
歯付きベルトの製造方法及び歯付きベルト
【課題】歯底に心線が露出せず、心線が腐食しにくい歯付きベルトを容易に製造することができる歯付きベルトの製造方法を提供すること。
【解決手段】心線13が埋設されたベルト本体11と複数の歯部12とを備えた歯付きベルト1Aの製造方法であって、歯部12を形成するための複数の突部の先端に心線13を支持するための心線支持突起を有する成形型に、少なくとも心線支持突起を被覆するように吸水性を有する布を敷設した後、心線13を心線支持突起の先端部分で支持されるように保持しつつ布が一体成形されたベルトを成形し、その後、成形されたベルトにおける心線支持突起によって形成される溝部を被覆している部分の布にエマルジョン樹脂17をコーティングすることを特徴とする。
【解決手段】心線13が埋設されたベルト本体11と複数の歯部12とを備えた歯付きベルト1Aの製造方法であって、歯部12を形成するための複数の突部の先端に心線13を支持するための心線支持突起を有する成形型に、少なくとも心線支持突起を被覆するように吸水性を有する布を敷設した後、心線13を心線支持突起の先端部分で支持されるように保持しつつ布が一体成形されたベルトを成形し、その後、成形されたベルトにおける心線支持突起によって形成される溝部を被覆している部分の布にエマルジョン樹脂17をコーティングすることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、工場の生産・搬送・組立用ライン等の搬送系やタイミングベルト等の伝動系に使用される歯付きベルトの製造方法及び歯付きベルトに関し、詳しくは、ベルト本体内に埋設された心線が腐食しにくい歯付きベルトの製造方法及び歯付きベルトに関する。
【背景技術】
【0002】
歯付きベルトは、ベルト本体に所定の強度を付与する目的で心線が埋設されている。この心線をベルト本体に埋設するには、成形型における歯底に相当する突部の先端に、心線を所定高さ位置に支持、固定するための突起(心線支持突起)を設けておき、心線をこの突起の先端に支持されるように張架した後、ゴム材料を充填して成形するようにしている(特許文献1)。
【0003】
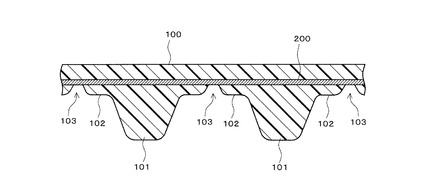
このため、成形後の歯付きベルトには、この成形型の突起に起因して、図5に示すように、歯部101、101の間の歯底102に、ベルト本体100内に埋設された心線200の一部が露出する溝部103が形成されてしまい、心線200がスチール線である場合は、ベルトを水気の多い場所や薬品を使用する場所で使用すると、溝部103に露出した部分の心線200が水気や薬品によって腐食するおそれがあり、長期使用によって耐屈曲性が低下し、強度低下を来す問題がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−296445号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記従来事情に鑑みてなされたものであり、歯底に心線が露出せず、心線が腐食しにくい歯付きベルトを容易に製造することができる歯付きベルトの製造方法を提供することを課題とする。
【0006】
また、本発明は、歯底に心線が露出せず、心線が腐食しにくい構造簡単な歯付きベルトを提供することを課題とする。
【0007】
本発明の他の課題は、以下の記載により明らかとなる。
【課題を解決するための手段】
【0008】
本発明の上記課題は以下の各発明によって解決される。
【0009】
(請求項1)
心線が埋設されたベルト本体と複数の歯部とを備えた歯付きベルトの製造方法であって、前記歯部を形成するための複数の突部の先端に前記心線を支持するための心線支持突起を有する成形型に、少なくとも前記心線支持突起を被覆するように吸水性を有する布を敷設した後、前記心線を前記心線支持突起の先端部分で支持されるように保持しつつ前記布が一体成形されたベルトを成形し、その後、成形された前記ベルトにおける前記心線支持突起によって形成される溝部を被覆している部分の前記布にエマルジョン樹脂をコーティングすることを特徴とする歯付きベルトの製造方法。
【0010】
(請求項2)
前記ベルトはウレタン樹脂であり、前記エマルジョン樹脂は液状ウレタンであることを特徴とする請求項1記載の歯付きベルトの製造方法。
【0011】
(請求項3)
前記心線は、スチール線であることを特徴とする請求項1又は2記載の歯付きベルトの製造方法。
【0012】
(請求項4)
心線が埋設されたベルト本体と複数の歯部とを備えると共に、前記歯部間の歯底に、ベルト成形時に前記心線が支持されることによって形成される溝部が形成された歯付きベルトにおいて、少なくとも前記溝部が形成されている前記歯底に沿って該溝部を被覆するように吸水性を有する布が一体成形されていると共に、前記溝部を被覆している部分の前記布にエマルジョン樹脂がコーティングされていることを特徴とする歯付きベルト。
【0013】
(請求項5)
前記ベルトはウレタン樹脂であり、前記エマルジョン樹脂は液状ウレタンであることを特徴とする請求項4記載の歯付きベルト。
【0014】
(請求項6)
前記心線は、スチール線であることを特徴とする請求項4又は5記載の歯付きベルト。
【発明の効果】
【0015】
本発明によれば、歯底に心線が露出せず、心線が腐食しにくい歯付きベルトを容易に製造することができる歯付きベルトの製造方法を提供することができる。
【0016】
また、本発明によれば、歯底に心線が露出せず、心線が腐食しにくい構造簡単な歯付きベルトを提供することができる。
【図面の簡単な説明】
【0017】
【図1】本発明に係る歯付きベルトの第1の実施形態を示す部分断面図
【図2】(a)〜(c)は第1の実施形態に係る歯付きベルトの製造方法を説明する図
【図3】本発明に係る歯付きベルトの第2の実施形態を示す部分断面図
【図4】(a)〜(c)は第2の実施形態に係る歯付きベルトの製造方法を説明する図
【図5】従来の歯付きベルトを示す部分断面図
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態について図面を用いて詳述する。
【0019】
(第1の実施形態)
図1は本発明に係る歯付きベルトの第1の実施形態を示す部分断面図、図2(a)〜(c)は第1の実施形態に係る歯付きベルトの製造方法を説明する図である。
【0020】
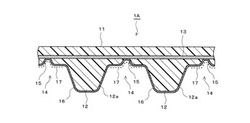
歯付きベルト1Aは、ベルト長手方向(図1における左右方向)に亘って帯状に延びる所定幅のベルト本体11と、該ベルト本体11の一方の面に設けられた複数の歯部12とを有している。
【0021】
歯付きベルト1Aを構成するベルト本体11及び歯部12は弾性材によって形成される。この弾性材としてはウレタン樹脂を好ましく使用することができ、本実施形態ではポリウレタンを使用した。
【0022】
歯部12は、ベルト本体11の一方の面に、ベルト長手方向に沿って所定の等間隔で配置されている。各歯部12は、ベルト本体11の幅方向(図示面に対する垂直方向)に延び、側面視で台形となるブロック状に形成されている。
【0023】
ベルト本体11内には、複数本の心線13がベルト長手方向に沿って延びるように埋設されている。各心線13は撚り線からなり、互いに平行で等間隔となるように並列している。この心線13には、スチール等の金属線の他、アラミド繊維、ガラス繊維、炭素繊維、ポリエステル繊維等の化学繊維からなる線を使用することもできるが、本発明においてはスチールであることが、本発明の効果を顕著に得ることができる点で好ましい。すなわち、本発明はスチール心線を用いた歯付きベルトに好ましく適用できる。
【0024】
ベルト本体11の下面に突出する歯部12、12の間の歯底14には、ベルト成形時に、成形型に形成された心線支持突起の先端で心線13をベルト本体11内の所定高さ位置に支持、固定した際に形成される溝部15が、ベルト本体11の幅方向における全ての心線13の埋設幅に相当する幅に亘って凹設されている。
【0025】
かかる歯付きベルト1Aにおける歯面12aには、その全面に亘って布16が一体成形されている。従って、歯底14の部分も、該歯底14に沿って溝部15を被覆するように布16が設けられている。布16は、溝部15の内面、該溝部15の底部に露呈している心線13の表面に沿うように被覆している。
【0026】
なお、歯面12aとは、歯付きベルト1Aにおける歯部12の突出方向の面(図1における下面)のことであり、使用状態とされた時のプーリとの噛み合い面のことである。この歯面12aは、ベルト本体11から凸状となっている歯部12の表面と、隣接する歯部12、12間の凹状の歯底14の表面とを含む。
【0027】
布16は吸水性を有している。吸水性を有する布16とは、その表面に水が塗布された際に、布16を構成する繊維自体の内部又は繊維と繊維との間に含浸し、保水することができる布のことであり、例えば、繊維として、ポリアミド(ナイロン:デュポン社登録商標)、アラミッド(ケプラー:デュポン社登録商標)、ポリエステル等を用いて布状に形成されたものが挙げられる。
【0028】
布16の形態としては、織布、不織布、編布のいずれでもよい。
【0029】
また、布16の厚みは、300〜800μmとすることが好ましい。
【0030】
溝部15を被覆している部分の布16には、エマルジョン樹脂17がコーティングされている。
【0031】
エマルジョン樹脂17としては、ポリエステル樹脂、ポリアクリル酸樹脂、ポリウレタン樹脂等を挙げることができる。これらは市販品を使用することができる。ベルト材料が本実施形態に示すようにウレタン樹脂である場合は、このベルト材料との密着性が良好である点で液状ウレタンが好ましい。
【0032】
図1では、歯底14の部分の全面にエマルジョン樹脂17がコーティングされたものを示しているが、エマルジョン樹脂17は、少なくとも溝部15の部分に、該エマルジョン樹脂17によって溝部15が閉塞されるように塗布されていればよい。
【0033】
このエマルジョン樹脂17は、布16中に含浸され、乾燥されることによって該布16と一体化されることで、本来は溝部15において露出する心線13を覆っている。このため、溝部15における心線13と外気との直接の接触が布16とエマルジョン樹脂17との一体物によって遮断され、水分等の浸入を防止し、心線13が水分や薬品に晒されて腐食することを防止する。
【0034】
また、心線13が外部に露出しないため、心線13の耐屈曲性の向上を期待することができる。心線13の腐食防止のために心線そのものを変更する必要はないため、心線13が持つベルト強度はそのまま維持することができる。
【0035】
更に、エマルジョン樹脂17は布16に染み込んでいるため、エマルジョン樹脂17の塗布によってベルト厚寸法が変化することはない。
【0036】
次に、この歯付きベルト1Aの製造方法の一例を図2を用いて説明する。
【0037】
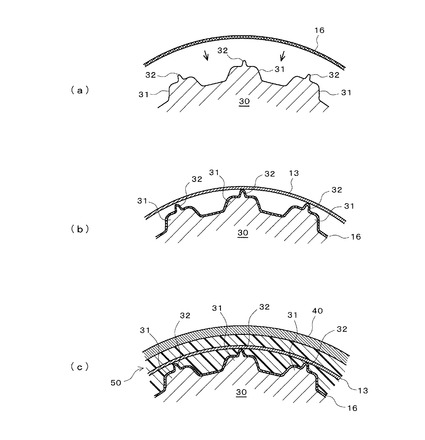
図2中、30はドラム形状をした成形型(内型)であり、その外周面には、成形後の歯付きベルト1Aの歯部間に対応する位置に、該歯部を形成するための突部31が複数突設されている。成形後の歯付きベルト1Aの歯底に対応する各突部31の先端には、ベルト本体に埋設されるべき心線13が所定の高さ位置に支持、固定するための心線支持突起32が、成形後のベルト本体の幅方向における全ての心線13の埋設幅に相当する幅に亘って突設されている。ここでは各突部31に1本の心線支持突起32を設けているが、この心線支持突起32は各突部31の先端に複数本設けるようにしてもよい。
【0038】
この成形型30の表面に亘って該表面に沿うように布16を敷設し(図2(a))、その後、表面に布16が敷設された各突部31の心線支持突起32の先端に亘って複数本の心線13を張架させて保持させる。各心線13は心線支持突起32の先端で支持され、成形型30に対する高さ位置が固定される(図2(b))。その後、この成形型30の外側に外型40を配置させ、成形型30と外型40との間の空間にベルト材料50を流し込むことによりベルト成形を行う(図2(c))。これにより、心線13は内部に埋設され、布16は歯面に一体形成される。
【0039】
成形されたベルトを型出しした後、図1に示したように、心線支持突起32によって形成される溝部15を被覆している部分の布16にエマルジョン樹脂17をコーティングし、乾燥させる。エマルジョン樹脂17のコーティング及び乾燥は適宜公知の方法によって行うことができる。
【0040】
コーティングするエマルジョン樹脂17はエマルジョンタイプであるために、そのままでは塗布後直ちに流出してしまう等、溝部15を被覆することは困難であるが、溝部15は吸水性の布16で被覆されているため、エマルジョン樹脂17が布16に染み込んで保持され、その流出が防止される。その結果、エマルジョン樹脂17によって溝部15を確実に覆うことができ、心線13と外気とが直接接触することを確実に防止することができる。
【0041】
(第2の実施形態)
図3は本発明に係る歯付きベルトの第2の実施形態を示す部分断面図、図4(a)〜(c)は第2の実施形態に係る歯付きベルトの製造方法を説明する図である。図1、図2と同一符号の部位は同一構成の部位であるため、ここでの詳細な説明は省略する。
【0042】
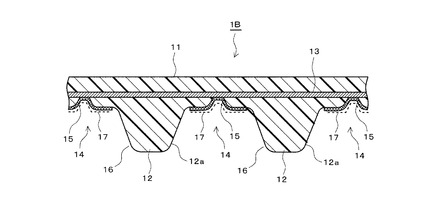
この歯付きベルト1Bは、吸水性の布16が一体成形される領域が、歯面12aの全面ではなく、歯底14の表面のみに限定されている点で第1の実施形態に係る歯付きベルト1Aとは異なっている。エマルジョン樹脂17は、この布16に対して、少なくとも溝部15の部分を被覆するようにコーティングされている。
【0043】
この歯付きベルト1Bも、第1の実施形態に係る歯付きベルト1Aと全く同様に、心線13の腐食を防止する効果が得られる。しかも、布16は歯底14のみに被覆されているため、歯付きベルト1Aに比べて布16の使用量を低減でき、低コスト化を図ることができる。
【0044】
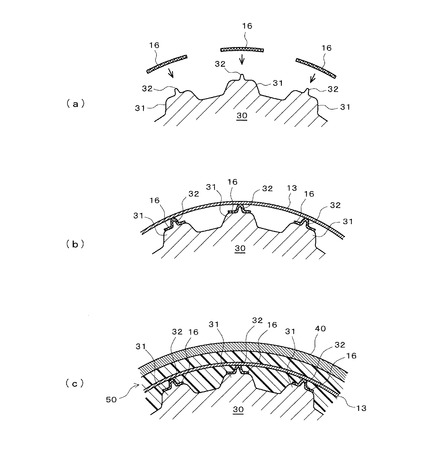
この歯付きベルト1Bを製造するには、予め布16を歯底14と同程度の面積となる小片状に多数形成しておき、この布16を、歯底に相当する各突部31の先端に心線支持突起32を被覆するようにして敷設し(図4(a))、その後、表面にそれぞれ布16が敷設された各突部31の心線支持突起32の先端に亘って複数本の心線13を張架させて保持させる。各心線13は心線支持突起32の先端で支持され、成形型30に対する高さ位置が固定される(図4(b))。その後、この成形型30の外側に外型40を配置させ、成形型30と外型40との間の空間にベルト材料50を流し込むことによりベルト成形を行う(図4(c))。これにより、心線13は内部に埋設され、各布16は歯底14の表面のみに一体形成される。
【0045】
成形されたベルトを型出しした後、図3に示したように、心線支持突起32によって形成される溝部15を被覆している部分の布16にエマルジョン樹脂17をコーティングし、乾燥させることにより、歯付きベルト1Bを得ることができる。
【符号の説明】
【0046】
1A、1B:歯付きベルト
11:ベルト本体
12:歯部
12a:歯面
13:心線
14:歯底
15:溝部
16:布
17:エマルジョン樹脂
30:成形型
31:突部
32:心線支持突起
40:外型
50:ベルト材料
【技術分野】
【0001】
本発明は、工場の生産・搬送・組立用ライン等の搬送系やタイミングベルト等の伝動系に使用される歯付きベルトの製造方法及び歯付きベルトに関し、詳しくは、ベルト本体内に埋設された心線が腐食しにくい歯付きベルトの製造方法及び歯付きベルトに関する。
【背景技術】
【0002】
歯付きベルトは、ベルト本体に所定の強度を付与する目的で心線が埋設されている。この心線をベルト本体に埋設するには、成形型における歯底に相当する突部の先端に、心線を所定高さ位置に支持、固定するための突起(心線支持突起)を設けておき、心線をこの突起の先端に支持されるように張架した後、ゴム材料を充填して成形するようにしている(特許文献1)。
【0003】
このため、成形後の歯付きベルトには、この成形型の突起に起因して、図5に示すように、歯部101、101の間の歯底102に、ベルト本体100内に埋設された心線200の一部が露出する溝部103が形成されてしまい、心線200がスチール線である場合は、ベルトを水気の多い場所や薬品を使用する場所で使用すると、溝部103に露出した部分の心線200が水気や薬品によって腐食するおそれがあり、長期使用によって耐屈曲性が低下し、強度低下を来す問題がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−296445号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記従来事情に鑑みてなされたものであり、歯底に心線が露出せず、心線が腐食しにくい歯付きベルトを容易に製造することができる歯付きベルトの製造方法を提供することを課題とする。
【0006】
また、本発明は、歯底に心線が露出せず、心線が腐食しにくい構造簡単な歯付きベルトを提供することを課題とする。
【0007】
本発明の他の課題は、以下の記載により明らかとなる。
【課題を解決するための手段】
【0008】
本発明の上記課題は以下の各発明によって解決される。
【0009】
(請求項1)
心線が埋設されたベルト本体と複数の歯部とを備えた歯付きベルトの製造方法であって、前記歯部を形成するための複数の突部の先端に前記心線を支持するための心線支持突起を有する成形型に、少なくとも前記心線支持突起を被覆するように吸水性を有する布を敷設した後、前記心線を前記心線支持突起の先端部分で支持されるように保持しつつ前記布が一体成形されたベルトを成形し、その後、成形された前記ベルトにおける前記心線支持突起によって形成される溝部を被覆している部分の前記布にエマルジョン樹脂をコーティングすることを特徴とする歯付きベルトの製造方法。
【0010】
(請求項2)
前記ベルトはウレタン樹脂であり、前記エマルジョン樹脂は液状ウレタンであることを特徴とする請求項1記載の歯付きベルトの製造方法。
【0011】
(請求項3)
前記心線は、スチール線であることを特徴とする請求項1又は2記載の歯付きベルトの製造方法。
【0012】
(請求項4)
心線が埋設されたベルト本体と複数の歯部とを備えると共に、前記歯部間の歯底に、ベルト成形時に前記心線が支持されることによって形成される溝部が形成された歯付きベルトにおいて、少なくとも前記溝部が形成されている前記歯底に沿って該溝部を被覆するように吸水性を有する布が一体成形されていると共に、前記溝部を被覆している部分の前記布にエマルジョン樹脂がコーティングされていることを特徴とする歯付きベルト。
【0013】
(請求項5)
前記ベルトはウレタン樹脂であり、前記エマルジョン樹脂は液状ウレタンであることを特徴とする請求項4記載の歯付きベルト。
【0014】
(請求項6)
前記心線は、スチール線であることを特徴とする請求項4又は5記載の歯付きベルト。
【発明の効果】
【0015】
本発明によれば、歯底に心線が露出せず、心線が腐食しにくい歯付きベルトを容易に製造することができる歯付きベルトの製造方法を提供することができる。
【0016】
また、本発明によれば、歯底に心線が露出せず、心線が腐食しにくい構造簡単な歯付きベルトを提供することができる。
【図面の簡単な説明】
【0017】
【図1】本発明に係る歯付きベルトの第1の実施形態を示す部分断面図
【図2】(a)〜(c)は第1の実施形態に係る歯付きベルトの製造方法を説明する図
【図3】本発明に係る歯付きベルトの第2の実施形態を示す部分断面図
【図4】(a)〜(c)は第2の実施形態に係る歯付きベルトの製造方法を説明する図
【図5】従来の歯付きベルトを示す部分断面図
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態について図面を用いて詳述する。
【0019】
(第1の実施形態)
図1は本発明に係る歯付きベルトの第1の実施形態を示す部分断面図、図2(a)〜(c)は第1の実施形態に係る歯付きベルトの製造方法を説明する図である。
【0020】
歯付きベルト1Aは、ベルト長手方向(図1における左右方向)に亘って帯状に延びる所定幅のベルト本体11と、該ベルト本体11の一方の面に設けられた複数の歯部12とを有している。
【0021】
歯付きベルト1Aを構成するベルト本体11及び歯部12は弾性材によって形成される。この弾性材としてはウレタン樹脂を好ましく使用することができ、本実施形態ではポリウレタンを使用した。
【0022】
歯部12は、ベルト本体11の一方の面に、ベルト長手方向に沿って所定の等間隔で配置されている。各歯部12は、ベルト本体11の幅方向(図示面に対する垂直方向)に延び、側面視で台形となるブロック状に形成されている。
【0023】
ベルト本体11内には、複数本の心線13がベルト長手方向に沿って延びるように埋設されている。各心線13は撚り線からなり、互いに平行で等間隔となるように並列している。この心線13には、スチール等の金属線の他、アラミド繊維、ガラス繊維、炭素繊維、ポリエステル繊維等の化学繊維からなる線を使用することもできるが、本発明においてはスチールであることが、本発明の効果を顕著に得ることができる点で好ましい。すなわち、本発明はスチール心線を用いた歯付きベルトに好ましく適用できる。
【0024】
ベルト本体11の下面に突出する歯部12、12の間の歯底14には、ベルト成形時に、成形型に形成された心線支持突起の先端で心線13をベルト本体11内の所定高さ位置に支持、固定した際に形成される溝部15が、ベルト本体11の幅方向における全ての心線13の埋設幅に相当する幅に亘って凹設されている。
【0025】
かかる歯付きベルト1Aにおける歯面12aには、その全面に亘って布16が一体成形されている。従って、歯底14の部分も、該歯底14に沿って溝部15を被覆するように布16が設けられている。布16は、溝部15の内面、該溝部15の底部に露呈している心線13の表面に沿うように被覆している。
【0026】
なお、歯面12aとは、歯付きベルト1Aにおける歯部12の突出方向の面(図1における下面)のことであり、使用状態とされた時のプーリとの噛み合い面のことである。この歯面12aは、ベルト本体11から凸状となっている歯部12の表面と、隣接する歯部12、12間の凹状の歯底14の表面とを含む。
【0027】
布16は吸水性を有している。吸水性を有する布16とは、その表面に水が塗布された際に、布16を構成する繊維自体の内部又は繊維と繊維との間に含浸し、保水することができる布のことであり、例えば、繊維として、ポリアミド(ナイロン:デュポン社登録商標)、アラミッド(ケプラー:デュポン社登録商標)、ポリエステル等を用いて布状に形成されたものが挙げられる。
【0028】
布16の形態としては、織布、不織布、編布のいずれでもよい。
【0029】
また、布16の厚みは、300〜800μmとすることが好ましい。
【0030】
溝部15を被覆している部分の布16には、エマルジョン樹脂17がコーティングされている。
【0031】
エマルジョン樹脂17としては、ポリエステル樹脂、ポリアクリル酸樹脂、ポリウレタン樹脂等を挙げることができる。これらは市販品を使用することができる。ベルト材料が本実施形態に示すようにウレタン樹脂である場合は、このベルト材料との密着性が良好である点で液状ウレタンが好ましい。
【0032】
図1では、歯底14の部分の全面にエマルジョン樹脂17がコーティングされたものを示しているが、エマルジョン樹脂17は、少なくとも溝部15の部分に、該エマルジョン樹脂17によって溝部15が閉塞されるように塗布されていればよい。
【0033】
このエマルジョン樹脂17は、布16中に含浸され、乾燥されることによって該布16と一体化されることで、本来は溝部15において露出する心線13を覆っている。このため、溝部15における心線13と外気との直接の接触が布16とエマルジョン樹脂17との一体物によって遮断され、水分等の浸入を防止し、心線13が水分や薬品に晒されて腐食することを防止する。
【0034】
また、心線13が外部に露出しないため、心線13の耐屈曲性の向上を期待することができる。心線13の腐食防止のために心線そのものを変更する必要はないため、心線13が持つベルト強度はそのまま維持することができる。
【0035】
更に、エマルジョン樹脂17は布16に染み込んでいるため、エマルジョン樹脂17の塗布によってベルト厚寸法が変化することはない。
【0036】
次に、この歯付きベルト1Aの製造方法の一例を図2を用いて説明する。
【0037】
図2中、30はドラム形状をした成形型(内型)であり、その外周面には、成形後の歯付きベルト1Aの歯部間に対応する位置に、該歯部を形成するための突部31が複数突設されている。成形後の歯付きベルト1Aの歯底に対応する各突部31の先端には、ベルト本体に埋設されるべき心線13が所定の高さ位置に支持、固定するための心線支持突起32が、成形後のベルト本体の幅方向における全ての心線13の埋設幅に相当する幅に亘って突設されている。ここでは各突部31に1本の心線支持突起32を設けているが、この心線支持突起32は各突部31の先端に複数本設けるようにしてもよい。
【0038】
この成形型30の表面に亘って該表面に沿うように布16を敷設し(図2(a))、その後、表面に布16が敷設された各突部31の心線支持突起32の先端に亘って複数本の心線13を張架させて保持させる。各心線13は心線支持突起32の先端で支持され、成形型30に対する高さ位置が固定される(図2(b))。その後、この成形型30の外側に外型40を配置させ、成形型30と外型40との間の空間にベルト材料50を流し込むことによりベルト成形を行う(図2(c))。これにより、心線13は内部に埋設され、布16は歯面に一体形成される。
【0039】
成形されたベルトを型出しした後、図1に示したように、心線支持突起32によって形成される溝部15を被覆している部分の布16にエマルジョン樹脂17をコーティングし、乾燥させる。エマルジョン樹脂17のコーティング及び乾燥は適宜公知の方法によって行うことができる。
【0040】
コーティングするエマルジョン樹脂17はエマルジョンタイプであるために、そのままでは塗布後直ちに流出してしまう等、溝部15を被覆することは困難であるが、溝部15は吸水性の布16で被覆されているため、エマルジョン樹脂17が布16に染み込んで保持され、その流出が防止される。その結果、エマルジョン樹脂17によって溝部15を確実に覆うことができ、心線13と外気とが直接接触することを確実に防止することができる。
【0041】
(第2の実施形態)
図3は本発明に係る歯付きベルトの第2の実施形態を示す部分断面図、図4(a)〜(c)は第2の実施形態に係る歯付きベルトの製造方法を説明する図である。図1、図2と同一符号の部位は同一構成の部位であるため、ここでの詳細な説明は省略する。
【0042】
この歯付きベルト1Bは、吸水性の布16が一体成形される領域が、歯面12aの全面ではなく、歯底14の表面のみに限定されている点で第1の実施形態に係る歯付きベルト1Aとは異なっている。エマルジョン樹脂17は、この布16に対して、少なくとも溝部15の部分を被覆するようにコーティングされている。
【0043】
この歯付きベルト1Bも、第1の実施形態に係る歯付きベルト1Aと全く同様に、心線13の腐食を防止する効果が得られる。しかも、布16は歯底14のみに被覆されているため、歯付きベルト1Aに比べて布16の使用量を低減でき、低コスト化を図ることができる。
【0044】
この歯付きベルト1Bを製造するには、予め布16を歯底14と同程度の面積となる小片状に多数形成しておき、この布16を、歯底に相当する各突部31の先端に心線支持突起32を被覆するようにして敷設し(図4(a))、その後、表面にそれぞれ布16が敷設された各突部31の心線支持突起32の先端に亘って複数本の心線13を張架させて保持させる。各心線13は心線支持突起32の先端で支持され、成形型30に対する高さ位置が固定される(図4(b))。その後、この成形型30の外側に外型40を配置させ、成形型30と外型40との間の空間にベルト材料50を流し込むことによりベルト成形を行う(図4(c))。これにより、心線13は内部に埋設され、各布16は歯底14の表面のみに一体形成される。
【0045】
成形されたベルトを型出しした後、図3に示したように、心線支持突起32によって形成される溝部15を被覆している部分の布16にエマルジョン樹脂17をコーティングし、乾燥させることにより、歯付きベルト1Bを得ることができる。
【符号の説明】
【0046】
1A、1B:歯付きベルト
11:ベルト本体
12:歯部
12a:歯面
13:心線
14:歯底
15:溝部
16:布
17:エマルジョン樹脂
30:成形型
31:突部
32:心線支持突起
40:外型
50:ベルト材料
【特許請求の範囲】
【請求項1】
心線が埋設されたベルト本体と複数の歯部とを備えた歯付きベルトの製造方法であって、前記歯部を形成するための複数の突部の先端に前記心線を支持するための心線支持突起を有する成形型に、少なくとも前記心線支持突起を被覆するように吸水性を有する布を敷設した後、前記心線を前記心線支持突起の先端部分で支持されるように保持しつつ前記布が一体成形されたベルトを成形し、その後、成形された前記ベルトにおける前記心線支持突起によって形成される溝部を被覆している部分の前記布にエマルジョン樹脂をコーティングすることを特徴とする歯付きベルトの製造方法。
【請求項2】
前記ベルトはウレタン樹脂であり、前記エマルジョン樹脂は液状ウレタンであることを特徴とする請求項1記載の歯付きベルトの製造方法。
【請求項3】
前記心線は、スチール線であることを特徴とする請求項1又は2記載の歯付きベルトの製造方法。
【請求項4】
心線が埋設されたベルト本体と複数の歯部とを備えると共に、前記歯部間の歯底に、ベルト成形時に前記心線が支持されることによって形成される溝部が形成された歯付きベルトにおいて、少なくとも前記溝部が形成されている前記歯底に沿って該溝部を被覆するように吸水性を有する布が一体成形されていると共に、前記溝部を被覆している部分の前記布にエマルジョン樹脂がコーティングされていることを特徴とする歯付きベルト。
【請求項5】
前記ベルトはウレタン樹脂であり、前記エマルジョン樹脂は液状ウレタンであることを特徴とする請求項4記載の歯付きベルト。
【請求項6】
前記心線は、スチール線であることを特徴とする請求項4又は5記載の歯付きベルト。
【請求項1】
心線が埋設されたベルト本体と複数の歯部とを備えた歯付きベルトの製造方法であって、前記歯部を形成するための複数の突部の先端に前記心線を支持するための心線支持突起を有する成形型に、少なくとも前記心線支持突起を被覆するように吸水性を有する布を敷設した後、前記心線を前記心線支持突起の先端部分で支持されるように保持しつつ前記布が一体成形されたベルトを成形し、その後、成形された前記ベルトにおける前記心線支持突起によって形成される溝部を被覆している部分の前記布にエマルジョン樹脂をコーティングすることを特徴とする歯付きベルトの製造方法。
【請求項2】
前記ベルトはウレタン樹脂であり、前記エマルジョン樹脂は液状ウレタンであることを特徴とする請求項1記載の歯付きベルトの製造方法。
【請求項3】
前記心線は、スチール線であることを特徴とする請求項1又は2記載の歯付きベルトの製造方法。
【請求項4】
心線が埋設されたベルト本体と複数の歯部とを備えると共に、前記歯部間の歯底に、ベルト成形時に前記心線が支持されることによって形成される溝部が形成された歯付きベルトにおいて、少なくとも前記溝部が形成されている前記歯底に沿って該溝部を被覆するように吸水性を有する布が一体成形されていると共に、前記溝部を被覆している部分の前記布にエマルジョン樹脂がコーティングされていることを特徴とする歯付きベルト。
【請求項5】
前記ベルトはウレタン樹脂であり、前記エマルジョン樹脂は液状ウレタンであることを特徴とする請求項4記載の歯付きベルト。
【請求項6】
前記心線は、スチール線であることを特徴とする請求項4又は5記載の歯付きベルト。
【図1】



【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−107219(P2013−107219A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−251762(P2011−251762)
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000004385)NOK株式会社 (1,527)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月17日(2011.11.17)
【出願人】(000004385)NOK株式会社 (1,527)
【Fターム(参考)】
[ Back to top ]