
止着テープの製造方法
【課題】柔軟性を維持しつつ、着用する際または着用中に、千切れ難い止着テープを製造することが可能な止着テープの製造方法を提供する。
【解決手段】長尺基材シート11の長手方向に沿って帯状の長尺フック材13を載置して積層体15を得る載置工程と、積層体15を得た後、長尺フック材13の長手方向の両端部を長尺フック材13の表面側から長尺基材シート11側に向けて押圧することにより接合用凹部71aを形成して長尺フック材13と長尺基材シート11を接合すると同時に、長尺フック材13を載置した領域以外の領域を押圧することにより補強用凹部72aを形成して接合体16を得る補強接合工程と、を備え、接合用凹部71aが、長尺フック材13と長尺基材シート11に跨って形成され、補強用凹部72aが、長尺フック材13と長尺基材シート11を跨がないように形成される止着テープの製造方法。
【解決手段】長尺基材シート11の長手方向に沿って帯状の長尺フック材13を載置して積層体15を得る載置工程と、積層体15を得た後、長尺フック材13の長手方向の両端部を長尺フック材13の表面側から長尺基材シート11側に向けて押圧することにより接合用凹部71aを形成して長尺フック材13と長尺基材シート11を接合すると同時に、長尺フック材13を載置した領域以外の領域を押圧することにより補強用凹部72aを形成して接合体16を得る補強接合工程と、を備え、接合用凹部71aが、長尺フック材13と長尺基材シート11に跨って形成され、補強用凹部72aが、長尺フック材13と長尺基材シート11を跨がないように形成される止着テープの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、止着テープの製造方法に関し、更に詳しくは、柔軟性を維持しつつ、着用する際または着用中に、千切れ難い止着テープを製造することが可能な止着テープの製造方法に関する。
【背景技術】
【0002】
一般に、テープ型使い捨ておむつは、前身頃、股下部及び後身頃の各部から構成され、吸収体と、吸収体の表面を被覆するように配置され、少なくとも一部が液透過性材料からなるトップシートと、吸収体の裏面を被覆するように配置され、液不透過性材料からなるバックシートと、後身頃の左右の各側縁から延出するように配置され、前身頃と後身頃とを固定するための止着テープとを備えている(例えば、特許文献1及び2参照)。
【0003】
このようなテープ型使い捨ておむつは、交換の際に着用者の股下に差し入れられ、後身頃を広げた後、着用者の体型にあわせて前身頃をあてる。その後、止着テープをテープ係合位置に係合させることによって着用される。
【0004】
そして、テープ型使い捨ておむつを着用者に着用した状態では、着用者の排泄物はトップシートの液透過性の部分を透過して吸収体に吸収されるとともに、バックシートによって外部への漏洩が防止される。
【0005】
このようなテープ型使い捨ておむつでは、止着テープは、フック材の材料である帯状のフック材シートの短手方向の両端部を、基材の材料である帯状の長尺基材シートに圧着させることによって、フック材シートと長尺基材シートを接合して長尺積層体を得た後、長尺積層体を長手方向に切断して二分割するとともに、短手方向に沿って複数個所切断して製造することが知られている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−211136号公報
【特許文献2】特開2007−282893号公報
【特許文献3】特開2000−93211号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献3に記載された方法によって製造される止着テープを備えるテープ型使い捨ておむつは、おむつを着用する際に、着用者の体重が掛かった状態で止着テープを引っ張ると、止着テープに大きな力が掛かるため、止着テープが千切れてしまう場合があった。また、着用する際だけでなく、着用しているとき(着用時)においても、止着テープに大きな力が掛かると、止着テープが千切れてしまう場合があった。特に、不織布からなる基材を用いた止着テープは、手触りの良さが好まれ、多く使用されているが、このような基材を用いた場合、止着テープが千切れてしまい易いという問題がある。
【0008】
更に詳細には、幼児のおむつを交換する場合、以下のように行うことができる。まず、幼児は大人に比べて体重が軽いので、臀部を持ち上げて臀部の下に隙間を作る。次に、その隙間にテープ型使い捨ておむつの後身頃を、広げた状態で滑り込ませる。次に、滑り込ませたおむつに臀部を乗せ、その後、後身頃の両脇に配置された止着テープを摘み、外方に引っ張りながら、おむつを着用者の腹周り及び脚周りに合わせる。次に、摘んでいた止着テープを前身頃に宛てて固定する。幼児の場合、このようにしておむつを交換する。
【0009】
一方、大人のおむつを交換する場合は、以下のように行うことができる。大人は幼児に比べて体重が重いので、体(臀部)を持ち上げることは困難である。そのため、まず、着用者を側臥位にさせる。次に、おむつの後身頃のうち、体の下側になる部分を畳み、その状態で後身頃を体の下に滑り込ませる。次に、仰向けに体位を変換させた後、畳まれた部分を展開して臀部の下でおむつを広げる。次に、後身頃の両脇に配置された止着テープを掴み、外方に引っ張りながら、おむつを着用者の腹周り及び脚周りに合わせる。このとき、おむつと着用者の間に隙間ができないようにする。次に、掴んでいた止着テープを前身頃に宛てて固定する。大人の場合、このようにしておむつを交換することが多い。
【0010】
以上のように、幼児及び大人のいずれの場合であっても、後身頃を展開するとき、または、着用者の体型におむつをフィットさせるときに、止着テープを引っ張ることがある。このとき、おむつには、着用者の体重が掛かっているため、引っ張られる止着テープには、大きな力が加わることが多い。
【0011】
また、着用者が大人の場合、尿パッドを内側に重ねてテープ型使い捨ておむつを使用することが多く、排泄物などによって尿パッドが汚れた場合には、主に、汚れた尿パッドだけが交換されることが多い。そのため、テープ型使い捨ておむつは、汚れてしまわない限り、2〜3日間使用される場合がある。このような場合、排泄の度におむつを交換する場合に比べて、止着テープが引っ張られる回数が多く、破損し易い。そのため、おむつを交換する際だけでなく、着用中に不具合を起こす(例えば、止着テープが千切れる)可能性がある。
【0012】
そこで、不織布からなる基材を用いた止着テープの不具合(例えば、千切れてしまうこと)を防止するためには、基材の強度を向上させることが考えられる。具体的には、基材の熱エンボス加工時の温度を上げること、エンボス加工時の圧力を上げること、エンボス加工の面積比を高くすることなどの方法によって不具合(例えば、千切れてしまうこと)を防止することができる。しかし、基材の強度を向上させ過ぎると、基材が硬くなってしまい、柔軟性が十分に得られない(即ち、良好な手触りが得られない)という問題がある。
【0013】
本発明は、このような従来技術の有する問題点に鑑みてなされたものであり、簡単かつ低コストで止着テープを製造することができること、または、止着テープの設計の自由度に優れた方法であることに加え、柔軟性を維持しつつ、着用する際または着用中に、千切れ難い止着テープの製造方法及びこの製造方法によって得られた止着テープを用いたテープ型使い捨ておむつを提供するものである。
【課題を解決するための手段】
【0014】
本発明によれば、以下に示す止着テープの製造方法が提供される。
【0015】
[1] 帯状の長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程と、前記積層体を得た後、前記長尺フック材の短手方向の両端部を前記長尺フック材の表面側から前記長尺基材シート側に向けて押圧することにより接合用凹部を形成して前記長尺フック材と前記長尺基材シートを接合すると同時に、前記長尺フック材を載置した領域以外の領域を押圧することにより補強用凹部を形成して接合体を得る補強接合工程と、前記接合体を所定の大きさに切り離して複数の止着テープを得る切断工程と、を備え、前記接合用凹部が、前記長尺フック材と前記長尺基材シートに跨って形成され、前記補強用凹部が、前記長尺フック材と前記長尺基材シートとを跨がないように形成される止着テープの製造方法(以下、「第一の実施形態」と記す場合がある)。
【0016】
[2] 前記補強用凹部が、製造した前記止着テープが固定され得る端部を含む固定領域と、前記固定領域以外の非固定領域との境界線を挟んだ両領域に跨る部位に形成される請求項1に記載の止着テープの製造方法。
【0017】
[3] 前記載置工程は、前記長尺基材シートの短手方向の一方の端部を含む第一の端部領域及び他方の端部を含む第二の端部領域の中間部に位置する中間領域の一方の面に、前記長尺フック材を載置して前記積層体を得る工程であり、前記補強接合工程は、前記接合用凹部を形成すると同時に、前記第一の端部領域と前記第二の端部領域を押圧することにより、前記第一の端部領域及び前記第二の端部領域のそれぞれに前記補強用凹部を形成する工程である前記[1]又は[2]に記載の止着テープの製造方法。
【0018】
[4] 前記載置工程は、前記長尺基材シートの前記中間領域に1枚の前記長尺フック材を載置する工程であり、前記切断工程は、前記接合体を、前記第一の端部領域、前記中間領域、前記第二の端部領域、前記中間領域、前記第一の端部領域を順次通過するようなS字カーブ状の切断軌跡で切断して、一方にS字カーブ状の側縁を有し、他方に直線状の側縁を有する2枚の止着テープ中間体を得、得られた前記止着テープ中間体のそれぞれを、前記S字カーブ状の側縁の谷部と前記直線状の側縁との間で切り離して複数の前記止着テープを得る工程である前記[3]に記載の止着テープの製造方法。
【0019】
[5] 前記載置工程は、前記長尺基材シートの前記中間領域に2枚の前記長尺フック材を間隔をあけて載置する工程であり、前記切断工程は、前記長尺フック材の間の部分を、前記接合体の長手方向に沿って切断する工程である前記[3]に記載の止着テープの製造方法。
【0020】
[6] 前記長尺フック材の間の部分を切断する軌跡が、直線状またはS字カーブ状である前記[5]に記載の止着テープの製造方法。
【発明の効果】
【0021】
第一の実施形態の止着テープの製造方法は、簡単かつ低コストで止着テープを製造することができることに加え、製造した止着テープは、柔軟性を維持しつつ、着用する際または着用中に千切れ難いという効果を奏するものである。
【0022】
第二の実施形態の止着テープの製造方法、及び、第三の実施形態の止着テープの製造方法は、止着テープの設計の自由度に優れた方法であることに加え、製造した止着テープは、柔軟性を維持しつつ、着用する際または着用中に千切れ難いという効果を奏するものである。
【0023】
本発明の止着テープの製造方法によって製造された止着テープを備えたテープ型使い捨ておむつは、柔軟性を維持しつつ、着用する際に引っ張ったときに、または着用中に止着テープが千切れ難いという効果を奏するものである。
【図面の簡単な説明】
【0024】
【図1】本発明の止着テープの製造方法の一実施形態において使用可能な止着テープ製造装置を示す模式図である。
【図2】図1に示す止着テープ製造装置の一部を拡大して示す斜視図である。
【図3】図1のXに示す部分の長尺基材シート及び長尺フック材を示す平面図である。
【図4】本発明の止着テープの製造方法の別の実施形態において使用される接合体を示す平面図である。
【図5】本発明の止着テープの製造方法の一実施形態において使用される接合体を切り離す際の切断軌跡を示す平面図である。
【図6】本発明の止着テープの製造方法の別の実施形態において使用される接合体を切り離す際の切断軌跡を示す平面図である。
【図7】図6に示す切断軌跡で切断されて得られた止着テープを備えるテープ型使い捨ておむつを示す平面図である。
【図8】本発明の止着テープの製造方法の別の実施形態において使用される接合体を切り離す際の切断軌跡を示す平面図である。
【図9】本発明の止着テープの製造方法の別の実施形態において使用される接合体を示す平面図である。
【図10】図9に示す接合体によって形成された止着テープを備えるテープ型使い捨ておむつを示す平面図である。
【図11】本発明の止着テープの製造方法の別の実施形態において使用される接合体を示す平面図である。
【図12】図11に示す接合体によって形成された止着テープを備えるテープ型使い捨ておむつを示す平面図である。
【図13】本発明の止着テープの製造方法の一実施形態で製造された止着テープを示す平面図である。
【図14】図13に示す止着テープのA−A’断面を示す断面図である。
【図15】本発明の止着テープの製造方法の別の実施形態で製造された止着テープを示す平面図である。
【図16】本発明の止着テープの製造方法の別の実施形態で製造された止着テープを示す平面図である。
【図17】本発明の止着テープの製造方法の別の実施形態で製造された止着テープを示す平面図である。
【図18】本発明のテープ型使い捨ておむつの一実施形態を示す平面図である。
【図19】図18に示すテープ型使い捨ておむつの止着テープ部分を拡大して示す平面図である。
【図20】図18に示すテープ型使い捨ておむつの使用状態を示す斜視図である。
【図21】本発明のテープ型使い捨ておむつの別の実施形態を示す平面図である。
【図22】本発明の止着テープの製造方法において使用可能な止着テープ製造装置の別の実施形態を示す模式図である。
【図23】本発明の止着テープの製造方法において使用可能な止着テープ製造装置の別の実施形態を示す模式図である。
【発明を実施するための形態】
【0025】
以下、本発明を実施するための形態について説明するが、本発明は以下の実施の形態に限定されるものではない。即ち、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、以下の実施の形態に対し適宜変更、改良等が加えられたものも本発明の範囲に属することが理解されるべきである。
【0026】
第一の実施形態〜第三の実施形態の止着テープの製造方法によって得られる止着テープは、乳幼児用、成人用(大人用)を問わず、テープ型使い捨ておむつの止着テープとして好適に使用することができるが、成人用のテープ型使い捨ておむつに使用することが好適である。成人用のテープ型使い捨ておむつは、着用者が、おむつをしっかり固定しようとする傾向があり、着用する際または着用時に止着テープに大きな力が掛かることが多いためである。
【0027】
[1]止着テープの製造方法(第一の実施形態):
本発明の止着テープの製造方法の一実施形態は、帯状の長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程と、積層体を得た後、長尺フック材の短手方向の両端部を長尺フック材の表面側から長尺基材シート側に向けて押圧することにより接合用凹部を形成して長尺フック材と長尺基材シートを接合すると同時に、長尺フック材を載置した領域以外の領域(即ち、おむつに固定され得る端部を含む領域)を押圧することにより補強用凹部を形成して接合体を得る補強接合工程と、接合体を所定の大きさに切り離して複数の止着テープを得る切断工程と、を備えたものである。
【0028】
このような工程を備えることによって、簡単かつ低コストで止着テープを製造することができることに加え、製造した止着テープは、柔軟性を維持しつつ、着用する際または着用中に千切れ難いという効果がある。
【0029】
なお、図1は、本発明の止着テープの製造方法の一実施形態において使用可能な止着テープ製造装置200を示す模式図であり、図2は、図1に示す止着テープ製造装置200の一部を拡大して示す斜視図である。また、図3は、図1のXに示す部分の長尺基材シート11及び長尺フック材13を示している。また、図1〜図23において、共通の構成要素には同一の符号を付してある。
【0030】
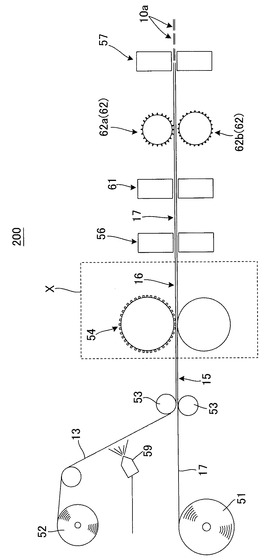
止着テープ製造装置200は、長尺基材シート11を連続的に供給可能な第一の長尺巻取ロール51と、長尺フック材13を連続的に供給可能な第二の長尺巻取ロール52と、第一の長尺巻取ロール51から供給された長尺基材シート11の一方の面に、長尺基材シート11の長手方向に沿って長尺フック材13を載置して積層体15を形成する支持ロール53と、積層体15の長尺基材シート11と長尺フック材13を接合して、接合体16を形成する補強接合用ロール54と、接合体16の短手方向の中間部をその長手方向に沿ってS字カーブ状に切断して、接合体16を2分割して止着テープ中間体17を形成する第一切断部56と、止着テープ中間体17を、S字カーブ状に形成された側縁の谷部と直線状に形成された側縁との間で切り離して止着テープ10aを形成する第二切断部57と、を備えている。
【0031】
更に、止着テープ製造装置200は、長尺フック材13の裏面に接着剤を塗布する接着剤塗布部59と、S字状の端部を内側に折り返す折返部61と、折り返した部分を長尺基材シート11の表面に仮止めする仮止めロール62と、を備えている。
【0032】
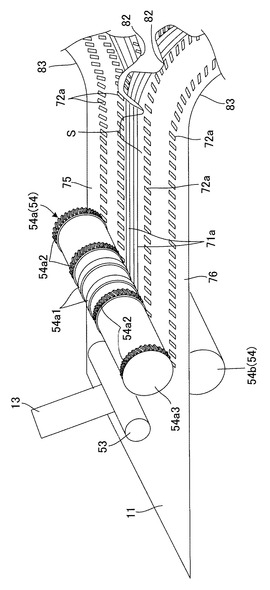
補強接合用ロール54は、図2に示すように、結合用凹部を形成するための結合用凸部54a1、補強用凹部を形成するための補強用凸部54a2、及び、円柱状のロール本体54a3を備える第一パターンロール54aと、この第一パターンロール54aと対をなす、長尺基材シート11との接触面が平坦な第一プレーンロール54bと、を備えている。第一パターンロール54aの結合用凸部54a1は、円柱状のロール本体54a3の外周上に配設されたリング状のものであり、補強用凸部54a2は、円柱状のロール本体54a3の外周上に配設され、その長辺方向が、ロール本体54a3の軸方向に対して、所定の角度を有するように傾斜している複数の略直方体状のものである。
【0033】
仮止めロール62は、折返部61によって折り返した部分の一部を長尺基材シート11の表面側に押圧するための複数の凸部が配設された仮止め用凸ロール62aと、この仮止め用凸ロール62aの凸部と嵌り合う凹部が配設された仮止め用凹ロール62bと、を備えている。
【0034】
[1−1]載置工程:
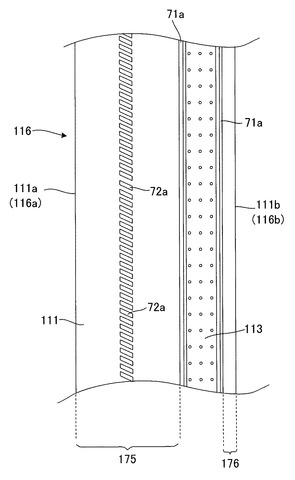
本発明の止着テープの製造方法は、まず、帯状の長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程を行う。例えば、図4は、帯状の長尺基材シート111の他方の端部111b側に、長尺基材シート111の長手方向に沿って帯状の長尺フック材113を載置した例を示している。
【0035】
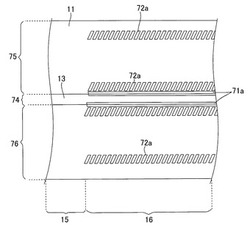
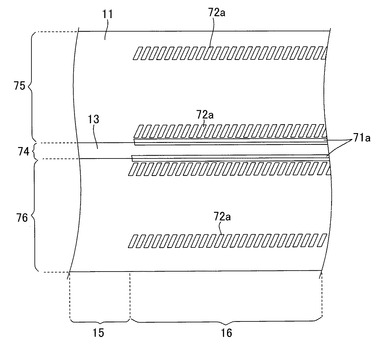
本工程は、上記長尺基材シートの短手方向の一方の端部を含む第一の端部領域及び他方の端部を含む第二の端部領域の中間部に位置する中間領域の一方の面に、上記長尺フック材を載置する工程であることが好ましい。例えば、図3は、帯状の長尺基材シート11の中間領域74の一方の面に、長尺基材シート11の長手方向に沿って1枚の帯状の長尺フック材13を載置して得られた積層体15を示している。
【0036】
本工程においては、長尺基材シートの中間領域の一方の面に、互いに間隔をあけて2枚の長尺フック材を載置してもよい。例えば、図9は、長尺基材シート11の中間領域の一方の面に、互いに間隔をあけて2枚の長尺フック材13,13を載置した例を示している。
【0037】
[1−1−1]長尺基材シート:
本工程に用いる長尺基材シートは、所定の形状に切断されることによって止着テープの基材となるものであり、例えば、不織布、不織布とフィルムとを接合したラミネートシートなどからなる帯状のシートを用いることができる。
【0038】
不織布としては、具体的には、スパンボンド、SMS(スパンボンド/メルトブロー/スパンボンド)、SMMS(スパンボンド/メルトブロー/メルトブロー/スパンボンド)、カードエンボス、レジンボンド等の各種不織布を用いることができる。
【0039】
不織布の構成材料としては、ポリオレフィン(ポリエチレン、ポリプロピレン等)、ポリエステル、脂肪族ポリアミド(ナイロン(登録商標))、その他の熱可塑性樹脂からなる合成繊維を挙げることができる。この場合、合成繊維は単繊維であってもよいし、芯鞘構造等を有する複合繊維であってもよい。
【0040】
[1−1−2]長尺フック材:
本工程に用いる長尺フック材は、所定の形状に切断されることによって止着テープのフック材となるものである。このフック材は、メカニカルファスナー(面状ファスナーとも称される)の凸部材のことであり、凹部材であるループ材との機械的結合により固定を行うことができるものである。そして、このフック材は基材の表面に付設されるものである。フック材としては、例えば、表面に多数の突起(鉤状、きのこ状、錨状等)が形成されたものが用いられる。
【0041】
ループ材としては、表面にループ状の繊維が配置されたもの等が用いられることが多い。このループ材の表面にフック材を重ね合わせ、フック材の多数の突起をループ材の表面に係合させることにより、両部材を剥離可能に結合させることができる。
【0042】
[1−2]補強接合工程:
次に、本発明の止着テープの製造方法は、積層体を得た後、長尺フック材の短手方向の両端部を長尺フック材の表面側から長尺基材シート側に向けて押圧することにより接合用凹部を形成して長尺フック材と長尺基材シートを接合すると同時に、長尺フック材を載置した領域以外の領域(押圧領域)を押圧することにより補強用凹部を形成して接合体を得る補強接合工程を行う。本実施形態の補強接合工程によれば、接合用凹部と補強用凹部を一つのローラーで形成することができるため、簡単かつ低コストで止着テープを製造することができるという利点がある。
【0043】
図4は、長尺フック材113の長手方向の両端部に接合用凹部71aを形成して長尺フック材113と長尺基材シート111を接合すると同時に、長尺基材シート111の一方の端部111aを含む押圧領域175を押圧して補強用凹部72aを形成した接合体116を示している。なお、長尺基材シート111の短手方向の長さは、図3に示す長尺基材シート11の短手方向の長さのおよそ半分である。そのため、接合体116を、その長手方向に沿って切断することなく、短手方向に所定の間隔で切断することによって複数の止着テープを得ることができる。このように予め止着テープと同程度の幅の長尺基材シートを用いてもよい。得られた止着テープは、おむつの後身頃に押圧領域175が固定領域として固定される。なお、図4に示す補強用凹部72aは、押圧領域175にのみ形成されているが、押圧領域175に加えて、他方の端部111bを含む自由端領域176に形成されてもよい。
【0044】
本工程は、上記接合用凹部を形成すると同時に、上記第一の端部領域と上記第二の端部領域を押圧することにより、第一の端部領域及び第二の端部領域のそれぞれに補強用凹部を形成することが好ましい。このような工程によると、トリムを発生させることなく止着テープを製造することができる。
【0045】
例えば、図1,図3は、長尺フック材13と長尺基材シート11に跨るように、長尺フック材13の表面側から長尺基材シート11側に向けて押圧して接合用凹部71aを形成して長尺フック材13と長尺基材シート11を接合すると同時に、第一の端部領域75及び第二の端部領域76のそれぞれを押圧して補強用凹部72aを形成している例を示している。
【0046】
[1−2−1]接合用凹部:
接合用凹部は、長尺フック材の短手方向の両端部を、長尺フック材の表面側から長尺基材シート側に向けて押圧することによって形成される凹部である。接合用凹部の形状は、長尺フック材と長尺基材シートが接合される限り特に制限はなく、例えば、円形、楕円形、三角形、四角形、多角形、長尺または短尺の帯状、直線状、T字状やL字状などの文字、格子状、網目状、連続または不連続の波形の曲線状などの幾何学模様などを挙げることができる。
【0047】
例えば、図2,図3は、長尺の帯状の接合用凹部71aが形成されている例を示している。また、図15は、短尺の帯状の接合用凹部71bが形成されている例を示している。
【0048】
なお、接合用凹部は、長尺フック材の短手方向の両端部に形成されていれば良く、長尺フック材の短手方向の両端部にのみ形成されていても良いし、例えば、図3に示す接合用凹部71aのように、長尺フック材13と長尺基材シート11に跨って形成されていてもよい。
【0049】
長尺フック材と長尺基材シートが接合される限り、押圧する条件は特に制限はなく、従来公知の方法を採用することができる。具体的には、エンボス加工、ヒートシール加工、超音波シール加工などの方法を挙げることができる。なお、押圧することに加えて、加熱処理することによって接合用凹部を形成することができる。
【0050】
[1−2−2]補強用凹部:
補強用凹部は、押圧して形成される凹部であり、その形状は、例えば、円形、楕円形、三角形、四角形、多角形、長尺または短尺の帯状、直線状、T字状、略T字状、L字状、略L字状、I字状、略I字状などの文字、格子状、連続または不連続の波形の曲線状などの幾何学模様などを挙げることができる。
【0051】
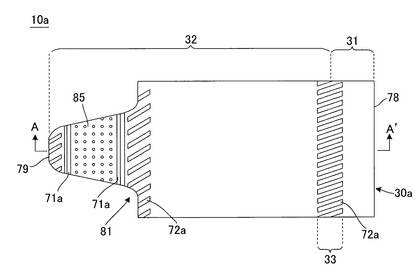
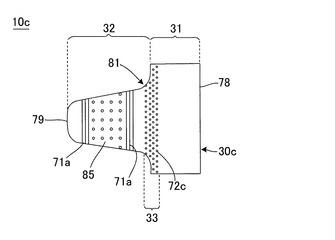
例えば、図13に示す止着テープ10aは、短尺の帯状の補強用凹部72aが形成されている例である。図15に示す止着テープ10bは、長尺の帯状の補強用凹部72bが形成されている例である。図16に示す止着テープ10cは、円形の補強用凹部72cが形成されている例である。また、図17に示す止着テープ10dは、四角形の補強用凹部72dが形成されている例である。
【0052】
このような補強用凹部を形成することによって、補強用凹部を形成した部分の引張強度を向上させることができる。そのため、着用する際または着用中に千切れ難い止着テープを得ることができる。また、補強用凹部は、長尺基材シートの一方の端部を含む領域の一部に形成することが好ましく、このように一部に形成することによって、止着テープの柔軟性を維持することができる。
【0053】
例えば、図2,図3は、第一の端部領域75及び第二の端部領域76のそれぞれの一部に、短尺の帯状の補強用凹部72aが形成されている例である。
【0054】
補強用凹部を形成する位置は、例えば、乳幼児用であるか、成人用であるかによって異なるため、適宜設定することができるが、止着テープを、おむつの後身頃の左右の各側縁から延出するように配置して固定した場合、補強用凹部が形成されている領域の一部が後身頃に固定される位置であることが好ましい。即ち、補強用凹部は、止着テープを、おむつの後身頃に固定したときに、おむつの後身頃に固定される領域(固定領域)と、この固定領域以外の非固定領域との境界線を挟んだ両領域に跨る部位に形成されることが好ましい。図13に示す止着テープ10aは、この止着テープ10aを、おむつの後身頃に固定したときに、おむつの後身頃に固定される領域(固定領域)31と、この固定領域31以外の非固定領域32との境界線を挟んだ両領域に跨る部位33に補強用凹部72aが形成されている例である。
【0055】
また、図13に示す止着テープ10aの基材30aのように、一方の端部78側を、他方の端部79側よりも幅狭とする段部81が形成されている場合、段部81にも補強用凹部72aを形成することが好ましい。このように段部にも補強用凹部を形成すると、段部で基材が千切れてしまうことを防止することができるという利点がある。即ち、段部を有する基材は、着用者がおむつを着用する際または着用中に、この段部に大きな力が掛かる。そのため、段部において基材が千切れてしまい易いという問題があった。そこで、段部に補強用凹部を形成することによって、基材が千切れてしまうことを防止することができる。
【0056】
押圧する条件、即ち、補強用凹部を形成するための条件は特に制限はなく、従来公知の方法を採用することができる。具体的には、エンボス加工、ヒートシール加工、超音波シール加工などの方法を挙げることができる。なお、押圧することに加えて、加熱処理することによって補強用凹部を形成することができる。
【0057】
[1−3]切断工程:
次に、本発明の止着テープの製造方法は、得られた接合体を所定の大きさに切り離して複数の止着テープを得る切断工程を行う。
【0058】
本工程において、所定の大きさや形状の止着テープが得られるように、適宜、接合体を切り離せば良く、切り離すための軌跡(切断軌跡)は特に制限はない。例えば、図4に示す接合体116の場合、上述したように、直線状の両側縁116a,116bの間を、所定の間隔で切り離せばよい。
【0059】
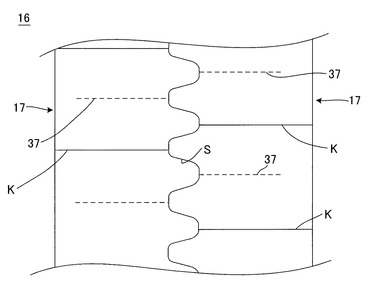
また、図3に示す接合体16の場合、即ち、1枚の長尺基材シートに対して1枚の長尺フック材を載置し、上記長尺基材シートの第一の端部領域及び第二の端部領域のそれぞれに補強用凹部を形成した接合体の場合、まず、この接合体を、図2に示すように、第一の端部領域、中間領域、第二の端部領域、中間領域、第一の端部領域を順次通過するようなS字カーブ状の切断軌跡で切断して、一方にS字カーブ状の側縁を有し、他方に直線状の側縁を有する2枚の止着テープ中間体を得、次に、止着テープ中間体のそれぞれを、S字カーブ状の側縁の谷部と直線状の側縁との間で切り離す。
【0060】
このようにS字カーブ状の切断軌跡で切断することによって、簡便で安価に複数の止着テープを得ることができるという利点がある。また、トリムが発生しないため、資源を無駄なく有効利用することができるという利点がある。
【0061】
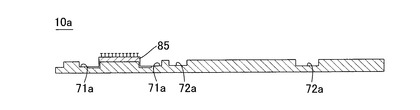
図1,図2は、第一切断部56(図2では図示せず)によって、接合体16を、第一の端部領域75、中間領域74、第二の端部領域76、中間領域74、第一の端部領域75を順次通過するようなS字カーブ状の切断軌跡Sで切断して、一方にS字カーブ状の側縁82を有し、他方に直線状の側縁83を有する2枚の止着テープ中間体17を得た例を示している。また、図1は、得られた止着テープ中間体17のそれぞれを、S字カーブ状の側縁の各谷部と直線状の側縁との間で切り離して、図13に示すような止着テープ10aを複数得る例を示している。図14は、図13に示す止着テープ10aのA−A’断面を示す断面図である。
【0062】
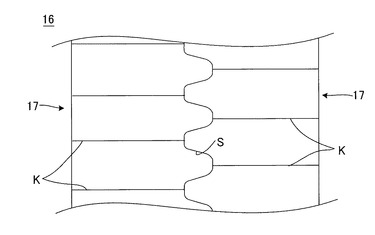
図5は、接合体16を所定の大きさに切り離す際の切断軌跡S及び切断軌跡Kを示している。なお、図5は、大人用のおむつに使用される止着テープを製造する場合の例を示しているが、乳幼児用の止着テープを製造する場合も同様の切断軌跡で切断することができる。図5,図6,図8は、長尺フック材、接合用凹部、及び、補強用凹部は省略している。
【0063】
S字カーブ状の側縁の谷部と直線状の側縁との間を切り離すには、図5に示すように各谷部で切り離す場合に限らず、止着テープに2つのタブが形成されるように、谷部を、一つ置きに切り離すこともできる。図6は、図5に示す切断軌跡Sと同様の切断軌跡S、及び、谷部を、一つ置きに切り離す切断軌跡Kを示している。図7は、図6に示す切断軌跡S及び切断軌跡Kによって接合体16を切り離して得られた止着テープ10eを、おむつ101の後身頃6に固定した状態を示している。
【0064】
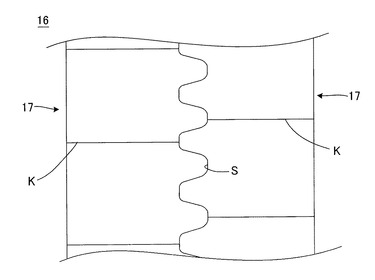
更に、止着テープに2つのタブが形成されるように、谷部を、一つ置きに切り離す場合、切り離されない谷部と直線状の側縁との間の一部に、例えば、ミシン目などの剥離可能部分を形成してもよい。図8は、図5に示す切断軌跡Sと同様の切断軌跡Sと、谷部を、一つ置きに切り離す切断軌跡Kと、切り離されない谷部及び直線状の側縁の間の一部に形成されたミシン目37とを示している。なお、この剥離可能部分の代わりに、切り込みを形成してもよい。
【0065】
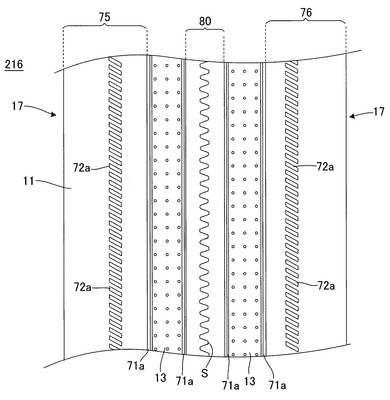
また、例えば、図9に示す接合体216の場合、即ち、長尺基材シート11の中間領域の一方の面に、互いに間隔をあけて2枚の長尺フック材13,13を載置し、上記長尺基材シート11の第一の端部領域75及び第二の端部領域76のそれぞれに補強用凹部72aを形成した接合体の場合、2枚の長尺フック材の間の部分(中間切断部分)80を、接合体216の長手方向に沿ってS字カーブ状の切断軌跡Sで切断して、2枚の止着テープ中間体17,17を得、得られた止着テープ中間体17,17のそれぞれを、一方の側縁と他方の側縁との間で切り離す。
【0066】
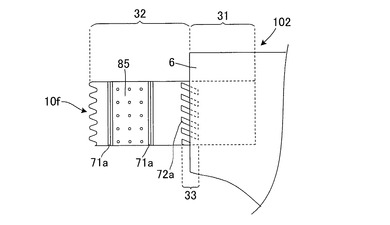
図10は、図9に示す接合体216を上記のように切り離して止着テープ10fを得、得られた止着テープ10fを後身頃6に固定したおむつ102の拡大図であり、止着テープ10f周辺部分を拡大して示している。図10に示すように、止着テープ10fは、非固定領域32が後身頃6の側縁から延出するように配置されるとともに、固定領域31が後身頃6に固定されてしている。そして、止着テープ10fは、固定領域31と非固定領域32との境界線を挟んだ両領域に跨る部位33に補強用凹部72aが形成されている。
【0067】
接合体216を、その長手方向に沿って切断する切断軌跡Sは、適宜選択することができ、上記S字カーブ状に限らず、直線状であってもよい。
【0068】
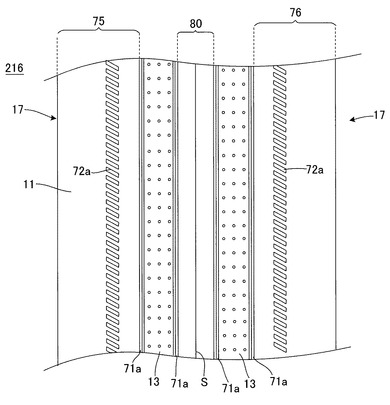
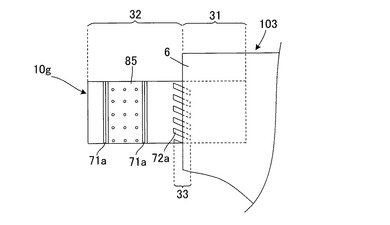
図11は、接合体216を、その長手方向に沿って切断する切断軌跡Sが直線状である例を示している。図12は、図11に示す接合体216を、直線状の切断軌跡Sで切断して、2枚の止着テープ中間体17,17を得、得られた止着テープ中間体17,17のそれぞれを、一方の側縁と他方の側縁との間で切り離して止着テープ10gを得、得られた止着テープ10gを後身頃6に固定したおむつ103の拡大図であり、止着テープ10g周辺部分を拡大して示している。図12に示すように、止着テープ10gは、非固定領域32が後身頃6の側縁から延出するように配置されるとともに、固定領域31が後身頃6に固定されてしている。そして、止着テープ10gは、固定領域31と非固定領域32との境界線を挟んだ両領域に跨る部位33に補強用凹部72aが形成されている。
【0069】
図15,図16は、第一の実施形態の止着テープの製造方法の他の態様によって製造された止着テープ10b,10cを示す平面図である。
【0070】
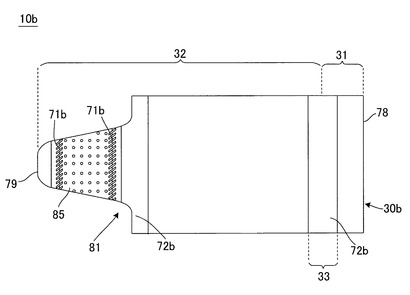
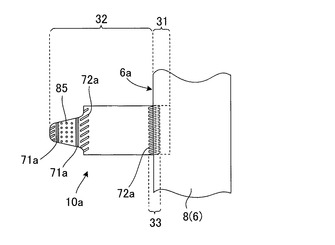
図15に示す止着テープ10bは、フック材85と基材30bを接合する際に形成された短尺の帯状の接合用凹部71bを有していることに加え、この止着テープ10bを、おむつの後身頃に固定したときに、おむつの後身頃に固定される領域(固定領域)31と、この固定領域31以外の非固定領域32との境界線を挟んだ両領域に跨る部位33に長尺の帯状の補強用凹部72bを形成するとともに、一方の端部78側を、他方の端部79側よりも幅狭とする段部81の全体に亘って長尺の帯状の補強用凹部72bを形成している例である。
【0071】
図16に示す止着テープ10cは、乳幼児用のテープ型使い捨ておむつに使用される止着テープを示しており、フック材85と基材30cを接合する際に形成された短尺の帯状の接合用凹部71aを有していることに加え、この止着テープ10cを、おむつの後身頃に固定したときに、おむつの後身頃に固定される領域(固定領域)31と、この固定領域31以外の非固定領域32との境界線を挟んだ両領域に跨る部位33に円形の補強用凹部72cを形成している例である。なお、図16に示す止着テープ10cは、一方の端部(固定領域31側の端部)78側を、他方の端部(非固定領域32側の端部)79側よりも幅狭とする段部81と上記部位33が一部重なっている。
【0072】
[2]止着テープの製造方法(第二の実施形態):
本発明の止着テープの製造方法の一実施形態は、帯状の長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程と、積層体を得た後、長尺基材シートと長尺フック材を接合し、その後、長尺フック材を載置した領域以外の領域(即ち、おむつに固定され得る端部を含む領域)を押圧することにより補強用凹部を形成して接合体を得る補強接合工程と、接合体を所定の大きさに切り離して複数の止着テープを得る切断工程と、を備えたものである。
【0073】
このような工程によれば、止着テープの設計の自由度に優れることに加え、製造した止着テープは、柔軟性を維持しつつ、着用する際または着用中に千切れ難いという効果がある。
【0074】
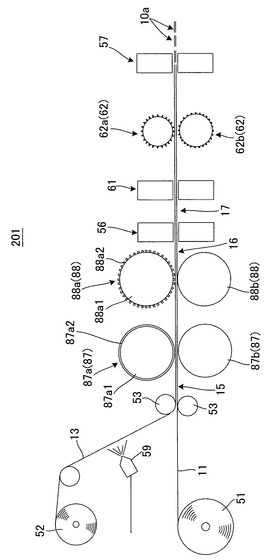
例えば、図22は、第二の実施形態の止着テープの製造方法において使用可能な止着テープ製造装置201を示す模式図である。図22に示す止着テープ製造装置201は、図1に示す止着テープ製造装置200の補強接合用ロール54に代えて、接合ロール87及び補強用ロール88を備えていること以外は、図1に示す止着テープ製造装置200と同様の装置である。
【0075】
図22に示すように、接合ロール87は、円柱状のロール本体87a1、及び、このロール本体87a1の外周に配設されたリング状の結合用凸部87a2を備える第二パターンロール87aと、この第二パターンロール87aと対をなす、長尺基材シート11との接触面が平坦な第二プレーンロール87bとを備えている。
【0076】
補強用ロール88は、円柱状のロール本体88a1、及び、このロール本体88a1の外周に配設された補強用凸部88a2を備え、この補強用凸部88a2は、その長辺方向が、ロール本体88a1の軸方向に対して、所定の角度を有するように傾斜している複数の略直方体状である第三パターンロール88aと、この第三パターンロール88aと対をなす、長尺基材シート11との接触面が平坦な第三プレーンロール88bとを備えている。
【0077】
[2−1]載置工程:
本発明の止着テープの製造方法は、まず、帯状の長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程を行う。
【0078】
本工程で用いる長尺基材シート及び長尺フック材は、既に上述した第一の実施形態の止着テープの製造方法の載置工程で用いた長尺基材シート及び長尺フック材と同様のものを用いることができ、また同様の方法で積層体を得ることができる。
【0079】
[2−2]補強接合工程:
次に、本発明の止着テープの製造方法は、上記積層体を得た後、長尺基材シートと長尺フック材を接合し、その後、長尺フック材を載置した領域以外の領域を押圧することにより補強用凹部を形成して接合体を得る補強接合工程を行う。本実施形態の補強接合工程によれば、止着テープの設計の自由度が優れるという利点がある。
【0080】
長尺基材シートと長尺フック材を接合する方法は、従来公知の方法を適宜採用することができる。例えば、ホットメルト接着剤、その他の流動性の高い接着剤を用いた方法や、エンボス加工、ヒートシール加工、超音波シール加工などの方法を挙げることができる。
【0081】
例えば、ヒートシール加工によって長尺基材シートと長尺フック材を接合する場合、具体的には、長尺フック材の短手方向の両端部を長尺フック材の表面側から長尺基材シート側に向けて押圧することにより接合用凹部を形成して長尺フック材と長尺基材シートを接合することができる。ヒートシール加工によって長尺基材シートと長尺フック材を接合する場合、例えば、図22に示すような止着テープ製造装置201を用いることができる。止着テープ製造装置201は、接合用凹部を形成するロール(接合ロール87)と補強用凹部を形成するロール(補強用ロール88)とを個別に備えているため、各凹部(接合用凹部と補強用凹部)の形成条件をそれぞれ適宜設定することができる。
【0082】
本工程は、長尺フック材と長尺基材シートを接合した後、上記第一の端部領域と上記第二の端部領域を押圧することにより、第一の端部領域及び第二の端部領域のそれぞれに補強用凹部を形成する工程であることが好ましい。このような工程によると、トリムを発生させることなく止着テープを製造することができる。
【0083】
本工程における接合用凹部及び補強用凹部の形状や形成条件は、既に上述した第一の実施形態の止着テープの製造方法の補強接合工程で形成する接合用凹部及び補強用凹部と同様の形状や形成条件を採用することができる。
【0084】
例えば、図22は、接合ロール87によって、長尺フック材13と長尺基材シート11に跨るように、長尺フック材13の表面側から長尺基材シート11側に向けて押圧して接合用凹部を形成して長尺フック材13と長尺基材シート11を接合した後に、第一の端部領域及び第二の端部領域のそれぞれを押圧して補強用凹部を形成して接合体16を得る例を示している。
【0085】
[2−3]切断工程:
次に、本発明の止着テープの製造方法は、得られた接合体を所定の大きさに切り離して複数の止着テープを得る切断工程を行う。
【0086】
本工程は、既に上述した第一の実施形態の止着テープの製造方法の切断工程と同様の方法を採用することができる。
【0087】
例えば、図22は、第一切断部56によって、接合体16を、S字カーブ状の切断軌跡Sで切断して、2枚の止着テープ中間体17を得、得られた止着テープ中間体17のそれぞれを、第二切断部57によって、S字カーブ状の側縁の谷部と直線状の側縁との間を切り離して複数の止着テープ10aを得る例を示している。
【0088】
[3]止着テープの製造方法(第三の実施形態):
本発明の止着テープの製造方法の一実施形態は、帯状の長尺基材シートを押圧することにより補強用凹部を形成して、補強された長尺基材シートを得る基材補強工程と、補強された長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程と、積層体を得た後、補強された長尺基材シートと長尺フック材を接合して接合体を得る接合工程と、接合体を所定の大きさに切り離して複数の止着テープを得る切断工程と、を備えたものである。
【0089】
このような工程によれば、止着テープの設計の自由度に優れることに加え、製造した止着テープは、柔軟性を維持しつつ、着用する際または着用中に千切れ難いという効果がある。
【0090】
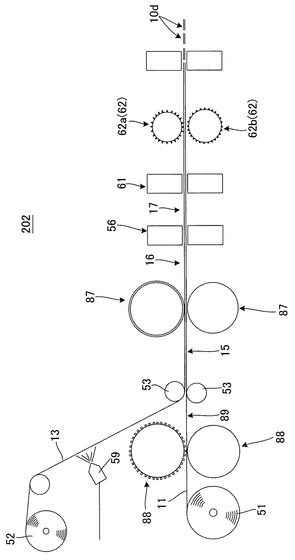
例えば、図23は、第三の実施形態の止着テープの製造方法において使用可能な止着テープ製造装置の一実施形態を示す模式図である。図23に示す止着テープ製造装置202は、図22に示す止着テープ製造装置201の補強用ロール88が、接合ロール87よりも上流側に位置していること以外は、図22に示す止着テープ製造装置201と同様の装置である。
【0091】
[3−1]基材補強工程:
本発明の止着テープの製造方法は、まず、帯状の長尺基材シートを押圧することにより補強用凹部を形成して、補強された長尺基材シートを得る基材補強工程を行う。この補強工程によって、長尺フック材を長尺基材シートに固定する前に、長尺基材シートに補強用凹部を形成することができるため、補強用凹部を形成する部分の選択の自由度が向上するという利点がある。
【0092】
本工程は、長尺基材シートの短手方向の一方の端部を含む第一の端部領域、他方の端部を含む第二の端部領域、及び、これら領域の間に位置する中間領域を押圧することにより、第一の端部領域、第二の端部領域、及び、中間領域のそれぞれに補強用凹部を形成する工程であることが好ましい。このように、フック材が接合される部位(接合固定部位)にも補強用凹部を形成すると(図17参照)、フック材と基材シートとの層間剥離を防止することができる。
【0093】
本工程に用いる長尺基材シートは、既に上述した第一の実施形態の止着テープの製造方法の載置工程で用いた長尺基材シートと同様のものを用いることができる。
【0094】
本工程における補強用凹部の形状や形成条件は、既に上述した第一の実施形態の止着テープの製造方法の補強接合工程で形成する補強用凹部と同様の形状や形成条件を採用することができる。
【0095】
例えば、図23は、補強用ロール88によって長尺基材シート11を押圧することにより補強用凹部を形成して、補強された長尺基材シート(補強基材シート89)を得る例を示している。
【0096】
[3−2]載置工程:
次に、本発明の止着テープの製造方法は、補強された長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程を行う。本工程において、長尺フック材は、補強された長尺基材シートの上記中間領域の一方の面に載置することが好ましい。
【0097】
本工程に用いる長尺フック材は、既に上述した第一の実施形態の止着テープの製造方法の載置工程で用いた長尺フック材と同様のものを用いることができる。
【0098】
例えば、図23は、支持ロール53によって、補強された長尺基材シート(補強基材シート89)の短手方向の中間領域の一方の面に、補強基材シート89の長手方向に沿って帯状の長尺フック材13を載置して積層体15を得る例を示している。
【0099】
[3−3]接合工程:
次に、本発明の止着テープの製造方法は、積層体を得た後、補強された長尺基材シートと長尺フック材を接合して接合体を得る接合工程を行う。この接合工程によって、長尺フック材が補強基材シートに強固に接合されるので、フック材が剥離してしまうことを確実かつ有効に防止することができる。
【0100】
補強された長尺基材シートと長尺フック材を接合する方法は、従来公知の方法を適宜採用することができる。例えば、ホットメルト接着剤、その他の流動性の高い接着剤を用いた方法や、エンボス加工、ヒートシール加工、超音波シール加工などの方法を挙げることができる。
【0101】
例えば、ヒートシール加工によって長尺基材シートと長尺フック材を接合する場合、具体的には、長尺フック材の短手方向の両端部を長尺フック材の表面側から、補強された長尺基材シート側に向けて押圧することにより接合用凹部を形成して長尺フック材と長尺基材シートを接合することができる。
【0102】
本工程における接合用凹部の形状や形成条件は、既に上述した第一の実施形態の止着テープの製造方法の補強接合工程で形成する接合用凹部と同様の形状や形成条件を採用することができる。
【0103】
例えば、図23は、接合ロール87によって、長尺フック材13と長尺基材シート11に跨るように、長尺フック材13の表面側から長尺基材シート11側に向けて押圧して接合用凹部を形成して長尺フック材13と補強基材シート89を接合して接合体16を得る例を示している。
【0104】
[3−4]切断工程:
次に、本発明の止着テープの製造方法は、得られた接合体を所定の大きさに切り離して複数の止着テープを得る切断工程を行う。
【0105】
本工程は、既に上述した第一の実施形態の止着テープの製造方法の切断工程と同様の方法を採用することができる。
【0106】
例えば、図23は、第一切断部56によって、接合体16を、S字カーブ状の切断軌跡Sで切断して、2枚の止着テープ中間体17を得、得られた止着テープ中間体17のそれぞれを、第二切断部57によって、S字カーブ状の側縁の谷部と直線状の側縁との間を切り離して複数の止着テープ10dを得ている例を示している。
【0107】
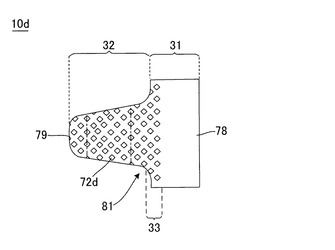
図17は、第三の実施形態の止着テープの製造方法で製造された止着テープ10dを示す平面図であり、図17に示す止着テープ10dは、乳幼児用のテープ型使い捨ておむつの止着テープとして使用することができるものである。そして、図17に示す止着テープ10dは、この止着テープ10dを、おむつの後身頃に固定したときに、おむつの後身頃に固定される領域(固定領域)31と固定領域31以外の非固定領域32との境界線を挟んだ両領域に跨る部位33、及び、非固定領域32に位置するように四角形の補強用凹部72dを形成している例である。なお、図17に示す止着テープ10dは、一方の端部(固定領域31側の端部)78側を、他方の端部(非固定領域32側の端部)79側よりも幅狭とする段部81と上記部位33が一部重なっている。また、図示しないが、補強用凹部72dを形成している側とは反対側の面には、接合用凹部が形成されている。
【0108】
[4]テープ型使い捨ておむつ:
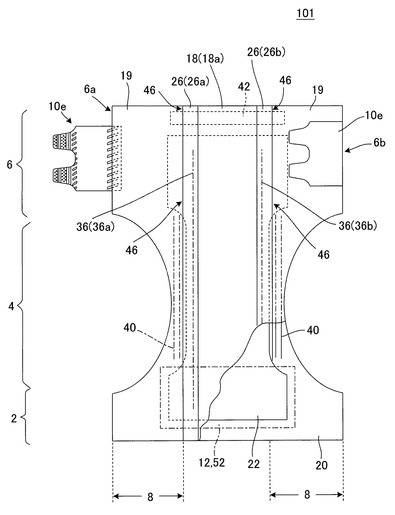
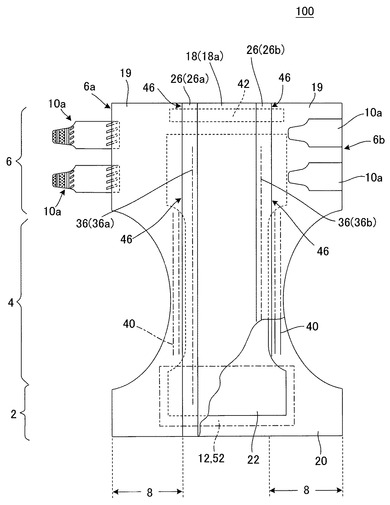
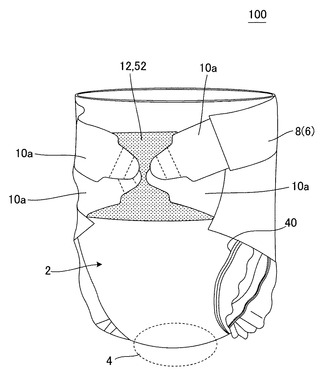
本発明の止着テープの製造方法によって製造された止着テープを備えたテープ型使い捨ておむつの一実施形態は、図18に示すテープ型使い捨ておむつ100のように、前身頃2、股下部4及び後身頃6の各部から構成されるとともに、吸収体22と、吸収体22の表面を被覆するように配置され、一部が液透過性材料からなるトップシート18と、吸収体22の裏面を被覆するように配置され、液不透過性材料からなるバックシート20と、本発明の止着テープの製造方法によって製造された、前身頃2と後身頃6とを固定可能な図13に示す止着テープ10aと、を備えている。そして、この止着テープ10aは、図19に拡大して示すように、その非固定領域32が後身頃6の側縁6aから延出するように配置されるとともに、固定領域31が後身頃6に固定されている。そして、固定領域31と非固定領域32との境界線を挟んだ両領域に跨る部位33には、補強用凹部72aが形成されており、補強用凹部72aの一部が後身頃6に固定されている。
【0109】
このテープ型使い捨ておむつは、上記構成により、柔軟性を維持しつつ、着用する際に引っ張ったときに、または着用中に千切れ難い止着テープを備えるものである。
【0110】
なお、本明細書において「前身頃」とは、着用者におむつを装着した際に、着用者の腹側(身体前方)を覆う部分、「股下部」とは、着用者におむつを装着した際に、着用者の股下を覆う部分、「後身頃」とは、着用者におむつを装着した際に、着用者の背側(身体後方)を覆う部分を意味するものとする。
【0111】
[4−1]止着テープ:
本発明のテープ型使い捨ておむつが備える止着テープは、上述した本発明(第一〜第三)の止着テープの製造方法によって製造される止着テープである。このような止着テープを備えるおむつは、柔軟性を維持しつつ、着用する際または着用中に止着テープが千切れ難いという利点がある。
【0112】
また、止着テープは、前身頃と後身頃とを固定することができる。例えば、図20は、図18に示すテープ型使い捨ておむつ100の使用状態を示しており、おむつ100の後身頃6に固定された止着テープ10aは、前身頃2に配設された、メカニカルファスナーのループ材からなるフロントパッチ12と着脱可能に固定されている。このように、後身頃6を前身頃2に対して固定することによって、テープ型使い捨ておむつ100を着用者に装着させることができる。
【0113】
止着テープを後身頃に固定する方法としては、例えば、ホットメルト接着剤、ヒートシール、エンボス加工、超音波シールなどを挙げることができる。
【0114】
具体的には、テープ型使い捨ておむつを着用する際に、着用者は、おむつをしっかりと固定しようとするため、力強く止着テープを引っ張ることがある。このような場合、止着テープを引っ張る力は、止着テープの、後身頃に固定されている固定領域と自由に動く非固定領域との境界部に集中する。そのため、従来のテープ型使い捨ておむつは、上記境界部において、止着テープが千切れてしまう場合があったが、本発明のテープ型使い捨ておむつは、上記境界部を補強することによって止着テープが千切れ難いという効果がある。また、止着テープを千切れ難くするために、基材全体の強度を向上させると、基材が硬くなってしまい、良好な柔軟性が得られなくなるが、本発明のテープ型使い捨ておむつは、上記境界部を補強することによって、部分的に強度を向上させているため、基材の柔軟性が維持されるという効果がある。
【0115】
図18に示すテープ型使い捨ておむつ100は、後身頃6の左右の各側縁6a,6bに、図13に示す止着テープ10aを2個ずつ配置している例である。止着テープの数は、特に制限はないが、成人用のテープ型使い捨ておむつの場合、図18に示すテープ型使い捨ておむつ100のように2個ずつ配置することが好ましい。止着テープを2個ずつ配置すると、1個ずつ配置したテープ型使い捨ておむつと比較して、着用者の体型、具体的には、ウエスト周り、脚周りの寸法に合わせてテープ位置、締め付け具合を適宜調節できるという利点がある。
【0116】
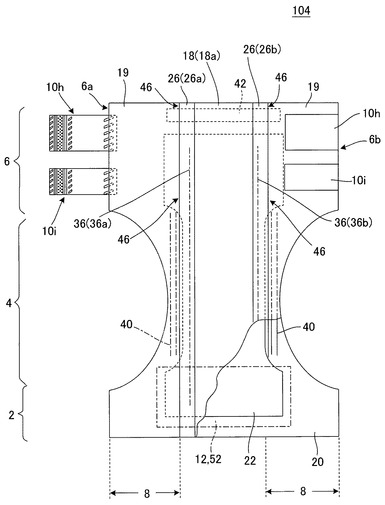
また、止着テープを2個ずつ配置する場合、同じ形の止着テープを用いても良いし、異なる形の止着テープを用いても良い。図21に示すテープ型使い捨ておむつ104は、後身頃6の側縁6aに、幅の異なる2つの止着テープ10h,10iを配置するとともに、側縁6bにも幅の異なる2つの止着テープ10h,10iを配置している例である。なお、止着テープ10hは、止着テープ10iに比べて幅広である。
【0117】
本発明のテープ型使い捨ておむつは、本発明の止着テープの製造方法によって製造した止着テープが融着により、おむつ本体に接合されたものであることが好ましい。融着によって接合することで、接着剤を用いた接着方法等と比較して、強固な接合とすることができ、おむつから止着テープが脱落する事態を有効に防止することができる。例えば、図18に示すテープ型使い捨ておむつ100は、後身頃6の側縁6a,6b、具体的にはサイドシート19によって構成されるサイドフラップ8の両側縁に、超音波融着によって止着テープ10aを接合した例である。
【0118】
[4−2]吸収体:
吸収体は、着用者の尿を吸収し、保持するための部材である。吸収体は、着用者の尿や体液を吸収し保持する必要から、吸収性材料によって構成される。
【0119】
吸収体を構成する吸収性材料としては、使い捨ておむつ、その他の吸収性物品に通常使用される従来公知の吸収性材料、例えば、フラッフパルプ、高吸水性ポリマー(Super Absorbent Polymer;以下、「SAP」と記す)、親水性シート等を挙げることができる。フラッフパルプとしては木材パルプや非木材パルプを綿状に解繊したものを、SAPとしてはポリアクリル酸ナトリウムを、親水性シートとしてはティシュ、吸収紙、親水化処理を行った不織布を用いることが好ましい。
【0120】
これらの吸収性材料は、通常、単層ないしは複層のマット状として用いられる。この際、前記の吸収性材料のうち1種を単独で用いてもよいし、2種以上を併用してもよい。中でも、フラッフパルプ100質量部に対して、10〜500質量部程度のSAPを併用したものが好ましい。この際、SAPはフラッフパルプの各マット中に均一に混合されていてもよいし、複層のフラッフパルプの層間に層状に配置されていてもよい。
【0121】
吸収体は、トップシートとバックシートの間の少なくとも一部に介装されることが好ましい。通常、吸収体は、トップシートとバックシートの間に挟み込まれ、その周縁部が封着されることによって、トップシートとバックシートとの間に介装される。従って、吸収体の周縁部にはトップシートとバックシートの間に吸収体が介装されていないフラップ部が形成されることになる。吸収体は、トップシートとバックシートの間の少なくとも一部に介装される。より具体的には、吸収体は少なくとも股下部に介装され、この吸収体が前身頃や後身頃にまで及んでいてもよい。
【0122】
吸収体は、その全体が親水性シートによって包み込まれていることが好ましい。このような構成は、吸収体からSAPが漏洩することを防止し、吸収体に形状安定性を付与することができるという利点がある。
【0123】
吸収体の形状については特に制限はないが、従来の使い捨ておむつ、その他の吸収性物品において使用される形状、例えば、矩形状、砂時計型、ひょうたん型、T字型等を挙げることができる。図18に示すテープ型使い捨ておむつ100は、吸収体22として、砂時計型のものを用いた例である。
【0124】
なお、吸収体には、その表面側に(例えば、吸収体とトップシートとの間に)、尿や体液等の液体を拡散させるためのシート(セカンドシート)を付帯的に配置してもよい。このセカンドシートを付設すると、着用者の姿勢等に起因して、トップシート裏面側の空間が十分に形成されないような場合でも、尿や体液等の吸収速度が低下し難く、吸収速度の低下による尿や体液等の漏れを防止することが可能となる。
【0125】
セカンドシートを構成する材料としては、親水性で液透過性の材料、例えば、織布、不織布、多孔性プラスチック、フラッフパルプ等を挙げることができる。これらの構成素材としては、ポリプロピレン、ポリエチレン、ポリエステル、レーヨン、パルプ、或いはこれらの複合繊維等を挙げることができる。パルプとしては、カーリーセルロースファイバー等のけん縮繊維を好適に用いることができる。
【0126】
[4−3]トップシート:
トップシートは、吸収体の上面(おむつの装着時において着用者の肌側に位置する面)を被覆するように配置されるシートである。トップシートは、その裏面側に配置された吸収体に、着用者の尿を吸収させる必要から、その少なくとも一部(全部ないし一部)が液透過性材料により構成される。通常、少なくとも吸収体の表面近傍については、着用者の尿や体液を透過させ得る液透過性の材料によって構成される。少なくとも一部が液透過性材料により構成されている限り、必ずしもトップシート全体が液透過性材料で構成されている必要はない。
【0127】
トップシートを構成する液透過性材料としては、例えば、織布、不織布、多孔性フィルム等を挙げることができる。これらの中でも、ポリプロピレン、ポリエチレン、ポリエステル、ナイロン等の熱可塑性樹脂からなる不織布に親水化処理を施したものを用いることが好ましい。不織布の種類についても特に制限はなく、エアースルー(カード熱風)、カードエンボス、スパンボンド等の各種製法によって製造された従来公知の不織布を好適に用いることができる。
【0128】
トップシートは単一のシート材によって構成されていてもよいが、複数のシート材によって構成されていてもよい。また、おむつの装着時において着用者の肌側に位置する面には、液透過性材料により構成されたトップシート(センターシート)が配置され、サイドフラップの部分には、更に別のシート(サイドシート)が配置されていてもよい。図18に示すテープ型使い捨ておむつ100は、その中央部に液透過性材料からなるトップシート18(センターシート18a)を配置し、サイドフラップ8には液の透過に対して抵抗性を示す通気撥水性材料からなるサイドシート19を配置した例である。
【0129】
[4−4]バックシート:
バックシートは、吸収体の下面(おむつの装着時において着用者の着衣側に位置する面)を被覆するように配置されるシートである。バックシートは、着用者の尿がおむつ外部に漏洩してしまうことを防止するため、液不透過性材料によって構成される。
【0130】
その配置方法については特に制限はないが、例えば、図18に示すテープ型使い捨ておむつ100のように、おむつの外形と一致するように、バックシート20を配置する構成を採用することができる。但し、必ずしもこのような構成を採用する必要はなく、吸収体で吸収された尿の漏れを防止するという観点から、少なくとも吸収体の存在する部分に液不透過性材料からなるバックシートを配置してもよい。
【0131】
バックシートを構成する液不透過性材料としては、例えば、ポリエチレン等の樹脂からなる液不透過性フィルム等を挙げることができる。これらの中でも、微多孔性ポリエチレンフィルムを用いることが好ましい。この微多孔性ポリエチレンフィルムは、0.1〜数μmの微細な孔が多数形成されており、液不透過性ではあるが透湿性を有するため、おむつ内部の蒸れを防止することができるという利点がある。
【0132】
なお、バックシートには、その外表面側にシート材(カバーシート)を貼り合わせてもよい。このカバーシートは、バックシートを補強し、バックシートの手触り(触感)を良好なものとするという利点がある。
【0133】
カバーシートを構成する材料としては、例えば、織布、不織布等を挙げることができる。これらの中でも、ポリエチレン、ポリプロピレン、ポリエステル等の熱可塑性樹脂からなる乾式不織布、湿式不織布を用いることが好ましい。
【0134】
[4−5]立体ギャザー:
本発明のテープ型使い捨ておむつは、着用者の排泄した尿の横漏れを防止するため、立体ギャザーを備えていてもよい。立体ギャザーは、着用者の排泄した尿の横漏れを防止するための部材であり、立体的に起立可能なように構成された防漏壁である。このような立体ギャザーを形成することにより、立体ギャザーが防波堤となり、おむつの脚周り開口部等からの漏れ(いわゆる「横漏れ」)を有効に防止することができる。
【0135】
立体ギャザーの構成は、従来の使い捨ておむつ、その他の吸収性物品に使用される構成を採用することができる。例えば、撥水性のシート材の一部に伸縮材(立体ギャザー伸縮材)を配置し、その立体ギャザー伸縮材によってシート材にギャザー(襞)を形成したもの等を好適に用いることができる。
【0136】
なお、立体ギャザーは、トップシートやバックシートとは全く別個のシート材により形成してもよいが、トップシート(例えば、センターシート)やサイドシート等を折り返すことにより形成してもよい。
【0137】
この立体ギャザーは、股下部からの漏れを防止するため、少なくとも股下部に形成されていればよいが、前身頃や後身頃に形成されていてもよい。例えば、図18に示すテープ型使い捨ておむつ100は、その長手方向に沿って、股下部4から前身頃2と後身頃6の双方にかけて連続的に、一対の立体ギャザー26a,26bが形成された例である。なお、立体ギャザー26a,26bには、その先端部に立体ギャザー伸縮材36a,36bが設けられている。また、立体ギャザーは、少なくとも一対形成する必要があるが、二対以上形成してもよい。
【0138】
立体ギャザーはおむつの内側に向かって傾倒する内倒しギャザーであってもよいし、おむつの外側に向かって傾倒する外倒しギャザーであってもよい。また、高さ方向の一部に、曲げ部や折り返し部を形成した立体ギャザー(いわゆる、C折りギャザーやZ折りギャザー等)とすることもできる。
【0139】
[4−6]各種伸縮材:
本発明のテープ型使い捨ておむつは、脚周り伸縮材を配置し、ウエスト周り伸縮材を更に配置することが好ましい。
【0140】
脚周り伸縮材は、脚周り開口部に沿って配置される伸縮材である。この脚周り伸縮材を配置することによって、脚周り開口部に伸縮性に富むギャザー(レグギャザー)を形成することができる。従って、脚周りに隙間が形成され難くなり、脚周り開口部からの尿漏れを効果的に防止することができる。また、脚周り伸縮材を配置すると、おむつを交換する際に吸収体の両側で脚周り伸縮材が収縮するため、股下部近傍が椀状に変形し、凹部が形成される。このため、尿や体液がその凹部に溜まり、尿や体液をこぼすことなく、容易におむつの交換を行うことができる。
【0141】
例えば、図18に示すテープ型使い捨ておむつ100は、その長手方向に沿って、直線的に二本の脚周り伸縮材40を配置してレグギャザーを形成した例である。この脚周り伸縮材40は、糸ゴムによって構成されている。但し、脚周り伸縮材は、必ずしも直線的に配置する必要はなく、例えば、おむつの脚周り開口部のカーブに沿って曲線的に配置してもよい。
【0142】
脚周り伸縮材は、図18に示すテープ型使い捨ておむつ100の脚周り伸縮材40のように、立体ギャザー26a,26bの起立線46より外側の部分に配置されていることが好ましい。このような構成によると、立体ギャザーの十分な防漏効果を確保しつつ、装着感を向上させることができる。
【0143】
なお、図18に示すテープ型使い捨ておむつ100は、脚周り伸縮材40の形状、配置位置、配置数等を左右対称とした例であるが、左右非対称なものも本発明の範囲に含まれる。また、図18に示すテープ型使い捨ておむつ100は、脚周り伸縮材40が片側につき二本配置した例を示しているが、一本だけ配置してもよいし、三本以上配置してもよい。また、複数の脚周り伸縮材を用いる場合、その太さや伸張率等も目的に応じて適宜設定すればよく、全て同じものを用いなくてもよい。
【0144】
ウエスト周り伸縮材は、ウエスト周り開口部に沿って配置される伸縮材である。ウエスト周り伸縮材を配置することによって、ウエスト開口部に伸縮性に富むギャザー(ウエストギャザー)を形成することができる。このウエストギャザーにより、おむつと背中の間に隙間が形成され難くなり、背中からの尿漏れを防止することができる他、おむつのフィット性が良好となり、おむつのずり下がりを防止することができる。
【0145】
なお、図18に示すテープ型使い捨ておむつ100は、その後身頃6の端縁に沿って帯状のウエスト周り伸縮材42を配置した例である。この帯状のウエスト周り伸縮材42は、ウレタンフィルム等の伸縮性フィルムによって構成されている。図18に示すテープ型使い捨ておむつ100は、ウエスト周り伸縮材42を後身頃6(背側)にのみ配置しているが、前身頃2(腹側)に配置してもよい。
【0146】
なお、例えば、図18に示すテープ型使い捨ておむつ100のように、後身頃6の左右の各側縁6a,6bに、止着テープ10aをそれぞれ2個ずつ配置した場合には、後身頃6の端縁に沿ってウエスト周り伸縮材42が付設されるとともに、少なくとも股下部4の両側縁に沿って脚周り伸縮材40を付設することが好ましい。
【0147】
このような構成により、一方の側縁側の2個の止着テープ10aのうち、上側(後身頃6の端縁側)に配置された止着テープ10aとウエスト周り伸縮材42とが一体となって、着用者のウエスト周りにおけるおむつのフィット性を向上させることができる。また、上記2個の止着テープ10aのうち下側に配置された止着テープ10aと脚周り伸縮材40とが一体となって、着用者の脚周りにおけるおむつのフィット性を向上させることができる。この効果は、上側に配置された止着テープ10aを前身頃2の端縁と略同一方向に止め付け、下側に配置された止着テープ10aを前身頃2の端縁側(おむつ上側)に向かって引き上げるように止め付けた場合に特に大きくなる。
【0148】
これらの伸縮材は、ギャザーの収縮の程度等を勘案した上で、構成材料、その材料の伸長率、固定時の伸長状態等を適宜設定することができる。
【0149】
伸縮材としては、従来の使い捨ておむつで使用されてきた伸縮材を好適に用いることができる。具体的には、天然ゴムや合成ゴム(ウレタンゴム等)の弾性材からなる糸ゴム、平ゴムの他、伸縮性ネット、伸縮性フィルム、伸縮性不織布等を挙げることができる。
【0150】
伸縮材は、十分な伸縮力を作用させるため、伸長状態で固定することが好ましい。例えば、伸縮材が天然ゴムや合成ゴムである場合には、110〜400%の伸長状態で固定することが好ましく、200〜300%の伸長状態で固定することがより好ましい。このような範囲の伸長状態で固定することにより、十分な伸縮力を作用させることが可能となる。
【0151】
このような伸縮材は、おむつの他の構成部材に対して、接着剤その他の手段により固定することができる。固定方法としては、例えば、ホットメルト接着剤、その他の流動性の高い接着剤を用いた方法や、ヒートシールなどの、熱や超音波等による方法を挙げることができる。
【0152】
[5]テープ型使い捨ておむつの製造方法:
テープ型使い捨ておむつの製造方法を、図18に示すテープ型使い捨ておむつ100を製造する場合を例示して説明する。まず、バックシート20の材料となる長尺のシート材(バックシート材)の表面に、親水性シートに包まれた吸収体22及び脚周り伸縮材40を載置し、更にその表面にトップシート18の材料となる長尺のシート材(トップシート材)を載置することにより、おむつの中間体となる積層体(おむつ連続体)を得る。この際、トップシート材は、センターシート18aに相当するトップシート材と、サイドシート19に相当するサイドシート材の2種類が使用される。サイドシート19に相当するサイドシート材には折り返し部分を設けることによって、立体ギャザー26a,26bが形成されている。
【0153】
吸収体22及び脚周り伸縮材40の表面にトップシート18の材料となる長尺のシート材(トップシート材)を載置する際には、それに先立ち、本発明の止着テープの製造方法によって製造された止着テープ10aの一端部(フック材の接合側端部)がおむつの後身頃6の側縁6a,6bに対応する部分から延出するように配置する。その後、止着テープ10aの他端部(補強用凹部形成側端部)をトップシート材の後身頃6に対応する部分に接合固定するとともに、おむつの内側に相当する側に折り曲げてトップシート材に仮固定する。このようにして止着テープ10aが取り付けられたトップシート材が、吸収体22を覆うように載置される。なお、止着テープ10aをトップシート材に接合固定する手段としては、例えば、ホットメルト接着剤が適用可能である。
【0154】
このようにしておむつ連続体を形成した後、おむつの脚周り開口部に相当する部分を円弧状に切り抜いて切除(いわゆる、Rカット)して脚周り開口部を形成し、その後、所定の位置で切断して複数のテープ型使い捨ておむつ100を製造する。
【産業上の利用可能性】
【0155】
本発明の止着テープの製造方法は、乳幼児、または介護を必要とする高齢者や障害者等の成人などが使用するテープ型使い捨ておむつの止着テープとして好適に用いることができる。また、本発明の止着テープの製造方法によって製造された止着テープを備えたテープ型使い捨ておむつは、乳幼児用、または介護を必要とする高齢者や障害者等の成人用のおむつとして好適に用いることができる。
【符号の説明】
【0156】
2:前身頃、4:股下部、6:後身頃、6a,6b:側縁、8:サイドフラップ、10a,10b,10c,10d,10e,10f,10g,10h,10i:止着テープ、11,111:長尺基材シート、12:フロントパッチ、13,113:長尺フック材、15:積層体、16,116,216:接合体、17:止着テープ中間体、18:トップシート、18a:センターシート、19:サイドシート、20:バックシート、22:吸収体、26a,26b:立体ギャザー、30a,30b,30c:基材、31:固定領域、32:非固定領域、36a,36b:立体ギャザー伸縮材、37:ミシン目、40:脚周り伸縮材、42:ウエスト周り伸縮材、46:起立線、51:第一の長尺巻取ロール、52:第二の長尺巻取ロール、53:支持ロール、54:補強接合用ロール、54a:第一パターンロール、54a1,87a2:結合用凸部、54a2,88a2:補強用凸部、54a3,87a1,88a1:ロール本体、54b:第一プレーンロール、56:第一切断部、57:第二切断部、59:接着剤塗布部、61:折返部、62:仮止めロール、62a:仮止め用凸ロール、62b:仮止め用凹ロール、71a,71b:接合用凹部、72a,72b,72c:補強用凹部、74:中間領域、75:第一の端部領域、76:第二の端部領域、78,111a,116a:一方の端部、79,111b,116b:他方の端部、80:中間切断部分、81:段部、82,83:側縁、85:フック材、87:接合ロール、87a:第二パターンロール、87b:第二プレーンロール、88:補強用ロール、88a:第三パターンロール、88b:第三プレーンロール、89:補強基材シート、100,101,102,103,104:テープ型使い捨ておむつ、175:押圧領域、176:自由端領域、200,201,202:止着テープ製造装置、S:切断軌跡。
【技術分野】
【0001】
本発明は、止着テープの製造方法に関し、更に詳しくは、柔軟性を維持しつつ、着用する際または着用中に、千切れ難い止着テープを製造することが可能な止着テープの製造方法に関する。
【背景技術】
【0002】
一般に、テープ型使い捨ておむつは、前身頃、股下部及び後身頃の各部から構成され、吸収体と、吸収体の表面を被覆するように配置され、少なくとも一部が液透過性材料からなるトップシートと、吸収体の裏面を被覆するように配置され、液不透過性材料からなるバックシートと、後身頃の左右の各側縁から延出するように配置され、前身頃と後身頃とを固定するための止着テープとを備えている(例えば、特許文献1及び2参照)。
【0003】
このようなテープ型使い捨ておむつは、交換の際に着用者の股下に差し入れられ、後身頃を広げた後、着用者の体型にあわせて前身頃をあてる。その後、止着テープをテープ係合位置に係合させることによって着用される。
【0004】
そして、テープ型使い捨ておむつを着用者に着用した状態では、着用者の排泄物はトップシートの液透過性の部分を透過して吸収体に吸収されるとともに、バックシートによって外部への漏洩が防止される。
【0005】
このようなテープ型使い捨ておむつでは、止着テープは、フック材の材料である帯状のフック材シートの短手方向の両端部を、基材の材料である帯状の長尺基材シートに圧着させることによって、フック材シートと長尺基材シートを接合して長尺積層体を得た後、長尺積層体を長手方向に切断して二分割するとともに、短手方向に沿って複数個所切断して製造することが知られている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−211136号公報
【特許文献2】特開2007−282893号公報
【特許文献3】特開2000−93211号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献3に記載された方法によって製造される止着テープを備えるテープ型使い捨ておむつは、おむつを着用する際に、着用者の体重が掛かった状態で止着テープを引っ張ると、止着テープに大きな力が掛かるため、止着テープが千切れてしまう場合があった。また、着用する際だけでなく、着用しているとき(着用時)においても、止着テープに大きな力が掛かると、止着テープが千切れてしまう場合があった。特に、不織布からなる基材を用いた止着テープは、手触りの良さが好まれ、多く使用されているが、このような基材を用いた場合、止着テープが千切れてしまい易いという問題がある。
【0008】
更に詳細には、幼児のおむつを交換する場合、以下のように行うことができる。まず、幼児は大人に比べて体重が軽いので、臀部を持ち上げて臀部の下に隙間を作る。次に、その隙間にテープ型使い捨ておむつの後身頃を、広げた状態で滑り込ませる。次に、滑り込ませたおむつに臀部を乗せ、その後、後身頃の両脇に配置された止着テープを摘み、外方に引っ張りながら、おむつを着用者の腹周り及び脚周りに合わせる。次に、摘んでいた止着テープを前身頃に宛てて固定する。幼児の場合、このようにしておむつを交換する。
【0009】
一方、大人のおむつを交換する場合は、以下のように行うことができる。大人は幼児に比べて体重が重いので、体(臀部)を持ち上げることは困難である。そのため、まず、着用者を側臥位にさせる。次に、おむつの後身頃のうち、体の下側になる部分を畳み、その状態で後身頃を体の下に滑り込ませる。次に、仰向けに体位を変換させた後、畳まれた部分を展開して臀部の下でおむつを広げる。次に、後身頃の両脇に配置された止着テープを掴み、外方に引っ張りながら、おむつを着用者の腹周り及び脚周りに合わせる。このとき、おむつと着用者の間に隙間ができないようにする。次に、掴んでいた止着テープを前身頃に宛てて固定する。大人の場合、このようにしておむつを交換することが多い。
【0010】
以上のように、幼児及び大人のいずれの場合であっても、後身頃を展開するとき、または、着用者の体型におむつをフィットさせるときに、止着テープを引っ張ることがある。このとき、おむつには、着用者の体重が掛かっているため、引っ張られる止着テープには、大きな力が加わることが多い。
【0011】
また、着用者が大人の場合、尿パッドを内側に重ねてテープ型使い捨ておむつを使用することが多く、排泄物などによって尿パッドが汚れた場合には、主に、汚れた尿パッドだけが交換されることが多い。そのため、テープ型使い捨ておむつは、汚れてしまわない限り、2〜3日間使用される場合がある。このような場合、排泄の度におむつを交換する場合に比べて、止着テープが引っ張られる回数が多く、破損し易い。そのため、おむつを交換する際だけでなく、着用中に不具合を起こす(例えば、止着テープが千切れる)可能性がある。
【0012】
そこで、不織布からなる基材を用いた止着テープの不具合(例えば、千切れてしまうこと)を防止するためには、基材の強度を向上させることが考えられる。具体的には、基材の熱エンボス加工時の温度を上げること、エンボス加工時の圧力を上げること、エンボス加工の面積比を高くすることなどの方法によって不具合(例えば、千切れてしまうこと)を防止することができる。しかし、基材の強度を向上させ過ぎると、基材が硬くなってしまい、柔軟性が十分に得られない(即ち、良好な手触りが得られない)という問題がある。
【0013】
本発明は、このような従来技術の有する問題点に鑑みてなされたものであり、簡単かつ低コストで止着テープを製造することができること、または、止着テープの設計の自由度に優れた方法であることに加え、柔軟性を維持しつつ、着用する際または着用中に、千切れ難い止着テープの製造方法及びこの製造方法によって得られた止着テープを用いたテープ型使い捨ておむつを提供するものである。
【課題を解決するための手段】
【0014】
本発明によれば、以下に示す止着テープの製造方法が提供される。
【0015】
[1] 帯状の長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程と、前記積層体を得た後、前記長尺フック材の短手方向の両端部を前記長尺フック材の表面側から前記長尺基材シート側に向けて押圧することにより接合用凹部を形成して前記長尺フック材と前記長尺基材シートを接合すると同時に、前記長尺フック材を載置した領域以外の領域を押圧することにより補強用凹部を形成して接合体を得る補強接合工程と、前記接合体を所定の大きさに切り離して複数の止着テープを得る切断工程と、を備え、前記接合用凹部が、前記長尺フック材と前記長尺基材シートに跨って形成され、前記補強用凹部が、前記長尺フック材と前記長尺基材シートとを跨がないように形成される止着テープの製造方法(以下、「第一の実施形態」と記す場合がある)。
【0016】
[2] 前記補強用凹部が、製造した前記止着テープが固定され得る端部を含む固定領域と、前記固定領域以外の非固定領域との境界線を挟んだ両領域に跨る部位に形成される請求項1に記載の止着テープの製造方法。
【0017】
[3] 前記載置工程は、前記長尺基材シートの短手方向の一方の端部を含む第一の端部領域及び他方の端部を含む第二の端部領域の中間部に位置する中間領域の一方の面に、前記長尺フック材を載置して前記積層体を得る工程であり、前記補強接合工程は、前記接合用凹部を形成すると同時に、前記第一の端部領域と前記第二の端部領域を押圧することにより、前記第一の端部領域及び前記第二の端部領域のそれぞれに前記補強用凹部を形成する工程である前記[1]又は[2]に記載の止着テープの製造方法。
【0018】
[4] 前記載置工程は、前記長尺基材シートの前記中間領域に1枚の前記長尺フック材を載置する工程であり、前記切断工程は、前記接合体を、前記第一の端部領域、前記中間領域、前記第二の端部領域、前記中間領域、前記第一の端部領域を順次通過するようなS字カーブ状の切断軌跡で切断して、一方にS字カーブ状の側縁を有し、他方に直線状の側縁を有する2枚の止着テープ中間体を得、得られた前記止着テープ中間体のそれぞれを、前記S字カーブ状の側縁の谷部と前記直線状の側縁との間で切り離して複数の前記止着テープを得る工程である前記[3]に記載の止着テープの製造方法。
【0019】
[5] 前記載置工程は、前記長尺基材シートの前記中間領域に2枚の前記長尺フック材を間隔をあけて載置する工程であり、前記切断工程は、前記長尺フック材の間の部分を、前記接合体の長手方向に沿って切断する工程である前記[3]に記載の止着テープの製造方法。
【0020】
[6] 前記長尺フック材の間の部分を切断する軌跡が、直線状またはS字カーブ状である前記[5]に記載の止着テープの製造方法。
【発明の効果】
【0021】
第一の実施形態の止着テープの製造方法は、簡単かつ低コストで止着テープを製造することができることに加え、製造した止着テープは、柔軟性を維持しつつ、着用する際または着用中に千切れ難いという効果を奏するものである。
【0022】
第二の実施形態の止着テープの製造方法、及び、第三の実施形態の止着テープの製造方法は、止着テープの設計の自由度に優れた方法であることに加え、製造した止着テープは、柔軟性を維持しつつ、着用する際または着用中に千切れ難いという効果を奏するものである。
【0023】
本発明の止着テープの製造方法によって製造された止着テープを備えたテープ型使い捨ておむつは、柔軟性を維持しつつ、着用する際に引っ張ったときに、または着用中に止着テープが千切れ難いという効果を奏するものである。
【図面の簡単な説明】
【0024】
【図1】本発明の止着テープの製造方法の一実施形態において使用可能な止着テープ製造装置を示す模式図である。
【図2】図1に示す止着テープ製造装置の一部を拡大して示す斜視図である。
【図3】図1のXに示す部分の長尺基材シート及び長尺フック材を示す平面図である。
【図4】本発明の止着テープの製造方法の別の実施形態において使用される接合体を示す平面図である。
【図5】本発明の止着テープの製造方法の一実施形態において使用される接合体を切り離す際の切断軌跡を示す平面図である。
【図6】本発明の止着テープの製造方法の別の実施形態において使用される接合体を切り離す際の切断軌跡を示す平面図である。
【図7】図6に示す切断軌跡で切断されて得られた止着テープを備えるテープ型使い捨ておむつを示す平面図である。
【図8】本発明の止着テープの製造方法の別の実施形態において使用される接合体を切り離す際の切断軌跡を示す平面図である。
【図9】本発明の止着テープの製造方法の別の実施形態において使用される接合体を示す平面図である。
【図10】図9に示す接合体によって形成された止着テープを備えるテープ型使い捨ておむつを示す平面図である。
【図11】本発明の止着テープの製造方法の別の実施形態において使用される接合体を示す平面図である。
【図12】図11に示す接合体によって形成された止着テープを備えるテープ型使い捨ておむつを示す平面図である。
【図13】本発明の止着テープの製造方法の一実施形態で製造された止着テープを示す平面図である。
【図14】図13に示す止着テープのA−A’断面を示す断面図である。
【図15】本発明の止着テープの製造方法の別の実施形態で製造された止着テープを示す平面図である。
【図16】本発明の止着テープの製造方法の別の実施形態で製造された止着テープを示す平面図である。
【図17】本発明の止着テープの製造方法の別の実施形態で製造された止着テープを示す平面図である。
【図18】本発明のテープ型使い捨ておむつの一実施形態を示す平面図である。
【図19】図18に示すテープ型使い捨ておむつの止着テープ部分を拡大して示す平面図である。
【図20】図18に示すテープ型使い捨ておむつの使用状態を示す斜視図である。
【図21】本発明のテープ型使い捨ておむつの別の実施形態を示す平面図である。
【図22】本発明の止着テープの製造方法において使用可能な止着テープ製造装置の別の実施形態を示す模式図である。
【図23】本発明の止着テープの製造方法において使用可能な止着テープ製造装置の別の実施形態を示す模式図である。
【発明を実施するための形態】
【0025】
以下、本発明を実施するための形態について説明するが、本発明は以下の実施の形態に限定されるものではない。即ち、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、以下の実施の形態に対し適宜変更、改良等が加えられたものも本発明の範囲に属することが理解されるべきである。
【0026】
第一の実施形態〜第三の実施形態の止着テープの製造方法によって得られる止着テープは、乳幼児用、成人用(大人用)を問わず、テープ型使い捨ておむつの止着テープとして好適に使用することができるが、成人用のテープ型使い捨ておむつに使用することが好適である。成人用のテープ型使い捨ておむつは、着用者が、おむつをしっかり固定しようとする傾向があり、着用する際または着用時に止着テープに大きな力が掛かることが多いためである。
【0027】
[1]止着テープの製造方法(第一の実施形態):
本発明の止着テープの製造方法の一実施形態は、帯状の長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程と、積層体を得た後、長尺フック材の短手方向の両端部を長尺フック材の表面側から長尺基材シート側に向けて押圧することにより接合用凹部を形成して長尺フック材と長尺基材シートを接合すると同時に、長尺フック材を載置した領域以外の領域(即ち、おむつに固定され得る端部を含む領域)を押圧することにより補強用凹部を形成して接合体を得る補強接合工程と、接合体を所定の大きさに切り離して複数の止着テープを得る切断工程と、を備えたものである。
【0028】
このような工程を備えることによって、簡単かつ低コストで止着テープを製造することができることに加え、製造した止着テープは、柔軟性を維持しつつ、着用する際または着用中に千切れ難いという効果がある。
【0029】
なお、図1は、本発明の止着テープの製造方法の一実施形態において使用可能な止着テープ製造装置200を示す模式図であり、図2は、図1に示す止着テープ製造装置200の一部を拡大して示す斜視図である。また、図3は、図1のXに示す部分の長尺基材シート11及び長尺フック材13を示している。また、図1〜図23において、共通の構成要素には同一の符号を付してある。
【0030】
止着テープ製造装置200は、長尺基材シート11を連続的に供給可能な第一の長尺巻取ロール51と、長尺フック材13を連続的に供給可能な第二の長尺巻取ロール52と、第一の長尺巻取ロール51から供給された長尺基材シート11の一方の面に、長尺基材シート11の長手方向に沿って長尺フック材13を載置して積層体15を形成する支持ロール53と、積層体15の長尺基材シート11と長尺フック材13を接合して、接合体16を形成する補強接合用ロール54と、接合体16の短手方向の中間部をその長手方向に沿ってS字カーブ状に切断して、接合体16を2分割して止着テープ中間体17を形成する第一切断部56と、止着テープ中間体17を、S字カーブ状に形成された側縁の谷部と直線状に形成された側縁との間で切り離して止着テープ10aを形成する第二切断部57と、を備えている。
【0031】
更に、止着テープ製造装置200は、長尺フック材13の裏面に接着剤を塗布する接着剤塗布部59と、S字状の端部を内側に折り返す折返部61と、折り返した部分を長尺基材シート11の表面に仮止めする仮止めロール62と、を備えている。
【0032】
補強接合用ロール54は、図2に示すように、結合用凹部を形成するための結合用凸部54a1、補強用凹部を形成するための補強用凸部54a2、及び、円柱状のロール本体54a3を備える第一パターンロール54aと、この第一パターンロール54aと対をなす、長尺基材シート11との接触面が平坦な第一プレーンロール54bと、を備えている。第一パターンロール54aの結合用凸部54a1は、円柱状のロール本体54a3の外周上に配設されたリング状のものであり、補強用凸部54a2は、円柱状のロール本体54a3の外周上に配設され、その長辺方向が、ロール本体54a3の軸方向に対して、所定の角度を有するように傾斜している複数の略直方体状のものである。
【0033】
仮止めロール62は、折返部61によって折り返した部分の一部を長尺基材シート11の表面側に押圧するための複数の凸部が配設された仮止め用凸ロール62aと、この仮止め用凸ロール62aの凸部と嵌り合う凹部が配設された仮止め用凹ロール62bと、を備えている。
【0034】
[1−1]載置工程:
本発明の止着テープの製造方法は、まず、帯状の長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程を行う。例えば、図4は、帯状の長尺基材シート111の他方の端部111b側に、長尺基材シート111の長手方向に沿って帯状の長尺フック材113を載置した例を示している。
【0035】
本工程は、上記長尺基材シートの短手方向の一方の端部を含む第一の端部領域及び他方の端部を含む第二の端部領域の中間部に位置する中間領域の一方の面に、上記長尺フック材を載置する工程であることが好ましい。例えば、図3は、帯状の長尺基材シート11の中間領域74の一方の面に、長尺基材シート11の長手方向に沿って1枚の帯状の長尺フック材13を載置して得られた積層体15を示している。
【0036】
本工程においては、長尺基材シートの中間領域の一方の面に、互いに間隔をあけて2枚の長尺フック材を載置してもよい。例えば、図9は、長尺基材シート11の中間領域の一方の面に、互いに間隔をあけて2枚の長尺フック材13,13を載置した例を示している。
【0037】
[1−1−1]長尺基材シート:
本工程に用いる長尺基材シートは、所定の形状に切断されることによって止着テープの基材となるものであり、例えば、不織布、不織布とフィルムとを接合したラミネートシートなどからなる帯状のシートを用いることができる。
【0038】
不織布としては、具体的には、スパンボンド、SMS(スパンボンド/メルトブロー/スパンボンド)、SMMS(スパンボンド/メルトブロー/メルトブロー/スパンボンド)、カードエンボス、レジンボンド等の各種不織布を用いることができる。
【0039】
不織布の構成材料としては、ポリオレフィン(ポリエチレン、ポリプロピレン等)、ポリエステル、脂肪族ポリアミド(ナイロン(登録商標))、その他の熱可塑性樹脂からなる合成繊維を挙げることができる。この場合、合成繊維は単繊維であってもよいし、芯鞘構造等を有する複合繊維であってもよい。
【0040】
[1−1−2]長尺フック材:
本工程に用いる長尺フック材は、所定の形状に切断されることによって止着テープのフック材となるものである。このフック材は、メカニカルファスナー(面状ファスナーとも称される)の凸部材のことであり、凹部材であるループ材との機械的結合により固定を行うことができるものである。そして、このフック材は基材の表面に付設されるものである。フック材としては、例えば、表面に多数の突起(鉤状、きのこ状、錨状等)が形成されたものが用いられる。
【0041】
ループ材としては、表面にループ状の繊維が配置されたもの等が用いられることが多い。このループ材の表面にフック材を重ね合わせ、フック材の多数の突起をループ材の表面に係合させることにより、両部材を剥離可能に結合させることができる。
【0042】
[1−2]補強接合工程:
次に、本発明の止着テープの製造方法は、積層体を得た後、長尺フック材の短手方向の両端部を長尺フック材の表面側から長尺基材シート側に向けて押圧することにより接合用凹部を形成して長尺フック材と長尺基材シートを接合すると同時に、長尺フック材を載置した領域以外の領域(押圧領域)を押圧することにより補強用凹部を形成して接合体を得る補強接合工程を行う。本実施形態の補強接合工程によれば、接合用凹部と補強用凹部を一つのローラーで形成することができるため、簡単かつ低コストで止着テープを製造することができるという利点がある。
【0043】
図4は、長尺フック材113の長手方向の両端部に接合用凹部71aを形成して長尺フック材113と長尺基材シート111を接合すると同時に、長尺基材シート111の一方の端部111aを含む押圧領域175を押圧して補強用凹部72aを形成した接合体116を示している。なお、長尺基材シート111の短手方向の長さは、図3に示す長尺基材シート11の短手方向の長さのおよそ半分である。そのため、接合体116を、その長手方向に沿って切断することなく、短手方向に所定の間隔で切断することによって複数の止着テープを得ることができる。このように予め止着テープと同程度の幅の長尺基材シートを用いてもよい。得られた止着テープは、おむつの後身頃に押圧領域175が固定領域として固定される。なお、図4に示す補強用凹部72aは、押圧領域175にのみ形成されているが、押圧領域175に加えて、他方の端部111bを含む自由端領域176に形成されてもよい。
【0044】
本工程は、上記接合用凹部を形成すると同時に、上記第一の端部領域と上記第二の端部領域を押圧することにより、第一の端部領域及び第二の端部領域のそれぞれに補強用凹部を形成することが好ましい。このような工程によると、トリムを発生させることなく止着テープを製造することができる。
【0045】
例えば、図1,図3は、長尺フック材13と長尺基材シート11に跨るように、長尺フック材13の表面側から長尺基材シート11側に向けて押圧して接合用凹部71aを形成して長尺フック材13と長尺基材シート11を接合すると同時に、第一の端部領域75及び第二の端部領域76のそれぞれを押圧して補強用凹部72aを形成している例を示している。
【0046】
[1−2−1]接合用凹部:
接合用凹部は、長尺フック材の短手方向の両端部を、長尺フック材の表面側から長尺基材シート側に向けて押圧することによって形成される凹部である。接合用凹部の形状は、長尺フック材と長尺基材シートが接合される限り特に制限はなく、例えば、円形、楕円形、三角形、四角形、多角形、長尺または短尺の帯状、直線状、T字状やL字状などの文字、格子状、網目状、連続または不連続の波形の曲線状などの幾何学模様などを挙げることができる。
【0047】
例えば、図2,図3は、長尺の帯状の接合用凹部71aが形成されている例を示している。また、図15は、短尺の帯状の接合用凹部71bが形成されている例を示している。
【0048】
なお、接合用凹部は、長尺フック材の短手方向の両端部に形成されていれば良く、長尺フック材の短手方向の両端部にのみ形成されていても良いし、例えば、図3に示す接合用凹部71aのように、長尺フック材13と長尺基材シート11に跨って形成されていてもよい。
【0049】
長尺フック材と長尺基材シートが接合される限り、押圧する条件は特に制限はなく、従来公知の方法を採用することができる。具体的には、エンボス加工、ヒートシール加工、超音波シール加工などの方法を挙げることができる。なお、押圧することに加えて、加熱処理することによって接合用凹部を形成することができる。
【0050】
[1−2−2]補強用凹部:
補強用凹部は、押圧して形成される凹部であり、その形状は、例えば、円形、楕円形、三角形、四角形、多角形、長尺または短尺の帯状、直線状、T字状、略T字状、L字状、略L字状、I字状、略I字状などの文字、格子状、連続または不連続の波形の曲線状などの幾何学模様などを挙げることができる。
【0051】
例えば、図13に示す止着テープ10aは、短尺の帯状の補強用凹部72aが形成されている例である。図15に示す止着テープ10bは、長尺の帯状の補強用凹部72bが形成されている例である。図16に示す止着テープ10cは、円形の補強用凹部72cが形成されている例である。また、図17に示す止着テープ10dは、四角形の補強用凹部72dが形成されている例である。
【0052】
このような補強用凹部を形成することによって、補強用凹部を形成した部分の引張強度を向上させることができる。そのため、着用する際または着用中に千切れ難い止着テープを得ることができる。また、補強用凹部は、長尺基材シートの一方の端部を含む領域の一部に形成することが好ましく、このように一部に形成することによって、止着テープの柔軟性を維持することができる。
【0053】
例えば、図2,図3は、第一の端部領域75及び第二の端部領域76のそれぞれの一部に、短尺の帯状の補強用凹部72aが形成されている例である。
【0054】
補強用凹部を形成する位置は、例えば、乳幼児用であるか、成人用であるかによって異なるため、適宜設定することができるが、止着テープを、おむつの後身頃の左右の各側縁から延出するように配置して固定した場合、補強用凹部が形成されている領域の一部が後身頃に固定される位置であることが好ましい。即ち、補強用凹部は、止着テープを、おむつの後身頃に固定したときに、おむつの後身頃に固定される領域(固定領域)と、この固定領域以外の非固定領域との境界線を挟んだ両領域に跨る部位に形成されることが好ましい。図13に示す止着テープ10aは、この止着テープ10aを、おむつの後身頃に固定したときに、おむつの後身頃に固定される領域(固定領域)31と、この固定領域31以外の非固定領域32との境界線を挟んだ両領域に跨る部位33に補強用凹部72aが形成されている例である。
【0055】
また、図13に示す止着テープ10aの基材30aのように、一方の端部78側を、他方の端部79側よりも幅狭とする段部81が形成されている場合、段部81にも補強用凹部72aを形成することが好ましい。このように段部にも補強用凹部を形成すると、段部で基材が千切れてしまうことを防止することができるという利点がある。即ち、段部を有する基材は、着用者がおむつを着用する際または着用中に、この段部に大きな力が掛かる。そのため、段部において基材が千切れてしまい易いという問題があった。そこで、段部に補強用凹部を形成することによって、基材が千切れてしまうことを防止することができる。
【0056】
押圧する条件、即ち、補強用凹部を形成するための条件は特に制限はなく、従来公知の方法を採用することができる。具体的には、エンボス加工、ヒートシール加工、超音波シール加工などの方法を挙げることができる。なお、押圧することに加えて、加熱処理することによって補強用凹部を形成することができる。
【0057】
[1−3]切断工程:
次に、本発明の止着テープの製造方法は、得られた接合体を所定の大きさに切り離して複数の止着テープを得る切断工程を行う。
【0058】
本工程において、所定の大きさや形状の止着テープが得られるように、適宜、接合体を切り離せば良く、切り離すための軌跡(切断軌跡)は特に制限はない。例えば、図4に示す接合体116の場合、上述したように、直線状の両側縁116a,116bの間を、所定の間隔で切り離せばよい。
【0059】
また、図3に示す接合体16の場合、即ち、1枚の長尺基材シートに対して1枚の長尺フック材を載置し、上記長尺基材シートの第一の端部領域及び第二の端部領域のそれぞれに補強用凹部を形成した接合体の場合、まず、この接合体を、図2に示すように、第一の端部領域、中間領域、第二の端部領域、中間領域、第一の端部領域を順次通過するようなS字カーブ状の切断軌跡で切断して、一方にS字カーブ状の側縁を有し、他方に直線状の側縁を有する2枚の止着テープ中間体を得、次に、止着テープ中間体のそれぞれを、S字カーブ状の側縁の谷部と直線状の側縁との間で切り離す。
【0060】
このようにS字カーブ状の切断軌跡で切断することによって、簡便で安価に複数の止着テープを得ることができるという利点がある。また、トリムが発生しないため、資源を無駄なく有効利用することができるという利点がある。
【0061】
図1,図2は、第一切断部56(図2では図示せず)によって、接合体16を、第一の端部領域75、中間領域74、第二の端部領域76、中間領域74、第一の端部領域75を順次通過するようなS字カーブ状の切断軌跡Sで切断して、一方にS字カーブ状の側縁82を有し、他方に直線状の側縁83を有する2枚の止着テープ中間体17を得た例を示している。また、図1は、得られた止着テープ中間体17のそれぞれを、S字カーブ状の側縁の各谷部と直線状の側縁との間で切り離して、図13に示すような止着テープ10aを複数得る例を示している。図14は、図13に示す止着テープ10aのA−A’断面を示す断面図である。
【0062】
図5は、接合体16を所定の大きさに切り離す際の切断軌跡S及び切断軌跡Kを示している。なお、図5は、大人用のおむつに使用される止着テープを製造する場合の例を示しているが、乳幼児用の止着テープを製造する場合も同様の切断軌跡で切断することができる。図5,図6,図8は、長尺フック材、接合用凹部、及び、補強用凹部は省略している。
【0063】
S字カーブ状の側縁の谷部と直線状の側縁との間を切り離すには、図5に示すように各谷部で切り離す場合に限らず、止着テープに2つのタブが形成されるように、谷部を、一つ置きに切り離すこともできる。図6は、図5に示す切断軌跡Sと同様の切断軌跡S、及び、谷部を、一つ置きに切り離す切断軌跡Kを示している。図7は、図6に示す切断軌跡S及び切断軌跡Kによって接合体16を切り離して得られた止着テープ10eを、おむつ101の後身頃6に固定した状態を示している。
【0064】
更に、止着テープに2つのタブが形成されるように、谷部を、一つ置きに切り離す場合、切り離されない谷部と直線状の側縁との間の一部に、例えば、ミシン目などの剥離可能部分を形成してもよい。図8は、図5に示す切断軌跡Sと同様の切断軌跡Sと、谷部を、一つ置きに切り離す切断軌跡Kと、切り離されない谷部及び直線状の側縁の間の一部に形成されたミシン目37とを示している。なお、この剥離可能部分の代わりに、切り込みを形成してもよい。
【0065】
また、例えば、図9に示す接合体216の場合、即ち、長尺基材シート11の中間領域の一方の面に、互いに間隔をあけて2枚の長尺フック材13,13を載置し、上記長尺基材シート11の第一の端部領域75及び第二の端部領域76のそれぞれに補強用凹部72aを形成した接合体の場合、2枚の長尺フック材の間の部分(中間切断部分)80を、接合体216の長手方向に沿ってS字カーブ状の切断軌跡Sで切断して、2枚の止着テープ中間体17,17を得、得られた止着テープ中間体17,17のそれぞれを、一方の側縁と他方の側縁との間で切り離す。
【0066】
図10は、図9に示す接合体216を上記のように切り離して止着テープ10fを得、得られた止着テープ10fを後身頃6に固定したおむつ102の拡大図であり、止着テープ10f周辺部分を拡大して示している。図10に示すように、止着テープ10fは、非固定領域32が後身頃6の側縁から延出するように配置されるとともに、固定領域31が後身頃6に固定されてしている。そして、止着テープ10fは、固定領域31と非固定領域32との境界線を挟んだ両領域に跨る部位33に補強用凹部72aが形成されている。
【0067】
接合体216を、その長手方向に沿って切断する切断軌跡Sは、適宜選択することができ、上記S字カーブ状に限らず、直線状であってもよい。
【0068】
図11は、接合体216を、その長手方向に沿って切断する切断軌跡Sが直線状である例を示している。図12は、図11に示す接合体216を、直線状の切断軌跡Sで切断して、2枚の止着テープ中間体17,17を得、得られた止着テープ中間体17,17のそれぞれを、一方の側縁と他方の側縁との間で切り離して止着テープ10gを得、得られた止着テープ10gを後身頃6に固定したおむつ103の拡大図であり、止着テープ10g周辺部分を拡大して示している。図12に示すように、止着テープ10gは、非固定領域32が後身頃6の側縁から延出するように配置されるとともに、固定領域31が後身頃6に固定されてしている。そして、止着テープ10gは、固定領域31と非固定領域32との境界線を挟んだ両領域に跨る部位33に補強用凹部72aが形成されている。
【0069】
図15,図16は、第一の実施形態の止着テープの製造方法の他の態様によって製造された止着テープ10b,10cを示す平面図である。
【0070】
図15に示す止着テープ10bは、フック材85と基材30bを接合する際に形成された短尺の帯状の接合用凹部71bを有していることに加え、この止着テープ10bを、おむつの後身頃に固定したときに、おむつの後身頃に固定される領域(固定領域)31と、この固定領域31以外の非固定領域32との境界線を挟んだ両領域に跨る部位33に長尺の帯状の補強用凹部72bを形成するとともに、一方の端部78側を、他方の端部79側よりも幅狭とする段部81の全体に亘って長尺の帯状の補強用凹部72bを形成している例である。
【0071】
図16に示す止着テープ10cは、乳幼児用のテープ型使い捨ておむつに使用される止着テープを示しており、フック材85と基材30cを接合する際に形成された短尺の帯状の接合用凹部71aを有していることに加え、この止着テープ10cを、おむつの後身頃に固定したときに、おむつの後身頃に固定される領域(固定領域)31と、この固定領域31以外の非固定領域32との境界線を挟んだ両領域に跨る部位33に円形の補強用凹部72cを形成している例である。なお、図16に示す止着テープ10cは、一方の端部(固定領域31側の端部)78側を、他方の端部(非固定領域32側の端部)79側よりも幅狭とする段部81と上記部位33が一部重なっている。
【0072】
[2]止着テープの製造方法(第二の実施形態):
本発明の止着テープの製造方法の一実施形態は、帯状の長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程と、積層体を得た後、長尺基材シートと長尺フック材を接合し、その後、長尺フック材を載置した領域以外の領域(即ち、おむつに固定され得る端部を含む領域)を押圧することにより補強用凹部を形成して接合体を得る補強接合工程と、接合体を所定の大きさに切り離して複数の止着テープを得る切断工程と、を備えたものである。
【0073】
このような工程によれば、止着テープの設計の自由度に優れることに加え、製造した止着テープは、柔軟性を維持しつつ、着用する際または着用中に千切れ難いという効果がある。
【0074】
例えば、図22は、第二の実施形態の止着テープの製造方法において使用可能な止着テープ製造装置201を示す模式図である。図22に示す止着テープ製造装置201は、図1に示す止着テープ製造装置200の補強接合用ロール54に代えて、接合ロール87及び補強用ロール88を備えていること以外は、図1に示す止着テープ製造装置200と同様の装置である。
【0075】
図22に示すように、接合ロール87は、円柱状のロール本体87a1、及び、このロール本体87a1の外周に配設されたリング状の結合用凸部87a2を備える第二パターンロール87aと、この第二パターンロール87aと対をなす、長尺基材シート11との接触面が平坦な第二プレーンロール87bとを備えている。
【0076】
補強用ロール88は、円柱状のロール本体88a1、及び、このロール本体88a1の外周に配設された補強用凸部88a2を備え、この補強用凸部88a2は、その長辺方向が、ロール本体88a1の軸方向に対して、所定の角度を有するように傾斜している複数の略直方体状である第三パターンロール88aと、この第三パターンロール88aと対をなす、長尺基材シート11との接触面が平坦な第三プレーンロール88bとを備えている。
【0077】
[2−1]載置工程:
本発明の止着テープの製造方法は、まず、帯状の長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程を行う。
【0078】
本工程で用いる長尺基材シート及び長尺フック材は、既に上述した第一の実施形態の止着テープの製造方法の載置工程で用いた長尺基材シート及び長尺フック材と同様のものを用いることができ、また同様の方法で積層体を得ることができる。
【0079】
[2−2]補強接合工程:
次に、本発明の止着テープの製造方法は、上記積層体を得た後、長尺基材シートと長尺フック材を接合し、その後、長尺フック材を載置した領域以外の領域を押圧することにより補強用凹部を形成して接合体を得る補強接合工程を行う。本実施形態の補強接合工程によれば、止着テープの設計の自由度が優れるという利点がある。
【0080】
長尺基材シートと長尺フック材を接合する方法は、従来公知の方法を適宜採用することができる。例えば、ホットメルト接着剤、その他の流動性の高い接着剤を用いた方法や、エンボス加工、ヒートシール加工、超音波シール加工などの方法を挙げることができる。
【0081】
例えば、ヒートシール加工によって長尺基材シートと長尺フック材を接合する場合、具体的には、長尺フック材の短手方向の両端部を長尺フック材の表面側から長尺基材シート側に向けて押圧することにより接合用凹部を形成して長尺フック材と長尺基材シートを接合することができる。ヒートシール加工によって長尺基材シートと長尺フック材を接合する場合、例えば、図22に示すような止着テープ製造装置201を用いることができる。止着テープ製造装置201は、接合用凹部を形成するロール(接合ロール87)と補強用凹部を形成するロール(補強用ロール88)とを個別に備えているため、各凹部(接合用凹部と補強用凹部)の形成条件をそれぞれ適宜設定することができる。
【0082】
本工程は、長尺フック材と長尺基材シートを接合した後、上記第一の端部領域と上記第二の端部領域を押圧することにより、第一の端部領域及び第二の端部領域のそれぞれに補強用凹部を形成する工程であることが好ましい。このような工程によると、トリムを発生させることなく止着テープを製造することができる。
【0083】
本工程における接合用凹部及び補強用凹部の形状や形成条件は、既に上述した第一の実施形態の止着テープの製造方法の補強接合工程で形成する接合用凹部及び補強用凹部と同様の形状や形成条件を採用することができる。
【0084】
例えば、図22は、接合ロール87によって、長尺フック材13と長尺基材シート11に跨るように、長尺フック材13の表面側から長尺基材シート11側に向けて押圧して接合用凹部を形成して長尺フック材13と長尺基材シート11を接合した後に、第一の端部領域及び第二の端部領域のそれぞれを押圧して補強用凹部を形成して接合体16を得る例を示している。
【0085】
[2−3]切断工程:
次に、本発明の止着テープの製造方法は、得られた接合体を所定の大きさに切り離して複数の止着テープを得る切断工程を行う。
【0086】
本工程は、既に上述した第一の実施形態の止着テープの製造方法の切断工程と同様の方法を採用することができる。
【0087】
例えば、図22は、第一切断部56によって、接合体16を、S字カーブ状の切断軌跡Sで切断して、2枚の止着テープ中間体17を得、得られた止着テープ中間体17のそれぞれを、第二切断部57によって、S字カーブ状の側縁の谷部と直線状の側縁との間を切り離して複数の止着テープ10aを得る例を示している。
【0088】
[3]止着テープの製造方法(第三の実施形態):
本発明の止着テープの製造方法の一実施形態は、帯状の長尺基材シートを押圧することにより補強用凹部を形成して、補強された長尺基材シートを得る基材補強工程と、補強された長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程と、積層体を得た後、補強された長尺基材シートと長尺フック材を接合して接合体を得る接合工程と、接合体を所定の大きさに切り離して複数の止着テープを得る切断工程と、を備えたものである。
【0089】
このような工程によれば、止着テープの設計の自由度に優れることに加え、製造した止着テープは、柔軟性を維持しつつ、着用する際または着用中に千切れ難いという効果がある。
【0090】
例えば、図23は、第三の実施形態の止着テープの製造方法において使用可能な止着テープ製造装置の一実施形態を示す模式図である。図23に示す止着テープ製造装置202は、図22に示す止着テープ製造装置201の補強用ロール88が、接合ロール87よりも上流側に位置していること以外は、図22に示す止着テープ製造装置201と同様の装置である。
【0091】
[3−1]基材補強工程:
本発明の止着テープの製造方法は、まず、帯状の長尺基材シートを押圧することにより補強用凹部を形成して、補強された長尺基材シートを得る基材補強工程を行う。この補強工程によって、長尺フック材を長尺基材シートに固定する前に、長尺基材シートに補強用凹部を形成することができるため、補強用凹部を形成する部分の選択の自由度が向上するという利点がある。
【0092】
本工程は、長尺基材シートの短手方向の一方の端部を含む第一の端部領域、他方の端部を含む第二の端部領域、及び、これら領域の間に位置する中間領域を押圧することにより、第一の端部領域、第二の端部領域、及び、中間領域のそれぞれに補強用凹部を形成する工程であることが好ましい。このように、フック材が接合される部位(接合固定部位)にも補強用凹部を形成すると(図17参照)、フック材と基材シートとの層間剥離を防止することができる。
【0093】
本工程に用いる長尺基材シートは、既に上述した第一の実施形態の止着テープの製造方法の載置工程で用いた長尺基材シートと同様のものを用いることができる。
【0094】
本工程における補強用凹部の形状や形成条件は、既に上述した第一の実施形態の止着テープの製造方法の補強接合工程で形成する補強用凹部と同様の形状や形成条件を採用することができる。
【0095】
例えば、図23は、補強用ロール88によって長尺基材シート11を押圧することにより補強用凹部を形成して、補強された長尺基材シート(補強基材シート89)を得る例を示している。
【0096】
[3−2]載置工程:
次に、本発明の止着テープの製造方法は、補強された長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程を行う。本工程において、長尺フック材は、補強された長尺基材シートの上記中間領域の一方の面に載置することが好ましい。
【0097】
本工程に用いる長尺フック材は、既に上述した第一の実施形態の止着テープの製造方法の載置工程で用いた長尺フック材と同様のものを用いることができる。
【0098】
例えば、図23は、支持ロール53によって、補強された長尺基材シート(補強基材シート89)の短手方向の中間領域の一方の面に、補強基材シート89の長手方向に沿って帯状の長尺フック材13を載置して積層体15を得る例を示している。
【0099】
[3−3]接合工程:
次に、本発明の止着テープの製造方法は、積層体を得た後、補強された長尺基材シートと長尺フック材を接合して接合体を得る接合工程を行う。この接合工程によって、長尺フック材が補強基材シートに強固に接合されるので、フック材が剥離してしまうことを確実かつ有効に防止することができる。
【0100】
補強された長尺基材シートと長尺フック材を接合する方法は、従来公知の方法を適宜採用することができる。例えば、ホットメルト接着剤、その他の流動性の高い接着剤を用いた方法や、エンボス加工、ヒートシール加工、超音波シール加工などの方法を挙げることができる。
【0101】
例えば、ヒートシール加工によって長尺基材シートと長尺フック材を接合する場合、具体的には、長尺フック材の短手方向の両端部を長尺フック材の表面側から、補強された長尺基材シート側に向けて押圧することにより接合用凹部を形成して長尺フック材と長尺基材シートを接合することができる。
【0102】
本工程における接合用凹部の形状や形成条件は、既に上述した第一の実施形態の止着テープの製造方法の補強接合工程で形成する接合用凹部と同様の形状や形成条件を採用することができる。
【0103】
例えば、図23は、接合ロール87によって、長尺フック材13と長尺基材シート11に跨るように、長尺フック材13の表面側から長尺基材シート11側に向けて押圧して接合用凹部を形成して長尺フック材13と補強基材シート89を接合して接合体16を得る例を示している。
【0104】
[3−4]切断工程:
次に、本発明の止着テープの製造方法は、得られた接合体を所定の大きさに切り離して複数の止着テープを得る切断工程を行う。
【0105】
本工程は、既に上述した第一の実施形態の止着テープの製造方法の切断工程と同様の方法を採用することができる。
【0106】
例えば、図23は、第一切断部56によって、接合体16を、S字カーブ状の切断軌跡Sで切断して、2枚の止着テープ中間体17を得、得られた止着テープ中間体17のそれぞれを、第二切断部57によって、S字カーブ状の側縁の谷部と直線状の側縁との間を切り離して複数の止着テープ10dを得ている例を示している。
【0107】
図17は、第三の実施形態の止着テープの製造方法で製造された止着テープ10dを示す平面図であり、図17に示す止着テープ10dは、乳幼児用のテープ型使い捨ておむつの止着テープとして使用することができるものである。そして、図17に示す止着テープ10dは、この止着テープ10dを、おむつの後身頃に固定したときに、おむつの後身頃に固定される領域(固定領域)31と固定領域31以外の非固定領域32との境界線を挟んだ両領域に跨る部位33、及び、非固定領域32に位置するように四角形の補強用凹部72dを形成している例である。なお、図17に示す止着テープ10dは、一方の端部(固定領域31側の端部)78側を、他方の端部(非固定領域32側の端部)79側よりも幅狭とする段部81と上記部位33が一部重なっている。また、図示しないが、補強用凹部72dを形成している側とは反対側の面には、接合用凹部が形成されている。
【0108】
[4]テープ型使い捨ておむつ:
本発明の止着テープの製造方法によって製造された止着テープを備えたテープ型使い捨ておむつの一実施形態は、図18に示すテープ型使い捨ておむつ100のように、前身頃2、股下部4及び後身頃6の各部から構成されるとともに、吸収体22と、吸収体22の表面を被覆するように配置され、一部が液透過性材料からなるトップシート18と、吸収体22の裏面を被覆するように配置され、液不透過性材料からなるバックシート20と、本発明の止着テープの製造方法によって製造された、前身頃2と後身頃6とを固定可能な図13に示す止着テープ10aと、を備えている。そして、この止着テープ10aは、図19に拡大して示すように、その非固定領域32が後身頃6の側縁6aから延出するように配置されるとともに、固定領域31が後身頃6に固定されている。そして、固定領域31と非固定領域32との境界線を挟んだ両領域に跨る部位33には、補強用凹部72aが形成されており、補強用凹部72aの一部が後身頃6に固定されている。
【0109】
このテープ型使い捨ておむつは、上記構成により、柔軟性を維持しつつ、着用する際に引っ張ったときに、または着用中に千切れ難い止着テープを備えるものである。
【0110】
なお、本明細書において「前身頃」とは、着用者におむつを装着した際に、着用者の腹側(身体前方)を覆う部分、「股下部」とは、着用者におむつを装着した際に、着用者の股下を覆う部分、「後身頃」とは、着用者におむつを装着した際に、着用者の背側(身体後方)を覆う部分を意味するものとする。
【0111】
[4−1]止着テープ:
本発明のテープ型使い捨ておむつが備える止着テープは、上述した本発明(第一〜第三)の止着テープの製造方法によって製造される止着テープである。このような止着テープを備えるおむつは、柔軟性を維持しつつ、着用する際または着用中に止着テープが千切れ難いという利点がある。
【0112】
また、止着テープは、前身頃と後身頃とを固定することができる。例えば、図20は、図18に示すテープ型使い捨ておむつ100の使用状態を示しており、おむつ100の後身頃6に固定された止着テープ10aは、前身頃2に配設された、メカニカルファスナーのループ材からなるフロントパッチ12と着脱可能に固定されている。このように、後身頃6を前身頃2に対して固定することによって、テープ型使い捨ておむつ100を着用者に装着させることができる。
【0113】
止着テープを後身頃に固定する方法としては、例えば、ホットメルト接着剤、ヒートシール、エンボス加工、超音波シールなどを挙げることができる。
【0114】
具体的には、テープ型使い捨ておむつを着用する際に、着用者は、おむつをしっかりと固定しようとするため、力強く止着テープを引っ張ることがある。このような場合、止着テープを引っ張る力は、止着テープの、後身頃に固定されている固定領域と自由に動く非固定領域との境界部に集中する。そのため、従来のテープ型使い捨ておむつは、上記境界部において、止着テープが千切れてしまう場合があったが、本発明のテープ型使い捨ておむつは、上記境界部を補強することによって止着テープが千切れ難いという効果がある。また、止着テープを千切れ難くするために、基材全体の強度を向上させると、基材が硬くなってしまい、良好な柔軟性が得られなくなるが、本発明のテープ型使い捨ておむつは、上記境界部を補強することによって、部分的に強度を向上させているため、基材の柔軟性が維持されるという効果がある。
【0115】
図18に示すテープ型使い捨ておむつ100は、後身頃6の左右の各側縁6a,6bに、図13に示す止着テープ10aを2個ずつ配置している例である。止着テープの数は、特に制限はないが、成人用のテープ型使い捨ておむつの場合、図18に示すテープ型使い捨ておむつ100のように2個ずつ配置することが好ましい。止着テープを2個ずつ配置すると、1個ずつ配置したテープ型使い捨ておむつと比較して、着用者の体型、具体的には、ウエスト周り、脚周りの寸法に合わせてテープ位置、締め付け具合を適宜調節できるという利点がある。
【0116】
また、止着テープを2個ずつ配置する場合、同じ形の止着テープを用いても良いし、異なる形の止着テープを用いても良い。図21に示すテープ型使い捨ておむつ104は、後身頃6の側縁6aに、幅の異なる2つの止着テープ10h,10iを配置するとともに、側縁6bにも幅の異なる2つの止着テープ10h,10iを配置している例である。なお、止着テープ10hは、止着テープ10iに比べて幅広である。
【0117】
本発明のテープ型使い捨ておむつは、本発明の止着テープの製造方法によって製造した止着テープが融着により、おむつ本体に接合されたものであることが好ましい。融着によって接合することで、接着剤を用いた接着方法等と比較して、強固な接合とすることができ、おむつから止着テープが脱落する事態を有効に防止することができる。例えば、図18に示すテープ型使い捨ておむつ100は、後身頃6の側縁6a,6b、具体的にはサイドシート19によって構成されるサイドフラップ8の両側縁に、超音波融着によって止着テープ10aを接合した例である。
【0118】
[4−2]吸収体:
吸収体は、着用者の尿を吸収し、保持するための部材である。吸収体は、着用者の尿や体液を吸収し保持する必要から、吸収性材料によって構成される。
【0119】
吸収体を構成する吸収性材料としては、使い捨ておむつ、その他の吸収性物品に通常使用される従来公知の吸収性材料、例えば、フラッフパルプ、高吸水性ポリマー(Super Absorbent Polymer;以下、「SAP」と記す)、親水性シート等を挙げることができる。フラッフパルプとしては木材パルプや非木材パルプを綿状に解繊したものを、SAPとしてはポリアクリル酸ナトリウムを、親水性シートとしてはティシュ、吸収紙、親水化処理を行った不織布を用いることが好ましい。
【0120】
これらの吸収性材料は、通常、単層ないしは複層のマット状として用いられる。この際、前記の吸収性材料のうち1種を単独で用いてもよいし、2種以上を併用してもよい。中でも、フラッフパルプ100質量部に対して、10〜500質量部程度のSAPを併用したものが好ましい。この際、SAPはフラッフパルプの各マット中に均一に混合されていてもよいし、複層のフラッフパルプの層間に層状に配置されていてもよい。
【0121】
吸収体は、トップシートとバックシートの間の少なくとも一部に介装されることが好ましい。通常、吸収体は、トップシートとバックシートの間に挟み込まれ、その周縁部が封着されることによって、トップシートとバックシートとの間に介装される。従って、吸収体の周縁部にはトップシートとバックシートの間に吸収体が介装されていないフラップ部が形成されることになる。吸収体は、トップシートとバックシートの間の少なくとも一部に介装される。より具体的には、吸収体は少なくとも股下部に介装され、この吸収体が前身頃や後身頃にまで及んでいてもよい。
【0122】
吸収体は、その全体が親水性シートによって包み込まれていることが好ましい。このような構成は、吸収体からSAPが漏洩することを防止し、吸収体に形状安定性を付与することができるという利点がある。
【0123】
吸収体の形状については特に制限はないが、従来の使い捨ておむつ、その他の吸収性物品において使用される形状、例えば、矩形状、砂時計型、ひょうたん型、T字型等を挙げることができる。図18に示すテープ型使い捨ておむつ100は、吸収体22として、砂時計型のものを用いた例である。
【0124】
なお、吸収体には、その表面側に(例えば、吸収体とトップシートとの間に)、尿や体液等の液体を拡散させるためのシート(セカンドシート)を付帯的に配置してもよい。このセカンドシートを付設すると、着用者の姿勢等に起因して、トップシート裏面側の空間が十分に形成されないような場合でも、尿や体液等の吸収速度が低下し難く、吸収速度の低下による尿や体液等の漏れを防止することが可能となる。
【0125】
セカンドシートを構成する材料としては、親水性で液透過性の材料、例えば、織布、不織布、多孔性プラスチック、フラッフパルプ等を挙げることができる。これらの構成素材としては、ポリプロピレン、ポリエチレン、ポリエステル、レーヨン、パルプ、或いはこれらの複合繊維等を挙げることができる。パルプとしては、カーリーセルロースファイバー等のけん縮繊維を好適に用いることができる。
【0126】
[4−3]トップシート:
トップシートは、吸収体の上面(おむつの装着時において着用者の肌側に位置する面)を被覆するように配置されるシートである。トップシートは、その裏面側に配置された吸収体に、着用者の尿を吸収させる必要から、その少なくとも一部(全部ないし一部)が液透過性材料により構成される。通常、少なくとも吸収体の表面近傍については、着用者の尿や体液を透過させ得る液透過性の材料によって構成される。少なくとも一部が液透過性材料により構成されている限り、必ずしもトップシート全体が液透過性材料で構成されている必要はない。
【0127】
トップシートを構成する液透過性材料としては、例えば、織布、不織布、多孔性フィルム等を挙げることができる。これらの中でも、ポリプロピレン、ポリエチレン、ポリエステル、ナイロン等の熱可塑性樹脂からなる不織布に親水化処理を施したものを用いることが好ましい。不織布の種類についても特に制限はなく、エアースルー(カード熱風)、カードエンボス、スパンボンド等の各種製法によって製造された従来公知の不織布を好適に用いることができる。
【0128】
トップシートは単一のシート材によって構成されていてもよいが、複数のシート材によって構成されていてもよい。また、おむつの装着時において着用者の肌側に位置する面には、液透過性材料により構成されたトップシート(センターシート)が配置され、サイドフラップの部分には、更に別のシート(サイドシート)が配置されていてもよい。図18に示すテープ型使い捨ておむつ100は、その中央部に液透過性材料からなるトップシート18(センターシート18a)を配置し、サイドフラップ8には液の透過に対して抵抗性を示す通気撥水性材料からなるサイドシート19を配置した例である。
【0129】
[4−4]バックシート:
バックシートは、吸収体の下面(おむつの装着時において着用者の着衣側に位置する面)を被覆するように配置されるシートである。バックシートは、着用者の尿がおむつ外部に漏洩してしまうことを防止するため、液不透過性材料によって構成される。
【0130】
その配置方法については特に制限はないが、例えば、図18に示すテープ型使い捨ておむつ100のように、おむつの外形と一致するように、バックシート20を配置する構成を採用することができる。但し、必ずしもこのような構成を採用する必要はなく、吸収体で吸収された尿の漏れを防止するという観点から、少なくとも吸収体の存在する部分に液不透過性材料からなるバックシートを配置してもよい。
【0131】
バックシートを構成する液不透過性材料としては、例えば、ポリエチレン等の樹脂からなる液不透過性フィルム等を挙げることができる。これらの中でも、微多孔性ポリエチレンフィルムを用いることが好ましい。この微多孔性ポリエチレンフィルムは、0.1〜数μmの微細な孔が多数形成されており、液不透過性ではあるが透湿性を有するため、おむつ内部の蒸れを防止することができるという利点がある。
【0132】
なお、バックシートには、その外表面側にシート材(カバーシート)を貼り合わせてもよい。このカバーシートは、バックシートを補強し、バックシートの手触り(触感)を良好なものとするという利点がある。
【0133】
カバーシートを構成する材料としては、例えば、織布、不織布等を挙げることができる。これらの中でも、ポリエチレン、ポリプロピレン、ポリエステル等の熱可塑性樹脂からなる乾式不織布、湿式不織布を用いることが好ましい。
【0134】
[4−5]立体ギャザー:
本発明のテープ型使い捨ておむつは、着用者の排泄した尿の横漏れを防止するため、立体ギャザーを備えていてもよい。立体ギャザーは、着用者の排泄した尿の横漏れを防止するための部材であり、立体的に起立可能なように構成された防漏壁である。このような立体ギャザーを形成することにより、立体ギャザーが防波堤となり、おむつの脚周り開口部等からの漏れ(いわゆる「横漏れ」)を有効に防止することができる。
【0135】
立体ギャザーの構成は、従来の使い捨ておむつ、その他の吸収性物品に使用される構成を採用することができる。例えば、撥水性のシート材の一部に伸縮材(立体ギャザー伸縮材)を配置し、その立体ギャザー伸縮材によってシート材にギャザー(襞)を形成したもの等を好適に用いることができる。
【0136】
なお、立体ギャザーは、トップシートやバックシートとは全く別個のシート材により形成してもよいが、トップシート(例えば、センターシート)やサイドシート等を折り返すことにより形成してもよい。
【0137】
この立体ギャザーは、股下部からの漏れを防止するため、少なくとも股下部に形成されていればよいが、前身頃や後身頃に形成されていてもよい。例えば、図18に示すテープ型使い捨ておむつ100は、その長手方向に沿って、股下部4から前身頃2と後身頃6の双方にかけて連続的に、一対の立体ギャザー26a,26bが形成された例である。なお、立体ギャザー26a,26bには、その先端部に立体ギャザー伸縮材36a,36bが設けられている。また、立体ギャザーは、少なくとも一対形成する必要があるが、二対以上形成してもよい。
【0138】
立体ギャザーはおむつの内側に向かって傾倒する内倒しギャザーであってもよいし、おむつの外側に向かって傾倒する外倒しギャザーであってもよい。また、高さ方向の一部に、曲げ部や折り返し部を形成した立体ギャザー(いわゆる、C折りギャザーやZ折りギャザー等)とすることもできる。
【0139】
[4−6]各種伸縮材:
本発明のテープ型使い捨ておむつは、脚周り伸縮材を配置し、ウエスト周り伸縮材を更に配置することが好ましい。
【0140】
脚周り伸縮材は、脚周り開口部に沿って配置される伸縮材である。この脚周り伸縮材を配置することによって、脚周り開口部に伸縮性に富むギャザー(レグギャザー)を形成することができる。従って、脚周りに隙間が形成され難くなり、脚周り開口部からの尿漏れを効果的に防止することができる。また、脚周り伸縮材を配置すると、おむつを交換する際に吸収体の両側で脚周り伸縮材が収縮するため、股下部近傍が椀状に変形し、凹部が形成される。このため、尿や体液がその凹部に溜まり、尿や体液をこぼすことなく、容易におむつの交換を行うことができる。
【0141】
例えば、図18に示すテープ型使い捨ておむつ100は、その長手方向に沿って、直線的に二本の脚周り伸縮材40を配置してレグギャザーを形成した例である。この脚周り伸縮材40は、糸ゴムによって構成されている。但し、脚周り伸縮材は、必ずしも直線的に配置する必要はなく、例えば、おむつの脚周り開口部のカーブに沿って曲線的に配置してもよい。
【0142】
脚周り伸縮材は、図18に示すテープ型使い捨ておむつ100の脚周り伸縮材40のように、立体ギャザー26a,26bの起立線46より外側の部分に配置されていることが好ましい。このような構成によると、立体ギャザーの十分な防漏効果を確保しつつ、装着感を向上させることができる。
【0143】
なお、図18に示すテープ型使い捨ておむつ100は、脚周り伸縮材40の形状、配置位置、配置数等を左右対称とした例であるが、左右非対称なものも本発明の範囲に含まれる。また、図18に示すテープ型使い捨ておむつ100は、脚周り伸縮材40が片側につき二本配置した例を示しているが、一本だけ配置してもよいし、三本以上配置してもよい。また、複数の脚周り伸縮材を用いる場合、その太さや伸張率等も目的に応じて適宜設定すればよく、全て同じものを用いなくてもよい。
【0144】
ウエスト周り伸縮材は、ウエスト周り開口部に沿って配置される伸縮材である。ウエスト周り伸縮材を配置することによって、ウエスト開口部に伸縮性に富むギャザー(ウエストギャザー)を形成することができる。このウエストギャザーにより、おむつと背中の間に隙間が形成され難くなり、背中からの尿漏れを防止することができる他、おむつのフィット性が良好となり、おむつのずり下がりを防止することができる。
【0145】
なお、図18に示すテープ型使い捨ておむつ100は、その後身頃6の端縁に沿って帯状のウエスト周り伸縮材42を配置した例である。この帯状のウエスト周り伸縮材42は、ウレタンフィルム等の伸縮性フィルムによって構成されている。図18に示すテープ型使い捨ておむつ100は、ウエスト周り伸縮材42を後身頃6(背側)にのみ配置しているが、前身頃2(腹側)に配置してもよい。
【0146】
なお、例えば、図18に示すテープ型使い捨ておむつ100のように、後身頃6の左右の各側縁6a,6bに、止着テープ10aをそれぞれ2個ずつ配置した場合には、後身頃6の端縁に沿ってウエスト周り伸縮材42が付設されるとともに、少なくとも股下部4の両側縁に沿って脚周り伸縮材40を付設することが好ましい。
【0147】
このような構成により、一方の側縁側の2個の止着テープ10aのうち、上側(後身頃6の端縁側)に配置された止着テープ10aとウエスト周り伸縮材42とが一体となって、着用者のウエスト周りにおけるおむつのフィット性を向上させることができる。また、上記2個の止着テープ10aのうち下側に配置された止着テープ10aと脚周り伸縮材40とが一体となって、着用者の脚周りにおけるおむつのフィット性を向上させることができる。この効果は、上側に配置された止着テープ10aを前身頃2の端縁と略同一方向に止め付け、下側に配置された止着テープ10aを前身頃2の端縁側(おむつ上側)に向かって引き上げるように止め付けた場合に特に大きくなる。
【0148】
これらの伸縮材は、ギャザーの収縮の程度等を勘案した上で、構成材料、その材料の伸長率、固定時の伸長状態等を適宜設定することができる。
【0149】
伸縮材としては、従来の使い捨ておむつで使用されてきた伸縮材を好適に用いることができる。具体的には、天然ゴムや合成ゴム(ウレタンゴム等)の弾性材からなる糸ゴム、平ゴムの他、伸縮性ネット、伸縮性フィルム、伸縮性不織布等を挙げることができる。
【0150】
伸縮材は、十分な伸縮力を作用させるため、伸長状態で固定することが好ましい。例えば、伸縮材が天然ゴムや合成ゴムである場合には、110〜400%の伸長状態で固定することが好ましく、200〜300%の伸長状態で固定することがより好ましい。このような範囲の伸長状態で固定することにより、十分な伸縮力を作用させることが可能となる。
【0151】
このような伸縮材は、おむつの他の構成部材に対して、接着剤その他の手段により固定することができる。固定方法としては、例えば、ホットメルト接着剤、その他の流動性の高い接着剤を用いた方法や、ヒートシールなどの、熱や超音波等による方法を挙げることができる。
【0152】
[5]テープ型使い捨ておむつの製造方法:
テープ型使い捨ておむつの製造方法を、図18に示すテープ型使い捨ておむつ100を製造する場合を例示して説明する。まず、バックシート20の材料となる長尺のシート材(バックシート材)の表面に、親水性シートに包まれた吸収体22及び脚周り伸縮材40を載置し、更にその表面にトップシート18の材料となる長尺のシート材(トップシート材)を載置することにより、おむつの中間体となる積層体(おむつ連続体)を得る。この際、トップシート材は、センターシート18aに相当するトップシート材と、サイドシート19に相当するサイドシート材の2種類が使用される。サイドシート19に相当するサイドシート材には折り返し部分を設けることによって、立体ギャザー26a,26bが形成されている。
【0153】
吸収体22及び脚周り伸縮材40の表面にトップシート18の材料となる長尺のシート材(トップシート材)を載置する際には、それに先立ち、本発明の止着テープの製造方法によって製造された止着テープ10aの一端部(フック材の接合側端部)がおむつの後身頃6の側縁6a,6bに対応する部分から延出するように配置する。その後、止着テープ10aの他端部(補強用凹部形成側端部)をトップシート材の後身頃6に対応する部分に接合固定するとともに、おむつの内側に相当する側に折り曲げてトップシート材に仮固定する。このようにして止着テープ10aが取り付けられたトップシート材が、吸収体22を覆うように載置される。なお、止着テープ10aをトップシート材に接合固定する手段としては、例えば、ホットメルト接着剤が適用可能である。
【0154】
このようにしておむつ連続体を形成した後、おむつの脚周り開口部に相当する部分を円弧状に切り抜いて切除(いわゆる、Rカット)して脚周り開口部を形成し、その後、所定の位置で切断して複数のテープ型使い捨ておむつ100を製造する。
【産業上の利用可能性】
【0155】
本発明の止着テープの製造方法は、乳幼児、または介護を必要とする高齢者や障害者等の成人などが使用するテープ型使い捨ておむつの止着テープとして好適に用いることができる。また、本発明の止着テープの製造方法によって製造された止着テープを備えたテープ型使い捨ておむつは、乳幼児用、または介護を必要とする高齢者や障害者等の成人用のおむつとして好適に用いることができる。
【符号の説明】
【0156】
2:前身頃、4:股下部、6:後身頃、6a,6b:側縁、8:サイドフラップ、10a,10b,10c,10d,10e,10f,10g,10h,10i:止着テープ、11,111:長尺基材シート、12:フロントパッチ、13,113:長尺フック材、15:積層体、16,116,216:接合体、17:止着テープ中間体、18:トップシート、18a:センターシート、19:サイドシート、20:バックシート、22:吸収体、26a,26b:立体ギャザー、30a,30b,30c:基材、31:固定領域、32:非固定領域、36a,36b:立体ギャザー伸縮材、37:ミシン目、40:脚周り伸縮材、42:ウエスト周り伸縮材、46:起立線、51:第一の長尺巻取ロール、52:第二の長尺巻取ロール、53:支持ロール、54:補強接合用ロール、54a:第一パターンロール、54a1,87a2:結合用凸部、54a2,88a2:補強用凸部、54a3,87a1,88a1:ロール本体、54b:第一プレーンロール、56:第一切断部、57:第二切断部、59:接着剤塗布部、61:折返部、62:仮止めロール、62a:仮止め用凸ロール、62b:仮止め用凹ロール、71a,71b:接合用凹部、72a,72b,72c:補強用凹部、74:中間領域、75:第一の端部領域、76:第二の端部領域、78,111a,116a:一方の端部、79,111b,116b:他方の端部、80:中間切断部分、81:段部、82,83:側縁、85:フック材、87:接合ロール、87a:第二パターンロール、87b:第二プレーンロール、88:補強用ロール、88a:第三パターンロール、88b:第三プレーンロール、89:補強基材シート、100,101,102,103,104:テープ型使い捨ておむつ、175:押圧領域、176:自由端領域、200,201,202:止着テープ製造装置、S:切断軌跡。
【特許請求の範囲】
【請求項1】
帯状の長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程と、
前記積層体を得た後、前記長尺フック材の短手方向の両端部を前記長尺フック材の表面側から前記長尺基材シート側に向けて押圧することにより接合用凹部を形成して前記長尺フック材と前記長尺基材シートを接合すると同時に、前記長尺フック材を載置した領域以外の領域を押圧することにより補強用凹部を形成して接合体を得る補強接合工程と、
前記接合体を所定の大きさに切り離して複数の止着テープを得る切断工程と、を備え、
前記接合用凹部が、前記長尺フック材と前記長尺基材シートに跨って形成され、前記補強用凹部が、前記長尺フック材と前記長尺基材シートとを跨がないように形成される止着テープの製造方法。
【請求項2】
前記補強用凹部が、製造した前記止着テープが固定され得る端部を含む固定領域と、前記固定領域以外の非固定領域との境界線を挟んだ両領域に跨る部位に形成される請求項1に記載の止着テープの製造方法。
【請求項3】
前記載置工程は、前記長尺基材シートの短手方向の一方の端部を含む第一の端部領域及び他方の端部を含む第二の端部領域の中間部に位置する中間領域の一方の面に、前記長尺フック材を載置して前記積層体を得る工程であり、
前記補強接合工程は、前記接合用凹部を形成すると同時に、前記第一の端部領域と前記第二の端部領域を押圧することにより、前記第一の端部領域及び前記第二の端部領域のそれぞれに前記補強用凹部を形成する工程である請求項1又は2に記載の止着テープの製造方法。
【請求項4】
前記載置工程は、前記長尺基材シートの前記中間領域に1枚の前記長尺フック材を載置する工程であり、前記切断工程は、前記接合体を、前記第一の端部領域、前記中間領域、前記第二の端部領域、前記中間領域、前記第一の端部領域を順次通過するようなS字カーブ状の切断軌跡で切断して、一方にS字カーブ状の側縁を有し、他方に直線状の側縁を有する2枚の止着テープ中間体を得、得られた前記止着テープ中間体のそれぞれを、前記S字カーブ状の側縁の谷部と前記直線状の側縁との間で切り離して複数の前記止着テープを得る工程である請求項3に記載の止着テープの製造方法。
【請求項5】
前記載置工程は、前記長尺基材シートの前記中間領域に2枚の前記長尺フック材を間隔をあけて載置する工程であり、前記切断工程は、前記長尺フック材の間の部分を、前記接合体の長手方向に沿って切断する工程である請求項3に記載の止着テープの製造方法。
【請求項6】
前記長尺フック材の間の部分を切断する軌跡が、直線状またはS字カーブ状である請求項5に記載の止着テープの製造方法。
【請求項1】
帯状の長尺基材シートの一方の面の一部に、その長手方向に沿って帯状の長尺フック材を載置して積層体を得る載置工程と、
前記積層体を得た後、前記長尺フック材の短手方向の両端部を前記長尺フック材の表面側から前記長尺基材シート側に向けて押圧することにより接合用凹部を形成して前記長尺フック材と前記長尺基材シートを接合すると同時に、前記長尺フック材を載置した領域以外の領域を押圧することにより補強用凹部を形成して接合体を得る補強接合工程と、
前記接合体を所定の大きさに切り離して複数の止着テープを得る切断工程と、を備え、
前記接合用凹部が、前記長尺フック材と前記長尺基材シートに跨って形成され、前記補強用凹部が、前記長尺フック材と前記長尺基材シートとを跨がないように形成される止着テープの製造方法。
【請求項2】
前記補強用凹部が、製造した前記止着テープが固定され得る端部を含む固定領域と、前記固定領域以外の非固定領域との境界線を挟んだ両領域に跨る部位に形成される請求項1に記載の止着テープの製造方法。
【請求項3】
前記載置工程は、前記長尺基材シートの短手方向の一方の端部を含む第一の端部領域及び他方の端部を含む第二の端部領域の中間部に位置する中間領域の一方の面に、前記長尺フック材を載置して前記積層体を得る工程であり、
前記補強接合工程は、前記接合用凹部を形成すると同時に、前記第一の端部領域と前記第二の端部領域を押圧することにより、前記第一の端部領域及び前記第二の端部領域のそれぞれに前記補強用凹部を形成する工程である請求項1又は2に記載の止着テープの製造方法。
【請求項4】
前記載置工程は、前記長尺基材シートの前記中間領域に1枚の前記長尺フック材を載置する工程であり、前記切断工程は、前記接合体を、前記第一の端部領域、前記中間領域、前記第二の端部領域、前記中間領域、前記第一の端部領域を順次通過するようなS字カーブ状の切断軌跡で切断して、一方にS字カーブ状の側縁を有し、他方に直線状の側縁を有する2枚の止着テープ中間体を得、得られた前記止着テープ中間体のそれぞれを、前記S字カーブ状の側縁の谷部と前記直線状の側縁との間で切り離して複数の前記止着テープを得る工程である請求項3に記載の止着テープの製造方法。
【請求項5】
前記載置工程は、前記長尺基材シートの前記中間領域に2枚の前記長尺フック材を間隔をあけて載置する工程であり、前記切断工程は、前記長尺フック材の間の部分を、前記接合体の長手方向に沿って切断する工程である請求項3に記載の止着テープの製造方法。
【請求項6】
前記長尺フック材の間の部分を切断する軌跡が、直線状またはS字カーブ状である請求項5に記載の止着テープの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【公開番号】特開2013−27750(P2013−27750A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2012−243968(P2012−243968)
【出願日】平成24年11月5日(2012.11.5)
【分割の表示】特願2008−297566(P2008−297566)の分割
【原出願日】平成20年11月21日(2008.11.21)
【出願人】(312013310)王子ネピア株式会社 (21)
【出願人】(000122298)王子ホールディングス株式会社 (2,055)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成24年11月5日(2012.11.5)
【分割の表示】特願2008−297566(P2008−297566)の分割
【原出願日】平成20年11月21日(2008.11.21)
【出願人】(312013310)王子ネピア株式会社 (21)
【出願人】(000122298)王子ホールディングス株式会社 (2,055)
【Fターム(参考)】
[ Back to top ]