
機能性繊維シートおよびその製造方法
【課題】
本発明は、通気性、捕集効率および脱臭性能などの粒子付加機能に優れた繊維シートを提供せんとするものである。
【解決手段】
本発明の繊維シートは、繊維構造物に機能性粒子を樹脂付着させた繊維シートにおいて、該繊維シートが少なくとも以下の(A)、(B)の繊維構成を満たしていることを特徴とするものである。
(A)繊維径が5.0μm以上15.0μm未満である繊維の割合が該繊維シートを構成する繊維全体の5〜15重量%である。
(B)繊維径が20〜100μmであり、かつ該機能性粒子の平均粒径[μm]の5倍以上の太さを有する繊維の割合が繊維全体の75〜95%である。
本発明は、通気性、捕集効率および脱臭性能などの粒子付加機能に優れた繊維シートを提供せんとするものである。
【解決手段】
本発明の繊維シートは、繊維構造物に機能性粒子を樹脂付着させた繊維シートにおいて、該繊維シートが少なくとも以下の(A)、(B)の繊維構成を満たしていることを特徴とするものである。
(A)繊維径が5.0μm以上15.0μm未満である繊維の割合が該繊維シートを構成する繊維全体の5〜15重量%である。
(B)繊維径が20〜100μmであり、かつ該機能性粒子の平均粒径[μm]の5倍以上の太さを有する繊維の割合が繊維全体の75〜95%である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば高風量下で空気中の粉塵や有害ガスを効率的に除去し、かつ通気性に優れた繊維シートに関するものである。
【背景技術】
【0002】
従来、高風量下における空気中の粉塵を効率的に除去する方法として、異繊度の繊維を特定の割合で混合した濾材を用いることにより、高寿命、高捕集性能を持ったエアフィルターを得る方法(特許文献1参照)が提案されている。
【0003】
しかしながら、この前例においては例えばアセトアルデヒド等の悪臭として感じられる有害ガスの捕集効率は極めて低い上に、わずかに捕集した臭気が繊維表面にそのままの状態で残存するため、すぐに脱離して悪臭として発生してしまう。
【0004】
また、アセトアルデヒドなどの空気中の有害物質を除去して清浄な空気を供給するための濾材を得る方法として、粉体を不織布などの多孔質基材の孔径よりも大きな径を持った状態で凝集させ、基材全体に付着させる方法(特許文献2参照)が提案されている。
【0005】
また、不織布あるいは不織布表面にバインダー層をあらかじめ形成し、活性炭の流動層を通過させることにより、活性炭の表面が露出された状態を作り、バインダーによる活性炭の機能低下を防止した吸着剤を得る方法(特許文献3参照)が提案されている。
【0006】
しかし、これらの前例においては、機能性粒子の付着に伴う濾材の目詰まりが著しく、通気性の低いものになるため、特に高風量のエアーを処理する状況において圧力損失が著しく大きくなるため好ましくない。
【特許文献1】特開2001−137630号公報
【特許文献2】特許第03817061号公報
【特許文献3】特許第3712084号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、かかる従来技術の欠点を解消し、通気性、捕集効率および脱臭性能などの粒子付加機能に優れた繊維シートを提供せんとするものである。
【課題を解決するための手段】
【0008】
本発明は、かかる課題を解決するために、次のような手段を採用する。
【0009】
すなわち、本発明の繊維シートは、繊維構造物に機能性粒子を樹脂付着させた繊維シートにおいて、該繊維シートが少なくとも以下の(A)、(B)の繊維構成を満たしていることを特徴とするものである。
(A)繊維径が5.0μm以上15.0μm未満である繊維の割合が該繊維シートを構成する繊維全体の5〜15重量%である。
(B)繊維径が20〜100μmであり、かつ該機能性粒子の平均粒径[μm]の5倍以上の太さを有する繊維の割合が繊維全体の75〜95%である。
【0010】
また、本発明の製造方法は、機能性粒子を混合分散させた液を繊維構造物に保持させ、さらに乾燥させる工程を経ることを特徴とするものである。
【発明の効果】
【0011】
本発明の繊維シートによれば、機能性粒子による有害ガス除去などの付加機能を持ち、かつ粒子を固定する樹脂によるシートの目詰まりがないため通気性が高く、繊維表面に過剰に樹脂が付着しない、つまり微細塵の捕集性能に優れたもの提供することができるものである。かかる繊維シートは、各種エアフィルター用濾材として好ましく利用される。
【発明を実施するための最良の形態】
【0012】
本発明は、前記課題、つまり通気性、捕集効率および脱臭性能などの粒子付加機能に優れた繊維シートについて、鋭意検討し、特定な繊維径を有する2種の繊維で不織布などの繊維シートを構成し、そのうちの、機能性粒子の粒径よりも特定以上の倍率で太い繊維径を有する繊維表面に機能性粒子が集中的に付着される状態を作り出したことにより、かかる課題を一挙に解決することを究明したものである。
【0013】
まず、本発明の繊維シートを得るための最良の形態を説明する。
【0014】
本発明における繊維構造物とは、織物や編物、不織布などの繊維によって構成される面積に対して十分な薄さを持った布帛状の構造物のことをいう。ここで用いられる繊維としては、綿、絹といった天然繊維から、セルロースなどの半合成繊維、ポリエステル、ポリアミド、ポリプロピレン、ビニロンなどの合繊繊維、ガラス繊維や金属繊維などの無機繊維といった幅広い素材から布帛の構造や機能性粒子との接着性などに応じて任意に選択することができる。
【0015】
本発明における機能性粒子とは、気体中の有害物質を物理的もしくは化学反応によって吸着することにより除去する性能を持ったものであり、活性炭、多孔質二酸化ケイ素、ゼオライト、活性アルミナ、ケイ酸アルミニウム、シリカゲル、アルミナゲル、活性白土、リン酸ジルコニウムやポリリン酸アンモニウムなどの層状化合物、多孔性粘土物質の群が挙げられ、これらの中から目的に応じて選択することができる。
【0016】
本発明における樹脂とは、該機能性粒子を繊維構造物に付着して固定するのに必要な粘度と、基材や粒子の性能に影響しない温度で硬化するものであればよく、アクリル樹脂やウレタン樹脂を用いることが好ましい。
【0017】
本発明の最大のポイントは、機能性粒子を樹脂付着させる繊維構造物について、極細の繊維と、付着させる機能性粒子の粒径よりも大幅に繊維径が大きい繊維とを特定の割合で混合することにより、機能性粒子が繊維径の大きい繊維表面に集中的に付着する状態を作り、繊維シート全体の目詰まりを防止して通気性と機能性の両方に優れた繊維シートを得ることである。
【0018】
そのためには、シートの繊維構成として、まず極細繊維として繊維径5.0μm以上10.0未満の繊維を、繊維シートを構成する繊維全体の5〜15%含むことが必須である。この繊維は、空気中の微細塵との接触面積が大きいため捕集効率が高く、かつ機能性粒子と樹脂の付着量が極めて少なく繊維間の空隙を保持して目詰まりを防止する役割をもつ。しかし、かかる極細繊維の繊維径が5.0μm未満であると、構成繊維本数が増えて通気性の低下を引き起こすため好ましくなく、逆にかかる極細繊維の繊維径が15.0μmを超えると、微細塵との接触面積が下がり捕集効率が落ちるため好ましくない。
【0019】
また、上記の極細繊維の割合が繊維全体の5重量%未満であると、繊維シート全体の表面積が小さくなり微細塵の捕集効率が低下し、逆に割合が繊維全体の15重量%を超えると、構成繊維本数の増加から通気性の低下を引き起こすため好ましくない。
【0020】
上記に加えた本発明の必須条件として、繊維径が使用する機能性粒子の平均粒径の5倍以上である繊維径20〜100μmの太繊度の繊維を、繊維シートを構成する繊維全体の75〜95重量%含むことが重要である。この太繊度の繊維は、繊維シート間に大きな空隙を作り高い通気性を付与し、かつ機能性粒子の集中的な付着場となり、付加機能を発現させる役割を持つ。かかる太繊度の繊維の繊維径が平均粒径の5倍未満であると、十分な機能性粒子の付着量が得られないため好ましくない。
【0021】
また、かかる太繊度の繊維の繊維径が20μm未満であると、繊維構成本数が増加し、シート内の空隙量が少なくなり、機能性粒子の付着による通気性の低下を引き起こすため好ましくなく、逆にかかる太繊度の繊維の繊維径が100μmを超えると繊維構成本数が少ないため、結果的に所望の機能性粒子付着量を得られないため好ましくない。
【0022】
また、上記太繊度の繊維の割合が繊維全体の75重量%未満であると、機能性粒子の付着量が十分に得られないため好ましくなく、逆に95重量%を超えると、微細塵の捕集効率が大幅に低下するため好ましくない。
【0023】
本発明の繊維シートにおける繊維構造物は、高風速のエアー処理において高い通気性と微細塵捕集効率を両立する面から密度0.08〜0.20g/cm3の布帛を用いることが好ましく、より好ましくは0.10〜0.14g/cm3で、布帛の形態としては不織布が繊維径の異なる複数の繊維を容易に混合できる面から好ましく、形態としては長繊維不織布、短繊維不織布など公知の形態、樹脂加工、スパンボンド法、メルトブロー法など公知の方法から任意に選択することができるが、湿式抄紙方法で得られる不織布が、シート内における繊維の分散性が高い面で最も好ましい。
【0024】
本発明の繊維シートにおける機能性粒子の形態としては、処理エアーとの接触効率を向上させる上で、微粒子状であることが好ましく、平均粒径としては0.01〜200μmが好ましく、より好ましくは1〜20μmである。平均粒径を200μm未満とすることにより、付着量を上げることができ、かつシートの空隙を塞ぐことがない。
【0025】
さらに上記した平均粒径を持つ機能性粒子の繊維基材の付着量としては、機能性粒子による付加機能の付与と、樹脂と粒子の過剰付着によるシートの目詰まり防止の面から5〜150g/m2が好ましく、より好ましくは10〜100g/m2である。
【0026】
本発明における機能性粒子の形状としては、多孔質状、層状、鱗片状などであることも、表面積を大きくすることができるため好ましく、その中で最も大きな表面積が得られる多孔質状が好ましい。
【0027】
かかる機能性粒子としては、上述の通り、その目的や用途によって任意に選択することができるが、中でも活性炭、多孔質シリカ、活性アルミナ、活性白土、セピオライト、ゼオライトといった多孔質状の微粒子が、前記した理由により特に好ましく採用される。
【0028】
また、本発明における機能性粒子とは、前記した微粒子に消臭剤等の薬剤を添着したものであってもよい。添着する薬剤についてもその目的、用途によって任意に選択することができるが、アジピン酸ジヒドラジドなどの酸ヒドラジド類やヒドラジン類、脂肪族アミン類、芳香族アミン類、尿素類などのアミン化合物は悪臭成分に含まれるアセトアルデヒドの除去性に優れる面から特に好ましく採用される。
【0029】
本発明における繊維シートは、エアフィルター用途に用いることが好ましい。本発明においてエアフィルターとは、気体中を浮遊する固体や液体ミストをろ過するフィルターのことを指し、空気清浄機用、自動車キャビンフィルター用、ビル空調用途など様々な分野に用いることができる。またその際、微細塵の捕集性能を更に向上させる目的で、他の繊維シートと積層して使用してもよい。積層する他の繊維シートは用途や目的に応じて任意に選択できるが、微細塵の捕集性能に優れたエレクトレット化メルトブロー繊維シートを用いることが好ましい。
【0030】
本発明における繊維シートの製造方法は、機能性粒子を混合分散させた液を繊維構造物に保持させ、更に乾燥させる工程を経ることが好ましい。この方法を採用することにより、機能性粒子の添着量を自由に調整することができる。
【0031】
また上記方法の他、例えば機能性粒子を分散させた液を繊維構造物にコーティング処理により塗布したり、スプレー処理で付着させてもよい。
【0032】
また、機能性粒子を先に繊維シート表面に固定したあと、樹脂を混合した水溶液をディッピング処理やスプレー処理で付着させてもよい。
【実施例】
【0033】
以下、実施例によって本発明の作用効果をより具体的に示すが、本発明は下記実施例のみに限定されるものではない。
【0034】
[測定方法]
(1)平均繊維径[μm]
走査型電子顕微鏡写真を適当な倍率でとり、繊維側面を20本以上測定して、その平均値から計測した。繊維構造物がメルトブロー不織布の場合は、繊維径のバラツキが大きいため100本以上を測定して平均値を採用した。
【0035】
(2)圧力損失[Pa]
平板状の繊維シートを有効間口面積0.1m2のホルダーにセットし、面風速0.2m/sで空気を通過させ、濾材上下流の差圧をMODUS社制デジタルマノメータMA2−04Pにて測定した。
【0036】
(3)捕集効率[%]
平板上の繊維シートを有効間口面積0.1m2のホルダーにセットし、面風速0.2m/sで空気を通過させ、濾材上流および下流の粒径0.3〜0.5μmの大気塵粉塵数をパーティクルカウンター(RION社製、型式:KC−01D)で測定し、次式より算出した。
捕集効率(%)=1−(下流粒子数/上流粒子数)×100 。
【0037】
(4)アセトアルデヒドの除去能力(アセトアルデヒド除去率[%])
平板状の繊維シートを有効間口面積0.1m2の実験用の試験ダクトに取り付け、ダクトに温度23℃、湿度50%RHの空気を0.2m/sの速度で送風した。更に上流側から、標準ガスボンベによりアセトアルデヒドを上流濃度20ppmとなるよう添加し、繊維シートの上流側と下流側においてエアーをサンプリングし、赤外吸光式連続モニターを使用してそれぞれのアセトアルデヒド濃度を経時的に測定し、測定開始から5分後の測定値から除去率を算出して記録した。
【0038】
[実施例1]
(繊維構造物)
繊維構造物としては、平均繊維径11μmのポリエステル短繊維7重量%、平均繊維径16μmのポリエステル繊維11重量%、平均繊維径55μmのポリエステル短繊維51重量%および平均繊維径70μmのビニロン短繊維31重量%より構成される繊維群をカードマシンによって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付60g/m2、密度0.16g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は7Pa、捕集効率は51%であった。
【0039】
(機能性粒子)
平均粒径が10μmで、様々な種類の有害ガスの吸着容量に優れた活性炭である、日本エンバイロケミカルズ(株)社製「白鷺DO−2」を使用した。
【0040】
(繊維シート)
前記機能性粒子を3重量%とアクリル樹脂を1.5重量%とを均一分散させた水分散液中に前記繊維基材を含浸させ、乾燥させて、前記機能性粒子を20g/m2付着させた繊維シートを得た。この繊維シートの圧力損失は9Pa、捕集効率は68%、アセトアルデヒド除去率は83%であった。
【0041】
[実施例2]
(繊維構造物)
繊維構造物としては、繊維径11μmのポリエステル短繊維7重量%、繊維径16μmのポリエステル短繊維11重量%、繊維径24μmのポリエステル短繊維51重量%および繊維径40μmのビニロン短繊維31重量%から構成される繊維群を湿式抄紙法にて不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.16g/cm3の短繊維樹脂加工不織布を用いた。
なお、この不織布の圧力損失は7Pa、捕集効率は59%であった。
【0042】
(機能性粒子)
平均粒径が4μmで、孔径2nm以上の孔の容積の割合が全体の70%である富士シリシア製「サイリシア250N」に、日本化成社製「アジピン酸ジヒドラジド」を粒子と同量添着させたものを用いた。
【0043】
(繊維シート)
上記繊維構造物と機能性粒子を用いたこと以外は実施例1と同様の方法で、上記機能性粒子を20g/m2付着させた繊維シートを得た。この繊維シートの圧力損失は11Pa、捕集効率は70%、アセトアルデヒド除去率は85%であった。
【0044】
[実施例3]
(繊維構造物)
繊維構造物としては、繊維径5.5μmのポリエステル短繊維10重量%、繊維径16μmのポリエステル短繊維10重量%、繊維径24μmのポリエステル短繊維56重量%および繊維径40μmのビニロン短繊維24重量%で構成する繊維群を湿式抄紙法にて不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.15g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は10Pa、捕集効率は71%であった。
【0045】
(機能性粒子)
実施例2で用いたのと同様の機能性粒子を用いた。
【0046】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を19g/m2付着させた繊維シートを得た。この繊維シートの圧力損失は13Pa、捕集効率は76%、アセトアルデヒド除去率は80%であった。
【0047】
[実施例4]
(繊維構造物)
繊維構造物としては、繊維径5.5μmのポリエステル短繊維5重量%、繊維径16μmのポリエステル単繊維20重量%、繊維径24μmのポリエステル短繊維50重量%および繊維径40μmのビニロン短繊維25重量%から構成される繊維群を湿式抄紙法によって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付53g/m2、密度0.15g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は9Pa、捕集効率は63%であった。
【0048】
(機能性粒子)
実施例2で用いたものと同様の機能性粒子を用いた。
【0049】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を17g/m2付着させた繊維シートを得た。この繊維シートの圧力損失は18Pa、捕集効率は72%、アセトアルデヒド除去率は77%であった。
【0050】
[実施例5]
(繊維構造物)
繊維構造物としては、繊維径5.5μmのポリエステル短繊維5重量%、繊維径24μmのポリエステル短繊維65重量%および繊維径40μmのビニロン短繊維30重量%から構成される繊維群を湿式抄紙法によって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付33g/m2、密度0.12g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は8Pa、捕集効率は50%であった。
【0051】
(機能性粒子)
実施例2で用いたものと同様の機能性粒子を用いた。
【0052】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を25g/m2付着させた繊維シートを得た。この繊維シートの圧力損失は18Pa、捕集効率は64%、アセトアルデヒド除去率は83%であった。
【0053】
[実施例6]
(繊維構造物)
繊維構造物としては、繊維径5.5μmのポリエステル短繊維15重量%、繊維径16μmのポリエステル短繊維10重量%、繊維径24μmのポリエステル短繊維50重量%および繊維径40μmのビニロン短繊維25重量%から構成される繊維群を湿式抄紙法によって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.17g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は13Pa、捕集効率は68%であった。
【0054】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0055】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を17g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は17Pa、捕集効率は81%、アセトアルデヒド除去率は76%であった。
【0056】
[実施例7]
(繊維構造物)
繊維構造物としては、繊維径15μmのポリエステル短繊維10重量%、繊維径33μmのポリエステル短繊維60重量%、繊維径100μmのビニロン短繊維25重量%および繊維径120μmのビニロン短繊維5重量%から構成される繊維群を湿式抄紙法によって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.11g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は10Pa、捕集効率は43%であった。
【0057】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0058】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を28g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は15Pa、捕集効率は55%、アセトアルデヒド除去率は83%であった。
【0059】
[実施例8]
(繊維構造物)
繊維構造物としては、繊維径15μmのポリエステル短繊維5重量%、繊維径33μmのポリエステル短繊維60重量%および繊維径100μmのビニロン短繊維35重量%から構成される繊維群を湿式抄紙法によって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.09g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は10Pa、捕集効率は45%であった。
【0060】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0061】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を30g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は21Pa、捕集効率は50%、アセトアルデヒド除去率は85%であった。
【0062】
[実施例9]
繊維構造物としては、繊維径15μmのポリエステル短繊維15重量%、繊維径33μmのポリエステル短繊維50重量%、繊維径100μmのビニロン短繊維25重量%および繊維径120μmのビニロン短繊維10重量%から構成される繊維群を湿式抄紙法によって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.07g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は10Pa、捕集効率は48%であった。
【0063】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0064】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を25g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は23Pa、捕集効率は57%、アセトアルデヒド除去率は85%であった。
【0065】
[比較例1]
(繊維構造物)
繊維構造物としては、平均繊維径11μmのポリエステル短繊維10重量%、平均繊維径27μmのポリエステル繊維40重量%および平均繊維径55μmのポリエステル短繊維50重量%より構成される繊維群をカードマシンによって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付60g/m2、密度0.14g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は7Pa、捕集効率は51%であった。
【0066】
(機能性粒子)
機能性粒子は用いなかった。
【0067】
(繊維シート)
繊維構造物をそのまま使用した。このシートのアセトアルデヒド除去率は6%であった。
【0068】
[比較例2]
(繊維構造物)
繊維構造物としては、繊維径1.5μmのポリエステル短繊維10重量%、繊維径16μmのポリエステル短繊維10重量%、繊維径24μmのポリエステル短繊維45重量%および繊維径40μmのビニロン短繊維35重量%から構成される繊維群を湿式抄紙法にて不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.13g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は15Pa、捕集効率は69%であった。
【0069】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0070】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を20g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は38Pa、捕集効率は71%、アセトアルデヒド除去率は83%であった。
【0071】
[比較例3]
(繊維構造物)
繊維構造物としては、繊維径16μmのポリエステル短繊維5重量%、繊維径24μmのポリエステル短繊維60重量%および繊維径40μmのビニロン短繊維35重量%から構成される繊維群を湿式抄紙法にて不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.12g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は10Pa、捕集効率は40%であった。
【0072】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0073】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を20g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は42Pa、捕集効率は46%、アセトアルデヒド除去率は81%であった。
【0074】
[比較例4]
(繊維構造物)
繊維構造物としては、繊維径11μmのポリエステル短繊維3重量%、繊維径16μmのポリエステル短繊維10重量%、繊維径24μmのポリエステル短繊維60重量%および繊維径40μmのビニロン短繊維27重量%から構成される繊維群を湿式抄紙法にて不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.11g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は12Pa、捕集効率は49%であった。
【0075】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0076】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を18g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は40Pa、捕集効率は72%、アセトアルデヒド除去率は77%であった。
【0077】
[比較例5]
(繊維構造物)
繊維構造物としては、繊維径11μmのポリエステル短繊維20重量%、繊維径24μmのポリエステル短繊維55重量%および繊維径40μmのビニロン短繊維25重量%から構成される繊維群を湿式抄紙法にて不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.13g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は19Pa、捕集効率は66%であった。
【0078】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0079】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を18g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は38Pa、捕集効率は86%、アセトアルデヒド除去率は81%であった。
【0080】
[比較例6]
(繊維構造物)
繊維構造物としては、繊維径11μmのポリエステル短繊維10重量%、繊維径16μmのポリエステル繊維20重量%、繊維径24μmのポリエステル短繊維50重量%および繊維径120μmのビニロン短繊維20重量%から構成される繊維群を湿式抄紙法にて不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.11g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は5Pa、捕集効率は33%であった。
【0081】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0082】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を20g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は13Pa、捕集効率は40%、アセトアルデヒド除去率は69%であった。
【0083】
[比較例7]
(繊維構造物)
実施例1に用いたものと同様の不織布を用いた。
【0084】
(機能性粒子)
平均粒径が50μmで、孔径2nm以上の孔の容積の割合が全体の70%である富士シリシア製「サイリシア445」に、日本化成社製「アジピン酸ジヒドラジド」を粒子と同量添着させたものを用いた。
【0085】
(繊維シート)
上記繊維構造物と機能性粒子を用いたこと以外は実施例1と同様の方法で、上記機能性粒子を20g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は55Pa、捕集効率は55%、アセトアルデヒド除去率は80%であった。
【0086】
【表1】

【0087】
【表2】
【0088】
【表3】
【0089】
表から明らかなように、実施例1〜9は、アセトアルデヒドの除去率が測定から5分経過後も60〜85%と高くかつ機能性粒子の付着による圧力損失の増加、即ち通気性の低下が少なく、微細塵の捕集効率に優れた繊維シートであることから、これらの性能を兼備するには極細繊維と付着粒子の粒径以上の繊維径を持った繊維を複合して用いることは必須であるといえる。
【0090】
各実施例に対して比較例1は、アセトアルデヒドとの反応場となる機能性粒子を付着していないため、アセトアルデヒドの除去率が殆どない。従って、機能性粒子の付着は必須であることを示している。
【0091】
また、比較例2は、極細繊維として用いた繊維の繊維径が各実施例と比較して細すぎるため、得られた不織布の空隙が小さくなり、そこに粒子が付着したため通気性が低下したことを示している。
【0092】
また、比較例3は、各実施例と比較して極細の繊維を含まないため、不織布そのものの捕集効率が低いことと、繊維径が大きい繊維のみで構成されるため不織布がフラットになり、粒子がシート全体に膜状に付着して目詰まりを起こしていることを示している。
【0093】
比較例4、5は各実施例と比較して極細繊維の比率が不適であるために、いずれも樹脂の付着による目詰まりが起こっていることを示している。
【0094】
比較例6は各実施例と比較して機能性粒子が集中的に付着する繊維の比率が少なく、他成分の比率が増えたため各性能を兼備できないことを示している。
【0095】
比較例7は各実施例と比較した時、不織布を構成する繊維に対して機能性粒子の粒径が大きすぎるため、付着した機能性粒子の一部が不織布の空隙をも塞いでしまい通気性の低下を引き起こしているためであり、機能性粒子の粒径に対し繊維径は一定以上の大きさが必須であることを示している。
【産業上の利用可能性】
【0096】
本発明による繊維シートは、自動車や鉄道車両などの車室内の空気を清浄化するためのエアフィルター、健康住宅、ペット対応マンション、高齢者入所施設、病院、オフィス等で使用される空気清浄機用エアフィルター、エアコン用エアフィルター、OA機器の吸気・排気フィルター、ビル空調、個別空調用エアフィルター、産業用クリーンルーム用エアフィルター等のエアフィルター用濾材として好ましく利用される。
【図面の簡単な説明】
【0097】
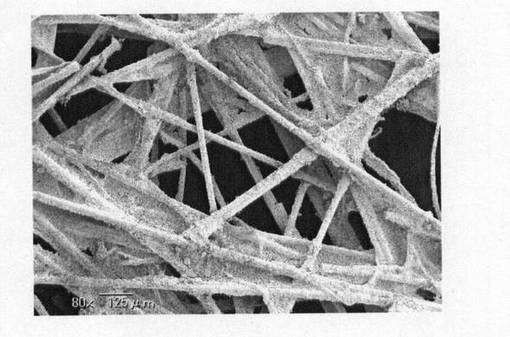
【図1】本発明の繊維シートにおける機能性粒子の付着状態を観察するための繊維の形状を示す顕微鏡拡大写真図である。
【技術分野】
【0001】
本発明は、例えば高風量下で空気中の粉塵や有害ガスを効率的に除去し、かつ通気性に優れた繊維シートに関するものである。
【背景技術】
【0002】
従来、高風量下における空気中の粉塵を効率的に除去する方法として、異繊度の繊維を特定の割合で混合した濾材を用いることにより、高寿命、高捕集性能を持ったエアフィルターを得る方法(特許文献1参照)が提案されている。
【0003】
しかしながら、この前例においては例えばアセトアルデヒド等の悪臭として感じられる有害ガスの捕集効率は極めて低い上に、わずかに捕集した臭気が繊維表面にそのままの状態で残存するため、すぐに脱離して悪臭として発生してしまう。
【0004】
また、アセトアルデヒドなどの空気中の有害物質を除去して清浄な空気を供給するための濾材を得る方法として、粉体を不織布などの多孔質基材の孔径よりも大きな径を持った状態で凝集させ、基材全体に付着させる方法(特許文献2参照)が提案されている。
【0005】
また、不織布あるいは不織布表面にバインダー層をあらかじめ形成し、活性炭の流動層を通過させることにより、活性炭の表面が露出された状態を作り、バインダーによる活性炭の機能低下を防止した吸着剤を得る方法(特許文献3参照)が提案されている。
【0006】
しかし、これらの前例においては、機能性粒子の付着に伴う濾材の目詰まりが著しく、通気性の低いものになるため、特に高風量のエアーを処理する状況において圧力損失が著しく大きくなるため好ましくない。
【特許文献1】特開2001−137630号公報
【特許文献2】特許第03817061号公報
【特許文献3】特許第3712084号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、かかる従来技術の欠点を解消し、通気性、捕集効率および脱臭性能などの粒子付加機能に優れた繊維シートを提供せんとするものである。
【課題を解決するための手段】
【0008】
本発明は、かかる課題を解決するために、次のような手段を採用する。
【0009】
すなわち、本発明の繊維シートは、繊維構造物に機能性粒子を樹脂付着させた繊維シートにおいて、該繊維シートが少なくとも以下の(A)、(B)の繊維構成を満たしていることを特徴とするものである。
(A)繊維径が5.0μm以上15.0μm未満である繊維の割合が該繊維シートを構成する繊維全体の5〜15重量%である。
(B)繊維径が20〜100μmであり、かつ該機能性粒子の平均粒径[μm]の5倍以上の太さを有する繊維の割合が繊維全体の75〜95%である。
【0010】
また、本発明の製造方法は、機能性粒子を混合分散させた液を繊維構造物に保持させ、さらに乾燥させる工程を経ることを特徴とするものである。
【発明の効果】
【0011】
本発明の繊維シートによれば、機能性粒子による有害ガス除去などの付加機能を持ち、かつ粒子を固定する樹脂によるシートの目詰まりがないため通気性が高く、繊維表面に過剰に樹脂が付着しない、つまり微細塵の捕集性能に優れたもの提供することができるものである。かかる繊維シートは、各種エアフィルター用濾材として好ましく利用される。
【発明を実施するための最良の形態】
【0012】
本発明は、前記課題、つまり通気性、捕集効率および脱臭性能などの粒子付加機能に優れた繊維シートについて、鋭意検討し、特定な繊維径を有する2種の繊維で不織布などの繊維シートを構成し、そのうちの、機能性粒子の粒径よりも特定以上の倍率で太い繊維径を有する繊維表面に機能性粒子が集中的に付着される状態を作り出したことにより、かかる課題を一挙に解決することを究明したものである。
【0013】
まず、本発明の繊維シートを得るための最良の形態を説明する。
【0014】
本発明における繊維構造物とは、織物や編物、不織布などの繊維によって構成される面積に対して十分な薄さを持った布帛状の構造物のことをいう。ここで用いられる繊維としては、綿、絹といった天然繊維から、セルロースなどの半合成繊維、ポリエステル、ポリアミド、ポリプロピレン、ビニロンなどの合繊繊維、ガラス繊維や金属繊維などの無機繊維といった幅広い素材から布帛の構造や機能性粒子との接着性などに応じて任意に選択することができる。
【0015】
本発明における機能性粒子とは、気体中の有害物質を物理的もしくは化学反応によって吸着することにより除去する性能を持ったものであり、活性炭、多孔質二酸化ケイ素、ゼオライト、活性アルミナ、ケイ酸アルミニウム、シリカゲル、アルミナゲル、活性白土、リン酸ジルコニウムやポリリン酸アンモニウムなどの層状化合物、多孔性粘土物質の群が挙げられ、これらの中から目的に応じて選択することができる。
【0016】
本発明における樹脂とは、該機能性粒子を繊維構造物に付着して固定するのに必要な粘度と、基材や粒子の性能に影響しない温度で硬化するものであればよく、アクリル樹脂やウレタン樹脂を用いることが好ましい。
【0017】
本発明の最大のポイントは、機能性粒子を樹脂付着させる繊維構造物について、極細の繊維と、付着させる機能性粒子の粒径よりも大幅に繊維径が大きい繊維とを特定の割合で混合することにより、機能性粒子が繊維径の大きい繊維表面に集中的に付着する状態を作り、繊維シート全体の目詰まりを防止して通気性と機能性の両方に優れた繊維シートを得ることである。
【0018】
そのためには、シートの繊維構成として、まず極細繊維として繊維径5.0μm以上10.0未満の繊維を、繊維シートを構成する繊維全体の5〜15%含むことが必須である。この繊維は、空気中の微細塵との接触面積が大きいため捕集効率が高く、かつ機能性粒子と樹脂の付着量が極めて少なく繊維間の空隙を保持して目詰まりを防止する役割をもつ。しかし、かかる極細繊維の繊維径が5.0μm未満であると、構成繊維本数が増えて通気性の低下を引き起こすため好ましくなく、逆にかかる極細繊維の繊維径が15.0μmを超えると、微細塵との接触面積が下がり捕集効率が落ちるため好ましくない。
【0019】
また、上記の極細繊維の割合が繊維全体の5重量%未満であると、繊維シート全体の表面積が小さくなり微細塵の捕集効率が低下し、逆に割合が繊維全体の15重量%を超えると、構成繊維本数の増加から通気性の低下を引き起こすため好ましくない。
【0020】
上記に加えた本発明の必須条件として、繊維径が使用する機能性粒子の平均粒径の5倍以上である繊維径20〜100μmの太繊度の繊維を、繊維シートを構成する繊維全体の75〜95重量%含むことが重要である。この太繊度の繊維は、繊維シート間に大きな空隙を作り高い通気性を付与し、かつ機能性粒子の集中的な付着場となり、付加機能を発現させる役割を持つ。かかる太繊度の繊維の繊維径が平均粒径の5倍未満であると、十分な機能性粒子の付着量が得られないため好ましくない。
【0021】
また、かかる太繊度の繊維の繊維径が20μm未満であると、繊維構成本数が増加し、シート内の空隙量が少なくなり、機能性粒子の付着による通気性の低下を引き起こすため好ましくなく、逆にかかる太繊度の繊維の繊維径が100μmを超えると繊維構成本数が少ないため、結果的に所望の機能性粒子付着量を得られないため好ましくない。
【0022】
また、上記太繊度の繊維の割合が繊維全体の75重量%未満であると、機能性粒子の付着量が十分に得られないため好ましくなく、逆に95重量%を超えると、微細塵の捕集効率が大幅に低下するため好ましくない。
【0023】
本発明の繊維シートにおける繊維構造物は、高風速のエアー処理において高い通気性と微細塵捕集効率を両立する面から密度0.08〜0.20g/cm3の布帛を用いることが好ましく、より好ましくは0.10〜0.14g/cm3で、布帛の形態としては不織布が繊維径の異なる複数の繊維を容易に混合できる面から好ましく、形態としては長繊維不織布、短繊維不織布など公知の形態、樹脂加工、スパンボンド法、メルトブロー法など公知の方法から任意に選択することができるが、湿式抄紙方法で得られる不織布が、シート内における繊維の分散性が高い面で最も好ましい。
【0024】
本発明の繊維シートにおける機能性粒子の形態としては、処理エアーとの接触効率を向上させる上で、微粒子状であることが好ましく、平均粒径としては0.01〜200μmが好ましく、より好ましくは1〜20μmである。平均粒径を200μm未満とすることにより、付着量を上げることができ、かつシートの空隙を塞ぐことがない。
【0025】
さらに上記した平均粒径を持つ機能性粒子の繊維基材の付着量としては、機能性粒子による付加機能の付与と、樹脂と粒子の過剰付着によるシートの目詰まり防止の面から5〜150g/m2が好ましく、より好ましくは10〜100g/m2である。
【0026】
本発明における機能性粒子の形状としては、多孔質状、層状、鱗片状などであることも、表面積を大きくすることができるため好ましく、その中で最も大きな表面積が得られる多孔質状が好ましい。
【0027】
かかる機能性粒子としては、上述の通り、その目的や用途によって任意に選択することができるが、中でも活性炭、多孔質シリカ、活性アルミナ、活性白土、セピオライト、ゼオライトといった多孔質状の微粒子が、前記した理由により特に好ましく採用される。
【0028】
また、本発明における機能性粒子とは、前記した微粒子に消臭剤等の薬剤を添着したものであってもよい。添着する薬剤についてもその目的、用途によって任意に選択することができるが、アジピン酸ジヒドラジドなどの酸ヒドラジド類やヒドラジン類、脂肪族アミン類、芳香族アミン類、尿素類などのアミン化合物は悪臭成分に含まれるアセトアルデヒドの除去性に優れる面から特に好ましく採用される。
【0029】
本発明における繊維シートは、エアフィルター用途に用いることが好ましい。本発明においてエアフィルターとは、気体中を浮遊する固体や液体ミストをろ過するフィルターのことを指し、空気清浄機用、自動車キャビンフィルター用、ビル空調用途など様々な分野に用いることができる。またその際、微細塵の捕集性能を更に向上させる目的で、他の繊維シートと積層して使用してもよい。積層する他の繊維シートは用途や目的に応じて任意に選択できるが、微細塵の捕集性能に優れたエレクトレット化メルトブロー繊維シートを用いることが好ましい。
【0030】
本発明における繊維シートの製造方法は、機能性粒子を混合分散させた液を繊維構造物に保持させ、更に乾燥させる工程を経ることが好ましい。この方法を採用することにより、機能性粒子の添着量を自由に調整することができる。
【0031】
また上記方法の他、例えば機能性粒子を分散させた液を繊維構造物にコーティング処理により塗布したり、スプレー処理で付着させてもよい。
【0032】
また、機能性粒子を先に繊維シート表面に固定したあと、樹脂を混合した水溶液をディッピング処理やスプレー処理で付着させてもよい。
【実施例】
【0033】
以下、実施例によって本発明の作用効果をより具体的に示すが、本発明は下記実施例のみに限定されるものではない。
【0034】
[測定方法]
(1)平均繊維径[μm]
走査型電子顕微鏡写真を適当な倍率でとり、繊維側面を20本以上測定して、その平均値から計測した。繊維構造物がメルトブロー不織布の場合は、繊維径のバラツキが大きいため100本以上を測定して平均値を採用した。
【0035】
(2)圧力損失[Pa]
平板状の繊維シートを有効間口面積0.1m2のホルダーにセットし、面風速0.2m/sで空気を通過させ、濾材上下流の差圧をMODUS社制デジタルマノメータMA2−04Pにて測定した。
【0036】
(3)捕集効率[%]
平板上の繊維シートを有効間口面積0.1m2のホルダーにセットし、面風速0.2m/sで空気を通過させ、濾材上流および下流の粒径0.3〜0.5μmの大気塵粉塵数をパーティクルカウンター(RION社製、型式:KC−01D)で測定し、次式より算出した。
捕集効率(%)=1−(下流粒子数/上流粒子数)×100 。
【0037】
(4)アセトアルデヒドの除去能力(アセトアルデヒド除去率[%])
平板状の繊維シートを有効間口面積0.1m2の実験用の試験ダクトに取り付け、ダクトに温度23℃、湿度50%RHの空気を0.2m/sの速度で送風した。更に上流側から、標準ガスボンベによりアセトアルデヒドを上流濃度20ppmとなるよう添加し、繊維シートの上流側と下流側においてエアーをサンプリングし、赤外吸光式連続モニターを使用してそれぞれのアセトアルデヒド濃度を経時的に測定し、測定開始から5分後の測定値から除去率を算出して記録した。
【0038】
[実施例1]
(繊維構造物)
繊維構造物としては、平均繊維径11μmのポリエステル短繊維7重量%、平均繊維径16μmのポリエステル繊維11重量%、平均繊維径55μmのポリエステル短繊維51重量%および平均繊維径70μmのビニロン短繊維31重量%より構成される繊維群をカードマシンによって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付60g/m2、密度0.16g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は7Pa、捕集効率は51%であった。
【0039】
(機能性粒子)
平均粒径が10μmで、様々な種類の有害ガスの吸着容量に優れた活性炭である、日本エンバイロケミカルズ(株)社製「白鷺DO−2」を使用した。
【0040】
(繊維シート)
前記機能性粒子を3重量%とアクリル樹脂を1.5重量%とを均一分散させた水分散液中に前記繊維基材を含浸させ、乾燥させて、前記機能性粒子を20g/m2付着させた繊維シートを得た。この繊維シートの圧力損失は9Pa、捕集効率は68%、アセトアルデヒド除去率は83%であった。
【0041】
[実施例2]
(繊維構造物)
繊維構造物としては、繊維径11μmのポリエステル短繊維7重量%、繊維径16μmのポリエステル短繊維11重量%、繊維径24μmのポリエステル短繊維51重量%および繊維径40μmのビニロン短繊維31重量%から構成される繊維群を湿式抄紙法にて不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.16g/cm3の短繊維樹脂加工不織布を用いた。
なお、この不織布の圧力損失は7Pa、捕集効率は59%であった。
【0042】
(機能性粒子)
平均粒径が4μmで、孔径2nm以上の孔の容積の割合が全体の70%である富士シリシア製「サイリシア250N」に、日本化成社製「アジピン酸ジヒドラジド」を粒子と同量添着させたものを用いた。
【0043】
(繊維シート)
上記繊維構造物と機能性粒子を用いたこと以外は実施例1と同様の方法で、上記機能性粒子を20g/m2付着させた繊維シートを得た。この繊維シートの圧力損失は11Pa、捕集効率は70%、アセトアルデヒド除去率は85%であった。
【0044】
[実施例3]
(繊維構造物)
繊維構造物としては、繊維径5.5μmのポリエステル短繊維10重量%、繊維径16μmのポリエステル短繊維10重量%、繊維径24μmのポリエステル短繊維56重量%および繊維径40μmのビニロン短繊維24重量%で構成する繊維群を湿式抄紙法にて不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.15g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は10Pa、捕集効率は71%であった。
【0045】
(機能性粒子)
実施例2で用いたのと同様の機能性粒子を用いた。
【0046】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を19g/m2付着させた繊維シートを得た。この繊維シートの圧力損失は13Pa、捕集効率は76%、アセトアルデヒド除去率は80%であった。
【0047】
[実施例4]
(繊維構造物)
繊維構造物としては、繊維径5.5μmのポリエステル短繊維5重量%、繊維径16μmのポリエステル単繊維20重量%、繊維径24μmのポリエステル短繊維50重量%および繊維径40μmのビニロン短繊維25重量%から構成される繊維群を湿式抄紙法によって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付53g/m2、密度0.15g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は9Pa、捕集効率は63%であった。
【0048】
(機能性粒子)
実施例2で用いたものと同様の機能性粒子を用いた。
【0049】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を17g/m2付着させた繊維シートを得た。この繊維シートの圧力損失は18Pa、捕集効率は72%、アセトアルデヒド除去率は77%であった。
【0050】
[実施例5]
(繊維構造物)
繊維構造物としては、繊維径5.5μmのポリエステル短繊維5重量%、繊維径24μmのポリエステル短繊維65重量%および繊維径40μmのビニロン短繊維30重量%から構成される繊維群を湿式抄紙法によって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付33g/m2、密度0.12g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は8Pa、捕集効率は50%であった。
【0051】
(機能性粒子)
実施例2で用いたものと同様の機能性粒子を用いた。
【0052】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を25g/m2付着させた繊維シートを得た。この繊維シートの圧力損失は18Pa、捕集効率は64%、アセトアルデヒド除去率は83%であった。
【0053】
[実施例6]
(繊維構造物)
繊維構造物としては、繊維径5.5μmのポリエステル短繊維15重量%、繊維径16μmのポリエステル短繊維10重量%、繊維径24μmのポリエステル短繊維50重量%および繊維径40μmのビニロン短繊維25重量%から構成される繊維群を湿式抄紙法によって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.17g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は13Pa、捕集効率は68%であった。
【0054】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0055】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を17g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は17Pa、捕集効率は81%、アセトアルデヒド除去率は76%であった。
【0056】
[実施例7]
(繊維構造物)
繊維構造物としては、繊維径15μmのポリエステル短繊維10重量%、繊維径33μmのポリエステル短繊維60重量%、繊維径100μmのビニロン短繊維25重量%および繊維径120μmのビニロン短繊維5重量%から構成される繊維群を湿式抄紙法によって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.11g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は10Pa、捕集効率は43%であった。
【0057】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0058】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を28g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は15Pa、捕集効率は55%、アセトアルデヒド除去率は83%であった。
【0059】
[実施例8]
(繊維構造物)
繊維構造物としては、繊維径15μmのポリエステル短繊維5重量%、繊維径33μmのポリエステル短繊維60重量%および繊維径100μmのビニロン短繊維35重量%から構成される繊維群を湿式抄紙法によって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.09g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は10Pa、捕集効率は45%であった。
【0060】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0061】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を30g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は21Pa、捕集効率は50%、アセトアルデヒド除去率は85%であった。
【0062】
[実施例9]
繊維構造物としては、繊維径15μmのポリエステル短繊維15重量%、繊維径33μmのポリエステル短繊維50重量%、繊維径100μmのビニロン短繊維25重量%および繊維径120μmのビニロン短繊維10重量%から構成される繊維群を湿式抄紙法によって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.07g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は10Pa、捕集効率は48%であった。
【0063】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0064】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を25g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は23Pa、捕集効率は57%、アセトアルデヒド除去率は85%であった。
【0065】
[比較例1]
(繊維構造物)
繊維構造物としては、平均繊維径11μmのポリエステル短繊維10重量%、平均繊維径27μmのポリエステル繊維40重量%および平均繊維径55μmのポリエステル短繊維50重量%より構成される繊維群をカードマシンによって不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付60g/m2、密度0.14g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は7Pa、捕集効率は51%であった。
【0066】
(機能性粒子)
機能性粒子は用いなかった。
【0067】
(繊維シート)
繊維構造物をそのまま使用した。このシートのアセトアルデヒド除去率は6%であった。
【0068】
[比較例2]
(繊維構造物)
繊維構造物としては、繊維径1.5μmのポリエステル短繊維10重量%、繊維径16μmのポリエステル短繊維10重量%、繊維径24μmのポリエステル短繊維45重量%および繊維径40μmのビニロン短繊維35重量%から構成される繊維群を湿式抄紙法にて不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.13g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は15Pa、捕集効率は69%であった。
【0069】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0070】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を20g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は38Pa、捕集効率は71%、アセトアルデヒド除去率は83%であった。
【0071】
[比較例3]
(繊維構造物)
繊維構造物としては、繊維径16μmのポリエステル短繊維5重量%、繊維径24μmのポリエステル短繊維60重量%および繊維径40μmのビニロン短繊維35重量%から構成される繊維群を湿式抄紙法にて不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.12g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は10Pa、捕集効率は40%であった。
【0072】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0073】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を20g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は42Pa、捕集効率は46%、アセトアルデヒド除去率は81%であった。
【0074】
[比較例4]
(繊維構造物)
繊維構造物としては、繊維径11μmのポリエステル短繊維3重量%、繊維径16μmのポリエステル短繊維10重量%、繊維径24μmのポリエステル短繊維60重量%および繊維径40μmのビニロン短繊維27重量%から構成される繊維群を湿式抄紙法にて不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.11g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は12Pa、捕集効率は49%であった。
【0075】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0076】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を18g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は40Pa、捕集効率は72%、アセトアルデヒド除去率は77%であった。
【0077】
[比較例5]
(繊維構造物)
繊維構造物としては、繊維径11μmのポリエステル短繊維20重量%、繊維径24μmのポリエステル短繊維55重量%および繊維径40μmのビニロン短繊維25重量%から構成される繊維群を湿式抄紙法にて不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.13g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は19Pa、捕集効率は66%であった。
【0078】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0079】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を18g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は38Pa、捕集効率は86%、アセトアルデヒド除去率は81%であった。
【0080】
[比較例6]
(繊維構造物)
繊維構造物としては、繊維径11μmのポリエステル短繊維10重量%、繊維径16μmのポリエステル繊維20重量%、繊維径24μmのポリエステル短繊維50重量%および繊維径120μmのビニロン短繊維20重量%から構成される繊維群を湿式抄紙法にて不織布に加工し、アクリル樹脂バインダーを繊維全体の25重量%付着した目付45g/m2、密度0.11g/cm3の短繊維樹脂加工不織布を用いた。なお、この不織布の圧力損失は5Pa、捕集効率は33%であった。
【0081】
(機能性粒子)
実施例2に用いたものと同様の機能性粒子を用いた。
【0082】
(繊維シート)
上記繊維構造物を用いたこと以外は実施例1と同様の方法で、前記機能性粒子を20g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は13Pa、捕集効率は40%、アセトアルデヒド除去率は69%であった。
【0083】
[比較例7]
(繊維構造物)
実施例1に用いたものと同様の不織布を用いた。
【0084】
(機能性粒子)
平均粒径が50μmで、孔径2nm以上の孔の容積の割合が全体の70%である富士シリシア製「サイリシア445」に、日本化成社製「アジピン酸ジヒドラジド」を粒子と同量添着させたものを用いた。
【0085】
(繊維シート)
上記繊維構造物と機能性粒子を用いたこと以外は実施例1と同様の方法で、上記機能性粒子を20g/m2を付着させた繊維シートを得た。この繊維シートの圧力損失は55Pa、捕集効率は55%、アセトアルデヒド除去率は80%であった。
【0086】
【表1】
【0087】
【表2】
【0088】
【表3】
【0089】
表から明らかなように、実施例1〜9は、アセトアルデヒドの除去率が測定から5分経過後も60〜85%と高くかつ機能性粒子の付着による圧力損失の増加、即ち通気性の低下が少なく、微細塵の捕集効率に優れた繊維シートであることから、これらの性能を兼備するには極細繊維と付着粒子の粒径以上の繊維径を持った繊維を複合して用いることは必須であるといえる。
【0090】
各実施例に対して比較例1は、アセトアルデヒドとの反応場となる機能性粒子を付着していないため、アセトアルデヒドの除去率が殆どない。従って、機能性粒子の付着は必須であることを示している。
【0091】
また、比較例2は、極細繊維として用いた繊維の繊維径が各実施例と比較して細すぎるため、得られた不織布の空隙が小さくなり、そこに粒子が付着したため通気性が低下したことを示している。
【0092】
また、比較例3は、各実施例と比較して極細の繊維を含まないため、不織布そのものの捕集効率が低いことと、繊維径が大きい繊維のみで構成されるため不織布がフラットになり、粒子がシート全体に膜状に付着して目詰まりを起こしていることを示している。
【0093】
比較例4、5は各実施例と比較して極細繊維の比率が不適であるために、いずれも樹脂の付着による目詰まりが起こっていることを示している。
【0094】
比較例6は各実施例と比較して機能性粒子が集中的に付着する繊維の比率が少なく、他成分の比率が増えたため各性能を兼備できないことを示している。
【0095】
比較例7は各実施例と比較した時、不織布を構成する繊維に対して機能性粒子の粒径が大きすぎるため、付着した機能性粒子の一部が不織布の空隙をも塞いでしまい通気性の低下を引き起こしているためであり、機能性粒子の粒径に対し繊維径は一定以上の大きさが必須であることを示している。
【産業上の利用可能性】
【0096】
本発明による繊維シートは、自動車や鉄道車両などの車室内の空気を清浄化するためのエアフィルター、健康住宅、ペット対応マンション、高齢者入所施設、病院、オフィス等で使用される空気清浄機用エアフィルター、エアコン用エアフィルター、OA機器の吸気・排気フィルター、ビル空調、個別空調用エアフィルター、産業用クリーンルーム用エアフィルター等のエアフィルター用濾材として好ましく利用される。
【図面の簡単な説明】
【0097】
【図1】本発明の繊維シートにおける機能性粒子の付着状態を観察するための繊維の形状を示す顕微鏡拡大写真図である。
【特許請求の範囲】
【請求項1】
繊維構造物に機能性粒子を樹脂付着させた繊維シートにおいて、該繊維シートが少なくとも以下の(A)、(B)の繊維構成を満たしていることを特徴とする繊維シート。
(A)繊維径が5.0μm以上15.0μm未満である繊維の割合が該繊維シートを構成する繊維全体の5〜15重量%である。
(B)繊維径が20〜100μmであり、かつ該機能性粒子の平均粒径[μm]の5倍以上の太さを有する繊維の割合が繊維全体の75〜95重量%である。
【請求項2】
該繊維基材が密度0.10〜0.14g/cm3の不織布であることを特徴とする請求項1記載の繊維シート。
【請求項3】
該機能性粒子の平均粒径が1〜20μmであり、かつ繊維シートへの付着量が10〜100g/m2であることを特徴とする請求項1〜2のいずれかに記載の機能性繊維シート。
【請求項4】
該機能性粒子が、多孔質シリカ、活性アルミナ、活性白土、セピオライト、ゼオライトおよび活性炭から選ばれた少なくとも1種であることを特徴とする請求項1〜3のいずれかに記載の機能性繊維シート。
【請求項5】
前記機能性繊維シートが、エアフィルター用途に用いられるものである、請求項1〜4のいずれかに記載の繊維シート。
【請求項6】
機能性粒子を混合分散させた液を繊維基材に保持させ、さらに乾燥させる工程を経て請求項1〜5のいずれかに記載の機能性繊維シートを得ることを特徴とする機能性繊維シートの製造方法。
【請求項1】
繊維構造物に機能性粒子を樹脂付着させた繊維シートにおいて、該繊維シートが少なくとも以下の(A)、(B)の繊維構成を満たしていることを特徴とする繊維シート。
(A)繊維径が5.0μm以上15.0μm未満である繊維の割合が該繊維シートを構成する繊維全体の5〜15重量%である。
(B)繊維径が20〜100μmであり、かつ該機能性粒子の平均粒径[μm]の5倍以上の太さを有する繊維の割合が繊維全体の75〜95重量%である。
【請求項2】
該繊維基材が密度0.10〜0.14g/cm3の不織布であることを特徴とする請求項1記載の繊維シート。
【請求項3】
該機能性粒子の平均粒径が1〜20μmであり、かつ繊維シートへの付着量が10〜100g/m2であることを特徴とする請求項1〜2のいずれかに記載の機能性繊維シート。
【請求項4】
該機能性粒子が、多孔質シリカ、活性アルミナ、活性白土、セピオライト、ゼオライトおよび活性炭から選ばれた少なくとも1種であることを特徴とする請求項1〜3のいずれかに記載の機能性繊維シート。
【請求項5】
前記機能性繊維シートが、エアフィルター用途に用いられるものである、請求項1〜4のいずれかに記載の繊維シート。
【請求項6】
機能性粒子を混合分散させた液を繊維基材に保持させ、さらに乾燥させる工程を経て請求項1〜5のいずれかに記載の機能性繊維シートを得ることを特徴とする機能性繊維シートの製造方法。
【図1】

【公開番号】特開2008−212828(P2008−212828A)
【公開日】平成20年9月18日(2008.9.18)
【国際特許分類】
【出願番号】特願2007−53930(P2007−53930)
【出願日】平成19年3月5日(2007.3.5)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成20年9月18日(2008.9.18)
【国際特許分類】
【出願日】平成19年3月5日(2007.3.5)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]