
歯付ベルトとその製造方法
【課題】心線の作製が容易であり、騒音等の発生を抑制でき、ベルト歯部の歯元部が強化されて破損が抑制された歯付ベルトとその製造方法を提供する。
【解決手段】アラミド繊維からなる芯糸1とナイロン繊維からなる花糸2から構成される心線3をその内部に有し、ベルト歯部4とベルト溝部5が交互に形成され、ゴム7でそれらが一体となっている。ここで、芯糸1と花糸2が一体に撚り合わされて、芯糸1の周りに花糸2が複数のループ状に形成されており、ループ状の花糸2が歯元部9に入り込んで配置されることで、ベルト歯部4の歯元部9が強化される。
【解決手段】アラミド繊維からなる芯糸1とナイロン繊維からなる花糸2から構成される心線3をその内部に有し、ベルト歯部4とベルト溝部5が交互に形成され、ゴム7でそれらが一体となっている。ここで、芯糸1と花糸2が一体に撚り合わされて、芯糸1の周りに花糸2が複数のループ状に形成されており、ループ状の花糸2が歯元部9に入り込んで配置されることで、ベルト歯部4の歯元部9が強化される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、芯糸に撚り合わせた花糸によって歯元部を強化した動力伝達用の歯付ベルトとその製造方法に関するものである。
【背景技術】
【0002】
従来、たとえば、自動車のエンジンや工作機械等における二軸間で動力伝達する部材として、歯付ベルトが広く採用されている。特に、エンジンで使用される歯付ベルトは「タイミングベルト」とも呼ばれている。
【0003】
歯付ベルトは一般に合成ゴムやポリウレタン樹脂から形成されており、金属からなるローラーチェーンと比較して軽量であり、柔軟であることから回転時にも低騒音であって、さらに潤滑作業も不要である。その一方で、歯付ベルトは素材自体の強度が低く、素材の劣化による切れが発生しやすいことから剛性や耐久性に関する課題も含んでいる。
【0004】
そこで、従来の歯付ベルトにおいては、歯付ベルト内部にたとえばガラス繊維やアラミド繊維からなる心線を埋設し、ベルト歯部表面をナイロン織布からなる歯布で補強することで歯付ベルトの長手方向の伸びを抑制し、歯付ベルト全体の剛性を向上させている。
【0005】
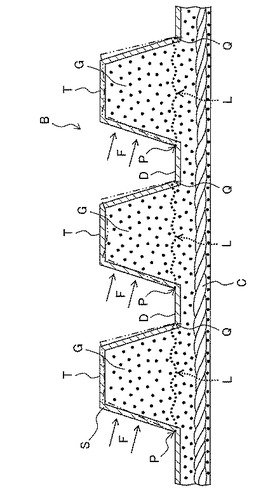
ここで、図5を参照して、上記する従来の歯付ベルトを説明する。同図において、歯付ベルトBにはベルト歯部Tとベルト溝部Dが交互に形成されており、その内部に複数のアラミド繊維を撚り合わせた心線Cを埋設し、歯先側の表面を歯布Sで覆い、それらをベルト材Gで一体に形成している。
【0006】
しかし、上記する歯付ベルトBにおいては、動力伝達の際にベルト歯部Tに力Fが作用すると、ベルト歯部Tが力F方向に倒れるように変形し、ベルト歯部Tとベルト溝部Dの境界となる歯元部の境界部Pに応力が集中する。そして、それが所定の応力にまで到達すると境界部Pにおいて切れが発生し、それを起点としてベルト歯部Tの反対側の境界部Qに向かって剪断破壊が進展し(破線L)、その上部のベルト歯部が欠けてしまう。したがって、高負荷条件下においてもベルト歯部の変形を抑制して、ベルト歯部の破損を効果的に抑止できる歯付ベルトの開発が望まれている。
【0007】
上記する課題に対して、歯元部を強化した歯付ベルトが特許文献1〜3に開示されている。特許文献1に開示の歯付ベルトは、内部に埋設される心線をマルチフィラメントから作製し、その複数のフィラメントの端部をマルチフィラメントの外周面から外方向へ突出するように配することで、ゴムとの接着面積を増加させ、歯付ベルト全体の強化をおこなうものである。また、特許文献2に開示の歯付ベルトは、心線と共にベルト歯部を補強する湾曲部を有するベルト歯部補強用心線をベルト内部に埋設することで、ベルト歯部の強化をおこなうものである。また、特許文献3に開示の歯付ベルトは、心線の巻き付けによって発生する圧力で不織布を歯元部に圧入するとともに、不織布が含有する短繊維を成形時に歯元部に拡散させ、ベルト歯元部を強化するものである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開昭50−69452号公報
【特許文献2】実開昭63−137149号公報
【特許文献3】特開平7−156288号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1に開示の歯付ベルトにおいては、歯付ベルトの長手方向に対して均一に複数のフィラメントの端部を突出させることができず、心線の強度がその長手方向で不均一となることで、歯付ベルト全体の強度が不均一となってしまう。さらに、このようなマルチフィラメントの作製は複雑であり、製造コストの高騰にも繋がる。また、特許文献2に開示の歯付ベルトにおいては、ベルト歯部補強用心線を心線と共に作製する(撚り合わせる)際に、ベルト歯部のピッチや寸法に合わせて作製する必要がある。さらに、ベルト歯部補強用心線はベルト歯部の外周面に沿うように配置されるため、補強の必要な歯元部のみならず、歯先部を含むベルト歯部全体の剛性が増加し、騒音等の新たな問題が生じ得る。また、特許文献3に開示の歯付ベルトは、不織布の配置において、上記する特許文献2と同様にベルト歯部のピッチに合わせた不織布の配置が必要となる。さらに、成形時のポリウレタンの流動とともにベルト歯部に拡散する不織布の短繊維の配置を制御することは困難で、歯付ベルトの歯元部を効果的に強化することはできない。
【0010】
本発明は、上記する問題に鑑みてなされたものであり、心線の作製が容易であり、歯元部を効果的に強化できる歯付ベルトとその製造方法を提供することを目的としている。
【課題を解決するための手段】
【0011】
前記目的を達成すべく、本発明による歯付ベルトは、少なくとも芯糸と花糸からなる心線が内部に埋設され、ベルト歯部とベルト溝部が交互に形成された歯付ベルトであって、前記芯糸と前記花糸が撚り合わされて、該芯糸の周りに該花糸が複数のループ状に形成されており、ループ状の前記花糸が前記ベルト歯部の歯元部に入り込んで、前記心線と前記ベルト歯部と前記ベルト溝部がベルト材で一体となり、該歯元部が強化されているものである。
【0012】
ここで、本発明の「芯糸」とは、心線の長手方向の剛性を保持するための高耐熱性かつ高剛性の繊維または繊維束であって、たとえば、パラ系アラミド繊維やメタ系アラミド繊維、全芳香族ポリエステル繊維、超高分子量ポリエステル繊維、炭素繊維、ガラス繊維、金属繊維などを使用できる。
【0013】
また、本発明の「花糸」とは、上記する芯糸の繊維または繊維束に一体となって撚り合わせた繊維または繊維束であって、芯糸の周りにループ状に形成されており、既述する芯糸の繊維の他に、たとえば、ポリエステル、ナイロン、ポリプロピレン等の合成繊維、レーヨン等の再生繊維、綿、絹等の天然繊維も使用できる。ここで、後述するように、ループ状の花糸(ループ状繊維)は、溶融したベルト素材の流動方向に案内されるような柔軟性を有しているのが好ましい。
【0014】
また、本発明のベルト材としては、たとえばゴムや、ゴムよりも剛性の高いポリウレタン樹脂を使用することができる。
【0015】
なお、上記する本発明の芯糸や花糸は、ゴムの加硫温度以上の融点を有する繊維またはポリウレタン樹脂の硬化温度以上の融点を有する繊維から構成されているものである。
【0016】
上記する形態によれば、芯糸に撚り合わされたループ状の花糸がベルト歯部の歯元部に入り込んでベルト材で一体となり、歯元部において、その花糸が歯付ベルトの長手方向に略均一に配置されることで、歯先部の剛性の増加を抑止しながら、歯元部の全領域を効果的に強化できる。また、心線においては、ベルト歯部のピッチに応じてループ状の花糸を形成する必要がないことから、心線の作製が容易となる。
【0017】
また、芯糸と花糸が接着糸で接着されていれば、芯糸と花糸の解れを抑止することができる。たとえば、接着糸として融点110〜130℃程度の低融点ナイロン、融点160〜180℃程度の低融点ポリエステル、または鞘部が芯部より相対的に低融点であるポリマーを用いた芯鞘型繊維からなる市販の熱接着糸(「メルター」ともいう)を使用し、芯糸や花糸と共に撚り合わせた熱溶着糸を高温雰囲気下で溶融して芯糸と花糸を接着することで、心線を成形型に巻き付けるまでの芯糸と花糸の解れを確実に防止できる。なお、熱接着糸は、芯糸側または花糸側のいずれに付与してもよく、またその両側に付与してもよい。さらに、この接着糸を花糸自体として使用することもできる。
【0018】
また、本発明の歯付ベルトの製造方法によれば、少なくとも芯糸と花糸からなる心線が歯付ベルトの内部に埋設され、ベルト歯部とベルト溝部が交互に形成された歯付ベルトの製造方法であって、前記芯糸の周りに前記花糸が複数のループ状に形成されるように、該芯糸と該花糸が撚り合わされた心線を準備する第1の工程と、前記心線に当接させてベルト素材を配設する第2の工程と、高温雰囲気下で前記ベルト素材を溶融させ、前記心線と前記ベルト歯部と前記ベルト溝部をベルト材で一体として、前記ベルト歯部と前記ベルト溝部を形成する第3の工程からなり、前記第3の工程において、ループ状の前記花糸が前記ベルト歯部の歯元部に入り込んで該ベルト歯部を形成し、該歯元部が強化される。
【0019】
上記する本発明の製造方法によれば、まず、第1の工程において、ベルト歯部のピッチに影響されず、芯糸に花糸をループ状に撚り合わせて心線を準備することができる。なお、ループ状の花糸の大きさ(ループ径、ループ寸法等)は、補強の必要な歯元部にループ状の花糸が配置されるように設定されるのが好ましい。そして、第2の工程において、心線にベルト素材を当接させ、第3の工程において、高温雰囲気下でベルト素材を溶融させることで、溶融してベルト歯部の歯元部へ流れるベルト素材の圧力によって、ループ状の花糸もこの歯元部へ押し込まれることとなる。そして、ベルト素材が硬化することにより、花糸と歯元部がベルト材にて一体とされ、歯元部が花糸にて強化されたベルト歯部が形成される。このように歯元部に入り込んだループ状の花糸は、歯付ベルトの長手方向に略均一に配置されることから、歯先部の剛性の増加を抑止して、効果的に歯元部の全領域を強化することができる。
【0020】
また、前記第3の工程において、芯糸の周りに形成されたループ状の前記花糸が、前記ベルト素材の溶融によって該芯糸の前記歯元部側へ案内されることが好ましい。
【0021】
ループ状の花糸が、溶融したベルト素材の流動方向に案内される柔軟性を有していれば、この花糸を歯元部側に集中して配置でき、さらに歯元部の強化を図ることができる。
【0022】
また、第1の工程において、撚り合わせた芯糸と花糸を接着糸で接着することで、その心線を成形型に巻き付けるまでの芯糸と花糸の解れを確実に防止できる。
【0023】
本発明の製造方法によって得られた歯付ベルトは、ベルト歯部の歯元部にループ状の花糸が入り込んでベルト歯部が形成されることで、歯元部が強化された歯付ベルトとなる。また本発明で使用される心線は、ベルト歯部のピッチ等に影響されないことから、その作製が容易である。また、本発明の歯付ベルトの製造方法により、芯糸の周りに形成されたループ状の花糸を、溶融して流れてきたベルト素材から受ける圧力によって、芯糸の歯元部側に配向して配置することができ、さらにベルト歯部の歯元部の強化を図ることができる。
【発明の効果】
【0024】
以上の説明から理解できるように、本発明の歯付ベルトとその製造方法によれば、歯付ベルトを構成する心線の作製が容易であり、騒音等の発生を抑制でき、ベルト歯部の歯元部が強化されて破損が抑制された歯付ベルトを提供することができる。
【図面の簡単な説明】
【0025】
【図1】本発明の歯付ベルトを示した縦断面図である。
【図2】本発明の歯付ベルトを製造するための心線を示した図であって、(a)はその側面図、(b)は(a)のB−B矢視図である。
【図3】歯付ベルトを製造する工程を説明した図であって、(a)は固定型に心線とベルト素材を配置する工程を説明した図、(b)は(a)の一部を拡大して説明した図である。
【図4】図3に続いて、歯付ベルトを製造する工程を説明した図であって、(a)は高温雰囲気下でベルト素材を溶融させる工程を説明した図、(b)は(a)の一部を拡大して説明した図である。
【図5】従来構造の歯付ベルトを示した縦断面図である。
【発明を実施するための形態】
【0026】
以下、図面を参照して本発明の実施の形態を説明する。図1は、本発明の歯付ベルトを示した図である。また、図2は、本発明の歯付ベルトを製造するための心線を示した図、図3,4は、図2で示す心線を使用して歯付ベルトを製造する工程を示した図である。
【0027】
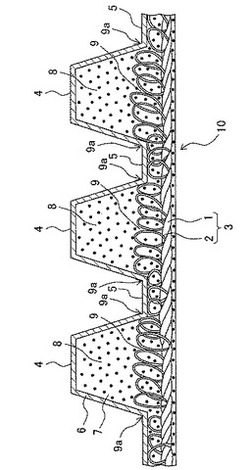
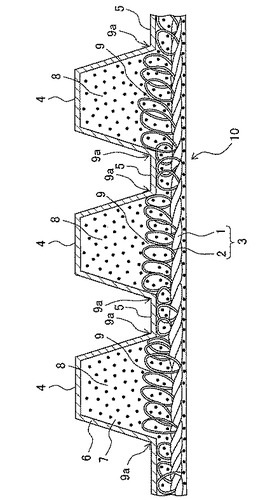
図1で示す歯付ベルト10は、アラミド繊維からなる芯糸1とナイロン繊維からなる花糸2から構成される心線3をその内部に有し、ベルト歯部4とベルト溝部5が交互に形成され、ゴム7でそれらが一体となることで、その大略が構成されている。ここで、芯糸1と花糸2が一体に撚り合わされ、芯糸1の周りに花糸2が複数のループ状に形成されて、芯糸1と花糸2が不図示の接着糸で接着されている。なお、花糸2はその形状から「ループ状繊維」とも称される。また、ベルト歯部4とベルト溝部5の表面には歯布6が配されることで、ベルト表面が補強され、ベルト全体の剛性も向上している。なお、上記する心線3は、歯付ベルト10の内部に複数本備えられており、それらが歯付ベルト10の幅方向に離間して埋設されている。
【0028】
上記するベルト歯部4は、ベルト歯部の歯の先端付近の歯先部8と、ベルト歯部の心線3に近い歯元部9に大別することができる。ベルト歯部4とベルト溝部5の境界となる境界部9aにおいては、歯付ベルト10の回転時にベルト歯部4に力が作用すると、その力方向にベルト歯部4が傾くように変形して応力が集中する可能性がある。そこで、本発明の歯付ベルト10においては、ループ状の花糸2が歯元部9に入り込んでベルト全体がゴム7で一体となり、歯元部9における歯付ベルトの長手方向の全領域に亘って略均一にループ状の花糸2が配置されていることで、それらが補強材として機能し、歯元部9の変形を抑制することができる。したがって、境界部9aにおける応力の集中を抑制して、ベルト歯部4の破損を抑止できる。また、歯先部8においては、花糸2のループが存在しないことから、歯先部8の剛性の増加を抑制して回転時の騒音等の発生を回避できる。
【0029】
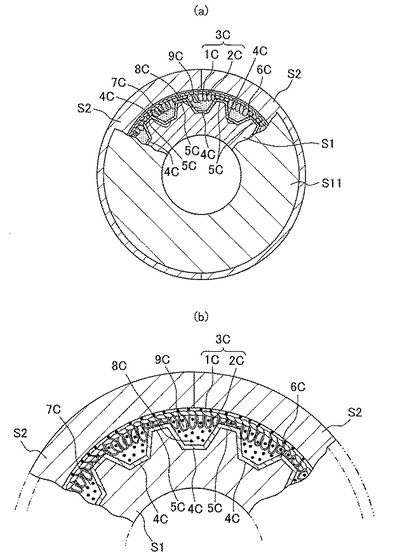
次に、図2〜4を参照して、本発明の歯付ベルトを製造する工程を説明する。図2aは、本発明の歯付ベルトを製造するために準備する心線の側面図、図2bは図2aのB−B矢視図である。また、図3aは、固定型に歯布と心線とベルト素材を配置する工程を説明した図であり、図3bはその一部の拡大図である。また、図4aは、高温雰囲気下でベルト素材を溶融させて歯付ベルトを成形する工程を説明した図であり、図4bはその一部の拡大図である。
【0030】
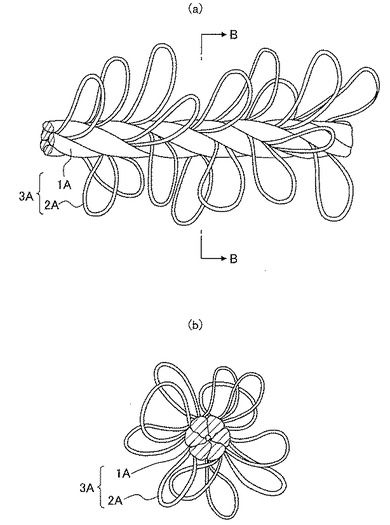
まず、歯付ベルトの製造に当たり、図2aで示す芯糸1Aと花糸2Aからなる心線3Aを準備する。ここで、芯糸1Aは複数本のアラミド繊維からなる撚糸であり、花糸2Aはナイロン繊維から構成されている。なお、それらの繊維の種類や撚り合わせる繊維の基数や太さ等は図示例に限定されず、所望の強度等に応じて変更できる。
【0031】
上記する心線3Aの作製においては、複数本のアラミド繊維を撚り合わせて芯糸1Aを作製する際に、その周りにループ状にナイロン繊維からなる花糸2Aを撚り合わせることにより、芯糸1Aと花糸2Aが一体となった心線3Aが作製される。したがって、図2bで示すように、芯糸1Aの周りには複数のループ状の花糸2A(ループ状繊維)が略均一に配されることとなる。
【0032】
ここで、心線3Aの作製の際に、たとえば低融点ナイロン繊維からなる、少なくとも芯糸より融点の低い熱接着糸を共に撚り合わせるのが好ましい。芯糸と花糸と熱接着糸からなる心線を、熱接着糸の融点以上かつ少なくとも芯糸の融点以下の高温雰囲気下に設置して熱接着糸を溶融し、それを再び常温まで冷却して熱接着糸の接着剤を硬化させることで、芯糸と花糸を接着固定できる。したがって、撚り合わされて一体となった芯糸と花糸の解れをより確実に抑止できる。
【0033】
上記する心線3Aの作製方法として、以下に述べる方法を挙げることができる。まず、花糸が漏斗状のウエストゲージに回転または糸振りさせながら供給され、芯糸と熱接着糸が花糸の少なくとも一部を挟み込むように供給される。ここで、ウエストゲージとは、上部が上方に開放され、出口を構成する下部が狭くなった漏斗状の器具であり、その上部に糸を落として供給することができ、下部が狭くなっていることで供給された糸をその出口付近に一時的に貯めることができるようになっている。次いで、花糸と芯糸と熱接着糸を撚糸機によって撚り合わせることで心線が作製される。なお、その心線は、撚糸機によって実撚りをかけて作製されるものである。すなわち、撚糸機は少なくともボビンとリングとトラベラーを有しており、ボビンがモータ駆動で回転し、ボビンの周りに組み込まれたリングとトラベラーがそのボビンの回転より遅れて回転することで、トラベラーを通過してボビンに巻き付けられる心線に実撚りがかけられる。そして、たとえば、低融点の芯糸が融着する例えば90〜180℃の雰囲気下において、約1秒〜20分程度、熱処理を施すことで、熱接着糸によって芯糸と花糸が接着されて、複数のループ状の花糸が略均一に配され、芯糸と花糸が接着固定された心線が作製される。なお、上記する熱処理工程においては、1kg/cm2以上で加圧されているのが好ましい。
【0034】
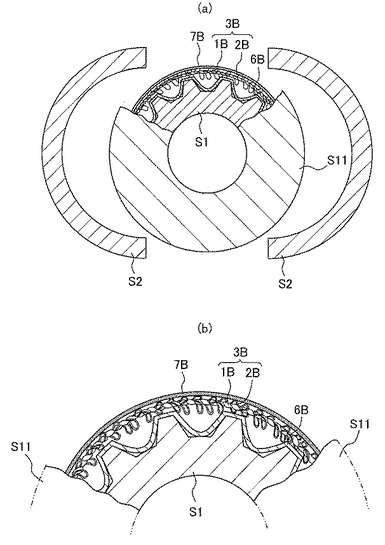
次いで、図3aで示す外周面に歯型を有する円筒状の固定型S1と可動型S2からなる成形型(金型)を用意する。なお、固定型S1の上面と下面には、可動型S2を位置決めするための平板S11が備えられており、同図においてはその一部を切り欠くことで内部が視認できるようになっている。また、ゴムとの接着性を有するナイロン織布からなる歯布シートを予め所望の寸法に裁断しておき、その端部を縫合して、円筒形状の歯布を準備しておく。
【0035】
図示するように、上記する端部を縫合した円筒形状の歯布6Bを固定型S1の外周面を覆うように装着する。そして、その周囲に図2で準備した心線3Bを螺旋状に巻き付け、さらにその周囲に予め所望の寸法に裁断した平板上のゴム素材7Bを巻き付ける。
【0036】
この工程においては、図3bで示すように、芯糸lBに撚り合わされたループ状の花糸2Bは、芯糸1Bの内周面側(固定型S1側)と外周面側に略均一に配置されている。
【0037】
そして、図4aで示すように、固定型S1の周囲に巻き付けたゴム素材の周囲を可動型S2で覆い、それらを加硫工程へと移動して高温雰囲気下でゴム素材を溶融させる。
【0038】
上記する工程においては、溶融したゴム素材7Cが固定型S1に螺旋状に巻き付けられた心線3Cの間を通って、可動型S2から固定型S1の方向へ流れていく。その溶融したベルト素材7Cの圧力によって、ループ状の花糸2Cは芯糸1Cの歯元部9C側へ配向され、芯糸1Cの周りに形成されたループ状の花糸2Cがベルト歯部4Cの歯元部9Cに押し込まれることとなる。
【0039】
さらに、図4bで示すように、図3bにおいて芯糸の外周面側に形成されたループ状の花糸も、溶融したゴム素材7Cの圧力によって、ベルト歯部4Cの歯元部9C側へ配向されて、ベルト歯部4Cの歯元部9Cにループ状の花糸2Cが集中して配置されることとなる。したがって、歯元部9Cにおけるループ状の花糸2Cの密度が増加し、更なる歯元部の強化を図ることができる。なお、図示するように、ベルト溝部5Cにおいてもループ状の花糸2Cは芯糸1Aの内周面側に配置されることとなる。
【0040】
ここで、上記する心線においては、ベルト歯部と心線の位置が変化しても、ベルト歯部の歯元部にループ状の花糸を配置することができる。したがって、ベルト歯部のピッチに応じて心線を設計する必要がないことから、心線を容易に作製することができる。
【0041】
溶融したゴム素材7Cが固定型S1に装着された歯布4Cまで到達し、ゴム素材7Cと歯布6Cが接着すると、それらを常温状態まで冷却させる。そして、溶融したゴム素材が硬化することにより、心線3Cとベルト歯部4Cとベルト溝部5Cと歯布6Cがゴムで一体とされ、歯元部9Cにおいてループ状の花糸2Cがベルト長手方向で略均一に配置されて、歯元部9Cが強化された歯付ベルトが形成される。
【0042】
なお、既述する歯付ベルトの成形品においては、脱型後、その背面を研磨して表面処理し、ロットナンバー等を背面に印刷してロールカッター等で所望の幅に裁断される。
【0043】
このように、歯元部にループ状の花糸が入り込むことにより、歯元部が強化された歯付ベルトを製造することができる。また、花糸の材質、ループ径やループ寸法、その基数等を変更することで、ベルト歯部の剛性を制御できる。
【0044】
なお、上記する実施の形態の心線においては、ベルト歯部に対応する位置にループ状の花糸を密に配置し、ベルト溝部に対応する位置にその花糸を疎に配置する形態であってもよい。
【0045】
以上、本発明の実施の形態を図面を用いて詳述してきたが、具体的な構成はこの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲における設計変更等があっても、それらは本発明に含まれるものである。
【符号の説明】
【0046】
1…芯糸、2…花糸、3…心線、4…ベルト歯部、5…ベルト溝部、6…歯布、7…ゴム、8…歯先部、9…歯元部、10…歯付ベルト、S1…固定型、S2…可動型
【技術分野】
【0001】
本発明は、芯糸に撚り合わせた花糸によって歯元部を強化した動力伝達用の歯付ベルトとその製造方法に関するものである。
【背景技術】
【0002】
従来、たとえば、自動車のエンジンや工作機械等における二軸間で動力伝達する部材として、歯付ベルトが広く採用されている。特に、エンジンで使用される歯付ベルトは「タイミングベルト」とも呼ばれている。
【0003】
歯付ベルトは一般に合成ゴムやポリウレタン樹脂から形成されており、金属からなるローラーチェーンと比較して軽量であり、柔軟であることから回転時にも低騒音であって、さらに潤滑作業も不要である。その一方で、歯付ベルトは素材自体の強度が低く、素材の劣化による切れが発生しやすいことから剛性や耐久性に関する課題も含んでいる。
【0004】
そこで、従来の歯付ベルトにおいては、歯付ベルト内部にたとえばガラス繊維やアラミド繊維からなる心線を埋設し、ベルト歯部表面をナイロン織布からなる歯布で補強することで歯付ベルトの長手方向の伸びを抑制し、歯付ベルト全体の剛性を向上させている。
【0005】
ここで、図5を参照して、上記する従来の歯付ベルトを説明する。同図において、歯付ベルトBにはベルト歯部Tとベルト溝部Dが交互に形成されており、その内部に複数のアラミド繊維を撚り合わせた心線Cを埋設し、歯先側の表面を歯布Sで覆い、それらをベルト材Gで一体に形成している。
【0006】
しかし、上記する歯付ベルトBにおいては、動力伝達の際にベルト歯部Tに力Fが作用すると、ベルト歯部Tが力F方向に倒れるように変形し、ベルト歯部Tとベルト溝部Dの境界となる歯元部の境界部Pに応力が集中する。そして、それが所定の応力にまで到達すると境界部Pにおいて切れが発生し、それを起点としてベルト歯部Tの反対側の境界部Qに向かって剪断破壊が進展し(破線L)、その上部のベルト歯部が欠けてしまう。したがって、高負荷条件下においてもベルト歯部の変形を抑制して、ベルト歯部の破損を効果的に抑止できる歯付ベルトの開発が望まれている。
【0007】
上記する課題に対して、歯元部を強化した歯付ベルトが特許文献1〜3に開示されている。特許文献1に開示の歯付ベルトは、内部に埋設される心線をマルチフィラメントから作製し、その複数のフィラメントの端部をマルチフィラメントの外周面から外方向へ突出するように配することで、ゴムとの接着面積を増加させ、歯付ベルト全体の強化をおこなうものである。また、特許文献2に開示の歯付ベルトは、心線と共にベルト歯部を補強する湾曲部を有するベルト歯部補強用心線をベルト内部に埋設することで、ベルト歯部の強化をおこなうものである。また、特許文献3に開示の歯付ベルトは、心線の巻き付けによって発生する圧力で不織布を歯元部に圧入するとともに、不織布が含有する短繊維を成形時に歯元部に拡散させ、ベルト歯元部を強化するものである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開昭50−69452号公報
【特許文献2】実開昭63−137149号公報
【特許文献3】特開平7−156288号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1に開示の歯付ベルトにおいては、歯付ベルトの長手方向に対して均一に複数のフィラメントの端部を突出させることができず、心線の強度がその長手方向で不均一となることで、歯付ベルト全体の強度が不均一となってしまう。さらに、このようなマルチフィラメントの作製は複雑であり、製造コストの高騰にも繋がる。また、特許文献2に開示の歯付ベルトにおいては、ベルト歯部補強用心線を心線と共に作製する(撚り合わせる)際に、ベルト歯部のピッチや寸法に合わせて作製する必要がある。さらに、ベルト歯部補強用心線はベルト歯部の外周面に沿うように配置されるため、補強の必要な歯元部のみならず、歯先部を含むベルト歯部全体の剛性が増加し、騒音等の新たな問題が生じ得る。また、特許文献3に開示の歯付ベルトは、不織布の配置において、上記する特許文献2と同様にベルト歯部のピッチに合わせた不織布の配置が必要となる。さらに、成形時のポリウレタンの流動とともにベルト歯部に拡散する不織布の短繊維の配置を制御することは困難で、歯付ベルトの歯元部を効果的に強化することはできない。
【0010】
本発明は、上記する問題に鑑みてなされたものであり、心線の作製が容易であり、歯元部を効果的に強化できる歯付ベルトとその製造方法を提供することを目的としている。
【課題を解決するための手段】
【0011】
前記目的を達成すべく、本発明による歯付ベルトは、少なくとも芯糸と花糸からなる心線が内部に埋設され、ベルト歯部とベルト溝部が交互に形成された歯付ベルトであって、前記芯糸と前記花糸が撚り合わされて、該芯糸の周りに該花糸が複数のループ状に形成されており、ループ状の前記花糸が前記ベルト歯部の歯元部に入り込んで、前記心線と前記ベルト歯部と前記ベルト溝部がベルト材で一体となり、該歯元部が強化されているものである。
【0012】
ここで、本発明の「芯糸」とは、心線の長手方向の剛性を保持するための高耐熱性かつ高剛性の繊維または繊維束であって、たとえば、パラ系アラミド繊維やメタ系アラミド繊維、全芳香族ポリエステル繊維、超高分子量ポリエステル繊維、炭素繊維、ガラス繊維、金属繊維などを使用できる。
【0013】
また、本発明の「花糸」とは、上記する芯糸の繊維または繊維束に一体となって撚り合わせた繊維または繊維束であって、芯糸の周りにループ状に形成されており、既述する芯糸の繊維の他に、たとえば、ポリエステル、ナイロン、ポリプロピレン等の合成繊維、レーヨン等の再生繊維、綿、絹等の天然繊維も使用できる。ここで、後述するように、ループ状の花糸(ループ状繊維)は、溶融したベルト素材の流動方向に案内されるような柔軟性を有しているのが好ましい。
【0014】
また、本発明のベルト材としては、たとえばゴムや、ゴムよりも剛性の高いポリウレタン樹脂を使用することができる。
【0015】
なお、上記する本発明の芯糸や花糸は、ゴムの加硫温度以上の融点を有する繊維またはポリウレタン樹脂の硬化温度以上の融点を有する繊維から構成されているものである。
【0016】
上記する形態によれば、芯糸に撚り合わされたループ状の花糸がベルト歯部の歯元部に入り込んでベルト材で一体となり、歯元部において、その花糸が歯付ベルトの長手方向に略均一に配置されることで、歯先部の剛性の増加を抑止しながら、歯元部の全領域を効果的に強化できる。また、心線においては、ベルト歯部のピッチに応じてループ状の花糸を形成する必要がないことから、心線の作製が容易となる。
【0017】
また、芯糸と花糸が接着糸で接着されていれば、芯糸と花糸の解れを抑止することができる。たとえば、接着糸として融点110〜130℃程度の低融点ナイロン、融点160〜180℃程度の低融点ポリエステル、または鞘部が芯部より相対的に低融点であるポリマーを用いた芯鞘型繊維からなる市販の熱接着糸(「メルター」ともいう)を使用し、芯糸や花糸と共に撚り合わせた熱溶着糸を高温雰囲気下で溶融して芯糸と花糸を接着することで、心線を成形型に巻き付けるまでの芯糸と花糸の解れを確実に防止できる。なお、熱接着糸は、芯糸側または花糸側のいずれに付与してもよく、またその両側に付与してもよい。さらに、この接着糸を花糸自体として使用することもできる。
【0018】
また、本発明の歯付ベルトの製造方法によれば、少なくとも芯糸と花糸からなる心線が歯付ベルトの内部に埋設され、ベルト歯部とベルト溝部が交互に形成された歯付ベルトの製造方法であって、前記芯糸の周りに前記花糸が複数のループ状に形成されるように、該芯糸と該花糸が撚り合わされた心線を準備する第1の工程と、前記心線に当接させてベルト素材を配設する第2の工程と、高温雰囲気下で前記ベルト素材を溶融させ、前記心線と前記ベルト歯部と前記ベルト溝部をベルト材で一体として、前記ベルト歯部と前記ベルト溝部を形成する第3の工程からなり、前記第3の工程において、ループ状の前記花糸が前記ベルト歯部の歯元部に入り込んで該ベルト歯部を形成し、該歯元部が強化される。
【0019】
上記する本発明の製造方法によれば、まず、第1の工程において、ベルト歯部のピッチに影響されず、芯糸に花糸をループ状に撚り合わせて心線を準備することができる。なお、ループ状の花糸の大きさ(ループ径、ループ寸法等)は、補強の必要な歯元部にループ状の花糸が配置されるように設定されるのが好ましい。そして、第2の工程において、心線にベルト素材を当接させ、第3の工程において、高温雰囲気下でベルト素材を溶融させることで、溶融してベルト歯部の歯元部へ流れるベルト素材の圧力によって、ループ状の花糸もこの歯元部へ押し込まれることとなる。そして、ベルト素材が硬化することにより、花糸と歯元部がベルト材にて一体とされ、歯元部が花糸にて強化されたベルト歯部が形成される。このように歯元部に入り込んだループ状の花糸は、歯付ベルトの長手方向に略均一に配置されることから、歯先部の剛性の増加を抑止して、効果的に歯元部の全領域を強化することができる。
【0020】
また、前記第3の工程において、芯糸の周りに形成されたループ状の前記花糸が、前記ベルト素材の溶融によって該芯糸の前記歯元部側へ案内されることが好ましい。
【0021】
ループ状の花糸が、溶融したベルト素材の流動方向に案内される柔軟性を有していれば、この花糸を歯元部側に集中して配置でき、さらに歯元部の強化を図ることができる。
【0022】
また、第1の工程において、撚り合わせた芯糸と花糸を接着糸で接着することで、その心線を成形型に巻き付けるまでの芯糸と花糸の解れを確実に防止できる。
【0023】
本発明の製造方法によって得られた歯付ベルトは、ベルト歯部の歯元部にループ状の花糸が入り込んでベルト歯部が形成されることで、歯元部が強化された歯付ベルトとなる。また本発明で使用される心線は、ベルト歯部のピッチ等に影響されないことから、その作製が容易である。また、本発明の歯付ベルトの製造方法により、芯糸の周りに形成されたループ状の花糸を、溶融して流れてきたベルト素材から受ける圧力によって、芯糸の歯元部側に配向して配置することができ、さらにベルト歯部の歯元部の強化を図ることができる。
【発明の効果】
【0024】
以上の説明から理解できるように、本発明の歯付ベルトとその製造方法によれば、歯付ベルトを構成する心線の作製が容易であり、騒音等の発生を抑制でき、ベルト歯部の歯元部が強化されて破損が抑制された歯付ベルトを提供することができる。
【図面の簡単な説明】
【0025】
【図1】本発明の歯付ベルトを示した縦断面図である。
【図2】本発明の歯付ベルトを製造するための心線を示した図であって、(a)はその側面図、(b)は(a)のB−B矢視図である。
【図3】歯付ベルトを製造する工程を説明した図であって、(a)は固定型に心線とベルト素材を配置する工程を説明した図、(b)は(a)の一部を拡大して説明した図である。
【図4】図3に続いて、歯付ベルトを製造する工程を説明した図であって、(a)は高温雰囲気下でベルト素材を溶融させる工程を説明した図、(b)は(a)の一部を拡大して説明した図である。
【図5】従来構造の歯付ベルトを示した縦断面図である。
【発明を実施するための形態】
【0026】
以下、図面を参照して本発明の実施の形態を説明する。図1は、本発明の歯付ベルトを示した図である。また、図2は、本発明の歯付ベルトを製造するための心線を示した図、図3,4は、図2で示す心線を使用して歯付ベルトを製造する工程を示した図である。
【0027】
図1で示す歯付ベルト10は、アラミド繊維からなる芯糸1とナイロン繊維からなる花糸2から構成される心線3をその内部に有し、ベルト歯部4とベルト溝部5が交互に形成され、ゴム7でそれらが一体となることで、その大略が構成されている。ここで、芯糸1と花糸2が一体に撚り合わされ、芯糸1の周りに花糸2が複数のループ状に形成されて、芯糸1と花糸2が不図示の接着糸で接着されている。なお、花糸2はその形状から「ループ状繊維」とも称される。また、ベルト歯部4とベルト溝部5の表面には歯布6が配されることで、ベルト表面が補強され、ベルト全体の剛性も向上している。なお、上記する心線3は、歯付ベルト10の内部に複数本備えられており、それらが歯付ベルト10の幅方向に離間して埋設されている。
【0028】
上記するベルト歯部4は、ベルト歯部の歯の先端付近の歯先部8と、ベルト歯部の心線3に近い歯元部9に大別することができる。ベルト歯部4とベルト溝部5の境界となる境界部9aにおいては、歯付ベルト10の回転時にベルト歯部4に力が作用すると、その力方向にベルト歯部4が傾くように変形して応力が集中する可能性がある。そこで、本発明の歯付ベルト10においては、ループ状の花糸2が歯元部9に入り込んでベルト全体がゴム7で一体となり、歯元部9における歯付ベルトの長手方向の全領域に亘って略均一にループ状の花糸2が配置されていることで、それらが補強材として機能し、歯元部9の変形を抑制することができる。したがって、境界部9aにおける応力の集中を抑制して、ベルト歯部4の破損を抑止できる。また、歯先部8においては、花糸2のループが存在しないことから、歯先部8の剛性の増加を抑制して回転時の騒音等の発生を回避できる。
【0029】
次に、図2〜4を参照して、本発明の歯付ベルトを製造する工程を説明する。図2aは、本発明の歯付ベルトを製造するために準備する心線の側面図、図2bは図2aのB−B矢視図である。また、図3aは、固定型に歯布と心線とベルト素材を配置する工程を説明した図であり、図3bはその一部の拡大図である。また、図4aは、高温雰囲気下でベルト素材を溶融させて歯付ベルトを成形する工程を説明した図であり、図4bはその一部の拡大図である。
【0030】
まず、歯付ベルトの製造に当たり、図2aで示す芯糸1Aと花糸2Aからなる心線3Aを準備する。ここで、芯糸1Aは複数本のアラミド繊維からなる撚糸であり、花糸2Aはナイロン繊維から構成されている。なお、それらの繊維の種類や撚り合わせる繊維の基数や太さ等は図示例に限定されず、所望の強度等に応じて変更できる。
【0031】
上記する心線3Aの作製においては、複数本のアラミド繊維を撚り合わせて芯糸1Aを作製する際に、その周りにループ状にナイロン繊維からなる花糸2Aを撚り合わせることにより、芯糸1Aと花糸2Aが一体となった心線3Aが作製される。したがって、図2bで示すように、芯糸1Aの周りには複数のループ状の花糸2A(ループ状繊維)が略均一に配されることとなる。
【0032】
ここで、心線3Aの作製の際に、たとえば低融点ナイロン繊維からなる、少なくとも芯糸より融点の低い熱接着糸を共に撚り合わせるのが好ましい。芯糸と花糸と熱接着糸からなる心線を、熱接着糸の融点以上かつ少なくとも芯糸の融点以下の高温雰囲気下に設置して熱接着糸を溶融し、それを再び常温まで冷却して熱接着糸の接着剤を硬化させることで、芯糸と花糸を接着固定できる。したがって、撚り合わされて一体となった芯糸と花糸の解れをより確実に抑止できる。
【0033】
上記する心線3Aの作製方法として、以下に述べる方法を挙げることができる。まず、花糸が漏斗状のウエストゲージに回転または糸振りさせながら供給され、芯糸と熱接着糸が花糸の少なくとも一部を挟み込むように供給される。ここで、ウエストゲージとは、上部が上方に開放され、出口を構成する下部が狭くなった漏斗状の器具であり、その上部に糸を落として供給することができ、下部が狭くなっていることで供給された糸をその出口付近に一時的に貯めることができるようになっている。次いで、花糸と芯糸と熱接着糸を撚糸機によって撚り合わせることで心線が作製される。なお、その心線は、撚糸機によって実撚りをかけて作製されるものである。すなわち、撚糸機は少なくともボビンとリングとトラベラーを有しており、ボビンがモータ駆動で回転し、ボビンの周りに組み込まれたリングとトラベラーがそのボビンの回転より遅れて回転することで、トラベラーを通過してボビンに巻き付けられる心線に実撚りがかけられる。そして、たとえば、低融点の芯糸が融着する例えば90〜180℃の雰囲気下において、約1秒〜20分程度、熱処理を施すことで、熱接着糸によって芯糸と花糸が接着されて、複数のループ状の花糸が略均一に配され、芯糸と花糸が接着固定された心線が作製される。なお、上記する熱処理工程においては、1kg/cm2以上で加圧されているのが好ましい。
【0034】
次いで、図3aで示す外周面に歯型を有する円筒状の固定型S1と可動型S2からなる成形型(金型)を用意する。なお、固定型S1の上面と下面には、可動型S2を位置決めするための平板S11が備えられており、同図においてはその一部を切り欠くことで内部が視認できるようになっている。また、ゴムとの接着性を有するナイロン織布からなる歯布シートを予め所望の寸法に裁断しておき、その端部を縫合して、円筒形状の歯布を準備しておく。
【0035】
図示するように、上記する端部を縫合した円筒形状の歯布6Bを固定型S1の外周面を覆うように装着する。そして、その周囲に図2で準備した心線3Bを螺旋状に巻き付け、さらにその周囲に予め所望の寸法に裁断した平板上のゴム素材7Bを巻き付ける。
【0036】
この工程においては、図3bで示すように、芯糸lBに撚り合わされたループ状の花糸2Bは、芯糸1Bの内周面側(固定型S1側)と外周面側に略均一に配置されている。
【0037】
そして、図4aで示すように、固定型S1の周囲に巻き付けたゴム素材の周囲を可動型S2で覆い、それらを加硫工程へと移動して高温雰囲気下でゴム素材を溶融させる。
【0038】
上記する工程においては、溶融したゴム素材7Cが固定型S1に螺旋状に巻き付けられた心線3Cの間を通って、可動型S2から固定型S1の方向へ流れていく。その溶融したベルト素材7Cの圧力によって、ループ状の花糸2Cは芯糸1Cの歯元部9C側へ配向され、芯糸1Cの周りに形成されたループ状の花糸2Cがベルト歯部4Cの歯元部9Cに押し込まれることとなる。
【0039】
さらに、図4bで示すように、図3bにおいて芯糸の外周面側に形成されたループ状の花糸も、溶融したゴム素材7Cの圧力によって、ベルト歯部4Cの歯元部9C側へ配向されて、ベルト歯部4Cの歯元部9Cにループ状の花糸2Cが集中して配置されることとなる。したがって、歯元部9Cにおけるループ状の花糸2Cの密度が増加し、更なる歯元部の強化を図ることができる。なお、図示するように、ベルト溝部5Cにおいてもループ状の花糸2Cは芯糸1Aの内周面側に配置されることとなる。
【0040】
ここで、上記する心線においては、ベルト歯部と心線の位置が変化しても、ベルト歯部の歯元部にループ状の花糸を配置することができる。したがって、ベルト歯部のピッチに応じて心線を設計する必要がないことから、心線を容易に作製することができる。
【0041】
溶融したゴム素材7Cが固定型S1に装着された歯布4Cまで到達し、ゴム素材7Cと歯布6Cが接着すると、それらを常温状態まで冷却させる。そして、溶融したゴム素材が硬化することにより、心線3Cとベルト歯部4Cとベルト溝部5Cと歯布6Cがゴムで一体とされ、歯元部9Cにおいてループ状の花糸2Cがベルト長手方向で略均一に配置されて、歯元部9Cが強化された歯付ベルトが形成される。
【0042】
なお、既述する歯付ベルトの成形品においては、脱型後、その背面を研磨して表面処理し、ロットナンバー等を背面に印刷してロールカッター等で所望の幅に裁断される。
【0043】
このように、歯元部にループ状の花糸が入り込むことにより、歯元部が強化された歯付ベルトを製造することができる。また、花糸の材質、ループ径やループ寸法、その基数等を変更することで、ベルト歯部の剛性を制御できる。
【0044】
なお、上記する実施の形態の心線においては、ベルト歯部に対応する位置にループ状の花糸を密に配置し、ベルト溝部に対応する位置にその花糸を疎に配置する形態であってもよい。
【0045】
以上、本発明の実施の形態を図面を用いて詳述してきたが、具体的な構成はこの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲における設計変更等があっても、それらは本発明に含まれるものである。
【符号の説明】
【0046】
1…芯糸、2…花糸、3…心線、4…ベルト歯部、5…ベルト溝部、6…歯布、7…ゴム、8…歯先部、9…歯元部、10…歯付ベルト、S1…固定型、S2…可動型
【特許請求の範囲】
【請求項1】
少なくとも芯糸と花糸からなる心線が内部に埋設され、ベルト歯部とベルト溝部が交互に形成された歯付ベルトであって、
前記芯糸と前記花糸が撚り合わされて、該芯糸の周りに該花糸が複数のループ状に形成されており、
ループ状の前記花糸が前記ベルト歯部の歯元部に入り込んで、前記心線と前記ベルト歯部と前記ベルト溝部がベルト材で一体となり、該歯元部が強化されている歯付ベルト。
【請求項2】
前記芯糸と前記花糸が接着糸で接着されている、請求項1に記載の歯付ベルト。
【請求項3】
前記ベルト材が、ゴムまたはポリウレタン樹脂のいずれかからなる、請求項1または2に記載の歯付ベルト。
【請求項4】
少なくとも芯糸と花糸からなる心線が歯付ベルトの内部に埋設され、ベルト歯部とベルト溝部が交互に形成された歯付ベルトの製造方法であって、
前記芯糸の周りに前記花糸が複数のループ状に形成されるように、該芯糸と該花糸が撚り合わされた心線を準備する第1の工程と、
前記心線に当接させてベルト素材を配設する第2の工程と、
高温雰囲気下で前記ベルト素材を溶融させ、前記心線と前記ベルト歯部と前記ベルト溝部をベルト材で一体として、前記ベルト歯部と前記ベルト溝部を形成する第3の工程からなり、
前記第3の工程において、ループ状の前記花糸が前記ベルト歯部の歯元部に入り込んで該ベルト歯部を形成し、該歯元部が強化される、歯付ベルトの製造方法。
【請求項5】
前記前記第3の工程において、芯糸の周りに形成されたループ状の前記花糸が、前記ベルト素材の溶融によって該芯糸の前記歯元部側へ案内される、請求項4に記載の歯付ベルトの製造方法。
【請求項6】
前記第1の工程において、撚り合わされた前記芯糸と前記花糸を接着糸で接着する、請求項4または5に記載の歯付ベルトの製造方法。
【請求項1】
少なくとも芯糸と花糸からなる心線が内部に埋設され、ベルト歯部とベルト溝部が交互に形成された歯付ベルトであって、
前記芯糸と前記花糸が撚り合わされて、該芯糸の周りに該花糸が複数のループ状に形成されており、
ループ状の前記花糸が前記ベルト歯部の歯元部に入り込んで、前記心線と前記ベルト歯部と前記ベルト溝部がベルト材で一体となり、該歯元部が強化されている歯付ベルト。
【請求項2】
前記芯糸と前記花糸が接着糸で接着されている、請求項1に記載の歯付ベルト。
【請求項3】
前記ベルト材が、ゴムまたはポリウレタン樹脂のいずれかからなる、請求項1または2に記載の歯付ベルト。
【請求項4】
少なくとも芯糸と花糸からなる心線が歯付ベルトの内部に埋設され、ベルト歯部とベルト溝部が交互に形成された歯付ベルトの製造方法であって、
前記芯糸の周りに前記花糸が複数のループ状に形成されるように、該芯糸と該花糸が撚り合わされた心線を準備する第1の工程と、
前記心線に当接させてベルト素材を配設する第2の工程と、
高温雰囲気下で前記ベルト素材を溶融させ、前記心線と前記ベルト歯部と前記ベルト溝部をベルト材で一体として、前記ベルト歯部と前記ベルト溝部を形成する第3の工程からなり、
前記第3の工程において、ループ状の前記花糸が前記ベルト歯部の歯元部に入り込んで該ベルト歯部を形成し、該歯元部が強化される、歯付ベルトの製造方法。
【請求項5】
前記前記第3の工程において、芯糸の周りに形成されたループ状の前記花糸が、前記ベルト素材の溶融によって該芯糸の前記歯元部側へ案内される、請求項4に記載の歯付ベルトの製造方法。
【請求項6】
前記第1の工程において、撚り合わされた前記芯糸と前記花糸を接着糸で接着する、請求項4または5に記載の歯付ベルトの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−247342(P2011−247342A)
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願番号】特願2010−120506(P2010−120506)
【出願日】平成22年5月26日(2010.5.26)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願日】平成22年5月26日(2010.5.26)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
[ Back to top ]