
欠陥検査方法および欠陥検査装置
【課題】
欠陥の種類を正確に判別することができる欠陥検査方法を提供する。
【解決手段】
被検査体を撮像して得られる画像データに基づいて欠陥を検査する方法であって、
被検査体に対して複数の種粳の画像データを取り込み、
これら複数の種類の画像データのそれぞれについて欠陥の検出を行い、
1つの欠陥に対して欠陥を検出した画像データの組み合わせに応じて、その欠陥の種類を判別することを特徴とする、欠陥検査方法。
欠陥の種類を正確に判別することができる欠陥検査方法を提供する。
【解決手段】
被検査体を撮像して得られる画像データに基づいて欠陥を検査する方法であって、
被検査体に対して複数の種粳の画像データを取り込み、
これら複数の種類の画像データのそれぞれについて欠陥の検出を行い、
1つの欠陥に対して欠陥を検出した画像データの組み合わせに応じて、その欠陥の種類を判別することを特徴とする、欠陥検査方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、欠陥検査方法および欠陥検査装置に関し、詳しくは液晶ディスプレイ、有機ELディスプレイ、プラズマディスプレイ等の表示装置に用いられる各種光学フィルムやディスプレイ用フィルターの欠陥検査方法および欠陥検査装置に関する。
【背景技術】
【0002】
反射防止フィルム、防眩フィルム、近赤外線吸収フィルム、色調整フィルム、偏光板、位相差板等の光学フィルム、ハードコートフィルム、電磁波シールドフィルム、導電性フィルム、タッチパネル、あるいは上記した複数機能を併せ持つディスプレイ用フィルターが各種表示装置に用いられている。
【0003】
光学フィルムやディスプレイ用フィルターは、その製造過程で不合格となる欠陥が発生することがある。これらの欠陥の検査は、従来から目視検査や光学系検査で行われている。
【0004】
人の目による目視検査は、生産性が悪く、個人差による合否判定のバラツキ等の問題があり、近年では光学的手段を用いた光学系検査が普及してきている。
【0005】
光学系検査方法として、複数の光学系で得られた複数の画像データを用いて欠陥を検出する方法が提案されている(例えば特許文献1、2)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】2003−329601号公報
【特許文献2】2008−116438号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1は、欠陥の発生個数を正確に検査するために複数の撮像手段によって得られた複数の画像データを用いているが、1つの欠陥を重複してカウントすることを避けるために、同一箇所に複数の画像データが存在する場合はどちらかの一方の画像データを優先して1つの欠陥としてカウントするというものである。即ち、特許文献1では、複数の画像データはそれぞれ独立して処理されるものであって、複数の画像データの組み合わせで1つの欠陥の種類を判別するというものではない。
【0008】
特許文献2には、2つの光学手段で検出される2つの欠陥候補(表面欠点と輝点)が、同一座標で検出されるものは、一方の検出結果のみを適用する方法が提案されている。具体的には「表面欠点と輝点とを同時に検出した場合は、欠陥としない」という方法を提案している。ここで、表面欠点はクニックや内部異物等で。輝点は表面付着異物である。
【0009】
すなわち、特許文献2は、輝点として検出される表面付着異物は欠陥としないことを前提とした検査方法であって、表面欠点を検出する画像データと輝点(表面付着異物)を検出する画像データが同一座標に存在する場合は、輝点としての画像データを優先して欠陥ではないとして処理するというものである。
【0010】
上述したように、特許文献1、2に開示されている検査方法は、複数の画像データの内のどちらか一方の画像データを優先して判別するというものであって、複数の画像データを組み合わせて1つの欠陥の種類を判別することは記載されていない。
【0011】
上述の特許文献1、2に開示されている検査方法では、欠陥が複数の特徴を持つ場合に問題を生じる場合がある。
【0012】
例えば、光学フィルム等において、その表面に凹凸が存在する場合、凹凸に起因して、その凹凸部分が光学フィルムの色とは異なる色彩を帯びる場合がある。あるいは、凹凸に起因して、その凹凸部分が光学フィルムとは異なるコントラストを帯びる場合がある。このように、1つの欠陥が、凹凸と色彩あるいはコントラストの2以上の特徴を持つ場合がある。
【0013】
このような複数の特徴を1つの光学系で検出することは通常困難であり、複数の光学系で検出する必要がある。特許文献1、2は、複数の光学系で得られた画像データを用いているが、最終的には予め決められた1つの画像データを優先して採用するというもので、複数の画像データの組み合わせによって欠陥の特徴を判別するというものではない。つまり、特許文献1、2の検査方法では、複数の特徴を持つ欠陥を正確に判別することはできない。
【0014】
複数の特徴を持つ欠陥の種類を正確に判別できない場合には以下のような不都合が生じる場合がある。
【0015】
例えば、光学フィルム等における表面凹凸の欠陥候補が異なる色彩あるいは異なるコントラストを帯びている場合、凹凸を検出する1つの光学系から得られる画像データのみで欠陥の合否を判定し、その結果合格と判定したとしても、色彩あるいはコントラストの画像データは不合格レベルであることがある。また、上記とは逆のこともある。さらに、欠陥の種類によっては、凹凸の画像データは不合格レベルであっても、色彩の画像データが合格レベルであれば、その欠陥は合格と判定しなければならないこともある。
【0016】
つまり、複数の特徴を持つ欠陥の種類を正確に判別できない場合、本来不合格とすべき欠陥を合格と判定して見逃す危険性もあれば、本来合格とすべき欠陥を不合格と判断してしまうことがある。この問題を解決するには、欠陥の種類を判別し、欠陥種類毎に合否判定基準を設ける必要がある。
【0017】
また一方、これまで自動検査装置は、その検査装置が対象とする欠陥を検出する機能をもつが、最終製品としての合否を判定する機能は与えられていなかった。
【0018】
従って本発明の目的は、欠陥の種類を正確に判別することができる欠陥検査方法および欠陥検査装置を提供することにある。また、本発明の他の目的は、ロール状製品の欠陥の種類を正確に判別し、合否判定を行う自動欠陥検査方法および自動欠陥検査装置を提供することにある。
【課題を解決するための手段】
【0019】
本発明の上記目的は、以下の発明によって基本的に達成された。
1)被検査体を撮像して得られる画像データに基づいて欠陥を検査する方法であって、
被検査体に対して複数の種粳の画像データを取り込み、
これら複数の種類の画像データのそれぞれについて欠陥の検出を行い、
1つの欠陥に対して欠陥を検出した画像データの組み合わせに応じて、その欠陥の種類を判別することを特徴とする、欠陥検査方法。
2)前記複数の画像データが反射画像データと透過画像データとを含む、前記1)の欠陥検査方法。
3)前記透過画像データが、直接透過画像データ、屈折透過画像データ、および散乱透過画像データからなる群より選ばれる少なくとも2つの画像データを含む、前記2)の欠陥検査方法。
4)さらに欠陥のサイズを測定する、前記1)〜3)のいずれかの欠陥検査方法。
5)前記複数の種類の画像データのそれぞれについて、欠陥を検出するとともに、検出した欠陥の強さおよび/または大きさを測定し、
1つの欠陥に対して欠陥を検出した画像データの組み合わせに応じて、その欠陥の種類を判別するとともに、欠陥を検出した画像データのうちの1つの画像データにおける欠陥の強さおよび/または大きさに基づいてその欠陥の合否判定を行う、請求項1〜4のいずれかの欠陥検査方法。
6)ロール状被検査体を連続搬送させながら撮像する、前記1)〜5)のいずれかの欠陥検査方法。
7)前記被検査体が光透過性機能性フィルムあるいはディスプレイ用フィルターである、前記1)〜6)のいずれかの欠陥検査方法。
8)被検査体を撮像して画像データを生成する複数の撮像部と、
前記複数の撮像部で生成された複数の画像データのそれぞれについて欠陥の有無を判定し、1つの欠陥に対する複数の画像データの欠陥の有無の判定結果をまとめた集合パターンを作成し、この欠陥の有無の集合パターンに応じて欠陥の種類を判別する画像データ処理部と、を備えることを特徴とする、欠陥検査装置。
9)前記画像データ処理部が、さらに判別された欠陥の種類毎に合否判定して、少なくとも欠陥の座標位置を含む欠陥データを作成する、前記8)の欠陥検査装置。
10)前記欠陥データに基づいて被検査体に欠陥位置を表示するための表示部を有する、前記8)または9)の欠陥検査装置。
【発明の効果】
【0020】
本発明によれば、複数の特徴を持つ欠陥の種類を正確に判別することができるので、本来不合格とすべき欠陥を見逃すことがなくなり、最終製品の信頼性が向上する。また、本発明の好ましい態様によれば、ロール状製品の欠陥検査と同時に合否判定を行うので、ロール状製品が納入された客先では欠陥検査結果に基づいて加工(例えばシートへの切断加工)するだけでよく、客先での加工時の負担を軽減することができる。
【図面の簡単な説明】
【0021】
【図1】本発明の欠陥検査方法を実施するための欠陥検査装置の一例の模式側面図。
【発明を実施するための形態】
【0022】
本発明の欠陥検査方法は、被検査体を撮像して得られた複数の画像データの組み合わせによって欠陥の種類を判別するものである。
【0023】
本発明に用いられる画像データとしては、反射画像データ、透過画像データ等があり、さらに反射画像データとしては正反射画像データ、散乱反射画像データ等が挙げられ、透過画像データとしては直接透過画像データ、屈折透過画像データ、散乱透過画像データ等が挙げられる。本発明はこれらの画像データの中の2以上の画像データを組み合わせて欠陥の種類を判別する。
【0024】
正反射画像データは、被検査体に対して照明部からの入射光と正反射となる位置に受光部を配置することによって得られる。散乱反射画像データは、被検査体に対して照明部からの入射光が散乱反射する位置に受光部を配置することによって得られる。直接透過画像データは、被検査体を挟んで垂直位置に照明部と受光部を配置することによって得られる。屈折透過画像データは、被検査体を挟んで垂直位置に照明部と受光部をずらして配置することによって得られる。散乱透過画像データは、被検査体を挟んで斜め方向に照明部、垂直方向に受光部を配置することによって得られる。
【0025】
本発明は少なくとも反射画像データと透過画像データとを組み合わせて用いることが好ましい。この場合、反射画像データとして正反射画像データと散乱反射画像データのどちらか一方あるいは両者を用いることができ、透過画像データとして直接透過画像データ、屈折透過画像データおよび散乱透過画像データからなる群より選ばれる少なくとも1つの画像データを用いることができる。
【0026】
本発明は、反射画像データとして少なくとも正反射画像データを用いることが好ましい。
【0027】
本発明は、透過画像データとして、直接透過画像データ、屈折透過画像データ、および散乱透過画像データの中から選ばれる少なくとも2つの画像データを用いることが好ましく、さらに、少なくとも直接透過画像データと屈折透過画像データを用いることが好ましく、特に、直接透過画像データ、屈折透過画像データおよび散乱透過画像データを用いることが好ましい。
【0028】
上記した画像データの組み合わせによって、特に光透過性機能性フィルムやディスプレイ用フィルターにおける欠陥種類の判別をより正確に行うことができるようになる。
【0029】
以下に本発明の欠陥検査方法を実施するため欠陥検査装置について、その好ましい形態について図面を用いて説明する。図1は、本発明の欠陥検査方法を実施するための欠陥検査装置の一例の模式側面図である。
【0030】
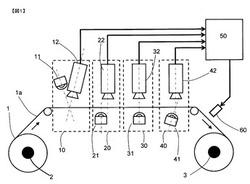
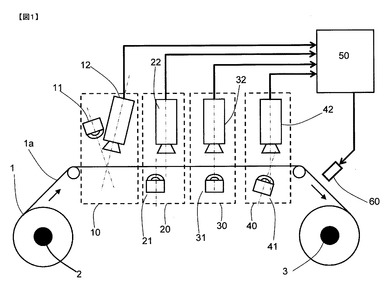
図1において、被検査体であるロール状製品1が巻き出し部2から巻き出されて巻きと取り部3で巻き取られるまでの搬送経路に、ロール状製品1を撮像して画像データを生成するための撮像部である第1撮像部10、第2撮像部20、第3撮像部30および第4撮像部40が配置されている。上記の4つの撮像部は、ロール状製品1に光を照射するための照明部(符号11、21、31、41)と受光部(符号12、22、32、42)がそれぞれ配置されている。
【0031】
第1撮像部10は正反射画像データ、第2撮像部20は屈折透過画像、第3撮像部30は直接透過画像データ、第4撮像部40は散乱透過画像データを得るための撮像装置である。
【0032】
第1〜第4の撮像部で撮像された画像データは、画像データ処理部50に送られて画像処理が施されて欠陥種類が判別され、さらに欠陥種類毎に合否判定がなされる。画像データ処理部50で作成された欠陥データ(例えば、欠陥の座標位置、欠陥の種類、欠陥レベル等)は保存されるのと併せて表示部60に送られる。表示部60では欠陥データに基づいてロール状製品1に欠陥位置を表示する。上記の欠陥データの保存およびロール状製品への表示は、どちらか一方のみの実施であってもよい。
【0033】
本発明の欠陥検査方法および欠陥検査装置は、ロール状製品を連続搬送させながら連続的にかつ自動的に行うことが好ましく、さらに、上記のように合否判定機能を有していることが好ましい。
【0034】
以下、本発明の欠陥検査装置を構成する主要部について詳細に説明する。
【0035】
巻き出し部2は、コアに巻き付けられたロール状製品1を一定速度で巻出す装置である。このため、巻き取り部3と合わせて搬送速度を一定に保ち、かつロール状製品1の搬送方向長さにおける検出欠陥位置の座標を確定させるために、巻き出し長さを測定する機構を備える。
【0036】
また、巻き出し部2は、搬送されるフィルム(ロール状製品が巻き出されて搬送されている状態のものを便宜上「フィルム」と言う)1aの幅方向の位置ズレを防ぐために、フィルム1aのエッジ位置を測定し、変化に応じて巻き出し位置を調整するための機構(エッジポジションセンサー)を備える。また、巻き出し部2には、巻き取り部3と合わせて搬送されるフィルム1aにたるみが生じないようにテンションをコントロールする機構を備える。
【0037】
巻き取り部3は、搬送されてきたフィルム1aを再びコアに巻き取る装置である。巻き取り部3は、巻き出し部2と同様の機能、例えばエッジポジションセンサーやテンションコントロール機構等を備える。
【0038】
第1〜第4撮像部(符号10、20、30、40)において、照明部(符号11、21、31、41)は光源としてメタルハライドランプやLEDランプを用いることができる。また、各撮像部において他の撮像部に意図しなかった照射がおきないよう、レンズなどを用い受光部に指向して照射することや、光源からの光を、スリット(図示せず)を介してフィルム1a(被検査体)に照射することは好ましい。受光部(符号12、22、32、42)は、受光手段としてCCDイメージセンサー等を用いることができる。
【0039】
第1撮像部10は正反射画像データを得るための撮像装置であり、フィルム1a(被検査体)による正反射光を受光部12が受光する。照明部11からの照射角度および受光部12の受光角度はフィルム1a(被検査体)に対して30〜70度の範囲が好ましく、40〜50度の範囲がより好ましい。
【0040】
第2撮像部20は屈折透過画像データを得るための撮像装置であり、フィルム1a(被検査体)による屈折光を受光部22が受光する。照明部21と受光部22は、フィルム1a(被検査体)に対して垂直方向に正対し、かつ、それぞれの位置からフィルム1a(被検査体)に向け降ろした垂線とフィルム1aの交点がフィルム1aの搬送方向に沿って直線に並ぶよう配置する。交点は1〜5mm離れることが好ましく、1〜2mm離れることはさらに好ましい。また、屈折光のみを受光するために受光部にスリット(図示せず)を設け屈折光以外を遮光することは、より好ましい形態である。
【0041】
第3撮像部30は直接透過画像データを得るための撮像装置であり、フィルム1a(被検査体)による透過光を受光部32が受光する。照明部31と受光部32はフィルム1a(被検査体)に対して垂直方向に正対して配置する。
【0042】
第4撮像部40は散乱透過画像データを得るための撮像装置であり、フィルム1a(被検査体)による散乱光を受光部42が受光する。照明部41からの照射角度は、フィルム1a(被検査体)に直交する垂直線に対して1〜10度の範囲が好ましく、3〜7度の範囲がより好ましい。受光部22の受光角度は、フィルム1aに対して垂直方向である。また、散乱光のみを受光するために照明光を指向させることは、より好ましい形態である。
【0043】
第1〜第4のそれぞれの撮像部は、被検査体であるフィルム1aの幅方向の全域に対応できるように配置する。撮像部を搬送方向に対して並列に複数個に分割して配置することもできる。例えば、被検査体であるフィルム1aの幅1000mmに対して、有効照射幅500mm光源からなる照明部、解像度を示す画素数が5,000画素からなる受光素子を持つ受光部、検査対象である欠陥幅が0.1mmの場合は、照射部・受光部を少なくともそれぞれ2個配置する必要がある。
【0044】
さらに多くの受光部を搬送方向に対して並列に配置することは、より欠陥を詳細に観察するために好ましい形態であり、より詳細な観察を可能にする。
【0045】
また、受光手段であるCCDイメージセンサー等は、被検査体であるフィルム1aの送り速度に基づき動作速度を選定できる。
【0046】
第1〜第4のそれぞれの撮像部で撮像された画像データは画像データ処理部50に送られる。画像データ処理部50では以下の処理が行われる。
【0047】
(i)それぞれの撮像部から出力された画像データについて、それぞれの撮像部毎に設定された閾値に基づいて欠陥を検出し、欠陥を検出した場合は、「欠陥有り」、その欠陥のサイズパラメータ(面積、長さ、高さ等)およびその欠陥の検出座標の情報を出力する。閾値は、それぞれの画像データを構成する強度パラメータ(反射率、透過光量等)に基づいて設定することができる。なお、この段階で欠陥として検出されたものには、後述する(iv)段階において合格と判定され、製品の中に含まれていても問題のないものも含まれている。
【0048】
(ii)それぞれの画像データで検出した欠陥の検出座標をもとにして、同一の欠陥に対してそれぞれの画像データで欠陥が検出されたかどうかをまとめる。
【0049】
図1の欠陥検査装置の場合では、1つの欠陥に対して第1〜第4の撮像部で得られた画像データのそれぞれに欠陥が検出されたかどうかをまとめ、後述の表1に示すような欠陥検出有無の集合パターンとして出力される。なお、表1では散乱透過画像データ(第4の撮像部で得られた画像データ)を除く他の3つの画像データでの欠陥の有無に基づいて集合パターンを作成している。
【0050】
(iii)上記の欠陥有無の集合パターンに基づいて、予め設定された欠陥種類と集合パターンの関係に従って、欠陥の種類が判別される。
【0051】
(iv)欠陥の種類別に予め設定された合否判定基準に基づいて、欠陥の合否判定を行う。
ここでの合否判定基準には、欠陥の種類毎に、欠陥が検出された画像データのうちのどの画像データを合否判定に使用するのかと、その画像データにおける欠陥のサイズパラメータ(面積、長さ、高さ等)に基づく合否基準を予め設定しておく。
【0052】
(v)検出された欠陥の合否判定結果をアウトプットとして出力する。
【0053】
本発明は、上記の(ii)、(iii)の画像処理をすることが最大の特徴であり、どのような画像データを組み合わせるかは、被検査体の種類や用途に応じて適宜選択することができる。
【0054】
欠陥の種類(特徴)と画像データの関係について、幾つかの例を下記に挙げる。
【0055】
1)正反射画像データは、被検査体に対して斜め方向から光を入射させて被検査体表面で正反射した光を利用したものであり、凸状欠陥あるいは正常部分とは異なる反射率を持つ欠陥を検出することができる。しかし、反射光の変化を伴わない欠陥、例えば被検査体表面に露出がなく被検査体中に埋まっている欠陥は検出できないことがある。
【0056】
2)屈折透過画像データは、被検査体に対する入射光が欠陥によってその進路が変えられることにより、正常部とは異なる方向に光が屈折して透過してくる現象を利用したものであり、凸状欠点や凹み欠点を検出することができる。しかし、入射光の屈折を伴わない、例えば凹凸がない欠陥は検出できないことがある。
【0057】
3)直接透過画像データは、入射光が被検査体を透過するときの透過光量の変化を利用するものであり、被検査体内部あるいは表面に存在する光吸収性欠陥(例えば着色異物等)や光透過性欠陥(例えば色抜け)、被検査体表面に存在して光を反射あるいは散乱して透過光量を減少させる欠陥(例えば厚みを伴わない着色付着物)を検出することができる。しかし、透過光量の変化を伴わない欠陥(例えば、濃度変化を伴わない凹み)は検出できないことがある。
【0058】
4)散乱透過画像データは、被検査体に入射した光が透過する過程で欠陥によって散乱することを利用したものであり、凸起状欠点の大きさを正反射画像データや屈折透過画像データに比べてより正確に測定することができる。
【0059】
上述した各種画像データから強度パラメータ(反射率、透過光量等)によって欠陥を検出するとともに、サイズパラメータ(面積、長さ、高さ等)によって欠陥の大きさを測定することができる。
【0060】
本発明は、上記のサイズパラメータに基づいて欠陥の合否判定処理をさせることが好ましい。本発明は、複数の画像データの組み合わせによって欠陥の種類を判別するものであるが、種類が判別された欠陥の合否判定は、欠陥の種類毎に予め設定された1つの画像データのサイズパラメータに基づいて欠陥の合否判定処理をさせることが好ましい。
【0061】
本発明は、複数の画像データの集合パターンから欠陥の種類を判別するが、そのいくつかの例を表1に示す。但し、本発明はこれらの例示に限定されるものではない。
【0062】
【表1】

【0063】
表1は、欠陥有無の集合パターンと欠陥種類の関係を示したものであり、画像データとしては正反射画像データ、屈折透過画像データ、直接透過画像データが用いられている。表中、○は欠陥として検出できたことを示し、×は検出できないことを示している。
【0064】
集合パターン1は、正反射画像データは非検出(×)、屈折透過画像データは検出(○)、直接透過画像データは非検出(×)であり、予め設定入力された集合パターンに基づいて欠陥種類を「単なる凹み欠点」と判別する。以下、集合パターン2〜6も上記と同様である。
【0065】
欠陥種類が判別されると、次に欠陥種類毎に予め設定入力された基準に従って合否判定がなされる。この合否判定は、1つの画像データを設定しておき、その画像データでの欠陥のサイズパラメータに基づいてなされる。表1において、集合パターン1の合否判定の画像データは、直接透過画像データである。以下、集合パターン2〜6についても、同様に合否判定に用いられる画像データが予め設定入力されている。
【0066】
欠陥の合否判定に用いられる画像データは、被検査体の用途や種類によって適宜選択することが好ましい。例えば、光学フィルムやディスプレイ用フィルターはディスプレイの前面に装着され、視聴者はこれらのフィルムやフィルターを介してディスプレイ画像を透過画像として観賞するので、透過画像データで検出された欠陥はよりシビヤーに判断されることが好ましく、従って、欠陥の合否判定の基準となる画像データとして直接透過画像データや屈折透過画像データを用いるのが好ましい。
【0067】
本発明はさらに、欠陥レベル別に単位面積当たりの欠陥個数によって合否判定をすることが好ましい。ここで、欠陥レベルとは欠陥のサイズによって判別されるものである。例えば、特定サイズ以上の欠陥は欠陥レベルAとし、ある範囲のサイズの欠陥は欠陥レベルBとするものである。
【0068】
欠陥レベルを判別する意味は、例えば、欠陥レベルAは1個の存在で無条件に不可とするが、欠陥レベルBは単位面積当たり1個までは合格で2個以上の場合に不可とする、という合否判定のやり方に適用するためである。
【0069】
上記の欠陥レベルの判別基準は、欠陥種類とは関係なく一律に設定してもよいが、欠陥種類毎に欠陥レベルの判別基準を設けることが好ましい。欠陥種類によって欠陥レベルの判別基準が異なる場合があり、欠陥種類毎に欠陥レベルの判別基準を設けることによって、より高い精度で合否判定をすることができる。例えば、表1では、集合パターン1と集合パターン3とが合否判定の画像データとして屈折透過画像データを用いているが、欠陥レベルの判別基準については集合パターン1と集合パターン3とで異なっていてもよい。
【0070】
欠陥レベルの判別については、具体的には、例えば上記表1の集合パターン1で検出判別された「単なる凹み欠陥」の場合は、面積が3mm2以上の欠陥は欠陥レベルAとして判別されて1個でも不可となり、面積が0.2mm2以上3mm2未満の欠陥は欠陥レベルBとして判別されて単位面積(0.5m2)当たり2個以上で不可(1個までは合格)となる。面積が0.2mm2未満は欠陥として検出されない。
【0071】
上述したように、画像データ処理部50で得られた欠陥データは表示部60に送られて、搬送されるフィルム1aに欠陥位置を表示(マーキング)する。ここで、表示部60に送られる欠陥データとしては、少なくとも欠陥の座標位置が含むが、必要に応じて欠陥種類や欠陥レベルを含むことができ、欠陥種類は欠陥レベルを座標位置と同時にフィルム1aに表示することができる。
【0072】
表示部60における表示方法としては、例えば、フィルム1aの欠陥位置に直接にマーキングする方法、搬送方向に対して欠陥位置と同位置のフィルム1aの端部(耳部)にマーキングする方法がある。表示手段としては、シールなどラベルを貼付ける装置、インクジェット装置、レーザーやカッターなどによりフィルム1aの端部(耳部)に傷を付ける装置等が挙げられる。
【0073】
また、画像データ処理部50は、作成された欠陥データを保存する機能、保存した欠陥データをディスプレイや紙媒体に表示あるいは印刷させる機能を有していてもよい。
【0074】
本発明は、光透過性の機能性フィルム(各種光学フィルム)やディスプレイ用フィルター等の欠陥検査に好適である。上記の機能性フィルムやディスプレイ用フィルターには、複数種類の欠陥が存在することが多く、本発明の欠陥検査方法を用いることによって欠陥種類の判別ができるので欠陥の種類に応じて合否判定を行うことが可能となり、精度の高い欠陥検査を実現することができる。
【0075】
光透過性の機能性フィルムとしては、例えば、反射防止フィルム、防眩フィルム、近赤外線吸収フィルム、色調整フィルム、偏光板、位相差フィルム、視野拡大フィルム、ライトコントロールフィルム等の光学フィルム、ハードコートフィルム、電磁波シールドフィルム、導電性フィルム、タッチパネル等が挙げられる。
【0076】
ディスプレイ用フィルターは、液晶ディスプレイ、有機ELディスプレイ、プラズマディスプレイ等のディスプレイの前面に配置されるフィルターで、上記した機能性フィルムを単独もしくは複数組み合わせたディスプレイ用フィルター、または1枚の基材フィルムに上記した機能性フィルムの機能層のみを複数種積層したディスプレイ用フィルターが挙げられる。
【0077】
例えば、プラズマディスプレイに用いられるディスプレイ用フィルターは、複数の機能を併せ持つディスプレイ用フィルターが一般的であり、かかるディスプレイ用フィルターとしては、反射防止機能、防眩機能、ハードコート機能、近赤外線吸収機能、色調整機能、および電磁波シールド機能の中から選ばれる少なくとも2つの機能を有するものが挙げられる。
【0078】
上記プラズマディスプレイ用フィルターとしては、例えば、反射防止・近赤外線吸収フィルム、反射防止・色調整フィルム、反射防止・近赤外線吸収・色調整フィルム、反射防止・近赤外線吸収・電磁波シールドフィルム、反射防止・近赤外線吸収・色調整・電磁波シールドフィルム、防眩・近赤外線吸収フィルム、防眩・色調整フィルム、防眩・近赤外線吸収・色調整フィルム、防眩・近赤外線吸収・電磁波シールドフィルム、防眩・近赤外線吸収・色調整・電磁波シールドフィルム、ハードコート・近赤外線吸収フィルム、ハードコート・色調整フィルム、ハードコート・近赤外線吸収・色調整フィルム、ハードコート・近赤外線吸収・電磁波シールドフィルム、ハードコート・近赤外線吸収・色調整・電磁波シールドフィルム等が挙げられる。
【0079】
上記の複数機能を併せ持つディスプレイ用フィルターは、複数の機能性フィルムを粘着剤等で貼合されたものであってもよいし、あるいは1枚の基材フィルムに複数の機能層が積層されたものであってもよい。
【0080】
本発明は、複数機能を併せ持つディスプレイ用フィルターの欠陥検査に好適であり、特に1枚のみの基材フィルムに複数の機能層が積層されたディスプレイ用フィルターに好適である。
【0081】
上記の1枚のみ基材フィルムに複数の機能層が積層されたディスプレイ用フィルターの構成例の幾つかを以下に例示する。
1)粘着剤層/近赤外線吸収層/基材フィルム/ハードコート層
2)粘着剤層/近赤外線吸収層/基材フィルム/ハードコート層/反射防止層
3)近赤外線吸収機能を有する粘着剤層/近赤外線吸収層/基材フィルム/ハードコート層
4)近赤外線吸収機能を有する粘着剤層/近赤外線吸収層/基材フィルム/ハードコート層/反射防止層
5)粘着剤層/近赤外線吸収層/基材フィルム/電磁波シールド層/ハードコート層
6)粘着剤層/近赤外線吸収層/基材フィルム/電磁波シールド層/ハードコート層/反射防止層
7)近赤外線吸収機能を有する粘着剤層/基材フィルム/電磁波シールド層/ハードコート層
8)近赤外線吸収機能を有する粘着剤層/基材フィルム/電磁波シールド層/ハードコート層/反射防止層。
【0082】
尚、上記近赤外線吸収層あるいは近赤外線吸収機能を有する粘着剤層には、色調整機能を併せて持たせることができる。また、上記ディスプレイ用フィルターは、その製造過程や物流過程で、離型フィルムあるいは保護フィルムをディスプレイ用フィルターの表面に積層することがあるが、これらの離型フィルムや保護フィルムは最終的には剥離除去されるので、上記構成例から除外している。
【0083】
基材フィルムとしては、厚みが50〜300μmのポリエチレンテレフタレートフィルムが好ましく用いられる。
【符号の説明】
【0084】
1 ロール状製品(被検査体)
1a ロール状製品が巻き出されて搬送されるフィルム
2 巻き出し部
3 巻き取り部
10 第1撮像部
20 第2撮像部
30 第3撮像部
40 第4撮像部
11、21、31、41 照明部
12、22、32、42 受光部
50 画像データ処理部
60 表示部
【技術分野】
【0001】
本発明は、欠陥検査方法および欠陥検査装置に関し、詳しくは液晶ディスプレイ、有機ELディスプレイ、プラズマディスプレイ等の表示装置に用いられる各種光学フィルムやディスプレイ用フィルターの欠陥検査方法および欠陥検査装置に関する。
【背景技術】
【0002】
反射防止フィルム、防眩フィルム、近赤外線吸収フィルム、色調整フィルム、偏光板、位相差板等の光学フィルム、ハードコートフィルム、電磁波シールドフィルム、導電性フィルム、タッチパネル、あるいは上記した複数機能を併せ持つディスプレイ用フィルターが各種表示装置に用いられている。
【0003】
光学フィルムやディスプレイ用フィルターは、その製造過程で不合格となる欠陥が発生することがある。これらの欠陥の検査は、従来から目視検査や光学系検査で行われている。
【0004】
人の目による目視検査は、生産性が悪く、個人差による合否判定のバラツキ等の問題があり、近年では光学的手段を用いた光学系検査が普及してきている。
【0005】
光学系検査方法として、複数の光学系で得られた複数の画像データを用いて欠陥を検出する方法が提案されている(例えば特許文献1、2)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】2003−329601号公報
【特許文献2】2008−116438号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1は、欠陥の発生個数を正確に検査するために複数の撮像手段によって得られた複数の画像データを用いているが、1つの欠陥を重複してカウントすることを避けるために、同一箇所に複数の画像データが存在する場合はどちらかの一方の画像データを優先して1つの欠陥としてカウントするというものである。即ち、特許文献1では、複数の画像データはそれぞれ独立して処理されるものであって、複数の画像データの組み合わせで1つの欠陥の種類を判別するというものではない。
【0008】
特許文献2には、2つの光学手段で検出される2つの欠陥候補(表面欠点と輝点)が、同一座標で検出されるものは、一方の検出結果のみを適用する方法が提案されている。具体的には「表面欠点と輝点とを同時に検出した場合は、欠陥としない」という方法を提案している。ここで、表面欠点はクニックや内部異物等で。輝点は表面付着異物である。
【0009】
すなわち、特許文献2は、輝点として検出される表面付着異物は欠陥としないことを前提とした検査方法であって、表面欠点を検出する画像データと輝点(表面付着異物)を検出する画像データが同一座標に存在する場合は、輝点としての画像データを優先して欠陥ではないとして処理するというものである。
【0010】
上述したように、特許文献1、2に開示されている検査方法は、複数の画像データの内のどちらか一方の画像データを優先して判別するというものであって、複数の画像データを組み合わせて1つの欠陥の種類を判別することは記載されていない。
【0011】
上述の特許文献1、2に開示されている検査方法では、欠陥が複数の特徴を持つ場合に問題を生じる場合がある。
【0012】
例えば、光学フィルム等において、その表面に凹凸が存在する場合、凹凸に起因して、その凹凸部分が光学フィルムの色とは異なる色彩を帯びる場合がある。あるいは、凹凸に起因して、その凹凸部分が光学フィルムとは異なるコントラストを帯びる場合がある。このように、1つの欠陥が、凹凸と色彩あるいはコントラストの2以上の特徴を持つ場合がある。
【0013】
このような複数の特徴を1つの光学系で検出することは通常困難であり、複数の光学系で検出する必要がある。特許文献1、2は、複数の光学系で得られた画像データを用いているが、最終的には予め決められた1つの画像データを優先して採用するというもので、複数の画像データの組み合わせによって欠陥の特徴を判別するというものではない。つまり、特許文献1、2の検査方法では、複数の特徴を持つ欠陥を正確に判別することはできない。
【0014】
複数の特徴を持つ欠陥の種類を正確に判別できない場合には以下のような不都合が生じる場合がある。
【0015】
例えば、光学フィルム等における表面凹凸の欠陥候補が異なる色彩あるいは異なるコントラストを帯びている場合、凹凸を検出する1つの光学系から得られる画像データのみで欠陥の合否を判定し、その結果合格と判定したとしても、色彩あるいはコントラストの画像データは不合格レベルであることがある。また、上記とは逆のこともある。さらに、欠陥の種類によっては、凹凸の画像データは不合格レベルであっても、色彩の画像データが合格レベルであれば、その欠陥は合格と判定しなければならないこともある。
【0016】
つまり、複数の特徴を持つ欠陥の種類を正確に判別できない場合、本来不合格とすべき欠陥を合格と判定して見逃す危険性もあれば、本来合格とすべき欠陥を不合格と判断してしまうことがある。この問題を解決するには、欠陥の種類を判別し、欠陥種類毎に合否判定基準を設ける必要がある。
【0017】
また一方、これまで自動検査装置は、その検査装置が対象とする欠陥を検出する機能をもつが、最終製品としての合否を判定する機能は与えられていなかった。
【0018】
従って本発明の目的は、欠陥の種類を正確に判別することができる欠陥検査方法および欠陥検査装置を提供することにある。また、本発明の他の目的は、ロール状製品の欠陥の種類を正確に判別し、合否判定を行う自動欠陥検査方法および自動欠陥検査装置を提供することにある。
【課題を解決するための手段】
【0019】
本発明の上記目的は、以下の発明によって基本的に達成された。
1)被検査体を撮像して得られる画像データに基づいて欠陥を検査する方法であって、
被検査体に対して複数の種粳の画像データを取り込み、
これら複数の種類の画像データのそれぞれについて欠陥の検出を行い、
1つの欠陥に対して欠陥を検出した画像データの組み合わせに応じて、その欠陥の種類を判別することを特徴とする、欠陥検査方法。
2)前記複数の画像データが反射画像データと透過画像データとを含む、前記1)の欠陥検査方法。
3)前記透過画像データが、直接透過画像データ、屈折透過画像データ、および散乱透過画像データからなる群より選ばれる少なくとも2つの画像データを含む、前記2)の欠陥検査方法。
4)さらに欠陥のサイズを測定する、前記1)〜3)のいずれかの欠陥検査方法。
5)前記複数の種類の画像データのそれぞれについて、欠陥を検出するとともに、検出した欠陥の強さおよび/または大きさを測定し、
1つの欠陥に対して欠陥を検出した画像データの組み合わせに応じて、その欠陥の種類を判別するとともに、欠陥を検出した画像データのうちの1つの画像データにおける欠陥の強さおよび/または大きさに基づいてその欠陥の合否判定を行う、請求項1〜4のいずれかの欠陥検査方法。
6)ロール状被検査体を連続搬送させながら撮像する、前記1)〜5)のいずれかの欠陥検査方法。
7)前記被検査体が光透過性機能性フィルムあるいはディスプレイ用フィルターである、前記1)〜6)のいずれかの欠陥検査方法。
8)被検査体を撮像して画像データを生成する複数の撮像部と、
前記複数の撮像部で生成された複数の画像データのそれぞれについて欠陥の有無を判定し、1つの欠陥に対する複数の画像データの欠陥の有無の判定結果をまとめた集合パターンを作成し、この欠陥の有無の集合パターンに応じて欠陥の種類を判別する画像データ処理部と、を備えることを特徴とする、欠陥検査装置。
9)前記画像データ処理部が、さらに判別された欠陥の種類毎に合否判定して、少なくとも欠陥の座標位置を含む欠陥データを作成する、前記8)の欠陥検査装置。
10)前記欠陥データに基づいて被検査体に欠陥位置を表示するための表示部を有する、前記8)または9)の欠陥検査装置。
【発明の効果】
【0020】
本発明によれば、複数の特徴を持つ欠陥の種類を正確に判別することができるので、本来不合格とすべき欠陥を見逃すことがなくなり、最終製品の信頼性が向上する。また、本発明の好ましい態様によれば、ロール状製品の欠陥検査と同時に合否判定を行うので、ロール状製品が納入された客先では欠陥検査結果に基づいて加工(例えばシートへの切断加工)するだけでよく、客先での加工時の負担を軽減することができる。
【図面の簡単な説明】
【0021】
【図1】本発明の欠陥検査方法を実施するための欠陥検査装置の一例の模式側面図。
【発明を実施するための形態】
【0022】
本発明の欠陥検査方法は、被検査体を撮像して得られた複数の画像データの組み合わせによって欠陥の種類を判別するものである。
【0023】
本発明に用いられる画像データとしては、反射画像データ、透過画像データ等があり、さらに反射画像データとしては正反射画像データ、散乱反射画像データ等が挙げられ、透過画像データとしては直接透過画像データ、屈折透過画像データ、散乱透過画像データ等が挙げられる。本発明はこれらの画像データの中の2以上の画像データを組み合わせて欠陥の種類を判別する。
【0024】
正反射画像データは、被検査体に対して照明部からの入射光と正反射となる位置に受光部を配置することによって得られる。散乱反射画像データは、被検査体に対して照明部からの入射光が散乱反射する位置に受光部を配置することによって得られる。直接透過画像データは、被検査体を挟んで垂直位置に照明部と受光部を配置することによって得られる。屈折透過画像データは、被検査体を挟んで垂直位置に照明部と受光部をずらして配置することによって得られる。散乱透過画像データは、被検査体を挟んで斜め方向に照明部、垂直方向に受光部を配置することによって得られる。
【0025】
本発明は少なくとも反射画像データと透過画像データとを組み合わせて用いることが好ましい。この場合、反射画像データとして正反射画像データと散乱反射画像データのどちらか一方あるいは両者を用いることができ、透過画像データとして直接透過画像データ、屈折透過画像データおよび散乱透過画像データからなる群より選ばれる少なくとも1つの画像データを用いることができる。
【0026】
本発明は、反射画像データとして少なくとも正反射画像データを用いることが好ましい。
【0027】
本発明は、透過画像データとして、直接透過画像データ、屈折透過画像データ、および散乱透過画像データの中から選ばれる少なくとも2つの画像データを用いることが好ましく、さらに、少なくとも直接透過画像データと屈折透過画像データを用いることが好ましく、特に、直接透過画像データ、屈折透過画像データおよび散乱透過画像データを用いることが好ましい。
【0028】
上記した画像データの組み合わせによって、特に光透過性機能性フィルムやディスプレイ用フィルターにおける欠陥種類の判別をより正確に行うことができるようになる。
【0029】
以下に本発明の欠陥検査方法を実施するため欠陥検査装置について、その好ましい形態について図面を用いて説明する。図1は、本発明の欠陥検査方法を実施するための欠陥検査装置の一例の模式側面図である。
【0030】
図1において、被検査体であるロール状製品1が巻き出し部2から巻き出されて巻きと取り部3で巻き取られるまでの搬送経路に、ロール状製品1を撮像して画像データを生成するための撮像部である第1撮像部10、第2撮像部20、第3撮像部30および第4撮像部40が配置されている。上記の4つの撮像部は、ロール状製品1に光を照射するための照明部(符号11、21、31、41)と受光部(符号12、22、32、42)がそれぞれ配置されている。
【0031】
第1撮像部10は正反射画像データ、第2撮像部20は屈折透過画像、第3撮像部30は直接透過画像データ、第4撮像部40は散乱透過画像データを得るための撮像装置である。
【0032】
第1〜第4の撮像部で撮像された画像データは、画像データ処理部50に送られて画像処理が施されて欠陥種類が判別され、さらに欠陥種類毎に合否判定がなされる。画像データ処理部50で作成された欠陥データ(例えば、欠陥の座標位置、欠陥の種類、欠陥レベル等)は保存されるのと併せて表示部60に送られる。表示部60では欠陥データに基づいてロール状製品1に欠陥位置を表示する。上記の欠陥データの保存およびロール状製品への表示は、どちらか一方のみの実施であってもよい。
【0033】
本発明の欠陥検査方法および欠陥検査装置は、ロール状製品を連続搬送させながら連続的にかつ自動的に行うことが好ましく、さらに、上記のように合否判定機能を有していることが好ましい。
【0034】
以下、本発明の欠陥検査装置を構成する主要部について詳細に説明する。
【0035】
巻き出し部2は、コアに巻き付けられたロール状製品1を一定速度で巻出す装置である。このため、巻き取り部3と合わせて搬送速度を一定に保ち、かつロール状製品1の搬送方向長さにおける検出欠陥位置の座標を確定させるために、巻き出し長さを測定する機構を備える。
【0036】
また、巻き出し部2は、搬送されるフィルム(ロール状製品が巻き出されて搬送されている状態のものを便宜上「フィルム」と言う)1aの幅方向の位置ズレを防ぐために、フィルム1aのエッジ位置を測定し、変化に応じて巻き出し位置を調整するための機構(エッジポジションセンサー)を備える。また、巻き出し部2には、巻き取り部3と合わせて搬送されるフィルム1aにたるみが生じないようにテンションをコントロールする機構を備える。
【0037】
巻き取り部3は、搬送されてきたフィルム1aを再びコアに巻き取る装置である。巻き取り部3は、巻き出し部2と同様の機能、例えばエッジポジションセンサーやテンションコントロール機構等を備える。
【0038】
第1〜第4撮像部(符号10、20、30、40)において、照明部(符号11、21、31、41)は光源としてメタルハライドランプやLEDランプを用いることができる。また、各撮像部において他の撮像部に意図しなかった照射がおきないよう、レンズなどを用い受光部に指向して照射することや、光源からの光を、スリット(図示せず)を介してフィルム1a(被検査体)に照射することは好ましい。受光部(符号12、22、32、42)は、受光手段としてCCDイメージセンサー等を用いることができる。
【0039】
第1撮像部10は正反射画像データを得るための撮像装置であり、フィルム1a(被検査体)による正反射光を受光部12が受光する。照明部11からの照射角度および受光部12の受光角度はフィルム1a(被検査体)に対して30〜70度の範囲が好ましく、40〜50度の範囲がより好ましい。
【0040】
第2撮像部20は屈折透過画像データを得るための撮像装置であり、フィルム1a(被検査体)による屈折光を受光部22が受光する。照明部21と受光部22は、フィルム1a(被検査体)に対して垂直方向に正対し、かつ、それぞれの位置からフィルム1a(被検査体)に向け降ろした垂線とフィルム1aの交点がフィルム1aの搬送方向に沿って直線に並ぶよう配置する。交点は1〜5mm離れることが好ましく、1〜2mm離れることはさらに好ましい。また、屈折光のみを受光するために受光部にスリット(図示せず)を設け屈折光以外を遮光することは、より好ましい形態である。
【0041】
第3撮像部30は直接透過画像データを得るための撮像装置であり、フィルム1a(被検査体)による透過光を受光部32が受光する。照明部31と受光部32はフィルム1a(被検査体)に対して垂直方向に正対して配置する。
【0042】
第4撮像部40は散乱透過画像データを得るための撮像装置であり、フィルム1a(被検査体)による散乱光を受光部42が受光する。照明部41からの照射角度は、フィルム1a(被検査体)に直交する垂直線に対して1〜10度の範囲が好ましく、3〜7度の範囲がより好ましい。受光部22の受光角度は、フィルム1aに対して垂直方向である。また、散乱光のみを受光するために照明光を指向させることは、より好ましい形態である。
【0043】
第1〜第4のそれぞれの撮像部は、被検査体であるフィルム1aの幅方向の全域に対応できるように配置する。撮像部を搬送方向に対して並列に複数個に分割して配置することもできる。例えば、被検査体であるフィルム1aの幅1000mmに対して、有効照射幅500mm光源からなる照明部、解像度を示す画素数が5,000画素からなる受光素子を持つ受光部、検査対象である欠陥幅が0.1mmの場合は、照射部・受光部を少なくともそれぞれ2個配置する必要がある。
【0044】
さらに多くの受光部を搬送方向に対して並列に配置することは、より欠陥を詳細に観察するために好ましい形態であり、より詳細な観察を可能にする。
【0045】
また、受光手段であるCCDイメージセンサー等は、被検査体であるフィルム1aの送り速度に基づき動作速度を選定できる。
【0046】
第1〜第4のそれぞれの撮像部で撮像された画像データは画像データ処理部50に送られる。画像データ処理部50では以下の処理が行われる。
【0047】
(i)それぞれの撮像部から出力された画像データについて、それぞれの撮像部毎に設定された閾値に基づいて欠陥を検出し、欠陥を検出した場合は、「欠陥有り」、その欠陥のサイズパラメータ(面積、長さ、高さ等)およびその欠陥の検出座標の情報を出力する。閾値は、それぞれの画像データを構成する強度パラメータ(反射率、透過光量等)に基づいて設定することができる。なお、この段階で欠陥として検出されたものには、後述する(iv)段階において合格と判定され、製品の中に含まれていても問題のないものも含まれている。
【0048】
(ii)それぞれの画像データで検出した欠陥の検出座標をもとにして、同一の欠陥に対してそれぞれの画像データで欠陥が検出されたかどうかをまとめる。
【0049】
図1の欠陥検査装置の場合では、1つの欠陥に対して第1〜第4の撮像部で得られた画像データのそれぞれに欠陥が検出されたかどうかをまとめ、後述の表1に示すような欠陥検出有無の集合パターンとして出力される。なお、表1では散乱透過画像データ(第4の撮像部で得られた画像データ)を除く他の3つの画像データでの欠陥の有無に基づいて集合パターンを作成している。
【0050】
(iii)上記の欠陥有無の集合パターンに基づいて、予め設定された欠陥種類と集合パターンの関係に従って、欠陥の種類が判別される。
【0051】
(iv)欠陥の種類別に予め設定された合否判定基準に基づいて、欠陥の合否判定を行う。
ここでの合否判定基準には、欠陥の種類毎に、欠陥が検出された画像データのうちのどの画像データを合否判定に使用するのかと、その画像データにおける欠陥のサイズパラメータ(面積、長さ、高さ等)に基づく合否基準を予め設定しておく。
【0052】
(v)検出された欠陥の合否判定結果をアウトプットとして出力する。
【0053】
本発明は、上記の(ii)、(iii)の画像処理をすることが最大の特徴であり、どのような画像データを組み合わせるかは、被検査体の種類や用途に応じて適宜選択することができる。
【0054】
欠陥の種類(特徴)と画像データの関係について、幾つかの例を下記に挙げる。
【0055】
1)正反射画像データは、被検査体に対して斜め方向から光を入射させて被検査体表面で正反射した光を利用したものであり、凸状欠陥あるいは正常部分とは異なる反射率を持つ欠陥を検出することができる。しかし、反射光の変化を伴わない欠陥、例えば被検査体表面に露出がなく被検査体中に埋まっている欠陥は検出できないことがある。
【0056】
2)屈折透過画像データは、被検査体に対する入射光が欠陥によってその進路が変えられることにより、正常部とは異なる方向に光が屈折して透過してくる現象を利用したものであり、凸状欠点や凹み欠点を検出することができる。しかし、入射光の屈折を伴わない、例えば凹凸がない欠陥は検出できないことがある。
【0057】
3)直接透過画像データは、入射光が被検査体を透過するときの透過光量の変化を利用するものであり、被検査体内部あるいは表面に存在する光吸収性欠陥(例えば着色異物等)や光透過性欠陥(例えば色抜け)、被検査体表面に存在して光を反射あるいは散乱して透過光量を減少させる欠陥(例えば厚みを伴わない着色付着物)を検出することができる。しかし、透過光量の変化を伴わない欠陥(例えば、濃度変化を伴わない凹み)は検出できないことがある。
【0058】
4)散乱透過画像データは、被検査体に入射した光が透過する過程で欠陥によって散乱することを利用したものであり、凸起状欠点の大きさを正反射画像データや屈折透過画像データに比べてより正確に測定することができる。
【0059】
上述した各種画像データから強度パラメータ(反射率、透過光量等)によって欠陥を検出するとともに、サイズパラメータ(面積、長さ、高さ等)によって欠陥の大きさを測定することができる。
【0060】
本発明は、上記のサイズパラメータに基づいて欠陥の合否判定処理をさせることが好ましい。本発明は、複数の画像データの組み合わせによって欠陥の種類を判別するものであるが、種類が判別された欠陥の合否判定は、欠陥の種類毎に予め設定された1つの画像データのサイズパラメータに基づいて欠陥の合否判定処理をさせることが好ましい。
【0061】
本発明は、複数の画像データの集合パターンから欠陥の種類を判別するが、そのいくつかの例を表1に示す。但し、本発明はこれらの例示に限定されるものではない。
【0062】
【表1】
【0063】
表1は、欠陥有無の集合パターンと欠陥種類の関係を示したものであり、画像データとしては正反射画像データ、屈折透過画像データ、直接透過画像データが用いられている。表中、○は欠陥として検出できたことを示し、×は検出できないことを示している。
【0064】
集合パターン1は、正反射画像データは非検出(×)、屈折透過画像データは検出(○)、直接透過画像データは非検出(×)であり、予め設定入力された集合パターンに基づいて欠陥種類を「単なる凹み欠点」と判別する。以下、集合パターン2〜6も上記と同様である。
【0065】
欠陥種類が判別されると、次に欠陥種類毎に予め設定入力された基準に従って合否判定がなされる。この合否判定は、1つの画像データを設定しておき、その画像データでの欠陥のサイズパラメータに基づいてなされる。表1において、集合パターン1の合否判定の画像データは、直接透過画像データである。以下、集合パターン2〜6についても、同様に合否判定に用いられる画像データが予め設定入力されている。
【0066】
欠陥の合否判定に用いられる画像データは、被検査体の用途や種類によって適宜選択することが好ましい。例えば、光学フィルムやディスプレイ用フィルターはディスプレイの前面に装着され、視聴者はこれらのフィルムやフィルターを介してディスプレイ画像を透過画像として観賞するので、透過画像データで検出された欠陥はよりシビヤーに判断されることが好ましく、従って、欠陥の合否判定の基準となる画像データとして直接透過画像データや屈折透過画像データを用いるのが好ましい。
【0067】
本発明はさらに、欠陥レベル別に単位面積当たりの欠陥個数によって合否判定をすることが好ましい。ここで、欠陥レベルとは欠陥のサイズによって判別されるものである。例えば、特定サイズ以上の欠陥は欠陥レベルAとし、ある範囲のサイズの欠陥は欠陥レベルBとするものである。
【0068】
欠陥レベルを判別する意味は、例えば、欠陥レベルAは1個の存在で無条件に不可とするが、欠陥レベルBは単位面積当たり1個までは合格で2個以上の場合に不可とする、という合否判定のやり方に適用するためである。
【0069】
上記の欠陥レベルの判別基準は、欠陥種類とは関係なく一律に設定してもよいが、欠陥種類毎に欠陥レベルの判別基準を設けることが好ましい。欠陥種類によって欠陥レベルの判別基準が異なる場合があり、欠陥種類毎に欠陥レベルの判別基準を設けることによって、より高い精度で合否判定をすることができる。例えば、表1では、集合パターン1と集合パターン3とが合否判定の画像データとして屈折透過画像データを用いているが、欠陥レベルの判別基準については集合パターン1と集合パターン3とで異なっていてもよい。
【0070】
欠陥レベルの判別については、具体的には、例えば上記表1の集合パターン1で検出判別された「単なる凹み欠陥」の場合は、面積が3mm2以上の欠陥は欠陥レベルAとして判別されて1個でも不可となり、面積が0.2mm2以上3mm2未満の欠陥は欠陥レベルBとして判別されて単位面積(0.5m2)当たり2個以上で不可(1個までは合格)となる。面積が0.2mm2未満は欠陥として検出されない。
【0071】
上述したように、画像データ処理部50で得られた欠陥データは表示部60に送られて、搬送されるフィルム1aに欠陥位置を表示(マーキング)する。ここで、表示部60に送られる欠陥データとしては、少なくとも欠陥の座標位置が含むが、必要に応じて欠陥種類や欠陥レベルを含むことができ、欠陥種類は欠陥レベルを座標位置と同時にフィルム1aに表示することができる。
【0072】
表示部60における表示方法としては、例えば、フィルム1aの欠陥位置に直接にマーキングする方法、搬送方向に対して欠陥位置と同位置のフィルム1aの端部(耳部)にマーキングする方法がある。表示手段としては、シールなどラベルを貼付ける装置、インクジェット装置、レーザーやカッターなどによりフィルム1aの端部(耳部)に傷を付ける装置等が挙げられる。
【0073】
また、画像データ処理部50は、作成された欠陥データを保存する機能、保存した欠陥データをディスプレイや紙媒体に表示あるいは印刷させる機能を有していてもよい。
【0074】
本発明は、光透過性の機能性フィルム(各種光学フィルム)やディスプレイ用フィルター等の欠陥検査に好適である。上記の機能性フィルムやディスプレイ用フィルターには、複数種類の欠陥が存在することが多く、本発明の欠陥検査方法を用いることによって欠陥種類の判別ができるので欠陥の種類に応じて合否判定を行うことが可能となり、精度の高い欠陥検査を実現することができる。
【0075】
光透過性の機能性フィルムとしては、例えば、反射防止フィルム、防眩フィルム、近赤外線吸収フィルム、色調整フィルム、偏光板、位相差フィルム、視野拡大フィルム、ライトコントロールフィルム等の光学フィルム、ハードコートフィルム、電磁波シールドフィルム、導電性フィルム、タッチパネル等が挙げられる。
【0076】
ディスプレイ用フィルターは、液晶ディスプレイ、有機ELディスプレイ、プラズマディスプレイ等のディスプレイの前面に配置されるフィルターで、上記した機能性フィルムを単独もしくは複数組み合わせたディスプレイ用フィルター、または1枚の基材フィルムに上記した機能性フィルムの機能層のみを複数種積層したディスプレイ用フィルターが挙げられる。
【0077】
例えば、プラズマディスプレイに用いられるディスプレイ用フィルターは、複数の機能を併せ持つディスプレイ用フィルターが一般的であり、かかるディスプレイ用フィルターとしては、反射防止機能、防眩機能、ハードコート機能、近赤外線吸収機能、色調整機能、および電磁波シールド機能の中から選ばれる少なくとも2つの機能を有するものが挙げられる。
【0078】
上記プラズマディスプレイ用フィルターとしては、例えば、反射防止・近赤外線吸収フィルム、反射防止・色調整フィルム、反射防止・近赤外線吸収・色調整フィルム、反射防止・近赤外線吸収・電磁波シールドフィルム、反射防止・近赤外線吸収・色調整・電磁波シールドフィルム、防眩・近赤外線吸収フィルム、防眩・色調整フィルム、防眩・近赤外線吸収・色調整フィルム、防眩・近赤外線吸収・電磁波シールドフィルム、防眩・近赤外線吸収・色調整・電磁波シールドフィルム、ハードコート・近赤外線吸収フィルム、ハードコート・色調整フィルム、ハードコート・近赤外線吸収・色調整フィルム、ハードコート・近赤外線吸収・電磁波シールドフィルム、ハードコート・近赤外線吸収・色調整・電磁波シールドフィルム等が挙げられる。
【0079】
上記の複数機能を併せ持つディスプレイ用フィルターは、複数の機能性フィルムを粘着剤等で貼合されたものであってもよいし、あるいは1枚の基材フィルムに複数の機能層が積層されたものであってもよい。
【0080】
本発明は、複数機能を併せ持つディスプレイ用フィルターの欠陥検査に好適であり、特に1枚のみの基材フィルムに複数の機能層が積層されたディスプレイ用フィルターに好適である。
【0081】
上記の1枚のみ基材フィルムに複数の機能層が積層されたディスプレイ用フィルターの構成例の幾つかを以下に例示する。
1)粘着剤層/近赤外線吸収層/基材フィルム/ハードコート層
2)粘着剤層/近赤外線吸収層/基材フィルム/ハードコート層/反射防止層
3)近赤外線吸収機能を有する粘着剤層/近赤外線吸収層/基材フィルム/ハードコート層
4)近赤外線吸収機能を有する粘着剤層/近赤外線吸収層/基材フィルム/ハードコート層/反射防止層
5)粘着剤層/近赤外線吸収層/基材フィルム/電磁波シールド層/ハードコート層
6)粘着剤層/近赤外線吸収層/基材フィルム/電磁波シールド層/ハードコート層/反射防止層
7)近赤外線吸収機能を有する粘着剤層/基材フィルム/電磁波シールド層/ハードコート層
8)近赤外線吸収機能を有する粘着剤層/基材フィルム/電磁波シールド層/ハードコート層/反射防止層。
【0082】
尚、上記近赤外線吸収層あるいは近赤外線吸収機能を有する粘着剤層には、色調整機能を併せて持たせることができる。また、上記ディスプレイ用フィルターは、その製造過程や物流過程で、離型フィルムあるいは保護フィルムをディスプレイ用フィルターの表面に積層することがあるが、これらの離型フィルムや保護フィルムは最終的には剥離除去されるので、上記構成例から除外している。
【0083】
基材フィルムとしては、厚みが50〜300μmのポリエチレンテレフタレートフィルムが好ましく用いられる。
【符号の説明】
【0084】
1 ロール状製品(被検査体)
1a ロール状製品が巻き出されて搬送されるフィルム
2 巻き出し部
3 巻き取り部
10 第1撮像部
20 第2撮像部
30 第3撮像部
40 第4撮像部
11、21、31、41 照明部
12、22、32、42 受光部
50 画像データ処理部
60 表示部
【特許請求の範囲】
【請求項1】
被検査体を撮像して得られる画像データに基づいて欠陥を検査する方法であって、
被検査体に対して複数の種粳の画像データを取り込み、
これら複数の種類の画像データのそれぞれについて欠陥の検出を行い、
1つの欠陥に対して欠陥を検出した画像データの組み合わせに応じて、その欠陥の種類を判別することを特徴とする、欠陥検査方法。
【請求項2】
前記複数の画像データが反射画像データと透過画像データとを含む、請求項1の欠陥検査方法。
【請求項3】
前記透過画像データが、直接透過画像データ、屈折透過画像データおよび散乱透過画像データからなる群より選ばれる少なくとも2つの画像データを含む、請求項2の欠陥検査方法。
【請求項4】
さらに欠陥のサイズを測定する、請求項1〜3のいずれかの欠陥検査方法。
【請求項5】
前記複数の種類の画像データのそれぞれについて、欠陥を検出するとともに、検出した欠陥の強さおよび/または大きさを測定し、
1つの欠陥に対して欠陥を検出した画像データの組み合わせに応じて、その欠陥の種類を判別するとともに、欠陥を検出した画像データのうちの1つの画像データにおける欠陥の強さおよび/または大きさに基づいてその欠陥の合否判定を行う、請求項1〜4のいずれかの欠陥検査方法。
【請求項6】
ロール状被検査体を連続搬送させながら撮像する、請求項1〜5のいずれかの欠陥検査方法。
【請求項7】
前記被検査体が光透過性機能性フィルムあるいはディスプレイ用フィルターである、請求項1〜6のいずれかの欠陥検査方法。
【請求項8】
被検査体を撮像して画像データを生成する複数の撮像部と、
前記複数の撮像部で生成された複数の画像データのそれぞれについて欠陥の有無を判定し、1つの欠陥に対する複数の画像データの欠陥の有無の判定結果をまとめた集合パターンを作成し、この欠陥の有無の集合パターンに応じて欠陥の種類を判別する画像データ処理部と、を備えることを特徴とする、欠陥検査装置。
【請求項9】
前記画像データ処理部が、さらに判別された欠陥の種類毎に合否を判定して、少なくとも欠陥の座標位置を含む欠陥データを作成する、請求項8の欠陥検査装置。
【請求項10】
前記欠陥データに基づいて被検査体に欠陥位置を表示するための表示部を有する、請求項8または9の欠陥検査装置。
【請求項1】
被検査体を撮像して得られる画像データに基づいて欠陥を検査する方法であって、
被検査体に対して複数の種粳の画像データを取り込み、
これら複数の種類の画像データのそれぞれについて欠陥の検出を行い、
1つの欠陥に対して欠陥を検出した画像データの組み合わせに応じて、その欠陥の種類を判別することを特徴とする、欠陥検査方法。
【請求項2】
前記複数の画像データが反射画像データと透過画像データとを含む、請求項1の欠陥検査方法。
【請求項3】
前記透過画像データが、直接透過画像データ、屈折透過画像データおよび散乱透過画像データからなる群より選ばれる少なくとも2つの画像データを含む、請求項2の欠陥検査方法。
【請求項4】
さらに欠陥のサイズを測定する、請求項1〜3のいずれかの欠陥検査方法。
【請求項5】
前記複数の種類の画像データのそれぞれについて、欠陥を検出するとともに、検出した欠陥の強さおよび/または大きさを測定し、
1つの欠陥に対して欠陥を検出した画像データの組み合わせに応じて、その欠陥の種類を判別するとともに、欠陥を検出した画像データのうちの1つの画像データにおける欠陥の強さおよび/または大きさに基づいてその欠陥の合否判定を行う、請求項1〜4のいずれかの欠陥検査方法。
【請求項6】
ロール状被検査体を連続搬送させながら撮像する、請求項1〜5のいずれかの欠陥検査方法。
【請求項7】
前記被検査体が光透過性機能性フィルムあるいはディスプレイ用フィルターである、請求項1〜6のいずれかの欠陥検査方法。
【請求項8】
被検査体を撮像して画像データを生成する複数の撮像部と、
前記複数の撮像部で生成された複数の画像データのそれぞれについて欠陥の有無を判定し、1つの欠陥に対する複数の画像データの欠陥の有無の判定結果をまとめた集合パターンを作成し、この欠陥の有無の集合パターンに応じて欠陥の種類を判別する画像データ処理部と、を備えることを特徴とする、欠陥検査装置。
【請求項9】
前記画像データ処理部が、さらに判別された欠陥の種類毎に合否を判定して、少なくとも欠陥の座標位置を含む欠陥データを作成する、請求項8の欠陥検査装置。
【請求項10】
前記欠陥データに基づいて被検査体に欠陥位置を表示するための表示部を有する、請求項8または9の欠陥検査装置。
【図1】

【公開番号】特開2012−167975(P2012−167975A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−28133(P2011−28133)
【出願日】平成23年2月14日(2011.2.14)
【出願人】(000222462)東レフィルム加工株式会社 (142)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成23年2月14日(2011.2.14)
【出願人】(000222462)東レフィルム加工株式会社 (142)
【Fターム(参考)】
[ Back to top ]