
正確な用量分割機能を有する製剤
【課題】薬物の量を正確に分割できる錠剤、分割によりその特性が変化する錠剤、分割してもマスキング機能が維持される錠剤、配合性の悪い複数の薬物を安定的に保持する錠剤、およびチャイルドプルーフ機能を有する錠剤の製造法を提供する。
【解決手段】同一断面の複数の柱状医薬組成物層が柱の軸方向に連なってなる柱状物を圧縮成型し、次に柱の軸方向とは異なる方向から圧縮成型することを特徴とする錠剤の製造方法が提供される。
【解決手段】同一断面の複数の柱状医薬組成物層が柱の軸方向に連なってなる柱状物を圧縮成型し、次に柱の軸方向とは異なる方向から圧縮成型することを特徴とする錠剤の製造方法が提供される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、薬物の量を正確に分割できる錠剤、分割によりその特性が変化する錠剤、分割してもマスキング機能が維持される錠剤、配合性の悪い複数の薬物を安定的に保持する錠剤、およびチャイルドプルーフ機能を有する錠剤、ならびにそれらの錠剤の製造法に関する。
【背景技術】
【0002】
割線錠は服用量に応じて薬剤師または患者によって分割される錠剤であり、服用量管理を最適にし、処方の際の融通性を高める(例えば特開平9−104619号公報、米国特許第5520929号参照)。しかし、錠剤全体に薬物が均一に分散した錠剤では、割線を入れただけでは分割時に常に均等に割ることは難しく、服用量の誤差が問題となっている。また、これら従来の割線錠は、健常人が正確な操作で正確に分割した場合は、いずれの断片も正確な薬物量が含まれるが、実際の医療現場でさまざまな環境において、さまざまな疾病の患者や医療従事者が取り扱う場合のヒューマンエラーを軽減させるような工夫はなされていない。
【0003】
また、正確な用量分割を目的として、活性成分を含む複数の核を錠剤内に配置した割線錠、いわゆる有核錠が知られている(例えばWO03/026560号明細書、WO03/051339号明細書、Pharmaceutical Research, Vol.21, No.7, July 2004, p1177-1183参照)。
しかし、有核錠は製造工程が複雑なためロスが多く、また製造速度を上げられないため、製造コストが高くなるという問題点があった。
なお、かかる有核錠は、核の部分の一部または全部が外層に包埋されている点で、外層を不要とする本発明とは異なる。
【0004】
一方、薬剤の活性成分の種類によっては不快な臭いや味を有するものがあり、それらをマスクするためにフィルムコーティングを施すことがある(例えば特開平8−53345号公報参照)。また、光、水分、湿気、あるいは服用後に接する胃液等の体内成分に不安定な活性成分の安定化のためにフィルムコーティングがなされることがある。さらには、例えば腸溶性を確保するなど、特定機能付与のためフィルムコーティングされた錠剤も知られている。しかし、これら機能性製剤は、分割することによってこれらの機能が失われる問題があった。
さらに、複数の薬物を一錠中に含有させることが患者にとって便宜であることが少なくないが、薬物の中には配合性が悪いために合剤とすることが困難なものも存在する。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−104619号公報
【特許文献2】米国特許第5520929号明細書
【特許文献3】WO03/026560号公報
【特許文献4】WO03/051339号公報
【特許文献5】特開平8−53345号公報
【非特許文献】
【0006】
【非特許文献1】Pharmaceutical Research, Vol.21, No.7, July 2004, p1177-1183
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の第一の目的は、正確に薬物量を分割することが可能な割線錠を提供することである。
本発明の第二の目的は、分割の前後で薬物放出制御機能が維持される被覆割線錠、または分割の前後で薬物放出制御機能が変化する被覆割線錠を提供することである。
本発明の第三の目的は、一錠中に配合性の悪い複数の薬物を安定的に保持しうる錠剤を提供することである。
本発明の第四の目的は、小児や認知症患者等が誤飲しても薬効を発現せずに安全が保たれるが、一定以上の知力を有する者が分割することにより薬効を発現する錠剤を提供することである。
そして本発明の第五の目的は、上記目的を達成する錠剤の製造方法を提供することである。
これらの課題は、以下に述べる本発明によって解決される。
【課題を解決するための手段】
【0008】
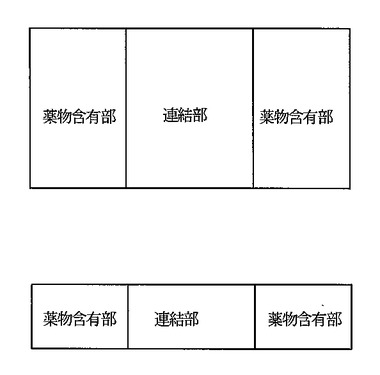
第一の本発明は、複数の、医薬添加物を含んでいてもよい薬物含有部と、それらと連接しており、製薬学的に許容される成分で構成され、薬物を含んでいてもよい一つ以上の連結部とからなり、該連結部に錠剤全体を分割することができる一つの割線を有する錠剤である。すなわち、薬物含有部が同種または異種の薬物を含有し、該薬物含有部における薬物含有量が同一または異なっており、割線に従って分割すれば、薬物あるいは薬物含有量が同一または異なる複数の断片が得られる錠剤である。
第二の本発明は上記第一発明の錠剤のうち、被覆錠であって、連結部および被覆層が同一または異なる薬物放出制御機能を有する錠剤である。
第三の本発明は、複数の、医薬添加物を含んでいてもよい薬物含有部と、それらと連接しており、製薬学的に許容される成分で構成され、薬物を含んでいてもよい一つ以上の連結部とからなり、少なくとも二つの薬物含有部はその組成が相違している錠剤である。
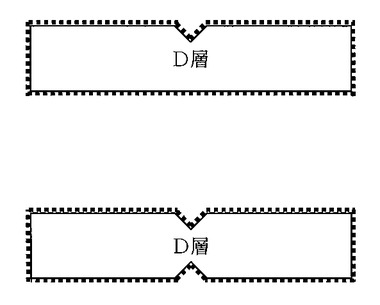
第四の本発明は、割線を有する薬物含有部に不溶性の被覆を施した錠剤であって、薬物含有部は割線に従って分割して服用すると薬物が実質的に放出される構造または組成になっている錠剤である。
第五の本発明は、同一断面の複数の柱状医薬組成物層が柱の軸方向に連なってなる柱状物を圧縮成型し(第一段成型)、次に柱の軸方向とは異なる方向から圧縮成型(第二段成型)することを特徴とする錠剤の製造方法である。
【図面の簡単な説明】
【0009】
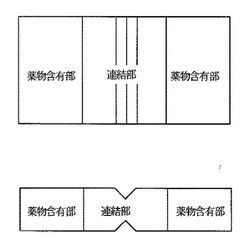
【図1】図1は第一発明の具体例である。上から平面図、側面図である。割線が両面にある。
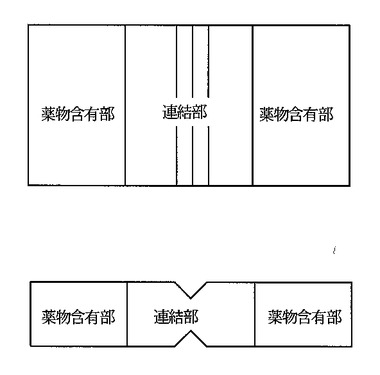
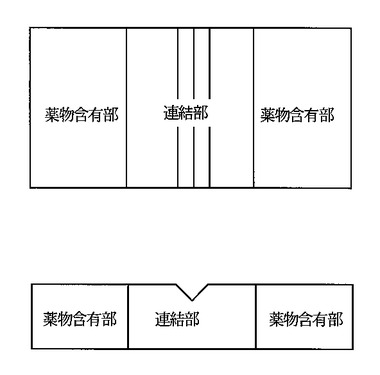
【図2】図2は第一発明の具体例である。上から平面図、側面図である。割線が片面にある。
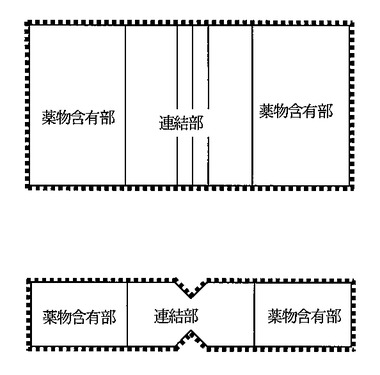
【図3】図3は第一発明または第二発明の具体例である。上から平面図、側面図である。周囲の破線は被覆層を表す。
【図4】図4は第三発明の具体例である。上から平面図、側面図である。
【図5】図5は第四発明の二つの具体例である。D層は薬物が実質的に放出される構造または組成となっている。周囲の破線は被覆層を表す。
【発明を実施するための形態】
【0010】
第一の本発明は、複数の、医薬添加物を含んでいてもよい薬物含有部と、それらと連接しており、製薬学的に許容される成分で構成され、薬物を含んでいてもよい一つ以上の連結部とからなり、該連結部には錠剤全体を分割することができる一つの割線を有する錠剤である。すなわち、薬物含有部が同種または異種の薬物を含有し、該薬物含有部における薬物含有量が同じまたは異なっており、割線に従って分割すれば、薬物あるいは薬物含有量が同じあるいは異なる複数の断片が得られる錠剤である。第一発明の錠剤全体は被覆されていてもよい。
【0011】
第一の本発明錠剤の大きさは、割線錠として分割するのに不適当なほど小さくなく、錠剤として服用するのに不便なほど大きくないかぎり、特に限定されない。厚みについても分割を妨げるほどでなければよい。形状についても、通常の製造装置により、またはそれに手を加えた製造装置により困難なく製造できるものである限り特に限定されないが、一般的な錠剤の概念である、円盤状のものが典型例として例示できる。他に、高さの低い三ないし六角柱状のもの、直方体状のものも典型例として挙げることができるが、以下に述べるような各部の基本的機能が害されない限り、形状は特に問題とならない。
連結部の形状は、基本的には上下面が平面的であることが望ましいが、薬物含有部を保持しうるような形態である限り、そして割線部位のみでの切断に支障がないかぎり、起伏や凹凸があってもよい。
【0012】
一つの連結部には一つの割線がつけてある。割線は割溝と表現されることもあるが、本明細書では割溝も含めて「割線」と総称する。錠剤に割線をつけること、およびその一般的形状は既にこの分野の技術常識となっている。したがって、患者や薬剤師らが錠剤全体を困難なく分割できるものである限り本発明における割線の形状は特に限定されず、当業者であれば技術常識に基づき容易に形成することができる。具体的には上記特許文献中に開示された割線の形状を例示することができる。例えば、連結部の形状が平面的なものであれば、割線はその両面にあっても片面のみにあってもよい。また、連結部が円柱状の場合には、割線はその全周に付けることができる。
【0013】
薬物含有部は、活性成分たる薬物のみで構成されていても、医薬添加物を含んでいてもよいが、本発明錠剤の一部をなすものであり、一定の形状を保つ固形のものでなければならない。なお、医薬添加物が含まれる場合にも、当該薬物は均一に分散していることが望ましい。
【0014】
かかる活性成分たる薬物は、通常の製造方法で本発明の錠剤となしうるものである限り特に限定はないが、例えば中枢神経系用薬、末梢神経系用薬、循環器官用薬、消化器官用薬、ホルモン剤、泌尿生殖器官用薬、血液・体液用薬、代謝性医薬品、痛風治療薬、腫瘍用薬、アレルギー用薬、気管支拡張剤、抗生物質、抗細菌薬、抗ウイルス薬、創傷治癒物質、鎮痙剤、抗コリン作用剤、抗ヒスタミン剤、抗炎症剤、抗コレステロール血剤、抗脂質剤、食欲抑制剤、興奮剤、凝血剤、制酸剤、化学療法剤、栄養補給剤、診断薬、麻薬・覚醒剤、鎮痛剤、鎮咳剤、喀痰剤等から選ばれる1種または2種以上の活性成分が挙げられる。さらに具体的には、例えば、アスコルビン酸、アセトアミノフェン、エテンザミド、塩酸アンブロキソール、アレンドロネート、フェブキソスタット、塩酸クレンブテロール、イコサペント酸エチル、タカルシトール、ピコスルファート、アルファカルシドール、国際公開WO99/26918号記載の化合物、国際公開WO01/53291記載の化合物、国際公開WO99/25686号記載の化合物およびこれらの塩および/または水和物からなる群から選ばれる1種または2種以上の活性成分が挙げられる。また、複数の薬物含有部の薬物はそれぞれ異なっていてもよい。ここで、薬物含有部の薬物と連結部が薬物を含む場合の連結部の薬物は、相互に接触しても不都合を生じない組合せであることが望ましい。なお、典型的には、連結部は薬物を含まない。
【0015】
また、連結部に含まれる医薬添加物や薬物含有部が含んでいてもよい医薬添加物は、製薬学的に許容されるものであり、錠剤の形状を安定に保つことを妨げないものである限り、特に限定されない。具体的には、苦みや刺激等のマスキングのためには、例えば、結晶セルロース、乳糖、ヒドロキシプロピルセルロース、ヒドロキシプロピルメチルセルロース、部分アルファー化デンプン、デンプン、エリスリトール、マンニトール、ソルビトール、トレハロース、軽質無水珪酸またはこれらの混合物や造粒物が用いられ、さらに製造性、成形性、製剤機能を向上させる目的で、滑沢剤、崩壊剤、流動化剤などを含んでもよい。腸溶機能の維持または発現の目的のためには、メタアクリル酸コポリマー、酢酸フタル酸セルロース、カルボキシメチルエチルセルロース、ヒドロキシプロピルメチルセルロースフタレート、ヒドロキシプロピルメチルセルロースアセテートサクシネート、ヒドロキシプロピルメチルセルロースまたはこれらの混合物に可塑剤が添加されたものが用いられ、徐放機能の維持または発現の目的のためにはヒドロキシエチルセルロース、エチルセルロース、ヒドロキシプロピルメチルセルロースフタレート、ヒドロキシプロピルメチルセルロースアセテートサクシネート、カルボキシビニルポリマーまたはこれらの混合物に可塑剤が添加されたものが用いられる。
【0016】
また、分割後の光安定性の維持を目的として、酸化チタンなどを上記連結部の成分に加えてもよい。
薬物含有部の連結部との接合面以外の部分の形状は、製造に支障がなく、割線での分割を妨げず、被覆錠の場合には被覆が可能である限り、全く自由といってよい。例えば直方体状、半球状、あるいは円柱状である。また複数の薬物含有部の形状は一致する必要はない。
【0017】
第一の本発明の錠剤における薬物含有部の数は2ないし6であるものが好ましく、なかでも2ないし4、特に2のものが好ましい。この二つの薬物含有部が同種の薬物を含む場合、その薬物の量比は整数比、例えば1:1、1:2、1:3、または1:4であるものが好ましい。
【0018】
さらに、第一の本発明の錠剤は、被覆層を有していてもよい。かかる被覆層は、口腔内もしくは食道での薬物の接触が患者の不利益になることを避ける機能を有するものが例示される。このような患者の不利益としては、例えば、苦み、刺激、口腔内での意図しない薬物吸収による副作用、または口腔内もしくは食道での薬物の溶解による副作用が挙げられる。なかでも苦み等の不快な味や不快臭のマスキングが典型例である。このほか、例えば、腸溶性や徐放性の付与、水分や湿気に対する安定化、投与後に接する胃液や酵素等の生体内成分に対する安定化、あるいは光に対する安定性維持の目的で施される。不快な味や不快臭のマスキングのためには、例えばヒドロキシプロピルセルロース、ヒドロキシプロピルメチルセルロースが用いられる。腸溶性の付与のためには、例えばメタアクリル酸コポリマー、酢酸フタル酸セルロース、カルボキシメチルエチルセルロース、ヒドロキシプロピルメチルセルロースフタレート、ヒドロキシプロピルメチルセルロースアセテートサクシネート、ヒドロキシプロピルメチルセルロースまたはこれらの混合物に可塑剤が添加されたものが用いられる。徐放性の付与のためには、例えばヒドロキシエチルセルロース、エチルセルロース、ヒドロキシプロピルメチルセルロースフタレート、ヒドロキシプロピルメチルセルロースアセテートサクシネート、カルボキシビニルポリマーまたはこれらの混合物に可塑剤が添加されたものが用いられる。水分等に対する安定化のためにはエチルセルロース、メタアクリル酸コポリマー、セラック、ポリビニルアセタールジエチルアミノアセテートが用いられる。また、胃液や酵素などの生体内成分に対する安定化のためにはマスキング、腸溶性、徐放性機能をもつ医薬品添加物を単独あるいは組み合わせて使用し、光安定性の目的のためにはこれらのコーティング基材の中に酸化チタンなどを添加する。もっとも、これらは例示であって、第一の本発明における被覆層はこれらのものに限られない。また、かかる被覆層は種類の異なるもの複数層であってもよい。
【0019】
なお、割線錠を割線に従って分割しても割れ方に一定のばらつきが生ずるのは避けられないが、第一の本発明の割線錠においては、分割面が常に連結部の範囲に留まるよう、連結部の形状が定められる。さらに、被覆錠については、分割後においても薬物含有部が一部でも露出しないよう、分割後も連結部に被覆層が残って被覆の効果が維持されるべく連結部の形状が設計される。
【0020】
また、第一の本発明の錠剤は、それぞれ柱状の薬物含有部層と連結部層が、交互に、かつ両端が薬物含有部であるように柱の軸方向に連なってなる複数層の柱状物を、柱の軸方向とは異なる方向から圧縮成型し、該圧縮成型の際、あるいはその後に割線を作成することによって製造されるものを包含する。なかでも、3層の柱状物を圧縮成型して製造する、薬物含有部が二つの錠剤が好ましい。
【0021】
すなわち、第一段階として順に薬物含有部と連結部が、交互に、かつ両端が薬物含有部であるように柱の軸方向に連なってなる複数層の柱状物を通常の方法で打錠して作製する。つまり、この段階では柱の軸方向から圧縮することになる。その複層錠の形態は、例えば円柱状、四角柱状が典型例であるが、製造に支障のない限り他の形の柱状物であってもよい。次に、第二段階として、この複層錠を打錠機から取り出し、再度打錠機で柱状方向とは異なる方向、好ましくは柱の軸方向と垂直な方向から圧縮成型する。この第二段階の打錠は、打錠機の構造によっては、例えば打錠機内で適宜回転させるなどの機構により打錠機から取り出さずに行うこともできる。さらには直交する二つの方向からの打錠機構をもつ打錠機によれば、打錠機内で成型途中の錠剤を回転させることなく打錠することもできる。割線は、第二段階の打錠と同時に、またはその後作成する。なかでも、3層の柱状物を圧縮成型する製造方法が好ましい。
【0022】
第一の本発明たる錠剤の具体的形態を図1ないし図3に例示列挙する。ここでは薬物含有部および連結部が直方体状になっている。しかし、上述のように各部分や錠剤全体の形状は、第一の本発明の機能を損なわない限り制限されない。例えば図1の錠剤の鋭角部分に丸みがあってもよいし、全体が楕円柱状であってもよい。また、薬物含有部と連結部の接合面は図1では平面になっているが、なだらかな曲面であってもよい。また、製造可能である限り、薬物含有部の一部が連結部の中に突出していてもよいし、連結部の一部が薬物含有部の中に突出していてもよい。なお、図2では片面のみに割線がある点が図1と異なる。また、図3の錠剤は破線で示される被覆層を有する点で図1の錠剤と異なる。
【0023】
第二の本発明は、第一の本発明のうち、被覆錠であって、連結部および被覆層が同一または異なる薬物放出制御機能を有する錠剤である。したがって、第二の本発明の錠剤においても、第一の本発明のうち被覆錠について前述したことがそのまま妥当する。具体的には、錠剤全体の大きさや形状、連結部や薬物含有部の形状、割線の形状、活性成分たる薬物、連結部に含まれる医薬添加物や薬物含有部が含んでいてもよい医薬添加物、複数の薬物含有部における薬物の量比、被覆層の目的やその構成成分などである。
かかる薬物放出制御機能としては、例えば不溶性、速溶性、速崩壊性、腸溶性、徐放性、時限放出性が挙げられる。
【0024】
連結部および被覆層が同一の薬物放出制御機能を有する錠剤であれば、分割後もその各種機能が維持される。例えば腸溶性、徐放性、または時限放出性の維持である。また、連結部および被覆層の薬物放出制御機能が同一でなくても、例えば、連結部が不溶性成分で構成され、被覆層が口腔内もしくは食道での薬物の接触が患者の不利益になることを避ける機能を有するものである場合には、錠剤の分割後もその被覆層の機能が維持される。かかる患者の不利益としては、例えば、苦み、刺激、口腔内での意図しない薬物吸収による副作用、または口腔内もしくは食道での薬物の溶解による副作用が挙げられる。なかでも苦みマスキングが典型例である。
【0025】
一方、第二の本発明のうち、連結部および被覆層が異なる薬物放出制御機能を有する錠剤の中には、分割操作の前後で薬物放出制御機能が変化するものが含まれる。例えば、被覆層が通常フィルムコーティングであり、かつ連結部が速崩壊性である錠剤、被覆層が徐放性であり、かつ連結部が速溶性もしくは時限放出性である錠剤、被覆層が腸溶性であり、かつ連結部が不溶性、速溶性、もしくは時限放出性である錠剤、被覆層が時限放出性であり、かつ連結部が速溶性もしくは腸溶性である錠剤が挙げられる。ここで、「通常フィルムコーティング」とは、マスキングや外観保護を目的とした水溶性のフィルムコーティングを意味する。
【0026】
第二の本発明における、連結部と被覆層の好適な組合せを次表に例示する。表中、符号「−」は好適でない組合せ、符号「△」は好適な組合せ、符号「○」は特に好適な組合せを示す。また、表中の語句はその組合せの意義を略説したものである。
【0027】
【表1】

【0028】
ここで、「不溶性」とは、被覆層に関しては、誤飲してもその対処のための時間が十分取れる程度のものであり、消化管内に入ってから2から5時間以上を想定している。「速溶性」とは通常製剤に用いられる成分で構成されているため、通常約15〜30分以内にはほとんど崩壊、溶解が起こっていることを指す。「速崩壊性」とは、30秒から1分以内に崩壊がほとんど完了している状態を指す。「徐放性」とはある一定時間内に一定量の主薬成分を一定割合で放出すること、「腸溶性」とは胃内で薬物を放出せず、腸に入ってpHが上昇してから薬物放出が起こる機能をいう。
【0029】
このように連結部を速溶性とするためには、その構成成分として、例えば、結晶セルロース、乳糖、ヒドロキシプロピルセルロース、ヒドロキシプロピルメチルセルロース、部分アルファー化デンプン、デンプン、軽質無水珪酸またはこれらの混合物や造粒物に、崩壊剤として、クロスカルメロースナトリウム、カルメロースカルシウム、デンプン、部分アルファー化デンプンなどを混合したものが用いられる。また、崩壊性を与えるためには、例えば、クロスカルメロースナトリウム、カルメロースカルシウム、部分アルファー化デンプン、デンプンなどの崩壊剤を賦形剤に添加すればよい。
【0030】
第三の本発明は、複数の、医薬添加物を含んでいてもよい薬物含有部と、それらと連接しており、製薬学的に許容される成分で構成され、薬物を含んでいてもよい一つ以上の連結部とからなり、少なくとも二つの薬物含有部はその組成が相違している錠剤である。すなわち、第一の本発明の錠剤から割線を除くとともに、少なくとも二つの薬物含有部はその組成が相違しているという特徴を加えたものである。したがって、第三の本発明においても、その錠剤全体の大きさや形状、連結部や薬物含有部の形状、活性成分たる薬物、連結部に含まれる医薬添加物や薬物含有部が含んでいてもよい医薬添加物、複数の薬物含有部における薬物の量比、被覆層がある場合の目的やその構成成分などは、第一の本発明の錠剤について前述したことが基本的に妥当する。もっとも、第三の本発明の錠剤は割線を有せず、錠剤全体を分割しうるような構造とする必要がないため、錠剤の形状の自由度は第一の本発明の錠剤より高い。
【0031】
かかる第三の本発明錠剤の効果は、次のように整理することができる。
まず、薬物含有部の組成の相違が薬物の種類の相違であり、かつそれらの薬物の配合性が悪い場合でも、ひとつの合剤にできる利点がある。
また、異なる薬物の合剤とする場合、互いの添加物のために配合性が悪い場合でも合剤化が可能となる利点がある。
また、それぞれもとの製剤の処方成分のまま合剤化が可能であり、相乗効果の期待できる薬物を簡単に合剤化できる。
【0032】
さらに、異なる薬物の含有量が大きく異なる場合、混合型では含量均一性や、それぞれの薬物に適した放出特性を確保することが困難であるが、第三の本発明の錠剤であればこれらを確保することができる。このように、異なる薬物の合剤であっても、それぞれの薬物に適した薬物含有部の組成とすることができるのである。
【0033】
こうした合剤の例としては、ムコソルバンと各種製剤(具体的には抗生物質製剤、抗アレルギー薬製剤、気管支拡張薬製剤、鎮咳去痰薬製剤)の合剤(これらは配合性が悪い場合がありうる)、ワンアルファとボナロンの合剤(含有量がμgとmg単位で大きく異なる)、ムコソルバンとホルモテロールの合剤、ムコソルバンとテオフィリンの徐放化合剤、フィブラート系薬物とHMG−CoA還元酵素剤またはワンアルファの時間差放出製剤(同時放出すると薬効が増強される)、ムコソルバンとムコダインの合剤(相乗効果がある)が挙げられる。
【0034】
このほか、異なる薬物間で放出制御機能が違う場合でもコンタミネーションせずに合剤とできる利点がある。
また、工程が単純なため、同じ薬物で速放性と徐放性等を組み合わせた放出制御製剤であっても、有核錠のコーティングとその充填位置制御などが不要となる利点がある。これは、薬物含有部の組成の相違が放出特性の相違のみである場合の効果である。
【0035】
第三の本発明の錠剤は、第一の本発明について前述した製法を適用することによっても容易に製造することができる。ただし、割線を作成する工程は不要である。したがって、第三の本発明錠剤の製造法は、特に実施例としては記載しないが、後述する割線錠の製造例において、単に割線を作成する工程を省いた製造方法を採用することによって容易に製造することができる。
【0036】
第四の本発明は、割線を有する薬物含有部に不溶性の被覆を施した錠剤であって、該薬物含有部は割線に従って分割して服用すると薬物が実質的に放出される構造または組成になっている錠剤である。これにより、小児等がそのまま誤飲しても薬効を発現せずに安全が保たれるが、一定以上の知力を有する者が分割して用いれば、本来の薬効を発現する。
【0037】
ここで、「薬物含有部」は、何らかの薬物のみで構成されていても、何らかの薬物に加え、前述したような医薬添加物をさらに含有していてもよい。さらに、全体が均一であっても、何らかの内部構造を有していても、割線に従って分割して服用すると薬物が実質的に放出されるものであればよい。例えば、前記第二の本発明において、被覆層が不溶性であり、連結部が即溶性または崩壊性である錠剤が挙げられる。また、第四の本発明における被覆層の不溶性の程度は、そのままその錠剤を誤飲しても害をもたらさない程度でなければならない。これは用いる薬物の有害性にも依存する。
【0038】
第五の本発明は、同一断面の複数の柱状医薬組成物層が柱の軸方向に連なってなる柱状物を圧縮成型し(第一段成型)、次に柱の軸方向とは異なる方向から圧縮成型(第二段成型)することを特徴とする錠剤の製造方法である。ここで、第二段成型の際、あるいはその後に、割線を作成すれば割線錠を製造することができる。
かかる「医薬組成物層」とは、いずれも薬物および/または医薬添加物により構成されるが、隣接する医薬組成物層は同一ではなく、少なくとも薬物もしくは医薬添加物の有無、種類、組成、もしくは濃度のいずれかは異なっている。
【0039】
ここで、「医薬添加物」および「割線」の意味は、第一の本発明等について上述したとおりである。
かかる医薬組成物層の数は、3ないし5が好ましく、特に3が好ましい。
「同一断面」における断面は、柱の軸方向と垂直な面による断面を意味する。
柱状物の形状は、打錠機で製造できるものであるかぎり限定されないが、典型的には円柱状、楕円柱状、正多角形柱状のものが挙げられる。なかでも円柱状が好ましい。
【0040】
第一段の成型物の製造法としては、例えばそれぞれの医薬組成物層となるべき粉状物を順に積層し、それを打錠機により圧縮成型する方法が挙げられる。
第二段成型は柱の軸方向とは異なる方向から圧縮成型するのであるが、好ましくは柱の軸方向と垂直方向から圧縮成型する。
【0041】
第二段成型は、上記柱状物を打錠機から取り出し、改めて第二の打錠機に装填して圧縮成型するのが一般的である。かかる取り出し工程や装填工程は人力によっても自動化してもよい。また、異なる方向、例えば柱の軸方向と垂直方向からの打錠を可能にする打錠機を製造すれば、一つの打錠機で第五の本発明を実施することができる。
さらに、二次圧縮時には前述のように割線を作成するほか、オーバル錠、カプレット錠など製剤の形を自由に変えることが可能である。
【0042】
なお、ひとたび圧縮成型した粉状物を再度圧縮成型すると、成型物はいったん破壊されたうえで再圧縮されるが、かかる破壊は均一には起きないため、二段階の成型では実用に耐える成型物は得られないのが技術常識であった。しかし、第五の本発明によれば、意外にも実用上問題のない錠剤が得られるのである。
【0043】
第五の本発明の製造方法は、第一ないし第三の本発明錠剤を製造するのに適している。すなわち、複数の柱状医薬組成物層を、第一ないし第三の本発明錠剤にいう薬物含有部または連結部に対応させ、かかる薬物含有部と連結部が交互になるようにし、かつ両端が薬物含有部となるように配置することで、第一ないし第三の本発明錠剤を製造することができる。要するに、第五の本発明は、第一の本発明等の錠剤について前述した製造方法をより一般化したものである。もっとも、第一ないし第三の本発明の錠剤は、この製造方法で製造されるものには限定されない。
【0044】
また、両端の柱状医薬組成物層を薬物無添加層もしくは薬物濃度が低い層とし、それ以外の層の少なくとも一つを当該薬物の濃度が相対的に高い層とすることにより、スティッキングなどの打錠障害のある薬物であっても容易に錠剤を製造することができるようになる。本発明には、かかる製造方法で得られる錠剤も包含する。
ここで、薬物無添加層または薬物低濃度層の量をコントロールすることにより、錠剤サイズ、薬物層の処方割合を変更せずに薬物の含量を変えることもできる。
【0045】
さらに、第二段成型工程は、この第一段成型品の側面からの圧縮成型であるため、粉体に比べ表面積が非常に少ないので、滑沢剤が不要かもしくはごく微量で打錠可能となる利点がある。これにより、打錠障害を起こし易い薬物でも、滑沢剤の過剰混合による硬度低下や溶出遅延を防ぐことができる。
また、第一段成型の多層錠打錠を行う場合において、通常の多層錠打錠よりも充填深さを深く取れるので、充填精度が高まる利点もある。
また、通常の1回圧縮成型だけでは調製される錠剤の形状が制限されるが、さらなる異なる方向からの圧縮成型により自由な形状の錠剤が調製可能となる場合がある。
【実施例】
【0046】
次に、本発明を実施例を用いて説明するが、本発明はこれらによって限定されるものではない。
【0047】
実施例1:(小型錠充填法1)下層充填 → 小型錠充填 → 圧縮成型 → コーティング
打錠機(畑鉄工製 HT-AP6SSU)に楕円型杵臼(富士薬品機械製 F−J0392−1上杵割線入り)を装着した。この臼に、ダイラクトーズR(フロイント製)に0.5%ステアリン酸マグネシウムを混合したものを80mg充填し下層とした。下層の長径の両端に直径3mm、重量15mgのR錠(HPC−Lと青色1号で着色したダイラクトーズRを圧縮成型したもの)を一つずつ充填し、圧縮成型した。圧縮成型時の与圧杵先間隔は1.10mm、本圧杵先間隔は0.92mm、充填深さは2.95mmとした。
この錠剤を、コーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 0.12%PEG 6000P水溶液)を233g噴霧後、乾燥した。
【0048】
実施例2:(小型錠充填法1)下層充填 → 小型錠充填 → 圧縮成型 → コーティング
打錠機(畑鉄工製 HT-AP6SSU)に楕円型杵臼(富士薬品機械製 F−J0392−1上杵割線入り)を装着した。この臼に、ダイラクトーズR(フロイント製)に0.5%ステアリン酸マグネシウムを混合したものを80mg充填し下層とした。下層の長径の両端に直径3mm、重量15mgのR錠(アスコルビン酸ナトリウムとステアリン酸マグネシウムとダイラクトーズRを圧縮成型したもの)を一つずつ充填し、圧縮成型した。圧縮成型時の与圧杵先間隔は1.10mm、本圧杵先間隔は0.92mm、充填深さは2.95mmとした。
この錠剤を、コーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 0.12%PEG 6000P水溶液)を233g噴霧後、乾燥した。
【0049】
実施例3:(小型錠充填法2)中心錠充填 → 小型錠充填 → 中心錠充填 → 圧縮成型 → コーティング
打錠機(畑鉄工製 HT−AP6SSU)に楕円型杵臼(富士薬品機械製 F−J0392−1上杵割線入り)を装着した。この臼の中心に短径方向と平行に直径3mm、重量45mgのR錠(ダイラクトーズRに0.5%ステアリン酸マグネシウム混合し、圧縮成型したもの)を充填し、長径方向に生じる隙間に、直径3mm、重量15mgのR錠(HPC−Lと青色1号で着色したダイラクトーズRを圧縮成型したもの)を充填した。さらに、最初に充填した錠剤の上に同じ錠剤を充填し、回転盤を回転させ圧縮成型した。圧縮成型時の与圧杵先間隔は1.07mm、本圧杵先間隔は1.02mm、充填深さは2.95mmとした。
この錠剤を、コーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 0.12%PEG 6000P水溶液)を233g噴霧後、乾燥した。
【0050】
実施例4:(小型錠充填法2)中心錠充填 → 小型錠充填 → 中心錠充填 → 圧縮成型 → コーティング
打錠機(畑鉄工製 HT−AP6SSU)に楕円型杵臼(富士薬品機械製 F−J0392−1上杵割線入り)を装着した。この臼の中心に短径方向と平行に直径3mm、重量45mgのR錠(アスコルビン酸ナトリウムとステアリン酸マグネシウムとダイラクトーズRを圧縮成型したもの)を充填し、長径方向に生じる隙間に、直径3mm、重量15mgのR錠(HPC−Lと青色1号で着色したダイラクトーズRを圧縮成型したもの)を充填した。さらに、最初に充填した錠剤の上に同じ錠剤を充填し、回転盤を回転させ圧縮成型した。圧縮成型時の与圧杵先間隔は1.07mm、本圧杵先間隔は1.02mm、充填深さは2.95mmとした。
この錠剤を、コーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 0.12%PEG 6000P水溶液)を233g噴霧後、乾燥した。
【0051】
実施例5:(多層錠二段圧縮法)3層錠作成 → 中間層を割線に平行に打錠
打錠機(畑鉄工製 HT−P18)に、6mm R錠用杵臼を装着し、上層30mg、中層60mg、下層30mgの3層錠を打錠した。上層、下層はダイラクトーズRに0.5%ステアリン酸マグネシウムを混合したもの、中層はダイラクトーズRにHPC−Lと青色1号で着色したものに0.5%ステアリン酸マグネシウムを混合したものを使用した。この錠剤を、打錠機(畑鐵工製 HT−AP6SS−U)で8mm割線錠用杵臼に錠剤の中層が割線部分に当たるようにして打錠した。
この錠剤を、コーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 0.12%PEG 6000P水溶液)を233g噴霧後、乾燥した。
【0052】
実施例6:(多層錠二段圧縮法)3層錠作成 → 中間層を割線に平行に打錠
打錠機(畑鉄工製 HT−P18)に、6mm R錠用杵臼を装着し、上層30mg、中層60mg、下層30mgの3層錠を打錠した。上層、下層はダイラクトーズRに0.5%ステアリン酸マグネシウムを混合したもの、中層はダイラクトーズRとアスコルビン酸ナトリウムと0.5%ステアリン酸マグネシウムを混合したものを使用した。この錠剤を、打錠機(畑鐵工製 HT−AP6SS−U)で8mm割線錠用杵臼に錠剤の中層が割線部分に当たるようにして打錠した。
この錠剤を、コーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 0.12%PEG 6000P水溶液)を233g噴霧後、乾燥した。
【0053】
実施例7:(多層錠二段圧縮法)3層錠作成 → 中間層を割線に平行に打錠
打錠機(畑鉄工製 HT−P18)に、7mm R錠用杵臼を装着し、上層50mg、中層150mg、下層50mgの3層錠を打錠した。上層、下層はダイラクトーズRに0.5%ステアリン酸マグネシウムを混合したもの、中層はダイラクトーズRにHPC−Lと青色1号で着色したものに0.5%ステアリン酸マグネシウムを混合したものを使用した。
この錠剤を、打錠機(畑鐵工製 HT−AP6SS−U)で8mm割線錠用杵臼(富士薬品機械製 F−J0379)に錠剤の中層が割線部分に当たるようにして打錠した。
【0054】
実施例8:(多層錠二段圧縮法)3層錠作成 → 中間層を割線に平行に打錠
打錠機(畑鉄工製 HT−P18)に、7mm R錠用杵臼を装着し、上層50mg、中層150mg、下層50mgの3層錠を打錠した。上層、下層はダイラクトーズRに0.5%ステアリン酸マグネシウムを混合したもの、中層はダイラクトーズRとアスコルビン酸ナトリウムと0.5%ステアリン酸マグネシウムを混合したものを使用した。
この錠剤を、打錠機(畑鐵工製 HT−AP6SS−U)で8mm割線錠用杵臼(富士薬品機械製 F−J0379)に錠剤の中層が割線部分に当たるようにして打錠した。
【0055】
実施例9:(多層錠二段圧縮法)3層錠作成 → 中間層を割線に平行に打錠
アスコルビン酸ナトリウム、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。
打錠機(畑鐵工製 HT−AP6SS−U)に、4.5mm3 R錠用杵臼(富士薬品機械製 H−JTR045)を装着し、アスコルビン酸ナトリウムが上層と下層にそれぞれ10mg含まれるように打錠用粉体を充填し、中層にはアスコルビン酸ナトリウムを含まない打錠用粉体を充填し、全体で約125mgになるように調整した。充填後、与圧杵先間隔4.16mm、本圧杵先間隔4.12mmで圧縮し3層錠とした。
【0056】
次に、打錠機(畑鐵工製 HT−AP6SS−U)に、特殊オーバル錠用杵臼(富士薬品機械製 F−J0392−1 Bタイプ)を装着し、得られた3層錠を横向きに杵臼内に充填し、中層が割線部分に当たるようにし与圧杵先間隔1.12mm、本圧杵先間隔1.07mmで打錠した。
これにより得られた錠剤をコーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 1.2%PEG 6000P水溶液)を150g噴霧後、乾燥した。
【0057】
実施例10:(分割パーツ法)主薬層充填 → 分割パーツ投入 → 圧縮成型
アスコルビン酸ナトリウム、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。この主薬を含まない打錠用顆粒を用いて、直径3mm、長さ6mmの円柱状の分割用パーツを圧縮成型により作製した。
打錠機(畑鐵工製 HT−AP6SS−U)に、特殊オーバル錠用杵臼(富士薬品機械製 上杵F−J0375 下杵 F−J0374)を装着し、アスコルビン酸ナトリウムを含む打錠用顆粒を90mg充填し、さらにこの中心部に分割用パーツを挿入し、与圧杵先間隔0.88mm、本圧杵先間隔0.83mmで圧縮成型した。
これにより得られた錠剤をコーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 1.2%PEG 6000P水溶液)を150g噴霧後、乾燥した。
【0058】
実施例11
アスコルビン酸ナトリウム、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。
アスコルビン酸ナトリウムを含む打錠粉体を用い、20mgの3mm糖衣型錠を作製した。打錠機(畑鐵工製 HT−AP6SS−U)に特殊オーバル錠杵臼(富士薬品機械製 上杵F−J0374 下杵F−J0374)を装着した。この臼に、アスコルビン酸ナトリウムを含まない打錠用粉体を115mg充填し、さらにアスコルビン酸ナトリウムを含む糖衣型錠を臼の長径の両端に一つずつ配置し、与圧杵先間隔1.78mm、本圧杵先間隔1.66mmで圧縮成型し、一体化させた。
【0059】
実施例12
アスコルビン酸ナトリウム、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。
アスコルビン酸ナトリウムを含む打錠粉体を用い、40mgの4mm平型錠を作製した。打錠機(畑鐵工製 HT−AP6SS−U)に特殊オーバル錠杵臼(富士薬品機械製 上杵F−J0374 下杵F−J0374)を装着した。この臼に、アスコルビン酸ナトリウムを含まない打錠用粉体を75mg充填し、さらにを含む平型錠を臼の長径の両端に一つずつ配置し、与圧杵先間隔1.57mm、本圧杵先間隔1.45mmで圧縮成型し、一体化させた。
【0060】
実施例13:(多層錠二段圧縮法)3層錠作成 → 中間層を割線に平行に打錠
フェブキソスタット、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。
打錠機(畑鐵工製 HT−AP6SS−U)に、4.5mm3 R錠用杵臼(富士薬品機械製 H−JTR045)を装着し、フェブキソスタットが上層と下層にそれぞれ10mg含まれるように打錠用粉体を充填し、中層にはフェブキソスタットを含まない打錠用粉体を充填し、全体で約125mgになるように調整した。充填後、与圧杵先間隔4.16mm、本圧杵先間隔4.12mmで圧縮し3層錠とした。
【0061】
次に、打錠機(畑鐵工製 HT−AP6SS−U)に、特殊オーバル錠用杵臼(富士薬品機械製 F−J0392−1 Bタイプ)を装着し、得られた3層錠を横向きに杵臼内に充填し、中層が割線部分に当たるようにし与圧杵先間隔1.12mm、本圧杵先間隔1.07mmで打錠した。
これにより得られた錠剤をコーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 1.2%PEG 6000P水溶液)を150g噴霧後、乾燥した。
【0062】
実施例14:(分割パーツ法)主薬層充填 → 分割パーツ投入 → 圧縮成型
フェブキソスタット、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。この主薬を含まない打錠用顆粒を用いて、直径3mm、長さ6mmの円柱状の分割用パーツを圧縮成型により作製した。
打錠機(畑鐵工製 HT−AP6SS−U)に、特殊オーバル錠用杵臼(富士薬品機械製 上杵F−J0375 下杵 F−J0374)を装着し、フェブキソスタットを含む打錠用顆粒を90mg充填し、さらにこの中心部に分割用パーツを挿入し、与圧杵先間隔0.88mm、本圧杵先間隔0.83mmで圧縮成型した。
これにより得られた錠剤をコーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 1.2%PEG 6000P水溶液)を150g噴霧後、乾燥した。
【0063】
実施例15
フェブキソスタット、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。
フェブキソスタットを含む打錠粉体を用い、20mgの3mm糖衣型錠を作製した。打錠機(畑鐵工製 HT−AP6SS−U)に特殊オーバル錠杵臼(富士薬品機械製 上杵F−J0374 下杵F−J0374)を装着した。この臼に、フェブキソスタットを含まない打錠用粉体を115mg充填し、さらにフェブキソスタットを含む糖衣型錠を臼の長径の両端に一つずつ配置し、与圧杵先間隔1.78mm、本圧杵先間隔1.66mmで圧縮成型し、一体化させた。
【0064】
実施例16
フェブキソスタット、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。
フェブキソスタットを含む打錠粉体を用い、40mgの4mm平型錠を作製した。打錠機(畑鐵工製 HT−AP6SS−U)に特殊オーバル錠杵臼(富士薬品機械製 上杵F−J0374 下杵F−J0374)を装着した。この臼に、フェブキソスタットを含まない打錠用粉体を75mg充填し、さらにフェブキソスタットを含む平型錠を臼の長径の両端に一つずつ配置し、与圧杵先間隔1.57mm、本圧杵先間隔1.45mmで圧縮成型し、一体化させた。
【産業上の利用可能性】
【0065】
本発明の錠剤は医薬品であり、本発明は医薬品製造業において利用される。
【技術分野】
【0001】
本発明は、薬物の量を正確に分割できる錠剤、分割によりその特性が変化する錠剤、分割してもマスキング機能が維持される錠剤、配合性の悪い複数の薬物を安定的に保持する錠剤、およびチャイルドプルーフ機能を有する錠剤、ならびにそれらの錠剤の製造法に関する。
【背景技術】
【0002】
割線錠は服用量に応じて薬剤師または患者によって分割される錠剤であり、服用量管理を最適にし、処方の際の融通性を高める(例えば特開平9−104619号公報、米国特許第5520929号参照)。しかし、錠剤全体に薬物が均一に分散した錠剤では、割線を入れただけでは分割時に常に均等に割ることは難しく、服用量の誤差が問題となっている。また、これら従来の割線錠は、健常人が正確な操作で正確に分割した場合は、いずれの断片も正確な薬物量が含まれるが、実際の医療現場でさまざまな環境において、さまざまな疾病の患者や医療従事者が取り扱う場合のヒューマンエラーを軽減させるような工夫はなされていない。
【0003】
また、正確な用量分割を目的として、活性成分を含む複数の核を錠剤内に配置した割線錠、いわゆる有核錠が知られている(例えばWO03/026560号明細書、WO03/051339号明細書、Pharmaceutical Research, Vol.21, No.7, July 2004, p1177-1183参照)。
しかし、有核錠は製造工程が複雑なためロスが多く、また製造速度を上げられないため、製造コストが高くなるという問題点があった。
なお、かかる有核錠は、核の部分の一部または全部が外層に包埋されている点で、外層を不要とする本発明とは異なる。
【0004】
一方、薬剤の活性成分の種類によっては不快な臭いや味を有するものがあり、それらをマスクするためにフィルムコーティングを施すことがある(例えば特開平8−53345号公報参照)。また、光、水分、湿気、あるいは服用後に接する胃液等の体内成分に不安定な活性成分の安定化のためにフィルムコーティングがなされることがある。さらには、例えば腸溶性を確保するなど、特定機能付与のためフィルムコーティングされた錠剤も知られている。しかし、これら機能性製剤は、分割することによってこれらの機能が失われる問題があった。
さらに、複数の薬物を一錠中に含有させることが患者にとって便宜であることが少なくないが、薬物の中には配合性が悪いために合剤とすることが困難なものも存在する。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−104619号公報
【特許文献2】米国特許第5520929号明細書
【特許文献3】WO03/026560号公報
【特許文献4】WO03/051339号公報
【特許文献5】特開平8−53345号公報
【非特許文献】
【0006】
【非特許文献1】Pharmaceutical Research, Vol.21, No.7, July 2004, p1177-1183
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の第一の目的は、正確に薬物量を分割することが可能な割線錠を提供することである。
本発明の第二の目的は、分割の前後で薬物放出制御機能が維持される被覆割線錠、または分割の前後で薬物放出制御機能が変化する被覆割線錠を提供することである。
本発明の第三の目的は、一錠中に配合性の悪い複数の薬物を安定的に保持しうる錠剤を提供することである。
本発明の第四の目的は、小児や認知症患者等が誤飲しても薬効を発現せずに安全が保たれるが、一定以上の知力を有する者が分割することにより薬効を発現する錠剤を提供することである。
そして本発明の第五の目的は、上記目的を達成する錠剤の製造方法を提供することである。
これらの課題は、以下に述べる本発明によって解決される。
【課題を解決するための手段】
【0008】
第一の本発明は、複数の、医薬添加物を含んでいてもよい薬物含有部と、それらと連接しており、製薬学的に許容される成分で構成され、薬物を含んでいてもよい一つ以上の連結部とからなり、該連結部に錠剤全体を分割することができる一つの割線を有する錠剤である。すなわち、薬物含有部が同種または異種の薬物を含有し、該薬物含有部における薬物含有量が同一または異なっており、割線に従って分割すれば、薬物あるいは薬物含有量が同一または異なる複数の断片が得られる錠剤である。
第二の本発明は上記第一発明の錠剤のうち、被覆錠であって、連結部および被覆層が同一または異なる薬物放出制御機能を有する錠剤である。
第三の本発明は、複数の、医薬添加物を含んでいてもよい薬物含有部と、それらと連接しており、製薬学的に許容される成分で構成され、薬物を含んでいてもよい一つ以上の連結部とからなり、少なくとも二つの薬物含有部はその組成が相違している錠剤である。
第四の本発明は、割線を有する薬物含有部に不溶性の被覆を施した錠剤であって、薬物含有部は割線に従って分割して服用すると薬物が実質的に放出される構造または組成になっている錠剤である。
第五の本発明は、同一断面の複数の柱状医薬組成物層が柱の軸方向に連なってなる柱状物を圧縮成型し(第一段成型)、次に柱の軸方向とは異なる方向から圧縮成型(第二段成型)することを特徴とする錠剤の製造方法である。
【図面の簡単な説明】
【0009】
【図1】図1は第一発明の具体例である。上から平面図、側面図である。割線が両面にある。
【図2】図2は第一発明の具体例である。上から平面図、側面図である。割線が片面にある。
【図3】図3は第一発明または第二発明の具体例である。上から平面図、側面図である。周囲の破線は被覆層を表す。
【図4】図4は第三発明の具体例である。上から平面図、側面図である。
【図5】図5は第四発明の二つの具体例である。D層は薬物が実質的に放出される構造または組成となっている。周囲の破線は被覆層を表す。
【発明を実施するための形態】
【0010】
第一の本発明は、複数の、医薬添加物を含んでいてもよい薬物含有部と、それらと連接しており、製薬学的に許容される成分で構成され、薬物を含んでいてもよい一つ以上の連結部とからなり、該連結部には錠剤全体を分割することができる一つの割線を有する錠剤である。すなわち、薬物含有部が同種または異種の薬物を含有し、該薬物含有部における薬物含有量が同じまたは異なっており、割線に従って分割すれば、薬物あるいは薬物含有量が同じあるいは異なる複数の断片が得られる錠剤である。第一発明の錠剤全体は被覆されていてもよい。
【0011】
第一の本発明錠剤の大きさは、割線錠として分割するのに不適当なほど小さくなく、錠剤として服用するのに不便なほど大きくないかぎり、特に限定されない。厚みについても分割を妨げるほどでなければよい。形状についても、通常の製造装置により、またはそれに手を加えた製造装置により困難なく製造できるものである限り特に限定されないが、一般的な錠剤の概念である、円盤状のものが典型例として例示できる。他に、高さの低い三ないし六角柱状のもの、直方体状のものも典型例として挙げることができるが、以下に述べるような各部の基本的機能が害されない限り、形状は特に問題とならない。
連結部の形状は、基本的には上下面が平面的であることが望ましいが、薬物含有部を保持しうるような形態である限り、そして割線部位のみでの切断に支障がないかぎり、起伏や凹凸があってもよい。
【0012】
一つの連結部には一つの割線がつけてある。割線は割溝と表現されることもあるが、本明細書では割溝も含めて「割線」と総称する。錠剤に割線をつけること、およびその一般的形状は既にこの分野の技術常識となっている。したがって、患者や薬剤師らが錠剤全体を困難なく分割できるものである限り本発明における割線の形状は特に限定されず、当業者であれば技術常識に基づき容易に形成することができる。具体的には上記特許文献中に開示された割線の形状を例示することができる。例えば、連結部の形状が平面的なものであれば、割線はその両面にあっても片面のみにあってもよい。また、連結部が円柱状の場合には、割線はその全周に付けることができる。
【0013】
薬物含有部は、活性成分たる薬物のみで構成されていても、医薬添加物を含んでいてもよいが、本発明錠剤の一部をなすものであり、一定の形状を保つ固形のものでなければならない。なお、医薬添加物が含まれる場合にも、当該薬物は均一に分散していることが望ましい。
【0014】
かかる活性成分たる薬物は、通常の製造方法で本発明の錠剤となしうるものである限り特に限定はないが、例えば中枢神経系用薬、末梢神経系用薬、循環器官用薬、消化器官用薬、ホルモン剤、泌尿生殖器官用薬、血液・体液用薬、代謝性医薬品、痛風治療薬、腫瘍用薬、アレルギー用薬、気管支拡張剤、抗生物質、抗細菌薬、抗ウイルス薬、創傷治癒物質、鎮痙剤、抗コリン作用剤、抗ヒスタミン剤、抗炎症剤、抗コレステロール血剤、抗脂質剤、食欲抑制剤、興奮剤、凝血剤、制酸剤、化学療法剤、栄養補給剤、診断薬、麻薬・覚醒剤、鎮痛剤、鎮咳剤、喀痰剤等から選ばれる1種または2種以上の活性成分が挙げられる。さらに具体的には、例えば、アスコルビン酸、アセトアミノフェン、エテンザミド、塩酸アンブロキソール、アレンドロネート、フェブキソスタット、塩酸クレンブテロール、イコサペント酸エチル、タカルシトール、ピコスルファート、アルファカルシドール、国際公開WO99/26918号記載の化合物、国際公開WO01/53291記載の化合物、国際公開WO99/25686号記載の化合物およびこれらの塩および/または水和物からなる群から選ばれる1種または2種以上の活性成分が挙げられる。また、複数の薬物含有部の薬物はそれぞれ異なっていてもよい。ここで、薬物含有部の薬物と連結部が薬物を含む場合の連結部の薬物は、相互に接触しても不都合を生じない組合せであることが望ましい。なお、典型的には、連結部は薬物を含まない。
【0015】
また、連結部に含まれる医薬添加物や薬物含有部が含んでいてもよい医薬添加物は、製薬学的に許容されるものであり、錠剤の形状を安定に保つことを妨げないものである限り、特に限定されない。具体的には、苦みや刺激等のマスキングのためには、例えば、結晶セルロース、乳糖、ヒドロキシプロピルセルロース、ヒドロキシプロピルメチルセルロース、部分アルファー化デンプン、デンプン、エリスリトール、マンニトール、ソルビトール、トレハロース、軽質無水珪酸またはこれらの混合物や造粒物が用いられ、さらに製造性、成形性、製剤機能を向上させる目的で、滑沢剤、崩壊剤、流動化剤などを含んでもよい。腸溶機能の維持または発現の目的のためには、メタアクリル酸コポリマー、酢酸フタル酸セルロース、カルボキシメチルエチルセルロース、ヒドロキシプロピルメチルセルロースフタレート、ヒドロキシプロピルメチルセルロースアセテートサクシネート、ヒドロキシプロピルメチルセルロースまたはこれらの混合物に可塑剤が添加されたものが用いられ、徐放機能の維持または発現の目的のためにはヒドロキシエチルセルロース、エチルセルロース、ヒドロキシプロピルメチルセルロースフタレート、ヒドロキシプロピルメチルセルロースアセテートサクシネート、カルボキシビニルポリマーまたはこれらの混合物に可塑剤が添加されたものが用いられる。
【0016】
また、分割後の光安定性の維持を目的として、酸化チタンなどを上記連結部の成分に加えてもよい。
薬物含有部の連結部との接合面以外の部分の形状は、製造に支障がなく、割線での分割を妨げず、被覆錠の場合には被覆が可能である限り、全く自由といってよい。例えば直方体状、半球状、あるいは円柱状である。また複数の薬物含有部の形状は一致する必要はない。
【0017】
第一の本発明の錠剤における薬物含有部の数は2ないし6であるものが好ましく、なかでも2ないし4、特に2のものが好ましい。この二つの薬物含有部が同種の薬物を含む場合、その薬物の量比は整数比、例えば1:1、1:2、1:3、または1:4であるものが好ましい。
【0018】
さらに、第一の本発明の錠剤は、被覆層を有していてもよい。かかる被覆層は、口腔内もしくは食道での薬物の接触が患者の不利益になることを避ける機能を有するものが例示される。このような患者の不利益としては、例えば、苦み、刺激、口腔内での意図しない薬物吸収による副作用、または口腔内もしくは食道での薬物の溶解による副作用が挙げられる。なかでも苦み等の不快な味や不快臭のマスキングが典型例である。このほか、例えば、腸溶性や徐放性の付与、水分や湿気に対する安定化、投与後に接する胃液や酵素等の生体内成分に対する安定化、あるいは光に対する安定性維持の目的で施される。不快な味や不快臭のマスキングのためには、例えばヒドロキシプロピルセルロース、ヒドロキシプロピルメチルセルロースが用いられる。腸溶性の付与のためには、例えばメタアクリル酸コポリマー、酢酸フタル酸セルロース、カルボキシメチルエチルセルロース、ヒドロキシプロピルメチルセルロースフタレート、ヒドロキシプロピルメチルセルロースアセテートサクシネート、ヒドロキシプロピルメチルセルロースまたはこれらの混合物に可塑剤が添加されたものが用いられる。徐放性の付与のためには、例えばヒドロキシエチルセルロース、エチルセルロース、ヒドロキシプロピルメチルセルロースフタレート、ヒドロキシプロピルメチルセルロースアセテートサクシネート、カルボキシビニルポリマーまたはこれらの混合物に可塑剤が添加されたものが用いられる。水分等に対する安定化のためにはエチルセルロース、メタアクリル酸コポリマー、セラック、ポリビニルアセタールジエチルアミノアセテートが用いられる。また、胃液や酵素などの生体内成分に対する安定化のためにはマスキング、腸溶性、徐放性機能をもつ医薬品添加物を単独あるいは組み合わせて使用し、光安定性の目的のためにはこれらのコーティング基材の中に酸化チタンなどを添加する。もっとも、これらは例示であって、第一の本発明における被覆層はこれらのものに限られない。また、かかる被覆層は種類の異なるもの複数層であってもよい。
【0019】
なお、割線錠を割線に従って分割しても割れ方に一定のばらつきが生ずるのは避けられないが、第一の本発明の割線錠においては、分割面が常に連結部の範囲に留まるよう、連結部の形状が定められる。さらに、被覆錠については、分割後においても薬物含有部が一部でも露出しないよう、分割後も連結部に被覆層が残って被覆の効果が維持されるべく連結部の形状が設計される。
【0020】
また、第一の本発明の錠剤は、それぞれ柱状の薬物含有部層と連結部層が、交互に、かつ両端が薬物含有部であるように柱の軸方向に連なってなる複数層の柱状物を、柱の軸方向とは異なる方向から圧縮成型し、該圧縮成型の際、あるいはその後に割線を作成することによって製造されるものを包含する。なかでも、3層の柱状物を圧縮成型して製造する、薬物含有部が二つの錠剤が好ましい。
【0021】
すなわち、第一段階として順に薬物含有部と連結部が、交互に、かつ両端が薬物含有部であるように柱の軸方向に連なってなる複数層の柱状物を通常の方法で打錠して作製する。つまり、この段階では柱の軸方向から圧縮することになる。その複層錠の形態は、例えば円柱状、四角柱状が典型例であるが、製造に支障のない限り他の形の柱状物であってもよい。次に、第二段階として、この複層錠を打錠機から取り出し、再度打錠機で柱状方向とは異なる方向、好ましくは柱の軸方向と垂直な方向から圧縮成型する。この第二段階の打錠は、打錠機の構造によっては、例えば打錠機内で適宜回転させるなどの機構により打錠機から取り出さずに行うこともできる。さらには直交する二つの方向からの打錠機構をもつ打錠機によれば、打錠機内で成型途中の錠剤を回転させることなく打錠することもできる。割線は、第二段階の打錠と同時に、またはその後作成する。なかでも、3層の柱状物を圧縮成型する製造方法が好ましい。
【0022】
第一の本発明たる錠剤の具体的形態を図1ないし図3に例示列挙する。ここでは薬物含有部および連結部が直方体状になっている。しかし、上述のように各部分や錠剤全体の形状は、第一の本発明の機能を損なわない限り制限されない。例えば図1の錠剤の鋭角部分に丸みがあってもよいし、全体が楕円柱状であってもよい。また、薬物含有部と連結部の接合面は図1では平面になっているが、なだらかな曲面であってもよい。また、製造可能である限り、薬物含有部の一部が連結部の中に突出していてもよいし、連結部の一部が薬物含有部の中に突出していてもよい。なお、図2では片面のみに割線がある点が図1と異なる。また、図3の錠剤は破線で示される被覆層を有する点で図1の錠剤と異なる。
【0023】
第二の本発明は、第一の本発明のうち、被覆錠であって、連結部および被覆層が同一または異なる薬物放出制御機能を有する錠剤である。したがって、第二の本発明の錠剤においても、第一の本発明のうち被覆錠について前述したことがそのまま妥当する。具体的には、錠剤全体の大きさや形状、連結部や薬物含有部の形状、割線の形状、活性成分たる薬物、連結部に含まれる医薬添加物や薬物含有部が含んでいてもよい医薬添加物、複数の薬物含有部における薬物の量比、被覆層の目的やその構成成分などである。
かかる薬物放出制御機能としては、例えば不溶性、速溶性、速崩壊性、腸溶性、徐放性、時限放出性が挙げられる。
【0024】
連結部および被覆層が同一の薬物放出制御機能を有する錠剤であれば、分割後もその各種機能が維持される。例えば腸溶性、徐放性、または時限放出性の維持である。また、連結部および被覆層の薬物放出制御機能が同一でなくても、例えば、連結部が不溶性成分で構成され、被覆層が口腔内もしくは食道での薬物の接触が患者の不利益になることを避ける機能を有するものである場合には、錠剤の分割後もその被覆層の機能が維持される。かかる患者の不利益としては、例えば、苦み、刺激、口腔内での意図しない薬物吸収による副作用、または口腔内もしくは食道での薬物の溶解による副作用が挙げられる。なかでも苦みマスキングが典型例である。
【0025】
一方、第二の本発明のうち、連結部および被覆層が異なる薬物放出制御機能を有する錠剤の中には、分割操作の前後で薬物放出制御機能が変化するものが含まれる。例えば、被覆層が通常フィルムコーティングであり、かつ連結部が速崩壊性である錠剤、被覆層が徐放性であり、かつ連結部が速溶性もしくは時限放出性である錠剤、被覆層が腸溶性であり、かつ連結部が不溶性、速溶性、もしくは時限放出性である錠剤、被覆層が時限放出性であり、かつ連結部が速溶性もしくは腸溶性である錠剤が挙げられる。ここで、「通常フィルムコーティング」とは、マスキングや外観保護を目的とした水溶性のフィルムコーティングを意味する。
【0026】
第二の本発明における、連結部と被覆層の好適な組合せを次表に例示する。表中、符号「−」は好適でない組合せ、符号「△」は好適な組合せ、符号「○」は特に好適な組合せを示す。また、表中の語句はその組合せの意義を略説したものである。
【0027】
【表1】
【0028】
ここで、「不溶性」とは、被覆層に関しては、誤飲してもその対処のための時間が十分取れる程度のものであり、消化管内に入ってから2から5時間以上を想定している。「速溶性」とは通常製剤に用いられる成分で構成されているため、通常約15〜30分以内にはほとんど崩壊、溶解が起こっていることを指す。「速崩壊性」とは、30秒から1分以内に崩壊がほとんど完了している状態を指す。「徐放性」とはある一定時間内に一定量の主薬成分を一定割合で放出すること、「腸溶性」とは胃内で薬物を放出せず、腸に入ってpHが上昇してから薬物放出が起こる機能をいう。
【0029】
このように連結部を速溶性とするためには、その構成成分として、例えば、結晶セルロース、乳糖、ヒドロキシプロピルセルロース、ヒドロキシプロピルメチルセルロース、部分アルファー化デンプン、デンプン、軽質無水珪酸またはこれらの混合物や造粒物に、崩壊剤として、クロスカルメロースナトリウム、カルメロースカルシウム、デンプン、部分アルファー化デンプンなどを混合したものが用いられる。また、崩壊性を与えるためには、例えば、クロスカルメロースナトリウム、カルメロースカルシウム、部分アルファー化デンプン、デンプンなどの崩壊剤を賦形剤に添加すればよい。
【0030】
第三の本発明は、複数の、医薬添加物を含んでいてもよい薬物含有部と、それらと連接しており、製薬学的に許容される成分で構成され、薬物を含んでいてもよい一つ以上の連結部とからなり、少なくとも二つの薬物含有部はその組成が相違している錠剤である。すなわち、第一の本発明の錠剤から割線を除くとともに、少なくとも二つの薬物含有部はその組成が相違しているという特徴を加えたものである。したがって、第三の本発明においても、その錠剤全体の大きさや形状、連結部や薬物含有部の形状、活性成分たる薬物、連結部に含まれる医薬添加物や薬物含有部が含んでいてもよい医薬添加物、複数の薬物含有部における薬物の量比、被覆層がある場合の目的やその構成成分などは、第一の本発明の錠剤について前述したことが基本的に妥当する。もっとも、第三の本発明の錠剤は割線を有せず、錠剤全体を分割しうるような構造とする必要がないため、錠剤の形状の自由度は第一の本発明の錠剤より高い。
【0031】
かかる第三の本発明錠剤の効果は、次のように整理することができる。
まず、薬物含有部の組成の相違が薬物の種類の相違であり、かつそれらの薬物の配合性が悪い場合でも、ひとつの合剤にできる利点がある。
また、異なる薬物の合剤とする場合、互いの添加物のために配合性が悪い場合でも合剤化が可能となる利点がある。
また、それぞれもとの製剤の処方成分のまま合剤化が可能であり、相乗効果の期待できる薬物を簡単に合剤化できる。
【0032】
さらに、異なる薬物の含有量が大きく異なる場合、混合型では含量均一性や、それぞれの薬物に適した放出特性を確保することが困難であるが、第三の本発明の錠剤であればこれらを確保することができる。このように、異なる薬物の合剤であっても、それぞれの薬物に適した薬物含有部の組成とすることができるのである。
【0033】
こうした合剤の例としては、ムコソルバンと各種製剤(具体的には抗生物質製剤、抗アレルギー薬製剤、気管支拡張薬製剤、鎮咳去痰薬製剤)の合剤(これらは配合性が悪い場合がありうる)、ワンアルファとボナロンの合剤(含有量がμgとmg単位で大きく異なる)、ムコソルバンとホルモテロールの合剤、ムコソルバンとテオフィリンの徐放化合剤、フィブラート系薬物とHMG−CoA還元酵素剤またはワンアルファの時間差放出製剤(同時放出すると薬効が増強される)、ムコソルバンとムコダインの合剤(相乗効果がある)が挙げられる。
【0034】
このほか、異なる薬物間で放出制御機能が違う場合でもコンタミネーションせずに合剤とできる利点がある。
また、工程が単純なため、同じ薬物で速放性と徐放性等を組み合わせた放出制御製剤であっても、有核錠のコーティングとその充填位置制御などが不要となる利点がある。これは、薬物含有部の組成の相違が放出特性の相違のみである場合の効果である。
【0035】
第三の本発明の錠剤は、第一の本発明について前述した製法を適用することによっても容易に製造することができる。ただし、割線を作成する工程は不要である。したがって、第三の本発明錠剤の製造法は、特に実施例としては記載しないが、後述する割線錠の製造例において、単に割線を作成する工程を省いた製造方法を採用することによって容易に製造することができる。
【0036】
第四の本発明は、割線を有する薬物含有部に不溶性の被覆を施した錠剤であって、該薬物含有部は割線に従って分割して服用すると薬物が実質的に放出される構造または組成になっている錠剤である。これにより、小児等がそのまま誤飲しても薬効を発現せずに安全が保たれるが、一定以上の知力を有する者が分割して用いれば、本来の薬効を発現する。
【0037】
ここで、「薬物含有部」は、何らかの薬物のみで構成されていても、何らかの薬物に加え、前述したような医薬添加物をさらに含有していてもよい。さらに、全体が均一であっても、何らかの内部構造を有していても、割線に従って分割して服用すると薬物が実質的に放出されるものであればよい。例えば、前記第二の本発明において、被覆層が不溶性であり、連結部が即溶性または崩壊性である錠剤が挙げられる。また、第四の本発明における被覆層の不溶性の程度は、そのままその錠剤を誤飲しても害をもたらさない程度でなければならない。これは用いる薬物の有害性にも依存する。
【0038】
第五の本発明は、同一断面の複数の柱状医薬組成物層が柱の軸方向に連なってなる柱状物を圧縮成型し(第一段成型)、次に柱の軸方向とは異なる方向から圧縮成型(第二段成型)することを特徴とする錠剤の製造方法である。ここで、第二段成型の際、あるいはその後に、割線を作成すれば割線錠を製造することができる。
かかる「医薬組成物層」とは、いずれも薬物および/または医薬添加物により構成されるが、隣接する医薬組成物層は同一ではなく、少なくとも薬物もしくは医薬添加物の有無、種類、組成、もしくは濃度のいずれかは異なっている。
【0039】
ここで、「医薬添加物」および「割線」の意味は、第一の本発明等について上述したとおりである。
かかる医薬組成物層の数は、3ないし5が好ましく、特に3が好ましい。
「同一断面」における断面は、柱の軸方向と垂直な面による断面を意味する。
柱状物の形状は、打錠機で製造できるものであるかぎり限定されないが、典型的には円柱状、楕円柱状、正多角形柱状のものが挙げられる。なかでも円柱状が好ましい。
【0040】
第一段の成型物の製造法としては、例えばそれぞれの医薬組成物層となるべき粉状物を順に積層し、それを打錠機により圧縮成型する方法が挙げられる。
第二段成型は柱の軸方向とは異なる方向から圧縮成型するのであるが、好ましくは柱の軸方向と垂直方向から圧縮成型する。
【0041】
第二段成型は、上記柱状物を打錠機から取り出し、改めて第二の打錠機に装填して圧縮成型するのが一般的である。かかる取り出し工程や装填工程は人力によっても自動化してもよい。また、異なる方向、例えば柱の軸方向と垂直方向からの打錠を可能にする打錠機を製造すれば、一つの打錠機で第五の本発明を実施することができる。
さらに、二次圧縮時には前述のように割線を作成するほか、オーバル錠、カプレット錠など製剤の形を自由に変えることが可能である。
【0042】
なお、ひとたび圧縮成型した粉状物を再度圧縮成型すると、成型物はいったん破壊されたうえで再圧縮されるが、かかる破壊は均一には起きないため、二段階の成型では実用に耐える成型物は得られないのが技術常識であった。しかし、第五の本発明によれば、意外にも実用上問題のない錠剤が得られるのである。
【0043】
第五の本発明の製造方法は、第一ないし第三の本発明錠剤を製造するのに適している。すなわち、複数の柱状医薬組成物層を、第一ないし第三の本発明錠剤にいう薬物含有部または連結部に対応させ、かかる薬物含有部と連結部が交互になるようにし、かつ両端が薬物含有部となるように配置することで、第一ないし第三の本発明錠剤を製造することができる。要するに、第五の本発明は、第一の本発明等の錠剤について前述した製造方法をより一般化したものである。もっとも、第一ないし第三の本発明の錠剤は、この製造方法で製造されるものには限定されない。
【0044】
また、両端の柱状医薬組成物層を薬物無添加層もしくは薬物濃度が低い層とし、それ以外の層の少なくとも一つを当該薬物の濃度が相対的に高い層とすることにより、スティッキングなどの打錠障害のある薬物であっても容易に錠剤を製造することができるようになる。本発明には、かかる製造方法で得られる錠剤も包含する。
ここで、薬物無添加層または薬物低濃度層の量をコントロールすることにより、錠剤サイズ、薬物層の処方割合を変更せずに薬物の含量を変えることもできる。
【0045】
さらに、第二段成型工程は、この第一段成型品の側面からの圧縮成型であるため、粉体に比べ表面積が非常に少ないので、滑沢剤が不要かもしくはごく微量で打錠可能となる利点がある。これにより、打錠障害を起こし易い薬物でも、滑沢剤の過剰混合による硬度低下や溶出遅延を防ぐことができる。
また、第一段成型の多層錠打錠を行う場合において、通常の多層錠打錠よりも充填深さを深く取れるので、充填精度が高まる利点もある。
また、通常の1回圧縮成型だけでは調製される錠剤の形状が制限されるが、さらなる異なる方向からの圧縮成型により自由な形状の錠剤が調製可能となる場合がある。
【実施例】
【0046】
次に、本発明を実施例を用いて説明するが、本発明はこれらによって限定されるものではない。
【0047】
実施例1:(小型錠充填法1)下層充填 → 小型錠充填 → 圧縮成型 → コーティング
打錠機(畑鉄工製 HT-AP6SSU)に楕円型杵臼(富士薬品機械製 F−J0392−1上杵割線入り)を装着した。この臼に、ダイラクトーズR(フロイント製)に0.5%ステアリン酸マグネシウムを混合したものを80mg充填し下層とした。下層の長径の両端に直径3mm、重量15mgのR錠(HPC−Lと青色1号で着色したダイラクトーズRを圧縮成型したもの)を一つずつ充填し、圧縮成型した。圧縮成型時の与圧杵先間隔は1.10mm、本圧杵先間隔は0.92mm、充填深さは2.95mmとした。
この錠剤を、コーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 0.12%PEG 6000P水溶液)を233g噴霧後、乾燥した。
【0048】
実施例2:(小型錠充填法1)下層充填 → 小型錠充填 → 圧縮成型 → コーティング
打錠機(畑鉄工製 HT-AP6SSU)に楕円型杵臼(富士薬品機械製 F−J0392−1上杵割線入り)を装着した。この臼に、ダイラクトーズR(フロイント製)に0.5%ステアリン酸マグネシウムを混合したものを80mg充填し下層とした。下層の長径の両端に直径3mm、重量15mgのR錠(アスコルビン酸ナトリウムとステアリン酸マグネシウムとダイラクトーズRを圧縮成型したもの)を一つずつ充填し、圧縮成型した。圧縮成型時の与圧杵先間隔は1.10mm、本圧杵先間隔は0.92mm、充填深さは2.95mmとした。
この錠剤を、コーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 0.12%PEG 6000P水溶液)を233g噴霧後、乾燥した。
【0049】
実施例3:(小型錠充填法2)中心錠充填 → 小型錠充填 → 中心錠充填 → 圧縮成型 → コーティング
打錠機(畑鉄工製 HT−AP6SSU)に楕円型杵臼(富士薬品機械製 F−J0392−1上杵割線入り)を装着した。この臼の中心に短径方向と平行に直径3mm、重量45mgのR錠(ダイラクトーズRに0.5%ステアリン酸マグネシウム混合し、圧縮成型したもの)を充填し、長径方向に生じる隙間に、直径3mm、重量15mgのR錠(HPC−Lと青色1号で着色したダイラクトーズRを圧縮成型したもの)を充填した。さらに、最初に充填した錠剤の上に同じ錠剤を充填し、回転盤を回転させ圧縮成型した。圧縮成型時の与圧杵先間隔は1.07mm、本圧杵先間隔は1.02mm、充填深さは2.95mmとした。
この錠剤を、コーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 0.12%PEG 6000P水溶液)を233g噴霧後、乾燥した。
【0050】
実施例4:(小型錠充填法2)中心錠充填 → 小型錠充填 → 中心錠充填 → 圧縮成型 → コーティング
打錠機(畑鉄工製 HT−AP6SSU)に楕円型杵臼(富士薬品機械製 F−J0392−1上杵割線入り)を装着した。この臼の中心に短径方向と平行に直径3mm、重量45mgのR錠(アスコルビン酸ナトリウムとステアリン酸マグネシウムとダイラクトーズRを圧縮成型したもの)を充填し、長径方向に生じる隙間に、直径3mm、重量15mgのR錠(HPC−Lと青色1号で着色したダイラクトーズRを圧縮成型したもの)を充填した。さらに、最初に充填した錠剤の上に同じ錠剤を充填し、回転盤を回転させ圧縮成型した。圧縮成型時の与圧杵先間隔は1.07mm、本圧杵先間隔は1.02mm、充填深さは2.95mmとした。
この錠剤を、コーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 0.12%PEG 6000P水溶液)を233g噴霧後、乾燥した。
【0051】
実施例5:(多層錠二段圧縮法)3層錠作成 → 中間層を割線に平行に打錠
打錠機(畑鉄工製 HT−P18)に、6mm R錠用杵臼を装着し、上層30mg、中層60mg、下層30mgの3層錠を打錠した。上層、下層はダイラクトーズRに0.5%ステアリン酸マグネシウムを混合したもの、中層はダイラクトーズRにHPC−Lと青色1号で着色したものに0.5%ステアリン酸マグネシウムを混合したものを使用した。この錠剤を、打錠機(畑鐵工製 HT−AP6SS−U)で8mm割線錠用杵臼に錠剤の中層が割線部分に当たるようにして打錠した。
この錠剤を、コーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 0.12%PEG 6000P水溶液)を233g噴霧後、乾燥した。
【0052】
実施例6:(多層錠二段圧縮法)3層錠作成 → 中間層を割線に平行に打錠
打錠機(畑鉄工製 HT−P18)に、6mm R錠用杵臼を装着し、上層30mg、中層60mg、下層30mgの3層錠を打錠した。上層、下層はダイラクトーズRに0.5%ステアリン酸マグネシウムを混合したもの、中層はダイラクトーズRとアスコルビン酸ナトリウムと0.5%ステアリン酸マグネシウムを混合したものを使用した。この錠剤を、打錠機(畑鐵工製 HT−AP6SS−U)で8mm割線錠用杵臼に錠剤の中層が割線部分に当たるようにして打錠した。
この錠剤を、コーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 0.12%PEG 6000P水溶液)を233g噴霧後、乾燥した。
【0053】
実施例7:(多層錠二段圧縮法)3層錠作成 → 中間層を割線に平行に打錠
打錠機(畑鉄工製 HT−P18)に、7mm R錠用杵臼を装着し、上層50mg、中層150mg、下層50mgの3層錠を打錠した。上層、下層はダイラクトーズRに0.5%ステアリン酸マグネシウムを混合したもの、中層はダイラクトーズRにHPC−Lと青色1号で着色したものに0.5%ステアリン酸マグネシウムを混合したものを使用した。
この錠剤を、打錠機(畑鐵工製 HT−AP6SS−U)で8mm割線錠用杵臼(富士薬品機械製 F−J0379)に錠剤の中層が割線部分に当たるようにして打錠した。
【0054】
実施例8:(多層錠二段圧縮法)3層錠作成 → 中間層を割線に平行に打錠
打錠機(畑鉄工製 HT−P18)に、7mm R錠用杵臼を装着し、上層50mg、中層150mg、下層50mgの3層錠を打錠した。上層、下層はダイラクトーズRに0.5%ステアリン酸マグネシウムを混合したもの、中層はダイラクトーズRとアスコルビン酸ナトリウムと0.5%ステアリン酸マグネシウムを混合したものを使用した。
この錠剤を、打錠機(畑鐵工製 HT−AP6SS−U)で8mm割線錠用杵臼(富士薬品機械製 F−J0379)に錠剤の中層が割線部分に当たるようにして打錠した。
【0055】
実施例9:(多層錠二段圧縮法)3層錠作成 → 中間層を割線に平行に打錠
アスコルビン酸ナトリウム、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。
打錠機(畑鐵工製 HT−AP6SS−U)に、4.5mm3 R錠用杵臼(富士薬品機械製 H−JTR045)を装着し、アスコルビン酸ナトリウムが上層と下層にそれぞれ10mg含まれるように打錠用粉体を充填し、中層にはアスコルビン酸ナトリウムを含まない打錠用粉体を充填し、全体で約125mgになるように調整した。充填後、与圧杵先間隔4.16mm、本圧杵先間隔4.12mmで圧縮し3層錠とした。
【0056】
次に、打錠機(畑鐵工製 HT−AP6SS−U)に、特殊オーバル錠用杵臼(富士薬品機械製 F−J0392−1 Bタイプ)を装着し、得られた3層錠を横向きに杵臼内に充填し、中層が割線部分に当たるようにし与圧杵先間隔1.12mm、本圧杵先間隔1.07mmで打錠した。
これにより得られた錠剤をコーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 1.2%PEG 6000P水溶液)を150g噴霧後、乾燥した。
【0057】
実施例10:(分割パーツ法)主薬層充填 → 分割パーツ投入 → 圧縮成型
アスコルビン酸ナトリウム、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。この主薬を含まない打錠用顆粒を用いて、直径3mm、長さ6mmの円柱状の分割用パーツを圧縮成型により作製した。
打錠機(畑鐵工製 HT−AP6SS−U)に、特殊オーバル錠用杵臼(富士薬品機械製 上杵F−J0375 下杵 F−J0374)を装着し、アスコルビン酸ナトリウムを含む打錠用顆粒を90mg充填し、さらにこの中心部に分割用パーツを挿入し、与圧杵先間隔0.88mm、本圧杵先間隔0.83mmで圧縮成型した。
これにより得られた錠剤をコーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 1.2%PEG 6000P水溶液)を150g噴霧後、乾燥した。
【0058】
実施例11
アスコルビン酸ナトリウム、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。
アスコルビン酸ナトリウムを含む打錠粉体を用い、20mgの3mm糖衣型錠を作製した。打錠機(畑鐵工製 HT−AP6SS−U)に特殊オーバル錠杵臼(富士薬品機械製 上杵F−J0374 下杵F−J0374)を装着した。この臼に、アスコルビン酸ナトリウムを含まない打錠用粉体を115mg充填し、さらにアスコルビン酸ナトリウムを含む糖衣型錠を臼の長径の両端に一つずつ配置し、与圧杵先間隔1.78mm、本圧杵先間隔1.66mmで圧縮成型し、一体化させた。
【0059】
実施例12
アスコルビン酸ナトリウム、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。
アスコルビン酸ナトリウムを含む打錠粉体を用い、40mgの4mm平型錠を作製した。打錠機(畑鐵工製 HT−AP6SS−U)に特殊オーバル錠杵臼(富士薬品機械製 上杵F−J0374 下杵F−J0374)を装着した。この臼に、アスコルビン酸ナトリウムを含まない打錠用粉体を75mg充填し、さらにを含む平型錠を臼の長径の両端に一つずつ配置し、与圧杵先間隔1.57mm、本圧杵先間隔1.45mmで圧縮成型し、一体化させた。
【0060】
実施例13:(多層錠二段圧縮法)3層錠作成 → 中間層を割線に平行に打錠
フェブキソスタット、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。
打錠機(畑鐵工製 HT−AP6SS−U)に、4.5mm3 R錠用杵臼(富士薬品機械製 H−JTR045)を装着し、フェブキソスタットが上層と下層にそれぞれ10mg含まれるように打錠用粉体を充填し、中層にはフェブキソスタットを含まない打錠用粉体を充填し、全体で約125mgになるように調整した。充填後、与圧杵先間隔4.16mm、本圧杵先間隔4.12mmで圧縮し3層錠とした。
【0061】
次に、打錠機(畑鐵工製 HT−AP6SS−U)に、特殊オーバル錠用杵臼(富士薬品機械製 F−J0392−1 Bタイプ)を装着し、得られた3層錠を横向きに杵臼内に充填し、中層が割線部分に当たるようにし与圧杵先間隔1.12mm、本圧杵先間隔1.07mmで打錠した。
これにより得られた錠剤をコーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 1.2%PEG 6000P水溶液)を150g噴霧後、乾燥した。
【0062】
実施例14:(分割パーツ法)主薬層充填 → 分割パーツ投入 → 圧縮成型
フェブキソスタット、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。この主薬を含まない打錠用顆粒を用いて、直径3mm、長さ6mmの円柱状の分割用パーツを圧縮成型により作製した。
打錠機(畑鐵工製 HT−AP6SS−U)に、特殊オーバル錠用杵臼(富士薬品機械製 上杵F−J0375 下杵 F−J0374)を装着し、フェブキソスタットを含む打錠用顆粒を90mg充填し、さらにこの中心部に分割用パーツを挿入し、与圧杵先間隔0.88mm、本圧杵先間隔0.83mmで圧縮成型した。
これにより得られた錠剤をコーティング機(ハイコーターミニ フロイント製)を用いてフィルムコーティングを行った。運転条件は、吸気68から74℃、排気温度44から50℃、パン回転数20から30rpm、アトマイズエアー60NL/min、パターンエアー30NL/minで、コーティング液(6%HPMC TC−5 1.2%PEG 6000P水溶液)を150g噴霧後、乾燥した。
【0063】
実施例15
フェブキソスタット、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。
フェブキソスタットを含む打錠粉体を用い、20mgの3mm糖衣型錠を作製した。打錠機(畑鐵工製 HT−AP6SS−U)に特殊オーバル錠杵臼(富士薬品機械製 上杵F−J0374 下杵F−J0374)を装着した。この臼に、フェブキソスタットを含まない打錠用粉体を115mg充填し、さらにフェブキソスタットを含む糖衣型錠を臼の長径の両端に一つずつ配置し、与圧杵先間隔1.78mm、本圧杵先間隔1.66mmで圧縮成型し、一体化させた。
【0064】
実施例16
フェブキソスタット、乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒と乳糖、部分アルファー化デンプン、ヒドロキシプロピルセルロースからなる顆粒に、それぞれクロスカルメロースナトリウム、ステアリン酸マグネシウムを混合し、打錠用粉体とした。
フェブキソスタットを含む打錠粉体を用い、40mgの4mm平型錠を作製した。打錠機(畑鐵工製 HT−AP6SS−U)に特殊オーバル錠杵臼(富士薬品機械製 上杵F−J0374 下杵F−J0374)を装着した。この臼に、フェブキソスタットを含まない打錠用粉体を75mg充填し、さらにフェブキソスタットを含む平型錠を臼の長径の両端に一つずつ配置し、与圧杵先間隔1.57mm、本圧杵先間隔1.45mmで圧縮成型し、一体化させた。
【産業上の利用可能性】
【0065】
本発明の錠剤は医薬品であり、本発明は医薬品製造業において利用される。
【特許請求の範囲】
【請求項1】
同一断面の複数の柱状医薬組成物層が柱の軸方向に連なってなる柱状物を柱の軸方向に圧縮成型し、次に柱の軸方向とは異なる方向から圧縮成型することを特徴とする錠剤の製造方法。
【請求項2】
柱状物の両端がいずれも薬物を含有しない医薬組成物層である請求項1に記載の製造方法。
【請求項3】
それぞれ柱状の薬物含有部と連結部が、交互に、かつ両端が薬物含有部であるように柱の軸方向に連なってなる複数層の柱状物を、柱の軸方向とは異なる方向から圧縮成型することを特徴とする錠剤の製造方法。
【請求項4】
該圧縮成型の際、あるいはその後に割線を作成することを特徴とする、請求項3記載の錠剤の製造方法。
【請求項5】
柱の軸方向とは異なる方向が柱の軸方向に垂直な方向である請求項1から4のいずれかに記載の製造方法。
【請求項6】
圧縮成型する柱状物が3層の柱状物である請求項1から5のいずれかに記載の製造方法。
【請求項1】
同一断面の複数の柱状医薬組成物層が柱の軸方向に連なってなる柱状物を柱の軸方向に圧縮成型し、次に柱の軸方向とは異なる方向から圧縮成型することを特徴とする錠剤の製造方法。
【請求項2】
柱状物の両端がいずれも薬物を含有しない医薬組成物層である請求項1に記載の製造方法。
【請求項3】
それぞれ柱状の薬物含有部と連結部が、交互に、かつ両端が薬物含有部であるように柱の軸方向に連なってなる複数層の柱状物を、柱の軸方向とは異なる方向から圧縮成型することを特徴とする錠剤の製造方法。
【請求項4】
該圧縮成型の際、あるいはその後に割線を作成することを特徴とする、請求項3記載の錠剤の製造方法。
【請求項5】
柱の軸方向とは異なる方向が柱の軸方向に垂直な方向である請求項1から4のいずれかに記載の製造方法。
【請求項6】
圧縮成型する柱状物が3層の柱状物である請求項1から5のいずれかに記載の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−173932(P2011−173932A)
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願番号】特願2011−130219(P2011−130219)
【出願日】平成23年6月10日(2011.6.10)
【分割の表示】特願2007−531052(P2007−531052)の分割
【原出願日】平成18年8月17日(2006.8.17)
【出願人】(503369495)帝人ファーマ株式会社 (159)
【Fターム(参考)】
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願日】平成23年6月10日(2011.6.10)
【分割の表示】特願2007−531052(P2007−531052)の分割
【原出願日】平成18年8月17日(2006.8.17)
【出願人】(503369495)帝人ファーマ株式会社 (159)
【Fターム(参考)】
[ Back to top ]