
歯付ベルトの製造方法
【課題】歯付ベルトを構成する素材の特性を変化させることなく、歯付ベルトの歯側に磁性体材料を容易に固着することができるとともに、固着される磁性体材料の薄膜化および均一化を図ることができる歯付ベルトの製造方法を提供する。
【解決手段】歯部が歯布14により覆われた歯付ベルトの製造方法において、磁性体材料を含有する磁性塗料を歯布14の裏面に塗装装置20により塗着させる塗着工程を含み、塗着工程では、歯布14を陽極とし、スプレーガン24の電極を陰極とし、歯布14とスプレーガン24の電極との間に負の高電圧を印加して静電界を形成するとともに、磁性塗料を帯電させて噴霧し、静電気力を用いて歯布14に前記磁性塗料を塗着させることを特徴とする。
【解決手段】歯部が歯布14により覆われた歯付ベルトの製造方法において、磁性体材料を含有する磁性塗料を歯布14の裏面に塗装装置20により塗着させる塗着工程を含み、塗着工程では、歯布14を陽極とし、スプレーガン24の電極を陰極とし、歯布14とスプレーガン24の電極との間に負の高電圧を印加して静電界を形成するとともに、磁性塗料を帯電させて噴霧し、静電気力を用いて歯布14に前記磁性塗料を塗着させることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、歯付ベルトの製造方法に関し、特に、複数のプーリに巻き掛けられ、これらプーリ間で動力の伝達を行う動力伝達用の歯付ベルトの製造方法に関する。
【背景技術】
【0002】
一般に、車両に搭載されるエンジンなどの内燃機関や一般産業用動力伝達装置においては、動力伝達用のベルトとして歯付ベルトが広く利用されている。歯付ベルトは、一般に、ベルトの背側を構成する背ゴムと、歯部を構成する歯ゴムと、背ゴムおよび歯ゴムの間にベルト長さ方向に沿って埋設された心線と、歯部の表面を覆うナイロン繊維やアラミド繊維等からなる歯布とから構成されている。
【0003】
近年では、負荷が加わった際の一次的なベルトの伸びや、長時間の駆動による疲労蓄積に起因したベルトの伸びを直接検出することを目的として、長手方向に沿ってN極およびS極を交互に配列した多極着磁面を有する磁性ゴム層をベルトの背側に設けたエンコーダ付駆動伝達用ベルトも提案されている(例えば、特許文献1参照)。
【0004】
また、特許文献1に記載のエンコーダ付駆動伝達用ベルトは、いわゆるVリブドベルトであり、次の製造工程により製造される。まず、既成のVリブドベルトを用意し、背側の一部を長手方向に沿って剥離して溝を形成する。次いで、この溝に未硬化のゴム系接着剤を塗布する。そして、磁性体粉末と未加硫ゴム材とを混練調整した磁性ゴム材料を上記溝に配置し、加熱・加圧して定着させる。その後、Vリブドベルトを加熱加硫し、磁性ゴム材料をVリブドベルトに一体化させる。これによりVリブドベルトの背側に磁性ゴム層が形成される。最後に、磁性ゴム層の表面を着磁し、N極およびS極を交互に配列した多極着磁面を形成する。
【0005】
製造されたVリブドベルトは、車両用エンジンの補機駆動装置に使用され、近接配置された磁気センサにより磁気的な変化が検出される。これにより、Vリブドベルトの伸び状態が把握される。
【0006】
ところで、車両用エンジンにおいては、クランクシャフトの回転をカムシャフトに伝達する手段として歯付ベルトが用いられるが、いわゆるタイミングベルトが多用される。タイミングベルトは、長期間使用されると歯布が摩耗し、歯ゴムが表面に露出する。歯ゴムが表面に露出した後は、歯欠けなどの破損を招きやすく、歯部が歯布に覆われている場合と比較して早期に寿命に到達してしまう。このため、タイミングベルトは、寿命到達前に交換されることが望ましい。
【0007】
したがって、タイミングベルトの交換時期を適切に把握することが望まれており、そのために歯側の状態、特に歯部の摩耗状態を直接検出することが求められている。そこで、例えば歯側に磁性体粉末などの磁性体材料を固着し、タイミングベルトを磁化させるとともに、磁気的な変化を検出することにより歯部の摩耗状態を検出し、タイミングベルトの交換時期を把握することが考えられる。
【0008】
ここで、磁化されたタイミングベルトの製造方法として、上述した特許文献1に記載のエンコーダ付駆動伝達用ベルトの製造方法を用いることが考えられる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2010−164142号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、タイミングベルトの歯側は複数の歯部により凹凸状になっているため、特許文献1に記載のエンコーダ付駆動伝達用ベルトの製造方法を用いて磁性体材料を含有する磁性ゴム材料を歯側に固着することは、困難である。すなわち、従来の製造方法によりタイミングベルトの歯側に磁性ゴム材料を固着する際には、歯布を剥離した後、歯ゴムの一部を長手方向に沿って剥離して溝を形成し、この溝に歯部の形状に合わせて成形された磁性ゴム材料を固着することとなる。このため、磁性ゴム材料を歯部の形状に加工しなければならず、ベルト加工工程とは別に磁性ゴム材料の成形工程を要するという問題点がある。また、歯ゴムの一部を磁性ゴム材料で形成するため、タイミングベルトを構成する素材であるゴムの特性を変化させてしまうという問題がある。
【0011】
このように、従来の製造方法では、タイミングベルトの歯側に磁性体材料を固着し、磁化されたタイミングベルトを製造することは困難であるという問題があった。
【0012】
また、タイミングベルトの歯側に磁性体材料を固着させるにあたっては、本来のタイミングベルトの特性を損なわないように、磁性体材料を薄膜化して固着させることが要求される。さらに、タイミングベルトから発せられる磁力が偏らないように、磁性体材料を均一に固着させることが望まれる。
【0013】
また、上記のような課題は、タイミングベルトだけの課題には限られない。すなわち、複数のプーリに巻き掛けられたベルトにより複数のプーリ間で動力を伝達する駆動伝達用のベルト全般で、上述と同様の課題が想定される。
【0014】
本発明は、上述のような従来の課題に鑑みてなされたもので、歯付ベルトを構成する素材の特性を変化させることなく、歯付ベルトの歯側に磁性体材料を容易に固着することができるとともに、固着される磁性体材料の薄膜化および均一化を図ることができる歯付ベルトの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0015】
本発明に係る歯付ベルトの製造方法は、上記目的達成のため、(1)歯部が歯布により覆われた歯付ベルトの製造方法であって、前記歯布の表面および裏面の少なくともいずれか一方に、磁性体材料を含有する磁性塗料を塗装装置により塗着させる塗着工程を含み、前記塗着工程では、前記歯布を一方の極とし、前記塗装装置を他方の極とし、前記歯布と前記塗装装置との間に高電圧を印加して静電界を形成するとともに、前記磁性塗料を帯電させて噴霧し、静電気力を用いて前記歯布に前記磁性塗料を塗着させることを特徴とする。
【0016】
この構成により、本発明に係る歯付ベルトの製造方法は、歯布の表面および裏面の少なくともいずれか一方に磁性塗料を塗着させることにより、磁性体材料を歯布に固着させることができる。また、磁性体材料を歯布に固着させるので、歯部の形状に合わせて磁性体材料を成形あるいは加工する工程を必要としない。このため、歯部を含む歯付ベルト本体を構成するゴム材料などの素材の特性を変化させることなく、歯付ベルトの歯側に磁性体材料を容易に固着することができる。
【0017】
また、本発明に係る歯付ベルトの製造方法は、磁性体材料を歯布に固着することにより、歯付ベルトを磁化させることができる。このため、磁化された歯付ベルトを例えば車両用の内燃機関などの動力伝達装置に用いた場合には、歯付ベルトの歯側に磁気センサやコイルなどの磁気検出手段を近接配置することによって、歯付ベルトの摩耗、特に歯部の摩耗の進行に伴う磁界の変化を検出することが可能となる。したがって、歯付ベルトが発する磁界を監視することで、歯付ベルトの交換時期を適切に把握することができる。
【0018】
さらに、本発明に係る歯付ベルトの製造方法は、塗着工程において帯電させた磁性塗料を歯布に静電気力を用いて塗着させるので、歯布に固着される磁性体材料の薄膜化および均一化を図ることができる。
【0019】
上記(1)に記載の歯付ベルトの製造方法において、(2)前記塗着工程において、前記歯布は、接地された導電性の基台に支持固定されていることを特徴とする。
【0020】
この構成により、本発明に係る歯付ベルトの製造方法は、接地された導電性の基台に歯布が支持固定されているので、非導電性のナイロン繊維などからなる歯布であっても表面を帯電させることができる。このため、非導電性の歯布に対しても、静電気力を用いて磁性塗料を塗着させることができる。
【0021】
上記(1)に記載の歯付ベルトの製造方法において、(3)前記塗着工程前に、前記歯布に導電性塗料を塗布する導電性塗料塗布工程を有することを特徴とする。
【0022】
この構成により、本発明に係る歯付ベルトの製造方法は、塗着工程の前に導電性塗料塗布工程を有するので、この導電性塗料塗布工程により非導電性のナイロン繊維などからなる歯布に導電性を持たせることができる。したがって、歯布を直接、接地することが可能となり、歯布の表面を帯電させることができる。この結果、歯布に対して静電気力を用いて磁性塗料を塗着させることができる。
【0023】
上記(1)ないし(3)に記載の歯付ベルトの製造方法において、(4)前記塗着工程により塗着された前記磁性塗料を着磁する着磁工程を含むことを特徴とする。
【0024】
この構成により、本発明に係る歯付ベルトの製造方法は、着磁工程により歯布に塗着された磁性塗料を磁化させることができる。この磁化された歯付ベルトを例えば車両用の内燃機関などの動力伝達装置に用いた場合には、歯付ベルトの歯側に磁気センサやコイルなどの磁気検出手段を近接配置することによって、歯付ベルトの摩耗、特に歯部の摩耗の進行に伴う磁界の変化を検出することが可能となる。したがって、歯付ベルトが発する磁界を監視することで、歯付ベルトの交換時期を適切に把握することができる。
【0025】
また、本発明に係る歯付ベルトは、(5)前述の(1)ないし(4)のいずれかに記載の歯付ベルトの製造方法により製造される。
【発明の効果】
【0026】
本発明によれば、歯付ベルトを構成する素材の特性を変化させることなく、歯付ベルトの歯側に磁性体材料を容易に固着することができるとともに、固着される磁性体材料の薄膜化および均一化を図ることができる歯付ベルトの製造方法を提供することができる。
【図面の簡単な説明】
【0027】
【図1】本発明の実施の形態に係るタイミングベルトを一部切断した状態を示す斜視図である。
【図2】本発明の実施の形態に係るタイミングベルトの製造方法を示すフロー図である。
【図3】本発明の実施の形態に係る塗装装置の概略図である。
【図4】本発明の実施の形態に係るタイミングベルトの製造方法における塗着工程を示す概略図である。
【図5】本発明の実施の形態に係るタイミングベルトが適用される動力伝達装置の概略を示す正面図である。
【図6】図5に示す動力伝達装置の概略を示す斜視図である。
【図7】図5に示す動力伝達装置のカバーを切断した状態を示す側面図である。
【図8】タイミングベルトの寿命警告制御を示すフローチャートである。
【発明を実施するための形態】
【0028】
以下、本発明の歯付ベルトおよびその製造方法の実施の形態について、図面を参照して説明する。
【0029】
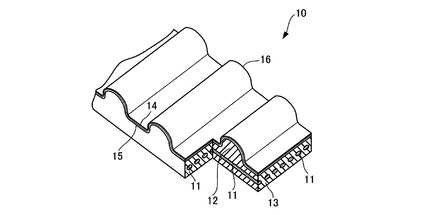
まず、図1に示すように、タイミングベルト10は、ゴム製の歯付ベルトからなり、芯材となる心線11と、歯側を構成する歯ゴム12と、背側を構成する背ゴム13と、歯の外表面に取り付けられた歯布14と、歯ゴム12と歯布14との間に設けられた磁性体層15とを備えている。
【0030】
歯ゴム12は、タイミングベルト10の歯部16を形成する。歯部16は、歯布14により覆われ、補強されている。歯布14は、ナイロン(登録商標)およびアラミド繊維からなる。磁性体層15は、後述する塗着工程により磁性体材料を含有する磁性塗料が歯布14の裏面に一様に塗着されることによって、形成されている。磁性体材料としては、例えば酸化鉄・酸化クロム・コバルト・フェライトなど、物理情報として所定強度の磁界を発生する磁性体の粉末(以下、磁性体粉末という)を用いることができる。上述の磁性塗料は、磁性体粉末の他、バインダー樹脂、添加剤、溶剤などにより構成されている。磁性体層15は、後述する着磁工程により磁化されている。これによりタイミングベルト10の歯部16を含む歯側から磁気が発せられるようになっている。
【0031】
このように、タイミングベルト10は、歯ゴム12と歯布14との間に磁性体層15を有するため、例えば長期間の使用により歯布14が摩耗し、歯部16を含む歯側の摩耗が進行すると、磁性体層15が削られて剥がれる。このため、タイミングベルト10の摩耗の進行に伴い、タイミングベルト10から発生する磁界が変化する。具体的には、磁化されたタイミングベルト10から発せられる磁気がタイミングベルト10の摩耗の進行に伴い小さくなる。
【0032】
次に、図2〜図4を参照して、タイミングベルト10の製造方法について説明する。
【0033】
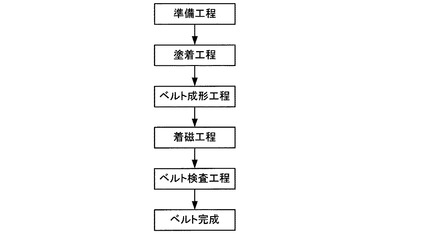
図2に示すように、タイミングベルト10は、準備工程、塗着工程、ベルト成形工程、着磁工程、ベルト検査工程を経て製造される。ベルト検査工程は、必要に応じて行われ、製造方法に含めなくともよい。例えば、完成品を抜き取り検査により検査するようにしてもよい。
【0034】
図2および図3に示すように、まず、タイミングベルト10の製造に先立ち、タイミングベルト10を構成する各種構成材料および必要装置を準備する(準備工程)。具体的には、この準備工程では、心線11、歯ゴム12、背ゴム13、歯布14、磁性塗料、塗装装置20、着磁装置等を準備する。歯布14は、必要に応じて、ゴムに対する接着強度を高めることを目的として、RFL(レゾルシンフォルマリンラテックス)処理液に繊維を含浸させるRFL処理、あるいはゴム糊を繊維に含浸させるゴム糊処理等の前処理が施されている。
【0035】
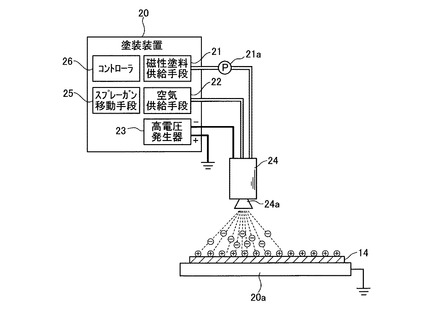
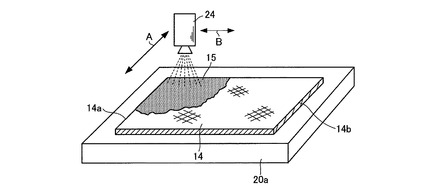
次いで、準備した歯布14のいずれか一方の表面に塗装装置20により磁性塗料を塗着させる(塗着工程)。この塗着工程では、歯布14を一方の極である陽極(プラス)とし、塗装装置20を他方の極である陰極(マイナス)とし、歯布14と塗装装置20との間に負の高電圧を印加して静電界を形成するとともに、磁性塗料をマイナスに帯電させて噴霧し、静電気力を用いて歯布14に磁性塗料を塗着させる静電塗装方法を用いる。これにより、図4に示すように、歯布14に磁性体層15が形成される。このとき、歯布14は、接地された導電性の基台20a上に支持固定されている(図3参照)。本実施の形態においては、磁性塗料が塗着された面、すなわち磁性体層15が形成された面が、ベルト完成時に歯ゴム12に接する側の面(裏面)となる。
【0036】
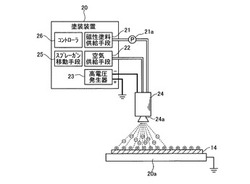
図3に示すように、塗装装置20は、磁性塗料供給手段21と、空気供給手段22と、高電圧発生器23と、スプレーガン24と、スプレーガン移動手段25と、これら各手段および高電圧発生器23を制御するコントローラ26とを備えている。
【0037】
磁性塗料供給手段21は、磁性体材料を含有する磁性塗料を塗料ポンプ21aを介してスプレーガン24に所定の供給量で供給するようになっている。空気供給手段22は、いわゆるコンプレッサからなり、スプレーガン24に搭載された図示しないエアモータに空気を圧送するようになっている。高電圧発生器23は、スプレーガン24が有する図示しない電極に−30kV〜−150kV程度の負の高電圧を印加するようになっている。また、高電圧発生器23のプラス側は、大地に接地されている。
【0038】
スプレーガン24は、先端部に液状の磁性塗料を霧化させるための回転霧化方式の霧化機構24aと、磁性塗料を帯電させるとともに被塗装物である歯布14との間に静電場を形成させるための図示しない電極とを備えている。この電極は、通常、被塗装物に対して−30kV〜−150kV程度の負の高電圧に維持され、被塗装物との間に高電圧をかけてコロナ放電界を形成させ、当該電界中に塗料を噴霧することにより、塗料粒子を負に帯電させ、陽極の被塗装物との間にクーロン力による引力を発生させて塗料の塗着効率を高めるようにしている。この場合、被塗装物を接地し、被塗装物に対して負の高電圧を電極にかけるのが一般的であり、この理由は、電極に正の高電圧をかける場合に較べてコロナ放電の安定性が優れるとともに、限界電圧を高くとることができることによる。なお、電極を陽極、歯布14を陰極としてもよい。
【0039】
また、本実施の形態では、霧化機構24aとして回転霧化方式を採用したが、これに限らず、例えば圧縮空気によって磁性塗料を霧化させるエア霧化方式、液圧によるエアレス霧化方式を採用してもよい。
【0040】
さらに、本実施の形態では、上述した静電塗装を行うため、高電圧発生器23のプラス側と同様に、大地に接地された導電性の基台20a上に歯布14を支持固定することにより、歯布14の表面を正極に帯電させるようになっている。
【0041】
スプレーガン移動手段25は、例えばロボットアームなどからなり、被塗装物である歯布14の塗装領域に沿って図4中、矢印A方向および矢印B方向にスプレーガン24を移動させるようになっている。スプレーガン24から噴出された磁性塗料は、静電気力により歯布14の表面に塗着し、磁性体層15を形成する。
【0042】
次いで、図2および図4に示すように、塗着工程が終了した後は、磁性塗料が塗着された面が外側となるように、歯布14の両端部14a、14bを縫合し、図示しない歯布ジャケットを形成する。これにより、磁性体層15が生成された面がベルト完成時に歯ゴム12に接する側の面(裏面)となる。そして、歯布ジャケットを図示しない成形金型の表面に沿って配設する。次に、心線11(図1参照)を歯布ジャケットの上に巻き付ける。さらに、歯ゴム12および背ゴム13を形成するためのゴム本体材料を、歯布ジャケットおよび心線11上に積層させる。その後、これら部材が積層された成形金型を図示しない加硫釜内に入れ、所定の加硫温度となるように加熱し、成形金型の外側から内側に向けて圧力を加える(ベルト成形工程)。このときの加硫温度は、歯ゴム12および背ゴム13に用いるゴム材の種類に応じて最適な加硫温度とされる。また、その他の加硫条件である加硫圧力や加硫時間についても、同様である。歯ゴム12および背ゴム13に用いられるゴム材としては、例えばクロロプレンゴム(CR)、ニトリルブタジエンゴム(NBR)、水素添加ニトリルブタジエンゴム(H−NBR)などの耐摩耗性を含む機械的強度や、耐熱性、耐油性に優れたゴムが用いられるが、これらに限らず、エチレンプロピレンゴム(エチレンポロピレンターポリマー含む)、フッ素ゴムなどの種々のゴムを用いることができる。
【0043】
上記加硫工程により、ゴム本体材料が歯ゴム12および背ゴム13に対応する形状となり、心線11がゴム本体材料内に埋設されたベルトスラブが成形される。このベルトスラブを冷却後に成形金型から離型し、所定の幅に裁断することにより、タイミングベルト10が製造される。
【0044】
その後、図示しない公知の着磁装置によりタイミングベルト10の磁性体層15を着磁する(着磁工程)。この着磁工程は、塗着工程後、ベルト成形工程前に実施してもよい。さらに、着磁工程は、ベルト成形工程におけるベルトスラブの裁断前に実施してもよい。
【0045】
次いで、タイミングベルト10が規定の長さにあるかを検査する長さ検査や、タイミングベルト10の幅、厚みが規定内にあるか、外観に異常がないかを検査する外観検査などの各種検査(ベルト検査工程)を経て、磁化されたタイミングベルト10が完成する。
【0046】
次に、図5〜図8を参照して、上記の製造方法により製造されたタイミングベルト10が適用される動力伝達装置40について、説明する。以下においては、動力伝達装置40を車両用の内燃機関本体に取り付けた例について説明する。
【0047】
図5に示すように、動力伝達装置40は、内燃機関としてのエンジン50の前端部に取り付けられ、車両に搭載されたECU(Electronic Control Unit)100と、警告装置200とを含んで構成されている。
【0048】
ここで、図5および図6に示すように、エンジン50は、いわゆる4サイクルの直列4気筒のガソリンエンジンによって構成されている。エンジン50としては、直列4気筒に限らず、例えば、直列6気筒エンジン、V型6気筒エンジン、V型12気筒エンジン、水平対向6気筒エンジンなどの種々の型式のエンジンを採用することができる。また、エンジン50は、ガソリンエンジンに限らず、例えば、軽油などの炭化水素系の燃料や、エタノールなどのアルコールとガソリンとを混合したアルコール燃料を燃料とするエンジンであってもよい。
【0049】
エンジン50は、シリンダブロックおよびシリンダヘッドを含むエンジン本体51と、エンジン本体51に燃焼用空気を供給する図示しない吸気装置と、エンジン本体51からの排気を外部に排出する図示しない排気装置とを備えている。シリンダブロック内部に形成された図示しない4本のシリンダには、ピストンが上下方向に往復動可能に設けられている。また、シリンダブロック内部には、シリンダとシリンダヘッドとピストンとによって図示しない燃焼室が形成されている。また、エンジン50は、図示しないコネクティングロッドを介してピストンに連結されたクランクシャフト52を備えている。エンジン50は、燃焼室において燃料と空気との混合気を所望のタイミングで燃焼させることによりピストンを往復動させ、コネクティングロッドを介してクランクシャフト52を回転させるようになっている。
【0050】
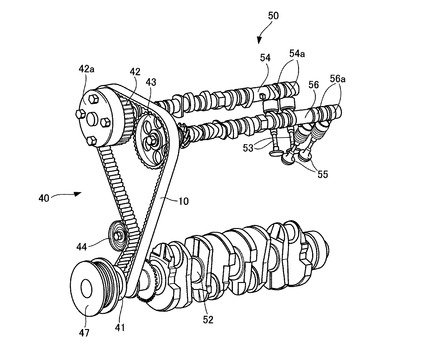
また、エンジン本体51のシリンダヘッドには、吸気装置の吸気通路と燃焼室とを連通する図示しない吸気ポートと、燃焼室と排気装置の排気通路とを連通させる図示しない排気ポートとが形成されている。エンジン50は、吸気ポートを開閉する吸気バルブ53と、吸気バルブ53を作動させる吸気カムシャフト54と、排気ポートを開閉する排気バルブ55と、排気バルブ55を作動させる排気カムシャフト56とを備えている。
【0051】
吸気カムシャフト54は、エンジン本体51に対して回転可能に取り付けられ、吸気バルブ53の上端に当接する吸気カム54aを有している。吸気バルブ53は、吸気カムシャフト54の回転に応じて吸気カム54aが回転することにより昇降し、吸気ポートと燃焼室との間を開閉するようになっている。すなわち、吸気バルブ53は、燃焼用空気の導入を制御するようになっている。
【0052】
排気カムシャフト56は、エンジン本体51に対して回転可能に取り付けられ、排気バルブ55の上端に当接する排気カム56aを有している。排気バルブ55は、排気カムシャフト56の回転に応じて排気カム56aが回転することにより昇降し、燃焼室と排気ポートとの間を開閉するようになっている。すなわち、排気バルブ55は、排気の排出を制御するようになっている。
【0053】
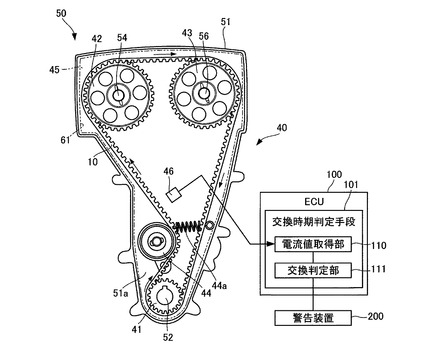
図5〜図7に示すように、動力伝達装置40は、クランクシャフトプーリ41と、吸気カムシャフトプーリ42と、排気カムシャフトプーリ43と、上述したタイミングベルト10と、テンションローラ44と、タイミングベルトカバー45と、磁気検出回路46とを備えている。これら各プーリ41〜43、タイミングベルト10、テンションローラ44および磁気検出回路46は、タイミングベルトカバー45の内部に配置される。
【0054】
クランクシャフトプーリ41は、クランクシャフト52の前端部に取り付けられ、クランクシャフト52の回転と同期して回転するようになっている。また、クランクシャフト52の前端部には、クランクシャフトプーリ41とともに補機用プーリ47が取り付けられている。この補機用プーリ47は、タイミングベルトカバー45の外部に配置される。
【0055】
吸気カムシャフトプーリ42は、吸気カムシャフト54の前端部に取り付けられ、回転位相差可変アクチュエータ42aを有している。回転位相差可変アクチュエータ42aは、運転状況に応じて、クランクシャフト52および吸気カムシャフト54の間の回転位相差を調整するようになっている。なお、図5では、回転位相差可変アクチュエータ42aを取り外すことにより、吸気カムシャフトプーリ42が露出した状態を示している。
【0056】
排気カムシャフトプーリ43は、排気カムシャフト56の前端部に取り付けられ、排気カムシャフト56の回転と同期して回転するようになっている。
【0057】
タイミングベルト10は、クランクシャフトプーリ41と吸気カムシャフトプーリ42と排気カムシャフトプーリ43とに巻き掛けられ、クランクシャフト52から吸気カムシャフト54および排気カムシャフト56に動力を伝達するようになっている。これにより、クランクシャフト52の回転に応じて吸気バルブ53および排気バルブ55が昇降し、吸気ポートおよび排気ポートをそれぞれ開閉するようになっている。
【0058】
また、タイミングベルト10は、図5中、矢印で示すように、クランクシャフトプーリ41からテンションローラ44、吸気カムシャフトプーリ42、排気カムシャフトプーリ43の順に無端移動するようになっている。
【0059】
図5に示すように、テンションローラ44は、テンションばね44aの付勢力によりタイミングベルト10を背側から押圧することによって、タイミングベルト10が緩んで外れないように、タイミングベルト10に適切な張力を与えるようになっている。
【0060】
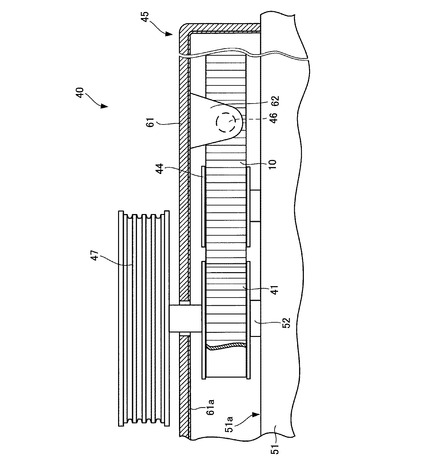
図5および図7に示すように、タイミングベルトカバー45は、エンジン本体51の前端面51aに取り付けられ、タイミングベルト10の全体を覆うようになっている。タイミングベルトカバー45は、透過性の無いプラスチック製で、カバー本体61と、磁気検出回路46を保持する保持部62とを備えている。
【0061】
また、タイミングベルトカバー45は、タイミングベルト10の磁気を遮蔽する磁気シールド61aを有する。磁気シールド61aは、カバー本体61の内面を覆うようカバー本体61の内面に取り付けられている。これにより、タイミングベルトカバー45の内部空間と外部空間とが磁気的に遮断された状態となる。磁気シールド61aとしては、高透磁率の金属磁性材料をカバー本体61の内面に貼り付けた構成を用いることができる。また、高透磁率の金属磁性材料の他、例えば銅箔などをカバー本体61の内面に貼り付ける構成であってもよく、また銅を蒸着させた構成であってもよい。さらに、カバー本体61自体を高透磁率の金属磁性材料(例えば鉄、コバルト、ニッケル)で構成することにより、磁気シールドとして機能させるようにしてもよい。なお、磁気シールド61aをカバー本体61の外面に貼り付ける構成であってもよい。また、タイミングベルトカバー45にのみ、磁気シールド61aを設けたが、例えばエンジン50のシリンダブロックがアルミニウム合金からなる場合には、タイミングベルトカバー45の内部空間を画成するエンジン本体51の前端面51aにも磁気シールド61aを設けるのが好ましい。
【0062】
このように、タイミングベルトカバー45が磁気シールド61aを有するので、タイミングベルト10の磁界変化に起因してタイミングベルトカバー45の外部に配設された制御ユニット、例えばECU100などが誤作動してしまうことを防止することができる。
【0063】
保持部62は、テンションローラ44を通過した直後のタイミングベルト10の歯側に対向する位置に設けられている。保持部62は、タイミングベルトカバー45の内面に締結部材を介して取り付けられている。保持部62は、タイミングベルトカバー45の内面に一体形成されるものであってもよい。また、保持部62は、磁気検出回路46の検出方向をタイミングベルト10の歯側に向けるようにして磁気検出回路46を保持している。
【0064】
磁気検出回路46は、図示しない磁気検出用のいわゆるサーチコイルを有しており、このサーチコイルによって変化するタイミングベルト10の磁気を検出するようになっている。特に、サーチコイルは、熱やほこりなどの影響を受けにくいという利点を有するため、好適である。また、図5において、磁気検出回路46は、テンションローラ44を通過した直後のタイミングベルト10の歯側に対向する位置に配置されているが、これに限られず、タイミングベルト10の磁気を検出可能であれば、他の位置に配置することも可能である。また、図7において、磁気検出回路46は、タイミングベルトカバー45の保持部62に保持される構成としたが、これに限らず、例えばエンジン本体51の前端面51aの面上に固定する構成であってもよい。
【0065】
磁気検出回路46は、ECU100に接続され、サーチコイルで検出した磁気(磁界)の大きさに応じた電流値ID(A)を検出信号としてECU100に出力するようになっている。
【0066】
図5に示すように、ECU100は、中央演算処理装置としてのCPU(Central Processing Unit)と、固定されたデータの記憶を行うROM(Read Only Memory)と、一時的にデータを記憶するRAM(Random Access Memory)と、書き換え可能な不揮発性のメモリからなるEEPROM(登録商標:Electrically Erasable and Programmable Read Only Memory)および入出力インターフェース回路を備えている。
【0067】
ECU100には、上述した磁気検出回路46や、図示しないエンジン回転数センサなどの各種センサやイグニッションスイッチなどが接続されている。ECU100のROMには、タイミングベルト10の交換時期を判定する際に用いられる寿命限界電流値IL(A)、タイミングベルト10の寿命警告プログラムなどの各種制御に必要なプログラムやデータが記憶されている。ここで、寿命限界電流値IL(A)は、予め実験的に求めて記憶されたものであり、例えば交換が必要と判断される程度にまでタイミングベルト10が摩耗したときのタイミングベルト10の磁気に応じた電流値である。
【0068】
また、ECU100は、磁気検出回路46により検出されたタイミングベルト10の磁気の大きさに基づき、タイミングベルト10が交換時期に達したか否かを判定する交換時期判定手段101を備えている。
【0069】
交換時期判定手段101は、電流値取得部110と、交換判定部111とを有している。電流値取得部110は、磁気検出回路46から入力される検出信号に基づき、サーチコイルにより検出された磁気(磁界)の大きさに応じた電流値IDを取得するようになっている。交換判定部111は、電流値取得部110で取得した電流値ID(A)と寿命限界電流値IL(A)とを比較し、電流値ID(A)が寿命限界電流値IL(A)より小さくなったか否かを判定するようになっている。さらに、交換判定部111は、電流値ID(A)が寿命限界電流値IL(A)より小さくなったとき、タイミングベルト10が交換時期に達したと判定するようになっている。
【0070】
警告装置200は、ECU100に接続され、交換判定部111によりタイミングベルト10が交換時期に達したと判定された場合に、運転者にタイミングベルト10の交換を促すための警告を報知するようになっている。警告装置200としては、例えば、運転席に設けられた警告ランプや警告ブザーなどを採用することができる。
【0071】
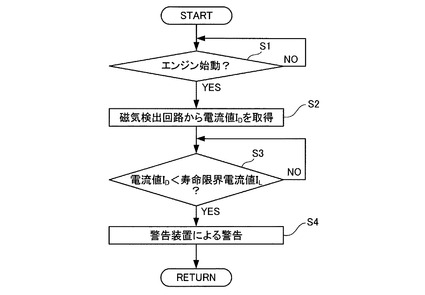
次に、図8に示すフローチャートを参照して、ECU100において実行されるタイミングベルト10の寿命警告制御について説明する。
【0072】
図8に示すフローチャートは、ECU100のCPUによって、RAMを作業領域として実行されるタイミングベルト10の寿命警告プログラムの実行内容を表す。タイミングベルト10の交換判断プログラムの実行処理は、ECU100のCPUによって、イグニッションのオンからオフまでの間に予め定められた時間間隔で実行されるようになっている。ここでの時間間隔は、車種やエンジン50、タイミングベルト10の設定諸元によって適宜選択される。この時間間隔が長すぎると判断の精度が低下するおそれがあり、短すぎると処理が煩雑になることがあるので、これらの条件から時間間隔を適宜設定するようにする。
【0073】
図8に示すように、まずECU100は、エンジン50が始動したか否かを判定する(ステップS1)。例えば、ECU100は、図示しないイグニッションスイッチがONとされたか否かを検出することによりエンジン50が始動されたか否かを判定する。ECU100は、エンジン回転数センサの検出結果に基づき、エンジン50が始動されたか否かを判定してもよい。エンジン50が始動していないと判定した場合には、ECU100は、エンジン始動の監視を継続する。
【0074】
一方、エンジン50が始動されたと判定した場合には、ECU100は、電流値取得部110において磁気検出回路46から電流値ID(A)を取得する(ステップS2)。次いで、ECU100は、交換判定部111において、電流値取得部110により取得された電流値ID(A)と寿命限界電流値IL(A)とを比較し、電流値ID(A)が寿命限界電流値IL(A)より小さくなったか否かを判定する(ステップS3)。電流値ID(A)が寿命限界電流値IL(A)以上であると判定した場合には、本ステップを繰り返し実行する。
【0075】
一方、電流値ID(A)が寿命限界電流値IL(A)より小さくなったと判定した場合には、ECU100は、交換判定部111においてタイミングベルト10が交換時期に達したと判定する。このとき、ECU100は、タイミングベルト10の寿命到来の警告、すなわちタイミングベルト10の交換を促すための警告を報知する旨の信号を警告装置200に出力する。これにより、警告装置200は、運転者にタイミングベルト10の交換を促すための警告を報知する(ステップS4)。これにより、運転者は、寿命到達前にタイミングベルト10を交換することができる。なお、警告の報知と同時、またはその前後にタイミングベルト10の寿命到来を示す情報をROMに記憶させ、後のメンテナンスなどの情報を必要とする機会に利用するようにしてもよい。
【0076】
このように、本実施の形態に係るタイミングベルト10を用いた動力伝達装置40においては、タイミングベルト10の摩耗度合などに応じて変化するタイミングベルト10の磁気を検出することで、タイミングベルト10の状態を直接検出することができる。具体的には、磁性体層15が歯布14の裏面に固着されているので、歯布14の摩耗が進行すると磁性体層15が削り剥がれることとなる。このため、磁性体層15が削り剥がれることによって変化する電流値ID(A)が寿命限界電流値IL(A)より小さくなったとき、交換を要する程にタイミングベルト10の摩耗が進行したと判断することができる。したがって、タイミングベルト10の交換時期を高精度に検出することができる。
【0077】
また、動力伝達装置40においては、タイミングベルト10の磁気を検出するため、サーチコイルを有する磁気検出回路46を採用したが、これに限らず、磁気検出回路46として例えば磁界の強さに応じたホール電圧を出力するホール素子や、磁界に応じて抵抗値が変化する磁気抵抗素子(MR)、あるいは磁気インピーダンス素子(MI)などの磁気センサを用いることもできる。また、フラックスゲート、超伝導量子干渉素子などを用いることも可能である。この場合、ホール素子などの磁気センサから出力される出力電圧をECU100において電流値に変換して、上述したタイミングベルト10の寿命警告制御を実行する。
【0078】
また、上記寿命警告制御においては、取得した電流値ID(A)と寿命限界電流値IL(A)との比較によりタイミングベルト10が交換時期に達したか否かを判定するようにしたが、これに限らず、サーチコイルの両端子間の電位差、すなわち電圧VD(V)と寿命限界電圧値VL(V)との比較により判定してもよい。この場合、寿命限界電圧値VL(V)は、寿命限界電流値IL(A)と同様、予め実験的に求めて記憶しておく。また、上述したように磁気検出回路46として各種磁気センサを用いた場合にも、磁気センサから出力される出力電圧VD(V)と寿命限界電圧値VL(V)とを比較することにより、タイミングベルト10が交換時期に達したか否かを判定することも可能である。
【0079】
また、本実施の形態においては、タイミングベルト10を上述した動力伝達装置40に適用した例について説明したが、これに限らず、例えば補機駆動用の動力伝達機構に適用することも可能であり、また車両用に限らない。すなわち、複数のプーリ間に掛け回されたベルトにより動力を伝達する動力伝達装置の全般に適用することができる。
【0080】
以上のように、本実施の形態に係る歯付ベルトの製造方法は、歯布14の裏面に磁性塗料を塗着させることにより、磁性体材料を歯布14に固着させることができる。また、磁性体材料を歯布14に固着させるので、歯部16の形状に合わせて磁性体材料を成形あるいは加工する工程を必要としない。このため、歯部16を含むタイミングベルト本体を構成するゴム材料の特性を変化させることなく、タイミングベルト10の歯側に磁性体材料を容易に固着することができる。
【0081】
また、磁性体材料を歯布14に固着することにより、タイミングベルト10を磁化させることができる。具体的には、着磁工程により歯布14に固着された磁性体材料を磁化させることができる。このため、磁化されたタイミングベルト10を、上述したように車両用の動力伝達装置40に用いた場合には、タイミングベルト10の歯側に磁気センサやサーチコイルなどの磁気検出回路46を近接配置することによって、タイミングベルト10の摩耗、特に歯部16の摩耗の進行に伴う磁界の変化を検出することが可能となる。したがって、タイミングベルト10が発する磁界を監視することで、タイミングベルト10の交換時期を適切に把握することができる。
【0082】
また、本実施の形態に係る歯付ベルトの製造方法は、塗着工程において帯電させた磁性塗料を歯布14に静電気力を用いて塗着させるので、歯布14に固着される磁性体材料の薄膜化および均一化を図ることができる。
【0083】
さらに、本実施の形態に係る歯付ベルトの製造方法は、接地された導電性の基台20aに歯布14が支持固定されているので、非導電性のナイロン繊維などからなる歯布14であっても表面を帯電させることができる。このため、非導電性の歯布14に対しても、静電気力を用いて磁性塗料を塗着させることができる。
【0084】
また、本実施の形態においては、歯布14を帯電させる方法として接地された導電性の基台20a上に歯布14を支持固定させる方法をとったが、これに限らず、例えば塗着工程前に、歯布14に導電性塗料を塗布する導電性塗料塗布工程を設けて歯布14を直接、接地可能としてもよい。この導電性塗料塗布工程では、非静電式のエアスプレーガンやエアレススプレーガンなどにより導電性塗料を歯布14にコーティングして、接地をするための導電性プライマー層を形成する。この場合、塗着工程の前に導電性塗料塗布工程を有するので、この導電性塗料塗布工程により非導電性のナイロン繊維などからなる歯布14に導電性を持たせることができる。したがって、歯布14を直接、接地することが可能となり、歯布14の表面を帯電させることができる。この結果、歯布14に対して静電気力を用いて磁性塗料を塗着させることができる。歯布14に導電性を持たせる方法としては、上記の他、例えば歯布14に通電液を塗布する方法でもよい。
【0085】
また、本実施の形態においては、歯付ベルトとしてタイミングベルト10の製造方法を例に説明したが、平ベルトやVリブドベルトなど、他の種類の摩擦伝動ベルトの製造方法にも適用可能である。
【0086】
また、本実施の形態では、塗着工程において歯布14の裏面に磁性塗料を塗着するようにしたが、これに限らず、歯布14の表面に磁性塗料を塗着するようにしてもよい。具体的には、塗着工程終了後に、磁性塗料が塗着された面が内側となるように、歯布14の両端部14a、14bを縫合し、図示しない歯布ジャケットを形成する。これにより、磁性体層15が生成された面がベルト完成時にタイミングベルト10の外表面(歯布14の表面)となる。なお、歯布14の表面および裏面の両面に磁性塗料を塗着するようにしてもよい。
【0087】
また、本実施の形態では、歯布14の塗装領域に沿ってスプレーガン24を移動させる構成としたが、これに限らず、例えば歯布14が支持固定される基台20aを移動させる構成としてもよい。あるいは、スプレーガン24および基台20aを移動させる構成であってもよい。
【0088】
以上説明したように、本発明に係る歯付ベルトの製造方法は、歯付ベルトを構成する素材の特性を変化させることなく、歯付ベルトの歯側に磁性体材料を容易に固着することができるとともに、固着される磁性体材料の薄膜化および均一化を図ることができるという効果を有し、複数のプーリに巻き掛けられ、これらプーリ間で動力の伝達を行う動力伝達用の歯付ベルトの製造方法全般に有用である。
【符号の説明】
【0089】
10 タイミングベルト(歯付ベルト)
11 心線
12 歯ゴム
13 背ゴム
14 歯布
15 磁性体層
16 歯部
20 塗装装置
20a 基台
21 磁性塗料供給手段
22 空気供給手段
23 高電圧発生器
24 スプレーガン
25 スプレーガン移動手段
26 コントローラ
40 動力伝達装置
46 磁気検出回路
50 エンジン
100 ECU
200 警告装置
【技術分野】
【0001】
本発明は、歯付ベルトの製造方法に関し、特に、複数のプーリに巻き掛けられ、これらプーリ間で動力の伝達を行う動力伝達用の歯付ベルトの製造方法に関する。
【背景技術】
【0002】
一般に、車両に搭載されるエンジンなどの内燃機関や一般産業用動力伝達装置においては、動力伝達用のベルトとして歯付ベルトが広く利用されている。歯付ベルトは、一般に、ベルトの背側を構成する背ゴムと、歯部を構成する歯ゴムと、背ゴムおよび歯ゴムの間にベルト長さ方向に沿って埋設された心線と、歯部の表面を覆うナイロン繊維やアラミド繊維等からなる歯布とから構成されている。
【0003】
近年では、負荷が加わった際の一次的なベルトの伸びや、長時間の駆動による疲労蓄積に起因したベルトの伸びを直接検出することを目的として、長手方向に沿ってN極およびS極を交互に配列した多極着磁面を有する磁性ゴム層をベルトの背側に設けたエンコーダ付駆動伝達用ベルトも提案されている(例えば、特許文献1参照)。
【0004】
また、特許文献1に記載のエンコーダ付駆動伝達用ベルトは、いわゆるVリブドベルトであり、次の製造工程により製造される。まず、既成のVリブドベルトを用意し、背側の一部を長手方向に沿って剥離して溝を形成する。次いで、この溝に未硬化のゴム系接着剤を塗布する。そして、磁性体粉末と未加硫ゴム材とを混練調整した磁性ゴム材料を上記溝に配置し、加熱・加圧して定着させる。その後、Vリブドベルトを加熱加硫し、磁性ゴム材料をVリブドベルトに一体化させる。これによりVリブドベルトの背側に磁性ゴム層が形成される。最後に、磁性ゴム層の表面を着磁し、N極およびS極を交互に配列した多極着磁面を形成する。
【0005】
製造されたVリブドベルトは、車両用エンジンの補機駆動装置に使用され、近接配置された磁気センサにより磁気的な変化が検出される。これにより、Vリブドベルトの伸び状態が把握される。
【0006】
ところで、車両用エンジンにおいては、クランクシャフトの回転をカムシャフトに伝達する手段として歯付ベルトが用いられるが、いわゆるタイミングベルトが多用される。タイミングベルトは、長期間使用されると歯布が摩耗し、歯ゴムが表面に露出する。歯ゴムが表面に露出した後は、歯欠けなどの破損を招きやすく、歯部が歯布に覆われている場合と比較して早期に寿命に到達してしまう。このため、タイミングベルトは、寿命到達前に交換されることが望ましい。
【0007】
したがって、タイミングベルトの交換時期を適切に把握することが望まれており、そのために歯側の状態、特に歯部の摩耗状態を直接検出することが求められている。そこで、例えば歯側に磁性体粉末などの磁性体材料を固着し、タイミングベルトを磁化させるとともに、磁気的な変化を検出することにより歯部の摩耗状態を検出し、タイミングベルトの交換時期を把握することが考えられる。
【0008】
ここで、磁化されたタイミングベルトの製造方法として、上述した特許文献1に記載のエンコーダ付駆動伝達用ベルトの製造方法を用いることが考えられる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2010−164142号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、タイミングベルトの歯側は複数の歯部により凹凸状になっているため、特許文献1に記載のエンコーダ付駆動伝達用ベルトの製造方法を用いて磁性体材料を含有する磁性ゴム材料を歯側に固着することは、困難である。すなわち、従来の製造方法によりタイミングベルトの歯側に磁性ゴム材料を固着する際には、歯布を剥離した後、歯ゴムの一部を長手方向に沿って剥離して溝を形成し、この溝に歯部の形状に合わせて成形された磁性ゴム材料を固着することとなる。このため、磁性ゴム材料を歯部の形状に加工しなければならず、ベルト加工工程とは別に磁性ゴム材料の成形工程を要するという問題点がある。また、歯ゴムの一部を磁性ゴム材料で形成するため、タイミングベルトを構成する素材であるゴムの特性を変化させてしまうという問題がある。
【0011】
このように、従来の製造方法では、タイミングベルトの歯側に磁性体材料を固着し、磁化されたタイミングベルトを製造することは困難であるという問題があった。
【0012】
また、タイミングベルトの歯側に磁性体材料を固着させるにあたっては、本来のタイミングベルトの特性を損なわないように、磁性体材料を薄膜化して固着させることが要求される。さらに、タイミングベルトから発せられる磁力が偏らないように、磁性体材料を均一に固着させることが望まれる。
【0013】
また、上記のような課題は、タイミングベルトだけの課題には限られない。すなわち、複数のプーリに巻き掛けられたベルトにより複数のプーリ間で動力を伝達する駆動伝達用のベルト全般で、上述と同様の課題が想定される。
【0014】
本発明は、上述のような従来の課題に鑑みてなされたもので、歯付ベルトを構成する素材の特性を変化させることなく、歯付ベルトの歯側に磁性体材料を容易に固着することができるとともに、固着される磁性体材料の薄膜化および均一化を図ることができる歯付ベルトの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0015】
本発明に係る歯付ベルトの製造方法は、上記目的達成のため、(1)歯部が歯布により覆われた歯付ベルトの製造方法であって、前記歯布の表面および裏面の少なくともいずれか一方に、磁性体材料を含有する磁性塗料を塗装装置により塗着させる塗着工程を含み、前記塗着工程では、前記歯布を一方の極とし、前記塗装装置を他方の極とし、前記歯布と前記塗装装置との間に高電圧を印加して静電界を形成するとともに、前記磁性塗料を帯電させて噴霧し、静電気力を用いて前記歯布に前記磁性塗料を塗着させることを特徴とする。
【0016】
この構成により、本発明に係る歯付ベルトの製造方法は、歯布の表面および裏面の少なくともいずれか一方に磁性塗料を塗着させることにより、磁性体材料を歯布に固着させることができる。また、磁性体材料を歯布に固着させるので、歯部の形状に合わせて磁性体材料を成形あるいは加工する工程を必要としない。このため、歯部を含む歯付ベルト本体を構成するゴム材料などの素材の特性を変化させることなく、歯付ベルトの歯側に磁性体材料を容易に固着することができる。
【0017】
また、本発明に係る歯付ベルトの製造方法は、磁性体材料を歯布に固着することにより、歯付ベルトを磁化させることができる。このため、磁化された歯付ベルトを例えば車両用の内燃機関などの動力伝達装置に用いた場合には、歯付ベルトの歯側に磁気センサやコイルなどの磁気検出手段を近接配置することによって、歯付ベルトの摩耗、特に歯部の摩耗の進行に伴う磁界の変化を検出することが可能となる。したがって、歯付ベルトが発する磁界を監視することで、歯付ベルトの交換時期を適切に把握することができる。
【0018】
さらに、本発明に係る歯付ベルトの製造方法は、塗着工程において帯電させた磁性塗料を歯布に静電気力を用いて塗着させるので、歯布に固着される磁性体材料の薄膜化および均一化を図ることができる。
【0019】
上記(1)に記載の歯付ベルトの製造方法において、(2)前記塗着工程において、前記歯布は、接地された導電性の基台に支持固定されていることを特徴とする。
【0020】
この構成により、本発明に係る歯付ベルトの製造方法は、接地された導電性の基台に歯布が支持固定されているので、非導電性のナイロン繊維などからなる歯布であっても表面を帯電させることができる。このため、非導電性の歯布に対しても、静電気力を用いて磁性塗料を塗着させることができる。
【0021】
上記(1)に記載の歯付ベルトの製造方法において、(3)前記塗着工程前に、前記歯布に導電性塗料を塗布する導電性塗料塗布工程を有することを特徴とする。
【0022】
この構成により、本発明に係る歯付ベルトの製造方法は、塗着工程の前に導電性塗料塗布工程を有するので、この導電性塗料塗布工程により非導電性のナイロン繊維などからなる歯布に導電性を持たせることができる。したがって、歯布を直接、接地することが可能となり、歯布の表面を帯電させることができる。この結果、歯布に対して静電気力を用いて磁性塗料を塗着させることができる。
【0023】
上記(1)ないし(3)に記載の歯付ベルトの製造方法において、(4)前記塗着工程により塗着された前記磁性塗料を着磁する着磁工程を含むことを特徴とする。
【0024】
この構成により、本発明に係る歯付ベルトの製造方法は、着磁工程により歯布に塗着された磁性塗料を磁化させることができる。この磁化された歯付ベルトを例えば車両用の内燃機関などの動力伝達装置に用いた場合には、歯付ベルトの歯側に磁気センサやコイルなどの磁気検出手段を近接配置することによって、歯付ベルトの摩耗、特に歯部の摩耗の進行に伴う磁界の変化を検出することが可能となる。したがって、歯付ベルトが発する磁界を監視することで、歯付ベルトの交換時期を適切に把握することができる。
【0025】
また、本発明に係る歯付ベルトは、(5)前述の(1)ないし(4)のいずれかに記載の歯付ベルトの製造方法により製造される。
【発明の効果】
【0026】
本発明によれば、歯付ベルトを構成する素材の特性を変化させることなく、歯付ベルトの歯側に磁性体材料を容易に固着することができるとともに、固着される磁性体材料の薄膜化および均一化を図ることができる歯付ベルトの製造方法を提供することができる。
【図面の簡単な説明】
【0027】
【図1】本発明の実施の形態に係るタイミングベルトを一部切断した状態を示す斜視図である。
【図2】本発明の実施の形態に係るタイミングベルトの製造方法を示すフロー図である。
【図3】本発明の実施の形態に係る塗装装置の概略図である。
【図4】本発明の実施の形態に係るタイミングベルトの製造方法における塗着工程を示す概略図である。
【図5】本発明の実施の形態に係るタイミングベルトが適用される動力伝達装置の概略を示す正面図である。
【図6】図5に示す動力伝達装置の概略を示す斜視図である。
【図7】図5に示す動力伝達装置のカバーを切断した状態を示す側面図である。
【図8】タイミングベルトの寿命警告制御を示すフローチャートである。
【発明を実施するための形態】
【0028】
以下、本発明の歯付ベルトおよびその製造方法の実施の形態について、図面を参照して説明する。
【0029】
まず、図1に示すように、タイミングベルト10は、ゴム製の歯付ベルトからなり、芯材となる心線11と、歯側を構成する歯ゴム12と、背側を構成する背ゴム13と、歯の外表面に取り付けられた歯布14と、歯ゴム12と歯布14との間に設けられた磁性体層15とを備えている。
【0030】
歯ゴム12は、タイミングベルト10の歯部16を形成する。歯部16は、歯布14により覆われ、補強されている。歯布14は、ナイロン(登録商標)およびアラミド繊維からなる。磁性体層15は、後述する塗着工程により磁性体材料を含有する磁性塗料が歯布14の裏面に一様に塗着されることによって、形成されている。磁性体材料としては、例えば酸化鉄・酸化クロム・コバルト・フェライトなど、物理情報として所定強度の磁界を発生する磁性体の粉末(以下、磁性体粉末という)を用いることができる。上述の磁性塗料は、磁性体粉末の他、バインダー樹脂、添加剤、溶剤などにより構成されている。磁性体層15は、後述する着磁工程により磁化されている。これによりタイミングベルト10の歯部16を含む歯側から磁気が発せられるようになっている。
【0031】
このように、タイミングベルト10は、歯ゴム12と歯布14との間に磁性体層15を有するため、例えば長期間の使用により歯布14が摩耗し、歯部16を含む歯側の摩耗が進行すると、磁性体層15が削られて剥がれる。このため、タイミングベルト10の摩耗の進行に伴い、タイミングベルト10から発生する磁界が変化する。具体的には、磁化されたタイミングベルト10から発せられる磁気がタイミングベルト10の摩耗の進行に伴い小さくなる。
【0032】
次に、図2〜図4を参照して、タイミングベルト10の製造方法について説明する。
【0033】
図2に示すように、タイミングベルト10は、準備工程、塗着工程、ベルト成形工程、着磁工程、ベルト検査工程を経て製造される。ベルト検査工程は、必要に応じて行われ、製造方法に含めなくともよい。例えば、完成品を抜き取り検査により検査するようにしてもよい。
【0034】
図2および図3に示すように、まず、タイミングベルト10の製造に先立ち、タイミングベルト10を構成する各種構成材料および必要装置を準備する(準備工程)。具体的には、この準備工程では、心線11、歯ゴム12、背ゴム13、歯布14、磁性塗料、塗装装置20、着磁装置等を準備する。歯布14は、必要に応じて、ゴムに対する接着強度を高めることを目的として、RFL(レゾルシンフォルマリンラテックス)処理液に繊維を含浸させるRFL処理、あるいはゴム糊を繊維に含浸させるゴム糊処理等の前処理が施されている。
【0035】
次いで、準備した歯布14のいずれか一方の表面に塗装装置20により磁性塗料を塗着させる(塗着工程)。この塗着工程では、歯布14を一方の極である陽極(プラス)とし、塗装装置20を他方の極である陰極(マイナス)とし、歯布14と塗装装置20との間に負の高電圧を印加して静電界を形成するとともに、磁性塗料をマイナスに帯電させて噴霧し、静電気力を用いて歯布14に磁性塗料を塗着させる静電塗装方法を用いる。これにより、図4に示すように、歯布14に磁性体層15が形成される。このとき、歯布14は、接地された導電性の基台20a上に支持固定されている(図3参照)。本実施の形態においては、磁性塗料が塗着された面、すなわち磁性体層15が形成された面が、ベルト完成時に歯ゴム12に接する側の面(裏面)となる。
【0036】
図3に示すように、塗装装置20は、磁性塗料供給手段21と、空気供給手段22と、高電圧発生器23と、スプレーガン24と、スプレーガン移動手段25と、これら各手段および高電圧発生器23を制御するコントローラ26とを備えている。
【0037】
磁性塗料供給手段21は、磁性体材料を含有する磁性塗料を塗料ポンプ21aを介してスプレーガン24に所定の供給量で供給するようになっている。空気供給手段22は、いわゆるコンプレッサからなり、スプレーガン24に搭載された図示しないエアモータに空気を圧送するようになっている。高電圧発生器23は、スプレーガン24が有する図示しない電極に−30kV〜−150kV程度の負の高電圧を印加するようになっている。また、高電圧発生器23のプラス側は、大地に接地されている。
【0038】
スプレーガン24は、先端部に液状の磁性塗料を霧化させるための回転霧化方式の霧化機構24aと、磁性塗料を帯電させるとともに被塗装物である歯布14との間に静電場を形成させるための図示しない電極とを備えている。この電極は、通常、被塗装物に対して−30kV〜−150kV程度の負の高電圧に維持され、被塗装物との間に高電圧をかけてコロナ放電界を形成させ、当該電界中に塗料を噴霧することにより、塗料粒子を負に帯電させ、陽極の被塗装物との間にクーロン力による引力を発生させて塗料の塗着効率を高めるようにしている。この場合、被塗装物を接地し、被塗装物に対して負の高電圧を電極にかけるのが一般的であり、この理由は、電極に正の高電圧をかける場合に較べてコロナ放電の安定性が優れるとともに、限界電圧を高くとることができることによる。なお、電極を陽極、歯布14を陰極としてもよい。
【0039】
また、本実施の形態では、霧化機構24aとして回転霧化方式を採用したが、これに限らず、例えば圧縮空気によって磁性塗料を霧化させるエア霧化方式、液圧によるエアレス霧化方式を採用してもよい。
【0040】
さらに、本実施の形態では、上述した静電塗装を行うため、高電圧発生器23のプラス側と同様に、大地に接地された導電性の基台20a上に歯布14を支持固定することにより、歯布14の表面を正極に帯電させるようになっている。
【0041】
スプレーガン移動手段25は、例えばロボットアームなどからなり、被塗装物である歯布14の塗装領域に沿って図4中、矢印A方向および矢印B方向にスプレーガン24を移動させるようになっている。スプレーガン24から噴出された磁性塗料は、静電気力により歯布14の表面に塗着し、磁性体層15を形成する。
【0042】
次いで、図2および図4に示すように、塗着工程が終了した後は、磁性塗料が塗着された面が外側となるように、歯布14の両端部14a、14bを縫合し、図示しない歯布ジャケットを形成する。これにより、磁性体層15が生成された面がベルト完成時に歯ゴム12に接する側の面(裏面)となる。そして、歯布ジャケットを図示しない成形金型の表面に沿って配設する。次に、心線11(図1参照)を歯布ジャケットの上に巻き付ける。さらに、歯ゴム12および背ゴム13を形成するためのゴム本体材料を、歯布ジャケットおよび心線11上に積層させる。その後、これら部材が積層された成形金型を図示しない加硫釜内に入れ、所定の加硫温度となるように加熱し、成形金型の外側から内側に向けて圧力を加える(ベルト成形工程)。このときの加硫温度は、歯ゴム12および背ゴム13に用いるゴム材の種類に応じて最適な加硫温度とされる。また、その他の加硫条件である加硫圧力や加硫時間についても、同様である。歯ゴム12および背ゴム13に用いられるゴム材としては、例えばクロロプレンゴム(CR)、ニトリルブタジエンゴム(NBR)、水素添加ニトリルブタジエンゴム(H−NBR)などの耐摩耗性を含む機械的強度や、耐熱性、耐油性に優れたゴムが用いられるが、これらに限らず、エチレンプロピレンゴム(エチレンポロピレンターポリマー含む)、フッ素ゴムなどの種々のゴムを用いることができる。
【0043】
上記加硫工程により、ゴム本体材料が歯ゴム12および背ゴム13に対応する形状となり、心線11がゴム本体材料内に埋設されたベルトスラブが成形される。このベルトスラブを冷却後に成形金型から離型し、所定の幅に裁断することにより、タイミングベルト10が製造される。
【0044】
その後、図示しない公知の着磁装置によりタイミングベルト10の磁性体層15を着磁する(着磁工程)。この着磁工程は、塗着工程後、ベルト成形工程前に実施してもよい。さらに、着磁工程は、ベルト成形工程におけるベルトスラブの裁断前に実施してもよい。
【0045】
次いで、タイミングベルト10が規定の長さにあるかを検査する長さ検査や、タイミングベルト10の幅、厚みが規定内にあるか、外観に異常がないかを検査する外観検査などの各種検査(ベルト検査工程)を経て、磁化されたタイミングベルト10が完成する。
【0046】
次に、図5〜図8を参照して、上記の製造方法により製造されたタイミングベルト10が適用される動力伝達装置40について、説明する。以下においては、動力伝達装置40を車両用の内燃機関本体に取り付けた例について説明する。
【0047】
図5に示すように、動力伝達装置40は、内燃機関としてのエンジン50の前端部に取り付けられ、車両に搭載されたECU(Electronic Control Unit)100と、警告装置200とを含んで構成されている。
【0048】
ここで、図5および図6に示すように、エンジン50は、いわゆる4サイクルの直列4気筒のガソリンエンジンによって構成されている。エンジン50としては、直列4気筒に限らず、例えば、直列6気筒エンジン、V型6気筒エンジン、V型12気筒エンジン、水平対向6気筒エンジンなどの種々の型式のエンジンを採用することができる。また、エンジン50は、ガソリンエンジンに限らず、例えば、軽油などの炭化水素系の燃料や、エタノールなどのアルコールとガソリンとを混合したアルコール燃料を燃料とするエンジンであってもよい。
【0049】
エンジン50は、シリンダブロックおよびシリンダヘッドを含むエンジン本体51と、エンジン本体51に燃焼用空気を供給する図示しない吸気装置と、エンジン本体51からの排気を外部に排出する図示しない排気装置とを備えている。シリンダブロック内部に形成された図示しない4本のシリンダには、ピストンが上下方向に往復動可能に設けられている。また、シリンダブロック内部には、シリンダとシリンダヘッドとピストンとによって図示しない燃焼室が形成されている。また、エンジン50は、図示しないコネクティングロッドを介してピストンに連結されたクランクシャフト52を備えている。エンジン50は、燃焼室において燃料と空気との混合気を所望のタイミングで燃焼させることによりピストンを往復動させ、コネクティングロッドを介してクランクシャフト52を回転させるようになっている。
【0050】
また、エンジン本体51のシリンダヘッドには、吸気装置の吸気通路と燃焼室とを連通する図示しない吸気ポートと、燃焼室と排気装置の排気通路とを連通させる図示しない排気ポートとが形成されている。エンジン50は、吸気ポートを開閉する吸気バルブ53と、吸気バルブ53を作動させる吸気カムシャフト54と、排気ポートを開閉する排気バルブ55と、排気バルブ55を作動させる排気カムシャフト56とを備えている。
【0051】
吸気カムシャフト54は、エンジン本体51に対して回転可能に取り付けられ、吸気バルブ53の上端に当接する吸気カム54aを有している。吸気バルブ53は、吸気カムシャフト54の回転に応じて吸気カム54aが回転することにより昇降し、吸気ポートと燃焼室との間を開閉するようになっている。すなわち、吸気バルブ53は、燃焼用空気の導入を制御するようになっている。
【0052】
排気カムシャフト56は、エンジン本体51に対して回転可能に取り付けられ、排気バルブ55の上端に当接する排気カム56aを有している。排気バルブ55は、排気カムシャフト56の回転に応じて排気カム56aが回転することにより昇降し、燃焼室と排気ポートとの間を開閉するようになっている。すなわち、排気バルブ55は、排気の排出を制御するようになっている。
【0053】
図5〜図7に示すように、動力伝達装置40は、クランクシャフトプーリ41と、吸気カムシャフトプーリ42と、排気カムシャフトプーリ43と、上述したタイミングベルト10と、テンションローラ44と、タイミングベルトカバー45と、磁気検出回路46とを備えている。これら各プーリ41〜43、タイミングベルト10、テンションローラ44および磁気検出回路46は、タイミングベルトカバー45の内部に配置される。
【0054】
クランクシャフトプーリ41は、クランクシャフト52の前端部に取り付けられ、クランクシャフト52の回転と同期して回転するようになっている。また、クランクシャフト52の前端部には、クランクシャフトプーリ41とともに補機用プーリ47が取り付けられている。この補機用プーリ47は、タイミングベルトカバー45の外部に配置される。
【0055】
吸気カムシャフトプーリ42は、吸気カムシャフト54の前端部に取り付けられ、回転位相差可変アクチュエータ42aを有している。回転位相差可変アクチュエータ42aは、運転状況に応じて、クランクシャフト52および吸気カムシャフト54の間の回転位相差を調整するようになっている。なお、図5では、回転位相差可変アクチュエータ42aを取り外すことにより、吸気カムシャフトプーリ42が露出した状態を示している。
【0056】
排気カムシャフトプーリ43は、排気カムシャフト56の前端部に取り付けられ、排気カムシャフト56の回転と同期して回転するようになっている。
【0057】
タイミングベルト10は、クランクシャフトプーリ41と吸気カムシャフトプーリ42と排気カムシャフトプーリ43とに巻き掛けられ、クランクシャフト52から吸気カムシャフト54および排気カムシャフト56に動力を伝達するようになっている。これにより、クランクシャフト52の回転に応じて吸気バルブ53および排気バルブ55が昇降し、吸気ポートおよび排気ポートをそれぞれ開閉するようになっている。
【0058】
また、タイミングベルト10は、図5中、矢印で示すように、クランクシャフトプーリ41からテンションローラ44、吸気カムシャフトプーリ42、排気カムシャフトプーリ43の順に無端移動するようになっている。
【0059】
図5に示すように、テンションローラ44は、テンションばね44aの付勢力によりタイミングベルト10を背側から押圧することによって、タイミングベルト10が緩んで外れないように、タイミングベルト10に適切な張力を与えるようになっている。
【0060】
図5および図7に示すように、タイミングベルトカバー45は、エンジン本体51の前端面51aに取り付けられ、タイミングベルト10の全体を覆うようになっている。タイミングベルトカバー45は、透過性の無いプラスチック製で、カバー本体61と、磁気検出回路46を保持する保持部62とを備えている。
【0061】
また、タイミングベルトカバー45は、タイミングベルト10の磁気を遮蔽する磁気シールド61aを有する。磁気シールド61aは、カバー本体61の内面を覆うようカバー本体61の内面に取り付けられている。これにより、タイミングベルトカバー45の内部空間と外部空間とが磁気的に遮断された状態となる。磁気シールド61aとしては、高透磁率の金属磁性材料をカバー本体61の内面に貼り付けた構成を用いることができる。また、高透磁率の金属磁性材料の他、例えば銅箔などをカバー本体61の内面に貼り付ける構成であってもよく、また銅を蒸着させた構成であってもよい。さらに、カバー本体61自体を高透磁率の金属磁性材料(例えば鉄、コバルト、ニッケル)で構成することにより、磁気シールドとして機能させるようにしてもよい。なお、磁気シールド61aをカバー本体61の外面に貼り付ける構成であってもよい。また、タイミングベルトカバー45にのみ、磁気シールド61aを設けたが、例えばエンジン50のシリンダブロックがアルミニウム合金からなる場合には、タイミングベルトカバー45の内部空間を画成するエンジン本体51の前端面51aにも磁気シールド61aを設けるのが好ましい。
【0062】
このように、タイミングベルトカバー45が磁気シールド61aを有するので、タイミングベルト10の磁界変化に起因してタイミングベルトカバー45の外部に配設された制御ユニット、例えばECU100などが誤作動してしまうことを防止することができる。
【0063】
保持部62は、テンションローラ44を通過した直後のタイミングベルト10の歯側に対向する位置に設けられている。保持部62は、タイミングベルトカバー45の内面に締結部材を介して取り付けられている。保持部62は、タイミングベルトカバー45の内面に一体形成されるものであってもよい。また、保持部62は、磁気検出回路46の検出方向をタイミングベルト10の歯側に向けるようにして磁気検出回路46を保持している。
【0064】
磁気検出回路46は、図示しない磁気検出用のいわゆるサーチコイルを有しており、このサーチコイルによって変化するタイミングベルト10の磁気を検出するようになっている。特に、サーチコイルは、熱やほこりなどの影響を受けにくいという利点を有するため、好適である。また、図5において、磁気検出回路46は、テンションローラ44を通過した直後のタイミングベルト10の歯側に対向する位置に配置されているが、これに限られず、タイミングベルト10の磁気を検出可能であれば、他の位置に配置することも可能である。また、図7において、磁気検出回路46は、タイミングベルトカバー45の保持部62に保持される構成としたが、これに限らず、例えばエンジン本体51の前端面51aの面上に固定する構成であってもよい。
【0065】
磁気検出回路46は、ECU100に接続され、サーチコイルで検出した磁気(磁界)の大きさに応じた電流値ID(A)を検出信号としてECU100に出力するようになっている。
【0066】
図5に示すように、ECU100は、中央演算処理装置としてのCPU(Central Processing Unit)と、固定されたデータの記憶を行うROM(Read Only Memory)と、一時的にデータを記憶するRAM(Random Access Memory)と、書き換え可能な不揮発性のメモリからなるEEPROM(登録商標:Electrically Erasable and Programmable Read Only Memory)および入出力インターフェース回路を備えている。
【0067】
ECU100には、上述した磁気検出回路46や、図示しないエンジン回転数センサなどの各種センサやイグニッションスイッチなどが接続されている。ECU100のROMには、タイミングベルト10の交換時期を判定する際に用いられる寿命限界電流値IL(A)、タイミングベルト10の寿命警告プログラムなどの各種制御に必要なプログラムやデータが記憶されている。ここで、寿命限界電流値IL(A)は、予め実験的に求めて記憶されたものであり、例えば交換が必要と判断される程度にまでタイミングベルト10が摩耗したときのタイミングベルト10の磁気に応じた電流値である。
【0068】
また、ECU100は、磁気検出回路46により検出されたタイミングベルト10の磁気の大きさに基づき、タイミングベルト10が交換時期に達したか否かを判定する交換時期判定手段101を備えている。
【0069】
交換時期判定手段101は、電流値取得部110と、交換判定部111とを有している。電流値取得部110は、磁気検出回路46から入力される検出信号に基づき、サーチコイルにより検出された磁気(磁界)の大きさに応じた電流値IDを取得するようになっている。交換判定部111は、電流値取得部110で取得した電流値ID(A)と寿命限界電流値IL(A)とを比較し、電流値ID(A)が寿命限界電流値IL(A)より小さくなったか否かを判定するようになっている。さらに、交換判定部111は、電流値ID(A)が寿命限界電流値IL(A)より小さくなったとき、タイミングベルト10が交換時期に達したと判定するようになっている。
【0070】
警告装置200は、ECU100に接続され、交換判定部111によりタイミングベルト10が交換時期に達したと判定された場合に、運転者にタイミングベルト10の交換を促すための警告を報知するようになっている。警告装置200としては、例えば、運転席に設けられた警告ランプや警告ブザーなどを採用することができる。
【0071】
次に、図8に示すフローチャートを参照して、ECU100において実行されるタイミングベルト10の寿命警告制御について説明する。
【0072】
図8に示すフローチャートは、ECU100のCPUによって、RAMを作業領域として実行されるタイミングベルト10の寿命警告プログラムの実行内容を表す。タイミングベルト10の交換判断プログラムの実行処理は、ECU100のCPUによって、イグニッションのオンからオフまでの間に予め定められた時間間隔で実行されるようになっている。ここでの時間間隔は、車種やエンジン50、タイミングベルト10の設定諸元によって適宜選択される。この時間間隔が長すぎると判断の精度が低下するおそれがあり、短すぎると処理が煩雑になることがあるので、これらの条件から時間間隔を適宜設定するようにする。
【0073】
図8に示すように、まずECU100は、エンジン50が始動したか否かを判定する(ステップS1)。例えば、ECU100は、図示しないイグニッションスイッチがONとされたか否かを検出することによりエンジン50が始動されたか否かを判定する。ECU100は、エンジン回転数センサの検出結果に基づき、エンジン50が始動されたか否かを判定してもよい。エンジン50が始動していないと判定した場合には、ECU100は、エンジン始動の監視を継続する。
【0074】
一方、エンジン50が始動されたと判定した場合には、ECU100は、電流値取得部110において磁気検出回路46から電流値ID(A)を取得する(ステップS2)。次いで、ECU100は、交換判定部111において、電流値取得部110により取得された電流値ID(A)と寿命限界電流値IL(A)とを比較し、電流値ID(A)が寿命限界電流値IL(A)より小さくなったか否かを判定する(ステップS3)。電流値ID(A)が寿命限界電流値IL(A)以上であると判定した場合には、本ステップを繰り返し実行する。
【0075】
一方、電流値ID(A)が寿命限界電流値IL(A)より小さくなったと判定した場合には、ECU100は、交換判定部111においてタイミングベルト10が交換時期に達したと判定する。このとき、ECU100は、タイミングベルト10の寿命到来の警告、すなわちタイミングベルト10の交換を促すための警告を報知する旨の信号を警告装置200に出力する。これにより、警告装置200は、運転者にタイミングベルト10の交換を促すための警告を報知する(ステップS4)。これにより、運転者は、寿命到達前にタイミングベルト10を交換することができる。なお、警告の報知と同時、またはその前後にタイミングベルト10の寿命到来を示す情報をROMに記憶させ、後のメンテナンスなどの情報を必要とする機会に利用するようにしてもよい。
【0076】
このように、本実施の形態に係るタイミングベルト10を用いた動力伝達装置40においては、タイミングベルト10の摩耗度合などに応じて変化するタイミングベルト10の磁気を検出することで、タイミングベルト10の状態を直接検出することができる。具体的には、磁性体層15が歯布14の裏面に固着されているので、歯布14の摩耗が進行すると磁性体層15が削り剥がれることとなる。このため、磁性体層15が削り剥がれることによって変化する電流値ID(A)が寿命限界電流値IL(A)より小さくなったとき、交換を要する程にタイミングベルト10の摩耗が進行したと判断することができる。したがって、タイミングベルト10の交換時期を高精度に検出することができる。
【0077】
また、動力伝達装置40においては、タイミングベルト10の磁気を検出するため、サーチコイルを有する磁気検出回路46を採用したが、これに限らず、磁気検出回路46として例えば磁界の強さに応じたホール電圧を出力するホール素子や、磁界に応じて抵抗値が変化する磁気抵抗素子(MR)、あるいは磁気インピーダンス素子(MI)などの磁気センサを用いることもできる。また、フラックスゲート、超伝導量子干渉素子などを用いることも可能である。この場合、ホール素子などの磁気センサから出力される出力電圧をECU100において電流値に変換して、上述したタイミングベルト10の寿命警告制御を実行する。
【0078】
また、上記寿命警告制御においては、取得した電流値ID(A)と寿命限界電流値IL(A)との比較によりタイミングベルト10が交換時期に達したか否かを判定するようにしたが、これに限らず、サーチコイルの両端子間の電位差、すなわち電圧VD(V)と寿命限界電圧値VL(V)との比較により判定してもよい。この場合、寿命限界電圧値VL(V)は、寿命限界電流値IL(A)と同様、予め実験的に求めて記憶しておく。また、上述したように磁気検出回路46として各種磁気センサを用いた場合にも、磁気センサから出力される出力電圧VD(V)と寿命限界電圧値VL(V)とを比較することにより、タイミングベルト10が交換時期に達したか否かを判定することも可能である。
【0079】
また、本実施の形態においては、タイミングベルト10を上述した動力伝達装置40に適用した例について説明したが、これに限らず、例えば補機駆動用の動力伝達機構に適用することも可能であり、また車両用に限らない。すなわち、複数のプーリ間に掛け回されたベルトにより動力を伝達する動力伝達装置の全般に適用することができる。
【0080】
以上のように、本実施の形態に係る歯付ベルトの製造方法は、歯布14の裏面に磁性塗料を塗着させることにより、磁性体材料を歯布14に固着させることができる。また、磁性体材料を歯布14に固着させるので、歯部16の形状に合わせて磁性体材料を成形あるいは加工する工程を必要としない。このため、歯部16を含むタイミングベルト本体を構成するゴム材料の特性を変化させることなく、タイミングベルト10の歯側に磁性体材料を容易に固着することができる。
【0081】
また、磁性体材料を歯布14に固着することにより、タイミングベルト10を磁化させることができる。具体的には、着磁工程により歯布14に固着された磁性体材料を磁化させることができる。このため、磁化されたタイミングベルト10を、上述したように車両用の動力伝達装置40に用いた場合には、タイミングベルト10の歯側に磁気センサやサーチコイルなどの磁気検出回路46を近接配置することによって、タイミングベルト10の摩耗、特に歯部16の摩耗の進行に伴う磁界の変化を検出することが可能となる。したがって、タイミングベルト10が発する磁界を監視することで、タイミングベルト10の交換時期を適切に把握することができる。
【0082】
また、本実施の形態に係る歯付ベルトの製造方法は、塗着工程において帯電させた磁性塗料を歯布14に静電気力を用いて塗着させるので、歯布14に固着される磁性体材料の薄膜化および均一化を図ることができる。
【0083】
さらに、本実施の形態に係る歯付ベルトの製造方法は、接地された導電性の基台20aに歯布14が支持固定されているので、非導電性のナイロン繊維などからなる歯布14であっても表面を帯電させることができる。このため、非導電性の歯布14に対しても、静電気力を用いて磁性塗料を塗着させることができる。
【0084】
また、本実施の形態においては、歯布14を帯電させる方法として接地された導電性の基台20a上に歯布14を支持固定させる方法をとったが、これに限らず、例えば塗着工程前に、歯布14に導電性塗料を塗布する導電性塗料塗布工程を設けて歯布14を直接、接地可能としてもよい。この導電性塗料塗布工程では、非静電式のエアスプレーガンやエアレススプレーガンなどにより導電性塗料を歯布14にコーティングして、接地をするための導電性プライマー層を形成する。この場合、塗着工程の前に導電性塗料塗布工程を有するので、この導電性塗料塗布工程により非導電性のナイロン繊維などからなる歯布14に導電性を持たせることができる。したがって、歯布14を直接、接地することが可能となり、歯布14の表面を帯電させることができる。この結果、歯布14に対して静電気力を用いて磁性塗料を塗着させることができる。歯布14に導電性を持たせる方法としては、上記の他、例えば歯布14に通電液を塗布する方法でもよい。
【0085】
また、本実施の形態においては、歯付ベルトとしてタイミングベルト10の製造方法を例に説明したが、平ベルトやVリブドベルトなど、他の種類の摩擦伝動ベルトの製造方法にも適用可能である。
【0086】
また、本実施の形態では、塗着工程において歯布14の裏面に磁性塗料を塗着するようにしたが、これに限らず、歯布14の表面に磁性塗料を塗着するようにしてもよい。具体的には、塗着工程終了後に、磁性塗料が塗着された面が内側となるように、歯布14の両端部14a、14bを縫合し、図示しない歯布ジャケットを形成する。これにより、磁性体層15が生成された面がベルト完成時にタイミングベルト10の外表面(歯布14の表面)となる。なお、歯布14の表面および裏面の両面に磁性塗料を塗着するようにしてもよい。
【0087】
また、本実施の形態では、歯布14の塗装領域に沿ってスプレーガン24を移動させる構成としたが、これに限らず、例えば歯布14が支持固定される基台20aを移動させる構成としてもよい。あるいは、スプレーガン24および基台20aを移動させる構成であってもよい。
【0088】
以上説明したように、本発明に係る歯付ベルトの製造方法は、歯付ベルトを構成する素材の特性を変化させることなく、歯付ベルトの歯側に磁性体材料を容易に固着することができるとともに、固着される磁性体材料の薄膜化および均一化を図ることができるという効果を有し、複数のプーリに巻き掛けられ、これらプーリ間で動力の伝達を行う動力伝達用の歯付ベルトの製造方法全般に有用である。
【符号の説明】
【0089】
10 タイミングベルト(歯付ベルト)
11 心線
12 歯ゴム
13 背ゴム
14 歯布
15 磁性体層
16 歯部
20 塗装装置
20a 基台
21 磁性塗料供給手段
22 空気供給手段
23 高電圧発生器
24 スプレーガン
25 スプレーガン移動手段
26 コントローラ
40 動力伝達装置
46 磁気検出回路
50 エンジン
100 ECU
200 警告装置
【特許請求の範囲】
【請求項1】
歯部が歯布により覆われた歯付ベルトの製造方法であって、
前記歯布の表面および裏面の少なくともいずれか一方に、磁性体材料を含有する磁性塗料を塗装装置により塗着させる塗着工程を含み、
前記塗着工程では、前記歯布を一方の極とし、前記塗装装置を他方の極とし、前記歯布と前記塗装装置との間に高電圧を印加して静電界を形成するとともに、前記磁性塗料を帯電させて噴霧し、静電気力を用いて前記歯布に前記磁性塗料を塗着させることを特徴とする歯付ベルトの製造方法。
【請求項2】
前記塗着工程において、前記歯布は、接地された導電性の基台に支持固定されていることを特徴とする請求項1に記載の歯付ベルトの製造方法。
【請求項3】
前記塗着工程前に、前記歯布に導電性塗料を塗布する導電性塗料塗布工程を有することを特徴とする請求項1に記載の歯付ベルトの製造方法。
【請求項4】
前記塗着工程により塗着された前記磁性塗料を着磁する着磁工程を含むことを特徴とする請求項1ないし請求項3のいずれか1の請求項に記載の歯付ベルトの製造方法。
【請求項5】
請求項1ないし請求項4のいずれか1の請求項に記載の歯付ベルトの製造方法により製造された歯付ベルト。
【請求項1】
歯部が歯布により覆われた歯付ベルトの製造方法であって、
前記歯布の表面および裏面の少なくともいずれか一方に、磁性体材料を含有する磁性塗料を塗装装置により塗着させる塗着工程を含み、
前記塗着工程では、前記歯布を一方の極とし、前記塗装装置を他方の極とし、前記歯布と前記塗装装置との間に高電圧を印加して静電界を形成するとともに、前記磁性塗料を帯電させて噴霧し、静電気力を用いて前記歯布に前記磁性塗料を塗着させることを特徴とする歯付ベルトの製造方法。
【請求項2】
前記塗着工程において、前記歯布は、接地された導電性の基台に支持固定されていることを特徴とする請求項1に記載の歯付ベルトの製造方法。
【請求項3】
前記塗着工程前に、前記歯布に導電性塗料を塗布する導電性塗料塗布工程を有することを特徴とする請求項1に記載の歯付ベルトの製造方法。
【請求項4】
前記塗着工程により塗着された前記磁性塗料を着磁する着磁工程を含むことを特徴とする請求項1ないし請求項3のいずれか1の請求項に記載の歯付ベルトの製造方法。
【請求項5】
請求項1ないし請求項4のいずれか1の請求項に記載の歯付ベルトの製造方法により製造された歯付ベルト。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−237400(P2012−237400A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2011−107408(P2011−107408)
【出願日】平成23年5月12日(2011.5.12)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(000225359)内山工業株式会社 (204)
【出願人】(000115245)ゲイツ・ユニッタ・アジア株式会社 (101)
【Fターム(参考)】
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成23年5月12日(2011.5.12)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(000225359)内山工業株式会社 (204)
【出願人】(000115245)ゲイツ・ユニッタ・アジア株式会社 (101)
【Fターム(参考)】
[ Back to top ]