
欠陥検出装置及び欠陥検出方法

【課題】透光性を有する材料を含む板状体の内部に存在する欠陥を、高精度に検出することを可能にする。
【解決手段】板状体2の欠陥を検出する欠陥検出装置は、透光性を有する材料を含んだ板状体2の一の面33に光を入射させる投光装置5と、板状体2で反射した光の反射光を用いて板状体2を撮像する撮像装置3と、を有している。そして、投光装置5から出射した光の光路上に光透過率が92%以下の拡散体6が配置されている。
【解決手段】板状体2の欠陥を検出する欠陥検出装置は、透光性を有する材料を含んだ板状体2の一の面33に光を入射させる投光装置5と、板状体2で反射した光の反射光を用いて板状体2を撮像する撮像装置3と、を有している。そして、投光装置5から出射した光の光路上に光透過率が92%以下の拡散体6が配置されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、透光性を有する材料を含む板状体に光を照射して、その欠陥の検出を行う欠陥検出装置及び欠陥検出方法に関するものである。
【背景技術】
【0002】
板状体を検査し、その欠陥を検出する方法として、目視で行う方法や検査装置を用いて行う方法が知られている。しかしながら目視による検査では、検査員に過度の疲労を引き起こすこと、検査員毎のバラツキが大きいこと、そして何より同じ検査員であっても時々刻々と判断基準が変化していき、正確な欠陥の検出が非常に困難であること等の問題があった。
【0003】
検査装置を用いて外観の検査を行う方法としては、ラインセンサによる外観検査方法とエリアセンサによる外観検査方法とが挙げられる。ラインセンサによる外観検査方法では、被検査物の表面に一定の入射角で光を照射し、当該光の反射光を受光する。このとき、被検査物上の反射率が高い領域で反射した反射光は明るく、欠陥が存在する領域で反射した反射光は暗くなる。そのため、反射光をラインセンサにより撮像して得られた画像データを2値化処理することで、欠陥を検出することができる(特許文献1参照)。
【0004】
また、エリアセンサによる外観検査方法に関しては、CCDカメラを搭載した電子撮像装置を用いて、コンタクトレンズの外周欠けを検査する手法が開示されている(特許文献2参照)。この方法では、被検査物に照射した光の散乱光に生じるムラ(不均一性)を撮像している。撮影された光が映像信号化され、その信号が2値化処理されることにより、欠陥部分が検出される。
【特許文献1】特開平8−304295号公報
【特許文献2】特開平4−305144号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
近年では、より淡い、微小な欠陥を検出する必要性が高まっている。特許文献1に記載のラインセンサによる検査方法では、製品の表面が平滑で無く、粗さがある程度大きい場合には、製品の内部に存在する欠陥の検出精度が低下するという課題があった。それは、製品の表面の粗さが、画像処理(例えば2値化処理。)においてノイズとなってしまうからである。
【0006】
また、特許文献2に記載の外観検査方法では、透明または半透明の部位を含む板状体の欠陥を検出することが困難である。それは、散乱光を利用する場合には、板状体の透明または半透明の部位に照射した光の大部分が透過し、散乱光の光量が不足するからである。
【0007】
以上の状況に鑑みた本発明の目的は、透光性を有する材料を含む板状体の内部に存在する微小な欠陥を、より高精度に検出することを可能にする欠陥検出装置及び欠陥検出方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明の課題は、透光性を有する材料を含んだ板状体に光を入射させる投光手段と、前記板状体で反射した前記光の反射光を用いて前記板状体を撮像する撮像手段と、を有し、前記板状体の欠陥を検出する欠陥検出装置において、前記投光手段から出射する前記光の光路上に光透過率が92%以下の拡散体が配置されていることを特徴とする、欠陥検出装置により達成される。
【0009】
また、本発明の欠陥検出方法は、透光性を有する材料を含んだ板状体の欠陥を検出する欠陥検出方法であって、光透過率が92%以下の拡散体によって拡散させた光を前記板状体の一の面に入射させ、前記一の面で反射した反射光を用いて前記板状体を撮像する撮像工程と、撮像した前記板状体の画像データを画像処理することで欠陥を検出する画像処理工程と、を有している。
【発明の効果】
【0010】
上記本発明によれば、透明または半透明の部位を含む板状体の内部に存在する欠陥を、高精度に検査することができる。
【発明を実施するための最良の形態】
【0011】
次に、本発明の一実施形態について図面を参照して説明するが、本発明は特にこれに限られるものではない。
【0012】
図1は本実施形態の欠陥検出装置の概略構成図である。
【0013】
本実施形態の欠陥検出装置は、欠陥検査対象物である板状体2が載置される検査ステージ1と、板状体2を撮像する撮像手段である撮像装置3およびレンズ4と、投光手段である投光装置5と、を有している。撮像装置3は受光素子(不図示)を有している。板状体2、撮像装置3およびレンズ4、投光装置5は、次に説明するように配置されている。撮像装置3およびレンズ4と投光装置5とは、共に板状体2に対して同一の側に配置されている。そして、撮像装置の光軸14と検査ステージ1に保持される板状体2の一の面33とのなす第1の角度31は、投光装置5の光軸と板状体2の一の面33とのなす第2の角度32と等しい。これにより撮像装置3は、投光装置5から板状体2へ入射した光の正反射光を受光する。
【0014】
欠陥検査の対象物である板状体2は、光透性を有する材料を含んでいる。つまり板状体2は、透明または半透明の部位を含んでいる。欠陥検出装置は、板状体2の内部の遮光性の欠陥のみならず、表面に存在する欠陥も検出する。表面の欠陥としては、キズや微小な凹凸を挙げることが出来る。
【0015】
投光装置5は、板状体2にスポット照射光を照射する。本実施形態では撮像装置3としてCCDカメラを用いたが、撮像装置3は特にこれに限られるものではない。
【0016】
透明または半透明の部位を含む板状体2は、載置される検査ステージ1にクランプ機構11によって固定される。検査ステージ1は検査ステージ1の長手方向に移動可能に構成されており、板状体2は検査ステージ1と共に移動する。撮像装置3は板状体2の一の方向(上記の長手方向と略直交する方向)の幅全体を一度に撮像できるように、板状体2と距離をおいて配置されている。検査ステージ1を、撮像装置3の長手方向に対する視野に応じた分だけ、当該長手方向に段階的に移動させながら撮像を繰り返すことで、板状体2の全体を、分割された複数の画像に収めることができる。こうして得られた複数の画像を後述する画像処理装置8に取り込み、画像処理を行うことで板状体2に存在する欠陥を検出することができる。
【0017】
第1及び第2の角度31,32は、20°以上60°以下であることが望ましい。第1及び第2の角度31,32が小さすぎると、撮像装置3の視野内にある板状体2の一部が被写界深度の範囲内に納まりきれず、欠陥を検出し難くなる。また、第1及び第2の角度31,32が大きすぎると、入射光の大部分が板状体2を透過して、正反射光の光量が不足しやすい。
【0018】
本実施形態に係る欠陥検出装置では、第1の角度31と第2の角度32とを同一に保ったまま、第1及び第2の角度31,32が制御可能に構成されていることが好ましい。
【0019】
また、本実施形態の欠陥検出装置では、拡散体6が板状体2と投光装置5との間に設置されており、拡散体6は板状体2に照射される光の強度を均一にしている。入射光の強度の均一性確保のために、拡散体6の光透過率は92%以下であることが好ましい。また、本実施形態では、拡散体6は投光装置5から10〜20mmの距離に設置されている。本実施形態では、拡散体6の一例として磨りガラスを用いている。
【0020】
拡散体6の光透過率を算出するにあたっては、投光装置5から出射された光が一定の広がりを持つことから、輝度計を用いる。輝度は、単位立体角当たりの光量を表す物理量であり、光源からの距離に依存しない。
【0021】
図2は、拡散体6の輝度を測定するために用いられた輝度計の構成を示す概略図である。被測定面18から発せられた光は、対物レンズ20によって開口を有するアパーチャミラー22上に結像し、測定エリアの光が取り出される。測定エリアの光はアパーチャミラー22を通過して、視感度補正フィルタ23を通り、光電素子25へ入光する。また、測定エリア外の光はアパーチャミラー22で反射し、ミラー26で反射して、測定エリアが黒抜きにされた像をファインダーに形成する。これにより、測定エリアを視差なく確認できる。
【0022】
輝度の距離不変性は、図2に示す輝度計の内部の固定絞り21によって達成される。これにより光源からの距離が変化しても、射出立体角29(Ω')が変化しないようにされている。異なる輝度計の使用による測定誤差をなくすために、輝度計は常に同じ物を使用するのが良い。また、輝度を測定する際、光源からの光の広がり(入射立体角28(Ω))が固定絞り21によって規定される射出立体角29(Ω')以上の大きさを持たねばならない。本実施形態に係る拡散体6の輝度測定に用いたコニカミノルタ社製の輝度計LS−110では、測定角27(測定の視野角。)が1/3°である。射出立体角29(Ω')以上の入射立体角28(Ω)であれば、投光装置5から輝度計までの距離については特に問題とならない。
【0023】
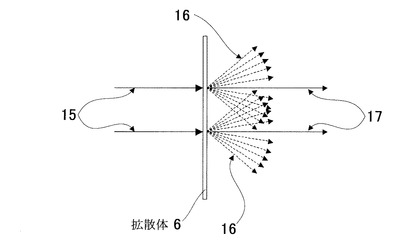
本明細書では、光透過率を、投光装置5から出射した光を拡散体6に通さずに測定した輝度と、拡散体6に通して測定した輝度と、から算出する。本実施形態では、輝度計を拡散体6から約5cmの位置に設置して輝度を測定する。これによって「拡散体6がある場合の輝度」と「拡散体6が無い場合の輝度」の比が算出される。以下では、この比を拡散体6の光透過率とみなす。輝度計の射出立体角29(Ω')は小さいため、この光透過率は正透過光の透過率とほぼ等しいと考えられる。このとき、拡散体6の大きさは前述の輝度計の測定条件から、0.01cm以上であれば良い。また投光装置5から拡散体6までの距離は、投光装置5の大きさが直径1cmの場合、343cm以内であればいくらでも良い。図3に示すように、投光装置から照射される光15は拡散体6を透過する際に拡散される。つまり、輝度計に入射しない光16が存在するので、拡散体6を通過して輝度計に入射する光17の光量は、拡散体6が無いときに直接輝度計に入射する光の光量よりも小さい。したがって光透過率が小さければ拡散体6の光分散性が良好であることを表していると考えられ、逆に光透過率が大きければ光が均一に拡散されていないという問題が生じていると考えられる。本出願に係る発明者が試行を繰り返した結果、光透過率が92%を超えれば、光の散乱が不充分な場合がある。そのため、誤って欠陥と判断されかねない光量ムラが生じる可能性がある。ただし光透過率を小さくし過ぎると、光の分散性に関しては良好であっても、投光装置5の光量を充分に上げなければ、撮像装置3が受光する光量が小さすぎて欠陥検出ができない場合があるので、注意が必要である。
【0024】
従って、拡散体6の光透過率は92%以下であることが好ましい。拡散体6である磨りガラスの材質としてはケイ酸塩ガラス、石英ガラス、アクリル等が挙げられるが、それ以外の種々のガラスを用いても良い。また、拡散体6は磨りガラスである必要は無い。なお、拡散体6は、投光装置5から出射した光の光路上であり、投光装置5からの光を拡散してその指向性を低減できる限りにおいて任意に配置されていてよい。
【0025】
投光装置5と拡散体6との間には、480nm以下の波長の光を遮断するフィルタ(シャープカットフィルタ)が配置されていることが望ましい。このフィルタによって、黄色に相当する波長より長波長側の明るい光を利用しつつ、光量的に少ない短波長側の光の光量をゼロ付近にまで減衰させることができる。結果として、撮像装置3は、コントラストの増した板状体2の像を得ることができる。これにより本実施形態に係る撮像装置3は、より輪郭の明瞭な画像を生成することができ、欠陥の検出がより高精度になる。
【0026】
また、投光装置5としてハロゲン光源が用いられればさらに好ましい。フィルタを用いれば失われる光量が少なくないが、ハロゲン光源は比較的低価格でありながら、出射する光の明るさが際立っている。そのため、フィルタ利用時でも、欠陥の検出精度が向上すると共に撮像装置3のシャッタースピードを上げることさえも可能となる。これにより板状体2の検査時間を短縮することができる。
【0027】
欠陥検出装置はさらに、撮像装置3によって撮像された画像を画像データとして記憶、処理する画像処理装置8と、画像処理装置8に記憶された画像を表示する表示装置9と、検査ステージ1を駆動制御する駆動装置10と、を有している。
【0028】
なお、レンズ4は、焦点距離25mmの高解像度単焦点レンズであって、アイリス絞り機能を有し、光量を調節可能なものである。さらに詳しくは、レンズ4は、板状体2の公差や歪みに関わらず、撮像装置3の撮像可能範囲を全て被写界深度の範囲内で捉えることができるような構成になっている。なお、本実施形態では、レンズ4の倍率が0.5倍に調節され、撮像装置3の被写界深度が10mmとなるようにアイリス絞りが調節されているが、板状体2を撮像可能であればそれらの数値に限定されるものではない。
【0029】
なお、本実施形態の欠陥検出装置は上記の各構成の動作を司る制御部(不図示)を有している。
【0030】
次に、欠陥検出装置を用いた欠陥検出方法について説明する。本実施形態に係る欠陥検出方法は、撮像工程と画像処理工程とを有している。
【0031】
撮像工程では、光透過率が92%以下の拡散体6によって拡散させた光を板状体2の一の面33に入射させ、当該一の面33で反射した反射光を用いて板状体2を撮像する。このとき、正反射光を用いて撮像することが好ましく、正反射光の反射角13は、20°以上60°以下であることが望ましい。
【0032】
欠陥検出装置の制御部は、撮像工程が開始されると、撮像装置3、レンズ4および投光装置5を動作させ、透明または半透明の板状体2を撮像する。その際、投光装置5は光量が均一化された直径50mm程度のスポット照明光を板状体2に照射する。このスポット照明光の直径は、レンズ4の倍率や撮像装置3の撮像可能範囲に応じて決められる。撮像装置3は前述したように板状体2に対して投光装置5と同じ側に位置し、投光装置5からの正反射光を受光することができるように配置されている。したがって板状体2に欠陥がある場合、スポット照明光が欠陥を含む領域にあたれば、正常部(欠陥が存在しない部分。)は明るく認識され、欠陥が暗い模様として認識される。板状体2で反射した反射光はレンズ4を通過して撮像装置3の受光素子上に結像し、撮像装置3に画像データとして取込まれる。前述したように、レンズ4は、焦点距離25mmの高解像度単焦点レンズであって、アイリス絞り機能を有し、光量を調節可能なものである。これによりハレーションを起こすことなく、精度よく反射光を撮像装置3に結像させることが可能である。
【0033】
また本実施形態では、光透過率92%以下の拡散体6が、投光装置5と板状体2との間に配置されている。これにより板状体2に照射される光が均一化されるので、撮像装置3によって撮影した画像データにおいて、板状体2の表面荒れに起因するノイズデータは低減される。したがって、板状体2が透明または半透明であっても内部に存在する種々の微小な欠陥を検出することが可能になる。拡散体6は、板状体2から10〜20mmの範囲の距離に配置されていることが好ましい。
【0034】
撮像装置3に取込まれた画像データは、画像処理装置8に電気信号で転送され、そこで画像処理工程が実行される。この際、画像データには撮像時の検査ステージ1の位置、レンズ4の倍率、撮像装置3の撮像可能範囲などの設定情報データも関連付けられて、別個に画像処理装置8に保存される。画像処理工程によって欠陥と判定された像の重心位置が位置情報として抽出され、画像処理装置8に記憶される。
【0035】
次に、画像処理装置8による上記の画像処理について詳しく説明する。
【0036】
撮像装置3には2次元のカメラを用いているため、撮像装置3で撮像された画像は2次元平面の画像である。今回用いた撮像装置3は、その画素数が1画像につき約30万画素である。個々の画素で集められる光は、撮像装置3の受光素子によって256階調に量子化された画素データとして取り出される。量子化された画像データは画像処理装置8に送られて、画像処理装置8に記憶される。
【0037】
画像処理装置8では、記憶した画像データに対して画像フィルタ処理を行い、たとえば光量が周囲の画素よりも著しく大きい画素のような突発的なノイズデータを除去する。
【0038】
さらに、画像処理装置8は、画像データの二値化処理を行う。これは、256階調ある各画素の画素データのうちで、任意に決めた所定の設定値以下の光量を示す画素データを「1」と置き換え、設定値以上の画素データを「0」と置き換える。これによって画像データが示す像の境界が明瞭化される。続いて、「1」とみなされた画素同士の距離が所定の設定距離以下の場合、その近接した画素に挟まれた画素データも同様に「1」と置き換える。これにより、互いに近接して孤立した画素同士を1つの塊として結合する。特に、その塊の内部にデータ「0」の画素が存在しているとき、画素データが「1」の領域は中空の状態になるが、このときは内部の画素のデータ「0」を「1」に置き換え、中空の領域の内部を埋める処理を行う。画像処理装置8は、このようにして生成した島状の画素データ「1」の塊を欠陥の候補(以下、欠陥候補部と呼ぶ。)と判定する。
【0039】
また画像処理装置8は、上記の二値化処理とは別に、画像データのフィルタ処理を行うことが好ましい。フィルタ処理は、256階調の画素データのままで実行される。画像処理装置8は、隣り合う画素同士の光量の差が所定の設定値よりも大きい部分を、フィルタ処理対象の画素と判定する。その後、2値化処理に伴う欠陥候補部の判定と同様に、その処理対象の画素からなる島状の塊を生成し、それも欠陥候補部と判定する。
【0040】
ところが、上記の各処理だけでは、本来欠陥ではない部分が欠陥候補部であると誤判定されてしまう可能性がある。そのため、これらの誤判定部分を欠陥候補部から除外するために、画像処理装置8では以下の処理も行うことが好ましい。
【0041】
まず、上記の2つの処理で欠陥候補部と認識された島状の塊のデータ部分について、以下の項目に関する数値を求める。
(1)一塊の欠陥候補部を構成する画素の画素数(欠陥候補部の面積)
(2)一塊の欠陥候補部を構成する画素のうち、最も遠い画素同士の距離
(3)一塊の欠陥候補部を囲む稜線の真円度
(4)一塊の欠陥候補部を囲む稜線の方形度(縦横比)
(5)一塊の欠陥候補部を囲む稜線の長さ
これらの項目(1)〜(5)で求めた数値を利用して、欠陥であるか否かを判定する条件式を用意しておき、個々の欠陥候補部が本当に欠陥であるか否かの判定を行う。この処理によって欠陥であると判定された部分を、最終的に欠陥と判定することで、欠陥が検出される。その後、上記項目(1)〜(5)の数値に基づいて、検出された欠陥の重心位置を算出する。
【0042】
なお上述したように、画像処理装置8に画像データが転送される際には、その画像を撮像したときの検査ステージ1の位置、レンズ4の倍率、撮像装置3の撮像可能範囲などの設定情報も画像処理装置8に入力される。そして、設定情報は画像データと関連付けて画像処理装置8に別個に記憶されている。画像処理装置8は、それらの設定情報と欠陥の重心位置とに基づいて、板状体2に存在する欠陥の位置や大きさを算出し、記憶する。
【0043】
なお、上述の欠陥の判定方法は一例であり、本実施形態において、種々の公知の方法を利用することができる。
【0044】
欠陥検出装置の制御部は、駆動装置10を駆動させるためのものであり、これにより撮像装置3は、連続的に板状体2の画像データを取得する。撮像装置3の撮像可能範囲にあって既に画像データを取得し終えた分の距離だけ、駆動装置10によって検査ステージ1を移動させる。これにより、板状体2の撮像位置を次々に変えながら撮像を行い、得られた画像データに対して上述した画像処理を実施していく。この処理を繰り返すことで、板状体2全体の検査を行う。なお、撮像工程において、板状体2の一の方向の幅全体にわたる画像を一度に撮像することが好ましい。
【0045】
上記のように構成された欠陥検出装置を用いて、300μm程度の大きさの欠陥が内部に存在していることが拡大顕微鏡によって予め確認されている10個の板状体サンプルと、10個の良品サンプルと、を検査した。ここで、良品サンプルとは、拡大顕微鏡によって、欠陥が内部に存在していないことが予め確認されている板状体のことを言う。これらの板状体2の表面の粗さはそれぞれ異なっている。第1の角度31、第2の角度32をそれぞれ変え、さらに拡散体6の光透過率も変えて欠陥検出装置を作動させたところ、表1の結果が得られた。
【0046】
【表1】

【0047】
実施例1〜6から判るように、使用した拡散体6の光透過率が92%以下である場合であって、第1の角度31と第2の角度32とが等しい場合、サンプルに含まれる微小な欠陥を過不足無く検出できている。これに対して拡散体6の光透過率が92%を超える比較例1,2では、欠陥は検出できるものの正常部を欠陥と判定してしまうことがある。また、拡散体6の光透過率が92%以下であっても、第1の角度31と第2の角度32とが異なる比較例3〜8においては、微小な欠陥を検出できない場合があり、欠陥を漏れなく検出することが困難となっている。これは、撮像装置3が正反射光を的確に捉えていないためと考えられる。
【0048】
以上の結果から、光透過率92%以下の拡散体6によって光を拡散させて、板状体2に当該光を入射させ、その正反射光を撮像することによって、透光性を有する板状体2の欠陥の検出をより高精度に行うことが可能であることが判った。
【0049】
以上、本発明の望ましい実施形態について提示し、詳細に説明したが、本発明は上記実施形態に限定されるものではなく、要旨を逸脱しない限り、さまざまな変更及び修正が可能であることを理解されたい。
【図面の簡単な説明】
【0050】
【図1】本発明の欠陥検出装置の一実施形態を示す概略構成図である。
【図2】輝度計の構造を示す概略図である。
【図3】拡散体を通った光の振る舞いを示す概略図である。
【符号の説明】
【0051】
1 検査ステージ
2 板状体
3 撮像装置
4 レンズ
5 投光装置
6 拡散体
8 画像処理装置
9 表示装置
10 駆動装置
11 クランプ機構
13 反射角
14 撮像装置の光軸
15 投光装置から照射される光
16 輝度計に入射しない光
17 輝度計に入射する光
31 第1の角度
32 第2の角度
33 一の面
【技術分野】
【0001】
本発明は、透光性を有する材料を含む板状体に光を照射して、その欠陥の検出を行う欠陥検出装置及び欠陥検出方法に関するものである。
【背景技術】
【0002】
板状体を検査し、その欠陥を検出する方法として、目視で行う方法や検査装置を用いて行う方法が知られている。しかしながら目視による検査では、検査員に過度の疲労を引き起こすこと、検査員毎のバラツキが大きいこと、そして何より同じ検査員であっても時々刻々と判断基準が変化していき、正確な欠陥の検出が非常に困難であること等の問題があった。
【0003】
検査装置を用いて外観の検査を行う方法としては、ラインセンサによる外観検査方法とエリアセンサによる外観検査方法とが挙げられる。ラインセンサによる外観検査方法では、被検査物の表面に一定の入射角で光を照射し、当該光の反射光を受光する。このとき、被検査物上の反射率が高い領域で反射した反射光は明るく、欠陥が存在する領域で反射した反射光は暗くなる。そのため、反射光をラインセンサにより撮像して得られた画像データを2値化処理することで、欠陥を検出することができる(特許文献1参照)。
【0004】
また、エリアセンサによる外観検査方法に関しては、CCDカメラを搭載した電子撮像装置を用いて、コンタクトレンズの外周欠けを検査する手法が開示されている(特許文献2参照)。この方法では、被検査物に照射した光の散乱光に生じるムラ(不均一性)を撮像している。撮影された光が映像信号化され、その信号が2値化処理されることにより、欠陥部分が検出される。
【特許文献1】特開平8−304295号公報
【特許文献2】特開平4−305144号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
近年では、より淡い、微小な欠陥を検出する必要性が高まっている。特許文献1に記載のラインセンサによる検査方法では、製品の表面が平滑で無く、粗さがある程度大きい場合には、製品の内部に存在する欠陥の検出精度が低下するという課題があった。それは、製品の表面の粗さが、画像処理(例えば2値化処理。)においてノイズとなってしまうからである。
【0006】
また、特許文献2に記載の外観検査方法では、透明または半透明の部位を含む板状体の欠陥を検出することが困難である。それは、散乱光を利用する場合には、板状体の透明または半透明の部位に照射した光の大部分が透過し、散乱光の光量が不足するからである。
【0007】
以上の状況に鑑みた本発明の目的は、透光性を有する材料を含む板状体の内部に存在する微小な欠陥を、より高精度に検出することを可能にする欠陥検出装置及び欠陥検出方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明の課題は、透光性を有する材料を含んだ板状体に光を入射させる投光手段と、前記板状体で反射した前記光の反射光を用いて前記板状体を撮像する撮像手段と、を有し、前記板状体の欠陥を検出する欠陥検出装置において、前記投光手段から出射する前記光の光路上に光透過率が92%以下の拡散体が配置されていることを特徴とする、欠陥検出装置により達成される。
【0009】
また、本発明の欠陥検出方法は、透光性を有する材料を含んだ板状体の欠陥を検出する欠陥検出方法であって、光透過率が92%以下の拡散体によって拡散させた光を前記板状体の一の面に入射させ、前記一の面で反射した反射光を用いて前記板状体を撮像する撮像工程と、撮像した前記板状体の画像データを画像処理することで欠陥を検出する画像処理工程と、を有している。
【発明の効果】
【0010】
上記本発明によれば、透明または半透明の部位を含む板状体の内部に存在する欠陥を、高精度に検査することができる。
【発明を実施するための最良の形態】
【0011】
次に、本発明の一実施形態について図面を参照して説明するが、本発明は特にこれに限られるものではない。
【0012】
図1は本実施形態の欠陥検出装置の概略構成図である。
【0013】
本実施形態の欠陥検出装置は、欠陥検査対象物である板状体2が載置される検査ステージ1と、板状体2を撮像する撮像手段である撮像装置3およびレンズ4と、投光手段である投光装置5と、を有している。撮像装置3は受光素子(不図示)を有している。板状体2、撮像装置3およびレンズ4、投光装置5は、次に説明するように配置されている。撮像装置3およびレンズ4と投光装置5とは、共に板状体2に対して同一の側に配置されている。そして、撮像装置の光軸14と検査ステージ1に保持される板状体2の一の面33とのなす第1の角度31は、投光装置5の光軸と板状体2の一の面33とのなす第2の角度32と等しい。これにより撮像装置3は、投光装置5から板状体2へ入射した光の正反射光を受光する。
【0014】
欠陥検査の対象物である板状体2は、光透性を有する材料を含んでいる。つまり板状体2は、透明または半透明の部位を含んでいる。欠陥検出装置は、板状体2の内部の遮光性の欠陥のみならず、表面に存在する欠陥も検出する。表面の欠陥としては、キズや微小な凹凸を挙げることが出来る。
【0015】
投光装置5は、板状体2にスポット照射光を照射する。本実施形態では撮像装置3としてCCDカメラを用いたが、撮像装置3は特にこれに限られるものではない。
【0016】
透明または半透明の部位を含む板状体2は、載置される検査ステージ1にクランプ機構11によって固定される。検査ステージ1は検査ステージ1の長手方向に移動可能に構成されており、板状体2は検査ステージ1と共に移動する。撮像装置3は板状体2の一の方向(上記の長手方向と略直交する方向)の幅全体を一度に撮像できるように、板状体2と距離をおいて配置されている。検査ステージ1を、撮像装置3の長手方向に対する視野に応じた分だけ、当該長手方向に段階的に移動させながら撮像を繰り返すことで、板状体2の全体を、分割された複数の画像に収めることができる。こうして得られた複数の画像を後述する画像処理装置8に取り込み、画像処理を行うことで板状体2に存在する欠陥を検出することができる。
【0017】
第1及び第2の角度31,32は、20°以上60°以下であることが望ましい。第1及び第2の角度31,32が小さすぎると、撮像装置3の視野内にある板状体2の一部が被写界深度の範囲内に納まりきれず、欠陥を検出し難くなる。また、第1及び第2の角度31,32が大きすぎると、入射光の大部分が板状体2を透過して、正反射光の光量が不足しやすい。
【0018】
本実施形態に係る欠陥検出装置では、第1の角度31と第2の角度32とを同一に保ったまま、第1及び第2の角度31,32が制御可能に構成されていることが好ましい。
【0019】
また、本実施形態の欠陥検出装置では、拡散体6が板状体2と投光装置5との間に設置されており、拡散体6は板状体2に照射される光の強度を均一にしている。入射光の強度の均一性確保のために、拡散体6の光透過率は92%以下であることが好ましい。また、本実施形態では、拡散体6は投光装置5から10〜20mmの距離に設置されている。本実施形態では、拡散体6の一例として磨りガラスを用いている。
【0020】
拡散体6の光透過率を算出するにあたっては、投光装置5から出射された光が一定の広がりを持つことから、輝度計を用いる。輝度は、単位立体角当たりの光量を表す物理量であり、光源からの距離に依存しない。
【0021】
図2は、拡散体6の輝度を測定するために用いられた輝度計の構成を示す概略図である。被測定面18から発せられた光は、対物レンズ20によって開口を有するアパーチャミラー22上に結像し、測定エリアの光が取り出される。測定エリアの光はアパーチャミラー22を通過して、視感度補正フィルタ23を通り、光電素子25へ入光する。また、測定エリア外の光はアパーチャミラー22で反射し、ミラー26で反射して、測定エリアが黒抜きにされた像をファインダーに形成する。これにより、測定エリアを視差なく確認できる。
【0022】
輝度の距離不変性は、図2に示す輝度計の内部の固定絞り21によって達成される。これにより光源からの距離が変化しても、射出立体角29(Ω')が変化しないようにされている。異なる輝度計の使用による測定誤差をなくすために、輝度計は常に同じ物を使用するのが良い。また、輝度を測定する際、光源からの光の広がり(入射立体角28(Ω))が固定絞り21によって規定される射出立体角29(Ω')以上の大きさを持たねばならない。本実施形態に係る拡散体6の輝度測定に用いたコニカミノルタ社製の輝度計LS−110では、測定角27(測定の視野角。)が1/3°である。射出立体角29(Ω')以上の入射立体角28(Ω)であれば、投光装置5から輝度計までの距離については特に問題とならない。
【0023】
本明細書では、光透過率を、投光装置5から出射した光を拡散体6に通さずに測定した輝度と、拡散体6に通して測定した輝度と、から算出する。本実施形態では、輝度計を拡散体6から約5cmの位置に設置して輝度を測定する。これによって「拡散体6がある場合の輝度」と「拡散体6が無い場合の輝度」の比が算出される。以下では、この比を拡散体6の光透過率とみなす。輝度計の射出立体角29(Ω')は小さいため、この光透過率は正透過光の透過率とほぼ等しいと考えられる。このとき、拡散体6の大きさは前述の輝度計の測定条件から、0.01cm以上であれば良い。また投光装置5から拡散体6までの距離は、投光装置5の大きさが直径1cmの場合、343cm以内であればいくらでも良い。図3に示すように、投光装置から照射される光15は拡散体6を透過する際に拡散される。つまり、輝度計に入射しない光16が存在するので、拡散体6を通過して輝度計に入射する光17の光量は、拡散体6が無いときに直接輝度計に入射する光の光量よりも小さい。したがって光透過率が小さければ拡散体6の光分散性が良好であることを表していると考えられ、逆に光透過率が大きければ光が均一に拡散されていないという問題が生じていると考えられる。本出願に係る発明者が試行を繰り返した結果、光透過率が92%を超えれば、光の散乱が不充分な場合がある。そのため、誤って欠陥と判断されかねない光量ムラが生じる可能性がある。ただし光透過率を小さくし過ぎると、光の分散性に関しては良好であっても、投光装置5の光量を充分に上げなければ、撮像装置3が受光する光量が小さすぎて欠陥検出ができない場合があるので、注意が必要である。
【0024】
従って、拡散体6の光透過率は92%以下であることが好ましい。拡散体6である磨りガラスの材質としてはケイ酸塩ガラス、石英ガラス、アクリル等が挙げられるが、それ以外の種々のガラスを用いても良い。また、拡散体6は磨りガラスである必要は無い。なお、拡散体6は、投光装置5から出射した光の光路上であり、投光装置5からの光を拡散してその指向性を低減できる限りにおいて任意に配置されていてよい。
【0025】
投光装置5と拡散体6との間には、480nm以下の波長の光を遮断するフィルタ(シャープカットフィルタ)が配置されていることが望ましい。このフィルタによって、黄色に相当する波長より長波長側の明るい光を利用しつつ、光量的に少ない短波長側の光の光量をゼロ付近にまで減衰させることができる。結果として、撮像装置3は、コントラストの増した板状体2の像を得ることができる。これにより本実施形態に係る撮像装置3は、より輪郭の明瞭な画像を生成することができ、欠陥の検出がより高精度になる。
【0026】
また、投光装置5としてハロゲン光源が用いられればさらに好ましい。フィルタを用いれば失われる光量が少なくないが、ハロゲン光源は比較的低価格でありながら、出射する光の明るさが際立っている。そのため、フィルタ利用時でも、欠陥の検出精度が向上すると共に撮像装置3のシャッタースピードを上げることさえも可能となる。これにより板状体2の検査時間を短縮することができる。
【0027】
欠陥検出装置はさらに、撮像装置3によって撮像された画像を画像データとして記憶、処理する画像処理装置8と、画像処理装置8に記憶された画像を表示する表示装置9と、検査ステージ1を駆動制御する駆動装置10と、を有している。
【0028】
なお、レンズ4は、焦点距離25mmの高解像度単焦点レンズであって、アイリス絞り機能を有し、光量を調節可能なものである。さらに詳しくは、レンズ4は、板状体2の公差や歪みに関わらず、撮像装置3の撮像可能範囲を全て被写界深度の範囲内で捉えることができるような構成になっている。なお、本実施形態では、レンズ4の倍率が0.5倍に調節され、撮像装置3の被写界深度が10mmとなるようにアイリス絞りが調節されているが、板状体2を撮像可能であればそれらの数値に限定されるものではない。
【0029】
なお、本実施形態の欠陥検出装置は上記の各構成の動作を司る制御部(不図示)を有している。
【0030】
次に、欠陥検出装置を用いた欠陥検出方法について説明する。本実施形態に係る欠陥検出方法は、撮像工程と画像処理工程とを有している。
【0031】
撮像工程では、光透過率が92%以下の拡散体6によって拡散させた光を板状体2の一の面33に入射させ、当該一の面33で反射した反射光を用いて板状体2を撮像する。このとき、正反射光を用いて撮像することが好ましく、正反射光の反射角13は、20°以上60°以下であることが望ましい。
【0032】
欠陥検出装置の制御部は、撮像工程が開始されると、撮像装置3、レンズ4および投光装置5を動作させ、透明または半透明の板状体2を撮像する。その際、投光装置5は光量が均一化された直径50mm程度のスポット照明光を板状体2に照射する。このスポット照明光の直径は、レンズ4の倍率や撮像装置3の撮像可能範囲に応じて決められる。撮像装置3は前述したように板状体2に対して投光装置5と同じ側に位置し、投光装置5からの正反射光を受光することができるように配置されている。したがって板状体2に欠陥がある場合、スポット照明光が欠陥を含む領域にあたれば、正常部(欠陥が存在しない部分。)は明るく認識され、欠陥が暗い模様として認識される。板状体2で反射した反射光はレンズ4を通過して撮像装置3の受光素子上に結像し、撮像装置3に画像データとして取込まれる。前述したように、レンズ4は、焦点距離25mmの高解像度単焦点レンズであって、アイリス絞り機能を有し、光量を調節可能なものである。これによりハレーションを起こすことなく、精度よく反射光を撮像装置3に結像させることが可能である。
【0033】
また本実施形態では、光透過率92%以下の拡散体6が、投光装置5と板状体2との間に配置されている。これにより板状体2に照射される光が均一化されるので、撮像装置3によって撮影した画像データにおいて、板状体2の表面荒れに起因するノイズデータは低減される。したがって、板状体2が透明または半透明であっても内部に存在する種々の微小な欠陥を検出することが可能になる。拡散体6は、板状体2から10〜20mmの範囲の距離に配置されていることが好ましい。
【0034】
撮像装置3に取込まれた画像データは、画像処理装置8に電気信号で転送され、そこで画像処理工程が実行される。この際、画像データには撮像時の検査ステージ1の位置、レンズ4の倍率、撮像装置3の撮像可能範囲などの設定情報データも関連付けられて、別個に画像処理装置8に保存される。画像処理工程によって欠陥と判定された像の重心位置が位置情報として抽出され、画像処理装置8に記憶される。
【0035】
次に、画像処理装置8による上記の画像処理について詳しく説明する。
【0036】
撮像装置3には2次元のカメラを用いているため、撮像装置3で撮像された画像は2次元平面の画像である。今回用いた撮像装置3は、その画素数が1画像につき約30万画素である。個々の画素で集められる光は、撮像装置3の受光素子によって256階調に量子化された画素データとして取り出される。量子化された画像データは画像処理装置8に送られて、画像処理装置8に記憶される。
【0037】
画像処理装置8では、記憶した画像データに対して画像フィルタ処理を行い、たとえば光量が周囲の画素よりも著しく大きい画素のような突発的なノイズデータを除去する。
【0038】
さらに、画像処理装置8は、画像データの二値化処理を行う。これは、256階調ある各画素の画素データのうちで、任意に決めた所定の設定値以下の光量を示す画素データを「1」と置き換え、設定値以上の画素データを「0」と置き換える。これによって画像データが示す像の境界が明瞭化される。続いて、「1」とみなされた画素同士の距離が所定の設定距離以下の場合、その近接した画素に挟まれた画素データも同様に「1」と置き換える。これにより、互いに近接して孤立した画素同士を1つの塊として結合する。特に、その塊の内部にデータ「0」の画素が存在しているとき、画素データが「1」の領域は中空の状態になるが、このときは内部の画素のデータ「0」を「1」に置き換え、中空の領域の内部を埋める処理を行う。画像処理装置8は、このようにして生成した島状の画素データ「1」の塊を欠陥の候補(以下、欠陥候補部と呼ぶ。)と判定する。
【0039】
また画像処理装置8は、上記の二値化処理とは別に、画像データのフィルタ処理を行うことが好ましい。フィルタ処理は、256階調の画素データのままで実行される。画像処理装置8は、隣り合う画素同士の光量の差が所定の設定値よりも大きい部分を、フィルタ処理対象の画素と判定する。その後、2値化処理に伴う欠陥候補部の判定と同様に、その処理対象の画素からなる島状の塊を生成し、それも欠陥候補部と判定する。
【0040】
ところが、上記の各処理だけでは、本来欠陥ではない部分が欠陥候補部であると誤判定されてしまう可能性がある。そのため、これらの誤判定部分を欠陥候補部から除外するために、画像処理装置8では以下の処理も行うことが好ましい。
【0041】
まず、上記の2つの処理で欠陥候補部と認識された島状の塊のデータ部分について、以下の項目に関する数値を求める。
(1)一塊の欠陥候補部を構成する画素の画素数(欠陥候補部の面積)
(2)一塊の欠陥候補部を構成する画素のうち、最も遠い画素同士の距離
(3)一塊の欠陥候補部を囲む稜線の真円度
(4)一塊の欠陥候補部を囲む稜線の方形度(縦横比)
(5)一塊の欠陥候補部を囲む稜線の長さ
これらの項目(1)〜(5)で求めた数値を利用して、欠陥であるか否かを判定する条件式を用意しておき、個々の欠陥候補部が本当に欠陥であるか否かの判定を行う。この処理によって欠陥であると判定された部分を、最終的に欠陥と判定することで、欠陥が検出される。その後、上記項目(1)〜(5)の数値に基づいて、検出された欠陥の重心位置を算出する。
【0042】
なお上述したように、画像処理装置8に画像データが転送される際には、その画像を撮像したときの検査ステージ1の位置、レンズ4の倍率、撮像装置3の撮像可能範囲などの設定情報も画像処理装置8に入力される。そして、設定情報は画像データと関連付けて画像処理装置8に別個に記憶されている。画像処理装置8は、それらの設定情報と欠陥の重心位置とに基づいて、板状体2に存在する欠陥の位置や大きさを算出し、記憶する。
【0043】
なお、上述の欠陥の判定方法は一例であり、本実施形態において、種々の公知の方法を利用することができる。
【0044】
欠陥検出装置の制御部は、駆動装置10を駆動させるためのものであり、これにより撮像装置3は、連続的に板状体2の画像データを取得する。撮像装置3の撮像可能範囲にあって既に画像データを取得し終えた分の距離だけ、駆動装置10によって検査ステージ1を移動させる。これにより、板状体2の撮像位置を次々に変えながら撮像を行い、得られた画像データに対して上述した画像処理を実施していく。この処理を繰り返すことで、板状体2全体の検査を行う。なお、撮像工程において、板状体2の一の方向の幅全体にわたる画像を一度に撮像することが好ましい。
【0045】
上記のように構成された欠陥検出装置を用いて、300μm程度の大きさの欠陥が内部に存在していることが拡大顕微鏡によって予め確認されている10個の板状体サンプルと、10個の良品サンプルと、を検査した。ここで、良品サンプルとは、拡大顕微鏡によって、欠陥が内部に存在していないことが予め確認されている板状体のことを言う。これらの板状体2の表面の粗さはそれぞれ異なっている。第1の角度31、第2の角度32をそれぞれ変え、さらに拡散体6の光透過率も変えて欠陥検出装置を作動させたところ、表1の結果が得られた。
【0046】
【表1】
【0047】
実施例1〜6から判るように、使用した拡散体6の光透過率が92%以下である場合であって、第1の角度31と第2の角度32とが等しい場合、サンプルに含まれる微小な欠陥を過不足無く検出できている。これに対して拡散体6の光透過率が92%を超える比較例1,2では、欠陥は検出できるものの正常部を欠陥と判定してしまうことがある。また、拡散体6の光透過率が92%以下であっても、第1の角度31と第2の角度32とが異なる比較例3〜8においては、微小な欠陥を検出できない場合があり、欠陥を漏れなく検出することが困難となっている。これは、撮像装置3が正反射光を的確に捉えていないためと考えられる。
【0048】
以上の結果から、光透過率92%以下の拡散体6によって光を拡散させて、板状体2に当該光を入射させ、その正反射光を撮像することによって、透光性を有する板状体2の欠陥の検出をより高精度に行うことが可能であることが判った。
【0049】
以上、本発明の望ましい実施形態について提示し、詳細に説明したが、本発明は上記実施形態に限定されるものではなく、要旨を逸脱しない限り、さまざまな変更及び修正が可能であることを理解されたい。
【図面の簡単な説明】
【0050】
【図1】本発明の欠陥検出装置の一実施形態を示す概略構成図である。
【図2】輝度計の構造を示す概略図である。
【図3】拡散体を通った光の振る舞いを示す概略図である。
【符号の説明】
【0051】
1 検査ステージ
2 板状体
3 撮像装置
4 レンズ
5 投光装置
6 拡散体
8 画像処理装置
9 表示装置
10 駆動装置
11 クランプ機構
13 反射角
14 撮像装置の光軸
15 投光装置から照射される光
16 輝度計に入射しない光
17 輝度計に入射する光
31 第1の角度
32 第2の角度
33 一の面
【特許請求の範囲】
【請求項1】
透光性を有する材料を含んだ板状体に光を入射させる投光手段と、前記板状体で反射した前記光の反射光を用いて前記板状体を撮像する撮像手段と、を有し、前記板状体の欠陥を検出する欠陥検出装置において、
前記投光手段から出射する前記光の光路上に光透過率が92%以下の拡散体が配置されていることを特徴とする、欠陥検出装置。
【請求項2】
前記撮像手段の光軸と前記板状体の前記光が入射される一の面とのなす第1の角度が、前記投光手段の光軸と前記板状体の前記一の面とのなす第2の角度と等しくなるように、前記投光手段及び前記撮像手段が配置されていることを特徴とする、請求項1に記載の欠陥検出装置。
【請求項3】
前記第1の角度と前記第2の角度を同一に保ったまま、前記第1及び第2の角度が20°以上60°以下に制御可能に構成されていることを特徴とする、請求項2に記載の欠陥検出装置。
【請求項4】
前記投光手段と前記拡散体との間に、480nm以下の波長の光を遮断するフィルタが備えられていることを特徴とする、請求項1から3のいずれか1項に記載の欠陥検出装置。
【請求項5】
前記投光手段がハロゲン光源であることを特徴とする、請求項1から4のいずれか1項に記載の欠陥検出装置。
【請求項6】
前記撮像手段で撮像した前記板状体の画像データを画像処理することで欠陥を検出する画像処理装置をさらに備えていることを特徴とする、請求項1から5のいずれか1項に記載の欠陥検出装置。
【請求項7】
前記撮像手段は、前記板状体の一の方向における幅全体を一度に撮像可能なように配置されていることを特徴とする、請求項1から6のいずれか1項に記載の欠陥検出装置。
【請求項8】
前記板状体が載置される検査ステージをさらに有し、
前記検査ステージは前記一の方向と略直交する方向に移動可能に構成されていることを特徴とする、請求項1から7のいずれか1項に記載の欠陥検出装置。
【請求項9】
透光性を有する材料を含んだ板状体の欠陥を検出する欠陥検出方法であって、
光透過率が92%以下の拡散体によって拡散させた光を前記板状体の一の面に入射させ、前記一の面で反射した反射光を用いて前記板状体を撮像する撮像工程と、
撮像した前記板状体の画像データを画像処理することで欠陥を検出する画像処理工程と、を有している欠陥検出方法。
【請求項10】
前記撮像工程において、前記一の面で反射した前記反射光のうち正反射光を用いて前記板状体を撮像する、請求項9に記載の欠陥検出方法。
【請求項11】
前記正反射光の反射角が、20°以上60°以下である、請求項10に記載の欠陥検出方法。
【請求項12】
前記撮像工程において、前記光を、480nm以下の波長の光が遮断されるフィルタに通過させた後に前記板状体に入射させる、請求項9から11のいずれか1項に記載の欠陥検出方法。
【請求項13】
前記光がハロゲン光源から出射された光である、請求項9から12のいずれか1項に記載の欠陥検出方法。
【請求項14】
前記撮像工程において、前記板状体の一の方向の幅全体を一度に撮像する、請求項9から13のいずれか1項に記載の欠陥検出方法。
【請求項1】
透光性を有する材料を含んだ板状体に光を入射させる投光手段と、前記板状体で反射した前記光の反射光を用いて前記板状体を撮像する撮像手段と、を有し、前記板状体の欠陥を検出する欠陥検出装置において、
前記投光手段から出射する前記光の光路上に光透過率が92%以下の拡散体が配置されていることを特徴とする、欠陥検出装置。
【請求項2】
前記撮像手段の光軸と前記板状体の前記光が入射される一の面とのなす第1の角度が、前記投光手段の光軸と前記板状体の前記一の面とのなす第2の角度と等しくなるように、前記投光手段及び前記撮像手段が配置されていることを特徴とする、請求項1に記載の欠陥検出装置。
【請求項3】
前記第1の角度と前記第2の角度を同一に保ったまま、前記第1及び第2の角度が20°以上60°以下に制御可能に構成されていることを特徴とする、請求項2に記載の欠陥検出装置。
【請求項4】
前記投光手段と前記拡散体との間に、480nm以下の波長の光を遮断するフィルタが備えられていることを特徴とする、請求項1から3のいずれか1項に記載の欠陥検出装置。
【請求項5】
前記投光手段がハロゲン光源であることを特徴とする、請求項1から4のいずれか1項に記載の欠陥検出装置。
【請求項6】
前記撮像手段で撮像した前記板状体の画像データを画像処理することで欠陥を検出する画像処理装置をさらに備えていることを特徴とする、請求項1から5のいずれか1項に記載の欠陥検出装置。
【請求項7】
前記撮像手段は、前記板状体の一の方向における幅全体を一度に撮像可能なように配置されていることを特徴とする、請求項1から6のいずれか1項に記載の欠陥検出装置。
【請求項8】
前記板状体が載置される検査ステージをさらに有し、
前記検査ステージは前記一の方向と略直交する方向に移動可能に構成されていることを特徴とする、請求項1から7のいずれか1項に記載の欠陥検出装置。
【請求項9】
透光性を有する材料を含んだ板状体の欠陥を検出する欠陥検出方法であって、
光透過率が92%以下の拡散体によって拡散させた光を前記板状体の一の面に入射させ、前記一の面で反射した反射光を用いて前記板状体を撮像する撮像工程と、
撮像した前記板状体の画像データを画像処理することで欠陥を検出する画像処理工程と、を有している欠陥検出方法。
【請求項10】
前記撮像工程において、前記一の面で反射した前記反射光のうち正反射光を用いて前記板状体を撮像する、請求項9に記載の欠陥検出方法。
【請求項11】
前記正反射光の反射角が、20°以上60°以下である、請求項10に記載の欠陥検出方法。
【請求項12】
前記撮像工程において、前記光を、480nm以下の波長の光が遮断されるフィルタに通過させた後に前記板状体に入射させる、請求項9から11のいずれか1項に記載の欠陥検出方法。
【請求項13】
前記光がハロゲン光源から出射された光である、請求項9から12のいずれか1項に記載の欠陥検出方法。
【請求項14】
前記撮像工程において、前記板状体の一の方向の幅全体を一度に撮像する、請求項9から13のいずれか1項に記載の欠陥検出方法。
【図1】


【図2】

【図3】
【図2】
【図3】
【公開番号】特開2010−54273(P2010−54273A)
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願番号】特願2008−218036(P2008−218036)
【出願日】平成20年8月27日(2008.8.27)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願日】平成20年8月27日(2008.8.27)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
[ Back to top ]