
歯付ベルト
【課題】歯付ベルトの歯部に使用される材料の接着力を保持しながら、摩擦係数を下げることにより、高負荷下で発生するベルト歯部の摩耗、損傷及びベルトのプーリフランジ部への移動によるベルトの端面磨耗、損傷が防止でき、それによりエンジン及び動力伝達装置の正常な動きを維持するベルトを提供する。
【解決手段】背部2に心線1を埋設した歯付ベルト5に長手方向に沿って複数の歯部3を設け、歯部3表面を歯布4で被覆して形成される歯付ベルトに関する。少なくとも前記歯部3に使用される歯布4の接着力を維持しながら、動摩擦係数を小さくする。その手段として、前記歯部3を構成する繊維材料にポリテトラフルオロエチレン繊維を使用し、その織り組織を3/1綾織りあるいは、2重織りとする。
【解決手段】背部2に心線1を埋設した歯付ベルト5に長手方向に沿って複数の歯部3を設け、歯部3表面を歯布4で被覆して形成される歯付ベルトに関する。少なくとも前記歯部3に使用される歯布4の接着力を維持しながら、動摩擦係数を小さくする。その手段として、前記歯部3を構成する繊維材料にポリテトラフルオロエチレン繊維を使用し、その織り組織を3/1綾織りあるいは、2重織りとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、自動車用エンジンのカム軸又はカム軸とインジェクションポンプの駆動用、大型の2輪車の後輪駆動用或いは、一般産業用機械の同期伝動用等に使用される歯布被覆の歯付ベルトに関するものである。特に、高負荷用ベルトに関して、耐摩耗性及び耐歯欠け性を向上し、さらにベルト端面損傷についても改善するとともに、心線の伸びを小さくしてジャンピングを低減して伝達能力を高めた歯付ベルトに関する。
【背景技術】
【0002】
自動車用エンジンのカム軸、インジェクションポンプ、オイルポンプ、ウォータポンプ等を駆動する歯付ベルトは、エンジンの高出力化に伴い、ベルトへの負荷の増大及びエンジンルームのコンパクト化に伴う雰囲気温度の上昇など歯付ベルトの使用環境は近年特に厳しくなってきている為、さらなる耐久性の向上が要求されている。また、大型の2輪車については、近年チェーン及びシャフト駆動から歯付ベルトでの駆動方式が増えてきている。さらに、一般産業用に使用される歯付ベルトについても、射出成形機等の高負荷駆動用等取替え周期の延長を要求されている。
【0003】
歯付ベルトの故障形態は、心線の屈曲疲労及びゴムの耐熱性不足によるベルト切断に対しては、心線材質、心線構成の細径化等の改良、心線処理剤の耐熱性改良が実施されている。また、ゴムの耐熱性改良についても水素添加ニトリルゴムの使用等により故障は減少している。
【0004】
特に、ベルトに高負荷が掛かるエンジン、又は産業用駆動装置を駆動する歯付ベルトは、高負荷の為、負荷を受ける歯底部の摩耗が大きく、その歯底部の摩耗から歯欠けが発生しやすい。また、高負荷によりプーリ軸が撓んだり、ベルトの片寄り走行が発生し、プーリフランジ等との摩擦によるベルト側面の異常摩耗及び側面の損傷による切断、歯欠けについても懸念される。
【0005】
また、高負荷によりベルトが伸びて、オートテンショナーが作動せず、ベルトに適正な負荷が掛からなくなり、エンジンの正常な動作を妨げる現象が生じる。
【0006】
ベルト側面摩耗、損傷、ベルトの伸びに対し、プーリ歯とかみ合う歯付ベルト表面の歯布材料に摩擦係数低減作用のあるフッ素樹脂や層状のグラファイト等を添加した処理を施すことや、心線材料の検討が実施されているが、未だに十分な改良策が見出されていない。
【0007】
また、特許文献1には、歯布の一方の糸に高接着性を有する6−ナイロン或いは6・6ナイロンの繊維材料とし、他方の糸をフッ素系繊維或いはカーボン繊維とするものであることが開示されているが、歯布の他方の糸にフッ素系繊維又はカーボン繊維を使用するのみで、歯付ベルト歯部の寸法精度を容易に実現できない。さらには、高度な寸法精度を要する自動車用歯付ベルトとしては、使用可能な寸法が発現できなかった。
【0008】
【特許文献1】特公昭58−33423号公報
【0009】
ガラス繊維やアラミド繊維に代わって炭素繊維を使用した伝動ベルトも提案されている。例えば、特許文献1にはウレタンエラストマーのベルト素材に心線として炭素繊維コードを使用し、又特許文献2には熱可塑性エラストマーのベルト素材に、片撚りの炭素素材で撚る前にベルト本体と同じ材質の熱可塑性エラストマーで処理して接着を改善したものが使用されている。また特許文献2には、上撚り係数が2.0〜4.0であって、下撚り係数が上撚り係数の1/2〜3/2にして、初期強力が大きく、伸びが小さく、耐水性、耐屈曲疲労性を改善した歯付ベルトが開示されている。
【0010】
しかし、従来の歯付ベルトでは、高負荷伝動の場合には、心線の伸びによってベルトのジャンピングが発生し、又走行後のベルト残存強力も走行前に比べて大きく低下することがあった。
【特許文献2】特許第2954554号
【特許文献3】特開平10−2379号公報
【特許文献4】特公平03−4782号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明はこのような問題点を解決するものであり、歯付ベルトの歯部に使用される歯布の摩擦係数を下げることにより、高負荷下で発生するベルト歯布の摩耗、摩耗による歯部の亀裂からなる歯の損傷が防止でき、それによりエンジン或いは動力伝達装置の正常な動きを維持し、寸法精度も容易に発現できるベルトを提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は、長手方向に沿って所定間隔で配置した複数のゴムを基材とした歯部と、心線を埋設したゴムを基材とした背部を有し、上記歯部の表面に歯布を被覆した歯付ベルトにおいて、少なくとも前記歯部に使用される織物の構成が経糸にナイロン繊維、緯糸にポリテトラフルオロエチレン繊維及びポリウレタン弾性糸からなる構成とする歯付ベルトにある。
【0013】
請求項2に記載の発明は、前記ポリテトラフルオロエチレン繊維中のポリ4フッ化エチレンの含有量がポリテトラフルオロエチレン繊維100に対して90〜100質量部である請求項1に記載の歯付ベルトにある。
【0014】
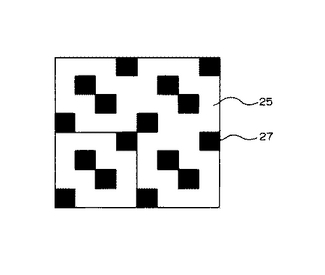
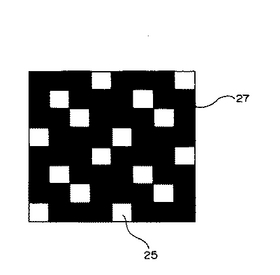
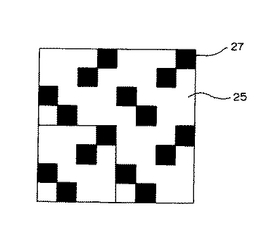
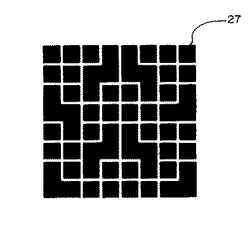
請求項3に記載の発明は、前記織物の織り組織が、3/1綾織り又は二重織りのいずれかであり、前記歯布中のポリテトラフルオロエチレン繊維が歯部の表面に現れるのがポリテトラフルオロエチレン繊維中75〜100%である請求項1又は2に記載の歯付ベルトにある。
【0015】
請求項4に記載の発明は、前記織物をゴム100質量部に対してグラファイトを10質量部から200質量部含んだゴム糊で処理した請求項1から3のいずれかに記載の歯付ベルトにある。
【0016】
請求項5に記載の発明は、前記ゴムが水素化ニトリルゴムに不飽和カルボン酸金属塩と有機化酸化物又は硫黄化合物を配合した請求項1から5のいずれかに記載の歯付ベルトにある。
【0017】
請求項6に記載の発明は、前記ゴムが水素化ニトリルゴムに不飽和カルボン酸金属塩を総ポリマー100に対して15〜40質量部添加した請求項1から5のいずれかに記載の歯付ベルトにある。
【0018】
請求項7に記載の発明は、前記歯付ベルトの背面硬度がJISA型硬度計で測定して80度〜95度である請求項1から6のいずれかに記載の歯付ベルトにある。
【0019】
請求項8に記載の発明は、前記歯付ベルトの心線が総デニール数1,000〜10,000の炭素繊維のマルチフィラメント糸にゴムラテックスとエポキシ樹脂からなる処理液を含浸付着させた後、これを5〜10回/10cmで片撚りし、その表面に接着層を被覆したコードであり、更にコード断面積に占める繊維断面積の割合が70〜90%であり、かつベルトの引張弾性率が50〜85N/mm2である請求項1から7のいずれかに記載の歯付ベルトである。
【0020】
請求項9に記載の発明は、前記歯付ベルトの心線が総デニール数1,000〜10,000の炭素繊維のマルチフィラメント糸にゴムラテックスとエポキシ樹脂からなる処理液を含浸付着させた後、これを5〜10回/10cmで下撚りし、更に2.5〜5回/10cmで上撚りし、その表面に接着層を被覆したコードであり、更にコード断面積に占める繊維断面積の割合が70〜90%であり、かつベルトの引っ張り弾性率が50〜85N/mm2である請求項1から7のいずれかに記載の歯付ベルトである。
【0021】
請求項10に記載の発明は、接着層がレゾルシン−ホルムアルデヒド−ラテックス液から得られた1層である請求項8又は9に記載の歯付ベルトである。
【0022】
請求項11に記載の発明は、接着層がレゾルシン−ホルムアルデヒド−ラテックス液からなる下層とゴム糊からなる上層の2層からなる請求項8又は9に記載の歯付ベルトである。
【発明の効果】
【0023】
本発明の歯付ベルトは、長手方向に沿って所定間隔で配置した複数のゴムを基材とした歯部と、心線を埋設したゴムを基材とした背部を有し、上記歯部の表面に歯布を被覆した歯付ベルトにおいて、 少なくとも前記歯部に使用される織物の構成が経糸にナイロン繊維、緯糸にポリテトラフルオロエチレン繊維及びポリウレタン弾性糸からなる構成とする歯付ベルトであることから、少なくとも前記歯部に使用されるポリテトラフルオロエチレン繊維による織物の摩擦係数が0.2よりも小さくなるので、高負荷下で発生するベルト背面の亀裂、損傷及びベルトのプーリフランジ部への移動によるベルトの端面摩耗、損傷を防止することができる。
【0024】
又、請求項2に記載の発明によると、前記ポリテトラフルオロエチレン繊維中のポリ4フッ化エチレンの含有量がポリテトラフルオロエチレン繊維100に対して90〜100質量部である請求項1に記載の歯付ベルトであることから、歯布の摩擦係数を確実に小さくすることができる。
【0025】
請求項3に記載の発明によると、前記織物の織り組織が、3/1綾織り又は二重織りのいずれかであり、前記歯布中のポリテトラフルオロエチレン繊維が歯部の表面に現れるのがポリテトラフルオロエチレン繊維中75〜100%である請求項1又は2に記載の歯付ベルトであることから、ポリテトラフルオロエチレン繊維が接着面に極力出ない組織となり、織物とゴムとの接着性を上げ、かつ歯面の摩擦係数を小さくすることができる。
【0026】
請求項4に記載の発明によると、前記織物をゴム100質量部に対してグラファイトを10質量部から200質量部含んだゴム糊で処理した請求項1から3のいずれかに記載の歯付ベルトであることから、高負荷下で発生するベルト歯面の摩耗、損傷及びベルトのプーリフランジ部への移動によるベルトの端面摩耗、損傷を防止することができる。
【0027】
請求項5に記載の発明によると、前記ゴムが水素化ニトリルゴムに不飽和カルボン酸金属塩と有機化酸化物又は硫黄化合物を配合した請求項1から4のいずれかに記載の歯付ベルトであることから、背部に使用されるゴムの動摩擦係数を0.5よりも小さくできる。
【0028】
請求項6に記載の発明によると、前記ゴムが水素化ニトリルゴムに不飽和カルボン酸金属塩を総ポリマー100に対して15〜40質量部添加した請求項1から5のいずれかに記載の歯付ベルトであることから、高負荷下で発生するベルト背面の亀裂、損傷及びベルトのプーリフランジ部への移動によるベルトの端面摩耗、損傷を防止することができる。
【0029】
請求項7に記載の発明によると、前記歯付ベルトの背面硬度がJISA型硬度計で測定して80度〜95度である請求項1から6のいずれかに記載の歯付ベルトであることから、応力が負荷された場合であっても、ゴムの変形を抑制することができる。このため、ベルト走行時の発熱が抑制されると共に、摩擦時の抵抗も小さくできる。これによって、ベルト走行時のベルト側面の摩耗及び損傷を小さくすることができる。
【0030】
請求項8から11に記載の発明によると、前記歯付ベルトの心線が総デニール数1,000〜10,000の炭素繊維のマルチフィラメント糸にゴムラテックスとエポキシ樹脂からなる処理液を含浸付着させた後、これを5〜10回/10cmで片撚りし、その表面に接着層を被覆したコードであり、更にコード断面積に占める繊維断面積の割合が70〜90%であり、かつベルトの引張弾性率が50〜85N/mm2である請求項1から11のいずれかに記載の歯付ベルト駆動装置であることから、心線の伸びを小さくして、ジャンピングを低減して伝達容量も高くでき、そして高温高張力下及び高温多湿下での走行における耐久性を改善することができる。
【発明を実施するための最良の形態】
【0031】
以下、本発明を実施する為の最良の形態を説明する。
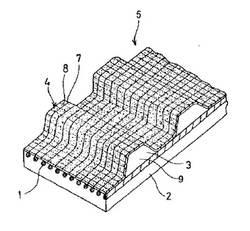
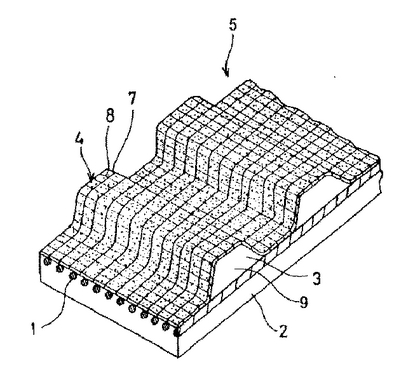
図1は、本発明形態に係る歯付ベルトの全体斜視概略図である。図1において、歯付ベルト5は、長手方向に沿って所定間隔で配置した複数の歯部3と、歯部3と連続する背部2と、背部2に埋設された心線1と、歯部3の表面に被覆された歯布4とを有する構造である。背部2と歯部3は、ゴム層9で形成されたベルト本体を構成する。又、歯布4は、ベルトの長手方向に延在する緯糸7と、ベルトの幅方向に延在する経糸8とを織成してなる繊維材料を基材として構成される。
【0032】
背ゴムのゴム配合物としては、水素化ニトリルゴムに不飽和カルボン酸金属塩を配合したものを用いる。又、水素化ニトリルゴムとしては、耐熱性の観点から水素添加率が少なくとも90%以上であることが必要であり、92〜98%が好適である。そしてこの水素化ニトリルゴムに不飽和カルボン酸金属塩を配合することによって、モジュラス(引張弾性率)や硬度を高めるようにしているものであり、モジュラス(引張弾性率)や切断伸度、さらに高い引き裂き強度や硬度を確保する為には、水素化ニトリルゴムに不飽和カルボン酸金属塩を総ポリマーに対して15〜40質量部添加する。不飽和カルボン酸金属塩の量が15質量部未満であるとゴム硬度が所定の硬度にならず、一方40質量部を越えるとゴム硬度が大きくなりすぎ、ベルト剛性が高くなり、屈曲疲労性に劣りベルト寿命が短くなる。
【0033】
ここで、少なくとも前記歯部に使用される織物の摩擦係数が0.2よりも小さいことが好ましい。前記動摩擦係数が0.2より大きいベルトを使用した場合、スラスト力が大きくなり、軸手前にベルトが移動したままになり、それによりベルト端面の損傷が発生しベルト歯損等の問題が生じる。
ここで使用する織物の構成は、経糸として6, 6ナイロン繊維、緯糸としてウレタン弾性糸とポリテトラフルオロエチレン繊維とした。織り組織は、3/1綾織又は、歯面側を1/3綾織、接着面側を2/2綾織とした2重織りの織組織とした。
【0034】
ポリテトラフルオロエチレンの材質としては、PTFE(ポリ4フッ化エチレン)、FEP(4フッ化エチレン、6フッ化プロピレン共重合体)、PFA(4フッ化エチレン、パーフロロアルコキシ基共重合体)、ETFE(4フッ化エチレン、オレフィン共重合体)などがある。このどの材料を使用しても問題はないが、PTFE(ポリ4フッ化エチレン)から繊維化した。
【0035】
前記ベルト背面硬度は少なくともJISA硬度計で80度以上、好ましくは85度以上である。背面硬度を少なくとも80度以上とする為には、ゴム配合物としては、水素化ニトリルゴムを使用する、又は、水素化ニトリルゴムに不飽和カルボン酸金属塩を総ポリマーに対して5〜50質量部添加する。不飽和カルボン酸金属塩の量が5質量部未満であるとゴム硬度が所定の硬度にならず、一方50質量部を越えるとゴム硬度が大きくなりすぎ、ベルト剛性が高くなり、屈曲疲労性に劣りベルト寿命が短くなる。
【0036】
また上記の水素化ニトリルゴムとしては、耐熱性の観点から水素添加率が少なくとも90%以上であることが必要であり、92〜98%が好適である。そしてこの水素化ニトリルゴムに不飽和カルボン酸金属塩を配合することによって、モジュラス(引張弾性率)や硬度を高めるようにしているものであり、モジュラス(引張弾性率)や切断強度、さらに高い引き裂き強度や硬度を確保する為には、上記のように水素化ニトリルゴムに不飽和カルボン酸金属塩を総ポリマーに対して5〜50質量部配合することが望ましい。
【0037】
上記心線3としては、5〜9μmのEガラス又は高強度ガラスのフィラメント、或いは0.5〜2.5デニールのパラ系アラミド繊維のフィラメントを撚り合わせ、RFL液、エポキシ溶液、イソシアネート溶液とゴムコンパウンドとの接着剤で処理された撚りコードが使用される。
【0038】
又、心線3として炭素繊維を使用するのが好ましい。心線3は総デニール数1,000〜10,000の炭素繊維のマルチフィラメント糸をゴムラテックスとエポキシ樹脂からなる処理液を含浸付着させた後、これを5〜10回/10cmで片撚り、あるいは5〜10回/10cmで下撚りをし、更に2.5〜5回/10cmで上撚りをした諸撚りコードであってもよい。
【0039】
炭素繊維のマルチフィラメント糸を構成するモノフィラメント(単繊維)は、その断面形状が実質的に真円形状に近いものであり、数多くのフィラメントを効率よく集合して、密接したフィラメント間の空間を減少させてコードの強度を高めている。具体的には、コード断面積に占める繊維断面積の割合が70〜90%であり、フィラメント群が効率よく高充填しており、ベルトの引張り弾性率が50〜85N/mm2になる。もし楕円形になると、モノフィラメント同士が擦れ合いよりコードが破断しやすくなる。また、これ以外の形状になると、フィラメントを集合しても密接したフィラメント間の空間が多くなってコードの強度が向上しなくなる。
【0040】
コード中の処理液(固形分)の含有量は、炭素繊維のマルチフィラメント糸100質量部に対して10〜40質量部、好ましくは15〜35質量部である。10質量部未満であると、モノフィラメント同士の擦れ合いによりコードの耐疲労性が低下することがあり、一方40質量部を越えるとコードの耐熱性、耐水性、耐溶剤性が低下することがある。
【0041】
上記処理液(固形分)に含まれるゴムラテックス(固形分)の含有量は、処理液(固形分)100質量部に対して20〜80質量部、好ましくは30〜70質量部である。20質量部未満であると、コードの柔軟性が低下してベルトの耐屈曲疲労性が低下することがあり、一方80質量部を越えるとコードに粘着性が過剰になり、取扱い性が悪くなる。
【0042】
上記ゴムラテックスの具体例としては、アクリロニトリル−ブタジエンゴムラテックス、クロロプレンゴムラテックス、スチレン−ブタジエンゴムラテックス、水素化ニトリルゴムラテックス(H−NBRラテックス)、スチレン−ブタジエン−ビニルピリジン三元共重合体(VPラテックス)、EPDMゴムラテックスの一種又は二種以上のブレンド物が使用される。
【0043】
上記処理液(固形分)に含まれる処理液中のエポキシ樹脂の含有量は、処理液(固形分)100質量部に対して20〜80質量部、好ましくは30〜70質量部である。20質量部未満であると、コードとゴム界面の接着性が低下することがあり、80質量部を越えるとコードの柔軟性が低下してベルトの耐屈曲疲労性が低下することがある。
【0044】
エポキシ樹脂の具体例としては、エチレングリコールジグリシジルエーテル、グリセロールポリグリシジルエーテル、トリメチロールプロパンポリグリシジルエーテル、ソルビトールポリグリジルエーテル、ヘキサンジオールジグリシジルエーテル等の一種又は二種以上が使用される。
【0045】
上記のコードには、その表面に接着層を付着させるが、ここでは接着層がレゾルシン−ホルムアルデヒド−ラテックス液(RFL液)から得られた1層であってもよく、またゴム糊から得られた1層であってもよく、更にはRFL液からなる下層とゴム糊からなる上層の2層であってもよい。
【0046】
RFL液は、レゾルシンとホルムアルデヒドの初期縮合物とゴムラテックスとを混合したものであり、この場合レゾルシンとホルムアルデヒドのモル比は3/1〜1/3にすることが接着力を高めるうえで好適である。また、レゾルシンとホルムアルデヒドの初期縮合物は、これをゴムラテックスのゴム分100質量部に対して樹脂分が5〜50質量部になるようにゴムラテックスと混合し、更にフェノール樹脂を含むレゾルシンとホルムアルデヒドの初期縮合物とゴムラテックスとの固形分の質量比が5/95〜40/60に調節する。5/95未満では接着性が著しく低下し、また40/60を超えるとゴムラテックス分が少なくなり、耐熱性が悪くなって屈曲疲労性が低下する。
【0047】
RFL処理液に使用するゴムラテックスとしては、水素化ニトリルゴムラテックス(H−NBRラテックス)、スチレン−ブタジエン−ビニルピリジン三元共重合体(VPラテックス)、クロロプレンゴムラテックス、EPDMゴムラテックスの一種又は二種以上のブレンド物が使用される。水素化ニトリルゴムラテックスとビニルピリジンゴムラテックスとは、固形分の質量比が60/40〜95/5で混合される。その水素化ニトリルゴムの質量比が60未満であれば、耐熱性が悪くなり屈曲疲労性が低下し、95を超えると、耐水性が著しく低下する。
【0048】
使用する炭素繊維コードは下記方法によって処理される。まず未処理無撚りマルチフィラメント糸をゴムラテックスとエポキシ樹脂からなる処理液に含浸処理し、その後130〜250℃に調節したオ−ブンに通して熱処理する。続いて、上記処理したマルチフィラメント糸を5〜10回/10cmで片撚り、あるいは5〜10回/10cmで下撚りをし、更に2.5〜5回/10cmで上撚りをした諸撚りコードにした後、このコードをRFL液に含浸処理して接着層を形成する。
【0049】
また、該処理コードをゴム糊に漬けてゴム層を付着し、この後130〜180℃前後に調節したオ−ブンに通して熱処理する。
このゴム糊としては、水素化ニトリルゴム(H−NBR)、クロロプレンゴム(CR)、クロロスルホン化ポリエチレンゴム(CSM)以外に、NBR、エチレンプロピレンジエンモノマー(EPDM)、エチレンプロピレン共重合体(EPR)、SBR、イソプレンゴム(IR)、天然ゴム(NR)のゴム配合物トルエン、キシレンなどの芳香族炭化水素などの溶剤に溶かして得られたものである。
【0050】
また、該処理コードを前述と同様にRFL液に含浸処理して下層を形成した後、ゴム糊でオーバーコート処理して上層の2層を形成してもよい。
【実施例】
【0051】
次に、本発明を実施例によって具体的に説明する。
(実施例)
表1に示す配合からなるゴムを通常の方法で混練し、カレンダーロールにて所定の厚さのゴムシートを調整した。又、歯布は、表2に示す繊維を用いて、表3に示す処理を行った。表3におけるゴム糊処理は、表4に示すゴム配合物を表3に示すC−2及びC−3のように、メチルエチルケトンに溶かした後にイソシアネート化合物としてポリアールポリイソシアネート(商品名PAPI)を添加した処理液に、適宜、MBIやN-(1,3-Dimethyl-Butyl)-N´-phenyl-p-phenylendiamine、フッ素樹脂粉末又はグラファイト等の減摩材を添加混合した処理液に歯布を浸漬し乾燥したものである。
【0052】
【表1】

【0053】
【表2】
【0054】
【表3】
【0055】
【表4】
【0056】
次に、ベルト作製用のZBS歯形120歯数の金型に上記の歯布を巻き付け、SZ撚一対のRFL及び水素化ニトリルゴムをトルエン等の溶剤にて溶かしたゴム糊にて接着処理された表5に示す心線を表6のピッチにてスパイラルに所定の張力で巻き付けた。この心線の上に、表1のゴムシートを貼り付けた。更に、加硫缶に投入して通常の圧力方式により歯形を形成させた後165°Cにて30分加圧加硫して、ベルト背面を一定厚さに研磨し一定幅(30mm)にカットして走行用歯付ベルトを得た。歯付ベルトの歯布とゴムの接着性を表7に示す。
【0057】
【表5】
【0058】
【表6】
【0059】
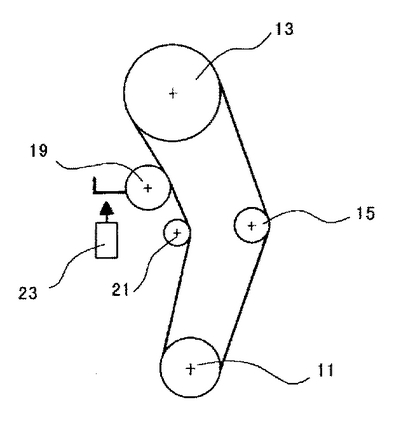
作製したベルトのサイズは、ベルト幅30mm、ベルト歯形ZBS、歯数120歯、歯ピッチ9.525mmであり、通常120ZBS30と表示される。走行試験装置として、図2に示す22歯のクランクプーリ11、44歯のカムプーリ13、19歯のウォータポンププーリ15、偏心プーリ19、アイドラー21からなるレイアウトの試験装置を使用する。クランクプーリ回転数4000rpmでベルトに掛かる有効張力を3700Nとし、初張力を350Nにて走行試験を行った。そして、走行試験用ベルトの両端歯部に白インクで歯部前面にマーク(塗りつぶす)を入れた。走行条件は4000rpmで200時間走行し、走行後の歯底歯布の残存厚みを評価した。その摩耗現象と歯布残存厚みとの関係を表8に示す。
【0060】
【表7】
【0061】
【表8】
【0062】
表7に示すとおり、実施例1及び2は接着力を維持しながら、動摩擦係数を小さくできた。又、表8に示すとおり、動摩擦係数の小さい実施例1及び2で、歯布残存厚みが良い結果となった。又、比較例2及び3は、動摩擦係数は小さめであるが、接着力が弱い為に早期の破損となった。
【0063】
実施例3〜5
次に、実施例3から5として、炭素繊維の無撚のマルチフィラメント糸(T700GC・6K・31E(型番、東レ(株)製)繊度4,300デニール)を、処理液(固定分濃度40質量%のビニルピリジン−スチレン−ブタジエンゴムラテックス:JSR社製200質量部とエチレングルコールジグリシジルエーテル200質量部を水500質量部に溶かした水溶液)を含む処理液槽に通過させて含浸させた後、140℃の温度調節したオ−ブンに通して熱処理する。続いて、上記処理したマルチフィラメント糸を5回/10cmで片撚りしてコードにした後、このコードを表9に示すRFL液に浸漬し、130〜180℃の範囲で熱処理して接着層を形成した。
【0064】
【表9】
【0065】
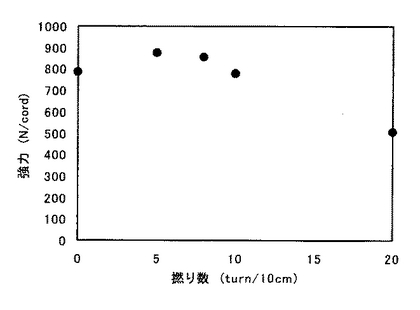
上記処理コードの片撚り数と強力の関係をオートグラフで測定した結果を図2に示す。これによると、片撚りコードでは撚り数が5〜10回/10cmであれば、高強度を維持できることが判る。
【0066】
歯部と背部用のゴムシートとして、表1に示す配合からなるゴムを通常の方法で混練してカレンダーロールによって所定の厚さに調整した。
【0067】
歯布及びその処理としては、実施例1にて用いた歯布同一の材質、処理法の歯布を使用した。
【0068】
次に、ベルト作製用のSTPD歯形120歯数の金型に上記歯布を巻き付け、心線としてSZ撚一対の前記炭素繊維コード(片撚り数、5回/10cm)をピッチ(1.0mm/本)にてスパイラルに所定の張力で巻き付けた。この心線の上に、表1のゴムシートを巻き付けた後、ジャケットを被せて加硫缶に投入し、通常の圧入方式により加圧加硫して歯形を形成させた。その後、ベルト背面を一定厚さに研磨し一定幅(10.0mm)にカットして走行用歯付ベルトを得た。
【0069】
作製したベルトは3種あり、ベルト幅10.0mm、ベルト歯形STPD、歯数120、歯ピッチ5.00mmのタイプ1、ベルト幅19.0mm、ベルト歯形STPD、歯数105歯、歯ピッチ8.00mmのタイプ2、そしてベルト幅30.0mm、ベルト歯形STPD、歯数100歯、歯ピッチ14.00mmのタイプ3であった
【0070】
比較例4〜6
心線として、無撚のガラス繊維(E−ガラス)を3本引き揃えたものを表2に示すRFL処理液に浸漬した後、200〜280°Cで熱処理した。これを撚り数8回/cmでS及びZ方向に片撚りコードを準備した。これを11本引き揃え、12回/cmで上撚りした。更に、これをゴム糊に浸漬し、130〜180°Cの範囲で熱処理した。その後、ゴムとしては、A−1のゴム、歯布としてはB―1の帆布を用いた。また、歯布処理は比較例1と同じ処理をした。そして同様の製造条件にて3種の歯付ベルトを作製した。
【0071】
作製したベルトは3種あり、ベルト幅10.0mm、ベルト歯形STPD、歯数120、歯ピッチ5.00mmのタイプ1、ベルト幅19.0mm、ベルト歯形STPD、歯数105歯、歯ピッチ8.00mmのタイプ2、そしてベルト幅30.0mm、ベルト歯形STPD、歯数100歯、歯ピッチ14.00mmのタイプ3であった。
【0072】
上記実施例3から5と比較例4から6に係る歯付ベルトのコード径、コードの断面積、コード断面積中の繊維断面積占有率、ベルト弾性率(幅当り)を求めた結果を表10に示す。ベルト弾性率はベルトの軸間距離変化率と軸荷重の関係を室温下においてオートグラフによって測定した。
【0073】
【表10】
【0074】
これによると、実施例は比較例に比べて高強度、高弾性率により、伸びが小さくなっていることが判り、ベルト高張力時における寸法変化が小さくなっている。また、コード断面積中の繊維断面積占有率については、実施例の炭素繊維コードは比較例のガラス繊維コードに比べて繊維の充填量が多くなっていることが判る。
【0075】
また、歯付ベルトの伝動容量比較を行うため、ジャンピング試験を行った。このジャンピング試験では、ベルト走行中に従動軸の負荷を上げて行き、ジャンピング(歯飛び)が発生した際の負荷値を測定した。試験条件としては、22歯の駆動プーリ、20歯の従動プーリに歯付ベルトを懸架し、回転数3,600rpm、軸荷重10.6kgfで測定した。その結果を表11に併記する。
【0076】
【表11】
【0077】
これによると、実施例の歯付ベルトは、ジャンピング試験ではジャンピングが発生しにくく、伝達容量が高いことが判る。
【産業上の利用可能性】
【0078】
本発明の歯付ベルトは、駆動側の回転により従動側のロボットアームを移動させる駆動装置や自動車のオーバーヘッドカムシャフトの駆動装置に使用するものであり、歯付ベルトがコード断面積に占める繊維断面積の割合を70〜90%にして炭素繊維を多く充填するで、ベルトの引張り弾性率を50〜85N/mm2に設定し、これにより心線の伸びを小さくして、起動時あるいは停止時の従動側のオーバーシュートを小さくすることができて、応答性を高めることができ、また伝達容量も高くなる。
【図面の簡単な説明】
【0079】
【図1】本発明に係る歯付ベルトの概略斜視図である。
【図2】歯付ベルトの走行試験装置の概略図である。
【図3】織り組織が3/1綾織りである歯布の歯表面側を示した模式図である。
【図4】織り組織が3/1綾織りである歯布のゴムとの接着面側を示した模式図である。
【図5】織り組織が2重織りである歯布の歯表面側を示した模式図である。
【図6】織り組織が2重織りである歯布のゴムとの接着面側を示した模式図である。
【図7】上記歯付ベルトの心線処理コードの片撚り数と強力の関係を示すグラフである。
【符号の説明】
【0080】
1 心線
2 背部
3 歯部
4 歯布
5 歯付ベルト
7 緯糸
8 経糸
9 ゴム層
11 クランクプーリ
13 カムプーリ
15 ウォータポンププーリ
19 偏心プーリ
21 アイドラー
23 オートテンショナー
25 ポリ4フッ化エチレン
27 ナイロン
【技術分野】
【0001】
本発明は、例えば、自動車用エンジンのカム軸又はカム軸とインジェクションポンプの駆動用、大型の2輪車の後輪駆動用或いは、一般産業用機械の同期伝動用等に使用される歯布被覆の歯付ベルトに関するものである。特に、高負荷用ベルトに関して、耐摩耗性及び耐歯欠け性を向上し、さらにベルト端面損傷についても改善するとともに、心線の伸びを小さくしてジャンピングを低減して伝達能力を高めた歯付ベルトに関する。
【背景技術】
【0002】
自動車用エンジンのカム軸、インジェクションポンプ、オイルポンプ、ウォータポンプ等を駆動する歯付ベルトは、エンジンの高出力化に伴い、ベルトへの負荷の増大及びエンジンルームのコンパクト化に伴う雰囲気温度の上昇など歯付ベルトの使用環境は近年特に厳しくなってきている為、さらなる耐久性の向上が要求されている。また、大型の2輪車については、近年チェーン及びシャフト駆動から歯付ベルトでの駆動方式が増えてきている。さらに、一般産業用に使用される歯付ベルトについても、射出成形機等の高負荷駆動用等取替え周期の延長を要求されている。
【0003】
歯付ベルトの故障形態は、心線の屈曲疲労及びゴムの耐熱性不足によるベルト切断に対しては、心線材質、心線構成の細径化等の改良、心線処理剤の耐熱性改良が実施されている。また、ゴムの耐熱性改良についても水素添加ニトリルゴムの使用等により故障は減少している。
【0004】
特に、ベルトに高負荷が掛かるエンジン、又は産業用駆動装置を駆動する歯付ベルトは、高負荷の為、負荷を受ける歯底部の摩耗が大きく、その歯底部の摩耗から歯欠けが発生しやすい。また、高負荷によりプーリ軸が撓んだり、ベルトの片寄り走行が発生し、プーリフランジ等との摩擦によるベルト側面の異常摩耗及び側面の損傷による切断、歯欠けについても懸念される。
【0005】
また、高負荷によりベルトが伸びて、オートテンショナーが作動せず、ベルトに適正な負荷が掛からなくなり、エンジンの正常な動作を妨げる現象が生じる。
【0006】
ベルト側面摩耗、損傷、ベルトの伸びに対し、プーリ歯とかみ合う歯付ベルト表面の歯布材料に摩擦係数低減作用のあるフッ素樹脂や層状のグラファイト等を添加した処理を施すことや、心線材料の検討が実施されているが、未だに十分な改良策が見出されていない。
【0007】
また、特許文献1には、歯布の一方の糸に高接着性を有する6−ナイロン或いは6・6ナイロンの繊維材料とし、他方の糸をフッ素系繊維或いはカーボン繊維とするものであることが開示されているが、歯布の他方の糸にフッ素系繊維又はカーボン繊維を使用するのみで、歯付ベルト歯部の寸法精度を容易に実現できない。さらには、高度な寸法精度を要する自動車用歯付ベルトとしては、使用可能な寸法が発現できなかった。
【0008】
【特許文献1】特公昭58−33423号公報
【0009】
ガラス繊維やアラミド繊維に代わって炭素繊維を使用した伝動ベルトも提案されている。例えば、特許文献1にはウレタンエラストマーのベルト素材に心線として炭素繊維コードを使用し、又特許文献2には熱可塑性エラストマーのベルト素材に、片撚りの炭素素材で撚る前にベルト本体と同じ材質の熱可塑性エラストマーで処理して接着を改善したものが使用されている。また特許文献2には、上撚り係数が2.0〜4.0であって、下撚り係数が上撚り係数の1/2〜3/2にして、初期強力が大きく、伸びが小さく、耐水性、耐屈曲疲労性を改善した歯付ベルトが開示されている。
【0010】
しかし、従来の歯付ベルトでは、高負荷伝動の場合には、心線の伸びによってベルトのジャンピングが発生し、又走行後のベルト残存強力も走行前に比べて大きく低下することがあった。
【特許文献2】特許第2954554号
【特許文献3】特開平10−2379号公報
【特許文献4】特公平03−4782号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明はこのような問題点を解決するものであり、歯付ベルトの歯部に使用される歯布の摩擦係数を下げることにより、高負荷下で発生するベルト歯布の摩耗、摩耗による歯部の亀裂からなる歯の損傷が防止でき、それによりエンジン或いは動力伝達装置の正常な動きを維持し、寸法精度も容易に発現できるベルトを提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は、長手方向に沿って所定間隔で配置した複数のゴムを基材とした歯部と、心線を埋設したゴムを基材とした背部を有し、上記歯部の表面に歯布を被覆した歯付ベルトにおいて、少なくとも前記歯部に使用される織物の構成が経糸にナイロン繊維、緯糸にポリテトラフルオロエチレン繊維及びポリウレタン弾性糸からなる構成とする歯付ベルトにある。
【0013】
請求項2に記載の発明は、前記ポリテトラフルオロエチレン繊維中のポリ4フッ化エチレンの含有量がポリテトラフルオロエチレン繊維100に対して90〜100質量部である請求項1に記載の歯付ベルトにある。
【0014】
請求項3に記載の発明は、前記織物の織り組織が、3/1綾織り又は二重織りのいずれかであり、前記歯布中のポリテトラフルオロエチレン繊維が歯部の表面に現れるのがポリテトラフルオロエチレン繊維中75〜100%である請求項1又は2に記載の歯付ベルトにある。
【0015】
請求項4に記載の発明は、前記織物をゴム100質量部に対してグラファイトを10質量部から200質量部含んだゴム糊で処理した請求項1から3のいずれかに記載の歯付ベルトにある。
【0016】
請求項5に記載の発明は、前記ゴムが水素化ニトリルゴムに不飽和カルボン酸金属塩と有機化酸化物又は硫黄化合物を配合した請求項1から5のいずれかに記載の歯付ベルトにある。
【0017】
請求項6に記載の発明は、前記ゴムが水素化ニトリルゴムに不飽和カルボン酸金属塩を総ポリマー100に対して15〜40質量部添加した請求項1から5のいずれかに記載の歯付ベルトにある。
【0018】
請求項7に記載の発明は、前記歯付ベルトの背面硬度がJISA型硬度計で測定して80度〜95度である請求項1から6のいずれかに記載の歯付ベルトにある。
【0019】
請求項8に記載の発明は、前記歯付ベルトの心線が総デニール数1,000〜10,000の炭素繊維のマルチフィラメント糸にゴムラテックスとエポキシ樹脂からなる処理液を含浸付着させた後、これを5〜10回/10cmで片撚りし、その表面に接着層を被覆したコードであり、更にコード断面積に占める繊維断面積の割合が70〜90%であり、かつベルトの引張弾性率が50〜85N/mm2である請求項1から7のいずれかに記載の歯付ベルトである。
【0020】
請求項9に記載の発明は、前記歯付ベルトの心線が総デニール数1,000〜10,000の炭素繊維のマルチフィラメント糸にゴムラテックスとエポキシ樹脂からなる処理液を含浸付着させた後、これを5〜10回/10cmで下撚りし、更に2.5〜5回/10cmで上撚りし、その表面に接着層を被覆したコードであり、更にコード断面積に占める繊維断面積の割合が70〜90%であり、かつベルトの引っ張り弾性率が50〜85N/mm2である請求項1から7のいずれかに記載の歯付ベルトである。
【0021】
請求項10に記載の発明は、接着層がレゾルシン−ホルムアルデヒド−ラテックス液から得られた1層である請求項8又は9に記載の歯付ベルトである。
【0022】
請求項11に記載の発明は、接着層がレゾルシン−ホルムアルデヒド−ラテックス液からなる下層とゴム糊からなる上層の2層からなる請求項8又は9に記載の歯付ベルトである。
【発明の効果】
【0023】
本発明の歯付ベルトは、長手方向に沿って所定間隔で配置した複数のゴムを基材とした歯部と、心線を埋設したゴムを基材とした背部を有し、上記歯部の表面に歯布を被覆した歯付ベルトにおいて、 少なくとも前記歯部に使用される織物の構成が経糸にナイロン繊維、緯糸にポリテトラフルオロエチレン繊維及びポリウレタン弾性糸からなる構成とする歯付ベルトであることから、少なくとも前記歯部に使用されるポリテトラフルオロエチレン繊維による織物の摩擦係数が0.2よりも小さくなるので、高負荷下で発生するベルト背面の亀裂、損傷及びベルトのプーリフランジ部への移動によるベルトの端面摩耗、損傷を防止することができる。
【0024】
又、請求項2に記載の発明によると、前記ポリテトラフルオロエチレン繊維中のポリ4フッ化エチレンの含有量がポリテトラフルオロエチレン繊維100に対して90〜100質量部である請求項1に記載の歯付ベルトであることから、歯布の摩擦係数を確実に小さくすることができる。
【0025】
請求項3に記載の発明によると、前記織物の織り組織が、3/1綾織り又は二重織りのいずれかであり、前記歯布中のポリテトラフルオロエチレン繊維が歯部の表面に現れるのがポリテトラフルオロエチレン繊維中75〜100%である請求項1又は2に記載の歯付ベルトであることから、ポリテトラフルオロエチレン繊維が接着面に極力出ない組織となり、織物とゴムとの接着性を上げ、かつ歯面の摩擦係数を小さくすることができる。
【0026】
請求項4に記載の発明によると、前記織物をゴム100質量部に対してグラファイトを10質量部から200質量部含んだゴム糊で処理した請求項1から3のいずれかに記載の歯付ベルトであることから、高負荷下で発生するベルト歯面の摩耗、損傷及びベルトのプーリフランジ部への移動によるベルトの端面摩耗、損傷を防止することができる。
【0027】
請求項5に記載の発明によると、前記ゴムが水素化ニトリルゴムに不飽和カルボン酸金属塩と有機化酸化物又は硫黄化合物を配合した請求項1から4のいずれかに記載の歯付ベルトであることから、背部に使用されるゴムの動摩擦係数を0.5よりも小さくできる。
【0028】
請求項6に記載の発明によると、前記ゴムが水素化ニトリルゴムに不飽和カルボン酸金属塩を総ポリマー100に対して15〜40質量部添加した請求項1から5のいずれかに記載の歯付ベルトであることから、高負荷下で発生するベルト背面の亀裂、損傷及びベルトのプーリフランジ部への移動によるベルトの端面摩耗、損傷を防止することができる。
【0029】
請求項7に記載の発明によると、前記歯付ベルトの背面硬度がJISA型硬度計で測定して80度〜95度である請求項1から6のいずれかに記載の歯付ベルトであることから、応力が負荷された場合であっても、ゴムの変形を抑制することができる。このため、ベルト走行時の発熱が抑制されると共に、摩擦時の抵抗も小さくできる。これによって、ベルト走行時のベルト側面の摩耗及び損傷を小さくすることができる。
【0030】
請求項8から11に記載の発明によると、前記歯付ベルトの心線が総デニール数1,000〜10,000の炭素繊維のマルチフィラメント糸にゴムラテックスとエポキシ樹脂からなる処理液を含浸付着させた後、これを5〜10回/10cmで片撚りし、その表面に接着層を被覆したコードであり、更にコード断面積に占める繊維断面積の割合が70〜90%であり、かつベルトの引張弾性率が50〜85N/mm2である請求項1から11のいずれかに記載の歯付ベルト駆動装置であることから、心線の伸びを小さくして、ジャンピングを低減して伝達容量も高くでき、そして高温高張力下及び高温多湿下での走行における耐久性を改善することができる。
【発明を実施するための最良の形態】
【0031】
以下、本発明を実施する為の最良の形態を説明する。
図1は、本発明形態に係る歯付ベルトの全体斜視概略図である。図1において、歯付ベルト5は、長手方向に沿って所定間隔で配置した複数の歯部3と、歯部3と連続する背部2と、背部2に埋設された心線1と、歯部3の表面に被覆された歯布4とを有する構造である。背部2と歯部3は、ゴム層9で形成されたベルト本体を構成する。又、歯布4は、ベルトの長手方向に延在する緯糸7と、ベルトの幅方向に延在する経糸8とを織成してなる繊維材料を基材として構成される。
【0032】
背ゴムのゴム配合物としては、水素化ニトリルゴムに不飽和カルボン酸金属塩を配合したものを用いる。又、水素化ニトリルゴムとしては、耐熱性の観点から水素添加率が少なくとも90%以上であることが必要であり、92〜98%が好適である。そしてこの水素化ニトリルゴムに不飽和カルボン酸金属塩を配合することによって、モジュラス(引張弾性率)や硬度を高めるようにしているものであり、モジュラス(引張弾性率)や切断伸度、さらに高い引き裂き強度や硬度を確保する為には、水素化ニトリルゴムに不飽和カルボン酸金属塩を総ポリマーに対して15〜40質量部添加する。不飽和カルボン酸金属塩の量が15質量部未満であるとゴム硬度が所定の硬度にならず、一方40質量部を越えるとゴム硬度が大きくなりすぎ、ベルト剛性が高くなり、屈曲疲労性に劣りベルト寿命が短くなる。
【0033】
ここで、少なくとも前記歯部に使用される織物の摩擦係数が0.2よりも小さいことが好ましい。前記動摩擦係数が0.2より大きいベルトを使用した場合、スラスト力が大きくなり、軸手前にベルトが移動したままになり、それによりベルト端面の損傷が発生しベルト歯損等の問題が生じる。
ここで使用する織物の構成は、経糸として6, 6ナイロン繊維、緯糸としてウレタン弾性糸とポリテトラフルオロエチレン繊維とした。織り組織は、3/1綾織又は、歯面側を1/3綾織、接着面側を2/2綾織とした2重織りの織組織とした。
【0034】
ポリテトラフルオロエチレンの材質としては、PTFE(ポリ4フッ化エチレン)、FEP(4フッ化エチレン、6フッ化プロピレン共重合体)、PFA(4フッ化エチレン、パーフロロアルコキシ基共重合体)、ETFE(4フッ化エチレン、オレフィン共重合体)などがある。このどの材料を使用しても問題はないが、PTFE(ポリ4フッ化エチレン)から繊維化した。
【0035】
前記ベルト背面硬度は少なくともJISA硬度計で80度以上、好ましくは85度以上である。背面硬度を少なくとも80度以上とする為には、ゴム配合物としては、水素化ニトリルゴムを使用する、又は、水素化ニトリルゴムに不飽和カルボン酸金属塩を総ポリマーに対して5〜50質量部添加する。不飽和カルボン酸金属塩の量が5質量部未満であるとゴム硬度が所定の硬度にならず、一方50質量部を越えるとゴム硬度が大きくなりすぎ、ベルト剛性が高くなり、屈曲疲労性に劣りベルト寿命が短くなる。
【0036】
また上記の水素化ニトリルゴムとしては、耐熱性の観点から水素添加率が少なくとも90%以上であることが必要であり、92〜98%が好適である。そしてこの水素化ニトリルゴムに不飽和カルボン酸金属塩を配合することによって、モジュラス(引張弾性率)や硬度を高めるようにしているものであり、モジュラス(引張弾性率)や切断強度、さらに高い引き裂き強度や硬度を確保する為には、上記のように水素化ニトリルゴムに不飽和カルボン酸金属塩を総ポリマーに対して5〜50質量部配合することが望ましい。
【0037】
上記心線3としては、5〜9μmのEガラス又は高強度ガラスのフィラメント、或いは0.5〜2.5デニールのパラ系アラミド繊維のフィラメントを撚り合わせ、RFL液、エポキシ溶液、イソシアネート溶液とゴムコンパウンドとの接着剤で処理された撚りコードが使用される。
【0038】
又、心線3として炭素繊維を使用するのが好ましい。心線3は総デニール数1,000〜10,000の炭素繊維のマルチフィラメント糸をゴムラテックスとエポキシ樹脂からなる処理液を含浸付着させた後、これを5〜10回/10cmで片撚り、あるいは5〜10回/10cmで下撚りをし、更に2.5〜5回/10cmで上撚りをした諸撚りコードであってもよい。
【0039】
炭素繊維のマルチフィラメント糸を構成するモノフィラメント(単繊維)は、その断面形状が実質的に真円形状に近いものであり、数多くのフィラメントを効率よく集合して、密接したフィラメント間の空間を減少させてコードの強度を高めている。具体的には、コード断面積に占める繊維断面積の割合が70〜90%であり、フィラメント群が効率よく高充填しており、ベルトの引張り弾性率が50〜85N/mm2になる。もし楕円形になると、モノフィラメント同士が擦れ合いよりコードが破断しやすくなる。また、これ以外の形状になると、フィラメントを集合しても密接したフィラメント間の空間が多くなってコードの強度が向上しなくなる。
【0040】
コード中の処理液(固形分)の含有量は、炭素繊維のマルチフィラメント糸100質量部に対して10〜40質量部、好ましくは15〜35質量部である。10質量部未満であると、モノフィラメント同士の擦れ合いによりコードの耐疲労性が低下することがあり、一方40質量部を越えるとコードの耐熱性、耐水性、耐溶剤性が低下することがある。
【0041】
上記処理液(固形分)に含まれるゴムラテックス(固形分)の含有量は、処理液(固形分)100質量部に対して20〜80質量部、好ましくは30〜70質量部である。20質量部未満であると、コードの柔軟性が低下してベルトの耐屈曲疲労性が低下することがあり、一方80質量部を越えるとコードに粘着性が過剰になり、取扱い性が悪くなる。
【0042】
上記ゴムラテックスの具体例としては、アクリロニトリル−ブタジエンゴムラテックス、クロロプレンゴムラテックス、スチレン−ブタジエンゴムラテックス、水素化ニトリルゴムラテックス(H−NBRラテックス)、スチレン−ブタジエン−ビニルピリジン三元共重合体(VPラテックス)、EPDMゴムラテックスの一種又は二種以上のブレンド物が使用される。
【0043】
上記処理液(固形分)に含まれる処理液中のエポキシ樹脂の含有量は、処理液(固形分)100質量部に対して20〜80質量部、好ましくは30〜70質量部である。20質量部未満であると、コードとゴム界面の接着性が低下することがあり、80質量部を越えるとコードの柔軟性が低下してベルトの耐屈曲疲労性が低下することがある。
【0044】
エポキシ樹脂の具体例としては、エチレングリコールジグリシジルエーテル、グリセロールポリグリシジルエーテル、トリメチロールプロパンポリグリシジルエーテル、ソルビトールポリグリジルエーテル、ヘキサンジオールジグリシジルエーテル等の一種又は二種以上が使用される。
【0045】
上記のコードには、その表面に接着層を付着させるが、ここでは接着層がレゾルシン−ホルムアルデヒド−ラテックス液(RFL液)から得られた1層であってもよく、またゴム糊から得られた1層であってもよく、更にはRFL液からなる下層とゴム糊からなる上層の2層であってもよい。
【0046】
RFL液は、レゾルシンとホルムアルデヒドの初期縮合物とゴムラテックスとを混合したものであり、この場合レゾルシンとホルムアルデヒドのモル比は3/1〜1/3にすることが接着力を高めるうえで好適である。また、レゾルシンとホルムアルデヒドの初期縮合物は、これをゴムラテックスのゴム分100質量部に対して樹脂分が5〜50質量部になるようにゴムラテックスと混合し、更にフェノール樹脂を含むレゾルシンとホルムアルデヒドの初期縮合物とゴムラテックスとの固形分の質量比が5/95〜40/60に調節する。5/95未満では接着性が著しく低下し、また40/60を超えるとゴムラテックス分が少なくなり、耐熱性が悪くなって屈曲疲労性が低下する。
【0047】
RFL処理液に使用するゴムラテックスとしては、水素化ニトリルゴムラテックス(H−NBRラテックス)、スチレン−ブタジエン−ビニルピリジン三元共重合体(VPラテックス)、クロロプレンゴムラテックス、EPDMゴムラテックスの一種又は二種以上のブレンド物が使用される。水素化ニトリルゴムラテックスとビニルピリジンゴムラテックスとは、固形分の質量比が60/40〜95/5で混合される。その水素化ニトリルゴムの質量比が60未満であれば、耐熱性が悪くなり屈曲疲労性が低下し、95を超えると、耐水性が著しく低下する。
【0048】
使用する炭素繊維コードは下記方法によって処理される。まず未処理無撚りマルチフィラメント糸をゴムラテックスとエポキシ樹脂からなる処理液に含浸処理し、その後130〜250℃に調節したオ−ブンに通して熱処理する。続いて、上記処理したマルチフィラメント糸を5〜10回/10cmで片撚り、あるいは5〜10回/10cmで下撚りをし、更に2.5〜5回/10cmで上撚りをした諸撚りコードにした後、このコードをRFL液に含浸処理して接着層を形成する。
【0049】
また、該処理コードをゴム糊に漬けてゴム層を付着し、この後130〜180℃前後に調節したオ−ブンに通して熱処理する。
このゴム糊としては、水素化ニトリルゴム(H−NBR)、クロロプレンゴム(CR)、クロロスルホン化ポリエチレンゴム(CSM)以外に、NBR、エチレンプロピレンジエンモノマー(EPDM)、エチレンプロピレン共重合体(EPR)、SBR、イソプレンゴム(IR)、天然ゴム(NR)のゴム配合物トルエン、キシレンなどの芳香族炭化水素などの溶剤に溶かして得られたものである。
【0050】
また、該処理コードを前述と同様にRFL液に含浸処理して下層を形成した後、ゴム糊でオーバーコート処理して上層の2層を形成してもよい。
【実施例】
【0051】
次に、本発明を実施例によって具体的に説明する。
(実施例)
表1に示す配合からなるゴムを通常の方法で混練し、カレンダーロールにて所定の厚さのゴムシートを調整した。又、歯布は、表2に示す繊維を用いて、表3に示す処理を行った。表3におけるゴム糊処理は、表4に示すゴム配合物を表3に示すC−2及びC−3のように、メチルエチルケトンに溶かした後にイソシアネート化合物としてポリアールポリイソシアネート(商品名PAPI)を添加した処理液に、適宜、MBIやN-(1,3-Dimethyl-Butyl)-N´-phenyl-p-phenylendiamine、フッ素樹脂粉末又はグラファイト等の減摩材を添加混合した処理液に歯布を浸漬し乾燥したものである。
【0052】
【表1】
【0053】
【表2】
【0054】
【表3】
【0055】
【表4】
【0056】
次に、ベルト作製用のZBS歯形120歯数の金型に上記の歯布を巻き付け、SZ撚一対のRFL及び水素化ニトリルゴムをトルエン等の溶剤にて溶かしたゴム糊にて接着処理された表5に示す心線を表6のピッチにてスパイラルに所定の張力で巻き付けた。この心線の上に、表1のゴムシートを貼り付けた。更に、加硫缶に投入して通常の圧力方式により歯形を形成させた後165°Cにて30分加圧加硫して、ベルト背面を一定厚さに研磨し一定幅(30mm)にカットして走行用歯付ベルトを得た。歯付ベルトの歯布とゴムの接着性を表7に示す。
【0057】
【表5】
【0058】
【表6】
【0059】
作製したベルトのサイズは、ベルト幅30mm、ベルト歯形ZBS、歯数120歯、歯ピッチ9.525mmであり、通常120ZBS30と表示される。走行試験装置として、図2に示す22歯のクランクプーリ11、44歯のカムプーリ13、19歯のウォータポンププーリ15、偏心プーリ19、アイドラー21からなるレイアウトの試験装置を使用する。クランクプーリ回転数4000rpmでベルトに掛かる有効張力を3700Nとし、初張力を350Nにて走行試験を行った。そして、走行試験用ベルトの両端歯部に白インクで歯部前面にマーク(塗りつぶす)を入れた。走行条件は4000rpmで200時間走行し、走行後の歯底歯布の残存厚みを評価した。その摩耗現象と歯布残存厚みとの関係を表8に示す。
【0060】
【表7】
【0061】
【表8】
【0062】
表7に示すとおり、実施例1及び2は接着力を維持しながら、動摩擦係数を小さくできた。又、表8に示すとおり、動摩擦係数の小さい実施例1及び2で、歯布残存厚みが良い結果となった。又、比較例2及び3は、動摩擦係数は小さめであるが、接着力が弱い為に早期の破損となった。
【0063】
実施例3〜5
次に、実施例3から5として、炭素繊維の無撚のマルチフィラメント糸(T700GC・6K・31E(型番、東レ(株)製)繊度4,300デニール)を、処理液(固定分濃度40質量%のビニルピリジン−スチレン−ブタジエンゴムラテックス:JSR社製200質量部とエチレングルコールジグリシジルエーテル200質量部を水500質量部に溶かした水溶液)を含む処理液槽に通過させて含浸させた後、140℃の温度調節したオ−ブンに通して熱処理する。続いて、上記処理したマルチフィラメント糸を5回/10cmで片撚りしてコードにした後、このコードを表9に示すRFL液に浸漬し、130〜180℃の範囲で熱処理して接着層を形成した。
【0064】
【表9】
【0065】
上記処理コードの片撚り数と強力の関係をオートグラフで測定した結果を図2に示す。これによると、片撚りコードでは撚り数が5〜10回/10cmであれば、高強度を維持できることが判る。
【0066】
歯部と背部用のゴムシートとして、表1に示す配合からなるゴムを通常の方法で混練してカレンダーロールによって所定の厚さに調整した。
【0067】
歯布及びその処理としては、実施例1にて用いた歯布同一の材質、処理法の歯布を使用した。
【0068】
次に、ベルト作製用のSTPD歯形120歯数の金型に上記歯布を巻き付け、心線としてSZ撚一対の前記炭素繊維コード(片撚り数、5回/10cm)をピッチ(1.0mm/本)にてスパイラルに所定の張力で巻き付けた。この心線の上に、表1のゴムシートを巻き付けた後、ジャケットを被せて加硫缶に投入し、通常の圧入方式により加圧加硫して歯形を形成させた。その後、ベルト背面を一定厚さに研磨し一定幅(10.0mm)にカットして走行用歯付ベルトを得た。
【0069】
作製したベルトは3種あり、ベルト幅10.0mm、ベルト歯形STPD、歯数120、歯ピッチ5.00mmのタイプ1、ベルト幅19.0mm、ベルト歯形STPD、歯数105歯、歯ピッチ8.00mmのタイプ2、そしてベルト幅30.0mm、ベルト歯形STPD、歯数100歯、歯ピッチ14.00mmのタイプ3であった
【0070】
比較例4〜6
心線として、無撚のガラス繊維(E−ガラス)を3本引き揃えたものを表2に示すRFL処理液に浸漬した後、200〜280°Cで熱処理した。これを撚り数8回/cmでS及びZ方向に片撚りコードを準備した。これを11本引き揃え、12回/cmで上撚りした。更に、これをゴム糊に浸漬し、130〜180°Cの範囲で熱処理した。その後、ゴムとしては、A−1のゴム、歯布としてはB―1の帆布を用いた。また、歯布処理は比較例1と同じ処理をした。そして同様の製造条件にて3種の歯付ベルトを作製した。
【0071】
作製したベルトは3種あり、ベルト幅10.0mm、ベルト歯形STPD、歯数120、歯ピッチ5.00mmのタイプ1、ベルト幅19.0mm、ベルト歯形STPD、歯数105歯、歯ピッチ8.00mmのタイプ2、そしてベルト幅30.0mm、ベルト歯形STPD、歯数100歯、歯ピッチ14.00mmのタイプ3であった。
【0072】
上記実施例3から5と比較例4から6に係る歯付ベルトのコード径、コードの断面積、コード断面積中の繊維断面積占有率、ベルト弾性率(幅当り)を求めた結果を表10に示す。ベルト弾性率はベルトの軸間距離変化率と軸荷重の関係を室温下においてオートグラフによって測定した。
【0073】
【表10】
【0074】
これによると、実施例は比較例に比べて高強度、高弾性率により、伸びが小さくなっていることが判り、ベルト高張力時における寸法変化が小さくなっている。また、コード断面積中の繊維断面積占有率については、実施例の炭素繊維コードは比較例のガラス繊維コードに比べて繊維の充填量が多くなっていることが判る。
【0075】
また、歯付ベルトの伝動容量比較を行うため、ジャンピング試験を行った。このジャンピング試験では、ベルト走行中に従動軸の負荷を上げて行き、ジャンピング(歯飛び)が発生した際の負荷値を測定した。試験条件としては、22歯の駆動プーリ、20歯の従動プーリに歯付ベルトを懸架し、回転数3,600rpm、軸荷重10.6kgfで測定した。その結果を表11に併記する。
【0076】
【表11】
【0077】
これによると、実施例の歯付ベルトは、ジャンピング試験ではジャンピングが発生しにくく、伝達容量が高いことが判る。
【産業上の利用可能性】
【0078】
本発明の歯付ベルトは、駆動側の回転により従動側のロボットアームを移動させる駆動装置や自動車のオーバーヘッドカムシャフトの駆動装置に使用するものであり、歯付ベルトがコード断面積に占める繊維断面積の割合を70〜90%にして炭素繊維を多く充填するで、ベルトの引張り弾性率を50〜85N/mm2に設定し、これにより心線の伸びを小さくして、起動時あるいは停止時の従動側のオーバーシュートを小さくすることができて、応答性を高めることができ、また伝達容量も高くなる。
【図面の簡単な説明】
【0079】
【図1】本発明に係る歯付ベルトの概略斜視図である。
【図2】歯付ベルトの走行試験装置の概略図である。
【図3】織り組織が3/1綾織りである歯布の歯表面側を示した模式図である。
【図4】織り組織が3/1綾織りである歯布のゴムとの接着面側を示した模式図である。
【図5】織り組織が2重織りである歯布の歯表面側を示した模式図である。
【図6】織り組織が2重織りである歯布のゴムとの接着面側を示した模式図である。
【図7】上記歯付ベルトの心線処理コードの片撚り数と強力の関係を示すグラフである。
【符号の説明】
【0080】
1 心線
2 背部
3 歯部
4 歯布
5 歯付ベルト
7 緯糸
8 経糸
9 ゴム層
11 クランクプーリ
13 カムプーリ
15 ウォータポンププーリ
19 偏心プーリ
21 アイドラー
23 オートテンショナー
25 ポリ4フッ化エチレン
27 ナイロン
【特許請求の範囲】
【請求項1】
長手方向に沿って所定間隔で配置した複数のゴムを基材とした歯部と、心線を埋設したゴムを基材とした背部を有し、上記歯部の表面に歯布を被覆した歯付ベルトにおいて、少なくとも前記歯部に使用される織物の構成が経糸にナイロン繊維、緯糸にポリテトラフルオロエチレン繊維及びポリウレタン弾性糸からなる構成としたことを特徴とする歯付ベルト。
【請求項2】
前記ポリテトラフルオロエチレン繊維中のポリ4フッ化エチレンの含有量がポリテトラフルオロエチレン繊維100に対して90〜100質量部である請求項1に記載の歯付ベルト。
【請求項3】
前記織物の織り組織が、3/1綾織り又は二重織りのいずれかであり、前記歯布中のポリテトラフルオロエチレン繊維が歯部の表面に現れるのがポリテトラフルオロエチレン繊維中75〜100%である請求項1又は2に記載の歯付ベルト。
【請求項4】
前記織物をゴム100質量部に対してグラファイトを10質量部から200質量部含んだゴム糊で処理した請求項1から3のいずれかに記載の歯付ベルト。
【請求項5】
前記ゴムが水素化ニトリルゴムに不飽和カルボン酸金属塩と有機化酸化物又は硫黄化合物を配合した請求項1から4のいずれかに記載の歯付ベルト。
【請求項6】
前記ゴムが水素化ニトリルゴムに不飽和カルボン酸金属塩を総ポリマー100に対して15〜40質量部添加した請求項1から5のいずれかに記載の歯付ベルト。
【請求項7】
前記歯付ベルトの背面硬度がJISA型硬度計で測定して80度〜95度である請求項1から6のいずれかに記載の歯付ベルト。
【請求項8】
前記歯付ベルトの心線が総デニール数1,000〜10,000の炭素繊維のマルチフィラメント糸にゴムラテックスとエポキシ樹脂からなる処理液を含浸付着させた後、これを5〜10回/10cmで片撚りし、その表面に接着層を被覆したコードであり、更にコード断面積に占める繊維断面積の割合が70〜90%であり、かつベルトの引張弾性率が50〜85N/mm2である請求項1から7のいずれかに記載の歯付ベルト
【請求項9】
前記歯付ベルトの心線が総デニール数1,000〜10,000の炭素繊維のマルチフィラメント糸にゴムラテックスとエポキシ樹脂からなる処理液を含浸付着させた後、これを5〜10回/10cmで下撚りし、更に2.5〜5回/10cmで上撚りし、その表面に接着層を被覆したコードであり、更にコード断面積に占める繊維断面積の割合が70〜90%であり、かつベルトの引っ張り弾性率が50〜85N/mm2である請求項1から7のいずれかに記載の歯付ベルト。
【請求項10】
接着層がレゾルシン−ホルムアルデヒド−ラテックス液から得られた1層である請求項8又は9に記載の歯付ベルト。
【請求項11】
接着層がレゾルシン−ホルムアルデヒド−ラテックス液からなる下層とゴム糊からなる上層の2層からなる請求項8又は9に記載の歯付ベルト。
【請求項1】
長手方向に沿って所定間隔で配置した複数のゴムを基材とした歯部と、心線を埋設したゴムを基材とした背部を有し、上記歯部の表面に歯布を被覆した歯付ベルトにおいて、少なくとも前記歯部に使用される織物の構成が経糸にナイロン繊維、緯糸にポリテトラフルオロエチレン繊維及びポリウレタン弾性糸からなる構成としたことを特徴とする歯付ベルト。
【請求項2】
前記ポリテトラフルオロエチレン繊維中のポリ4フッ化エチレンの含有量がポリテトラフルオロエチレン繊維100に対して90〜100質量部である請求項1に記載の歯付ベルト。
【請求項3】
前記織物の織り組織が、3/1綾織り又は二重織りのいずれかであり、前記歯布中のポリテトラフルオロエチレン繊維が歯部の表面に現れるのがポリテトラフルオロエチレン繊維中75〜100%である請求項1又は2に記載の歯付ベルト。
【請求項4】
前記織物をゴム100質量部に対してグラファイトを10質量部から200質量部含んだゴム糊で処理した請求項1から3のいずれかに記載の歯付ベルト。
【請求項5】
前記ゴムが水素化ニトリルゴムに不飽和カルボン酸金属塩と有機化酸化物又は硫黄化合物を配合した請求項1から4のいずれかに記載の歯付ベルト。
【請求項6】
前記ゴムが水素化ニトリルゴムに不飽和カルボン酸金属塩を総ポリマー100に対して15〜40質量部添加した請求項1から5のいずれかに記載の歯付ベルト。
【請求項7】
前記歯付ベルトの背面硬度がJISA型硬度計で測定して80度〜95度である請求項1から6のいずれかに記載の歯付ベルト。
【請求項8】
前記歯付ベルトの心線が総デニール数1,000〜10,000の炭素繊維のマルチフィラメント糸にゴムラテックスとエポキシ樹脂からなる処理液を含浸付着させた後、これを5〜10回/10cmで片撚りし、その表面に接着層を被覆したコードであり、更にコード断面積に占める繊維断面積の割合が70〜90%であり、かつベルトの引張弾性率が50〜85N/mm2である請求項1から7のいずれかに記載の歯付ベルト
【請求項9】
前記歯付ベルトの心線が総デニール数1,000〜10,000の炭素繊維のマルチフィラメント糸にゴムラテックスとエポキシ樹脂からなる処理液を含浸付着させた後、これを5〜10回/10cmで下撚りし、更に2.5〜5回/10cmで上撚りし、その表面に接着層を被覆したコードであり、更にコード断面積に占める繊維断面積の割合が70〜90%であり、かつベルトの引っ張り弾性率が50〜85N/mm2である請求項1から7のいずれかに記載の歯付ベルト。
【請求項10】
接着層がレゾルシン−ホルムアルデヒド−ラテックス液から得られた1層である請求項8又は9に記載の歯付ベルト。
【請求項11】
接着層がレゾルシン−ホルムアルデヒド−ラテックス液からなる下層とゴム糊からなる上層の2層からなる請求項8又は9に記載の歯付ベルト。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−90338(P2006−90338A)
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願番号】特願2004−257979(P2004−257979)
【出願日】平成16年9月6日(2004.9.6)
【出願人】(000006068)三ツ星ベルト株式会社 (730)
【Fターム(参考)】
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願日】平成16年9月6日(2004.9.6)
【出願人】(000006068)三ツ星ベルト株式会社 (730)
【Fターム(参考)】
[ Back to top ]