
機能性フィルムを含むレンズ製造用ガスケット、およびこのガスケットを使用するプラスチックレンズの製造方法
【課題】様々な形状の機能性フィルムに対応可能であり、機能性レンズの生産性向上に寄与し得るガスケットを提供すること。
【解決手段】機能性フィルムを含むレンズを製造するために使用されるガスケット。レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有する円筒体からなる。前記円筒体は、内壁面に円周方向全周にわたり突設された第1突起帯および第2突起帯とにより形成される、前記機能性フィルムの周縁部を円周方向全周にわたり移動可能に保持可能な凹部を有する。
【解決手段】機能性フィルムを含むレンズを製造するために使用されるガスケット。レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有する円筒体からなる。前記円筒体は、内壁面に円周方向全周にわたり突設された第1突起帯および第2突起帯とにより形成される、前記機能性フィルムの周縁部を円周方向全周にわたり移動可能に保持可能な凹部を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、調光膜、偏光膜等の機能性フィルムを含むプラスチックレンズを注型重合により製造するために使用されるガスケット、およびこのガスケットを使用して注型重合により機能性フィルムを含むプラスチックレンズを製造する方法に関する。
【背景技術】
【0002】
調光膜、偏光膜等の機能性フィルムをレンズ基材間に配置することにより、眼鏡レンズ等の各種レンズに所望の性能を付与することが行われている。このような機能性フィルムを含む機能性レンズの製造方法としては、成形型のキャビティ内に機能性フィルムを配置した状態で、機能性フィルムの両側にレンズ原料液を注入、重合させる方法(注型重合法またはキャスト法と呼ばれる)が知られている(例えば特許文献1〜3参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−45886号公報
【特許文献2】特開2004−1362号公報
【特許文献3】特開2008−93825号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1〜3に記載の方法は、いずれもキャビティ内で機能性フィルムが移動することを防ぐため、成形型を構成するガスケットに機能性フィルムを挟持固定する部分を設けるものである。しかし本願発明者らの検討の結果、上記方法には以下の課題があることが判明した。
(1)上記方法では通常、機能性フィルムで区切られた2つの空間のどちらか一方にレンズ原料液を注入する開口部(注入口)を設ける。このため、他方の空間へレンズ原料液を流入させるために、ガスケットの機能性フィルムを挟持固定する部分以外に隙間を設け、この隙間からレンズ原料液を流入させる。しかしこのように限られた隙間からの流量は少ないため、キャビティ内への原料液注入を短時間で行うことの妨げとなっていた。
(2)機能性フィルムは挟持固定されるため、アセンブリ後に位置調整を行うことが困難である。
(3)機能性フィルムは通常、レンズ曲率と同じ曲率を有するように製造されるため、機能性フィルムの形状はレンズの種類によって異なる。このような異なる形状のフィルムを挟持固定するためには、形状に応じてガスケットを設計する必要があり、特に少量多品種のレンズを製造する際に生産性低下およびコスト増の原因となる。
【0005】
そこで本発明の目的は、様々な形状の機能性フィルムに対応可能であり、機能性レンズの生産性向上に寄与し得るガスケットを提供することにある。
【課題を解決するための手段】
【0006】
本願発明者らは、上記目的を達成するために鋭意検討を重ねた結果、機能性フィルムを周縁部全周にわたって自由自在に移動可能な状態でガスケットにより保持することによって、上記(1)〜(3)の課題を解決できることを見出した。これは、以下の理由による。
(1)機能性フィルムが周縁部全周にわたってガスケットと隙間を持ち得る状態で配置されるため、この隙間から原料液を多量に流入させることができ、わずかな隙間から流入する場合と比べて高速での注入が可能となる。
(2)機能性フィルムはガスケットに配置された状態でも自由自在に移動可能であるためアセンブリ後の位置調整が可能である。
(3)ガスケットの機能性フィルムを保持する部分は機能性フィルムを挟持固定する必要がないため、同じ形状のガスケットで各種形状の機能性フィルムに対応することができる。
更に本願発明者らの検討によれば、上記状態で保持された機能性フィルムはレンズ原料液注入中も大きな位置ずれを起こすことはなかった。これは、キャビティ内にレンズ原料液を注入すると浮力により機能性フィルムが浮き上がり、以降この状態で安定に維持されるからであると考えられる。従来、機能性フィルムを挟持固定しなければならないと考えられていたところ、挟持固定することなく機能性フィルムをキャビティ内に安定に配置できることは、本願発明者らにより見出された新たな事実である。
本発明は、以上の知見に基づき完成された。
【0007】
即ち、上記目的は、下記手段により達成された。
[1]機能性フィルムを含むレンズを製造するために使用されるガスケットであって、
レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有する円筒体からなり、
前記円筒体は、内壁面に円周方向全周にわたり突設された第1突起帯および第2突起帯とにより形成される、前記機能性フィルムの周縁部を円周方向全周にわたり移動可能に保持可能な凹部を有することを特徴とする、前記ガスケット。
[2]前記円筒体は、第1の円筒部材の内周部に第2の円筒部材の外周部を嵌挿することにより構成される[1]に記載のガスケット。
[3]前記第1突起帯および第2突起帯の一方は前記第1の円筒部材に含まれ、他方は前記第2の円筒部材に含まれ、
前記内周部と外周部との嵌挿により、前記凹部が形成される、[2]に記載のガスケット。
[4]前記第1突起帯および第2突起帯のいずれか一方は、前記第1の円筒部材の内壁面に位置し、かつ他方の突起帯は、前記第2の円筒部材の端面全周にわたり突設された突起帯である、[3]に記載のガスケット。
[5][1]〜[4]のいずれかに記載のガスケットの2つの開口に、レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿させることにより、前記凹部を含むキャビティを形成すること、
前記キャビティ内に、上記凹部に周縁部を円周方向全周にわたり移動可能に保持した状態で機能性フィルムを配置すること、
前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより、機能性フィルムを含むレンズ形状の成形体を得ること、
を含むプラスチックレンズの製造方法。
[6][3]または[4]に記載のガスケットの2つの開口に、レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿させることにより、前記凹部を含むキャビティを形成すること、
前記第1の円筒部材または第2の円筒部材のいずれか一方に機能性フィルムを配置した状態で、前記第2の円筒部材の外周部を前記第1の円筒部材の内周部に嵌挿することにより、前記第1の円筒部材に含まれる突起帯と第2の円筒部材に含まれる突起帯により形成される凹部に、前記機能性フィルムを周縁部を円周方向全周にわたり移動可能に保持した状態で配置すること、
前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより、機能性フィルムを含むレンズ形状の成形体を得ること、
を含むプラスチックレンズの製造方法。
[7]前記キャビティは、前記機能性フィルムによって区切られた2つの空間を有し、
前記ガスケットは、上記2つの空間のいずれか一方に前記プラスチックレンズ原料液を注入するための注入口を有し、
前記注入口からプラスチックレンズ原料液を注入し、上記注入口を設けた空間から前記機能性フィルム周縁部と前記凹部との間の隙間を介して、他方の空間へプラスチックレンズ原料液を注入する、[5]または[6]に記載のプラスチックレンズの製造方法。
[8]前記ガスケットの円筒体に設けられた突起帯の突起側面を、前記第1モールドまたは第2モールドの成形面周縁部と当接させることにより、該モールドを位置決めすることを含む[5]〜[7]のいずれかに記載のプラスチックレンズの製造方法。
【発明の効果】
【0008】
本発明によれば、機能性フィルムを含むプラスチックレンズ(機能性レンズ)の生産性向上が可能である。
【図面の簡単な説明】
【0009】
【図1】本発明の一態様にかかるガスケットを含む成形型の断面図である。
【図2】図1に示すガスケットをモールドを嵌挿しない状態で開口8A側から見た平面図および開口8B側から見た平面図である。
【図3】図1に示す円筒部材6の断面図および円筒部材6の開口8Aにモールド5Aを嵌挿した状態を示す断面図である。
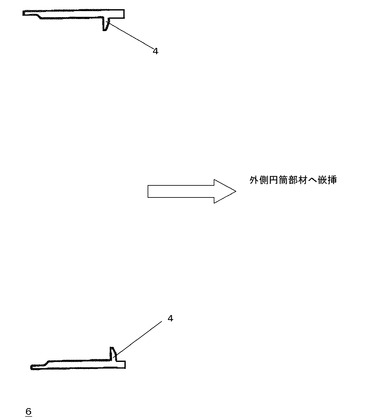
【図4】図1に示す円筒部材7の断面図および円筒部材7の開口8Bに機能性フィルム2を配置した状態を示す断面図である。
【図5】ガスケットを構成する円筒部材の一態様を示す断面図である。
【図6】図1に示す成形型へプラスチックレンズ原料液を注入する工程を示す説明図である。
【図7】実施例で作製した各偏光レンズにおける偏光フィルムの位置の測定結果を示すグラフである。
【図8】実施例で作製した偏光レンズの肉厚分布を示すグラフである。
【発明を実施するための形態】
【0010】
本発明は、機能性フィルムを含むレンズを製造するために使用されるガスケットに関する。本発明のガスケットは、レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有する円筒体からなり、前記円筒体は、内壁面に円周方向全周にわたり突設された第1突起帯および第2突起帯とにより形成される、前記機能性フィルムの周縁部を円周方向全周にわたり移動可能に保持可能な凹部を有するものである。
以下、図面に基づき本発明のガスケットについて説明するが、本発明は下記態様に限定されるものではない。
【0011】
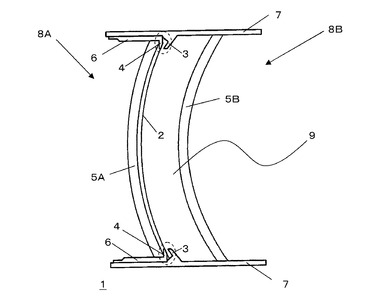
図1は、本発明の一態様にかかるガスケットを含む成形型の断面図である。図1中、成形型1は、第1の円筒部材6と第2の円筒部材7を組み付けることにより構成される円筒体であるガスケットと、該ガスケットの2つの開口8A、8Bにそれぞれ嵌挿されたモールド5A、5Bから構成される。ガスケットと2つのモールドにより閉塞されるキャビティ9において、レンズ原料液の注入および硬化を行うことによりレンズ形状の成形体が得られる。ここで図1に示すように、レンズ原料液注入前にキャビティ内に機能性フィルム2を配置しておくことにより、成形型内でレンズ基材と機能性フィルムとを一体成形することができる。
【0012】
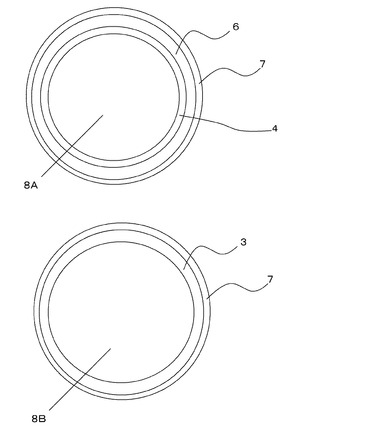
図1に示すガスケット(円筒体)は、内壁面に2つの突起帯3、4を有する。図1に示すガスケットをモールドを嵌挿しない状態で開口8A側から見た平面図を図2上図に、開口8B側から見た平面図を図2下図に示す。図2に示すように、突起帯3、4は、ガスケットの内壁面に円周方向全周にわたり突設されている。図1に示すように、この2つの突起帯により形成される凹部(図1中、点線で囲まれた部分)に、機能性フィルムが保持される。この凹部は、機能性フィルムをその円周方向全周にわたって移動可能に保持することができる。即ち、キャビティ9内で機能性フィルム2は、突起帯3、4により挟持固定されることなく、前後上下に自由自在に移動可能な状態で保持される。図1に示す態様では、機能性フィルム2は一方の面の周縁部分が突起帯4と接し、下方が凹部底面と接しているが、例えば成形型を傾斜させれば機能性フィルム2は凹部内で移動しこの接触状態は解除される。このような状態で配置された機能性フィルムは、キャビティ内に配置した後もピンセット等により位置変更を行うことができる。したがって、アセンブリ後の位置調整が可能である。また、先に説明したように、上記状態で保持された機能性フィルムはレンズ原料液注入中も大きな位置ずれを起こすことはなかった。これは、キャビティ内にレンズ原料液を注入すると浮力により機能性フィルムが浮き上がり、以降この状態で安定に維持されるからであると考えられる。また、機能性フィルムを挟持することは、特に、機能性フィルムが薄い場合にはシワやヨレが生じる原因となるため、機能性フィルムを挟持せず保持することは機能性フィルムのシワやヨレの発生を防ぐことができる点でも有利である。
【0013】
機能性フィルムを移動可能な状態で保持するためには、凹部を構成する2つの突起帯の間隔を機能性フィルムの膜厚よりも広くするとともに、ガスケットの内径を機能性フィルムの外径より広くすればよい。例えば、突起帯の間隔を、機能性フィルムの膜厚の1.02〜12.5倍程度の大きさとすること、上記凹部におけるガスケットの内径を機能性フィルムの外径の1.001〜1.05倍程度の大きさとすることが、それぞれ好ましい。また、機能性フィルムを所定の位置に保持するためには、凹部を開口部分に向けて幅が狭くなるテーパー形状に形成することが好ましい。例えば、少なくとも一方の突起帯を他方の突起帯に向けて傾斜させることにより、上記テーパー形状の凹部を形成することができる。図1に示す態様では、突起帯3は、ガスケット内壁面とのなす角度が90°であり、突起帯4が突起帯3に向けて30°程度傾斜した状態に形成されているが、突起帯3、突起帯4を、それぞれ他方の突起帯に対して傾斜させること、突起帯3を突起帯4に向けて傾斜させることも可能である。また、傾斜角度は機能性フィルムを保持できる程度であればよく、特に限定されるものではない。
【0014】
図1に示す成形型に含まれるガスケットは、2つの円筒部材6、7により構成されているが、本発明のガスケットは2部構成であることは必須ではなく、内壁面に上記2つの突起帯を有する単一の円筒部材からなるガスケットであることもできる。このような構成のガスケットにおいて上記凹部への機能性フィルムの配置は、例えばピンセット等により機能性フィルムを押し込むことにより行うことができる。ただしこの場合には、機能性フィルムの押し込み時にわずかながらシワやキズが生じる可能性がある。これに対し、2部構成のガスケットであれば、後述するように一方の円筒部材に機能性フィルムを配置した状態で2つの円筒部材を組み付ければよいため、シワやキズを生じることなく機能性フィルムを配置できる点で有利である。
以下、2部構成のガスケットについて、更に詳細に説明する。
【0015】
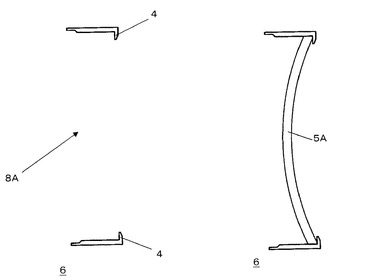
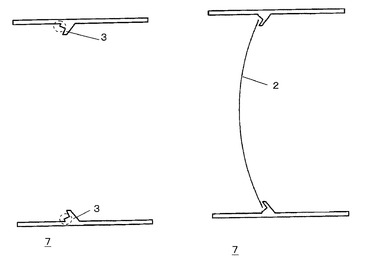
図3は、図1に示す円筒部材(以下、「内側円筒部材」ともいう)6の断面図(左図)、および円筒部材6の開口8Aにモールド5Aを嵌挿した状態を示す断面図(右図)である。図4は、図1に示す円筒部材(以下、「外側円筒部材」ともいう)7の断面図(左図)、および円筒部材7の開口8Bに機能性フィルム2を配置した状態を示す断面図(右図)である。内側円筒部材の内周部に、外側円筒部材の外周部を嵌挿することにより、図1に示すガスケット(円筒体)が構成される。
【0016】
前述のように一方の円筒部材に機能性フィルムを配置した状態で2つの円筒部材を組み付けガスケットを構成するには、2つの突起帯の一方を内側円筒部材に設け、他方を外側円筒部材に設けることが好ましい。これにより、一方の円筒部材側に機能性フィルムを配置した状態で、外側円筒部材の内周部に内側円筒部材の外周部を嵌挿すれば、2つの突起帯により形成される凹部に機能性フィルムを配置することができる。
【0017】
図3に示す内側円筒部材には、端面全周にわたり突起帯4が突設されており、図4に示す外側円筒部材には、その内壁面に突起帯3が突設されている。図4中の突起帯3には段付け部(点線で囲んだ部分)が設けられており、この段付け部が内側円筒部材の突起帯3と当接することにより内側円筒部材を位置決めするとともに、2つの突起帯により形成される凹部の間隔を決める役割を果たす。または、外側円筒部材に段付け部を設けず、図5に示すように内側円筒部材の内壁面に突起帯4を設け、内側円筒部材の外側円筒部材に嵌挿する側の開口からの距離により凹部の間隔を調整することも可能である。
【0018】
各円筒部材には、モールドを位置決め保持するための保持部を設けることができる。この保持部は、例えば円筒部材内壁面に設けた突起部または突起帯であることができる。または、前記凹部を形成するための突起帯が、モールドの位置決め保持のための保持部を兼ねることもできる。図3に示す円筒部材では、突起帯4が、その一方の突起側面をモールド5Aの成形面周縁部と当接することにより、モールド5Aを位置決めする役割を果たしている。これによりモールド5Aと機能性フィルムとの間隔を制御する役割も果たすことができる。
【0019】
例えば、図3に示すようにモールド5Aを配置した内側円筒部材6の外周部を、図4に示すように内側円筒部材を嵌挿する開口側に機能性フィルム2を配置した外側円筒部材7の内周部に嵌挿し、次いでモールド5Bを外側円筒部材の他方の開口に嵌挿することにより、図1に示す成形型を構成することができる。または、2つの円筒部材の組み付け後に、2つのモールドをそれぞれ開口に嵌挿してもよく、2つのモールドをそれぞれ開口に嵌挿した状態で2つの円筒部材の組み付けを行うことも可能である。組み付け後に機能性フィルムの位置調整を行うためには、上記のように2つの円筒部材の組み付け後に一方のモールドを嵌挿することが好ましい。内側円筒部材と外側円筒部材は、内側円筒部材の外周部と外側円筒部材の内周部が上記組み付け後に、注入されるレンズ原料液が流出しない程度に隙間なく密着可能な形状とすることが好ましい。また、各円筒部材は、例えば、エチレン酢酸ビニル共重合体、ポリエチレン、ポリプロピレン、ポリエチルアクリレート、シリコンゴム、ポリプロピレンとエチレンプロピレンゴムとの混合品等の弾性を有する樹脂から射出成形等により作製することができる。また、単一部材からなるガスケットも同様に、弾性を有する樹脂から射出成形等により作製可能である。
【0020】
以上説明した本発明のガスケットは機能性フィルムを挟持することなく保持するため、機能性フィルム毎にガスケットを設計・製造する必要なく単一形状のガスケットにより各種曲率を有する機能性フィルムを保持することができる。例えば2ベースカーブ〜5ベースカーブ程度の曲率を有する機能性フィルムであれば、単一種のガスケットにより対応可能である。また、累進屈折力レンズやトーリックレンズ等の複雑な面形状を有するレンズ用の機能性フィルムは、通常、この複雑な面形状を有するように製造される。したがって、機能性フィルムを挟持する従来法では、これら複雑な面形状に対応した挟持固定部を有するガスケットを、上記面形状に応じて個別に設計・製造する必要がある。これに対し本発明のガスケットによれば、挟持固定部を設ける必要がないため、単純なガスケット形状により上記複雑な面形状を有する機能性フィルムに対応可能である。
【0021】
更に本発明は、前記ガスケットを用いて機能性フィルムを含むプラスチックレンズを製造する方法に関する。本発明のプラスチックレンズの製造方法は、以下の2つの態様を含む。下記態様1は、本発明のガスケットを使用するものであり、下記態様2は、前述の内側円筒部材と外側円筒部材から構成される円筒体からなる本発明のガスケットを使用するものである。以下、態様1と態様2をあわせて、本発明の製造方法ともいう。
(態様1)
本発明のガスケットの2つの開口に、レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿させることにより、前記凹部を含むキャビティを形成すること、
前記キャビティ内に、上記凹部に周縁部を円周方向全周にわたり移動可能に保持した状態で機能性フィルムを配置すること、
前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより、機能性フィルムを含むレンズ形状の成形体を得ること、
を含むプラスチックレンズの製造方法。
(態様2)
前述の第1の円筒部材内周部に第2の円筒部材の外周部を嵌挿することにより構成される本発明のガスケットの2つの開口に、レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿させることにより、前記凹部を含むキャビティを形成すること、
前記第1の円筒部材または第2の円筒部材のいずれか一方に機能性フィルムを配置した状態で、前記第2の円筒部材の外周部を前記第1の円筒部材の内周部に嵌挿することにより、前記第1の円筒部材に含まれる突起帯と第2の円筒部材に含まれる突起帯により形成される凹部に、前記機能性フィルムを周縁部を円周方向全周にわたり移動可能に保持した状態で配置すること、
前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより、機能性フィルムを含むレンズ形状の成形体を得ること、
を含むプラスチックレンズの製造方法。
以下、本発明の製造方法について、更に詳細に説明する。
【0022】
本発明の製造方法において使用される2つのモールド(第1モールド、第2モールド)は、プラスチックレンズの光学機能面を形成するための成形面を有する。例えば、2つのモールドは、一方がプラスチックレンズの後面(凹面)を形成すべき凸面側に成形面を有する凸面型(下型とも呼ばれる)、他方がプラスチックレンズの前面(凸面)を形成すべく凹面側に成形面を有する凹面型(上型とも呼ばれる)の組み合わせであることができる。図1に示す成形型は、上記組み合わせの一対のモールドを含むものである。ただし本発明で使用するモールドは、上記組み合わせに限定されるものではなく、所望のレンズ形状に応じたモールドを選択して使用すればよい。ガスケットの円筒体の内径は、開口に嵌挿する各モールドの外径と実質的に同一かまたは若干小さくすればよい。また、円筒体に装着したモールドは、必要に応じてその両側から円筒体内部に押し込む方向にバネ等で挟持してガスケットに固定してもよい。前述のように、少なくとも一方のモールドの嵌挿前に、機能性フィルムを凹部内に配置することが、機能性フィルムの位置調整を行うことができるため好ましい。上記2つのモールドの成形面の間隔は、機能性フィルムを含む成形されるプラスチックレンズの厚さに相当する。成形されるプラスチックレンズの厚さは、例えば1〜30mm程度であるが、上記範囲に限定されるものではない。また、先に説明したように、ガスケットに設けた突起帯の突起側面を、前記第1モールドまたは第2モールドの周縁端部と当接させることにより、該モールドを位置決めすることも好適である。図1に示す態様では、突起帯4の突起側面をモールド5Aの成形面の周縁部と当接させることにより、モールド5Aの位置決めを行っている。
【0023】
上記形成されるキャビティには、レンズ原料液の注入前に機能性フィルムが配置される。機能性フィルムの配置方法の詳細は、先に説明した通りである。前述のように、2部構成の円筒体からなるガスケットを使用する場合には、内側円筒部材または外側円筒部材のいずれか一方に機能性フィルムを配置した状態で、内側円筒部材の外周部を外側円筒部材の内周部に嵌挿することにより、各円筒部材にそれぞれ含まれる突起帯により形成される凹部に、機能性フィルムを周縁部を円周方向全周にわたり移動可能に保持した状態で配置すること(態様2)が好ましい。例えば、図1に示す成形型を構成するには、第1の円筒部材(外側円筒部材)の内周部に機能性フィルムを配置した状態で、第2の円筒部材(内側円筒部材)の外周部を該内周部に嵌挿することにより、第1の円筒部材の内壁面に位置する突起帯と第2の円筒部材の端面全周にわたり突設された突起帯により形成される凹部に、前記機能性フィルムを周縁部を円周方向全周にわたり移動可能に保持した状態で配置することが好ましい。
【0024】
前記凹部に配置される機能性フィルムとしては、調光膜、偏光膜等の各種機能性フィルムを挙げることができ、レンズに付与すべき所望の性能に応じた機能性フィルムを選択すればよい。これら機能性フィルムは、市販品として入手可能であり、または公知の方法で成膜可能である。機能性フィルムの膜厚は、特に限定されないが、例えば0.05〜50μm程度である。前述のように、この機能性フィルムを配置する凹部を形成する2つの突起帯の間隔は、上記機能性フィルムの膜厚に応じて設定することが好ましい。また、一般に機能性レンズの作製に使用される機能性フィルムの比重はプラスチックレンズ原料液の比重より小さい。後述する実施例で示すように、本発明のガスケットでは機能性フィルムを挟持固定しないにもかかわらず機能性フィルムが大きく位置ずれしない理由は、キャビティ内にプラスチックレンズ原料液を注入すると、この原料液より低比重の機能性フィルムが浮力により浮き上がり、以降安定に維持されることにあると考えられる。
【0025】
上記機能性フィルムを配置した凹部を含むキャビティを形成した後、該キャビティへプラスチックレンズ原料液を注入する。前記キャビティへ注入されるレンズ原料液は、通常プラスチックレンズ基材、好ましくは眼鏡レンズ用プラスチックレンズ基材を構成する各種ポリマーの原料モノマー、オリゴマーおよび/またはプレポリマーを含むことができ、共重合体を形成するために2種以上のモノマーの混合物を含むこともできる。プラスチックレンズ原料液は、重合性(硬化性)成分を含むものであり、キャビティ内で重合(硬化)することによりレンズ形状に成形される。上記硬化性成分は、熱硬化性成分であっても光硬化性成分であってもよいが、注型重合では通常、熱硬化性成分が使用される。レンズ原料液には、必要があればモノマーの種類に応じて選択した触媒を添加することもできる。また、レンズ原料液には、通常使用される各種添加剤を含むこともできる。
【0026】
前記レンズ原料液の具体例としては、例えば、メチルメタクリレートと一種以上の他のモノマーとの共重合体、ジエチレングリコールビスアリルカーボネートと一種以上の他のモノマーとの共重合体、ポリウレタンとポリウレアの共重合体、ポリカーボネート、ポリスチレン、ポリ塩化ビニル、不飽和ポリエステル、ポリエチレンテレフタレート、ポリウレタン、ポリチオウレタン、エン−チオール反応を利用したスルフィド樹脂、硫黄を含むビニル重合体等を重合可能な原料液が挙げられる。上記中、硬化性成分としてはウレタン系が好適であるが、これに限定されるものではない。キャビティへのレンズ原料液の注入は、通常の注型重合と同様に、ガスケットに設けた注入口からプラスチックレンズ原料液をキャビティ内に導入することにより行うことができる。
【0027】
本発明の製造方法では、キャビティ内に機能性フィルムが配置された状態でレンズ原料液が注入される。したがって、キャビティは機能性フィルムによって区切られた2つの空間を有する。レンズ原料液は通常、ガスケットに設けた注入口から、上記2つの空間のいずれか一方に注入される。この点を、図6を参照し説明する。
【0028】
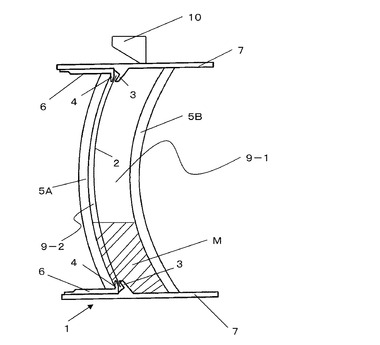
図6は、図1に示す成形型へプラスチックレンズ原料液を注入する工程を示す説明図である。
通常の機能性レンズでは、物体側に近い位置に機能性フィルムを配置する。物体側の光学機能面を形成するモールド成形面と機能性フィルムとの間隔は、通常0.2〜1.0mm程度に設定される。図6に示す態様でも、物体側の光学機能面を形成するモールド5A側(上型側)に近い位置に機能性フィルム2を配置している。モールド5Aと機能性フィルムとにより形成される空間9−2は、眼球側の光学機能面を形成するモールド5B(下型)と機能性フィルム2とにより形成される空間9−1よりも狭いため、注入操作の容易性および注入時間の短縮化のためには、空間9−1側にプラスチックレンズ原料液を注入することが好ましい。そこで図6に示す態様では、空間9−1にプラスチックレンズ原料液を注入すべく、ガスケット1には空間9−1側に注入口10を設けている。したがって、注入口10から導入されたプラスチックレンズ原料液Mは、まず空間9−1に導入される。ここで機能性フィルム2は、全周および前後方向にわたり空間を有するようにガスケット1の凹部に保持されているため、空間9−1に注入されたプラスチックレンズ原料液Mは、機能性フィルム2の周縁部とガスケット内壁面の凹部との間の隙間を介して、モールド5Aと機能性フィルム2により形成される空間9−2へ流入することができる。また、この隙間を介して一方の空間から他方の空間への空気の移動も可能である。このように機能性フィルムの円周方向全周にわたる隙間を介してプラスチックレンズ原料液および空気の移動が可能であることにより、従来法のように限られた空間から原料液を流入させる場合と比べ、空間9−1と空間9−2とのレンズ原料液Mの注入速度差の低減および空間9−1から空間9−2へのレンズ原料液Mの注入速度の高速化が可能となる。
【0029】
次いで、キャビティ内へのレンズ原料液の注入終了後、注入されたレンズ原料液に加熱、光照射等を施すことにより、レンズ原料液に含まれる硬化性成分の硬化反応を行いレンズ形状の成形体を得ることができる。硬化反応条件(例えば加熱昇温プログラム)は、特に限定されるものではなく、使用するレンズ原料液の種類に応じて決定すればよい。硬化処理終了後、レンズと密着している2つのモールドを、公知の方法により分離(離型)することにより、空間9−1、9−2に相当する2つのレンズ基材間に機能性フィルムを有するプラスチックレンズ(機能性レンズ)を得ることができる。離型後に得られた機能性レンズ上には更に必要に応じて、ハードコート膜、反射防止膜、撥水膜、紫外線吸収膜、赤外線吸収膜、フォトクロミック膜、静電防止膜等の各種機能性フィルムを公知の成膜方法によって積層することもできる。
【0030】
以上の工程により、高い生産性をもって機能性フィルムを含むプラスチックレンズを得ることができる。得られた機能性レンズは、眼鏡レンズ等の各種レンズとして好適に使用可能である。
【実施例】
【0031】
以下に、実施例により本発明を更に説明する。但し、本発明は実施例に示す態様に限定されるものではない。
【0032】
1.偏光レンズの製造
前述のように、外側円筒部材7側に偏光フィルムを配置した状態で、モールド5Aを組み付けた内側円筒部材6の外周部を、外側円筒部材7の内周部に嵌挿することにより図6に示す成形型を組み立てた。これにより、偏光フィルム2は図6に示すように2つの突起帯3、4により形成される凹部に配置された。偏光フィルムの厚さは30μm、凹部開口における突起帯3と突起帯4との間隔は0.04mm、偏光フィルムの外径は67mm、2つの円筒部材から構成されるガスケットの内径は、凹部において67.1mmであった。この状態で成形型を上下左右に動かしたところ、成形型内で凹部に保持された状態で偏光フィルムは自在に移動可能であった。なお、例えば厚さが30〜40μmであり外径が67〜88mmの機能性フィルムについては、凹部開口における2つの突起帯の間隔を0.04〜0.5mm程度とし、ガスケットの内径を、凹部において67.1〜90mm程度とすることが好適である。次いで、外側円筒部材7側の開口にモールド5Bを嵌挿させてキャビティを形成した。形成したキャビティに熱硬化性ウレタン系モノマーを含むレンズ原料液を注入し所定の重合プログラムにて加熱重合しモノマーを硬化させた。重合が終了し硬化したレンズからモールドを離型した。離型後、所定のプログラムでアニール処理を行った。
以上の工程を繰り返し、内部に偏光フィルムを有するメニスカス形状の偏光レンズを合計8枚作製した。
【0033】
2.偏光レンズ中の偏光フィルムの位置測定
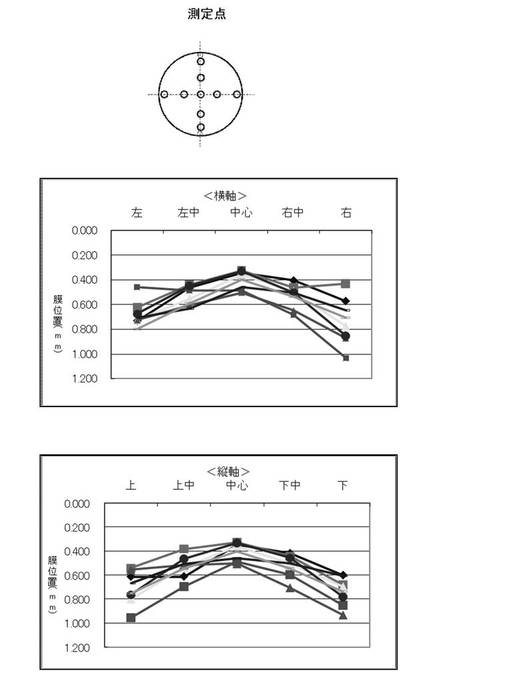
上記1.で得た8枚の偏光レンズについて、ステージ付きマイクロスコープにより物体側表面から偏光フィルムまでの位置を、図7に示す9点で測定した。結果を図7に示す。
図7に示すように、偏光フィルムの位置はどの測定点においても物体側表面から0.3〜1.0mm以内に収まっていた。この結果から、ガスケットにより偏光フィルムを挟持固定しなかったにもかかわらず、レンズ原料液注入中にキャビティ内で偏光フィルムが大きな位置ずれを起こさなかったことがわかる。これは前述のように、偏光フィルムが浮力により安定化されたためと推察している。
【0034】
3.キャスト性の評価
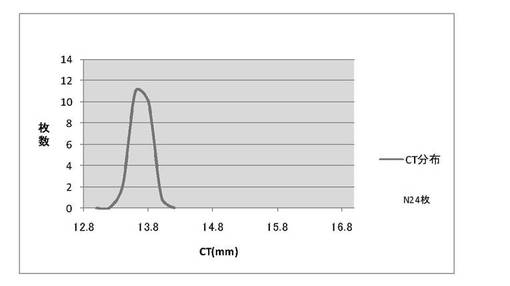
上記1.と同様の方法で合計24枚の偏光レンズを作製し、得られた偏光レンズの幾何中心の肉厚(CT)をシックネスゲージにより測定した。結果を図8に示す。
キャビティ内で偏光フィルムにより区切られた物体側の空間へのレンズ原料液の注入不良が発生すると、得られたレンズの肉厚に大きなバラつきが生じることになるが、図8に示すように24枚の偏光レンズの肉厚のバラつきは1mm程度に収まり肉厚精度が良好であることが確認できる。また、得られた各レンズを目視で観察した結果、アワ不良は観察されなかった。
以上の結果により、実施例で使用した成形型はキャスト性が良好であることが示された。
【産業上の利用可能性】
【0035】
本発明は、偏光レンズ等の各種機能性レンズの製造分野に有用である。
【符号の説明】
【0036】
1 ガスケット
2 機能性フィルム
3 突起帯
4 突起帯
5A、5B モールド
6 内側円筒部材
7 外側円筒部材
8A、8B モールド嵌挿用開口
9 キャビティ
10 注入口
M プラスチックレンズ原料液
【技術分野】
【0001】
本発明は、調光膜、偏光膜等の機能性フィルムを含むプラスチックレンズを注型重合により製造するために使用されるガスケット、およびこのガスケットを使用して注型重合により機能性フィルムを含むプラスチックレンズを製造する方法に関する。
【背景技術】
【0002】
調光膜、偏光膜等の機能性フィルムをレンズ基材間に配置することにより、眼鏡レンズ等の各種レンズに所望の性能を付与することが行われている。このような機能性フィルムを含む機能性レンズの製造方法としては、成形型のキャビティ内に機能性フィルムを配置した状態で、機能性フィルムの両側にレンズ原料液を注入、重合させる方法(注型重合法またはキャスト法と呼ばれる)が知られている(例えば特許文献1〜3参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−45886号公報
【特許文献2】特開2004−1362号公報
【特許文献3】特開2008−93825号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1〜3に記載の方法は、いずれもキャビティ内で機能性フィルムが移動することを防ぐため、成形型を構成するガスケットに機能性フィルムを挟持固定する部分を設けるものである。しかし本願発明者らの検討の結果、上記方法には以下の課題があることが判明した。
(1)上記方法では通常、機能性フィルムで区切られた2つの空間のどちらか一方にレンズ原料液を注入する開口部(注入口)を設ける。このため、他方の空間へレンズ原料液を流入させるために、ガスケットの機能性フィルムを挟持固定する部分以外に隙間を設け、この隙間からレンズ原料液を流入させる。しかしこのように限られた隙間からの流量は少ないため、キャビティ内への原料液注入を短時間で行うことの妨げとなっていた。
(2)機能性フィルムは挟持固定されるため、アセンブリ後に位置調整を行うことが困難である。
(3)機能性フィルムは通常、レンズ曲率と同じ曲率を有するように製造されるため、機能性フィルムの形状はレンズの種類によって異なる。このような異なる形状のフィルムを挟持固定するためには、形状に応じてガスケットを設計する必要があり、特に少量多品種のレンズを製造する際に生産性低下およびコスト増の原因となる。
【0005】
そこで本発明の目的は、様々な形状の機能性フィルムに対応可能であり、機能性レンズの生産性向上に寄与し得るガスケットを提供することにある。
【課題を解決するための手段】
【0006】
本願発明者らは、上記目的を達成するために鋭意検討を重ねた結果、機能性フィルムを周縁部全周にわたって自由自在に移動可能な状態でガスケットにより保持することによって、上記(1)〜(3)の課題を解決できることを見出した。これは、以下の理由による。
(1)機能性フィルムが周縁部全周にわたってガスケットと隙間を持ち得る状態で配置されるため、この隙間から原料液を多量に流入させることができ、わずかな隙間から流入する場合と比べて高速での注入が可能となる。
(2)機能性フィルムはガスケットに配置された状態でも自由自在に移動可能であるためアセンブリ後の位置調整が可能である。
(3)ガスケットの機能性フィルムを保持する部分は機能性フィルムを挟持固定する必要がないため、同じ形状のガスケットで各種形状の機能性フィルムに対応することができる。
更に本願発明者らの検討によれば、上記状態で保持された機能性フィルムはレンズ原料液注入中も大きな位置ずれを起こすことはなかった。これは、キャビティ内にレンズ原料液を注入すると浮力により機能性フィルムが浮き上がり、以降この状態で安定に維持されるからであると考えられる。従来、機能性フィルムを挟持固定しなければならないと考えられていたところ、挟持固定することなく機能性フィルムをキャビティ内に安定に配置できることは、本願発明者らにより見出された新たな事実である。
本発明は、以上の知見に基づき完成された。
【0007】
即ち、上記目的は、下記手段により達成された。
[1]機能性フィルムを含むレンズを製造するために使用されるガスケットであって、
レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有する円筒体からなり、
前記円筒体は、内壁面に円周方向全周にわたり突設された第1突起帯および第2突起帯とにより形成される、前記機能性フィルムの周縁部を円周方向全周にわたり移動可能に保持可能な凹部を有することを特徴とする、前記ガスケット。
[2]前記円筒体は、第1の円筒部材の内周部に第2の円筒部材の外周部を嵌挿することにより構成される[1]に記載のガスケット。
[3]前記第1突起帯および第2突起帯の一方は前記第1の円筒部材に含まれ、他方は前記第2の円筒部材に含まれ、
前記内周部と外周部との嵌挿により、前記凹部が形成される、[2]に記載のガスケット。
[4]前記第1突起帯および第2突起帯のいずれか一方は、前記第1の円筒部材の内壁面に位置し、かつ他方の突起帯は、前記第2の円筒部材の端面全周にわたり突設された突起帯である、[3]に記載のガスケット。
[5][1]〜[4]のいずれかに記載のガスケットの2つの開口に、レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿させることにより、前記凹部を含むキャビティを形成すること、
前記キャビティ内に、上記凹部に周縁部を円周方向全周にわたり移動可能に保持した状態で機能性フィルムを配置すること、
前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより、機能性フィルムを含むレンズ形状の成形体を得ること、
を含むプラスチックレンズの製造方法。
[6][3]または[4]に記載のガスケットの2つの開口に、レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿させることにより、前記凹部を含むキャビティを形成すること、
前記第1の円筒部材または第2の円筒部材のいずれか一方に機能性フィルムを配置した状態で、前記第2の円筒部材の外周部を前記第1の円筒部材の内周部に嵌挿することにより、前記第1の円筒部材に含まれる突起帯と第2の円筒部材に含まれる突起帯により形成される凹部に、前記機能性フィルムを周縁部を円周方向全周にわたり移動可能に保持した状態で配置すること、
前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより、機能性フィルムを含むレンズ形状の成形体を得ること、
を含むプラスチックレンズの製造方法。
[7]前記キャビティは、前記機能性フィルムによって区切られた2つの空間を有し、
前記ガスケットは、上記2つの空間のいずれか一方に前記プラスチックレンズ原料液を注入するための注入口を有し、
前記注入口からプラスチックレンズ原料液を注入し、上記注入口を設けた空間から前記機能性フィルム周縁部と前記凹部との間の隙間を介して、他方の空間へプラスチックレンズ原料液を注入する、[5]または[6]に記載のプラスチックレンズの製造方法。
[8]前記ガスケットの円筒体に設けられた突起帯の突起側面を、前記第1モールドまたは第2モールドの成形面周縁部と当接させることにより、該モールドを位置決めすることを含む[5]〜[7]のいずれかに記載のプラスチックレンズの製造方法。
【発明の効果】
【0008】
本発明によれば、機能性フィルムを含むプラスチックレンズ(機能性レンズ)の生産性向上が可能である。
【図面の簡単な説明】
【0009】
【図1】本発明の一態様にかかるガスケットを含む成形型の断面図である。
【図2】図1に示すガスケットをモールドを嵌挿しない状態で開口8A側から見た平面図および開口8B側から見た平面図である。
【図3】図1に示す円筒部材6の断面図および円筒部材6の開口8Aにモールド5Aを嵌挿した状態を示す断面図である。
【図4】図1に示す円筒部材7の断面図および円筒部材7の開口8Bに機能性フィルム2を配置した状態を示す断面図である。
【図5】ガスケットを構成する円筒部材の一態様を示す断面図である。
【図6】図1に示す成形型へプラスチックレンズ原料液を注入する工程を示す説明図である。
【図7】実施例で作製した各偏光レンズにおける偏光フィルムの位置の測定結果を示すグラフである。
【図8】実施例で作製した偏光レンズの肉厚分布を示すグラフである。
【発明を実施するための形態】
【0010】
本発明は、機能性フィルムを含むレンズを製造するために使用されるガスケットに関する。本発明のガスケットは、レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有する円筒体からなり、前記円筒体は、内壁面に円周方向全周にわたり突設された第1突起帯および第2突起帯とにより形成される、前記機能性フィルムの周縁部を円周方向全周にわたり移動可能に保持可能な凹部を有するものである。
以下、図面に基づき本発明のガスケットについて説明するが、本発明は下記態様に限定されるものではない。
【0011】
図1は、本発明の一態様にかかるガスケットを含む成形型の断面図である。図1中、成形型1は、第1の円筒部材6と第2の円筒部材7を組み付けることにより構成される円筒体であるガスケットと、該ガスケットの2つの開口8A、8Bにそれぞれ嵌挿されたモールド5A、5Bから構成される。ガスケットと2つのモールドにより閉塞されるキャビティ9において、レンズ原料液の注入および硬化を行うことによりレンズ形状の成形体が得られる。ここで図1に示すように、レンズ原料液注入前にキャビティ内に機能性フィルム2を配置しておくことにより、成形型内でレンズ基材と機能性フィルムとを一体成形することができる。
【0012】
図1に示すガスケット(円筒体)は、内壁面に2つの突起帯3、4を有する。図1に示すガスケットをモールドを嵌挿しない状態で開口8A側から見た平面図を図2上図に、開口8B側から見た平面図を図2下図に示す。図2に示すように、突起帯3、4は、ガスケットの内壁面に円周方向全周にわたり突設されている。図1に示すように、この2つの突起帯により形成される凹部(図1中、点線で囲まれた部分)に、機能性フィルムが保持される。この凹部は、機能性フィルムをその円周方向全周にわたって移動可能に保持することができる。即ち、キャビティ9内で機能性フィルム2は、突起帯3、4により挟持固定されることなく、前後上下に自由自在に移動可能な状態で保持される。図1に示す態様では、機能性フィルム2は一方の面の周縁部分が突起帯4と接し、下方が凹部底面と接しているが、例えば成形型を傾斜させれば機能性フィルム2は凹部内で移動しこの接触状態は解除される。このような状態で配置された機能性フィルムは、キャビティ内に配置した後もピンセット等により位置変更を行うことができる。したがって、アセンブリ後の位置調整が可能である。また、先に説明したように、上記状態で保持された機能性フィルムはレンズ原料液注入中も大きな位置ずれを起こすことはなかった。これは、キャビティ内にレンズ原料液を注入すると浮力により機能性フィルムが浮き上がり、以降この状態で安定に維持されるからであると考えられる。また、機能性フィルムを挟持することは、特に、機能性フィルムが薄い場合にはシワやヨレが生じる原因となるため、機能性フィルムを挟持せず保持することは機能性フィルムのシワやヨレの発生を防ぐことができる点でも有利である。
【0013】
機能性フィルムを移動可能な状態で保持するためには、凹部を構成する2つの突起帯の間隔を機能性フィルムの膜厚よりも広くするとともに、ガスケットの内径を機能性フィルムの外径より広くすればよい。例えば、突起帯の間隔を、機能性フィルムの膜厚の1.02〜12.5倍程度の大きさとすること、上記凹部におけるガスケットの内径を機能性フィルムの外径の1.001〜1.05倍程度の大きさとすることが、それぞれ好ましい。また、機能性フィルムを所定の位置に保持するためには、凹部を開口部分に向けて幅が狭くなるテーパー形状に形成することが好ましい。例えば、少なくとも一方の突起帯を他方の突起帯に向けて傾斜させることにより、上記テーパー形状の凹部を形成することができる。図1に示す態様では、突起帯3は、ガスケット内壁面とのなす角度が90°であり、突起帯4が突起帯3に向けて30°程度傾斜した状態に形成されているが、突起帯3、突起帯4を、それぞれ他方の突起帯に対して傾斜させること、突起帯3を突起帯4に向けて傾斜させることも可能である。また、傾斜角度は機能性フィルムを保持できる程度であればよく、特に限定されるものではない。
【0014】
図1に示す成形型に含まれるガスケットは、2つの円筒部材6、7により構成されているが、本発明のガスケットは2部構成であることは必須ではなく、内壁面に上記2つの突起帯を有する単一の円筒部材からなるガスケットであることもできる。このような構成のガスケットにおいて上記凹部への機能性フィルムの配置は、例えばピンセット等により機能性フィルムを押し込むことにより行うことができる。ただしこの場合には、機能性フィルムの押し込み時にわずかながらシワやキズが生じる可能性がある。これに対し、2部構成のガスケットであれば、後述するように一方の円筒部材に機能性フィルムを配置した状態で2つの円筒部材を組み付ければよいため、シワやキズを生じることなく機能性フィルムを配置できる点で有利である。
以下、2部構成のガスケットについて、更に詳細に説明する。
【0015】
図3は、図1に示す円筒部材(以下、「内側円筒部材」ともいう)6の断面図(左図)、および円筒部材6の開口8Aにモールド5Aを嵌挿した状態を示す断面図(右図)である。図4は、図1に示す円筒部材(以下、「外側円筒部材」ともいう)7の断面図(左図)、および円筒部材7の開口8Bに機能性フィルム2を配置した状態を示す断面図(右図)である。内側円筒部材の内周部に、外側円筒部材の外周部を嵌挿することにより、図1に示すガスケット(円筒体)が構成される。
【0016】
前述のように一方の円筒部材に機能性フィルムを配置した状態で2つの円筒部材を組み付けガスケットを構成するには、2つの突起帯の一方を内側円筒部材に設け、他方を外側円筒部材に設けることが好ましい。これにより、一方の円筒部材側に機能性フィルムを配置した状態で、外側円筒部材の内周部に内側円筒部材の外周部を嵌挿すれば、2つの突起帯により形成される凹部に機能性フィルムを配置することができる。
【0017】
図3に示す内側円筒部材には、端面全周にわたり突起帯4が突設されており、図4に示す外側円筒部材には、その内壁面に突起帯3が突設されている。図4中の突起帯3には段付け部(点線で囲んだ部分)が設けられており、この段付け部が内側円筒部材の突起帯3と当接することにより内側円筒部材を位置決めするとともに、2つの突起帯により形成される凹部の間隔を決める役割を果たす。または、外側円筒部材に段付け部を設けず、図5に示すように内側円筒部材の内壁面に突起帯4を設け、内側円筒部材の外側円筒部材に嵌挿する側の開口からの距離により凹部の間隔を調整することも可能である。
【0018】
各円筒部材には、モールドを位置決め保持するための保持部を設けることができる。この保持部は、例えば円筒部材内壁面に設けた突起部または突起帯であることができる。または、前記凹部を形成するための突起帯が、モールドの位置決め保持のための保持部を兼ねることもできる。図3に示す円筒部材では、突起帯4が、その一方の突起側面をモールド5Aの成形面周縁部と当接することにより、モールド5Aを位置決めする役割を果たしている。これによりモールド5Aと機能性フィルムとの間隔を制御する役割も果たすことができる。
【0019】
例えば、図3に示すようにモールド5Aを配置した内側円筒部材6の外周部を、図4に示すように内側円筒部材を嵌挿する開口側に機能性フィルム2を配置した外側円筒部材7の内周部に嵌挿し、次いでモールド5Bを外側円筒部材の他方の開口に嵌挿することにより、図1に示す成形型を構成することができる。または、2つの円筒部材の組み付け後に、2つのモールドをそれぞれ開口に嵌挿してもよく、2つのモールドをそれぞれ開口に嵌挿した状態で2つの円筒部材の組み付けを行うことも可能である。組み付け後に機能性フィルムの位置調整を行うためには、上記のように2つの円筒部材の組み付け後に一方のモールドを嵌挿することが好ましい。内側円筒部材と外側円筒部材は、内側円筒部材の外周部と外側円筒部材の内周部が上記組み付け後に、注入されるレンズ原料液が流出しない程度に隙間なく密着可能な形状とすることが好ましい。また、各円筒部材は、例えば、エチレン酢酸ビニル共重合体、ポリエチレン、ポリプロピレン、ポリエチルアクリレート、シリコンゴム、ポリプロピレンとエチレンプロピレンゴムとの混合品等の弾性を有する樹脂から射出成形等により作製することができる。また、単一部材からなるガスケットも同様に、弾性を有する樹脂から射出成形等により作製可能である。
【0020】
以上説明した本発明のガスケットは機能性フィルムを挟持することなく保持するため、機能性フィルム毎にガスケットを設計・製造する必要なく単一形状のガスケットにより各種曲率を有する機能性フィルムを保持することができる。例えば2ベースカーブ〜5ベースカーブ程度の曲率を有する機能性フィルムであれば、単一種のガスケットにより対応可能である。また、累進屈折力レンズやトーリックレンズ等の複雑な面形状を有するレンズ用の機能性フィルムは、通常、この複雑な面形状を有するように製造される。したがって、機能性フィルムを挟持する従来法では、これら複雑な面形状に対応した挟持固定部を有するガスケットを、上記面形状に応じて個別に設計・製造する必要がある。これに対し本発明のガスケットによれば、挟持固定部を設ける必要がないため、単純なガスケット形状により上記複雑な面形状を有する機能性フィルムに対応可能である。
【0021】
更に本発明は、前記ガスケットを用いて機能性フィルムを含むプラスチックレンズを製造する方法に関する。本発明のプラスチックレンズの製造方法は、以下の2つの態様を含む。下記態様1は、本発明のガスケットを使用するものであり、下記態様2は、前述の内側円筒部材と外側円筒部材から構成される円筒体からなる本発明のガスケットを使用するものである。以下、態様1と態様2をあわせて、本発明の製造方法ともいう。
(態様1)
本発明のガスケットの2つの開口に、レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿させることにより、前記凹部を含むキャビティを形成すること、
前記キャビティ内に、上記凹部に周縁部を円周方向全周にわたり移動可能に保持した状態で機能性フィルムを配置すること、
前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより、機能性フィルムを含むレンズ形状の成形体を得ること、
を含むプラスチックレンズの製造方法。
(態様2)
前述の第1の円筒部材内周部に第2の円筒部材の外周部を嵌挿することにより構成される本発明のガスケットの2つの開口に、レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿させることにより、前記凹部を含むキャビティを形成すること、
前記第1の円筒部材または第2の円筒部材のいずれか一方に機能性フィルムを配置した状態で、前記第2の円筒部材の外周部を前記第1の円筒部材の内周部に嵌挿することにより、前記第1の円筒部材に含まれる突起帯と第2の円筒部材に含まれる突起帯により形成される凹部に、前記機能性フィルムを周縁部を円周方向全周にわたり移動可能に保持した状態で配置すること、
前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより、機能性フィルムを含むレンズ形状の成形体を得ること、
を含むプラスチックレンズの製造方法。
以下、本発明の製造方法について、更に詳細に説明する。
【0022】
本発明の製造方法において使用される2つのモールド(第1モールド、第2モールド)は、プラスチックレンズの光学機能面を形成するための成形面を有する。例えば、2つのモールドは、一方がプラスチックレンズの後面(凹面)を形成すべき凸面側に成形面を有する凸面型(下型とも呼ばれる)、他方がプラスチックレンズの前面(凸面)を形成すべく凹面側に成形面を有する凹面型(上型とも呼ばれる)の組み合わせであることができる。図1に示す成形型は、上記組み合わせの一対のモールドを含むものである。ただし本発明で使用するモールドは、上記組み合わせに限定されるものではなく、所望のレンズ形状に応じたモールドを選択して使用すればよい。ガスケットの円筒体の内径は、開口に嵌挿する各モールドの外径と実質的に同一かまたは若干小さくすればよい。また、円筒体に装着したモールドは、必要に応じてその両側から円筒体内部に押し込む方向にバネ等で挟持してガスケットに固定してもよい。前述のように、少なくとも一方のモールドの嵌挿前に、機能性フィルムを凹部内に配置することが、機能性フィルムの位置調整を行うことができるため好ましい。上記2つのモールドの成形面の間隔は、機能性フィルムを含む成形されるプラスチックレンズの厚さに相当する。成形されるプラスチックレンズの厚さは、例えば1〜30mm程度であるが、上記範囲に限定されるものではない。また、先に説明したように、ガスケットに設けた突起帯の突起側面を、前記第1モールドまたは第2モールドの周縁端部と当接させることにより、該モールドを位置決めすることも好適である。図1に示す態様では、突起帯4の突起側面をモールド5Aの成形面の周縁部と当接させることにより、モールド5Aの位置決めを行っている。
【0023】
上記形成されるキャビティには、レンズ原料液の注入前に機能性フィルムが配置される。機能性フィルムの配置方法の詳細は、先に説明した通りである。前述のように、2部構成の円筒体からなるガスケットを使用する場合には、内側円筒部材または外側円筒部材のいずれか一方に機能性フィルムを配置した状態で、内側円筒部材の外周部を外側円筒部材の内周部に嵌挿することにより、各円筒部材にそれぞれ含まれる突起帯により形成される凹部に、機能性フィルムを周縁部を円周方向全周にわたり移動可能に保持した状態で配置すること(態様2)が好ましい。例えば、図1に示す成形型を構成するには、第1の円筒部材(外側円筒部材)の内周部に機能性フィルムを配置した状態で、第2の円筒部材(内側円筒部材)の外周部を該内周部に嵌挿することにより、第1の円筒部材の内壁面に位置する突起帯と第2の円筒部材の端面全周にわたり突設された突起帯により形成される凹部に、前記機能性フィルムを周縁部を円周方向全周にわたり移動可能に保持した状態で配置することが好ましい。
【0024】
前記凹部に配置される機能性フィルムとしては、調光膜、偏光膜等の各種機能性フィルムを挙げることができ、レンズに付与すべき所望の性能に応じた機能性フィルムを選択すればよい。これら機能性フィルムは、市販品として入手可能であり、または公知の方法で成膜可能である。機能性フィルムの膜厚は、特に限定されないが、例えば0.05〜50μm程度である。前述のように、この機能性フィルムを配置する凹部を形成する2つの突起帯の間隔は、上記機能性フィルムの膜厚に応じて設定することが好ましい。また、一般に機能性レンズの作製に使用される機能性フィルムの比重はプラスチックレンズ原料液の比重より小さい。後述する実施例で示すように、本発明のガスケットでは機能性フィルムを挟持固定しないにもかかわらず機能性フィルムが大きく位置ずれしない理由は、キャビティ内にプラスチックレンズ原料液を注入すると、この原料液より低比重の機能性フィルムが浮力により浮き上がり、以降安定に維持されることにあると考えられる。
【0025】
上記機能性フィルムを配置した凹部を含むキャビティを形成した後、該キャビティへプラスチックレンズ原料液を注入する。前記キャビティへ注入されるレンズ原料液は、通常プラスチックレンズ基材、好ましくは眼鏡レンズ用プラスチックレンズ基材を構成する各種ポリマーの原料モノマー、オリゴマーおよび/またはプレポリマーを含むことができ、共重合体を形成するために2種以上のモノマーの混合物を含むこともできる。プラスチックレンズ原料液は、重合性(硬化性)成分を含むものであり、キャビティ内で重合(硬化)することによりレンズ形状に成形される。上記硬化性成分は、熱硬化性成分であっても光硬化性成分であってもよいが、注型重合では通常、熱硬化性成分が使用される。レンズ原料液には、必要があればモノマーの種類に応じて選択した触媒を添加することもできる。また、レンズ原料液には、通常使用される各種添加剤を含むこともできる。
【0026】
前記レンズ原料液の具体例としては、例えば、メチルメタクリレートと一種以上の他のモノマーとの共重合体、ジエチレングリコールビスアリルカーボネートと一種以上の他のモノマーとの共重合体、ポリウレタンとポリウレアの共重合体、ポリカーボネート、ポリスチレン、ポリ塩化ビニル、不飽和ポリエステル、ポリエチレンテレフタレート、ポリウレタン、ポリチオウレタン、エン−チオール反応を利用したスルフィド樹脂、硫黄を含むビニル重合体等を重合可能な原料液が挙げられる。上記中、硬化性成分としてはウレタン系が好適であるが、これに限定されるものではない。キャビティへのレンズ原料液の注入は、通常の注型重合と同様に、ガスケットに設けた注入口からプラスチックレンズ原料液をキャビティ内に導入することにより行うことができる。
【0027】
本発明の製造方法では、キャビティ内に機能性フィルムが配置された状態でレンズ原料液が注入される。したがって、キャビティは機能性フィルムによって区切られた2つの空間を有する。レンズ原料液は通常、ガスケットに設けた注入口から、上記2つの空間のいずれか一方に注入される。この点を、図6を参照し説明する。
【0028】
図6は、図1に示す成形型へプラスチックレンズ原料液を注入する工程を示す説明図である。
通常の機能性レンズでは、物体側に近い位置に機能性フィルムを配置する。物体側の光学機能面を形成するモールド成形面と機能性フィルムとの間隔は、通常0.2〜1.0mm程度に設定される。図6に示す態様でも、物体側の光学機能面を形成するモールド5A側(上型側)に近い位置に機能性フィルム2を配置している。モールド5Aと機能性フィルムとにより形成される空間9−2は、眼球側の光学機能面を形成するモールド5B(下型)と機能性フィルム2とにより形成される空間9−1よりも狭いため、注入操作の容易性および注入時間の短縮化のためには、空間9−1側にプラスチックレンズ原料液を注入することが好ましい。そこで図6に示す態様では、空間9−1にプラスチックレンズ原料液を注入すべく、ガスケット1には空間9−1側に注入口10を設けている。したがって、注入口10から導入されたプラスチックレンズ原料液Mは、まず空間9−1に導入される。ここで機能性フィルム2は、全周および前後方向にわたり空間を有するようにガスケット1の凹部に保持されているため、空間9−1に注入されたプラスチックレンズ原料液Mは、機能性フィルム2の周縁部とガスケット内壁面の凹部との間の隙間を介して、モールド5Aと機能性フィルム2により形成される空間9−2へ流入することができる。また、この隙間を介して一方の空間から他方の空間への空気の移動も可能である。このように機能性フィルムの円周方向全周にわたる隙間を介してプラスチックレンズ原料液および空気の移動が可能であることにより、従来法のように限られた空間から原料液を流入させる場合と比べ、空間9−1と空間9−2とのレンズ原料液Mの注入速度差の低減および空間9−1から空間9−2へのレンズ原料液Mの注入速度の高速化が可能となる。
【0029】
次いで、キャビティ内へのレンズ原料液の注入終了後、注入されたレンズ原料液に加熱、光照射等を施すことにより、レンズ原料液に含まれる硬化性成分の硬化反応を行いレンズ形状の成形体を得ることができる。硬化反応条件(例えば加熱昇温プログラム)は、特に限定されるものではなく、使用するレンズ原料液の種類に応じて決定すればよい。硬化処理終了後、レンズと密着している2つのモールドを、公知の方法により分離(離型)することにより、空間9−1、9−2に相当する2つのレンズ基材間に機能性フィルムを有するプラスチックレンズ(機能性レンズ)を得ることができる。離型後に得られた機能性レンズ上には更に必要に応じて、ハードコート膜、反射防止膜、撥水膜、紫外線吸収膜、赤外線吸収膜、フォトクロミック膜、静電防止膜等の各種機能性フィルムを公知の成膜方法によって積層することもできる。
【0030】
以上の工程により、高い生産性をもって機能性フィルムを含むプラスチックレンズを得ることができる。得られた機能性レンズは、眼鏡レンズ等の各種レンズとして好適に使用可能である。
【実施例】
【0031】
以下に、実施例により本発明を更に説明する。但し、本発明は実施例に示す態様に限定されるものではない。
【0032】
1.偏光レンズの製造
前述のように、外側円筒部材7側に偏光フィルムを配置した状態で、モールド5Aを組み付けた内側円筒部材6の外周部を、外側円筒部材7の内周部に嵌挿することにより図6に示す成形型を組み立てた。これにより、偏光フィルム2は図6に示すように2つの突起帯3、4により形成される凹部に配置された。偏光フィルムの厚さは30μm、凹部開口における突起帯3と突起帯4との間隔は0.04mm、偏光フィルムの外径は67mm、2つの円筒部材から構成されるガスケットの内径は、凹部において67.1mmであった。この状態で成形型を上下左右に動かしたところ、成形型内で凹部に保持された状態で偏光フィルムは自在に移動可能であった。なお、例えば厚さが30〜40μmであり外径が67〜88mmの機能性フィルムについては、凹部開口における2つの突起帯の間隔を0.04〜0.5mm程度とし、ガスケットの内径を、凹部において67.1〜90mm程度とすることが好適である。次いで、外側円筒部材7側の開口にモールド5Bを嵌挿させてキャビティを形成した。形成したキャビティに熱硬化性ウレタン系モノマーを含むレンズ原料液を注入し所定の重合プログラムにて加熱重合しモノマーを硬化させた。重合が終了し硬化したレンズからモールドを離型した。離型後、所定のプログラムでアニール処理を行った。
以上の工程を繰り返し、内部に偏光フィルムを有するメニスカス形状の偏光レンズを合計8枚作製した。
【0033】
2.偏光レンズ中の偏光フィルムの位置測定
上記1.で得た8枚の偏光レンズについて、ステージ付きマイクロスコープにより物体側表面から偏光フィルムまでの位置を、図7に示す9点で測定した。結果を図7に示す。
図7に示すように、偏光フィルムの位置はどの測定点においても物体側表面から0.3〜1.0mm以内に収まっていた。この結果から、ガスケットにより偏光フィルムを挟持固定しなかったにもかかわらず、レンズ原料液注入中にキャビティ内で偏光フィルムが大きな位置ずれを起こさなかったことがわかる。これは前述のように、偏光フィルムが浮力により安定化されたためと推察している。
【0034】
3.キャスト性の評価
上記1.と同様の方法で合計24枚の偏光レンズを作製し、得られた偏光レンズの幾何中心の肉厚(CT)をシックネスゲージにより測定した。結果を図8に示す。
キャビティ内で偏光フィルムにより区切られた物体側の空間へのレンズ原料液の注入不良が発生すると、得られたレンズの肉厚に大きなバラつきが生じることになるが、図8に示すように24枚の偏光レンズの肉厚のバラつきは1mm程度に収まり肉厚精度が良好であることが確認できる。また、得られた各レンズを目視で観察した結果、アワ不良は観察されなかった。
以上の結果により、実施例で使用した成形型はキャスト性が良好であることが示された。
【産業上の利用可能性】
【0035】
本発明は、偏光レンズ等の各種機能性レンズの製造分野に有用である。
【符号の説明】
【0036】
1 ガスケット
2 機能性フィルム
3 突起帯
4 突起帯
5A、5B モールド
6 内側円筒部材
7 外側円筒部材
8A、8B モールド嵌挿用開口
9 キャビティ
10 注入口
M プラスチックレンズ原料液
【特許請求の範囲】
【請求項1】
機能性フィルムを含むレンズを製造するために使用されるガスケットであって、
レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有する円筒体からなり、
前記円筒体は、内壁面に円周方向全周にわたり突設された第1突起帯および第2突起帯とにより形成される、前記機能性フィルムの周縁部を円周方向全周にわたり移動可能に保持可能な凹部を有することを特徴とする、前記ガスケット。
【請求項2】
前記円筒体は、第1の円筒部材の内周部に第2の円筒部材の外周部を嵌挿することにより構成される請求項1に記載のガスケット。
【請求項3】
前記第1突起帯および第2突起帯の一方は前記第1の円筒部材に含まれ、他方は前記第2の円筒部材に含まれ、
前記内周部と外周部との嵌挿により、前記凹部が形成される、請求項2に記載のガスケット。
【請求項4】
前記第1突起帯および第2突起帯のいずれか一方は、前記第1の円筒部材の内壁面に位置し、かつ他方の突起帯は、前記第2の円筒部材の端面全周にわたり突設された突起帯である、請求項3に記載のガスケット。
【請求項5】
請求項1〜4のいずれか1項に記載のガスケットの2つの開口に、レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿させることにより、前記凹部を含むキャビティを形成すること、
前記キャビティ内に、上記凹部に周縁部を円周方向全周にわたり移動可能に保持した状態で機能性フィルムを配置すること、
前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより、機能性フィルムを含むレンズ形状の成形体を得ること、
を含むプラスチックレンズの製造方法。
【請求項6】
請求項3または4に記載のガスケットの2つの開口に、レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿させることにより、前記凹部を含むキャビティを形成すること、
前記第1の円筒部材または第2の円筒部材のいずれか一方に機能性フィルムを配置した状態で、前記第2の円筒部材の外周部を前記第1の円筒部材の内周部に嵌挿することにより、前記第1の円筒部材に含まれる突起帯と第2の円筒部材に含まれる突起帯により形成される凹部に、前記機能性フィルムを周縁部を円周方向全周にわたり移動可能に保持した状態で配置すること、
前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより、機能性フィルムを含むレンズ形状の成形体を得ること、
を含むプラスチックレンズの製造方法。
【請求項7】
前記キャビティは、前記機能性フィルムによって区切られた2つの空間を有し、
前記ガスケットは、上記2つの空間のいずれか一方に前記プラスチックレンズ原料液を注入するための注入口を有し、
前記注入口からプラスチックレンズ原料液を注入し、上記注入口を設けた空間から前記機能性フィルム周縁部と前記凹部との間の隙間を介して、他方の空間へプラスチックレンズ原料液を注入する、請求項5または6に記載のプラスチックレンズの製造方法。
【請求項8】
前記ガスケットの円筒体に設けられた突起帯の突起側面を、前記第1モールドまたは第2モールドの成形面周縁部と当接させることにより、該モールドを位置決めすることを含む請求項5〜7のいずれか1項に記載のプラスチックレンズの製造方法。
【請求項1】
機能性フィルムを含むレンズを製造するために使用されるガスケットであって、
レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有する円筒体からなり、
前記円筒体は、内壁面に円周方向全周にわたり突設された第1突起帯および第2突起帯とにより形成される、前記機能性フィルムの周縁部を円周方向全周にわたり移動可能に保持可能な凹部を有することを特徴とする、前記ガスケット。
【請求項2】
前記円筒体は、第1の円筒部材の内周部に第2の円筒部材の外周部を嵌挿することにより構成される請求項1に記載のガスケット。
【請求項3】
前記第1突起帯および第2突起帯の一方は前記第1の円筒部材に含まれ、他方は前記第2の円筒部材に含まれ、
前記内周部と外周部との嵌挿により、前記凹部が形成される、請求項2に記載のガスケット。
【請求項4】
前記第1突起帯および第2突起帯のいずれか一方は、前記第1の円筒部材の内壁面に位置し、かつ他方の突起帯は、前記第2の円筒部材の端面全周にわたり突設された突起帯である、請求項3に記載のガスケット。
【請求項5】
請求項1〜4のいずれか1項に記載のガスケットの2つの開口に、レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿させることにより、前記凹部を含むキャビティを形成すること、
前記キャビティ内に、上記凹部に周縁部を円周方向全周にわたり移動可能に保持した状態で機能性フィルムを配置すること、
前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより、機能性フィルムを含むレンズ形状の成形体を得ること、
を含むプラスチックレンズの製造方法。
【請求項6】
請求項3または4に記載のガスケットの2つの開口に、レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿させることにより、前記凹部を含むキャビティを形成すること、
前記第1の円筒部材または第2の円筒部材のいずれか一方に機能性フィルムを配置した状態で、前記第2の円筒部材の外周部を前記第1の円筒部材の内周部に嵌挿することにより、前記第1の円筒部材に含まれる突起帯と第2の円筒部材に含まれる突起帯により形成される凹部に、前記機能性フィルムを周縁部を円周方向全周にわたり移動可能に保持した状態で配置すること、
前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより、機能性フィルムを含むレンズ形状の成形体を得ること、
を含むプラスチックレンズの製造方法。
【請求項7】
前記キャビティは、前記機能性フィルムによって区切られた2つの空間を有し、
前記ガスケットは、上記2つの空間のいずれか一方に前記プラスチックレンズ原料液を注入するための注入口を有し、
前記注入口からプラスチックレンズ原料液を注入し、上記注入口を設けた空間から前記機能性フィルム周縁部と前記凹部との間の隙間を介して、他方の空間へプラスチックレンズ原料液を注入する、請求項5または6に記載のプラスチックレンズの製造方法。
【請求項8】
前記ガスケットの円筒体に設けられた突起帯の突起側面を、前記第1モールドまたは第2モールドの成形面周縁部と当接させることにより、該モールドを位置決めすることを含む請求項5〜7のいずれか1項に記載のプラスチックレンズの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−31492(P2011−31492A)
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願番号】特願2009−179907(P2009−179907)
【出願日】平成21年7月31日(2009.7.31)
【出願人】(000113263)HOYA株式会社 (3,820)
【Fターム(参考)】
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願日】平成21年7月31日(2009.7.31)
【出願人】(000113263)HOYA株式会社 (3,820)
【Fターム(参考)】
[ Back to top ]