
歪センサの取り付け構造及び歪測定装置
【課題】 本発明は、より簡易で部品点数の少ない態様で、歪センサを歪計測対象部材に押圧することができる歪センサの取り付け構造の提供を目的とする。
【解決手段】 射出成形機の構成要素である歪計測対象部材に取り付けられる歪センサの取り付け構造において、歪計測対象部材に磁力により吸着されて設けられる磁石を備え、歪センサは、歪計測対象部材の表面と磁石との間に挟まるように設けられることを特徴とする。
【解決手段】 射出成形機の構成要素である歪計測対象部材に取り付けられる歪センサの取り付け構造において、歪計測対象部材に磁力により吸着されて設けられる磁石を備え、歪センサは、歪計測対象部材の表面と磁石との間に挟まるように設けられることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、射出成形機の構成要素である歪計測対象部材に取り付けられる歪センサの取り付け構造及び歪測定装置に関する。
【背景技術】
【0002】
従来から、磁力により歪計測対象部材に吸着されて設けられる磁石を保持部材に結合すると共に、一端が歪センサ側に作用し他端が保持部材側に作用するスプリングを設け、磁石の吸着力により保持部材を歪計測対象部材側に引き付けることで、それに伴い圧縮するスプリングの反発力により歪センサを歪計測対象部材に押圧する歪センサの取り付け構造が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005-114403号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記の特許文献1に記載の構造では、磁石の吸着力を間接的に使用し、最終的にはスプリングの反発力により、歪センサを歪計測対象部材に押圧するものであるので、構造が複雑で、部品点数が多くなるという問題がある。
【0005】
そこで、本発明は、より簡易で部品点数の少ない態様で、歪センサを歪計測対象部材に押圧することができる歪センサの取り付け構造及び歪測定装置の提供を目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明の一局面によれば、射出成形機の構成要素である歪計測対象部材に取り付けられる歪センサの取り付け構造において、
前記歪計測対象部材に磁力により吸着されて設けられる磁石を備え、
前記歪センサは、前記歪計測対象部材の表面と前記磁石との間に挟まるように設けられることを特徴とする、歪センサの取り付け構造が提供される。
【発明の効果】
【0007】
本発明によれば、より簡易で部品点数の少ない態様で、歪センサを歪計測対象部材に押圧することができる歪センサの取り付け構造及び歪測定装置が得られる。
【図面の簡単な説明】
【0008】
【図1】本発明の実施の形態の射出成形機における型締装置の型閉じ時の状態を示す図である。
【図2】本発明の実施の形態の射出成形機における型締装置の型開き時の状態を示す図である。
【図3】荷重検出器55の一例を示す斜視図である。
【図4】荷重検出器55の取り付け部分の断面図である。
【図5】荷重検出器55が取り付けられる射出装置17の一例を示す図である。
【発明を実施するための形態】
【0009】
以下、図面を参照して、本発明を実施するための最良の形態の説明を行う。尚、本実施の形態において、型締装置については、型閉じを行う際の可動プラテンの移動方向を前方とし、型開きを行う際の可動プラテンの移動方向を後方とし、射出装置については、射出を行う際のスクリューの移動方向を前方とし、計量を行う際のスクリューの移動方向を後方として説明する。
【0010】
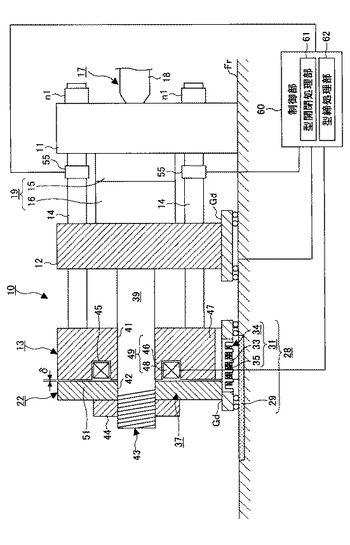
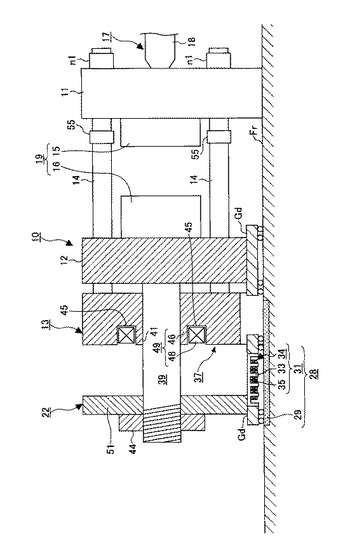
図1は本発明の実施の形態の射出成形機における型締装置の型閉じ時の状態を示す図、図2は本発明の実施の形態の射出成形機における型締装置の型開き時の状態を示す図である。尚、図1及び図2において、ハッチングを付された部材は主要断面を示す。
【0011】
図において、10は型締装置、Frは射出成形機のフレーム(架台)、Gdは、該フレームFrに対して可動なガイド、11は、図示されないガイド上又はフレームFr上に載置された固定プラテンであり、該固定プラテン11と所定の間隔を置いて、かつ、固定プラテン11と対向させてリヤプラテン13が配設され、固定プラテン11とリヤプラテン13との間に4本のタイバー14(図においては、4本のタイバー14のうちの2本だけを示す。)が架設される。尚、リヤプラテン13は、フレームFrに対して固定される。
【0012】
タイバー14の前端部(図において右端部)にはネジ部(図示せず)が形成され、該ネジ部にナットn1を螺合して締め付けることによって、タイバー14の前端部が固定プラテン11に固定される。タイバー14の後端部はリヤプラテン13に固定される。
【0013】
そして、タイバー14に沿って固定プラテン11と対向させて可動プラテン12が型開閉方向に進退自在に配設される。そのために、可動プラテン12がガイドGdに固定され、可動プラテン12におけるタイバー14と対応する箇所にタイバー14を貫通させるための図示されない又は切欠き部が形成される。尚、ガイドGdには、後述の吸着板22も固定される。ガイドGdは、図示のように、吸着板22と可動プラテン12のそれぞれに対して別々に設けられてもよいし、吸着板22と可動プラテン12に対して共通の一体物により構成されてもよい。
【0014】
また、固定プラテン11には固定金型15が、可動プラテン12には可動金型16がそれぞれ固定され、可動プラテン12の進退に伴って固定金型15と可動金型16とが接離させられ、型閉じ、型締め及び型開きが行われる。尚、型締めが行われるのに伴って、固定金型15と可動金型16との間に図示されないキャビティ空間が形成され、射出装置17の射出ノズル18から射出された図示されない樹脂がキャビティ空間に充墳される。また、固定金型15及び可動金型16によって金型装置19が構成される。
【0015】
吸着板22は、可動プラテン12と平行にガイドGdに固定される。これにより、吸着板22は、リヤプラテン13より後方において進退自在となる。吸着板22は、磁性材料で形成されてよい。例えば、吸着板22は、強磁性体から成る薄板を積層することによって形成される電磁積層鋼板により構成されてもよい。或いは、吸着板22は、鋳造により形成されてもよい。
【0016】
リニアモータ28は、可動プラテン12を進退させるため、ガイドGdに設けられる。リニアモータ28は、固定子29、及び可動子31を備え、固定子29は、フレームFr上において、ガイドGdと平行に、かつ、可動プラテン12の移動範囲に対応させて形成され、可動子31は、可動プラテン12の下端において、固定子29と対向させて、かつ、所定の範囲にわたって形成される。
【0017】
可動子31は、コア34及びコイル35を備える。そして、コア34は、固定子29に向けて突出させて、所定のピッチで形成された複数の磁極歯33を備え、コイル35は、各磁極歯33に巻装される。尚、磁極歯33は可動プラテン12の移動方向に対して直角の方向に、互いに平行に形成される。また、固定子29は、図示されないコア、及び該コア上に延在させて形成された図示されない永久磁石を備える。該永久磁石は、N極及びS極の各磁極を交互に着磁させることによって形成される。コイル35に所定の電流を供給することによってリニアモータ28を駆動すると、可動子31が進退させられ、それに伴って、ガイドGdにより可動プラテン12が進退させられ、型閉じ及び型開きを行うことができる。
【0018】
尚、本実施の形態においては、固定子29に永久磁石を、可動子31にコイル35を配設するようになっているが、固定子にコイルを、可動子に永久磁石を配設することもできる。その場合、リニアモータ28が駆動されるのに伴って、コイルが移動しないので、コイルに電力を供給するための配線を容易に行うことができる。
【0019】
尚、ガイドGdに可動プラテン12と吸着板22を固定する構成に限られず、可動プラテン12又は吸着板22にリニアモータ28の可動子31を設ける構成としてもよい。また、型開閉機構としては、リニアモータ28に限定されず、油圧式や電動式等であってもよい。
【0020】
可動プラテン12が前進させられて可動金型16が固定金型15に当接すると、型閉じが行われ、続いて、型締めが行われる。リヤプラテン13と吸着板22との間に、型締めを行うための電磁石ユニット37が配設される。また、リヤプラテン13及び吸着板22を貫通して延び、かつ、可動プラテン12と吸着板22とを連結するセンターロッド39が進退自在に配設される。該センターロッド39は、型閉じ時及び型開き時に、可動プラテン12の進退に連動させて吸着板22を進退させ、型締め時に、電磁石ユニット37によって発生させられた吸着力を可動プラテン12に伝達する。
【0021】
尚、固定プラテン11、可動プラテン12、リヤプラテン13、吸着板22、リニアモータ28、電磁石ユニット37、センターロッド39等によって型締装置10が構成される。
【0022】
電磁石ユニット37は、リヤプラテン13側に形成された電磁石49、及び吸着板22側に形成された吸着部51からなる。また、リヤプラテン13の後端面の所定の部分、本実施の形態においては、センターロッド39まわりに溝45が形成され、溝45よりも内側にコア46、及び溝45よりも外側にヨーク47が形成される。そして、溝45内でコア46まわりにコイル48が巻装される。尚、コア46及びヨーク47は、鋳物の一体構造で構成されるが、強磁性体から成る薄板を積層することによって形成され、電磁積層鋼板を構成してもよい。
【0023】
尚、本実施の形態において、リヤプラテン13とは別に電磁石49が、吸着板22とは別に吸着部51が形成されもよいし、リヤプラテン13の一部として電磁石を、吸着板22の一部として吸着部を形成してもよい。また、電磁石と吸着部の配置は、逆であってもよい。例えば、吸着板22側に電磁石49を設け、リヤプラテン13側に吸着部を設けてもよい。
【0024】
電磁石ユニット37において、コイル48に電流を供給すると、電磁石49が駆動され、吸着部51を吸着し、型締力を発生させることができる。
【0025】
センターロッド39は、後端部において吸着板22と連結させて、前端部において可動プラテン12と連結させて配設される。したがって、センターロッド39は、型閉じ時に可動プラテン12と共に前進させられて吸着板22を前進させ、型開き時に可動プラテン12と共に後退させられて吸着板22を後退させる。そのために、リヤプラテン13の中央部分に、センターロッド39を貫通させるための穴41が形成される。
【0026】
型締装置10のリニアモータ28及び電磁石49の駆動は、制御部60によって制御される。制御部60は、CPU及びメモリ等を備え、CPUによって演算された結果に応じて、リニアモータ28のコイル35や電磁石49のコイル48に電流を供給するための回路も備える。制御部60には、また、荷重検出器55が接続される。荷重検出器55は、型締装置10において、少なくとも1本のタイバー14の所定の位置(固定プラテン11とリヤプラテン13との間における所定の位置)に設置され、当該タイバー14にかかる荷重を検出する。図中では、上下二本のタイバー14に荷重検出器55が設置された例が示されている。荷重検出器55は、例えば、タイバー14の伸び量を検出するセンサによって構成される。荷重検出器55によって検出された荷重(歪)は、制御部60に送られる。制御部60は、荷重検出器55の出力に基づいて、型締力を検出する。尚、制御部60は、図2においては便宜上省略されている。
【0027】
尚、図示の例では、吸着板22の後方側には、型厚調整機構44が設けられる。型厚調整機構44は、金型装置19の厚さに対応させて、可動プラテン12と吸着板22との相対的な位置(即ちこれらの間の距離)を調整する機構である。型厚調整機構44の構成自体は任意であってよい。例えば、型厚調整機構44は、図示しない型厚調整用モータにより吸着板22に対するセンターロッド39の位置を可変する。これにより、吸着板22に対するセンターロッド39の位置が調整され、固定プラテン11に対する可動プラテン12の位置が調整される。すなわち、可動プラテン12と吸着板22との相対的な位置を変えることによって、型厚の調整が行われる。
【0028】
次に、型締装置10の動作について説明する。
【0029】
制御部60の型開閉処理部61によって型閉じ工程が制御される。図2の状態(型開き時の状態)において、型開閉処理部61は、コイル35に電流を供給する。続いて、リニアモータ28が駆動され、可動プラテン12が前進させられ、図1に示されるように、可動金型16が固定金型15に当接させられる。このとき、リヤプラテン13と吸着板22との間、すなわち、電磁石49と吸着部51との間には、ギャップδが形成される。尚、型閉じに必要とされる力は、型締力と比較されて十分に小さくされる。
【0030】
続いて、制御部60の型締処理部62は、型締工程を制御する。型締処理部62は、コイル48に電流を供給し、吸着部51を電磁石49の吸着力によって吸着する。それに伴って、吸着板22及びセンターロッド39を介して型締力が可動プラテン12に伝達され、型締めが行われる。型締め開始時等、型締力を変化させる際に、型締処理部62は、当該変化によって得るべき目標となる型締力、すなわち、定常状態で目標とする型締力を発生させるために必要な定常的な電流の値をコイル48に供給するように制御している。
【0031】
尚、型締力は荷重検出器55によって検出される。検出された型締力は制御部60に送られ、制御部60において、型締力が設定値になるようにコイル48に供給される電流が調整され、フィードバック制御が行われる。この間、射出装置17において溶融させられた樹脂が射出ノズル18から射出され、金型装置19のキャビティ空間に充墳される。
【0032】
キャビティ空間内の樹脂が冷却されて固化すると、型開閉処理部61は、型開き工程を制御する。型締処理部62は、図1の状態において、コイル48への電流の供給を停止する。それに伴って、リニアモータ28が駆動され、可動プラテン12が後退させられ、図2に示されるように、可動金型16が後退限位置に置かれ、型開きが行われる。
【0033】
ここで、図3以降を参照して、本発明の特徴的な構成について説明する。
【0034】
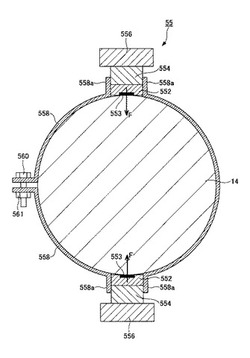
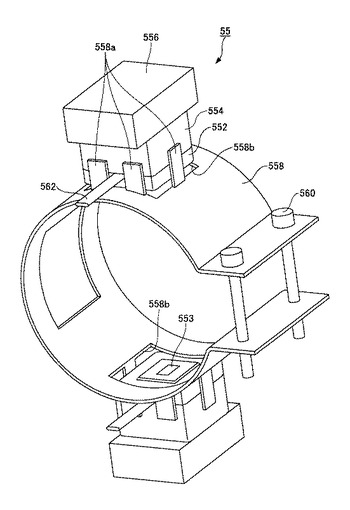
図3は、荷重検出器55の一例を示す斜視図である。図4は、荷重検出器55の取り付け部分の断面図である。尚、荷重検出器55は、上述の如く、タイバー14に設けられる。従って、本例では、タイバー14が「歪計測対象部材」に対応する。図示の例では、荷重検出器55は、タイバー14まわりの対角位置にそれぞれ設けられる。
【0035】
荷重検出器55は、歪センサ553を備える。歪センサ553は、歪計測対象部材(本例ではタイバー14)の歪を計測するセンサであり、例えば、歪ゲージ、半導体ゲージ、線ゲージ等であってよい。
【0036】
図示の例では、歪センサ553は、板状の金属プレート552上にゴム等の弾性部材を介して接着等により保持される。尚、金属プレート552は、アルミ、プラスティック等のような磁石が付かない材質で構成された板状部材で代替されてもよい。金属プレート552には、その他、調整抵抗等が実装されてもよいが、これらは省略されてもよい。また、歪センサ553には、制御部60に接続される信号線562(図3参照)が接続される。信号線562は、シールド線であってもよいが、シールド線でない簡易な構成であってもよい。
【0037】
荷重検出器55は、タイバー14に磁力により吸着されて設けられる磁石(永久磁石)554を備える。磁石554は、その吸着力により、タイバー14の表面に歪センサ553を押圧するように機能する。即ち、図4にて矢印Fで示すように、磁石554とタイバー14の間には、磁石554がタイバー14に引き付けられる方向に吸着力Fが発生する。この吸着力Fを利用して、タイバー14の表面に歪センサ553が押圧される。これにより、タイバー14の歪の計測に必要なタイバー14の表面と歪センサ553の間の押圧力を実現することができる。尚、必要な吸着力Fを確保するために、磁石554は、磁性体からなるヨーク556を備えてもよい。ヨーク556は、磁石554と一体的に結合される。
【0038】
より具体的には、歪センサ553は、タイバー14の表面と磁石554との間に挟まるように設けられる。磁石554は、タイバー14の径方向外側から金属プレート552上に重ねられる。これにより、歪センサ553に実質的に直接的に吸着力Fを作用させることができる。従って、従来技術で使用されていたスプリングを廃止することが可能であり、簡易で部品点数の少ない構成を実現することができる。
【0039】
磁石554は、好ましくは、金属プレート552と実質的に同一の外形を有する。これにより、後述のブラケット558の縦壁部558aにより磁石554及び金属プレート552の双方の位置決めを同時に実現することができる。
【0040】
荷重検出器55は、好ましくは、ブラケット558によりタイバー14に取り付けられる。ブラケット558は、図4に示すように、タイバー14の表面に沿って、タイバー14のまわりを囲繞するリング状の部材である。ブラケット558は、可撓性を有してもよい。ブラケット558は、端部同士をボルト560及びナット562で締結することで、タイバー14まわりに取り付けられてもよい。ブラケット558は、好ましくは、金属プレート552の外形に対応した穴558b(より正確には、金属プレート552の外形よりも僅かに大きい穴558b)と、穴558bまわりに形成され、タイバー14の表面から離れる方向に延在する縦壁部558aとを備える。縦壁部558aは、好ましくは、ブラケット558と一体に形成される。例えば、縦壁部558aは、ブラケット558の曲げ加工により形成されてもよい。
【0041】
縦壁部558aは、穴558bまわりの全周に亘って設けられてもよいし、図示の例のように、穴558bまわりの複数の所定位置に離散的に設けられてもよい。図示の例では、縦壁部558aは、信号線562を取り出すための間隔を有する態様で、信号線562の取り出し側に2つ設けられ、その他の3方の側では、1つずつ設けられる。但し、縦壁部558aの位置や数については任意である。但し、縦壁部558aの位置や数は、好ましくは、ブラケット558と一体に形成でき、且つ、信号線562を取り出すため間隔が形成されるように、決定される。
【0042】
穴558bまわりの各縦壁部558aは、図3及び図4に示すように、協動して、金属プレート552及び磁石554を位置決めする機能を果たす。
【0043】
組み付け時、先ず、タイバー14の表面に対してブラケット558が取り付けられる。次いで、ブラケット558の各縦壁部558aで囲まれた空間内に金属プレート552を挿入する。このとき、金属プレート552の外形は、穴558bよりも僅かに小さいので、金属プレート552は、タイバー14の表面に対して、タイバー14の径方向に移動可能である。次いで、磁石554とヨーク556の一体物が取り付けられる。このとき、磁石554がブラケット558の各縦壁部558aで囲まれた空間内に入るように取り付けられる。磁石554は、金属プレート552上に載置された状態で、タイバー14に吸着されるので、磁石554とヨーク556の一体物を保持等する追加の部材は不要である。また、磁石554は、タイバー14に吸着されるので、金属プレート552は、タイバー14の表面に対して、タイバー14の径方向に移動不能となる。また、磁石554がタイバー14に引き付けられる方向に吸着力により、タイバー14の歪の計測に必要なタイバー14の表面と歪センサ553の間の押圧力が実現される。このようにして、簡素な組み付け工程で、荷重検出器55をタイバー14に組み付けることができる。尚、磁石554とヨーク556及び金属プレート552(及びそこに保持される歪センサ553)は組み付け前に一体化され、一体化された状態でブラケット558の各縦壁部558aで囲まれた空間内に装着されてもよい。
【0044】
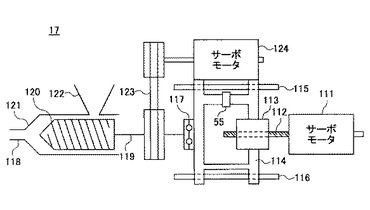
尚、以上説明した実施例では、歪計測対象部材はタイバー14であったが、歪計測対象部材は、任意であるし、測定する歪に基づいて検出される荷重の種類についても任意である。例えば、歪計測対象部材は、センターロッド39であってもよい。また、歪計測対象部材の断面は、円形である必要はなく、矩形や多角形等であってもよい。また、歪計測対象部材は、射出成形機における型締装置以外の装置における部材であってもよい。例えば、図5に示すように、荷重検出器55は、射出装置17のフレーム114aに、同様の態様で取り付けられてもよい。
【0045】
図5に示す射出装置17について概説すると、射出装置17は、射出用のサーボモータ111を備える。射出用のサーボモータ111の回転はボールネジ112に伝えられる。ボールネジ112の回転により前後進するナット113はプレッシャプレート114に固定されている。プレッシャプレート114は、ベースフレーム(図示せず)に固定されたガイドバー115、116に沿って移動可能である。プレッシャプレート114の前後進運動は、ベアリング117、射出軸119を介してスクリュー120に伝えられる。スクリュー120は、加熱シリンダ121内に回転可能に、しかも軸方向に移動可能に配置されている。加熱シリンダ121におけるスクリュー120の後部には、樹脂供給用のホッパ122が設けられている。射出軸119には、ベルトやプーリ等の連結部材123を介してスクリュー回転用のサーボモータ124の回転運動が伝達される。すなわち、スクリュー回転用のサーボモータ124により射出軸119が回転駆動されることにより、スクリュー120が回転する。可塑化/計量工程においては、加熱シリンダ121の中をスクリュー120が回転しながら後退することにより、スクリュー120の前部、すなわち加熱シリンダ121の射出ノズル18側に溶融樹脂が貯えられる。射出工程においては、スクリュー120の前方に貯えられた溶融樹脂を金型内に充填し、加圧することにより成形が行われる。この時、樹脂を押す力が荷重検出器55により反力として検出される。つまり、スクリュー前部における樹脂圧力が検出される。検出された圧力は、制御部60に入力される。また、保圧工程では、金型内に充填した樹脂が所定の圧力に保たれる。
【0046】
尚、図5に示す例では、プレッシャプレート114のフレーム114aに荷重検出器55が取り付けられているが、同様の軸方向の力が掛かる部位であれば、他の部位に荷重検出器55が取り付けられてもよい。
【0047】
以上、本発明の好ましい実施例について詳説したが、本発明は、上述した実施例に制限されることはなく、本発明の範囲を逸脱することなく、上述した実施例に種々の変形及び置換を加えることができる。
【0048】
例えば、上述では、特定の構成の型締装置10を例示しているが、型締装置10は、電磁石を利用して型締めを行う任意の構成であってよい。更に、型締装置10は、電磁石を利用して型締めを行うもの以外であってもよく、例えばトグル式の構成であってもよいし、電動式とトグル式の複合型であってもよい。これらの場合も、荷重検出器55が上述と同様の態様でタイバー等に設けることができる。
【符号の説明】
【0049】
Fr フレーム
Gd ガイド
10 型締装置
11 固定プラテン
12 可動プラテン
13 リヤプラテン
14 タイバー
15 固定金型
16 可動金型
17 射出装置
18 射出ノズル
19 金型装置
22 吸着板
28 リニアモータ
29 固定子
31 可動子
33 磁極歯
34 コア
35 コイル
37 電磁石ユニット
39 センターロッド
41 穴
44 型厚調整機構
45 溝
46 コア
47 ヨーク
48 コイル
49 電磁石
51 吸着部
55 荷重検出器
60 制御部
61 型開閉処理部
62 型締処理部
111 サーボモータ
112 ボールネジ
113 ナット
114 プレッシャプレート
114 フレーム
115,116 ガイドバー
117 ベアリング
119 射出軸
120 スクリュ
121 加熱シリンダ
122 ホッパ
123 連結部材
124 サーボモータ
552 金属プレート
553 歪センサ
554 磁石
556 ヨーク
558 ブラケット
558a 縦壁部
558b 穴
560 ボルト
561 ナット
562 信号線
【技術分野】
【0001】
本発明は、射出成形機の構成要素である歪計測対象部材に取り付けられる歪センサの取り付け構造及び歪測定装置に関する。
【背景技術】
【0002】
従来から、磁力により歪計測対象部材に吸着されて設けられる磁石を保持部材に結合すると共に、一端が歪センサ側に作用し他端が保持部材側に作用するスプリングを設け、磁石の吸着力により保持部材を歪計測対象部材側に引き付けることで、それに伴い圧縮するスプリングの反発力により歪センサを歪計測対象部材に押圧する歪センサの取り付け構造が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005-114403号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記の特許文献1に記載の構造では、磁石の吸着力を間接的に使用し、最終的にはスプリングの反発力により、歪センサを歪計測対象部材に押圧するものであるので、構造が複雑で、部品点数が多くなるという問題がある。
【0005】
そこで、本発明は、より簡易で部品点数の少ない態様で、歪センサを歪計測対象部材に押圧することができる歪センサの取り付け構造及び歪測定装置の提供を目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明の一局面によれば、射出成形機の構成要素である歪計測対象部材に取り付けられる歪センサの取り付け構造において、
前記歪計測対象部材に磁力により吸着されて設けられる磁石を備え、
前記歪センサは、前記歪計測対象部材の表面と前記磁石との間に挟まるように設けられることを特徴とする、歪センサの取り付け構造が提供される。
【発明の効果】
【0007】
本発明によれば、より簡易で部品点数の少ない態様で、歪センサを歪計測対象部材に押圧することができる歪センサの取り付け構造及び歪測定装置が得られる。
【図面の簡単な説明】
【0008】
【図1】本発明の実施の形態の射出成形機における型締装置の型閉じ時の状態を示す図である。
【図2】本発明の実施の形態の射出成形機における型締装置の型開き時の状態を示す図である。
【図3】荷重検出器55の一例を示す斜視図である。
【図4】荷重検出器55の取り付け部分の断面図である。
【図5】荷重検出器55が取り付けられる射出装置17の一例を示す図である。
【発明を実施するための形態】
【0009】
以下、図面を参照して、本発明を実施するための最良の形態の説明を行う。尚、本実施の形態において、型締装置については、型閉じを行う際の可動プラテンの移動方向を前方とし、型開きを行う際の可動プラテンの移動方向を後方とし、射出装置については、射出を行う際のスクリューの移動方向を前方とし、計量を行う際のスクリューの移動方向を後方として説明する。
【0010】
図1は本発明の実施の形態の射出成形機における型締装置の型閉じ時の状態を示す図、図2は本発明の実施の形態の射出成形機における型締装置の型開き時の状態を示す図である。尚、図1及び図2において、ハッチングを付された部材は主要断面を示す。
【0011】
図において、10は型締装置、Frは射出成形機のフレーム(架台)、Gdは、該フレームFrに対して可動なガイド、11は、図示されないガイド上又はフレームFr上に載置された固定プラテンであり、該固定プラテン11と所定の間隔を置いて、かつ、固定プラテン11と対向させてリヤプラテン13が配設され、固定プラテン11とリヤプラテン13との間に4本のタイバー14(図においては、4本のタイバー14のうちの2本だけを示す。)が架設される。尚、リヤプラテン13は、フレームFrに対して固定される。
【0012】
タイバー14の前端部(図において右端部)にはネジ部(図示せず)が形成され、該ネジ部にナットn1を螺合して締め付けることによって、タイバー14の前端部が固定プラテン11に固定される。タイバー14の後端部はリヤプラテン13に固定される。
【0013】
そして、タイバー14に沿って固定プラテン11と対向させて可動プラテン12が型開閉方向に進退自在に配設される。そのために、可動プラテン12がガイドGdに固定され、可動プラテン12におけるタイバー14と対応する箇所にタイバー14を貫通させるための図示されない又は切欠き部が形成される。尚、ガイドGdには、後述の吸着板22も固定される。ガイドGdは、図示のように、吸着板22と可動プラテン12のそれぞれに対して別々に設けられてもよいし、吸着板22と可動プラテン12に対して共通の一体物により構成されてもよい。
【0014】
また、固定プラテン11には固定金型15が、可動プラテン12には可動金型16がそれぞれ固定され、可動プラテン12の進退に伴って固定金型15と可動金型16とが接離させられ、型閉じ、型締め及び型開きが行われる。尚、型締めが行われるのに伴って、固定金型15と可動金型16との間に図示されないキャビティ空間が形成され、射出装置17の射出ノズル18から射出された図示されない樹脂がキャビティ空間に充墳される。また、固定金型15及び可動金型16によって金型装置19が構成される。
【0015】
吸着板22は、可動プラテン12と平行にガイドGdに固定される。これにより、吸着板22は、リヤプラテン13より後方において進退自在となる。吸着板22は、磁性材料で形成されてよい。例えば、吸着板22は、強磁性体から成る薄板を積層することによって形成される電磁積層鋼板により構成されてもよい。或いは、吸着板22は、鋳造により形成されてもよい。
【0016】
リニアモータ28は、可動プラテン12を進退させるため、ガイドGdに設けられる。リニアモータ28は、固定子29、及び可動子31を備え、固定子29は、フレームFr上において、ガイドGdと平行に、かつ、可動プラテン12の移動範囲に対応させて形成され、可動子31は、可動プラテン12の下端において、固定子29と対向させて、かつ、所定の範囲にわたって形成される。
【0017】
可動子31は、コア34及びコイル35を備える。そして、コア34は、固定子29に向けて突出させて、所定のピッチで形成された複数の磁極歯33を備え、コイル35は、各磁極歯33に巻装される。尚、磁極歯33は可動プラテン12の移動方向に対して直角の方向に、互いに平行に形成される。また、固定子29は、図示されないコア、及び該コア上に延在させて形成された図示されない永久磁石を備える。該永久磁石は、N極及びS極の各磁極を交互に着磁させることによって形成される。コイル35に所定の電流を供給することによってリニアモータ28を駆動すると、可動子31が進退させられ、それに伴って、ガイドGdにより可動プラテン12が進退させられ、型閉じ及び型開きを行うことができる。
【0018】
尚、本実施の形態においては、固定子29に永久磁石を、可動子31にコイル35を配設するようになっているが、固定子にコイルを、可動子に永久磁石を配設することもできる。その場合、リニアモータ28が駆動されるのに伴って、コイルが移動しないので、コイルに電力を供給するための配線を容易に行うことができる。
【0019】
尚、ガイドGdに可動プラテン12と吸着板22を固定する構成に限られず、可動プラテン12又は吸着板22にリニアモータ28の可動子31を設ける構成としてもよい。また、型開閉機構としては、リニアモータ28に限定されず、油圧式や電動式等であってもよい。
【0020】
可動プラテン12が前進させられて可動金型16が固定金型15に当接すると、型閉じが行われ、続いて、型締めが行われる。リヤプラテン13と吸着板22との間に、型締めを行うための電磁石ユニット37が配設される。また、リヤプラテン13及び吸着板22を貫通して延び、かつ、可動プラテン12と吸着板22とを連結するセンターロッド39が進退自在に配設される。該センターロッド39は、型閉じ時及び型開き時に、可動プラテン12の進退に連動させて吸着板22を進退させ、型締め時に、電磁石ユニット37によって発生させられた吸着力を可動プラテン12に伝達する。
【0021】
尚、固定プラテン11、可動プラテン12、リヤプラテン13、吸着板22、リニアモータ28、電磁石ユニット37、センターロッド39等によって型締装置10が構成される。
【0022】
電磁石ユニット37は、リヤプラテン13側に形成された電磁石49、及び吸着板22側に形成された吸着部51からなる。また、リヤプラテン13の後端面の所定の部分、本実施の形態においては、センターロッド39まわりに溝45が形成され、溝45よりも内側にコア46、及び溝45よりも外側にヨーク47が形成される。そして、溝45内でコア46まわりにコイル48が巻装される。尚、コア46及びヨーク47は、鋳物の一体構造で構成されるが、強磁性体から成る薄板を積層することによって形成され、電磁積層鋼板を構成してもよい。
【0023】
尚、本実施の形態において、リヤプラテン13とは別に電磁石49が、吸着板22とは別に吸着部51が形成されもよいし、リヤプラテン13の一部として電磁石を、吸着板22の一部として吸着部を形成してもよい。また、電磁石と吸着部の配置は、逆であってもよい。例えば、吸着板22側に電磁石49を設け、リヤプラテン13側に吸着部を設けてもよい。
【0024】
電磁石ユニット37において、コイル48に電流を供給すると、電磁石49が駆動され、吸着部51を吸着し、型締力を発生させることができる。
【0025】
センターロッド39は、後端部において吸着板22と連結させて、前端部において可動プラテン12と連結させて配設される。したがって、センターロッド39は、型閉じ時に可動プラテン12と共に前進させられて吸着板22を前進させ、型開き時に可動プラテン12と共に後退させられて吸着板22を後退させる。そのために、リヤプラテン13の中央部分に、センターロッド39を貫通させるための穴41が形成される。
【0026】
型締装置10のリニアモータ28及び電磁石49の駆動は、制御部60によって制御される。制御部60は、CPU及びメモリ等を備え、CPUによって演算された結果に応じて、リニアモータ28のコイル35や電磁石49のコイル48に電流を供給するための回路も備える。制御部60には、また、荷重検出器55が接続される。荷重検出器55は、型締装置10において、少なくとも1本のタイバー14の所定の位置(固定プラテン11とリヤプラテン13との間における所定の位置)に設置され、当該タイバー14にかかる荷重を検出する。図中では、上下二本のタイバー14に荷重検出器55が設置された例が示されている。荷重検出器55は、例えば、タイバー14の伸び量を検出するセンサによって構成される。荷重検出器55によって検出された荷重(歪)は、制御部60に送られる。制御部60は、荷重検出器55の出力に基づいて、型締力を検出する。尚、制御部60は、図2においては便宜上省略されている。
【0027】
尚、図示の例では、吸着板22の後方側には、型厚調整機構44が設けられる。型厚調整機構44は、金型装置19の厚さに対応させて、可動プラテン12と吸着板22との相対的な位置(即ちこれらの間の距離)を調整する機構である。型厚調整機構44の構成自体は任意であってよい。例えば、型厚調整機構44は、図示しない型厚調整用モータにより吸着板22に対するセンターロッド39の位置を可変する。これにより、吸着板22に対するセンターロッド39の位置が調整され、固定プラテン11に対する可動プラテン12の位置が調整される。すなわち、可動プラテン12と吸着板22との相対的な位置を変えることによって、型厚の調整が行われる。
【0028】
次に、型締装置10の動作について説明する。
【0029】
制御部60の型開閉処理部61によって型閉じ工程が制御される。図2の状態(型開き時の状態)において、型開閉処理部61は、コイル35に電流を供給する。続いて、リニアモータ28が駆動され、可動プラテン12が前進させられ、図1に示されるように、可動金型16が固定金型15に当接させられる。このとき、リヤプラテン13と吸着板22との間、すなわち、電磁石49と吸着部51との間には、ギャップδが形成される。尚、型閉じに必要とされる力は、型締力と比較されて十分に小さくされる。
【0030】
続いて、制御部60の型締処理部62は、型締工程を制御する。型締処理部62は、コイル48に電流を供給し、吸着部51を電磁石49の吸着力によって吸着する。それに伴って、吸着板22及びセンターロッド39を介して型締力が可動プラテン12に伝達され、型締めが行われる。型締め開始時等、型締力を変化させる際に、型締処理部62は、当該変化によって得るべき目標となる型締力、すなわち、定常状態で目標とする型締力を発生させるために必要な定常的な電流の値をコイル48に供給するように制御している。
【0031】
尚、型締力は荷重検出器55によって検出される。検出された型締力は制御部60に送られ、制御部60において、型締力が設定値になるようにコイル48に供給される電流が調整され、フィードバック制御が行われる。この間、射出装置17において溶融させられた樹脂が射出ノズル18から射出され、金型装置19のキャビティ空間に充墳される。
【0032】
キャビティ空間内の樹脂が冷却されて固化すると、型開閉処理部61は、型開き工程を制御する。型締処理部62は、図1の状態において、コイル48への電流の供給を停止する。それに伴って、リニアモータ28が駆動され、可動プラテン12が後退させられ、図2に示されるように、可動金型16が後退限位置に置かれ、型開きが行われる。
【0033】
ここで、図3以降を参照して、本発明の特徴的な構成について説明する。
【0034】
図3は、荷重検出器55の一例を示す斜視図である。図4は、荷重検出器55の取り付け部分の断面図である。尚、荷重検出器55は、上述の如く、タイバー14に設けられる。従って、本例では、タイバー14が「歪計測対象部材」に対応する。図示の例では、荷重検出器55は、タイバー14まわりの対角位置にそれぞれ設けられる。
【0035】
荷重検出器55は、歪センサ553を備える。歪センサ553は、歪計測対象部材(本例ではタイバー14)の歪を計測するセンサであり、例えば、歪ゲージ、半導体ゲージ、線ゲージ等であってよい。
【0036】
図示の例では、歪センサ553は、板状の金属プレート552上にゴム等の弾性部材を介して接着等により保持される。尚、金属プレート552は、アルミ、プラスティック等のような磁石が付かない材質で構成された板状部材で代替されてもよい。金属プレート552には、その他、調整抵抗等が実装されてもよいが、これらは省略されてもよい。また、歪センサ553には、制御部60に接続される信号線562(図3参照)が接続される。信号線562は、シールド線であってもよいが、シールド線でない簡易な構成であってもよい。
【0037】
荷重検出器55は、タイバー14に磁力により吸着されて設けられる磁石(永久磁石)554を備える。磁石554は、その吸着力により、タイバー14の表面に歪センサ553を押圧するように機能する。即ち、図4にて矢印Fで示すように、磁石554とタイバー14の間には、磁石554がタイバー14に引き付けられる方向に吸着力Fが発生する。この吸着力Fを利用して、タイバー14の表面に歪センサ553が押圧される。これにより、タイバー14の歪の計測に必要なタイバー14の表面と歪センサ553の間の押圧力を実現することができる。尚、必要な吸着力Fを確保するために、磁石554は、磁性体からなるヨーク556を備えてもよい。ヨーク556は、磁石554と一体的に結合される。
【0038】
より具体的には、歪センサ553は、タイバー14の表面と磁石554との間に挟まるように設けられる。磁石554は、タイバー14の径方向外側から金属プレート552上に重ねられる。これにより、歪センサ553に実質的に直接的に吸着力Fを作用させることができる。従って、従来技術で使用されていたスプリングを廃止することが可能であり、簡易で部品点数の少ない構成を実現することができる。
【0039】
磁石554は、好ましくは、金属プレート552と実質的に同一の外形を有する。これにより、後述のブラケット558の縦壁部558aにより磁石554及び金属プレート552の双方の位置決めを同時に実現することができる。
【0040】
荷重検出器55は、好ましくは、ブラケット558によりタイバー14に取り付けられる。ブラケット558は、図4に示すように、タイバー14の表面に沿って、タイバー14のまわりを囲繞するリング状の部材である。ブラケット558は、可撓性を有してもよい。ブラケット558は、端部同士をボルト560及びナット562で締結することで、タイバー14まわりに取り付けられてもよい。ブラケット558は、好ましくは、金属プレート552の外形に対応した穴558b(より正確には、金属プレート552の外形よりも僅かに大きい穴558b)と、穴558bまわりに形成され、タイバー14の表面から離れる方向に延在する縦壁部558aとを備える。縦壁部558aは、好ましくは、ブラケット558と一体に形成される。例えば、縦壁部558aは、ブラケット558の曲げ加工により形成されてもよい。
【0041】
縦壁部558aは、穴558bまわりの全周に亘って設けられてもよいし、図示の例のように、穴558bまわりの複数の所定位置に離散的に設けられてもよい。図示の例では、縦壁部558aは、信号線562を取り出すための間隔を有する態様で、信号線562の取り出し側に2つ設けられ、その他の3方の側では、1つずつ設けられる。但し、縦壁部558aの位置や数については任意である。但し、縦壁部558aの位置や数は、好ましくは、ブラケット558と一体に形成でき、且つ、信号線562を取り出すため間隔が形成されるように、決定される。
【0042】
穴558bまわりの各縦壁部558aは、図3及び図4に示すように、協動して、金属プレート552及び磁石554を位置決めする機能を果たす。
【0043】
組み付け時、先ず、タイバー14の表面に対してブラケット558が取り付けられる。次いで、ブラケット558の各縦壁部558aで囲まれた空間内に金属プレート552を挿入する。このとき、金属プレート552の外形は、穴558bよりも僅かに小さいので、金属プレート552は、タイバー14の表面に対して、タイバー14の径方向に移動可能である。次いで、磁石554とヨーク556の一体物が取り付けられる。このとき、磁石554がブラケット558の各縦壁部558aで囲まれた空間内に入るように取り付けられる。磁石554は、金属プレート552上に載置された状態で、タイバー14に吸着されるので、磁石554とヨーク556の一体物を保持等する追加の部材は不要である。また、磁石554は、タイバー14に吸着されるので、金属プレート552は、タイバー14の表面に対して、タイバー14の径方向に移動不能となる。また、磁石554がタイバー14に引き付けられる方向に吸着力により、タイバー14の歪の計測に必要なタイバー14の表面と歪センサ553の間の押圧力が実現される。このようにして、簡素な組み付け工程で、荷重検出器55をタイバー14に組み付けることができる。尚、磁石554とヨーク556及び金属プレート552(及びそこに保持される歪センサ553)は組み付け前に一体化され、一体化された状態でブラケット558の各縦壁部558aで囲まれた空間内に装着されてもよい。
【0044】
尚、以上説明した実施例では、歪計測対象部材はタイバー14であったが、歪計測対象部材は、任意であるし、測定する歪に基づいて検出される荷重の種類についても任意である。例えば、歪計測対象部材は、センターロッド39であってもよい。また、歪計測対象部材の断面は、円形である必要はなく、矩形や多角形等であってもよい。また、歪計測対象部材は、射出成形機における型締装置以外の装置における部材であってもよい。例えば、図5に示すように、荷重検出器55は、射出装置17のフレーム114aに、同様の態様で取り付けられてもよい。
【0045】
図5に示す射出装置17について概説すると、射出装置17は、射出用のサーボモータ111を備える。射出用のサーボモータ111の回転はボールネジ112に伝えられる。ボールネジ112の回転により前後進するナット113はプレッシャプレート114に固定されている。プレッシャプレート114は、ベースフレーム(図示せず)に固定されたガイドバー115、116に沿って移動可能である。プレッシャプレート114の前後進運動は、ベアリング117、射出軸119を介してスクリュー120に伝えられる。スクリュー120は、加熱シリンダ121内に回転可能に、しかも軸方向に移動可能に配置されている。加熱シリンダ121におけるスクリュー120の後部には、樹脂供給用のホッパ122が設けられている。射出軸119には、ベルトやプーリ等の連結部材123を介してスクリュー回転用のサーボモータ124の回転運動が伝達される。すなわち、スクリュー回転用のサーボモータ124により射出軸119が回転駆動されることにより、スクリュー120が回転する。可塑化/計量工程においては、加熱シリンダ121の中をスクリュー120が回転しながら後退することにより、スクリュー120の前部、すなわち加熱シリンダ121の射出ノズル18側に溶融樹脂が貯えられる。射出工程においては、スクリュー120の前方に貯えられた溶融樹脂を金型内に充填し、加圧することにより成形が行われる。この時、樹脂を押す力が荷重検出器55により反力として検出される。つまり、スクリュー前部における樹脂圧力が検出される。検出された圧力は、制御部60に入力される。また、保圧工程では、金型内に充填した樹脂が所定の圧力に保たれる。
【0046】
尚、図5に示す例では、プレッシャプレート114のフレーム114aに荷重検出器55が取り付けられているが、同様の軸方向の力が掛かる部位であれば、他の部位に荷重検出器55が取り付けられてもよい。
【0047】
以上、本発明の好ましい実施例について詳説したが、本発明は、上述した実施例に制限されることはなく、本発明の範囲を逸脱することなく、上述した実施例に種々の変形及び置換を加えることができる。
【0048】
例えば、上述では、特定の構成の型締装置10を例示しているが、型締装置10は、電磁石を利用して型締めを行う任意の構成であってよい。更に、型締装置10は、電磁石を利用して型締めを行うもの以外であってもよく、例えばトグル式の構成であってもよいし、電動式とトグル式の複合型であってもよい。これらの場合も、荷重検出器55が上述と同様の態様でタイバー等に設けることができる。
【符号の説明】
【0049】
Fr フレーム
Gd ガイド
10 型締装置
11 固定プラテン
12 可動プラテン
13 リヤプラテン
14 タイバー
15 固定金型
16 可動金型
17 射出装置
18 射出ノズル
19 金型装置
22 吸着板
28 リニアモータ
29 固定子
31 可動子
33 磁極歯
34 コア
35 コイル
37 電磁石ユニット
39 センターロッド
41 穴
44 型厚調整機構
45 溝
46 コア
47 ヨーク
48 コイル
49 電磁石
51 吸着部
55 荷重検出器
60 制御部
61 型開閉処理部
62 型締処理部
111 サーボモータ
112 ボールネジ
113 ナット
114 プレッシャプレート
114 フレーム
115,116 ガイドバー
117 ベアリング
119 射出軸
120 スクリュ
121 加熱シリンダ
122 ホッパ
123 連結部材
124 サーボモータ
552 金属プレート
553 歪センサ
554 磁石
556 ヨーク
558 ブラケット
558a 縦壁部
558b 穴
560 ボルト
561 ナット
562 信号線
【特許請求の範囲】
【請求項1】
射出成形機の構成要素である歪計測対象部材に取り付けられる歪センサの取り付け構造において、
前記歪計測対象部材に磁力により吸着されて設けられる磁石を備え、
前記歪センサは、前記歪計測対象部材の表面と前記磁石との間に挟まるように設けられることを特徴とする、歪センサの取り付け構造。
【請求項2】
前記歪センサを保持する金属プレートを更に備え、
前記磁石は、前記金属プレート上に載置される、請求項1に記載の歪センサの取り付け構造。
【請求項3】
前記金属プレートは、前記磁石の外形に対応した外形を有する、請求項2に記載の歪センサの取り付け構造。
【請求項4】
前記歪計測対象部材の表面を周方向に囲繞するブラケットを更に備え、
前記ブラケットは、前記金属プレートの外形に対応した穴と、前記穴まわりに形成され、前記歪計測対象部材の表面から離れる方向に延在する縦壁部とを備える、請求項3に記載の歪センサの取り付け構造。
【請求項5】
歪センサと磁石とを備える歪測定装置であって、
前記磁石は、射出成形機の構成要素である歪計測対象部材に磁力により吸着されて設けられ、
前記歪センサは、前記歪計測対象部材の表面と前記磁石との間に挟まるように設けられることを特徴とする、歪測定装置。
【請求項1】
射出成形機の構成要素である歪計測対象部材に取り付けられる歪センサの取り付け構造において、
前記歪計測対象部材に磁力により吸着されて設けられる磁石を備え、
前記歪センサは、前記歪計測対象部材の表面と前記磁石との間に挟まるように設けられることを特徴とする、歪センサの取り付け構造。
【請求項2】
前記歪センサを保持する金属プレートを更に備え、
前記磁石は、前記金属プレート上に載置される、請求項1に記載の歪センサの取り付け構造。
【請求項3】
前記金属プレートは、前記磁石の外形に対応した外形を有する、請求項2に記載の歪センサの取り付け構造。
【請求項4】
前記歪計測対象部材の表面を周方向に囲繞するブラケットを更に備え、
前記ブラケットは、前記金属プレートの外形に対応した穴と、前記穴まわりに形成され、前記歪計測対象部材の表面から離れる方向に延在する縦壁部とを備える、請求項3に記載の歪センサの取り付け構造。
【請求項5】
歪センサと磁石とを備える歪測定装置であって、
前記磁石は、射出成形機の構成要素である歪計測対象部材に磁力により吸着されて設けられ、
前記歪センサは、前記歪計測対象部材の表面と前記磁石との間に挟まるように設けられることを特徴とする、歪測定装置。
【図1】


【図2】
【図3】
【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−68552(P2013−68552A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−208156(P2011−208156)
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000002107)住友重機械工業株式会社 (2,241)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000002107)住友重機械工業株式会社 (2,241)
【Fターム(参考)】
[ Back to top ]