
歪付与後のCTOD特性に優れた極低温用鋼材およびその製造方法
【課題】後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材およびその製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.12%、Mn:0.4〜2.0%、Ni:5.5〜8.5%、Al:0.002〜0.05%、N:0.0015〜0.004%を含有し、残部はFeおよび不純物からなり、不純物のうちのSi:0.15%以下、P:0.05%以下およびS:0.008%以下であり、かつ次の(1)式で定義されるPhardeningの値が0.54〜0.65の鋼材であって、さらに鋼材表面から0.2mm以下の領域の平均有効結晶粒径が5.0μm以下である極低温用鋼材。Phardening=0.075Si+0.217Mn+0.042Ni+0.25Cr+0.32Mo・・・・(1)式、ここで、式中の元素記号は、各元素の含有量(質量%)を表す。
【解決手段】質量%で、C:0.01〜0.12%、Mn:0.4〜2.0%、Ni:5.5〜8.5%、Al:0.002〜0.05%、N:0.0015〜0.004%を含有し、残部はFeおよび不純物からなり、不純物のうちのSi:0.15%以下、P:0.05%以下およびS:0.008%以下であり、かつ次の(1)式で定義されるPhardeningの値が0.54〜0.65の鋼材であって、さらに鋼材表面から0.2mm以下の領域の平均有効結晶粒径が5.0μm以下である極低温用鋼材。Phardening=0.075Si+0.217Mn+0.042Ni+0.25Cr+0.32Mo・・・・(1)式、ここで、式中の元素記号は、各元素の含有量(質量%)を表す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、靭性に優れた極低温用鋼材およびその製造方法並びに当該鋼材を適用したLNGタンクに関する。なお、極低温用とは、LPG(Liquefied petroleum gas:
液化石油ガス)、LNG(Liquefied Natural Gas:液化天然ガス)などの液体の温度域、すなわち、−60℃以下の極低温環境での用途を意味する。本発明は、特に−165℃のLNG温度環境での用途を主なターゲットとしている。
【背景技術】
【0002】
LPGやLNGなどの液化ガスを貯蔵する極低温貯槽タンクを製造するための鋼材には、安全性確保の面から優れた破壊靱性が求められる。特に、日本のような地震の多発国に地上式LNGタンクを建設することを想定すると、地震を受けても変形残留は許容するが液密性及び機密性が保持されることが掲げられている。つまり、タンクの内槽材は板厚を貫通する破壊を許容することができない。そして、地震により大きな外力が付与されると、内槽材やアニュラープレートには大きな塑性変形を受けることも想定でき、この耐破壊性能として極めてレベルの高い特性が求められることになる。その要求に応える鋼の例として、9%Ni鋼がある。
【0003】
9%Ni鋼に対しては、従来、P、Sをはじめとする不純物の低減やCの低減、さらには3段熱処理法、即ち、「焼入れ(Q)、二相域焼入れ(L)および焼戻し(T)」という熱処理(QLT)、などの種々の改善が行われてきた。また、含Ni鋼の強度および靱性向上に有効な合金元素としてMoの添加が検討されてきた。
【0004】
上記のQLTやMo添加は、靱性改善の根幹となる残留オーステナイト量を増加させるためである。このような技術が記載された文献として、次の特許文献がある。
【0005】
特許文献1には、Mo:0.04〜0.5%を添加した3段熱処理法(QLT)または直接焼入−二相焼入法(DQ−LT)法によって製造した、板厚が40mm以上の9Ni鋼が開示されている。
【0006】
特許文献2には、焼入れ−焼戻し法(QT)または直接焼入れ-焼戻し法(DQ-T)法による板厚40mm以上の9%Ni鋼の製造方法が開示されている。
【0007】
しかしながら、近年の合金元素価格の高騰などで鋼材の価格が急騰している。Niなど高価な合金元素を多量に添加しなければならない9%Ni鋼においては、合金元素の価格上昇は、より一層の鋼材価格の上昇をもたらす。そこで、鋼材価格の抑制のために、コスト低減の少ないNi含有量で9%Ni鋼と同等以上の性能、例えば優れた靱性、を有する鋼材の開発が必要となってきている。このような低Ni型の極低温用鋼に関する従来技術としては、次の特許文献に開示されたものがある。
【0008】
特許文献3には4.0〜7.5%のNiを含有し、Ms点が370℃以下となる極低温用鋼が開示されている。また、特許文献4には、5.5〜10%のNiを含有する鋼およびその連続鋳造法が示されている。さらに、特許文献5および特許文献6には1.5〜9.5%のNiと0.02〜0.08%のMoを含有する鋼が開示されている。
【0009】
特許文献5および特許文献6には、溶接継手のCTOD(Crack Tip Opening Displacement:き裂先端開口変位)特性の記載がある。
【0010】
特許文献7には溶接止端部(Toe部)のCTOD特性改善についての知見が記載されている。この文献はSi、Al、Nを低減した化学成分調整によって熱影響部組織中へのセメンタイト析出を促進しCTOD特性を改善する方法が記載されている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平4-371520号公報
【特許文献2】特開平6-184630号公報
【特許文献3】特開平6-136483号公報
【特許文献4】特開平7-90504号公報
【特許文献5】特開平9-302445号公報
【特許文献6】特開2002-129280号公報
【特許文献7】WO2007/080645
【発明の概要】
【発明が解決しようとする課題】
【0012】
溶接継手のCTOD特性とは、き裂を有する材料が所定の温度に保持し曲げ外力を加えていくと、き裂が急速に進展する現象(不安定破壊)が起こる直前のき裂先端開口量の測定値(限界CTOD値)を示すものである。この限界CTOD値が大きいほど、靱性に優れている材料であると言える。
【0013】
一般に、9%Ni鋼の溶接継手には極めて高い低温靭性を有するオーステナイト系の溶接材料を用いることから、FLのCTOD特性は荷重負荷時のき裂先端領域において溶金組織において塑性変形が先行し、CTOD値が向上するという現象が見られる。これについては、例えば、佐藤ら:「力学的性質の急変部に切欠きをもつ材の塑性変形挙動とき裂開口変位」(溶接学会誌、第52巻、第2号、pp.86-93、(1983))にも一般的なアンダーマッチ継手の問題として、解析的に明らかにされていることである。
【0014】
しかしながら、Toe部においては、溶接金属の塑性変形の助けは殆ど無く、HAZ靭性そのもののCTOD評価ということになる。つまり、9%Ni鋼の溶接継手の脆性破壊発生特性の評価の中では、このToeノッチCTOD試験が最も厳しいものとなる。
【0015】
したがって、9%Ni鋼よりもNi含有量が少ない低Ni鋼材でもって、9%Ni鋼と同等以上の性能、例えば優れた靱性、を有する鋼材の開発をするに当たっても、HAZ靭性そのもののCTOD評価をするべく、このToeノッチCTOD試験によって溶接継手の脆性破壊発生特性の評価を行う必要がある。換言すれば、この低Ni鋼材には、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れていることが要求される。
【0016】
しかしながら、特許文献3には、溶接熱影響部(HAZ)の靱性の改善方法は開示されているが、HAZのCTOD特性についての記載はない。
【0017】
また、特許文献4には、連続鋳造方法の発明が開示されているにとどまり、9%Ni鋼と同等の母材特性を得るための化学成分の設計や製造方法については開示されておらず、また、CTOD特性だけでなく母材特性そのものも開示されていない。また、具体的に示されているNi量の最小値は9.08%であり、低Niで9%Ni鋼と同等の母材性能を得る手段は開示されていない。
【0018】
一方、特許文献5および特許文献6には溶接継手のCTOD特性の記載がある。しかし、このCTOD特性は、フュージョンライン(FL)部における限界CTOD値を示すものであり、溶接止端部(Toe部)における限界CTOD値を考慮したものではない。
【0019】
また、特許文献7にはToe部のCTOD特性改善についての知見が記載されている。しかしながら、ここで評価の対象としたのは、溶接したままの状態の継手であり、激震を経て、大きな塑性変形を受けた溶接継手ではない。地震を想定するLNGタンクの安全性を確実とするためには、この大きな塑性変形を経てもなお十分な耐破壊特性を有していることを確認する必要がある。
【0020】
本発明は、このような状況に鑑みてなされたものであって、その目的は、9%Ni鋼よりもNi含有量が少ない低Ni鋼材であって、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材およびその製造方法並びに当該鋼材を適用したLNGタンクを提供することにある。
【0021】
ここで、評価対象とするのは溶接ままの状態ではなく、地震において大きな塑性変形を経た後の溶接継手である。具体的には1%程度の引張塑性歪をその溶接止端部で受けた継手を評価対象とするものである。
【課題を解決するための手段】
【0022】
上記課題を解決するために、本発明者らは、Ni含有量が5.5〜8.5%の極低温用鋼について、Toe部の熱影響部組織を冶金学的に検討した結果、以下の(a)〜(h)に示す知見を得た。
【0023】
(a) 溶接継手を作製した場合、Toe部の熱影響部は焼きの入った組織となる傾向があるが、焼入れ性の乏しい化学成分系では一部上部ベイナイトが生成する場合がある。この上部ベイナイトが生成するケースでは熱影響部の破壊靭性の劣化は顕著であり、まずこの上部ベイナイトの生成を防ぐ必要がある。
【0024】
また、焼入れ性が過多の場合にはマルテンサイト組織にはなるが、冷却中にセメンタイトを析出させるオートテンパーの進行は極めて乏しい結果となり、この過焼入れ状態のマルテンサイト組織も避けなければならない。
【0025】
つまり、焼入れ性には適切な範囲が存在する。地震時のToe部CTOD特性を高位に維持するために、化学成分の調整は、適切な焼入れ組織となるマトリクス生成させることを前提としなければならず、さらに、オートテンパーによるマルテンサイト組織の改良を実現できるようにさらに調整する必要がある。
【0026】
(b) 通常、低温貯蔵タンクを製造する際には、厚み10mm以上の鋼材が用いられるため、多数パスによる溶接が必須となる。よって、溶接によって溶融点近傍まで加熱された母材組織も後続パスにより母材は相対的に低温での加熱とそれに引き続く冷却の履歴を受け、母材は細粒化や焼戻しされることとなる。この後、後続パスによる熱履歴の際、組織の微細化、テンパー効果によりCTOD特性は向上する。
【0027】
しかし、Toe位置のHAZ組織は最終パスによる熱影響を受けた箇所であるため、後続パスによる微細化やテンパー効果が期待できない。つまり、溶接冷却中のオートテンパー効果の進行が靭性良否の決め手となる。冶金学的に、オートテンパーによる焼戻しを加速させるためには、Si含有量を低減することが極めて重要である。
【0028】
(c) また、一般に熱影響部の靭性を確保するためには、不純物元素を最小化することも奏功することが知られている。本発明では、P、S、Nなどの不純物元素も極めて低減し熱影響部靭性向上を確実なものとしている。
【0029】
(d) 上記(a)〜(c)での知見から、Ni含有量が5.5%超〜8.5%未満の低Ni鋼のToe部熱影響組織の破壊靭性向上のためには適切な焼入れ性が必要であることが分かったため、種々の化学成分からなる鋼材についての実験を行った結果、次の(1)式で定義されるPhardeningがこの領域での焼入性を評価できるパラメータであることを見出した。そして、この値が0.54〜0.65を満足すれば焼入性が適切となり、もって低Ni鋼のToe部熱影響組織の破壊靭性が向上することが分かった。
Phardening=0.075Si+0.217Mn+0.042Ni+0.25Cr+0.32Mo ・・・・(1)式
ここで、式中の元素記号は、各元素の含有量(質量%)を表す。
【0030】
(e) さらに、溶接前のToe部の前組織の微細化が有効であることを知見した。Toe部は必ず鋼板の表面となるため、この表面の金属組織を細粒化しておけば良い。微細な前組織から変態したγ(オーステナイト)は自ずと微細な組織となり、さらにそのγから再変態するマルテンサイト組織は微細なものとなる。具体的には、鋼板表面領域(0〜0.2mm)の平均有効結晶粒径が5.0μm以下であればよい。
【0031】
(f) 以上に詳述したように、激震時に塑性変形を受けてなおも十分高位なCTOD特性をToe部で保有するためには、多数の限定条件が必要である。しかしながら、逆にそれらの限定条件を全て満足すればよいことが分かった。
【0032】
(g) また、これらの組織を有する鋼材とするための製造方法は特に限定されるものではないが、加熱条件や圧延条件の管理を適切に行うことで、加熱炉の占有時間を短くするような制御が可能である。加熱時間を短時間化することは、経済性のみならず、温室効果ガス排出抑制の観点でも重要となる。すなわち、鋼塊の加熱はなるべく低温で行うのが望ましく、また加熱時間も短い方が望ましい。なお、加熱温度が低温である場合には加熱時間は長時間でも許容できるが、逆に加熱温度が高温の場合には長時間の加熱時間は組織の粗大化を招くため許容できない。本発明者らは、種々実験を行った結果、鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、以下の(2)式および(3)式を満足すればよいことが分かった。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
【0033】
(h) さらに、圧延面では、圧延の最終仕上パスの圧下量を大きくとることが望ましい。これにより鋼材組織の細粒化が達成される。本発明者らはこの圧下量の規定を形状比として規定できることを見出した。すなわち、750℃以下の仕上温度にて、最終仕上パスの形状比Γが次の(4)式を満足するように鋼塊を圧延すればよい。
Γ=2×(R×(H1−H2))1/2/(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
【0034】
本発明は、上記の知見を基礎として完成したものであり、下記の(1)〜(5)の極低温用鋼材および(6)〜(9)の極低温用鋼材の製造方法並びに(10)〜(11)の当該鋼材を適用したLNGタンクをその要旨とする。
【0035】
(1) 質量%で、C:0.01〜0.12%、Mn:0.4〜2.0%、Ni:5.5〜8.5%、Al:0.002〜0.05%、N:0.0015〜0.004%を含有し、残部はFeおよび不純物からなり、不純物のうちのSi:0.15%以下、P:0.05%以下およびS:0.008%以下であり、かつ次の(1)式で定義されるPhardeningの値が0.54〜0.65の鋼材であって、さらに鋼材表面から0.2mm以下の領域の平均有効結晶粒径が5.0μm以下であることを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材。
Phardening=0.075Si+0.217Mn+0.042Ni+0.25Cr+0.32Mo ・・・・(1)式
ここで、式中の元素記号は、各元素の含有量(質量%)を表す。
【0036】
(2) Feの一部に代えて、質量%で、Cu:2.0%以下、Cr:1.5%以下、Mo:0.5%以下、V:0.1%以下およびB:0.005%以下のうちの1種又は2種以上を含有することを特徴とする、上記(1)の極低温用鋼材。
【0037】
(3) Feの一部に代えて、質量%で、Nb:0.1%以下およびTi:0.1%以下のうちの1種又は2種を含有することを特徴とする、上記(1)または(2)の極低温用鋼材。
【0038】
(4) Feの一部に代えて、質量%で、Sn:0.50%以下を含有することを特徴とする、上記(1)〜(3)のいずれかの極低温用鋼材。
【0039】
(5) Feの一部に代えて、質量%で、Ca:0.004%以下、Mg:0.002%以下およびREM:0.002%以下のうちの1種又は2種以上を含有することを特徴とする、上記(1)〜(4)のいずれかの極低温用鋼材。
【0040】
(6) 上記(1)〜(5)のいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2/(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3]次の(5)式を満足する冷却速度RA(℃/s)で鋼材を室温まで冷却する工程。
RA≧3・・・・・・・・・(5)式
ここで、RAは冷却時の板厚中心部における冷却速度(℃/s)を表す。
【0041】
(7) 上記(1)〜(5)のいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2/(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3]次の(5)式を満足する冷却速度RA(℃/s)で鋼材を室温まで冷却する工程。
RA≧3・・・・・・・・・(5)式
ここで、RAは冷却時の板厚中心部における冷却速度(℃/s)を表す。
[工程4][Ac1点+80℃]以下の温度で鋼材を焼戻す工程。
【0042】
(8) 上記(1)〜(5)のいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2/(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3’]鋼材を室温まで冷却する工程。
[工程3’’]Ac1点以上かつ900℃以下の温度で鋼材を再加熱する工程。
[工程3’’’]次の(6)式を満足する冷却速度RH(℃/s)で鋼材を焼入れする工程。
RH≧3・・・・・・・・・(6)式
ここで、RHは焼入れ時の板厚中心部における冷却速度(℃/s)を表す。
[工程4][Ac1点+80℃]以下の温度で鋼材を焼戻す工程。
【0043】
(9) 上記(1)〜(5)のいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2/(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3]次の(5)式を満足する冷却速度RA(℃/s)で鋼材を室温まで冷却する工程。
RA≧3・・・・・・・・・(5)式
ここで、RAは冷却時の板厚中心部における冷却速度(℃/s)を表す。
[工程3’’]Ac1点以上かつ900℃以下の温度で鋼材を再加熱する工程。
[工程3’’’’]鋼材を焼入れする工程。
[工程4][Ac1点+80℃]以下の温度で鋼材を焼戻す工程。
【0044】
(10) 上記(1)〜(5)のいずれかの極低温用鋼材を内槽部材に適用したことを特徴とするLNGタンク。
【0045】
(11) 上記(1)〜(5)のいずれかの極低温用鋼材をアニュラープレートに適用したことを特徴とするLNGタンク。
【発明の効果】
【0046】
9%Ni鋼よりもNi含有量が少ない低Ni鋼材であって、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材およびその製造方法並びに当該鋼材を適用したLNGタンクを提供することが可能になる。
【図面の簡単な説明】
【0047】
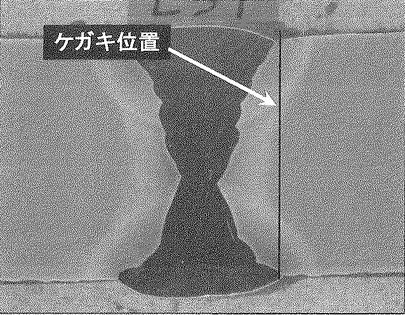
【図1】ToeノッチCTOD試験のための加工位置を示す(ケガキ位置として表示されている。)。
【発明を実施するための形態】
【0048】
以下に、本発明にかかる極低温用鋼材およびその製造方法並びに当該鋼材を適用したLNGタンクに関して、その要件毎に詳細に説明する。なお、含有量に関する「%」は、特に断らない限り、「質量%」を意味する。
【0049】
(A)化学組成に関して
C:0.01〜0.12%
Cは、母材の強度確保のために必要な元素である。その含有量が0.01%未満では必要な強度が確保できないだけでなく、FL(Fusion Line)でのラス形成が不十分になってFL近傍のHAZ(Heat Affected Zone)の靭性も低下するので、Cを0.01%以上含有させる必要がある。一方、その含有量が0.12%を超えると、HAZ、なかでもFL近傍のHAZの靭性劣化が著しくなる。したがって、Cの含有量は0.01〜0.12%とする。なお、Cの好ましい下限は0.03%、好ましい上限は0.09%である。
【0050】
Mn:0.4〜2.0%
Mnは、脱酸剤として、また、母材の強度と靭性確保およびHAZの焼入性確保のために必要な元素である。Mnの含有量が0.4%未満ではこれらの効果が得られないだけでなく、HAZにフェライトサイドプレートが生成してラス形成が不十分になり、溶接部の靭性が低下するので、Mnの含有量は0.4%以上とする。一方、Mnの含有量が2.0%を超えると、中心偏析による板厚方向での母材特性の不均一をもたらす。よって、Mnの含有量は0.4〜2.0%とする。Mnの好ましい下限は0.5%、より好ましい下限は0.6%である。Mnの好ましい上限は1.5%、より好ましい上限は1.1%である。
【0051】
Ni:5.5〜8.5%
Niは低温用鋼として靭性を確保するために必要な最も基本的な元素である。低温用鋼として靭性を確保するためには、5.5%以上のNiの含有量が必要である。Niの含有量が多ければ多いほど高い低温靭性が得られるが、その分コストアップの要因となるので、Niの含有量の上限は8.5%とする。したがって、Niの含有量のターゲットは5.5〜8.5%とする。なお、低温靭性の確保およびコスト抑制の観点から、Niの好ましい下限は6.0%、より好ましい下限は6.5%である。Niの好ましい上限は8.3%、より好ましい上限は8.0%である。
【0052】
Al:0.002〜0.05%
Alは、一般的には脱酸剤として含有させる元素であるが、本発明鋼の場合には、Siと同様に、マルテンサイトの自己焼戻し(Self-tempering)を遅延させる働きを有するため、Alの含有量はできるだけ少ない方が望ましい。しかしながら、Alの含有量が0.002%未満では十分な脱酸効果が得られない。一方、Alの含有量が0.05%を超えて過剰になると、前述したSiと同様に、溶接冷却過程において過飽和にCを固溶したマルテンサイトからのセメンタイトへの分解析出反応を抑制し、溶接部の靭性を低下させる。したがって、Alの含有量は0.002〜0.05%とする。Alの好ましい下限は0.005%、より好ましい下限は0.010%である。Alの好ましい上限は0.045%、より好ましい上限は0.04%である。
【0053】
N:0.0015〜0.004%
Nは、オーステナイトの安定化に寄与する元素である。また、Alと結合してAlNとなり加熱時のオーステナイト粒の微細化に効果を発揮する。これらの効果を得るには0.0015%以上含有させる必要がある。しかしながら、Nの含有量が0.004%を超えるとHAZ靭性の悪化の原因となる。したがって、Nの含有量は0.0015〜0.004%とする。Nの好ましい下限は0.0020%である。Nの好ましい上限は0.0035%である。
【0054】
本発明に係る低温用厚鋼板は、上記の成分のほか、残部がFeと不純物からなるものである。ここで、不純物とは、厚鋼板を工業的に製造する際に、鉱石やスクラップ等のような原料を始めとして、製造工程の種々の要因によって混入する成分であって、本発明に悪影響を与えない範囲で許容されるものを意味する。ただし、本発明においては、不純物のうち、Si、PおよびSについては、次のとおり、上限を規定する必要がある。
【0055】
Si:0.15%以下
Siは、不純物として鋼中に不可避的に存在するが、含有すれば、脱酸剤として作用する。しかしながら、Si含有量が0.15%を超えた場合には、オートテンパーを遅延させ、溶接冷却過程において過飽和にCを固溶したマルテンサイト中からのセメンタイトへの分解析出反応を抑制したり、または島状マルテンサイトを増加させたりするため、溶接部の靭性を低下させる。よって、Si含有量は0.15%以下とする。
【0056】
P:0.05%以下
Pは、不純物として鋼中に存在し、粒界に偏析して靭性を低下させる原因となる。Pの含有量が0.05%を超えると、溶接時に高温割れを招くため、Pの含有量を0.05%以下とする。なお、Pの含有量はできるだけ小さくするのがよく、Pの好ましい含有量は0.03%以下である。
【0057】
S:0.008%以下
Sは、不純物として鋼中に存在し、多すぎると中心偏析を助長したり、脆性破壊の原因となる延伸形状のMnSが多量に生成したりする原因となる。Sの含有量が0.008%を超えると、母材およびHAZの機械的性質が劣化する。Sの含有量はできるだけ小さくするのがよいため、下限は特に規定しない。なお、Sの好ましい含有量は0.003%以下である。
【0058】
本発明に係る低温用厚鋼板は、上記の成分の外に、Cu、Cr、Mo、V、B、Nb、Ti、Sn、Ca、MgおよびREMのうちの1種または2種以上をさらに含有してもよい。
【0059】
Cu:2.0%以下
Cuは、必要に応じて含有させることができる。Cuを含有させると、母材の強度を向上させることができる。しかしながら、この含有量が2.0%を超えると、Ac3点以下の温度に加熱されたHAZの靭性を劣化させるので、Cuの含有量は2.0%以下とする。好ましい上限は1.3%である。なお、Cuによる母材の強度向上効果を安定的に発現させるためには、Cuを0.1%以上含有させることが好ましい。より好ましいCuの下限は0.2%である。
【0060】
Cr:1.5%以下
Crは、必要に応じて含有させることができる。Crを含有させると、耐炭酸ガス腐食性と焼入性を向上させることができる。しかしながら、この含有量が1.5%を超えると、HAZの硬化の抑制が難しくなるだけでなく、耐炭酸ガス腐食性向上効果が飽和するので、Crの含有量を1.5%以下とする。好ましい上限は1.0%である。なお、Crによる耐炭酸ガス腐食性と焼入性の向上効果を安定的に発現させるためには、Crを0.05%以上含有させることが好ましい。より好ましいCrの下限は0.1%である。
【0061】
Mo:0.5%以下
Moは、必要に応じて含有させることができる。Moを含有させると、母材の強度と靱性を向上させる効果がある。しかしながら、この含有量が0.5%を超えると、HAZの硬度が高まり、靱性と耐SSC性を損なうので、Moの含有量を0.5%以下とする。好ましい上限は0.3%である。なお、Moによる母材の強度と靱性を向上させる効果を安定的に発現させるためには、Moを0.02%以上含有させることが好ましい。より好ましいMoの下限は0.05%である。
【0062】
V:0.1%以下
Vは、必要に応じて含有させることができる。Vを含有させると、主に焼戻し時の炭窒化物析出により母材の強度を向上させる効果がある。しかしながら、この含有量が0.1%を超えると、母材強度の性能向上効果が飽和し、靱性劣化を招くので、Vの含有量を0.1%以下とする。好ましい上限は0.08%である。なお、Vによる母材の強度を向上させる効果を安定的に発現させるためには、Vを0.015%以上含有させることが好ましい。より好ましいVの下限は0.02%である。
【0063】
B:0.005%以下
Bは、必要に応じて含有させることができる。Bを含有させると母材の強度を向上させる効果がある。しかしながら、この含有量が0.005%を超えると、粗大な硼素化合物の析出を招いて靭性を劣化させるので、Bの含有量を0.005%以下とする。好ましい上限は0.004%である。なお、Bによる母材の強度を向上させる効果を安定的に発現させるためには、Bを0.0003%以上含有させることが好ましい。より好ましいBの下限は0.001%である。
【0064】
Nb:0.1%以下
Nbは、必要に応じて含有させることができる。Nbを含有させると、組織を微細化して低温靭性を向上させる効果がある。しかしながら、この含有量が0.1%を超えると、粗大な炭化物や窒化物を形成し、靭性を低下させるので、Nbの含有量を0.1%以下とする。好ましい上限は0.08%である。なお、Nbによる低温靭性を向上させる効果を安定的に発現させるためには、Nbを0.01%以上含有させることが好ましい。より好ましいNbの下限は0.02%である。
【0065】
Ti:0.1%以下
Tiは、必要に応じて含有させることができる。Tiを含有させると、主に脱酸元素として利用するが、Al,Ti,Mnからなる酸化物相を形成させ組織を微細化する効果がある。しかしながら、この含有量が0.1%を超えると、形成される酸化物がTi酸化物、あるいはTi−Al酸化物となって分散密度が低下し、特に小入熱溶接部熱影響部における組織を微細化する能力が失われるので、Tiの含有量を0.1%以下とする。好ましい上限は0.07%である。なお、Tiによる組織を微細化する効果を安定的に発現させるためには、Tiを0.02%以上含有させることが好ましい。より好ましいTiの下限は0.03%である。
【0066】
Sn:0.50%以下
Snは、Sn2+となって溶解し、酸性塩化物溶液中でのインヒビター作用により腐食を抑制する作用を有する。また、Fe3+を速やかに還元させ、酸化剤としてのFe3+濃度を低減する作用を有することにより、Fe3+の腐食促進作用を抑制するので、高飛来塩分環境における耐候性を向上させる。また、Snには鋼のアノード溶解反応を抑制し耐食性を向上させる作用がある。この効果を得るためにSnを含有させてもよい。ただし、Snを0.50%を超えて含有させると、その効果は飽和する。このため、Snを含有させる場合には、その含有量を0.50%以下とする。好ましい上限は0.30%である。なお、Snによる上記の効果を安定的に発現させるため、Snを0.03%以上含有させることが好ましい。より好ましいSnの下限は0.05%である。
【0067】
鋼中にSnとCuを同時に含有する場合、鋼板製造する際に圧延割れが発生しやすくなる。これを防止するために、Snを添加した場合には、Cu含有量を0.2%未満に、かつCu含有量の比(Cu/Sn比)を 1.0以下とすることが好ましい。
【0068】
Ca:0.004%以下
Caは、必要に応じて含有させることができる。Caを含有させると、鋼中のSと反応して溶鋼中で酸硫化物(オキシサルファイド)を形成する。この酸硫化物はMnSなどと異なって、圧延加工で圧延方向に伸びることがないため、圧延後も球状であり、延伸した介在物の先端などを割れの起点とする溶接割れや水素誘起割れを抑制する効果がある。しかしながら、この含有量が0.004%を超えると、靱性の劣化を招くことがあるので、Caの含有量を0.004%以下とする。好ましい上限は0.003%である。なお、Caによる溶接割れや水素誘起割れを抑制する効果を安定的に発現させるためには、Caを0.0003%以上含有させることが好ましい。より好ましいCaの下限は0.0005%である。
【0069】
Mg:0.002%以下
Mgは、必要に応じて含有させることができる。Mgを含有させると、微細なMg含有酸化物を生成するので、γ粒径の微細化に効果がある。しかしながら、この含有量が0.002%を超えると、酸化物が多くなりすぎて延性低下をもたらすことがあるので、Mgの含有量を0.002%以下とする。好ましい上限は0.001%である。なお、Mgによるγ粒径の微細化効果を安定的に発現させるためには、Mgを0.0002%以上含有させることが好ましい。より好ましいMgの下限は0.0004%である。
【0070】
REM:0.002%以下
REM(希土類元素)は、必要に応じて含有させることができる。REMを含有させると、溶接熱影響部の組織を微細化し、またSを固定する効果がある。REMを過剰に含有させると、介在物を形成するので清浄度を低下させるが、REMの添加によって形成される介在物は、比較的靱性劣化への影響が小さいため、REMの含有量が0.002%以下であれば含有させても母材の靱性の低下は許容できる。したがって、REMの含有量を0.002%以下とする。好ましい上限は0.001%である。なお、REMによる溶接熱影響部の組織の微細化効果とSの固定効果を安定的に発現させるためには、REMを0.0002%以上含有させることが好ましい。より好ましいREMの下限は0.0003%である。
【0071】
ここで、REMとは、ランタノイドの15元素にYおよびScを合わせた17元素の総称であり、これらの元素のうちの1種または2種以上を含有させることができる。なお、REMの含有量はこれらの元素の合計含有量を意味する。
【0072】
Phardening :0.54〜0.65
Phardeningは、Ni含有量が5.5〜8.5%の低Ni鋼のToe部熱影響組織の破壊靭性向上のためには適切な焼入れ性が必要であることが分かったため、種々の化学成分からなる鋼材についての実験を行った結果得られた、この領域での焼入性を評価できるパラメータであって、次の(1)式で定義される。Phardeningが0.54よりも小さい数値の場合には、焼入れ性が低いため靭性不足となり、またPhardening が0.65を超える数値の場合には、焼入れ性過多となり同様に靭性不足となる。したがって、Phardeningは0.54〜0.65と規定した。
Phardening=0.075Si+0.217Mn+0.042Ni+0.25Cr+0.32Mo ・・・・(1)式
ここで、式中の元素記号は、各元素の含有量(質量%)を表す。
【0073】
(B)金属組織に関して
鋼材表面から0.2mm以下の領域の平均有効結晶粒径が5.0μm以下になるように、金属組織を微細化する。鋼の組織の細粒化は、組織の受け継ぎを通じてToe部熱影響組織自体を微細化したり、マルテンサイトのテンパー効果を促進する働きを持つから、溶接前のToe部の前組織の微細化が靱性の向上に有効となるからである。組織が微細化されることは、セメンタイトの析出サイトである旧γ粒界やパケット境界などが多く含まれることを意味し、セメンタイトの析出が促進される働きを有するからである。そして、その数値臨界点は、平均有効結晶粒径が5.0μm以下であることが実験的に求められた。より好ましい平均有効結晶粒径は3.0μm以下である。ここで、鋼材表面から0.2mm以下の領域を評価するのは、Toe部は必ず鋼板の表面となるためである。
【0074】
(C)製造方法に関して
本発明に係る極低温用鋼材は、以下に示す工程を経て製造することができる。ただし、以下の製造方法に限定されるものではない。
【0075】
なお、鋼塊については、格別にその鋳造条件を規定するものではない。造塊−分塊スラブを鋼塊として用いてもよいし、連続鋳造スラブを用いてもよい。製造効率、歩留りおよび省エネルギーの観点からは、連続鋳造スラブを用いることが好ましい。
【0076】
(C−1)鋼塊の加熱工程(工程1)
鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
【0077】
具体的には、鋼塊の加熱温度Tr(℃)は加熱炉における均熱帯の温度を用いればよく、そして、加熱時間t(hr)は鋼塊が均熱帯に在炉している時間を用いればよい。なお、Ac3点は次の(a)式に基づいて計算した値を用いればよい。
Ac3点=897.3−271.1×C+43.7×Si−17×Mn+117.8×P+15.95×S−40.8×Cu−22.3×Ni−6.5×Cr+6.5×Mo+65.8×V+145.2×Nb+56.9×Al+88.5×Ti−17968.4×B+121.8×N・・・(a)式
ここで、式中の元素記号は、それぞれの元素の含有量(質量%)を表す。
【0078】
加熱工程は鋼材の組織を大きく左右する。前述のように加熱温度が高温ほど組織の粗大化が進むので、高い加熱温度は好ましくない。通常、加熱工程では、加熱炉に挿入後徐々に鋼塊温度が上昇し、均熱帯の温度を超えた後、鋼塊温度が均熱帯の温度に定常化する、いわゆるオーバーシュートが起こりうる。オーバーシュートの発生で鋼塊温度が均熱帯の温度より50℃超となると、鋼塊の組織の粗大化が進み意図する組織が得られなくなる場合がある。このため、オーバーシュートする温度を50℃以下に制御することが好ましい。すなわち、加熱工程では、鋼塊がTr(℃)で安定する前の鋼塊の最高到達温度TOSを[Tr+50](℃)以下に抑制することが好ましい。
【0079】
加熱温度は、組織をオーストナイト変態させるためAc3点以上とする必要がある。なお、加熱温度を850℃以上にすることが好ましい。850℃以上の鋼塊は変形抵抗が小さく、次工程である熱間圧延工程で使用するロールへの負荷はそれほど大きくならないからである。一方、加熱温度は1000℃以下にすることが好ましい。1000℃以下での加熱であれば、十分な加熱時間を確保することができ、より均熱化した鋼塊を得ることができるからである。
【0080】
このように、加熱工程は鋼の組織を最も左右する工程であるため、厳密な制御が必要である。
【0081】
(C−2)圧延工程(工程2)
熱間圧延工程では、加熱した鋼塊の圧延を行う。具体的には、粗圧延と仕上圧延に分けて圧延すればよい。
【0082】
加熱した鋼塊に対する粗圧延においては、粗圧延終了時の鋼塊厚さが成品厚さ(鋼材厚さ)の3〜8倍になるまで圧下するのが好ましい。粗圧延終了後の鋼塊厚さを成品厚さの3倍以上となるように圧下すると、つづく仕上圧延において十分な圧下をすることができるので、成品厚鋼板の靱性を向上させることができる。一方、粗圧延終了後の鋼塊厚さを成品厚さの8倍以下となるように圧下すると、つづく仕上圧延での仕上温度(仕上圧延が終了する温度)を750℃以上に制御しやすくなる。
【0083】
仕上圧延では、このようにして粗圧延が行われた鋼塊に対し、冷却することなく引き続き、圧下を行って所定の板厚の成品とする。この仕上圧延では、仕上温度が750℃以下となるようにして圧延を行う。仕上圧延温度を750℃以下とするのは、圧延時に変形帯を積極的に組織中に導入することにより最終組織の有効結晶粒径を微細化するためである。また、仕上温度は650℃以上とすることが好ましい。仕上温度が650℃以上であれば、変形抵抗が小さく圧延し易いからである。なお、圧延中の温度は被圧延材である鋼塊または鋼材の表面温度を測定すればよい。圧延工程で最も重要なのは、最終仕上パスの圧下量の規定である。最終仕上パスの圧下量を大きくすれば、変形帯の導入が積極的になされ、最終的に生成する残留γを多く残し、アスペクト比を小さくするのに効果的である。そのため、最終仕上パスの形状比Γが(4)式を満足するように圧延する。
Γ=2×(R×(H1−H2))1/2 /(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
【0084】
(C−3)冷却工程(工程3、工程3’)
冷却工程では、仕上圧延をした圧延後の鋼材を冷却する。圧延後の鋼材の冷却速度は速い方が良い。具体的には、圧延後の冷却時の冷却速度が遅くなることにより、最終組織の有効結晶粒径が粗大化することを防ぐために、次の(5)式を満足する冷却速度RA(℃/s)で鋼材を室温まで冷却するのが好ましい。
RA≧3・・・・・・・・・(5)式
ここで、RAは冷却時の板厚中心部、すなわち、板厚tの(1/2)t位置における冷却速度(℃/s)を表す。
【0085】
なお、後述する焼入工程(D−5)を実施する場合、焼入れ時の板厚中心部における冷却速度RHを3℃/s以上とすれば、極低温用鋼材として十分な量の残留γ量を得ることができるので、この冷却工程での板厚中心部における冷却速度RAは3℃/s未満でもよい。
【0086】
(C−4)再加熱工程(工程3’’)
後述する焼入工程(D−5)を実施する場合には、鋼材を焼入温度まで再加熱する必要がある。焼入れ温度は、Ac1点以上かつ900℃以下の温度とするのが好ましい。Ac1点以上とすることによって残留γの増加を見込むことができるが、900℃を超える温度で加熱すると組織が粗大化するからである。ここで、Ac1点とは、パーライトからオーステナイトへの変態が完了する温度である。なお、焼入れ工程を実施しない場合には、再加熱工程は不要である。
【0087】
(C−5)焼入工程(工程3’’’、工程3’’’’)
焼入工程は必要に応じて実施することができる。上述した再加熱工程を経た後に焼入れをすることになるが、その組織を微細化し、初期残留γを増加させるために、次の(6)式を満足する冷却速度RH(℃/s)で鋼材を焼入れするのが好ましい。
RH≧3・・・・・・・・・(6)式
ここで、RHは焼入れ時の板厚中心部における冷却速度(℃/s)を表す。
【0088】
なお、冷却工程での冷却では、冷却速度RAを3℃/s以上とすることができない場合があるが、このような場合には、焼入工程での冷却速度RHを3℃/s以上とすることが残留γ量を増加させるための有効な手段となる。
【0089】
一方、冷却工程での冷却で、板厚中心部における冷却速度RAを3℃/s以上とした場合には、極低温用鋼材として十分な量の残留γ量を得ることができているので、この焼入工程での板厚中心部における冷却速度RHは3℃/s未満でもよい。
【0090】
焼入処理の方法はスプレー法など手段を問わない。また、冷却停止温度は200℃以下とすることが好ましい。
【0091】
(C−6)焼戻工程(工程4)
焼戻し工程は必要に応じて実施することができる。焼戻しにより鋼材に生じたマルテンサイト中の歪みを除去することができる。焼戻しを実施する場合には、[Ac1点+80℃]以下の温度で行う。焼戻しをこの温度域で行うのは、マルテンサイト組織を高靭性化することと残留γ量を増加させることができるためである。なお、効果的に歪み除去効果を得るためには、500℃以上とすることが好ましい。
【実施例1】
【0092】
表1に示す化学組成を有する41種類の鋼種からなる厚さ300mmの鋼塊(スラブ)を準備し、表2に示す条件にて、加熱・圧延・加速冷却などをおこなって仕上げ、その後、場合により熱処理を実施している。板厚は6〜50mmの鋼材である。得られた各鋼材からは、常温強度を評価するため、JISZ2201に規定される10号引張試験片もしくは5号引張試験片または板厚tの(1/4t)tの位置より4号試験片を採取した。方向は圧延直角方向である。また、同じ鋼材同士を、最大入熱量30kJ/cmの条件でTIG溶接にて接合し、その溶接部から、そのまま(As Weld)あるいは1%引張歪を付与した後、BS7448-1991に規定されるB×B試験片を採取して、−165℃の環境下にてCTOD試験を実施した。試験片は、Toe部に切欠きを位置させるものとし、各々3本ずつ採取し、これら3本の試験片の測定値の平均値でもって、限界CTOD値(δ−165 (As Weld)およびδ−165 (1%引張歪付与後))を評価した。
【0093】
【表1】

【0094】
【表2】
【0095】
また、「平均有効結晶粒径」を、EBSPにより評価した場合の方位差15°以上の組織境界で囲まれる部分の結晶粒径として測定した。すなわち、EBSP(Electron Backscatter Diffraction Pattern:電子線後方散乱パターン)法を用いて、倍率2000倍で5視野以上の観察を行い、15°以上の方位差を有する組織境界を粒界とみなし、ひとつの結晶内部の面積を求め、その面積を円相当径に換算したものの平均を平均有効結晶粒径として評価した。評価した板厚は0〜0.2mmの表面領域であり、方向は圧延直角方向である。
【0096】
以上の試験結果を表3にまとめて示す。
【0097】
【表3】
【0098】
なお、特性良否の判断基準は以下の通りである。
YS:590MPa以上、
TS:690MPa以上、
継手限界CTOD値:0.3mm以上。
【0099】
表3に示す特性評価結果からわかるように、化学組成(Phardeningを含む。)が本発明で規定する範囲内である鋼No.1〜35の鋼を使用し適切な製造を行ったTest No.1-a〜1-eおよび2〜35の鋼材は、表面近傍の平均有効結晶粒径を5.0μm以下に調整することが可能で、強度および1%の塑性変形を受けた後の継手Toe部の限界CTOD値(δ−165 (1%引張歪付与後))が目標範囲を満足している。
【0100】
これらに対して、Test No.1-fの鋼材は製造方法が適切でなく、最終仕上げパスの形状比が1未満だったため、鋼板表面近傍の平均結晶粒径が5μm超となった。このため、1%の塑性変形を受けた後の継手Toe部の限界CTOD値が目標範囲を下回った。
【0101】
TestNo.1-gおよびTestNo.1-hの鋼材は製造方法が適切でなく、(2)式を満足しなかったため、鋼板表面近傍の平均結晶粒径が5μm超となった。このため、1%の塑性変形を受けた後の継手Toe部の限界CTOD値が目標範囲を下回った。
【0102】
Test No.36の鋼材はPhardeningが大きく、TestNo.37の鋼材はPhardeningが小さく、TestNo.38の鋼材はMn含有量が高いため、強度特性は問題ないものの、1%の塑性変形を受けた後の継手Toe部の限界CTOD値が目標範囲を下回った。
【0103】
Test No.39の鋼材はNi含有量が低く、仕上圧延温度も高いため、鋼板表面近傍の平均結晶粒径が5μm超となった。このため、強度特性は問題ないものの、1%の塑性変形を受けた後の継手Toe部の限界CTOD値が目標範囲を下回った。
【0104】
TestNo.40の鋼材はAl含有量が高く、そしてTestNo.41の鋼材はN含有量が高いため、強度特性は問題ないものの、1%の塑性変形を受けた後の継手Toe部の限界CTOD値が目標範囲を下回った。
【産業上の利用可能性】
【0105】
本発明にかかる極低温用鋼材は、母材として溶接を行って使用しても、Toe部を含めた溶接熱影響部のCTOD特性に優れた特性を有する鋼が得られる。さらに激震により大きく塑性変形を受けた後でもこの良好な特性は確保される。この鋼は9%Ni鋼よりもNi含有量が少ないため安価でありながら低温靱性に優れているので、LNGのような低温物質の貯蔵タンク等の構造材料として好適である。
【技術分野】
【0001】
本発明は、靭性に優れた極低温用鋼材およびその製造方法並びに当該鋼材を適用したLNGタンクに関する。なお、極低温用とは、LPG(Liquefied petroleum gas:
液化石油ガス)、LNG(Liquefied Natural Gas:液化天然ガス)などの液体の温度域、すなわち、−60℃以下の極低温環境での用途を意味する。本発明は、特に−165℃のLNG温度環境での用途を主なターゲットとしている。
【背景技術】
【0002】
LPGやLNGなどの液化ガスを貯蔵する極低温貯槽タンクを製造するための鋼材には、安全性確保の面から優れた破壊靱性が求められる。特に、日本のような地震の多発国に地上式LNGタンクを建設することを想定すると、地震を受けても変形残留は許容するが液密性及び機密性が保持されることが掲げられている。つまり、タンクの内槽材は板厚を貫通する破壊を許容することができない。そして、地震により大きな外力が付与されると、内槽材やアニュラープレートには大きな塑性変形を受けることも想定でき、この耐破壊性能として極めてレベルの高い特性が求められることになる。その要求に応える鋼の例として、9%Ni鋼がある。
【0003】
9%Ni鋼に対しては、従来、P、Sをはじめとする不純物の低減やCの低減、さらには3段熱処理法、即ち、「焼入れ(Q)、二相域焼入れ(L)および焼戻し(T)」という熱処理(QLT)、などの種々の改善が行われてきた。また、含Ni鋼の強度および靱性向上に有効な合金元素としてMoの添加が検討されてきた。
【0004】
上記のQLTやMo添加は、靱性改善の根幹となる残留オーステナイト量を増加させるためである。このような技術が記載された文献として、次の特許文献がある。
【0005】
特許文献1には、Mo:0.04〜0.5%を添加した3段熱処理法(QLT)または直接焼入−二相焼入法(DQ−LT)法によって製造した、板厚が40mm以上の9Ni鋼が開示されている。
【0006】
特許文献2には、焼入れ−焼戻し法(QT)または直接焼入れ-焼戻し法(DQ-T)法による板厚40mm以上の9%Ni鋼の製造方法が開示されている。
【0007】
しかしながら、近年の合金元素価格の高騰などで鋼材の価格が急騰している。Niなど高価な合金元素を多量に添加しなければならない9%Ni鋼においては、合金元素の価格上昇は、より一層の鋼材価格の上昇をもたらす。そこで、鋼材価格の抑制のために、コスト低減の少ないNi含有量で9%Ni鋼と同等以上の性能、例えば優れた靱性、を有する鋼材の開発が必要となってきている。このような低Ni型の極低温用鋼に関する従来技術としては、次の特許文献に開示されたものがある。
【0008】
特許文献3には4.0〜7.5%のNiを含有し、Ms点が370℃以下となる極低温用鋼が開示されている。また、特許文献4には、5.5〜10%のNiを含有する鋼およびその連続鋳造法が示されている。さらに、特許文献5および特許文献6には1.5〜9.5%のNiと0.02〜0.08%のMoを含有する鋼が開示されている。
【0009】
特許文献5および特許文献6には、溶接継手のCTOD(Crack Tip Opening Displacement:き裂先端開口変位)特性の記載がある。
【0010】
特許文献7には溶接止端部(Toe部)のCTOD特性改善についての知見が記載されている。この文献はSi、Al、Nを低減した化学成分調整によって熱影響部組織中へのセメンタイト析出を促進しCTOD特性を改善する方法が記載されている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平4-371520号公報
【特許文献2】特開平6-184630号公報
【特許文献3】特開平6-136483号公報
【特許文献4】特開平7-90504号公報
【特許文献5】特開平9-302445号公報
【特許文献6】特開2002-129280号公報
【特許文献7】WO2007/080645
【発明の概要】
【発明が解決しようとする課題】
【0012】
溶接継手のCTOD特性とは、き裂を有する材料が所定の温度に保持し曲げ外力を加えていくと、き裂が急速に進展する現象(不安定破壊)が起こる直前のき裂先端開口量の測定値(限界CTOD値)を示すものである。この限界CTOD値が大きいほど、靱性に優れている材料であると言える。
【0013】
一般に、9%Ni鋼の溶接継手には極めて高い低温靭性を有するオーステナイト系の溶接材料を用いることから、FLのCTOD特性は荷重負荷時のき裂先端領域において溶金組織において塑性変形が先行し、CTOD値が向上するという現象が見られる。これについては、例えば、佐藤ら:「力学的性質の急変部に切欠きをもつ材の塑性変形挙動とき裂開口変位」(溶接学会誌、第52巻、第2号、pp.86-93、(1983))にも一般的なアンダーマッチ継手の問題として、解析的に明らかにされていることである。
【0014】
しかしながら、Toe部においては、溶接金属の塑性変形の助けは殆ど無く、HAZ靭性そのもののCTOD評価ということになる。つまり、9%Ni鋼の溶接継手の脆性破壊発生特性の評価の中では、このToeノッチCTOD試験が最も厳しいものとなる。
【0015】
したがって、9%Ni鋼よりもNi含有量が少ない低Ni鋼材でもって、9%Ni鋼と同等以上の性能、例えば優れた靱性、を有する鋼材の開発をするに当たっても、HAZ靭性そのもののCTOD評価をするべく、このToeノッチCTOD試験によって溶接継手の脆性破壊発生特性の評価を行う必要がある。換言すれば、この低Ni鋼材には、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れていることが要求される。
【0016】
しかしながら、特許文献3には、溶接熱影響部(HAZ)の靱性の改善方法は開示されているが、HAZのCTOD特性についての記載はない。
【0017】
また、特許文献4には、連続鋳造方法の発明が開示されているにとどまり、9%Ni鋼と同等の母材特性を得るための化学成分の設計や製造方法については開示されておらず、また、CTOD特性だけでなく母材特性そのものも開示されていない。また、具体的に示されているNi量の最小値は9.08%であり、低Niで9%Ni鋼と同等の母材性能を得る手段は開示されていない。
【0018】
一方、特許文献5および特許文献6には溶接継手のCTOD特性の記載がある。しかし、このCTOD特性は、フュージョンライン(FL)部における限界CTOD値を示すものであり、溶接止端部(Toe部)における限界CTOD値を考慮したものではない。
【0019】
また、特許文献7にはToe部のCTOD特性改善についての知見が記載されている。しかしながら、ここで評価の対象としたのは、溶接したままの状態の継手であり、激震を経て、大きな塑性変形を受けた溶接継手ではない。地震を想定するLNGタンクの安全性を確実とするためには、この大きな塑性変形を経てもなお十分な耐破壊特性を有していることを確認する必要がある。
【0020】
本発明は、このような状況に鑑みてなされたものであって、その目的は、9%Ni鋼よりもNi含有量が少ない低Ni鋼材であって、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材およびその製造方法並びに当該鋼材を適用したLNGタンクを提供することにある。
【0021】
ここで、評価対象とするのは溶接ままの状態ではなく、地震において大きな塑性変形を経た後の溶接継手である。具体的には1%程度の引張塑性歪をその溶接止端部で受けた継手を評価対象とするものである。
【課題を解決するための手段】
【0022】
上記課題を解決するために、本発明者らは、Ni含有量が5.5〜8.5%の極低温用鋼について、Toe部の熱影響部組織を冶金学的に検討した結果、以下の(a)〜(h)に示す知見を得た。
【0023】
(a) 溶接継手を作製した場合、Toe部の熱影響部は焼きの入った組織となる傾向があるが、焼入れ性の乏しい化学成分系では一部上部ベイナイトが生成する場合がある。この上部ベイナイトが生成するケースでは熱影響部の破壊靭性の劣化は顕著であり、まずこの上部ベイナイトの生成を防ぐ必要がある。
【0024】
また、焼入れ性が過多の場合にはマルテンサイト組織にはなるが、冷却中にセメンタイトを析出させるオートテンパーの進行は極めて乏しい結果となり、この過焼入れ状態のマルテンサイト組織も避けなければならない。
【0025】
つまり、焼入れ性には適切な範囲が存在する。地震時のToe部CTOD特性を高位に維持するために、化学成分の調整は、適切な焼入れ組織となるマトリクス生成させることを前提としなければならず、さらに、オートテンパーによるマルテンサイト組織の改良を実現できるようにさらに調整する必要がある。
【0026】
(b) 通常、低温貯蔵タンクを製造する際には、厚み10mm以上の鋼材が用いられるため、多数パスによる溶接が必須となる。よって、溶接によって溶融点近傍まで加熱された母材組織も後続パスにより母材は相対的に低温での加熱とそれに引き続く冷却の履歴を受け、母材は細粒化や焼戻しされることとなる。この後、後続パスによる熱履歴の際、組織の微細化、テンパー効果によりCTOD特性は向上する。
【0027】
しかし、Toe位置のHAZ組織は最終パスによる熱影響を受けた箇所であるため、後続パスによる微細化やテンパー効果が期待できない。つまり、溶接冷却中のオートテンパー効果の進行が靭性良否の決め手となる。冶金学的に、オートテンパーによる焼戻しを加速させるためには、Si含有量を低減することが極めて重要である。
【0028】
(c) また、一般に熱影響部の靭性を確保するためには、不純物元素を最小化することも奏功することが知られている。本発明では、P、S、Nなどの不純物元素も極めて低減し熱影響部靭性向上を確実なものとしている。
【0029】
(d) 上記(a)〜(c)での知見から、Ni含有量が5.5%超〜8.5%未満の低Ni鋼のToe部熱影響組織の破壊靭性向上のためには適切な焼入れ性が必要であることが分かったため、種々の化学成分からなる鋼材についての実験を行った結果、次の(1)式で定義されるPhardeningがこの領域での焼入性を評価できるパラメータであることを見出した。そして、この値が0.54〜0.65を満足すれば焼入性が適切となり、もって低Ni鋼のToe部熱影響組織の破壊靭性が向上することが分かった。
Phardening=0.075Si+0.217Mn+0.042Ni+0.25Cr+0.32Mo ・・・・(1)式
ここで、式中の元素記号は、各元素の含有量(質量%)を表す。
【0030】
(e) さらに、溶接前のToe部の前組織の微細化が有効であることを知見した。Toe部は必ず鋼板の表面となるため、この表面の金属組織を細粒化しておけば良い。微細な前組織から変態したγ(オーステナイト)は自ずと微細な組織となり、さらにそのγから再変態するマルテンサイト組織は微細なものとなる。具体的には、鋼板表面領域(0〜0.2mm)の平均有効結晶粒径が5.0μm以下であればよい。
【0031】
(f) 以上に詳述したように、激震時に塑性変形を受けてなおも十分高位なCTOD特性をToe部で保有するためには、多数の限定条件が必要である。しかしながら、逆にそれらの限定条件を全て満足すればよいことが分かった。
【0032】
(g) また、これらの組織を有する鋼材とするための製造方法は特に限定されるものではないが、加熱条件や圧延条件の管理を適切に行うことで、加熱炉の占有時間を短くするような制御が可能である。加熱時間を短時間化することは、経済性のみならず、温室効果ガス排出抑制の観点でも重要となる。すなわち、鋼塊の加熱はなるべく低温で行うのが望ましく、また加熱時間も短い方が望ましい。なお、加熱温度が低温である場合には加熱時間は長時間でも許容できるが、逆に加熱温度が高温の場合には長時間の加熱時間は組織の粗大化を招くため許容できない。本発明者らは、種々実験を行った結果、鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、以下の(2)式および(3)式を満足すればよいことが分かった。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
【0033】
(h) さらに、圧延面では、圧延の最終仕上パスの圧下量を大きくとることが望ましい。これにより鋼材組織の細粒化が達成される。本発明者らはこの圧下量の規定を形状比として規定できることを見出した。すなわち、750℃以下の仕上温度にて、最終仕上パスの形状比Γが次の(4)式を満足するように鋼塊を圧延すればよい。
Γ=2×(R×(H1−H2))1/2/(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
【0034】
本発明は、上記の知見を基礎として完成したものであり、下記の(1)〜(5)の極低温用鋼材および(6)〜(9)の極低温用鋼材の製造方法並びに(10)〜(11)の当該鋼材を適用したLNGタンクをその要旨とする。
【0035】
(1) 質量%で、C:0.01〜0.12%、Mn:0.4〜2.0%、Ni:5.5〜8.5%、Al:0.002〜0.05%、N:0.0015〜0.004%を含有し、残部はFeおよび不純物からなり、不純物のうちのSi:0.15%以下、P:0.05%以下およびS:0.008%以下であり、かつ次の(1)式で定義されるPhardeningの値が0.54〜0.65の鋼材であって、さらに鋼材表面から0.2mm以下の領域の平均有効結晶粒径が5.0μm以下であることを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材。
Phardening=0.075Si+0.217Mn+0.042Ni+0.25Cr+0.32Mo ・・・・(1)式
ここで、式中の元素記号は、各元素の含有量(質量%)を表す。
【0036】
(2) Feの一部に代えて、質量%で、Cu:2.0%以下、Cr:1.5%以下、Mo:0.5%以下、V:0.1%以下およびB:0.005%以下のうちの1種又は2種以上を含有することを特徴とする、上記(1)の極低温用鋼材。
【0037】
(3) Feの一部に代えて、質量%で、Nb:0.1%以下およびTi:0.1%以下のうちの1種又は2種を含有することを特徴とする、上記(1)または(2)の極低温用鋼材。
【0038】
(4) Feの一部に代えて、質量%で、Sn:0.50%以下を含有することを特徴とする、上記(1)〜(3)のいずれかの極低温用鋼材。
【0039】
(5) Feの一部に代えて、質量%で、Ca:0.004%以下、Mg:0.002%以下およびREM:0.002%以下のうちの1種又は2種以上を含有することを特徴とする、上記(1)〜(4)のいずれかの極低温用鋼材。
【0040】
(6) 上記(1)〜(5)のいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2/(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3]次の(5)式を満足する冷却速度RA(℃/s)で鋼材を室温まで冷却する工程。
RA≧3・・・・・・・・・(5)式
ここで、RAは冷却時の板厚中心部における冷却速度(℃/s)を表す。
【0041】
(7) 上記(1)〜(5)のいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2/(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3]次の(5)式を満足する冷却速度RA(℃/s)で鋼材を室温まで冷却する工程。
RA≧3・・・・・・・・・(5)式
ここで、RAは冷却時の板厚中心部における冷却速度(℃/s)を表す。
[工程4][Ac1点+80℃]以下の温度で鋼材を焼戻す工程。
【0042】
(8) 上記(1)〜(5)のいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2/(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3’]鋼材を室温まで冷却する工程。
[工程3’’]Ac1点以上かつ900℃以下の温度で鋼材を再加熱する工程。
[工程3’’’]次の(6)式を満足する冷却速度RH(℃/s)で鋼材を焼入れする工程。
RH≧3・・・・・・・・・(6)式
ここで、RHは焼入れ時の板厚中心部における冷却速度(℃/s)を表す。
[工程4][Ac1点+80℃]以下の温度で鋼材を焼戻す工程。
【0043】
(9) 上記(1)〜(5)のいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2/(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3]次の(5)式を満足する冷却速度RA(℃/s)で鋼材を室温まで冷却する工程。
RA≧3・・・・・・・・・(5)式
ここで、RAは冷却時の板厚中心部における冷却速度(℃/s)を表す。
[工程3’’]Ac1点以上かつ900℃以下の温度で鋼材を再加熱する工程。
[工程3’’’’]鋼材を焼入れする工程。
[工程4][Ac1点+80℃]以下の温度で鋼材を焼戻す工程。
【0044】
(10) 上記(1)〜(5)のいずれかの極低温用鋼材を内槽部材に適用したことを特徴とするLNGタンク。
【0045】
(11) 上記(1)〜(5)のいずれかの極低温用鋼材をアニュラープレートに適用したことを特徴とするLNGタンク。
【発明の効果】
【0046】
9%Ni鋼よりもNi含有量が少ない低Ni鋼材であって、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材およびその製造方法並びに当該鋼材を適用したLNGタンクを提供することが可能になる。
【図面の簡単な説明】
【0047】
【図1】ToeノッチCTOD試験のための加工位置を示す(ケガキ位置として表示されている。)。
【発明を実施するための形態】
【0048】
以下に、本発明にかかる極低温用鋼材およびその製造方法並びに当該鋼材を適用したLNGタンクに関して、その要件毎に詳細に説明する。なお、含有量に関する「%」は、特に断らない限り、「質量%」を意味する。
【0049】
(A)化学組成に関して
C:0.01〜0.12%
Cは、母材の強度確保のために必要な元素である。その含有量が0.01%未満では必要な強度が確保できないだけでなく、FL(Fusion Line)でのラス形成が不十分になってFL近傍のHAZ(Heat Affected Zone)の靭性も低下するので、Cを0.01%以上含有させる必要がある。一方、その含有量が0.12%を超えると、HAZ、なかでもFL近傍のHAZの靭性劣化が著しくなる。したがって、Cの含有量は0.01〜0.12%とする。なお、Cの好ましい下限は0.03%、好ましい上限は0.09%である。
【0050】
Mn:0.4〜2.0%
Mnは、脱酸剤として、また、母材の強度と靭性確保およびHAZの焼入性確保のために必要な元素である。Mnの含有量が0.4%未満ではこれらの効果が得られないだけでなく、HAZにフェライトサイドプレートが生成してラス形成が不十分になり、溶接部の靭性が低下するので、Mnの含有量は0.4%以上とする。一方、Mnの含有量が2.0%を超えると、中心偏析による板厚方向での母材特性の不均一をもたらす。よって、Mnの含有量は0.4〜2.0%とする。Mnの好ましい下限は0.5%、より好ましい下限は0.6%である。Mnの好ましい上限は1.5%、より好ましい上限は1.1%である。
【0051】
Ni:5.5〜8.5%
Niは低温用鋼として靭性を確保するために必要な最も基本的な元素である。低温用鋼として靭性を確保するためには、5.5%以上のNiの含有量が必要である。Niの含有量が多ければ多いほど高い低温靭性が得られるが、その分コストアップの要因となるので、Niの含有量の上限は8.5%とする。したがって、Niの含有量のターゲットは5.5〜8.5%とする。なお、低温靭性の確保およびコスト抑制の観点から、Niの好ましい下限は6.0%、より好ましい下限は6.5%である。Niの好ましい上限は8.3%、より好ましい上限は8.0%である。
【0052】
Al:0.002〜0.05%
Alは、一般的には脱酸剤として含有させる元素であるが、本発明鋼の場合には、Siと同様に、マルテンサイトの自己焼戻し(Self-tempering)を遅延させる働きを有するため、Alの含有量はできるだけ少ない方が望ましい。しかしながら、Alの含有量が0.002%未満では十分な脱酸効果が得られない。一方、Alの含有量が0.05%を超えて過剰になると、前述したSiと同様に、溶接冷却過程において過飽和にCを固溶したマルテンサイトからのセメンタイトへの分解析出反応を抑制し、溶接部の靭性を低下させる。したがって、Alの含有量は0.002〜0.05%とする。Alの好ましい下限は0.005%、より好ましい下限は0.010%である。Alの好ましい上限は0.045%、より好ましい上限は0.04%である。
【0053】
N:0.0015〜0.004%
Nは、オーステナイトの安定化に寄与する元素である。また、Alと結合してAlNとなり加熱時のオーステナイト粒の微細化に効果を発揮する。これらの効果を得るには0.0015%以上含有させる必要がある。しかしながら、Nの含有量が0.004%を超えるとHAZ靭性の悪化の原因となる。したがって、Nの含有量は0.0015〜0.004%とする。Nの好ましい下限は0.0020%である。Nの好ましい上限は0.0035%である。
【0054】
本発明に係る低温用厚鋼板は、上記の成分のほか、残部がFeと不純物からなるものである。ここで、不純物とは、厚鋼板を工業的に製造する際に、鉱石やスクラップ等のような原料を始めとして、製造工程の種々の要因によって混入する成分であって、本発明に悪影響を与えない範囲で許容されるものを意味する。ただし、本発明においては、不純物のうち、Si、PおよびSについては、次のとおり、上限を規定する必要がある。
【0055】
Si:0.15%以下
Siは、不純物として鋼中に不可避的に存在するが、含有すれば、脱酸剤として作用する。しかしながら、Si含有量が0.15%を超えた場合には、オートテンパーを遅延させ、溶接冷却過程において過飽和にCを固溶したマルテンサイト中からのセメンタイトへの分解析出反応を抑制したり、または島状マルテンサイトを増加させたりするため、溶接部の靭性を低下させる。よって、Si含有量は0.15%以下とする。
【0056】
P:0.05%以下
Pは、不純物として鋼中に存在し、粒界に偏析して靭性を低下させる原因となる。Pの含有量が0.05%を超えると、溶接時に高温割れを招くため、Pの含有量を0.05%以下とする。なお、Pの含有量はできるだけ小さくするのがよく、Pの好ましい含有量は0.03%以下である。
【0057】
S:0.008%以下
Sは、不純物として鋼中に存在し、多すぎると中心偏析を助長したり、脆性破壊の原因となる延伸形状のMnSが多量に生成したりする原因となる。Sの含有量が0.008%を超えると、母材およびHAZの機械的性質が劣化する。Sの含有量はできるだけ小さくするのがよいため、下限は特に規定しない。なお、Sの好ましい含有量は0.003%以下である。
【0058】
本発明に係る低温用厚鋼板は、上記の成分の外に、Cu、Cr、Mo、V、B、Nb、Ti、Sn、Ca、MgおよびREMのうちの1種または2種以上をさらに含有してもよい。
【0059】
Cu:2.0%以下
Cuは、必要に応じて含有させることができる。Cuを含有させると、母材の強度を向上させることができる。しかしながら、この含有量が2.0%を超えると、Ac3点以下の温度に加熱されたHAZの靭性を劣化させるので、Cuの含有量は2.0%以下とする。好ましい上限は1.3%である。なお、Cuによる母材の強度向上効果を安定的に発現させるためには、Cuを0.1%以上含有させることが好ましい。より好ましいCuの下限は0.2%である。
【0060】
Cr:1.5%以下
Crは、必要に応じて含有させることができる。Crを含有させると、耐炭酸ガス腐食性と焼入性を向上させることができる。しかしながら、この含有量が1.5%を超えると、HAZの硬化の抑制が難しくなるだけでなく、耐炭酸ガス腐食性向上効果が飽和するので、Crの含有量を1.5%以下とする。好ましい上限は1.0%である。なお、Crによる耐炭酸ガス腐食性と焼入性の向上効果を安定的に発現させるためには、Crを0.05%以上含有させることが好ましい。より好ましいCrの下限は0.1%である。
【0061】
Mo:0.5%以下
Moは、必要に応じて含有させることができる。Moを含有させると、母材の強度と靱性を向上させる効果がある。しかしながら、この含有量が0.5%を超えると、HAZの硬度が高まり、靱性と耐SSC性を損なうので、Moの含有量を0.5%以下とする。好ましい上限は0.3%である。なお、Moによる母材の強度と靱性を向上させる効果を安定的に発現させるためには、Moを0.02%以上含有させることが好ましい。より好ましいMoの下限は0.05%である。
【0062】
V:0.1%以下
Vは、必要に応じて含有させることができる。Vを含有させると、主に焼戻し時の炭窒化物析出により母材の強度を向上させる効果がある。しかしながら、この含有量が0.1%を超えると、母材強度の性能向上効果が飽和し、靱性劣化を招くので、Vの含有量を0.1%以下とする。好ましい上限は0.08%である。なお、Vによる母材の強度を向上させる効果を安定的に発現させるためには、Vを0.015%以上含有させることが好ましい。より好ましいVの下限は0.02%である。
【0063】
B:0.005%以下
Bは、必要に応じて含有させることができる。Bを含有させると母材の強度を向上させる効果がある。しかしながら、この含有量が0.005%を超えると、粗大な硼素化合物の析出を招いて靭性を劣化させるので、Bの含有量を0.005%以下とする。好ましい上限は0.004%である。なお、Bによる母材の強度を向上させる効果を安定的に発現させるためには、Bを0.0003%以上含有させることが好ましい。より好ましいBの下限は0.001%である。
【0064】
Nb:0.1%以下
Nbは、必要に応じて含有させることができる。Nbを含有させると、組織を微細化して低温靭性を向上させる効果がある。しかしながら、この含有量が0.1%を超えると、粗大な炭化物や窒化物を形成し、靭性を低下させるので、Nbの含有量を0.1%以下とする。好ましい上限は0.08%である。なお、Nbによる低温靭性を向上させる効果を安定的に発現させるためには、Nbを0.01%以上含有させることが好ましい。より好ましいNbの下限は0.02%である。
【0065】
Ti:0.1%以下
Tiは、必要に応じて含有させることができる。Tiを含有させると、主に脱酸元素として利用するが、Al,Ti,Mnからなる酸化物相を形成させ組織を微細化する効果がある。しかしながら、この含有量が0.1%を超えると、形成される酸化物がTi酸化物、あるいはTi−Al酸化物となって分散密度が低下し、特に小入熱溶接部熱影響部における組織を微細化する能力が失われるので、Tiの含有量を0.1%以下とする。好ましい上限は0.07%である。なお、Tiによる組織を微細化する効果を安定的に発現させるためには、Tiを0.02%以上含有させることが好ましい。より好ましいTiの下限は0.03%である。
【0066】
Sn:0.50%以下
Snは、Sn2+となって溶解し、酸性塩化物溶液中でのインヒビター作用により腐食を抑制する作用を有する。また、Fe3+を速やかに還元させ、酸化剤としてのFe3+濃度を低減する作用を有することにより、Fe3+の腐食促進作用を抑制するので、高飛来塩分環境における耐候性を向上させる。また、Snには鋼のアノード溶解反応を抑制し耐食性を向上させる作用がある。この効果を得るためにSnを含有させてもよい。ただし、Snを0.50%を超えて含有させると、その効果は飽和する。このため、Snを含有させる場合には、その含有量を0.50%以下とする。好ましい上限は0.30%である。なお、Snによる上記の効果を安定的に発現させるため、Snを0.03%以上含有させることが好ましい。より好ましいSnの下限は0.05%である。
【0067】
鋼中にSnとCuを同時に含有する場合、鋼板製造する際に圧延割れが発生しやすくなる。これを防止するために、Snを添加した場合には、Cu含有量を0.2%未満に、かつCu含有量の比(Cu/Sn比)を 1.0以下とすることが好ましい。
【0068】
Ca:0.004%以下
Caは、必要に応じて含有させることができる。Caを含有させると、鋼中のSと反応して溶鋼中で酸硫化物(オキシサルファイド)を形成する。この酸硫化物はMnSなどと異なって、圧延加工で圧延方向に伸びることがないため、圧延後も球状であり、延伸した介在物の先端などを割れの起点とする溶接割れや水素誘起割れを抑制する効果がある。しかしながら、この含有量が0.004%を超えると、靱性の劣化を招くことがあるので、Caの含有量を0.004%以下とする。好ましい上限は0.003%である。なお、Caによる溶接割れや水素誘起割れを抑制する効果を安定的に発現させるためには、Caを0.0003%以上含有させることが好ましい。より好ましいCaの下限は0.0005%である。
【0069】
Mg:0.002%以下
Mgは、必要に応じて含有させることができる。Mgを含有させると、微細なMg含有酸化物を生成するので、γ粒径の微細化に効果がある。しかしながら、この含有量が0.002%を超えると、酸化物が多くなりすぎて延性低下をもたらすことがあるので、Mgの含有量を0.002%以下とする。好ましい上限は0.001%である。なお、Mgによるγ粒径の微細化効果を安定的に発現させるためには、Mgを0.0002%以上含有させることが好ましい。より好ましいMgの下限は0.0004%である。
【0070】
REM:0.002%以下
REM(希土類元素)は、必要に応じて含有させることができる。REMを含有させると、溶接熱影響部の組織を微細化し、またSを固定する効果がある。REMを過剰に含有させると、介在物を形成するので清浄度を低下させるが、REMの添加によって形成される介在物は、比較的靱性劣化への影響が小さいため、REMの含有量が0.002%以下であれば含有させても母材の靱性の低下は許容できる。したがって、REMの含有量を0.002%以下とする。好ましい上限は0.001%である。なお、REMによる溶接熱影響部の組織の微細化効果とSの固定効果を安定的に発現させるためには、REMを0.0002%以上含有させることが好ましい。より好ましいREMの下限は0.0003%である。
【0071】
ここで、REMとは、ランタノイドの15元素にYおよびScを合わせた17元素の総称であり、これらの元素のうちの1種または2種以上を含有させることができる。なお、REMの含有量はこれらの元素の合計含有量を意味する。
【0072】
Phardening :0.54〜0.65
Phardeningは、Ni含有量が5.5〜8.5%の低Ni鋼のToe部熱影響組織の破壊靭性向上のためには適切な焼入れ性が必要であることが分かったため、種々の化学成分からなる鋼材についての実験を行った結果得られた、この領域での焼入性を評価できるパラメータであって、次の(1)式で定義される。Phardeningが0.54よりも小さい数値の場合には、焼入れ性が低いため靭性不足となり、またPhardening が0.65を超える数値の場合には、焼入れ性過多となり同様に靭性不足となる。したがって、Phardeningは0.54〜0.65と規定した。
Phardening=0.075Si+0.217Mn+0.042Ni+0.25Cr+0.32Mo ・・・・(1)式
ここで、式中の元素記号は、各元素の含有量(質量%)を表す。
【0073】
(B)金属組織に関して
鋼材表面から0.2mm以下の領域の平均有効結晶粒径が5.0μm以下になるように、金属組織を微細化する。鋼の組織の細粒化は、組織の受け継ぎを通じてToe部熱影響組織自体を微細化したり、マルテンサイトのテンパー効果を促進する働きを持つから、溶接前のToe部の前組織の微細化が靱性の向上に有効となるからである。組織が微細化されることは、セメンタイトの析出サイトである旧γ粒界やパケット境界などが多く含まれることを意味し、セメンタイトの析出が促進される働きを有するからである。そして、その数値臨界点は、平均有効結晶粒径が5.0μm以下であることが実験的に求められた。より好ましい平均有効結晶粒径は3.0μm以下である。ここで、鋼材表面から0.2mm以下の領域を評価するのは、Toe部は必ず鋼板の表面となるためである。
【0074】
(C)製造方法に関して
本発明に係る極低温用鋼材は、以下に示す工程を経て製造することができる。ただし、以下の製造方法に限定されるものではない。
【0075】
なお、鋼塊については、格別にその鋳造条件を規定するものではない。造塊−分塊スラブを鋼塊として用いてもよいし、連続鋳造スラブを用いてもよい。製造効率、歩留りおよび省エネルギーの観点からは、連続鋳造スラブを用いることが好ましい。
【0076】
(C−1)鋼塊の加熱工程(工程1)
鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
【0077】
具体的には、鋼塊の加熱温度Tr(℃)は加熱炉における均熱帯の温度を用いればよく、そして、加熱時間t(hr)は鋼塊が均熱帯に在炉している時間を用いればよい。なお、Ac3点は次の(a)式に基づいて計算した値を用いればよい。
Ac3点=897.3−271.1×C+43.7×Si−17×Mn+117.8×P+15.95×S−40.8×Cu−22.3×Ni−6.5×Cr+6.5×Mo+65.8×V+145.2×Nb+56.9×Al+88.5×Ti−17968.4×B+121.8×N・・・(a)式
ここで、式中の元素記号は、それぞれの元素の含有量(質量%)を表す。
【0078】
加熱工程は鋼材の組織を大きく左右する。前述のように加熱温度が高温ほど組織の粗大化が進むので、高い加熱温度は好ましくない。通常、加熱工程では、加熱炉に挿入後徐々に鋼塊温度が上昇し、均熱帯の温度を超えた後、鋼塊温度が均熱帯の温度に定常化する、いわゆるオーバーシュートが起こりうる。オーバーシュートの発生で鋼塊温度が均熱帯の温度より50℃超となると、鋼塊の組織の粗大化が進み意図する組織が得られなくなる場合がある。このため、オーバーシュートする温度を50℃以下に制御することが好ましい。すなわち、加熱工程では、鋼塊がTr(℃)で安定する前の鋼塊の最高到達温度TOSを[Tr+50](℃)以下に抑制することが好ましい。
【0079】
加熱温度は、組織をオーストナイト変態させるためAc3点以上とする必要がある。なお、加熱温度を850℃以上にすることが好ましい。850℃以上の鋼塊は変形抵抗が小さく、次工程である熱間圧延工程で使用するロールへの負荷はそれほど大きくならないからである。一方、加熱温度は1000℃以下にすることが好ましい。1000℃以下での加熱であれば、十分な加熱時間を確保することができ、より均熱化した鋼塊を得ることができるからである。
【0080】
このように、加熱工程は鋼の組織を最も左右する工程であるため、厳密な制御が必要である。
【0081】
(C−2)圧延工程(工程2)
熱間圧延工程では、加熱した鋼塊の圧延を行う。具体的には、粗圧延と仕上圧延に分けて圧延すればよい。
【0082】
加熱した鋼塊に対する粗圧延においては、粗圧延終了時の鋼塊厚さが成品厚さ(鋼材厚さ)の3〜8倍になるまで圧下するのが好ましい。粗圧延終了後の鋼塊厚さを成品厚さの3倍以上となるように圧下すると、つづく仕上圧延において十分な圧下をすることができるので、成品厚鋼板の靱性を向上させることができる。一方、粗圧延終了後の鋼塊厚さを成品厚さの8倍以下となるように圧下すると、つづく仕上圧延での仕上温度(仕上圧延が終了する温度)を750℃以上に制御しやすくなる。
【0083】
仕上圧延では、このようにして粗圧延が行われた鋼塊に対し、冷却することなく引き続き、圧下を行って所定の板厚の成品とする。この仕上圧延では、仕上温度が750℃以下となるようにして圧延を行う。仕上圧延温度を750℃以下とするのは、圧延時に変形帯を積極的に組織中に導入することにより最終組織の有効結晶粒径を微細化するためである。また、仕上温度は650℃以上とすることが好ましい。仕上温度が650℃以上であれば、変形抵抗が小さく圧延し易いからである。なお、圧延中の温度は被圧延材である鋼塊または鋼材の表面温度を測定すればよい。圧延工程で最も重要なのは、最終仕上パスの圧下量の規定である。最終仕上パスの圧下量を大きくすれば、変形帯の導入が積極的になされ、最終的に生成する残留γを多く残し、アスペクト比を小さくするのに効果的である。そのため、最終仕上パスの形状比Γが(4)式を満足するように圧延する。
Γ=2×(R×(H1−H2))1/2 /(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
【0084】
(C−3)冷却工程(工程3、工程3’)
冷却工程では、仕上圧延をした圧延後の鋼材を冷却する。圧延後の鋼材の冷却速度は速い方が良い。具体的には、圧延後の冷却時の冷却速度が遅くなることにより、最終組織の有効結晶粒径が粗大化することを防ぐために、次の(5)式を満足する冷却速度RA(℃/s)で鋼材を室温まで冷却するのが好ましい。
RA≧3・・・・・・・・・(5)式
ここで、RAは冷却時の板厚中心部、すなわち、板厚tの(1/2)t位置における冷却速度(℃/s)を表す。
【0085】
なお、後述する焼入工程(D−5)を実施する場合、焼入れ時の板厚中心部における冷却速度RHを3℃/s以上とすれば、極低温用鋼材として十分な量の残留γ量を得ることができるので、この冷却工程での板厚中心部における冷却速度RAは3℃/s未満でもよい。
【0086】
(C−4)再加熱工程(工程3’’)
後述する焼入工程(D−5)を実施する場合には、鋼材を焼入温度まで再加熱する必要がある。焼入れ温度は、Ac1点以上かつ900℃以下の温度とするのが好ましい。Ac1点以上とすることによって残留γの増加を見込むことができるが、900℃を超える温度で加熱すると組織が粗大化するからである。ここで、Ac1点とは、パーライトからオーステナイトへの変態が完了する温度である。なお、焼入れ工程を実施しない場合には、再加熱工程は不要である。
【0087】
(C−5)焼入工程(工程3’’’、工程3’’’’)
焼入工程は必要に応じて実施することができる。上述した再加熱工程を経た後に焼入れをすることになるが、その組織を微細化し、初期残留γを増加させるために、次の(6)式を満足する冷却速度RH(℃/s)で鋼材を焼入れするのが好ましい。
RH≧3・・・・・・・・・(6)式
ここで、RHは焼入れ時の板厚中心部における冷却速度(℃/s)を表す。
【0088】
なお、冷却工程での冷却では、冷却速度RAを3℃/s以上とすることができない場合があるが、このような場合には、焼入工程での冷却速度RHを3℃/s以上とすることが残留γ量を増加させるための有効な手段となる。
【0089】
一方、冷却工程での冷却で、板厚中心部における冷却速度RAを3℃/s以上とした場合には、極低温用鋼材として十分な量の残留γ量を得ることができているので、この焼入工程での板厚中心部における冷却速度RHは3℃/s未満でもよい。
【0090】
焼入処理の方法はスプレー法など手段を問わない。また、冷却停止温度は200℃以下とすることが好ましい。
【0091】
(C−6)焼戻工程(工程4)
焼戻し工程は必要に応じて実施することができる。焼戻しにより鋼材に生じたマルテンサイト中の歪みを除去することができる。焼戻しを実施する場合には、[Ac1点+80℃]以下の温度で行う。焼戻しをこの温度域で行うのは、マルテンサイト組織を高靭性化することと残留γ量を増加させることができるためである。なお、効果的に歪み除去効果を得るためには、500℃以上とすることが好ましい。
【実施例1】
【0092】
表1に示す化学組成を有する41種類の鋼種からなる厚さ300mmの鋼塊(スラブ)を準備し、表2に示す条件にて、加熱・圧延・加速冷却などをおこなって仕上げ、その後、場合により熱処理を実施している。板厚は6〜50mmの鋼材である。得られた各鋼材からは、常温強度を評価するため、JISZ2201に規定される10号引張試験片もしくは5号引張試験片または板厚tの(1/4t)tの位置より4号試験片を採取した。方向は圧延直角方向である。また、同じ鋼材同士を、最大入熱量30kJ/cmの条件でTIG溶接にて接合し、その溶接部から、そのまま(As Weld)あるいは1%引張歪を付与した後、BS7448-1991に規定されるB×B試験片を採取して、−165℃の環境下にてCTOD試験を実施した。試験片は、Toe部に切欠きを位置させるものとし、各々3本ずつ採取し、これら3本の試験片の測定値の平均値でもって、限界CTOD値(δ−165 (As Weld)およびδ−165 (1%引張歪付与後))を評価した。
【0093】
【表1】
【0094】
【表2】
【0095】
また、「平均有効結晶粒径」を、EBSPにより評価した場合の方位差15°以上の組織境界で囲まれる部分の結晶粒径として測定した。すなわち、EBSP(Electron Backscatter Diffraction Pattern:電子線後方散乱パターン)法を用いて、倍率2000倍で5視野以上の観察を行い、15°以上の方位差を有する組織境界を粒界とみなし、ひとつの結晶内部の面積を求め、その面積を円相当径に換算したものの平均を平均有効結晶粒径として評価した。評価した板厚は0〜0.2mmの表面領域であり、方向は圧延直角方向である。
【0096】
以上の試験結果を表3にまとめて示す。
【0097】
【表3】
【0098】
なお、特性良否の判断基準は以下の通りである。
YS:590MPa以上、
TS:690MPa以上、
継手限界CTOD値:0.3mm以上。
【0099】
表3に示す特性評価結果からわかるように、化学組成(Phardeningを含む。)が本発明で規定する範囲内である鋼No.1〜35の鋼を使用し適切な製造を行ったTest No.1-a〜1-eおよび2〜35の鋼材は、表面近傍の平均有効結晶粒径を5.0μm以下に調整することが可能で、強度および1%の塑性変形を受けた後の継手Toe部の限界CTOD値(δ−165 (1%引張歪付与後))が目標範囲を満足している。
【0100】
これらに対して、Test No.1-fの鋼材は製造方法が適切でなく、最終仕上げパスの形状比が1未満だったため、鋼板表面近傍の平均結晶粒径が5μm超となった。このため、1%の塑性変形を受けた後の継手Toe部の限界CTOD値が目標範囲を下回った。
【0101】
TestNo.1-gおよびTestNo.1-hの鋼材は製造方法が適切でなく、(2)式を満足しなかったため、鋼板表面近傍の平均結晶粒径が5μm超となった。このため、1%の塑性変形を受けた後の継手Toe部の限界CTOD値が目標範囲を下回った。
【0102】
Test No.36の鋼材はPhardeningが大きく、TestNo.37の鋼材はPhardeningが小さく、TestNo.38の鋼材はMn含有量が高いため、強度特性は問題ないものの、1%の塑性変形を受けた後の継手Toe部の限界CTOD値が目標範囲を下回った。
【0103】
Test No.39の鋼材はNi含有量が低く、仕上圧延温度も高いため、鋼板表面近傍の平均結晶粒径が5μm超となった。このため、強度特性は問題ないものの、1%の塑性変形を受けた後の継手Toe部の限界CTOD値が目標範囲を下回った。
【0104】
TestNo.40の鋼材はAl含有量が高く、そしてTestNo.41の鋼材はN含有量が高いため、強度特性は問題ないものの、1%の塑性変形を受けた後の継手Toe部の限界CTOD値が目標範囲を下回った。
【産業上の利用可能性】
【0105】
本発明にかかる極低温用鋼材は、母材として溶接を行って使用しても、Toe部を含めた溶接熱影響部のCTOD特性に優れた特性を有する鋼が得られる。さらに激震により大きく塑性変形を受けた後でもこの良好な特性は確保される。この鋼は9%Ni鋼よりもNi含有量が少ないため安価でありながら低温靱性に優れているので、LNGのような低温物質の貯蔵タンク等の構造材料として好適である。
【特許請求の範囲】
【請求項1】
質量%で、C:0.01〜0.12%、Mn:0.4〜2.0%、Ni:5.5〜8.5%、Al:0.002〜0.05%、N:0.0015〜0.004%を含有し、残部はFeおよび不純物からなり、不純物のうちのSi:0.15%以下、P:0.05%以下およびS:0.008%以下であり、かつ次の(1)式で定義されるPhardeningの値が0.54〜0.65の鋼材であって、さらに鋼材表面から0.2mm以下の領域の平均有効結晶粒径が5.0μm以下であることを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材。
Phardening=0.075Si+0.217Mn+0.042Ni+0.25Cr+0.32Mo ・・・・(1)式
ここで、式中の元素記号は、各元素の含有量(質量%)を表す。
【請求項2】
Feの一部に代えて、質量%で、Cu:2.0%以下、Cr:1.5%以下、Mo:0.5%以下、V:0.1%以下およびB:0.005%以下のうちの1種又は2種以上を含有することを特徴とする、請求項1に記載の極低温用鋼材。
【請求項3】
Feの一部に代えて、質量%で、Nb:0.1%以下およびTi:0.1%以下のうちの1種又は2種を含有することを特徴とする、請求項1または2に記載の極低温用鋼材。
【請求項4】
Feの一部に代えて、質量%で、Sn:0.50%以下を含有することを特徴とする、請求項1から3までのいずれかに記載の極低温用鋼材。
【請求項5】
Feの一部に代えて、質量%で、Ca:0.004%以下、Mg:0.002%以下およびREM:0.002%以下のうちの1種又は2種以上を含有することを特徴とする、請求項1から4までのいずれかに記載の極低温用鋼材。
【請求項6】
請求項1から5までのいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2/(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3]次の(5)式を満足する冷却速度RA(℃/s)で鋼材を室温まで冷却する工程。
RA≧3・・・・・・・・・(5)式
ここで、RAは冷却時の板厚中心部における冷却速度(℃/s)を表す。
【請求項7】
請求項1から5までのいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2 /(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3]次の(5)式を満足する冷却速度RA(℃/s)で鋼材を室温まで冷却する工程。
RA≧3・・・・・・・・・(5)式
ここで、RAは冷却時の板厚中心部における冷却速度(℃/s)を表す。
[工程4][Ac1点+80℃]以下の温度で鋼材を焼戻す工程。
【請求項8】
請求項1から5までのいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2 /(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3’]鋼材を室温まで冷却する工程。
[工程3’’]Ac1点以上かつ900℃以下の温度で鋼材を再加熱する工程。
[工程3’’’]次の(6)式を満足する冷却速度RH(℃/s)で鋼材を焼入れする工程。
RH≧3・・・・・・・・・(6)式
ここで、RHは焼入れ時の板厚中心部における冷却速度(℃/s)を表す。
[工程4][Ac1点+80℃]以下の温度で鋼材を焼戻す工程。
【請求項9】
請求項1から5までのいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2 /(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3]次の(5)式を満足する冷却速度RA(℃/s)で鋼材を室温まで冷却する工程。
RA≧3・・・・・・・・・(5)式
ここで、RAは冷却時の板厚中心部における冷却速度(℃/s)を表す。
[工程3’’]Ac1点以上かつ900℃以下の温度で鋼材を再加熱する工程。
[工程3’’’’]鋼材を焼入れする工程。
[工程4][Ac1点+80℃]以下の温度で鋼材を焼戻す工程。
【請求項10】
請求項1から5までのいずれかに記載の極低温用鋼材を内槽部材に適用したことを特徴とするLNGタンク。
【請求項11】
請求項1から5までのいずれかに記載の極低温用鋼材をアニュラープレートに適用したことを特徴とするLNGタンク。
【請求項1】
質量%で、C:0.01〜0.12%、Mn:0.4〜2.0%、Ni:5.5〜8.5%、Al:0.002〜0.05%、N:0.0015〜0.004%を含有し、残部はFeおよび不純物からなり、不純物のうちのSi:0.15%以下、P:0.05%以下およびS:0.008%以下であり、かつ次の(1)式で定義されるPhardeningの値が0.54〜0.65の鋼材であって、さらに鋼材表面から0.2mm以下の領域の平均有効結晶粒径が5.0μm以下であることを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材。
Phardening=0.075Si+0.217Mn+0.042Ni+0.25Cr+0.32Mo ・・・・(1)式
ここで、式中の元素記号は、各元素の含有量(質量%)を表す。
【請求項2】
Feの一部に代えて、質量%で、Cu:2.0%以下、Cr:1.5%以下、Mo:0.5%以下、V:0.1%以下およびB:0.005%以下のうちの1種又は2種以上を含有することを特徴とする、請求項1に記載の極低温用鋼材。
【請求項3】
Feの一部に代えて、質量%で、Nb:0.1%以下およびTi:0.1%以下のうちの1種又は2種を含有することを特徴とする、請求項1または2に記載の極低温用鋼材。
【請求項4】
Feの一部に代えて、質量%で、Sn:0.50%以下を含有することを特徴とする、請求項1から3までのいずれかに記載の極低温用鋼材。
【請求項5】
Feの一部に代えて、質量%で、Ca:0.004%以下、Mg:0.002%以下およびREM:0.002%以下のうちの1種又は2種以上を含有することを特徴とする、請求項1から4までのいずれかに記載の極低温用鋼材。
【請求項6】
請求項1から5までのいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2/(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3]次の(5)式を満足する冷却速度RA(℃/s)で鋼材を室温まで冷却する工程。
RA≧3・・・・・・・・・(5)式
ここで、RAは冷却時の板厚中心部における冷却速度(℃/s)を表す。
【請求項7】
請求項1から5までのいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2 /(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3]次の(5)式を満足する冷却速度RA(℃/s)で鋼材を室温まで冷却する工程。
RA≧3・・・・・・・・・(5)式
ここで、RAは冷却時の板厚中心部における冷却速度(℃/s)を表す。
[工程4][Ac1点+80℃]以下の温度で鋼材を焼戻す工程。
【請求項8】
請求項1から5までのいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2 /(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3’]鋼材を室温まで冷却する工程。
[工程3’’]Ac1点以上かつ900℃以下の温度で鋼材を再加熱する工程。
[工程3’’’]次の(6)式を満足する冷却速度RH(℃/s)で鋼材を焼入れする工程。
RH≧3・・・・・・・・・(6)式
ここで、RHは焼入れ時の板厚中心部における冷却速度(℃/s)を表す。
[工程4][Ac1点+80℃]以下の温度で鋼材を焼戻す工程。
【請求項9】
請求項1から5までのいずれかに記載された化学組成を有する鋼塊に、下記の工程を施すことを特徴とする、後続熱サイクルを受けない熱影響部領域における歪付与後のCTOD特性に優れた極低温用鋼材の製造方法。
[工程1]鋼塊の加熱温度Tr(℃)と加熱時間t(hr)が、次の(2)式および(3)式を満足するように鋼塊を加熱する工程。
t×exp(Tr3/270000000)≦580 ・・・・・・・・(2)式
Ac3点≦Tr ・・・・・・・・・・(3)式
ここで、Trは鋼塊の加熱温度(℃)を、tは鋼塊の加熱時間(hr)を、そしてAc3点はフェライトからオーステナイトへの変態が完了する温度を、それぞれ表す。
[工程2]750℃以下の仕上温度にて、最終仕上パスの形状比Γが(4)式を満足するように鋼塊を圧延して鋼材を得る工程。
Γ=2×(R×(H1−H2))1/2 /(H1+H2)≧1.0 ・・・(4)式
ここで、Γは最終仕上パスの形状比、Rは下側ワークロールの半径、H1は入側肉厚、そしてH2は出側肉厚を、それぞれ表す。
[工程3]次の(5)式を満足する冷却速度RA(℃/s)で鋼材を室温まで冷却する工程。
RA≧3・・・・・・・・・(5)式
ここで、RAは冷却時の板厚中心部における冷却速度(℃/s)を表す。
[工程3’’]Ac1点以上かつ900℃以下の温度で鋼材を再加熱する工程。
[工程3’’’’]鋼材を焼入れする工程。
[工程4][Ac1点+80℃]以下の温度で鋼材を焼戻す工程。
【請求項10】
請求項1から5までのいずれかに記載の極低温用鋼材を内槽部材に適用したことを特徴とするLNGタンク。
【請求項11】
請求項1から5までのいずれかに記載の極低温用鋼材をアニュラープレートに適用したことを特徴とするLNGタンク。
【図1】

【公開番号】特開2013−14812(P2013−14812A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2011−149685(P2011−149685)
【出願日】平成23年7月6日(2011.7.6)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成23年7月6日(2011.7.6)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]