなく、明確な凹凸構造を保持するのに十分である。なお、上記で、“面状体が加温され”ているとは、ウェブへの押し付け処理時に、ウェブの余熱が面状体に伝熱し、その結果として面状体が不織布に凹凸構造を賦形するのに十分な熱を帯びている場合を含んでいる。
【0027】
押し付け処理を行う場合の面状体は、例えば、開孔を有していれば特に限定されず、前記のようにローラー状であるだけでなく、板状であってもよい。当該面状体は、熱風加工機出口に設置してもよく、その後の工程に設置してもよい。不織布を当該面状体で押し付け処理する時の不織布温度は、上記の範囲となることが好ましい。エネルギー効率的には、面状体を積極的に加熱することなく、不織布の自熱を利用して押し付け加工を行うのが好ましい。この場合、熱風加工機出口から押付加工機(面状体)入口までの距離は上記不織布温度が維持される条件に設置される。
【0028】
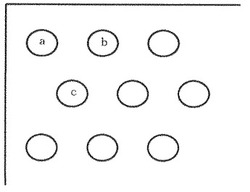
開孔部を複数有する面状体において、その個々の開孔の形状は、丸穴、角穴、六角形穴、長丸穴、長角穴、菱形穴、丸十文字穴、十文字穴等、他にも種々の形状を採用でき、これらに限定されない。1穴の開孔面積は0.75〜150mm2が好ましく、また、その配列は、並列状に配列しているもの、千鳥模様に配列しているもの、規則性を持たないものなど、任意に選択できる。不織布強力の点では、千鳥模様に配列しているのが好ましい。
千鳥配列とは、図1のように直近の3個の上部開孔部a、b、cが略正三角形の頂点を形成するように少なくとも三方向に一定のピッチで穿設される模様を意味するが、特に限定されるものではない。
【0029】
開孔部を複数有する面状体においては、その開孔部が、得られる凹凸不織布に嵩高な丘部を形成し、開孔部間の連続面が、嵩の低い平野部を形成する。凸状を形成する場合における、不織布と接触する部位における面状体の開孔部の開孔率は、5〜90%の範囲が好ましく、10〜80%の範囲であるのが尚好ましい。より柔軟な不織布を得るためには嵩の低い平野部の面積を少なくすればよく、開孔率は、用途、目的に応じて任意に変更することができる。
【0030】
面状体の材質は、上述のような加温、押し付け圧力などの負荷に対応可能なものである限り、特に限定されるものではない。SUS、アルミなどを例示できるが、耐熱性、耐圧性の点でSUSを好ましく使用できる。面状体の厚み、大きさにも特段の制限はない。
【0031】
表面凹凸構造を有する不織布の目付けは、15g/m2〜60g/m2が好ましい。更に好ましくは15g/m2〜50g/m2、より好ましくは15g/m2〜30g/m2である。
【0032】
また、表面凹凸構造を有する不織布の厚みは特に限定されないが、最も厚い部位(凸部)の厚み(最大厚み)が0.5〜5mmの範囲であるのが好ましい。また、少なくとも一方の表面における凸部と隣り合う凹部の高さの差が、0.4〜5mmの範囲であるのが好ましい。本発明のものは、特に嵩高のウェブに対する凹凸形状の賦形性に優れている点を一つの特徴とするものであり、その結果、比較的厚く、嵩高く、凹凸差の大きい不織布を効率良く得ることが可能なのである。
【0033】
表面凹凸構造を有する不織布に、本願発明の効果を阻害しない範囲で、木綿、麻などの木質繊維、天然繊維、レーヨンやアセテートなどの半合成繊維、ポリオレフィン、ポリエステル、アクリル、ナイロン塩化ビニルなどの合成繊維を含む繊維層や、シート、フィルム等の、他の層を積層し一体化して、成形部材を形成してもよい。この場合、他の層は、表面凹凸構造を有する不織布の当該凹凸表面側に一体化してもよく、他方の面に一体化してもよい。一体化の方法としては、ニードルパンチング法、水流交絡法が挙げられるがこれらに限定されない。
【0034】
表面に開孔を複数有する回転体としては、上述の回転ロールの他に、無端ベルトを使用することもできる。具体的には、表面に開孔を複数有する無端ベルトを使用し、無端ベルト上にシートを乗せ搬送途中において、当該ベルト越しに改質剤を付着、具体的には、噴霧もしくは接触ローラーにて塗布することで、生産性を落とすことなく改質剤を均一に点在付着させることが出来る。
【0035】
無端ベルトとしては、例えば、スチールベルトを使用できる。スチールベルトに用いる素材は、改質剤を噴霧もしくは塗布したのちも錆び難く、また乾燥などの熱処理過程においても変形しない素材であることが好ましく、例えば、SUS、アルミ、ステンレスなどを例示できるが、耐熱性、防錆性、加工性から、特にSUS630が好ましく使用できる。
尚、開孔を複数有するスチールベルトとは、これらスチールベルト(例えば、KBKスチールプロダクツ(株)製)にレーザー切断法やパンチング法を用いて、開孔加工したものを使用する。また、無端ベルトとしては、テフロン(登録商標)製のシートコンベアー、フッ素樹脂ベルトなどを採用してもよい。これらを任意の方法で開孔したものを使用できる。
【0036】
以下、開孔部を複数有する面状体としてスチールベルトを使用する場合を具体的に説明するが、これに限定されない。
開孔率は、特に規定はないが、スチールベルトの強度の問題から、開孔率70%以下が好ましく、更に好ましくは50%以下である。開孔率が高いとスチールベルトの繋ぎ接合面において十分な溶着が出来ず、接合強度不足となり、外部応力や熱による変形が起こる。
開孔形状は、並列や千鳥に配列される丸穴、楕円穴、四角穴、多角穴、菱形穴などが選ばれるが、特に千鳥配列においては、スチールベルトの強度の問題から好ましい。
【0037】
任意開孔されたスチールベルトは、原反シートして繊維ウェブや不織布を用いる場合には、熱風循環式熱処理機のコンベアーネットの代わりとして用いることができる。この場合、熱風の貫通を阻害しない程度に開孔率を上げる必要性があり、その開孔率は20〜70%、より好ましくは30〜50%の範囲内である。開孔率が20%以上である場合は熱風の貫通度が充分であり、熱風が循環するため温度制御が容易になり、また、スチールベルト上で熱風が乱流とならずにコンベアー上のウェブが乱れることもない。
【0038】
スチールベルトを、熱風循環式熱処理機のコンベアーネットの代わりとして使用する場合、任意開孔されたスチールベルト上に、例えば熱接着性複合繊維を用いたウェブを乗せ、熱風処理することで不織布を得ることが可能である。また、循環熱風量を上げることでスチールベルト開孔部のウェブに押し付け作用が発生し、熱風の進行方向の不織布表面側に凸状を賦形することが可能となる。改質剤は、スチールベルト越しに、該凸状部に付着するのが好ましい。
【0039】
改質剤の付着(塗布)方法としては、任意に開孔したスチールベルト上に付着させたい原反を置き、シートと相対する側、すなわちスチールベルト越しに噴霧もしくは接触ローラーにて付着させる。例えば、親水性を示すシートをスチールベルト上に置き、任意に開孔したスチールベルト越しに撥水液を噴霧付着した場合は、親水不織布に撥水部が任意に開孔された部位に点在することになる。
【0040】
この様に、通常、任意に、原反シート全体に付着されている改質剤(例えば、繊維であれば、繊維処理剤など)とは異なる改質剤を点在付着させることで、おのおのの機能性を活用するシートを得ることができる。
【0041】
原反シートとして、繊維ウェブを使用する場合、ウェブの目付けは、10〜200g/m2の範囲であることが好ましく、特に15〜100g/m2の範囲であるのが好ましい。また、比容積は、嵩高性の点で、20〜70cm3/gの範囲であるのが好ましく、特に25〜60cm3/gの範囲であるのが好ましい。特に、熱風により、凸状を賦形する場合には、熱風量にて開孔部にウェブを押し付け賦形させるため、高い目付であるとウェブに熱風が貫通押し付けしにくくなるため、目付は10〜100cm3/gが好ましく、より好ましくは10〜50cm3/gである。
【0042】
熱風処理は、通常の熱風加工機(サクションドライヤー)を使用し、通常行う条件で熱風加工処理を行うことができる。熱風の温度は、熱接着性繊維同士がその交絡点で熱接着するのに充分な温度であればよい。熱接着性繊維を構成する樹脂成分の融点に対し、1〜10℃高い温度で熱風処理を行うのが好ましい。また、熱接着性繊維が、複合繊維である場合には、嵩高性の点で、低融点樹脂成分の融点に対して、1〜5℃高く、高融点樹脂成分の融点より10〜30℃低い範囲で熱風処理を行うのが好ましい。
【0043】
特に、熱風処理によって、その押し付け作用により、スチールベルト開孔部のウェブまたは不織布に、不織熱風の進行方向の不織布表面側に凸状を賦形するためには、循環熱風量は2m/s〜10m/sの範囲とするのが好ましい。
【0044】
シートに凸状を賦形して、その凸状に改質剤を付着させる方法としては、柔軟性・風合いを重視する場合には、無端ベルト上を搬送させながら熱風により凸状を賦形する方法を採用するのが好ましい。開孔を複数有する回転ロールをシートに押し付けることで凸状を形成する方法では、押し付けられた部位がやや硬い風合いを与える。求められる性能・用途によって適宜使い分ければよい。
【0045】
本発明の方法によれば、使用する面状体の開孔仕様の選択等によって、改質剤の付着部位を予め正確にコントロールされたシートを効率的に製造することができる。また、改質剤を付着させる際に、非開孔部は当該面状体によってマスキングされているので、所望としない部位に、当該改質剤が付着されることがなく、付着領域と非付着領域とが完全に区別され、改質剤付着部位と非付着部位の機能性差がより顕著となる。そして、特に、噴霧付着を行う場合、付着領域内に満遍なく改質剤を均一に付着させることが可能となるので、両領域間の境界がより明確となるとともに、付着領域内における付着量の濃淡が小さくなるため、機能性差はより顕著となる。特に、本発明によれば、凹凸形状を有するシートの凸状部のみを選択的に、かつ、当該部位に均一に正確に改質剤を付着させることができるので、付着領域と非付着領域との明確な区別化と、凹凸賦形との組み合わせとが相俟って、単純に部分付着したものでは得られない効果を得ることができる。
【0046】
原反として用いられるシートは、カード法、メルトブロー法、スパンボンド法、ニードルパンチ法、ウォータージェット法等で得られる多様な不織布の他に織物、フィルムなどのシートも用いることができる。
【0047】
改質剤としては、先に述べた撥水剤、親水剤の他にMPCポリマー(吸保湿性、帯電防止性および防汚染性などの機能が付加される)、ヒアロイン酸やコラーゲンなどの保湿剤などが挙げられる。本発明では液状で噴霧もしくは接触ローラー付着可能な改質剤であれば限定されない。
【0048】
また、その組み合わせにより多様な効果を引き出すことが可能となる。例えば、親水性の不織布に撥水剤を点在させた場合、親水部分を通って通液した液が液戻りする状況下では、その撥水部分が液戻りを抑制し、不織布表面にドライ感を与えるため、紙おむつや生理用ナプキンなどの表面材やセカンド層への使用により、かぶれの減少、ドライ感向上が見られる。また、親水性の不織布にMPCポリマーを点在付着させた場合は、吸収性と防汚染性の付与により、傷口など血液吸収と、菌増殖の低減などの効果がある。
【0049】
以下、本発明を実施例により詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【0050】
<ウェブおよび不織布作成方法>
ポリエチレン(鞘)/ポリプロピレン(芯)で構成される熱融着性鞘芯型複合繊維(2.2dtex×51mm ES繊維 ESファイバービジョンズ社製 ESC023使用)をミニュチュアカード機を用いて、目付25g/m2のウェブを作製した。(以下実施例および比較例においてはこのウェブを使用した。)
次に熱風循環式熱処理機を用いて、熱処理温度130℃で5秒熱処理し不織布を得た。(以下実施例1および比較例においてはこの不織布を使用した。)
【0051】
<改質剤付着方法1>
φ3mm、ピッチ5mm 60℃千鳥配列の丸穴スチールベルト上に不織布を置き、スチールベルト越しに、改質剤を噴霧塗布し、熱風循環式乾燥機を用い、循環熱風量1.5m/s、乾燥温度80℃で5秒で完全乾燥した。改質剤付着量は、0.5重量%となるように噴霧量を調整した。なお、不織布のスチールベルト側の非マスキング部位に改質剤の付着部位が形成され、非付着部位と境界を持って存在していること、また付着部位の改質剤の塗布量が均一であることは、改質剤に可溶な着色剤(塗料)を添加してテスト噴霧を行うことで容易に確認することができる。
【0052】
<改質剤付着方法2>
φ3mm、ピッチ5mm 60℃千鳥配列の丸穴スチールベルト上にウェブを置き、熱風循環式熱処理機に、循環熱風量2.5m/秒、熱処理温度130℃で5秒熱処理し丸穴形状に起伏した不織布とした後にスチールベルト越しに改質剤を噴霧塗布し起伏部のみ改質剤を付着させた。噴霧機の噴霧量は、付着方法1と同じである。その後、熱風循環式乾燥機を用い、循環熱風量1.5m/秒、乾燥温度80℃で5秒で完全乾燥した。
【0053】
<吸収評価方法>
人工経血を用いて以下に示す吸収評価を行った。
EDANA法(ERT150.5-02 Liquid Strike-Through Time(秒))より吸収速度を測定した。
EDANA法(ERT150.3-20 Coverstock-Wetback)より液戻り量を測定した。
3ml通液後の液面積を測定し拡散性を評価した。
ここで、EDANA法とはEDANA(European Disposables And Nonwovens Association)が発行する規格「STANDARD TEST METHODS FOR THE NONWOVENS INDUSTRY - NEW EDITION 2008」に記載の方法である。
【0054】
<均一付着確認法>
部分撥水処理をしたシートに赤色水溶液(アシッドレッド18(染料))を塗布する。
染色されない撥水部分を目視確認し、改質剤(撥水剤)の付着部位と非付着部位が境界を持って存在していることを確認した。
【0055】
実施例1
上記の不織布を親水性の油剤で処理した親水性不織布を用い、改質剤付着方法1で撥水剤を噴霧塗布した。撥水剤として、フッ素系撥水剤を、3重量%溶液として用いた。
前記均一付着確認法にて、改質剤付着を目視確認したところ、使用したスチールベルトの開孔部に相当する部分のみが染色されずに、非開孔部に相当する部分のみが均一に染色され、親水性を有することが確認された。
このシート吸収評価をおこなったところ、液戻り量が非常に少ない不織布が得られ、ドライ感が感じられた。
【0056】
実施例2
撥水性のメルトブロー不織布(チッソ社製:EL-Fino)とレーヨンスパンレース張り合わせシートを用い、改質剤付着方法1で親水剤をメルトブロー不織布面に噴霧塗布した。親水剤として、アニオン系親水剤を、3%重量溶液として用いた。
前記均一付着確認法にて、改質剤の付着状況を目視確認したところ、メルトブロー不織布面は、使用したスチールベルトの開孔部に相当する領域のみが均一に染色され、当該領域内で均一な親水性を有することが確認された。非開孔部に相当する領域は染色されていなかった。また、レーヨンスパンレース側は全面赤く染色されていた。
このシートの吸収評価をおこなったところ、レーヨンスパンレースに保液した液が親水剤塗布面のみ通りメルトブロー面へと通液し、適度な保湿感と貼りつき低減が見られた。
【0057】
実施例3
上記のウェブを親水性の油剤で処理した親水性ウェブを用い、改質剤付着方法2で撥水剤を塗布し、凸状部に撥水剤が均一に付着された不織布を得た。撥水剤として、フッ素系撥水剤を、3%重量溶液として用いた。
前記均一付着確認法にて、改質剤の付着状況を目視確認したところ、使用したスチールベルトの開孔部に相当する領域が凸状を形成しており、該開孔部に相当する凸状部のみが染色されずに、非開孔部に相当する領域のみが、均一に染色されており、当該領域内で均一な親水性を有することが確認された。
このシートの吸収評価をおこなったところ、液戻り量が非常に少ない不織布が得られ、ドライ感が感じられた。
【0058】
比較例1(実施例1に対する比較例)
上記の不織布を親水性の油剤で処理した親水性不織布に改質剤を付着することなく吸収評価をおこなったところ、液戻り量が非常に多く、濡れを感じた。
【0059】
比較例2(実施例3に対する比較例)
上記のウェブを親水性の油剤で処理した親水性ウェブを改質剤付着方法2と同様の方法で加工し、起伏部不織布を得た。ただし、改質剤の塗布はしていない。
このシートの吸収評価をおこなったところ、液戻り量が非常に多く、濡れを感じた。
【産業上の利用可能性】
【0060】
本発明の機能性シートは、衛生材のトップシートやセカンドシート、フェイスマスクなどのコスメ物品、医療用ガーゼや止血テープなどの医療物品などに利用できる。
【表1】

【技術分野】
【0001】
本発明は、機能性シートに関する。
【背景技術】
【0002】
従来、シートや不織布に撥水性及び、親水性機能やMPC(2-メタクリロイルオキシエチルホスホリルコリン)ポリマーなどの機能性を付与する場合、繊維製造工程で溶融押出し時に機能性樹脂を添加する方法もしくは、繊維加工後にディッピング法により繊維表面に付着するなどの手法が多く取り入れられるが、前者の場合、糸切れの問題から添加率の制限や加工温度の制限を受ける場合が多く、更には改質剤の凝集などにより品質のばらつきや性能低下が起こる。また後者の場合、後の不織布加工工程においてカーディング時の脱落や熱処理工程での性能変化などが起こる問題がある。
【0003】
不織布加工後にディッピング法により不織布表面に塗布することも一般的ではあるがこの場合、不織布表面全体に均一付着させることは可能であるが、部分的に付着させることは困難である。
【0004】
表面凹凸構造を有し、凸部が疎水性、凹部が親水性である繊維シートが特許文献1により知られているが、この繊維シートは、親水性の程度が、前記凸部の頂部側から該凸部の底部へ向かって連続的に高くなるようにシリコーン系油剤(疎水剤)の塗布方法を行っているので、親水性部位と疎水性部位の境界がはっきりせず、疎水性部位の機能は限定的である。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4342434号
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の課題は、改質剤を部分付着して得られた機能性シートを提供するものである。
【課題を解決するための手段】
【0007】
本発明者らは、前記課題を解決するため鋭意検討を重ねた結果、開孔を複数有する面状体を用いて繊維層を含むシートをマスクし、該開孔部に露出したシート領域に改質剤を付着させることによって、改質剤を、均一に、また正確に点在させることが可能であり、特に、点在する凸状を形成してなる部位にのみ、選択的に、均一に、また正確に改質剤を付着させる場合に好適であることが分かり、前記課題を解決することを見出し、この知見に基づいて本発明を完成するに至った。
【0008】
本発明は、以下の構成を有する。
(1)表面に少なくとも1層の繊維層を含むシートの表面を、開孔を複数有する面状体でマスキングし、面状体側から改質剤溶液を塗布することで、面状体の開孔部に露出したシート表面全面に改質剤を付着させて得られた機能性シート。
(2)開孔を複数有する面状体の1穴の開孔面積が0.75〜175mm2の範囲である上記(1)項に記載の機能性シート。
(3)改質剤溶液を塗布する方法が、改質剤溶液を噴霧する方法または改質剤溶液を接触ロールで塗布する方法である上記(1)または(2)項に記載の機能性シート。
(4)繊維層が繊維ウェブまたは不織布である上記(1)〜(3)項のいずれか1項に記載の機能性シート。
(5)改質剤付着部位が表面繊維層において凸部を形成し、改質剤非付着部が平野部を形成する上記(1)〜(4)項のいずれか1項に記載の機能性シート。
(6)開孔を複数有する面状体によってシート表面の繊維層を押し付け、面状体が押し付けられた繊維層の部分に平野部を形成させ、面状体の開孔部に該当する繊維層の部分に凸部を形成させ、かつ面状体の開孔部に露出したシート表面に改質剤を付着させて得られた上記(5)項に記載の機能性シート。
【発明の効果】
【0009】
本発明のシートには、改質剤が、均一にかつ正確に点在付着されている。また、特に、点在する凸状を形成してなる部位にのみ選択的に、より均一に、また正確に改質剤が付着されている。改質剤が付着されている部位においては均一に付着されており、付着濃度のバラツキが少なく、また、改質剤の付着を意図しない部位には、改質剤の付着をほぼ完全に阻止しうるので、付着部位と非付着部位との区別が明確となり(改質剤の付着部位と非付着部位が境界を持って存在し)、機能性差がより明瞭に発現しやすいものとなる。改質剤をシートの一面に渡って均一に付着したものとは異なる効果が発現されるとともに、特に、付着部が凸部を形成しているときにその効果は大きい。
【図面の簡単な説明】
【0010】
【図1】複数の開孔を有する面状体の一例を示す図。
【発明を実施するための形態】
【0011】
本発明では、シートに対して、開孔を複数有する面状体を密着させてマスキングを行い、改質剤を付着させて、改質剤が部分付着したシートを得る。
【0012】
シートとしては、繊維ウェブ、不織布、織物などの繊維層およびそれらから選ばれる2種以上を積層した積層品、またそれら繊維層のうち少なくとも1種とフィルムを積層した積層品などが例示できる。後述するような凸状を形成するためには、応力変形性を有するシートであるのが好ましい。特に、好ましいのは、繊維ウェブ、不織布である。
【0013】
改質剤を付着させる方法は、改質剤溶液を均一に塗布する方法であればよい。具体的には改質剤溶液を噴霧する方法や、改質剤溶液を接触ロールで塗布する方法がある。噴霧する方法としては、具体的に孔径を狭めたノズルより液体に圧力をかけて放出するスプレー方式などを例示できる。また、改質剤溶液を含浸させた接触ロールで塗布する方法などを例示できる。これらの方法で改質剤の付着を行えば、シートのマスキングの開孔部に、改質剤が均一に付着された部位を形成することができ、改質剤付着部位と非付着部位の境界も明確になる。
【0014】
面状体が有する開孔の形状は特に限定されないが、丸穴、楕円穴、四角穴、多角穴、菱形穴などを例示できる。開孔の配置は特に限定されず、並列状もしくは千鳥状など任意の配置でよい。改質剤の均一付着の点から、1穴の開孔面積は0.75〜175mm2の範囲であるのが好ましく、1.5〜20.0mm2の範囲であるのがさらに好ましい。改質剤を付着させる部位における面状体の開孔部の開孔率は、付着改質剤の付着割合の点で、5〜90%の範囲であるのが好ましく、10〜80%であるのがさらに好ましい。
【0015】
面状体は、少なくとも、シートに対して面状体越しに改質剤を付着させる部分において、平面状であればよく、表面に開孔を複数有する回転体が使用できる。
【0016】
例えば、回転体として、回転ロールを使用し、コンベアーで運ばれるシートの上面から、開孔を複数有し同速度で回転する当該回転ロールをあてがい、当該回転ロール越しに、開孔から露出するシートに改質剤を付着させることができる。
【0017】
開孔を複数有する面状体を、シートの上面にあてがう際に、当該面状体を、シート面に押し付けてもよい。押し付けることで、開孔部に該当するシート表面には、容易に凸状をが賦形することができる。改質剤は、当該凸部に付着されることとなる。
【0018】
繊維層を構成する繊維としては、合成繊維(ポリエチレン、ポリプロピレン、ポリエステル、アクリル、ナイロン、塩化ビニル等からなる繊維)、天然繊維(木質繊維等)、再生繊維(レーヨン等)、半合成繊維(アセテート等)、が挙げられる。繊維が合成繊維である場合、熱可塑性樹脂からなる繊維が加工(紡糸および不織布へ加工する際の熱接着)に有利である。また、合成繊維は複数の樹脂成分からなる複合繊維(例えばポリエチレンとポリプロピレンの複合繊維やポリエチレンとポリエステルの複合繊維などが挙げられる)であってもよい。また、これらの繊維を混合した混合繊維であってもよい。
【0019】
凸状を賦形しやすい繊維層としては、繊維ウェブまたは不織布が好ましい、以下、不織布の上面に開孔を複数有する面状体を押し付けて、シートに凸状を賦形する方法を説明するが、これに限定されない。
【0020】
不織布製造に使用するウェブの目付けは、不織布の凸部を明確にする点で、15〜50g/m2の範囲であることが好ましく、特に20〜35g/m2の範囲であるのが好ましい。また、比容積は、嵩高性の点で、20〜70cm3/gの範囲であるのが好ましく、特に25〜60cm3/gの範囲であるのが好ましい。
【0021】
また、本発明で使用するウェブは、凹凸形状の付与性、加工性、その他本発明所望の効果を阻害しない範囲で、他の層、例えば、繊維層、シート、フィルムなどとの積層体であってもよい。
【0022】
熱接着性繊維を含むウェブに熱風を通過させることにより繊維間の交絡点が熱接着された不織布を製造するためには、通常の熱風加工機(サクションバンドドライヤー)を使用し、通常行う条件で熱風加工処理を行うことができる。一般的に熱風加工機は、一定の温度の熱風を自走式のコンベアネットに吹き付けながら、貫通した熱風をコンベアネットの下から吸引するもので、熱接着性繊維を嵩高の不織布に加工するのに適している。
【0023】
熱風の温度は、熱接着性繊維同士がその交絡点で熱接着するのに充分な温度であればよい。熱接着性繊維を構成する樹脂成分の融点に対し、1〜10℃高い温度で熱風処理を行うのが好ましい。また、熱接着性繊維が、複合繊維である場合には、嵩高性の点で、低融点樹脂成分の融点に対して、1〜5℃高く、高融点樹脂成分の融点より10〜30℃低い範囲で熱風処理を行うのが好ましい。
【0024】
熱風によって繊維間の交絡点が熱接着された不織布の少なくとも一方の表面に、開孔を複数有する面状体を押し付けたのち、該面状体を取り除くことにより、表面凹凸構造を有する不織布を得る。前記面状体として開孔を複数有する平板を押し付けて凹凸形状を賦形してもよいが、作業性の点から、表面に開孔を複数有する少なくとも一つの回転ロールを通過させることによって凹凸形状を賦形するのが好ましい。凹凸が賦形されるに十分な時間であれば、押し付ける時間は特に限定されるものではない。表面に開孔を複数有する少なくとも一つの回転ロールを用いる場合、ロールの回転速度は、1〜100m/minの範囲を例示できるが、特にこれに限定されない。
【0025】
開孔を複数有する面状体を不織布に押し付ける際の圧力は、不織布の形状や性状等も勘案し、凹凸形状が形成させるに充分で、凹部が潰れすぎない程度の圧力であれば、任意に選択できる。好ましいのは、0.098Mpa〜2.0Mpaの範囲である。更に凹部を潰し過ぎない点で好ましいのは、0.2〜1.0Mpaである。
【0026】
開孔を複数有する面状体による押し付け処理では、前工程の熱風処理で行われる熱接着時の溶融以上の溶融を不織布に生じさせないことが好ましいが、押し付け処理によって圧縮された凹部の構造が押し付け前の状態に戻らないような配慮が必要である。そのためには、押し付け処理時に、不織布が熱溶融しない程度の熱、すなわち、不織布の熱接着が更に進行しないような熱を持っていることが好ましい。開孔を複数有する面状体は、押し付け処理時に、加温されていることを要しないが、不織布がその前工程の熱風処理の余熱を有しているうちに、押し付け処理を行うのが好ましい。開孔を複数有する面状体を加温する場合(余熱が十分でない場合や、不織布が冷めてから押し付け処理を行う場合)には、押し付け処理時に、不織布がその繊維に熱溶融を生じさせない程度の温度になるように面状体を加温すればよい。その場合の不織布の温度は、50℃以上であって、かつ、熱接着性繊維の融点(複合繊維である場合はその低融点成分の融点)よりも5℃以上低い温度が好ましい。更に凹部を潰し過ぎない温度として、60℃以上であって、熱接着性繊維の融点よりも10℃以上低い温度が好ましい。特に好ましいのは70℃以上であって、熱接着性繊維の融点よりも20℃以上低い温度が好ましい。不織布の加温温度をその熱接着性繊維の融点より5℃以上低くすれば、嵩の低い平野部がフィルム化することを防ぐのに十分である。また、50℃以上であれば、嵩の低い平野部が押し付け前の状態に戻ることはなく、明確な凹凸構造を保持するのに十分である。なお、上記で、“面状体が加温され”ているとは、ウェブへの押し付け処理時に、ウェブの余熱が面状体に伝熱し、その結果として面状体が不織布に凹凸構造を賦形するのに十分な熱を帯びている場合を含んでいる。
【0027】
押し付け処理を行う場合の面状体は、例えば、開孔を有していれば特に限定されず、前記のようにローラー状であるだけでなく、板状であってもよい。当該面状体は、熱風加工機出口に設置してもよく、その後の工程に設置してもよい。不織布を当該面状体で押し付け処理する時の不織布温度は、上記の範囲となることが好ましい。エネルギー効率的には、面状体を積極的に加熱することなく、不織布の自熱を利用して押し付け加工を行うのが好ましい。この場合、熱風加工機出口から押付加工機(面状体)入口までの距離は上記不織布温度が維持される条件に設置される。
【0028】
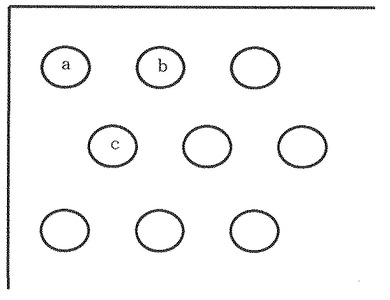
開孔部を複数有する面状体において、その個々の開孔の形状は、丸穴、角穴、六角形穴、長丸穴、長角穴、菱形穴、丸十文字穴、十文字穴等、他にも種々の形状を採用でき、これらに限定されない。1穴の開孔面積は0.75〜150mm2が好ましく、また、その配列は、並列状に配列しているもの、千鳥模様に配列しているもの、規則性を持たないものなど、任意に選択できる。不織布強力の点では、千鳥模様に配列しているのが好ましい。
千鳥配列とは、図1のように直近の3個の上部開孔部a、b、cが略正三角形の頂点を形成するように少なくとも三方向に一定のピッチで穿設される模様を意味するが、特に限定されるものではない。
【0029】
開孔部を複数有する面状体においては、その開孔部が、得られる凹凸不織布に嵩高な丘部を形成し、開孔部間の連続面が、嵩の低い平野部を形成する。凸状を形成する場合における、不織布と接触する部位における面状体の開孔部の開孔率は、5〜90%の範囲が好ましく、10〜80%の範囲であるのが尚好ましい。より柔軟な不織布を得るためには嵩の低い平野部の面積を少なくすればよく、開孔率は、用途、目的に応じて任意に変更することができる。
【0030】
面状体の材質は、上述のような加温、押し付け圧力などの負荷に対応可能なものである限り、特に限定されるものではない。SUS、アルミなどを例示できるが、耐熱性、耐圧性の点でSUSを好ましく使用できる。面状体の厚み、大きさにも特段の制限はない。
【0031】
表面凹凸構造を有する不織布の目付けは、15g/m2〜60g/m2が好ましい。更に好ましくは15g/m2〜50g/m2、より好ましくは15g/m2〜30g/m2である。
【0032】
また、表面凹凸構造を有する不織布の厚みは特に限定されないが、最も厚い部位(凸部)の厚み(最大厚み)が0.5〜5mmの範囲であるのが好ましい。また、少なくとも一方の表面における凸部と隣り合う凹部の高さの差が、0.4〜5mmの範囲であるのが好ましい。本発明のものは、特に嵩高のウェブに対する凹凸形状の賦形性に優れている点を一つの特徴とするものであり、その結果、比較的厚く、嵩高く、凹凸差の大きい不織布を効率良く得ることが可能なのである。
【0033】
表面凹凸構造を有する不織布に、本願発明の効果を阻害しない範囲で、木綿、麻などの木質繊維、天然繊維、レーヨンやアセテートなどの半合成繊維、ポリオレフィン、ポリエステル、アクリル、ナイロン塩化ビニルなどの合成繊維を含む繊維層や、シート、フィルム等の、他の層を積層し一体化して、成形部材を形成してもよい。この場合、他の層は、表面凹凸構造を有する不織布の当該凹凸表面側に一体化してもよく、他方の面に一体化してもよい。一体化の方法としては、ニードルパンチング法、水流交絡法が挙げられるがこれらに限定されない。
【0034】
表面に開孔を複数有する回転体としては、上述の回転ロールの他に、無端ベルトを使用することもできる。具体的には、表面に開孔を複数有する無端ベルトを使用し、無端ベルト上にシートを乗せ搬送途中において、当該ベルト越しに改質剤を付着、具体的には、噴霧もしくは接触ローラーにて塗布することで、生産性を落とすことなく改質剤を均一に点在付着させることが出来る。
【0035】
無端ベルトとしては、例えば、スチールベルトを使用できる。スチールベルトに用いる素材は、改質剤を噴霧もしくは塗布したのちも錆び難く、また乾燥などの熱処理過程においても変形しない素材であることが好ましく、例えば、SUS、アルミ、ステンレスなどを例示できるが、耐熱性、防錆性、加工性から、特にSUS630が好ましく使用できる。
尚、開孔を複数有するスチールベルトとは、これらスチールベルト(例えば、KBKスチールプロダクツ(株)製)にレーザー切断法やパンチング法を用いて、開孔加工したものを使用する。また、無端ベルトとしては、テフロン(登録商標)製のシートコンベアー、フッ素樹脂ベルトなどを採用してもよい。これらを任意の方法で開孔したものを使用できる。
【0036】
以下、開孔部を複数有する面状体としてスチールベルトを使用する場合を具体的に説明するが、これに限定されない。
開孔率は、特に規定はないが、スチールベルトの強度の問題から、開孔率70%以下が好ましく、更に好ましくは50%以下である。開孔率が高いとスチールベルトの繋ぎ接合面において十分な溶着が出来ず、接合強度不足となり、外部応力や熱による変形が起こる。
開孔形状は、並列や千鳥に配列される丸穴、楕円穴、四角穴、多角穴、菱形穴などが選ばれるが、特に千鳥配列においては、スチールベルトの強度の問題から好ましい。
【0037】
任意開孔されたスチールベルトは、原反シートして繊維ウェブや不織布を用いる場合には、熱風循環式熱処理機のコンベアーネットの代わりとして用いることができる。この場合、熱風の貫通を阻害しない程度に開孔率を上げる必要性があり、その開孔率は20〜70%、より好ましくは30〜50%の範囲内である。開孔率が20%以上である場合は熱風の貫通度が充分であり、熱風が循環するため温度制御が容易になり、また、スチールベルト上で熱風が乱流とならずにコンベアー上のウェブが乱れることもない。
【0038】
スチールベルトを、熱風循環式熱処理機のコンベアーネットの代わりとして使用する場合、任意開孔されたスチールベルト上に、例えば熱接着性複合繊維を用いたウェブを乗せ、熱風処理することで不織布を得ることが可能である。また、循環熱風量を上げることでスチールベルト開孔部のウェブに押し付け作用が発生し、熱風の進行方向の不織布表面側に凸状を賦形することが可能となる。改質剤は、スチールベルト越しに、該凸状部に付着するのが好ましい。
【0039】
改質剤の付着(塗布)方法としては、任意に開孔したスチールベルト上に付着させたい原反を置き、シートと相対する側、すなわちスチールベルト越しに噴霧もしくは接触ローラーにて付着させる。例えば、親水性を示すシートをスチールベルト上に置き、任意に開孔したスチールベルト越しに撥水液を噴霧付着した場合は、親水不織布に撥水部が任意に開孔された部位に点在することになる。
【0040】
この様に、通常、任意に、原反シート全体に付着されている改質剤(例えば、繊維であれば、繊維処理剤など)とは異なる改質剤を点在付着させることで、おのおのの機能性を活用するシートを得ることができる。
【0041】
原反シートとして、繊維ウェブを使用する場合、ウェブの目付けは、10〜200g/m2の範囲であることが好ましく、特に15〜100g/m2の範囲であるのが好ましい。また、比容積は、嵩高性の点で、20〜70cm3/gの範囲であるのが好ましく、特に25〜60cm3/gの範囲であるのが好ましい。特に、熱風により、凸状を賦形する場合には、熱風量にて開孔部にウェブを押し付け賦形させるため、高い目付であるとウェブに熱風が貫通押し付けしにくくなるため、目付は10〜100cm3/gが好ましく、より好ましくは10〜50cm3/gである。
【0042】
熱風処理は、通常の熱風加工機(サクションドライヤー)を使用し、通常行う条件で熱風加工処理を行うことができる。熱風の温度は、熱接着性繊維同士がその交絡点で熱接着するのに充分な温度であればよい。熱接着性繊維を構成する樹脂成分の融点に対し、1〜10℃高い温度で熱風処理を行うのが好ましい。また、熱接着性繊維が、複合繊維である場合には、嵩高性の点で、低融点樹脂成分の融点に対して、1〜5℃高く、高融点樹脂成分の融点より10〜30℃低い範囲で熱風処理を行うのが好ましい。
【0043】
特に、熱風処理によって、その押し付け作用により、スチールベルト開孔部のウェブまたは不織布に、不織熱風の進行方向の不織布表面側に凸状を賦形するためには、循環熱風量は2m/s〜10m/sの範囲とするのが好ましい。
【0044】
シートに凸状を賦形して、その凸状に改質剤を付着させる方法としては、柔軟性・風合いを重視する場合には、無端ベルト上を搬送させながら熱風により凸状を賦形する方法を採用するのが好ましい。開孔を複数有する回転ロールをシートに押し付けることで凸状を形成する方法では、押し付けられた部位がやや硬い風合いを与える。求められる性能・用途によって適宜使い分ければよい。
【0045】
本発明の方法によれば、使用する面状体の開孔仕様の選択等によって、改質剤の付着部位を予め正確にコントロールされたシートを効率的に製造することができる。また、改質剤を付着させる際に、非開孔部は当該面状体によってマスキングされているので、所望としない部位に、当該改質剤が付着されることがなく、付着領域と非付着領域とが完全に区別され、改質剤付着部位と非付着部位の機能性差がより顕著となる。そして、特に、噴霧付着を行う場合、付着領域内に満遍なく改質剤を均一に付着させることが可能となるので、両領域間の境界がより明確となるとともに、付着領域内における付着量の濃淡が小さくなるため、機能性差はより顕著となる。特に、本発明によれば、凹凸形状を有するシートの凸状部のみを選択的に、かつ、当該部位に均一に正確に改質剤を付着させることができるので、付着領域と非付着領域との明確な区別化と、凹凸賦形との組み合わせとが相俟って、単純に部分付着したものでは得られない効果を得ることができる。
【0046】
原反として用いられるシートは、カード法、メルトブロー法、スパンボンド法、ニードルパンチ法、ウォータージェット法等で得られる多様な不織布の他に織物、フィルムなどのシートも用いることができる。
【0047】
改質剤としては、先に述べた撥水剤、親水剤の他にMPCポリマー(吸保湿性、帯電防止性および防汚染性などの機能が付加される)、ヒアロイン酸やコラーゲンなどの保湿剤などが挙げられる。本発明では液状で噴霧もしくは接触ローラー付着可能な改質剤であれば限定されない。
【0048】
また、その組み合わせにより多様な効果を引き出すことが可能となる。例えば、親水性の不織布に撥水剤を点在させた場合、親水部分を通って通液した液が液戻りする状況下では、その撥水部分が液戻りを抑制し、不織布表面にドライ感を与えるため、紙おむつや生理用ナプキンなどの表面材やセカンド層への使用により、かぶれの減少、ドライ感向上が見られる。また、親水性の不織布にMPCポリマーを点在付着させた場合は、吸収性と防汚染性の付与により、傷口など血液吸収と、菌増殖の低減などの効果がある。
【0049】
以下、本発明を実施例により詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【0050】
<ウェブおよび不織布作成方法>
ポリエチレン(鞘)/ポリプロピレン(芯)で構成される熱融着性鞘芯型複合繊維(2.2dtex×51mm ES繊維 ESファイバービジョンズ社製 ESC023使用)をミニュチュアカード機を用いて、目付25g/m2のウェブを作製した。(以下実施例および比較例においてはこのウェブを使用した。)
次に熱風循環式熱処理機を用いて、熱処理温度130℃で5秒熱処理し不織布を得た。(以下実施例1および比較例においてはこの不織布を使用した。)
【0051】
<改質剤付着方法1>
φ3mm、ピッチ5mm 60℃千鳥配列の丸穴スチールベルト上に不織布を置き、スチールベルト越しに、改質剤を噴霧塗布し、熱風循環式乾燥機を用い、循環熱風量1.5m/s、乾燥温度80℃で5秒で完全乾燥した。改質剤付着量は、0.5重量%となるように噴霧量を調整した。なお、不織布のスチールベルト側の非マスキング部位に改質剤の付着部位が形成され、非付着部位と境界を持って存在していること、また付着部位の改質剤の塗布量が均一であることは、改質剤に可溶な着色剤(塗料)を添加してテスト噴霧を行うことで容易に確認することができる。
【0052】
<改質剤付着方法2>
φ3mm、ピッチ5mm 60℃千鳥配列の丸穴スチールベルト上にウェブを置き、熱風循環式熱処理機に、循環熱風量2.5m/秒、熱処理温度130℃で5秒熱処理し丸穴形状に起伏した不織布とした後にスチールベルト越しに改質剤を噴霧塗布し起伏部のみ改質剤を付着させた。噴霧機の噴霧量は、付着方法1と同じである。その後、熱風循環式乾燥機を用い、循環熱風量1.5m/秒、乾燥温度80℃で5秒で完全乾燥した。
【0053】
<吸収評価方法>
人工経血を用いて以下に示す吸収評価を行った。
EDANA法(ERT150.5-02 Liquid Strike-Through Time(秒))より吸収速度を測定した。
EDANA法(ERT150.3-20 Coverstock-Wetback)より液戻り量を測定した。
3ml通液後の液面積を測定し拡散性を評価した。
ここで、EDANA法とはEDANA(European Disposables And Nonwovens Association)が発行する規格「STANDARD TEST METHODS FOR THE NONWOVENS INDUSTRY - NEW EDITION 2008」に記載の方法である。
【0054】
<均一付着確認法>
部分撥水処理をしたシートに赤色水溶液(アシッドレッド18(染料))を塗布する。
染色されない撥水部分を目視確認し、改質剤(撥水剤)の付着部位と非付着部位が境界を持って存在していることを確認した。
【0055】
実施例1
上記の不織布を親水性の油剤で処理した親水性不織布を用い、改質剤付着方法1で撥水剤を噴霧塗布した。撥水剤として、フッ素系撥水剤を、3重量%溶液として用いた。
前記均一付着確認法にて、改質剤付着を目視確認したところ、使用したスチールベルトの開孔部に相当する部分のみが染色されずに、非開孔部に相当する部分のみが均一に染色され、親水性を有することが確認された。
このシート吸収評価をおこなったところ、液戻り量が非常に少ない不織布が得られ、ドライ感が感じられた。
【0056】
実施例2
撥水性のメルトブロー不織布(チッソ社製:EL-Fino)とレーヨンスパンレース張り合わせシートを用い、改質剤付着方法1で親水剤をメルトブロー不織布面に噴霧塗布した。親水剤として、アニオン系親水剤を、3%重量溶液として用いた。
前記均一付着確認法にて、改質剤の付着状況を目視確認したところ、メルトブロー不織布面は、使用したスチールベルトの開孔部に相当する領域のみが均一に染色され、当該領域内で均一な親水性を有することが確認された。非開孔部に相当する領域は染色されていなかった。また、レーヨンスパンレース側は全面赤く染色されていた。
このシートの吸収評価をおこなったところ、レーヨンスパンレースに保液した液が親水剤塗布面のみ通りメルトブロー面へと通液し、適度な保湿感と貼りつき低減が見られた。
【0057】
実施例3
上記のウェブを親水性の油剤で処理した親水性ウェブを用い、改質剤付着方法2で撥水剤を塗布し、凸状部に撥水剤が均一に付着された不織布を得た。撥水剤として、フッ素系撥水剤を、3%重量溶液として用いた。
前記均一付着確認法にて、改質剤の付着状況を目視確認したところ、使用したスチールベルトの開孔部に相当する領域が凸状を形成しており、該開孔部に相当する凸状部のみが染色されずに、非開孔部に相当する領域のみが、均一に染色されており、当該領域内で均一な親水性を有することが確認された。
このシートの吸収評価をおこなったところ、液戻り量が非常に少ない不織布が得られ、ドライ感が感じられた。
【0058】
比較例1(実施例1に対する比較例)
上記の不織布を親水性の油剤で処理した親水性不織布に改質剤を付着することなく吸収評価をおこなったところ、液戻り量が非常に多く、濡れを感じた。
【0059】
比較例2(実施例3に対する比較例)
上記のウェブを親水性の油剤で処理した親水性ウェブを改質剤付着方法2と同様の方法で加工し、起伏部不織布を得た。ただし、改質剤の塗布はしていない。
このシートの吸収評価をおこなったところ、液戻り量が非常に多く、濡れを感じた。
【産業上の利用可能性】
【0060】
本発明の機能性シートは、衛生材のトップシートやセカンドシート、フェイスマスクなどのコスメ物品、医療用ガーゼや止血テープなどの医療物品などに利用できる。
【表1】
【特許請求の範囲】
【請求項1】
表面に少なくとも1層の繊維層を含むシートの表面を、開孔を複数有する面状体でマスキングし、面状体側から改質剤溶液を塗布することで、面状体の開孔部に露出したシート表面全面に改質剤を付着させて得られた機能性シート。
【請求項2】
開孔を複数有する面状体の1穴の開孔面積が0.75〜175mm2の範囲である請求項1に記載の機能性シート。
【請求項3】
改質剤溶液を塗布する方法が、改質剤溶液を噴霧する方法または改質剤溶液を接触ロールで塗布する方法である請求項1または2に記載の機能性シート。
【請求項4】
繊維層が繊維ウェブまたは不織布である請求項1〜3のいずれか1項に記載の機能性シート。
【請求項5】
改質剤付着部位が表面繊維層において凸部を形成し、改質剤非付着部が平野部を形成する請求項1〜4のいずれか1項に記載の機能性シート。
【請求項6】
開孔を複数有する面状体によってシート表面の繊維層を押し付け、面状体が押し付けられた繊維層の部分に平野部を形成させ、面状体の開孔部に該当する繊維層の部分に凸部を形成させ、かつ面状体の開孔部に露出したシート表面に改質剤を付着させて得られた請求項5に記載の機能性シート。
【請求項1】
表面に少なくとも1層の繊維層を含むシートの表面を、開孔を複数有する面状体でマスキングし、面状体側から改質剤溶液を塗布することで、面状体の開孔部に露出したシート表面全面に改質剤を付着させて得られた機能性シート。
【請求項2】
開孔を複数有する面状体の1穴の開孔面積が0.75〜175mm2の範囲である請求項1に記載の機能性シート。
【請求項3】
改質剤溶液を塗布する方法が、改質剤溶液を噴霧する方法または改質剤溶液を接触ロールで塗布する方法である請求項1または2に記載の機能性シート。
【請求項4】
繊維層が繊維ウェブまたは不織布である請求項1〜3のいずれか1項に記載の機能性シート。
【請求項5】
改質剤付着部位が表面繊維層において凸部を形成し、改質剤非付着部が平野部を形成する請求項1〜4のいずれか1項に記載の機能性シート。
【請求項6】
開孔を複数有する面状体によってシート表面の繊維層を押し付け、面状体が押し付けられた繊維層の部分に平野部を形成させ、面状体の開孔部に該当する繊維層の部分に凸部を形成させ、かつ面状体の開孔部に露出したシート表面に改質剤を付着させて得られた請求項5に記載の機能性シート。
【図1】

【公開番号】特開2012−136786(P2012−136786A)
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願番号】特願2010−287974(P2010−287974)
【出願日】平成22年12月24日(2010.12.24)
【出願人】(311002067)JNC株式会社 (208)
【出願人】(399120660)JNCファイバーズ株式会社 (41)
【Fターム(参考)】
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願日】平成22年12月24日(2010.12.24)
【出願人】(311002067)JNC株式会社 (208)
【出願人】(399120660)JNCファイバーズ株式会社 (41)
【Fターム(参考)】
[ Back to top ]