
歯科修復材料包装を形成する方法
放射線反応性歯科修復材料を備えるカプセルアセンブリを形成する方法は、印を人が容易に目視で検出できるように、および/又は光学機械で読み取って検出できるように、外面に対して十分なコントラストを有する印を外面に作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に容器の外面の選択された部分を露光させる工程を含む。印は、容器内の放射線反応性歯科修復材料の特性を識別し、容器は、容器内の放射線反応性歯科修復材料に対して不活性なレーザーマーキング向上(LE)ポリマーから形成されている。容器が圧力下で放射線反応性歯科修復材料を分配する能力は、容器の外面に印を作り出すとき、容器をレーザーで発生した放射線に露光させることによって悪影響を受けない。任意に、レーザーマーキング向上(LE)ポリマーのレーザーで発生した放射線への露光は、弾性キャップをオリフィスに隣接して容器に係合させるのに有用な、1つ以上の隆起した突起を容器上に作り出すのに十分なエネルギーレベルで行われる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、放射線反応性歯科修復材料を識別し、備えるカプセルアセンブリを形成する方法に関する。
【0002】
別の態様では、本発明は、2つの構成部品を組み立てる方法に関し、1つの部品の外面をレーザーで発生した放射線に露光させると、そこに第2の部品との係合に有用な突起が作り出される。
【背景技術】
【0003】
レーザーは、さまざまな物品にマーキングするのに広く使用されている。レーザー彫刻される物品の一般的な例には、トロフィー、標識、スポーツ用品、および賞品が挙げられる。レーザー彫刻される他の物品には、製品容器、楽器、および木彫が挙げられる。
【0004】
製品容器は、様々な目的に役立つ多くの識別マークを有することが多い。製品容器は、一般に、少なくとも、製品の名称、並びに、製品の製造業者又は販売者の名称を備える。製品の性質がすぐに分かりにくい場合、容器は、容器内の製品の種類に関して概括的に説明するテキストとして書かれた識別マークを備える場合もある。
【0005】
多くの場合、製品容器は、他の目的に役立つ多くの追加の識別マークも備える。例えば、容器は、製品の色、形状、サイズ、重量又は容積を説明するマークを有する場合がある。また、製品容器が、製造業者若しくは販売者の住所、又は製品の原産国を識別するマークを有することも一般的である。
【0006】
多くの製品容器は、他の情報も同様に伝達する追加の識別マークも備える。例えば、製品容器の識別マークは、とりわけ、容器内の特定の製品の製造プロセスに関する、より詳細な情報を製造業者に識別するのに役立つ、一連番号又はバッチコード若しくはロットコードを備える場合がある。更に、製品容器の識別マークは、製品のカタログ番号又は製品番号の役割をする文字又は数字を備える場合がある。
【0007】
これまで、識別マークは、何らかのインク印刷技術を使用して製品容器に付けられることが多かった。幾つかの場合、裏面に接着剤コーティングを有する紙又はプラスチックフィルムの1セクションから製造されるラベルなどのラベルにインクマーキングが付けられる。ラベルにマーキングした後、ラベルを容器に付けることが多い。
【0008】
他の場合、インク印刷技術を使用して、容器の外面に直接、インク識別マークを付ける。その場合、結果として得られる識別マークの視認性を向上させるため、容器の外面の色と対照をなすようにインクの色を選択することが多い。識別マークは、インクのポジ像(即ち、インクが文字、記号、又は識別のための他の印を作り出す)として形成される場合もあれば、又は、ネガ像(インクがなく、従って、下にある容器の外面が文字、数字、又は他の印を作り出す)として形成される場合もある。
【0009】
しかし、インク印刷に関して、ずっと、ある一定の問題があった。例えば、作業者は、必ず、十分な量の新しいインクが常に使用可能であるようにしておかなければならない。また、作業者は、後で取り扱う時にマークが汚れたり又は他に損なわれたりしないように、塗布後、必ず、インクを適切に硬化又はキュアさせなければならない。更に、特にインクパッド印刷技術では、1つの識別マークから別の識別マークに転換しようとすると、それに伴って、ある一定量の労力、時間、および費用がかかることが多い。
【0010】
インク印刷は、歯科ペースト用の容器(例えば、カプセル又はカートリッジ)などの歯科物品に使用されてきた。パッド印刷と熱転写印刷技術の両方が採用されてきた。しかし、パッド印刷は、費用がかかり、マーキングする位置と品質に関して制御が困難である。典型的なパッド印刷の位置制御は、0.6Cpkの工程能力範囲で働く。更に、パッド印刷は、印刷プレートおよびインクをベースにするプロセスであって、それは印刷される情報を変更するのにかなりのリードタイムを必要とし、また、パッド印刷は溶媒をベースにするプロセスであるため、環境上の懸念がある。熱転写印刷は、溶媒をベースにするプロセスではないが、パッド印刷と同様の欠点が多数ある。
【0011】
近年、レーザー技術を使用して、製品識別マークが製品容器に直接、彫刻されている。レーザー彫刻技術には、レーザー彫刻装置により作業者が1つの識別マークから別の識別マークに容易に転換できるという点で、インク印刷技術に優る重要な利点がある。例えば、レーザー彫刻装置は、レーザービームの移動を指示するコントローラを備える場合がある。その場合、識別マークの変更は、ビームの通路を決定するためコントローラが使用する1組のコンピュータ命令を単に変更するだけで実施される。
【0012】
しかし、製品容器にレーザー彫刻された識別マークは、見難いことがある。マークの視認の容易さは、マークの幅、下にある容器表面の色、およびマーキングされる材料又はそのコーティングを含む多くの要因に依存する。作業者は、また、容器の強度が著しく損なわれないように、容器表面のビームのエネルギーで容器が焼けたり、又は他に過度に弱化することのないように注意を払わなければならない。
【0013】
前述のマークを含む既知の識別マークは、幾分満足のいくものであり、広く使用されている。しかし、依然として、現行技術を改善する必要がある。特に、極めて読みやすく、また耐久性があり、伝達される情報の量が比較的多いときでも、比較的、製造費用がかからない識別マークを提供することが望ましい。
【0014】
レーザー彫刻された識別マークは、歯科修復材料用のポリマー容器(例えば、カプセル又はカートリッジ)などの歯科物品に使用されてきた。しかし、これらのマークは、容器自体に直接付けられると、見難かった。後でレーザー彫刻されるインクコーティングを使用すると、このような容器上での視認性が幾分改善する場合があるが、容器にインク印刷をする追加の工程が必要であり、それに伴う問題がある。歯科ペースト用のカートリッジなどの幾つかの歯科製品容器はノズル又はニップルを有し、中に歯科ペースト材料を貯蔵および密封するため、ノズル又はニップルに可撓性のキャップが装着される。加工中、移送中、および使用中、これらのキャップはノズル又はニップルから外れることがあり、それによって使用前にカートリッジ内の歯科ペーストが周囲条件に暴露され、このため、歯科ペーストに悪影響が及ぶ可能性がある。
【0015】
【特許文献1】米国特許第5,100,320号明細書
【特許文献2】米国特許第5,624,260号明細書
【特許文献3】国際公開第01/4559A1号パンフレット
【発明の開示】
【課題を解決するための手段】
【0016】
一態様では、本発明は、放射線活性歯科修復材料を備えるカプセルアセンブリを形成する方法であり、本方法は、外面および内部チャンバを有する容器を提供する工程を含み、ここで、容器は、レーザーマーキング向上(laser−enhanced)ポリマーから形成され、選択的な波長の光線の透過を抑制するように形成される。本方法は、印を人が容易に目視で検出できるように、および/又は光学機械で読み取って検出できるように、外面に対して十分なコントラストを有する印を外面に作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に、容器の外面の選択した部分を露光させる工程を含む。本方法は、更に、放射線反応性歯科修復材料を容器の内部チャンバに挿入する工程を含む。印は、少なくとも一部、容器内の放射線反応性歯科修復材料の特性を識別する。容器を形成するレーザーマーキング向上ポリマーは、容器内の放射線反応性歯科修復材料に対して不活性である。容器が圧力下で放射線反応性歯科修復材料を分配する能力は、容器の外面に印を作り出すとき、容器をレーザーで発生した放射線に露光させることによって悪影響を受けない。
【0017】
別の態様では、本発明は、放射線反応性歯科修復材料を備えるカプセルアセンブリを形成する方法であり、本方法は、外面および内部チャンバを有する容器を提供する工程を含み、ここで、容器は、レーザーマーキング向上ポリマーから形成され、選択した波長の光線の透過を抑制するように形成される。容器は、第1の開放端と、放出ニップルのある第2の端部とを有し、放出ニップルはオリフィスを有し、これを通して容器の内部チャンバと連通している。本方法は、放出ニップル上に隆起した突起を作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に、放出ニップルの外面の選択された部分を露光させる工程を含む。本方法は、放射線反応性歯科修復材料を容器の第1の開放端を通して容器の内部チャンバに挿入する工程、容器の第1の開放端を密封する工程、および、放出ニップルに取り外し可能なキャップを被装する工程を更に含む。キャップは、オリフィスを被覆および密封するように可撓性があり、キャップは放出ニップル上の突起に係合し、キャップが放出ニップルから不注意で分離することを抑制する。
【0018】
別の態様では、本発明は、2つの構成部品を組み立てる方法に関し、本方法は、第1の構成部品(細長く、中を通るオリフィスを有し、オリフィスの周囲に延びる外面を有し、レーザーマーキング向上ポリマーから形成される)を提供する工程と、第2の構成部品(オリフィスを有する第1の構成部品の細長い部分を覆って弾性的に延びるように形成される)を提供する工程を含む。本方法は、突起を作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に第1の構成部品の外面を露光させる工程、および、第1の構成部品の外面および突起を覆うように第2の構成部品を弾性的に膨張させて、オリフィスを被覆および密封する工程を含み、第1の構成部品上の突起は、第2の構成部品と係合し、2つの構成部品が不注意で分離することを抑制する。
【0019】
後述の図面は、本発明の幾つかの実施形態を記載するが、説明に記載されるように、他の実施形態も想到される。すべての場合において、本開示は、本発明を説明するためのものであり、限定するものではない。当業者は、本発明の原理の範囲および趣旨に入る他の多くの変更および実施形態を考案できることを理解されたい。図は、縮尺して記載されていない場合がある。図全体を通して、同様の参照番号は同様の部分を表すのに使用されている。
【発明を実施するための最良の形態】
【0020】
本発明は、放射線反応性歯科修復材料を貯蔵および分配するためのカプセルアセンブリの形成に関する。このような歯科組成物には、修復材、セメント(例えば、合着セメント、歯科矯正用セメント)、エッチングジェル、接着剤、グラスアイオノマーセメント、およびシーラントなどが挙げられる。このような歯科組成物は、光開始剤および樹脂中に分散される歯科用フィラーを含有する光硬化性非毒性ペーストを含むことが多い。このような歯科組成物に有用な樹脂は、それらを口内で使用するのに好適にする十分な強度、加水分解安定性、および非毒性を有する硬化性有機組成物である。このような樹脂の例には、重合性アクリレート、メタクリレート、ウレタン、およびエポキシ樹脂が挙げられる。このような樹脂の混合物および誘導体も有用である。典型的な歯科修復組成物又は材料は、1種類以上の放射線反応性(即ち、光硬化性)アクリレートおよび/又はメタクリレート成分、フィラー、および光開始剤系(例えば、カンファーキノンなどの光開始剤又は増感剤化合物および電子供与化合物を含有する)を含有する。放射線反応性歯科修復材料の市販の例には、Z100修復材(Z100 Restorative)、フィルテックZ250万能修復材(Filtek Z250 Universal Restorative)、および、フィルテック・シュープリーム万能修復材(Filtek Supreme Universal Restorative)が挙げられ、これらは全て3M社(ミネソタ州セントポール)(3M Company, St.Paul, MN)から入手可能である。
【0021】
本発明の方法に関連して、カプセルアセンブリは、レーザーマーキング向上(laser−enhanced)ポリマーで製造される容器から形成される。この場合、レーザーマーキング向上(LE)ポリマーは、樹脂(即ち、ベースポリマー又はベース樹脂)および1種類以上のレーザーマーキング向上(laser−enhancing)添加成分を含む熱可塑性ポリマーブレンドであり、レーザーマーキング向上添加成分は、物品に射出成形した後、成形された物品の外面にレーザーマーキングすると、同じ樹脂から製造されているが1種類以上のレーザーマーキング向上添加成分を含まない射出成形された物品の外面の対応するレーザーマーキングよりも、物品の外面とのコントラストが大きいマーキングを提供できるように選択される。ベース熱可塑性ポリマーは、例えば、ポリアミド(ナイロンポリマーなど)、ポリエステル、ポリオレフィン(ポリプロピレンなど)、ポリカーボネート、およびこれらの混合物であってよい。本発明に好ましいベース樹脂は、ナイロン6/6である。添加成分には、無機フィラー(例えば、マイカ、カーボンブラック、二酸化チタン、およびカオリン)、又は着色剤(例えば、顔料)、難燃剤、紫外線抑制剤、又は、レーザー光線の吸収性を改善する効果を有する安定剤が挙げられる。医療および歯科用途に好適な、このようなレーザーマーキング向上ポリマーの供給元には、RTP社(ミネソタ州ウィノナ)(RTP Company, Winona, MN);クラリアント・マスターバッチズ事業部(ミシガン州アルビオン)(Clariant Masterbatches Div., Albion, MI);ポリワン社(ジョージア州スワニー)(PolyOne Corp., Suwanee, GA);および、ティコナ(ニュージャージー州サミット)(Ticona, Summit, NJ)が挙げられる。
【0022】
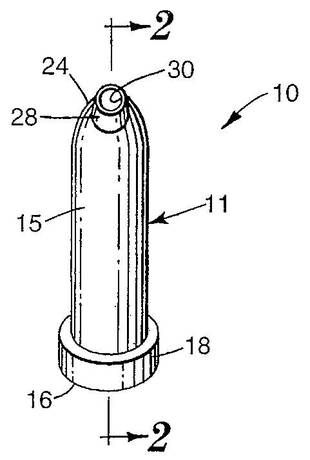
図1および図2は、本発明の歯科修復材料容器又はカートリッジ10の一実施形態を示す。図2を参照すると、図示されているカートリッジ10は、細長い内部チャンバ14を画定する略円筒状の内壁12を有する略円筒状の本体11を備える。本体11は、外面15を有し、エジェクタタイプのガン(図示せず)にカートリッジ10を脱着可能に装入するのに有用な隣接する環状フランジ18がある開放端16を有する。
【0023】
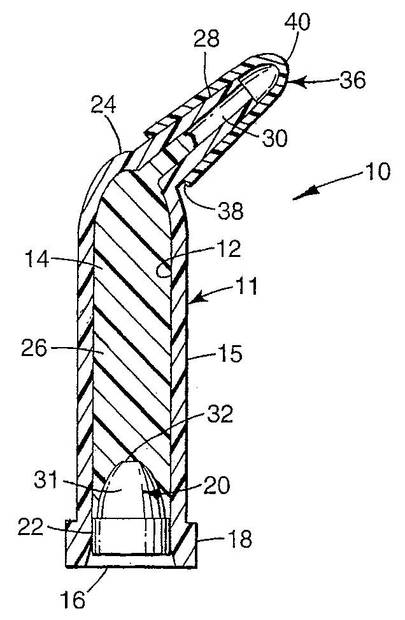
移動可能なピストン20は、開放端16に挿入されている。ピストン20の側壁22は、ピストン20の周囲のフランジの形態であり、内壁12とぴったり一致している。ピストン20は、封入されている歯科材料(即ち、組成物)26が空気に暴露されないように、貯蔵中、カートリッジ10の開放端16を密封する役割をする。ピストン20は、従来の手持ち式、手動式、空気式、又はモーター式のエジェクタタイプのガンなどの手段で、本体10の放出端24の方に移動させることができる。ピストン20が放出端24の方に移動するとき、歯科組成物26は、圧力下で放出ニップル28(放出端24から延びており、歯科組成物26が中を通って放出される放出オリフィス30を有する)から押し出される。ピストン20は、平坦な端部32を有する弾丸形の頭部31を有する。放出オリフィス30は、取り外し可能なキャップ36で密封することができ、キャップ36は、貯蔵中および移送中、カートリッジ10の放出端24を密封する役割をする。キャップ36は、開放端38および閉鎖端40を有する略管形の可撓性材料で形成される。キャップ36は、放出ニップル28上に挿着される時、延伸し、オリフィス30を覆う効果的なシールを作り出し、それによって、周囲条件から歯科組成物26を閉鎖する。歯科組成物26を放出するとき、キャップ36は放出ニップル28から取り外される。
【0024】
歯科修復材料カートリッジは、典型的には比較的小さく、一回の処置又は数回(例えば、2〜約10回)の処置の間に実質的に完全に消費され得る一定量の歯科組成物を収容することが意図されている。内部チャンバの容積(ピストンの移動により排除される容積で測定される)は、従って、好ましくは、約0.1ml〜約3ml、更に好ましくは、約0.3ml〜約1mlである。内部チャンバの縦軸に垂直な面における内部チャンバの断面積は、比較的小さく、好ましくは約50mm2以下、更に好ましくは約40mm2以下、最も好ましくは約20mm2以下である。
【0025】
このようなカートリッジの壁厚は、破裂又は過剰な放出をすることなく、使用に適した速度で比較的高粘度の歯科組成物を押し出す時に掛かる圧力に耐えるようになっている。壁厚は、歯科組成物の粘度、カートリッジが製造されている材料の引張強度、内部チャンバの寸法(例えば、長さ、形状、および断面積)、および放出ニップルのオリフィスのサイズなどの幾つかの要因に基づいて変わる。カートリッジが、口の特定の領域に少量の歯科組成物を分配するのに使用されることを主に意図されている時、正確に配置され得る制御された量の歯科組成物が送達されるように、放出端のオリフィスは比較的小さいことが好ましい。従って、オリフィスの断面積は、好ましくは、約2mm2以下、更に好ましくは約1mm2以下である。様々な実施形態の特定の寸法は、当業者によって容易に決定される。図1および図2に示される特定のカートリッジ実施形態では、内部チャンバ14の内径は、好ましくは約2mm〜約7mm、更に好ましくは約3mm〜約5mmである。本体11の長さは、好ましくは約2cm〜約8cm、更に好ましくは約2cm〜約4cmである。放出ニップル28は、任意の好適な長さ(例えば、1cm)とすることができ、放出ニップル28内の放出オリフィス30は、好ましくは円形で、直径約1mmである。
【0026】
前述のものなどのカートリッジに貯蔵される歯科組成物は、光硬化性材料であることが多いため、カートリッジは化学線を通さないものでなければならない。黒色材料からカートリッジを形成することは、もちろん、この基準を満足するが、カートリッジが、中に貯蔵されている歯科組成物のキュアを開始する役割をする波長の光線の透過を抑制するように形成される限り、他の不透過性も好適である。例えば、このような歯科組成物に有用な光開始剤(即ち、増感剤)の1つには、470nmの吸収ピークを有するCPQ(カンファーキノン)がある。このため、CPQを使用するとき、400〜500nmの放射線波長を遮蔽しなければならず、更に好ましくは370〜530nmの波長を遮蔽しなければならない。更に、カートリッジを形成する材料は、中に貯蔵される歯科組成物に対して不活性でなければならず、口内で使用するのに好適になるように非毒性でなければならない。このようなカートリッジは、典型的には、射出成形で製造される。
【0027】
図1および図2に示される実施形態は、本発明に関連して形成されるカートリッジの1つの構成を表すが、当業者には、カートリッジの特定の構成は本発明にあまり重要ではないことが分かる。他の構成も好適である。例えば、放出ニップルは、カートリッジの本体と一体であってよいが、カートリッジの放出端がルーアーロック式チップ、摩擦嵌合チップ、差込みピンタイプのフィッティング、又はスクリューオンチップの方式で構成されている実施形態は好適である。更に、放出ニップルは、取り外し可能なキャップで密封されてもよいが、ニップルは、超音波接着又はスピン溶接で閉鎖され、機械的手段(例えば、切断)で開放されてもよい。同様に、放出オリフィスは、本体の縦軸に対して角度をなして配置されている放出ニップルの中に開放していてもよいが、放出ニップルが角度をなして配置されていない実施形態も好適である。また、図示されているピストン構成は、貯蔵期間中ずっと、ピストン近傍にあった(および、そのため、ピストンに吸収されること又はピストンを通過すること、および、ピストン/内壁接合部における漏れの悪影響をより受けやすい)歯科組成物の部分が、カートリッジから押し出されないため、特に有用である。また、それによって、押出し中、剪断力によって歯科組成物が分解する可能性が低くなる。しかし、ピストン頭部が放出端の内面に対してぴったりと相補する関係にある実施形態が好適である。内壁は、縦軸に垂直な面が任意の好適な断面形状(例えば、円形、楕円形、又は多角形など)の内部チャンバを画定することができ、開放端は、手持ち式のエジェクタタイプのガンに脱着可能に装入される任意の好適な方式で構成できる。このような容器の更なる態様は、(特許文献1)(マーティン(Martin)ら)および(特許文献2)(ウィルコックス(Wilcox)ら)および(特許文献3)(ピーターソン(Peterson))に記載されている。
【0028】
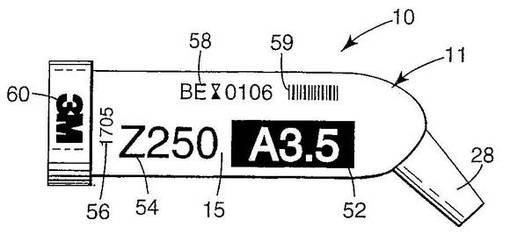
図3は、外面15にレーザーで形成された識別マーク52、54、56、58、59および60を有するカートリッジ10を示す。幾つかの場合、印は、ポジの印(例えば、印54、56、58、59および60)であるが、他の場合、印がネガの形式(例えば、印52)で表されるように、レーザーは「バックグラウンド」に作用する。印は、外面15の選択された部分の発泡を引き起こすのに十分なエネルギーレベルの、レーザーで発生した放射線(即ち、レーザービーム)にカートリッジ10の外面15を露光させることによって形成される。所望の文字、数字、記号、又はこれらの逆像を作り出すため、必要に応じてレーザービームを移動させる。印は全て、特定のカートリッジおよびその中の歯科材料の特性に特有のものであってもよいが、1つのマーク(マーク54など)は属(genus)識別マークであり、別のマーク(マーク52など)は種(species)識別マークであってもよい。第3のマークは、供給元識別情報(マーク60など)であってもよく、他のマーク(マーク56および58など)は、カートリッジ10内に収容されている歯科材料の他の特性(例えば、材料の色又は色調、ロット番号、バッチ番号、日付など)を表示してもよい。印は、バーコード(例えば、マーク59)などの機械読み取り可能な印を含んでもよい。カートリッジ10の外面に配置されている印は、それぞれ、その印を人が容易に目視で検出できるように、および/又はその印を光学機械で読み取って検出できるように、カートリッジ10の外面に対して十分なコントラストを有する。レーザーで発生した放射線に露光されるカートリッジ10の外面15の部分は、変色する(例えば、黒から白に)。これは、カートリッジ10の本体11の材料としてレーザーマーキング向上ポリマーを使用すること、およびカートリッジ10にレーザー放射線を露光させるためのパラメータによって可能である。このようなレーザープロセスパラメータには、レーザー速度、レーザー出力、およびレーザー周波数が挙げられ、レーザーマーキング向上ポリマーおよび非レーザーマーキング向上ポリマーから成形された様々な物品にマーキングするのに使用される典型的な値を実施例の項の表1に記載する。
【0029】
印は、レーザーで発生した放射線に露光させることによって開始するカートリッジ材料の発泡プロセスによって形成される。印は、形成されると、外面15に対して隆起しており、それを手で触って容易に検出することができる。例えば、印は、(レーザーマーキングが表面より下に約1ミル(0.027mm)彫刻される典型的なレーザー彫刻とは対照的に)外面15から高さが約1.5ミル(0.04mm)隆起し得る。滑らずに操作し易くするため(これには、手袋を着用して行われることが多く、それによって、使用者の触覚および操作能力が更に妨げられる)、隆起した印は、典型的な歯科材料カートリッジなどの小さい物品で特に有利である。印は、形成されると、カートリッジのベース材料と同様に耐久性があり、あらゆる実用的な目的のために消えずに残る。
【0030】
レーザーマーキング向上(LE)ポリマーを使用すると、印とマーキングされる容器の間に極めて効果的なコントラストを達成することができる。このようにして、印は、目視で又は光学機械読み取り可能な技術で容易に検出することができ、情報が提供される。(印を有するバックグラウンド表面に対する印の)相対的なコントラストは、次式による、明度を尺度にしたコントラスト数(Brightness Scaled Contrast number)によって定量化できる。
明度を尺度にしたコントラスト=(輝度/印−輝度/バックグラウンド)×(輝度/印)÷(輝度/印+輝度/バックグラウンド)
一実施形態では、明度を尺度にしたコントラスト数は、少なくとも50であることが好ましく、更に好ましくは少なくとも100、更により好ましくは少なくとも150である。
【0031】
このようなマーキングを作り出すのに好適なレーザーシステムの一例には、GSIルモニクス社(カナダ、オンタリオ州カナタ)(GSI Lumonics, Inc., Kanata, Ontario, Canada)から「ハイマーク」400番(“Hi−Mark” No.400)の商標名で販売されているNd:YAGがある。しかし、CO2レーザーおよびメーザーなどの他のレーザーシステムを採用してもよい。印は、レーザービームを1回若しくは2回通過させて形成してもよく、又は幾分広い印の領域を所望する場合は、更に通過させてもよい。また、複数のレーザーから、又はレーザービーム分割および収束技術により、レーザービームを複数、通過させてもよい。
【0032】
レーザーマーキング向上ポリマーは前述のように外面15上で発泡するが、カートリッジ10の下にある部分は過度に加熱又は軟化されないように、レーザーシステムの設定を選択する。カートリッジ10の本体11の構造的一体性が維持されることは重要であるが、それは、その中の歯科組成物26が、放出ニップル28を通して分配されるように最後に加圧されるためである。カートリッジ10の外面15に印を作り出すとき、カートリッジ10をレーザーで発生した放射線に露光させることによって、カートリッジ10が圧力下で歯科組成物26を分配する能力に悪影響が及んではならない。
【0033】
マーキングされる容器のサイズおよび必要とするレーザーシステムによっては、レーザーの1回の通過で複数の容器にマーキングすることが可能な場合がある。換言すれば、固定具に複数(例えば、5つ)の容器を1セットとして配列した後、その上にレーザービームを1回走査又は通過させてマーキングしてもよい。このようにして、そのセットの各容器の外面の選択された部分をレーザーで発生した放射線に露光させ、各容器に所望の印を作り出す。一実施形態では、1回通過する間にこれらの容器をレーザーで発生した放射線に露光させて、そのセットの異なる容器に異なる印を作り出すことができる。
【0034】
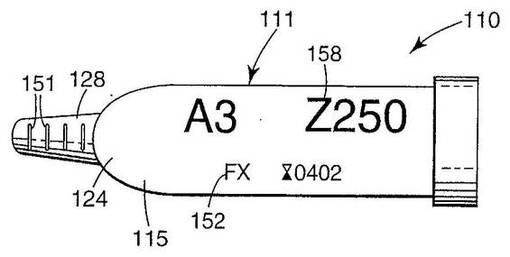
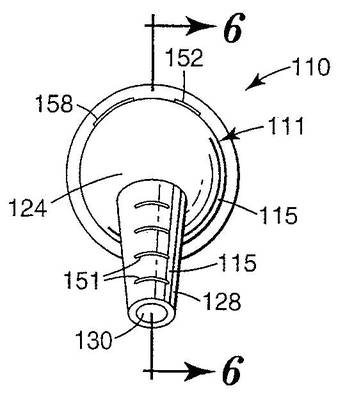
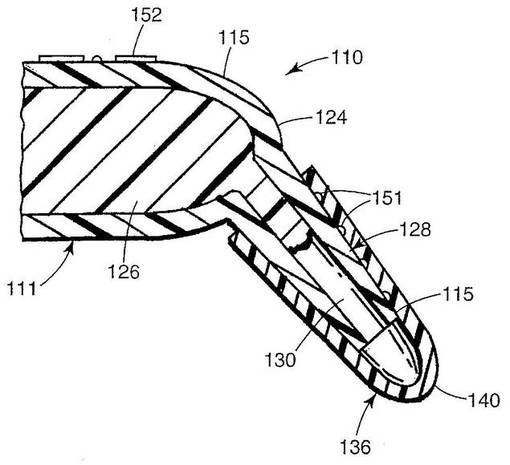
一実施形態では、レーザーマーキング向上ポリマーから形成された1つの構成部品のレーザー放射線への露光を制御して、その部品に隆起した突起を形成することができる。これらの突起は、印の役割をするのではなく、むしろ、その部品と別の部品の係合を容易にするのに使用される。例えば、図4、図5、および図6に示されているカートリッジ110などの歯科材料用カートリッジに関して、カートリッジ110の放出端124は、放出ニップル128を有する。カートリッジ110は、その外面115に(放出ノズル128に)1つ以上の隆起した突起151が配置されること以外、概ね、図1〜図3に示されているカートリッジ10と同様に形成される。突起151は、こぶ、畝、スパイク、又は線(例えば、直線、波線、破線など)などの任意の形態を取ってよい。図4、図5、および図6に示されている実施形態では、4つの突起151は、放出ニップル128の長さに沿って等間隔に配置されている4本の平行な線の形態で提供されている。一実施形態では、突起151は、幅が0.25mmであり、マークが放出ニップル128の端部の方に進むにつれ長さが3.2mmから2.5mmまで次第に小さくなる4本の線からなる。線は、オリフィス130の中心軸に垂直であり、放出ニップル128の長さに沿って等間隔(1.2mm離間)に配置されており、このようにして、放出ニップル128の外面115の周囲に部分的に延びている。図4および図5は、取り外し可能なキャップがついてない、放出ニップル128およびその突起151を示す。図6では、取り外し可能なキャップ136は、放出ノズル128の所定の位置につけられており、カートリッジ110の本体111内に封入されている歯科組成物126のためのシールを形成していることが示されている。
【0035】
取り外し可能なキャップ136は、可撓性材料(例えば、イソプレンゴム、アボット・ラボラトリーズ(イリノイ州シカゴ)(Abbot Laboratories, Chicago, IL))から形成され、略管状の形状で閉鎖端140を有する。キャップ136は、放出ニップル128上に挿着される時、延伸し、オリフィス130を覆う効果的なシールを作り出し、それによって、周囲条件から歯科組成物126を閉鎖する。放出ニップル128の外面115に1つ以上の突起151を設けると、外面128に設計された不連続が作り出されることによって(さもなければ、それは平滑である)、キャップ136と放出ニップル128の摩擦係合が更に向上する。キャップ136は、外面115およびその1つ以上の突起151を覆って弾性膨張し、キャップ136を放出ニップル128に、より確実に連結させ、それによって、キャップ136が放出ニップル128から不注意に分離することを抑制する。
【0036】
図4、図5、および図6に示されるように、複数の隆起した突起151が設けられる。突起151のパターンおよび数は、取り外し可能なキャップ136および放出ニップル128の連結が向上するように、選択された任意の構成で提供されてもよい。一実施形態では、取り外し可能なキャップ136の内面は、放出ニップル上の突起に更により確実に係合するように、(例えば、環状リブ又はリブを有するように)形成されてもよい。
【0037】
各突起は、外面から高さが高くなっている発泡不連続領域(例えば、約1.5ミル(0.04mm)隆起している)を作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に放出ニップルの外面の選択した部分を露光させることによって形成される(印の形成に関して前述したのと幾分同様の方式で)。しかし、前述のように、隆起した突起は、特定のカートリッジ内に貯蔵される歯科組成物の特性を識別する目的で形成されるのではなく、放出ニップルとその取り外し可能なキャップの機械的連結の目的で形成される。更に(例えば、容器のキャップ上に延びるように)1つ以上の隆起した突起を容器に配置して、製造中、キャップの適切な着座を確実にするために使用できる、自動ビジョンシステムのターゲットを提供することができる。カプセルに印(図4、図5、および図6に示される印152および158など)が形成されるのと同時に、隆起した突起を形成することができる。このように、カプセルを1回レーザー放射線に露光する間に印および隆起した突起を作り出すことができるため、容器の可読性および機能性を改善する加工技術は効率的である。一実施形態では、カプセルの形成後、カプセルは、レーザーで発生した放射線に露光され、キャップが嵌められ(即ち、カプセルの放出ニップルにキャップを配置する)、歯科修復材料が充填されて、密封される(即ち、図2のピストン20などのピストンで)。
【0038】
本発明は、一形態において、レーザーマーキング向上ポリマー技術、レーザー加工、および、放射線反応性歯科修復材料のためのポリマーベースの包装の組み合わせを提供する。本発明は、パッド印刷および熱転写印刷よりもずっと費用効果が高い容器マーキング手段、および、このような容器にマーキングするための視覚的および光学的により効果的な手段を提供する。更に、レーザーマーキングによって、マーキングされる情報と、製造のリードタイムおよび段取り費用の両方に関して、容器のマーキング形成にかなり融通を利かせることができる。更に、レーザーマーキングは、追加の製造費用を招くことなく灰色のマーケティングに抑止力を提供するように設計できることが想到される。例えば、マーキングは、地方又は地域の言語で形成でき、それによって、ある一定の市場又は地域だけを意図した容器の製造が可能になる。同様に、単に容器ごとにレーザーマーキングを変更することが容易であるというだけで、レーザーマーキングの融通性によって特定の顧客の要求又は特定のマーケティング目的に合うように容器にマーキングを形成することができる。より効果的な容器マーケティングの更なる利点は、ユニット包装の排除(又は少なくとも減少)である。追加の情報は、追加の費用をかけることなく製品容器自体に載せることができ、このようにして、容器を移送および貯蔵のためにばら荷の状態で包装し、追加のユニット包装を無くすことができる。
【0039】
後述の実施例は、本発明を説明することを意図したものである。それらは、本発明を限定することを意図したものではない。
【実施例】
【0040】
実施例1
放射線反応性歯科修復材料を保持するように設計されたポリマーカプセル(即ち、カートリッジ)は、従来の射出成形技術を使用し、異なるレーザーマーキング向上(LE)ポリマーから製造された。カプセルは、色が黒色、形状が管状で、一端にテーパのついたノズル(即ち、放出ニップル)があり、内部チャンバを有した。カプセルは、長さ2.3cm×外径6.6mm、内径4.0mmであり、例えば、(特許文献2)(ウィルコックス(Wilcox)ら)に記載されている。或いは、評価の目的のため、様々なLEポリマーから長方形又はドッグボーン(dog−bone)形の試験物品を射出成形した。
【0041】
Nd:YAGレーザー(GSIルモニクス社(カナダ、オンタリオ州カナタ)(GSI Lumonics, Inc., Kanata, Ontario, Canada)から「ハイマーク」400番(“Hi−Mark” No.400)の商標名で販売されているYAGレーザー彫刻システム)を用い、レーザーパルスプロセスパラメータの特定のマーキング速度、レーザー出力および周波数を使用して、ポリマーカプセル又は試験物品の外面にマーキングした。マークは、白色に見え、典型的なマーキングには、例えば、文字と数字を組み合わせた2つのキャラクタからなるロットコード、砂時計の記号および2桁の年および2桁の月からなる使用期限、製品識別(例えば、Z250、Z100、A110、F2000、シュープリーム(Supreme)、ユニテック(Unitek))、最大4桁の文字と数字の組み合わせを含む色調識別子、および企業識別マーク(例えば、3M ESPE)が含まれた。表1に、カプセル又は試験物品の製造に使用される異なるLEポリマー、プロセスパラメータ、およびレーザーマーキングの全体的な外観のリストを記載する。従来のポリマー、即ち、LEポリマーでないものから射出成形されたカプセルとの比較をする。
【0042】
【表1】
【0043】
全体的な観察
LEポリマーから射出成形されたカプセル又は試験物品の場合、レーザー放射線によって、明るい白色のマーキングが形成され、これは黒色のカプセル又は物品表面とのコントラストが鮮明であった。マーキングは、カプセルの上面を「発泡」させて得られ、典型的には高さが約1.5ミル(0.04mm)であった。このようにして、マーキングは、カプセル表面に滑りにくい触感を付与した。
【0044】
従来のナイロンベースのポリマー(非LEポリマー)から射出成形されたカプセルの場合、レーザー放射線によって、灰色のマーキングが形成され、これは、LEポリマーから製造されたカプセルおよび物品の白色のレーザーマーキングよりも、黒色のカプセル表面に対するコントラストが著しく小さかった。従来のポリマーから製造されたカプセルのマーキングは、彫刻されている(および、カプセル表面より下に約1ミル(0.025mm)窪んでいる)ように見え、「発泡」していないように又はカプセル表面から高さが高くなっていないように見えた。
【0045】
マーキング速度およびレーザーパルスの周波数のプロセスパラメータは、従来のポリマーから製造されたカプセルで著しく大きかったことにも留意されたい。より高い放射線出力設定を使用して従来のポリマーを「彫刻」しなければならないため、レーザービームのパルス周波数を増大することが必要である。彫刻に必要なレベルまで有効出力を増大させた後、レーザーの速度でキャラクタの解像度を調節する。
【0046】
その後、RTP LEポリマーから製造されたカプセルの幾つかに、放射線反応性(即ち、硬化性)歯科材料(例えば、Z100修復材(Z100 Restorative)、フィルテックZ250万能修復材(Filtek Z250 Universal Restorative)、又は、フィルテック・シュープリーム万能修復材(Filtek Supreme Universal Restorative)、全て3M社(3M Company)から入手可能)を充填し、カプセルの様々な適合性評価、毒物学的評価および貯蔵安定性評価を行った。これらの評価の結果から、LEポリマーから製造され、印をレーザーマーキングされ、放射線反応性歯科材料を充填されたカプセルは、従来のナイロンポリマー(非LEポリマー)から製造され、充填されたカプセルに匹敵する良好な適合性、好ましい毒性、および貯蔵安定性持続期間を示すことが分かった。
【0047】
マーキングコントラストの評価
本明細書に概ね記載するように、RTP LEポリマー(表1参照)からカプセルを射出成形し、表1に記載するレーザープロセスパラメータを使用して「A3 Z250」の印をレーザーマーキングし、「LEカプセル」と称した。比較のため、従来のザイテル(ZYTEL)ポリマー(表1参照)からカプセルを射出成形し、表1に記載するレーザープロセスパラメータを使用して「CG CJ」の印をレーザーマーキングし、「従来のカプセル」と称した。LEカプセルと従来のカプセルの両方について、次の走査試験方法で、黒色のカプセル表面と比較した印の明度コントラストを決定した。
【0048】
LEカプセルと従来のカプセルを、印が走査される側に向くようにして、PCスキャナ(エプソン・パーフェクション636、エプソン、カリフォルニア州ロングビーチ(EPSON Perfection 636, Epson, Long Beach, CA))上に一緒に置き、1インチ当たり600ドット(dpi)の解像度で走査した。走査した画像をアドビ・フォトショップ・ソフトウェア(バージョン7)(アドビ・システムズ、カリフォルニア州サンジョゼ)(Adobe Photoshop Software(Version 7)(Adobe Sysytems, San Jose, CA))にインポートし、画像解析した。バックグラウンドの明度を測定するため、各カプセルの黒色表面の代表的なセクションの3.5mm×0.5mmの長方形の領域を選択した。輝度の値、標準偏差、およびピクセル値を得るため、アドビ・フォトショップ(Adobe Photoshop)プログラムに従ってヒストグラムを実施した。印の明度を測定するため、各カプセルの印の代表的なセクションの0.5mm×0.1mmの長方形の領域を選択し、同様のヒストグラム分析を使用した。LEカプセルと従来のカプセルで正確に同じ画像解析を実施したが、その結果を表2に報告する。次いで、次式に従って、明度を尺度にしたコントラスト数を計算し、レーザーで形成された印とカプセルの黒色バックグラウンド表面との明度コントラストの比較表示を示した。
明度を尺度にしたコントラスト=(輝度/印−輝度/バックグラウンド)×(輝度/印)÷(輝度/印+輝度/バックグラウンド)
【0049】
【表2】
【0050】
表2に報告する、明度を尺度にしたコントラストの計算値は、LEカプセルにレーザーマーキングした印の明度コントラストが、従来のカプセルにレーザーマーキングした印の明度コントラストの4倍近くであったことを示唆している。
【図面の簡単な説明】
【0051】
【図1】本発明に関連して使用するように適応可能な容器の斜視図であり、この場合の容器は、一定量の歯科修復材料を貯蔵および分配するための使い捨てカートリッジである。
【図2】図1の線2−2に沿った断面図であるが、カートリッジの放出ニップルを覆う取り外し可能なキャップも備える。
【図3】レーザーマーキングされた例示的な識別の印を示す、(キャップが取り外されている)カートリッジの側面立面図である。
【図4】放出ニップル上にレーザーで形成された突起を示す、(キャップが取り外されている)歯科修復材料カートリッジの形態の容器の第2の実施形態の上面図である。
【図5】図4のカートリッジのニップルの拡大端面図である。
【図6】取り外し可能なキャップがカートリッジの放出ニップルを覆う所定の位置にある、図5の線6−6に沿った、図4のカートリッジのニップル端部の拡大部分断面図である。
【技術分野】
【0001】
本発明は、放射線反応性歯科修復材料を識別し、備えるカプセルアセンブリを形成する方法に関する。
【0002】
別の態様では、本発明は、2つの構成部品を組み立てる方法に関し、1つの部品の外面をレーザーで発生した放射線に露光させると、そこに第2の部品との係合に有用な突起が作り出される。
【背景技術】
【0003】
レーザーは、さまざまな物品にマーキングするのに広く使用されている。レーザー彫刻される物品の一般的な例には、トロフィー、標識、スポーツ用品、および賞品が挙げられる。レーザー彫刻される他の物品には、製品容器、楽器、および木彫が挙げられる。
【0004】
製品容器は、様々な目的に役立つ多くの識別マークを有することが多い。製品容器は、一般に、少なくとも、製品の名称、並びに、製品の製造業者又は販売者の名称を備える。製品の性質がすぐに分かりにくい場合、容器は、容器内の製品の種類に関して概括的に説明するテキストとして書かれた識別マークを備える場合もある。
【0005】
多くの場合、製品容器は、他の目的に役立つ多くの追加の識別マークも備える。例えば、容器は、製品の色、形状、サイズ、重量又は容積を説明するマークを有する場合がある。また、製品容器が、製造業者若しくは販売者の住所、又は製品の原産国を識別するマークを有することも一般的である。
【0006】
多くの製品容器は、他の情報も同様に伝達する追加の識別マークも備える。例えば、製品容器の識別マークは、とりわけ、容器内の特定の製品の製造プロセスに関する、より詳細な情報を製造業者に識別するのに役立つ、一連番号又はバッチコード若しくはロットコードを備える場合がある。更に、製品容器の識別マークは、製品のカタログ番号又は製品番号の役割をする文字又は数字を備える場合がある。
【0007】
これまで、識別マークは、何らかのインク印刷技術を使用して製品容器に付けられることが多かった。幾つかの場合、裏面に接着剤コーティングを有する紙又はプラスチックフィルムの1セクションから製造されるラベルなどのラベルにインクマーキングが付けられる。ラベルにマーキングした後、ラベルを容器に付けることが多い。
【0008】
他の場合、インク印刷技術を使用して、容器の外面に直接、インク識別マークを付ける。その場合、結果として得られる識別マークの視認性を向上させるため、容器の外面の色と対照をなすようにインクの色を選択することが多い。識別マークは、インクのポジ像(即ち、インクが文字、記号、又は識別のための他の印を作り出す)として形成される場合もあれば、又は、ネガ像(インクがなく、従って、下にある容器の外面が文字、数字、又は他の印を作り出す)として形成される場合もある。
【0009】
しかし、インク印刷に関して、ずっと、ある一定の問題があった。例えば、作業者は、必ず、十分な量の新しいインクが常に使用可能であるようにしておかなければならない。また、作業者は、後で取り扱う時にマークが汚れたり又は他に損なわれたりしないように、塗布後、必ず、インクを適切に硬化又はキュアさせなければならない。更に、特にインクパッド印刷技術では、1つの識別マークから別の識別マークに転換しようとすると、それに伴って、ある一定量の労力、時間、および費用がかかることが多い。
【0010】
インク印刷は、歯科ペースト用の容器(例えば、カプセル又はカートリッジ)などの歯科物品に使用されてきた。パッド印刷と熱転写印刷技術の両方が採用されてきた。しかし、パッド印刷は、費用がかかり、マーキングする位置と品質に関して制御が困難である。典型的なパッド印刷の位置制御は、0.6Cpkの工程能力範囲で働く。更に、パッド印刷は、印刷プレートおよびインクをベースにするプロセスであって、それは印刷される情報を変更するのにかなりのリードタイムを必要とし、また、パッド印刷は溶媒をベースにするプロセスであるため、環境上の懸念がある。熱転写印刷は、溶媒をベースにするプロセスではないが、パッド印刷と同様の欠点が多数ある。
【0011】
近年、レーザー技術を使用して、製品識別マークが製品容器に直接、彫刻されている。レーザー彫刻技術には、レーザー彫刻装置により作業者が1つの識別マークから別の識別マークに容易に転換できるという点で、インク印刷技術に優る重要な利点がある。例えば、レーザー彫刻装置は、レーザービームの移動を指示するコントローラを備える場合がある。その場合、識別マークの変更は、ビームの通路を決定するためコントローラが使用する1組のコンピュータ命令を単に変更するだけで実施される。
【0012】
しかし、製品容器にレーザー彫刻された識別マークは、見難いことがある。マークの視認の容易さは、マークの幅、下にある容器表面の色、およびマーキングされる材料又はそのコーティングを含む多くの要因に依存する。作業者は、また、容器の強度が著しく損なわれないように、容器表面のビームのエネルギーで容器が焼けたり、又は他に過度に弱化することのないように注意を払わなければならない。
【0013】
前述のマークを含む既知の識別マークは、幾分満足のいくものであり、広く使用されている。しかし、依然として、現行技術を改善する必要がある。特に、極めて読みやすく、また耐久性があり、伝達される情報の量が比較的多いときでも、比較的、製造費用がかからない識別マークを提供することが望ましい。
【0014】
レーザー彫刻された識別マークは、歯科修復材料用のポリマー容器(例えば、カプセル又はカートリッジ)などの歯科物品に使用されてきた。しかし、これらのマークは、容器自体に直接付けられると、見難かった。後でレーザー彫刻されるインクコーティングを使用すると、このような容器上での視認性が幾分改善する場合があるが、容器にインク印刷をする追加の工程が必要であり、それに伴う問題がある。歯科ペースト用のカートリッジなどの幾つかの歯科製品容器はノズル又はニップルを有し、中に歯科ペースト材料を貯蔵および密封するため、ノズル又はニップルに可撓性のキャップが装着される。加工中、移送中、および使用中、これらのキャップはノズル又はニップルから外れることがあり、それによって使用前にカートリッジ内の歯科ペーストが周囲条件に暴露され、このため、歯科ペーストに悪影響が及ぶ可能性がある。
【0015】
【特許文献1】米国特許第5,100,320号明細書
【特許文献2】米国特許第5,624,260号明細書
【特許文献3】国際公開第01/4559A1号パンフレット
【発明の開示】
【課題を解決するための手段】
【0016】
一態様では、本発明は、放射線活性歯科修復材料を備えるカプセルアセンブリを形成する方法であり、本方法は、外面および内部チャンバを有する容器を提供する工程を含み、ここで、容器は、レーザーマーキング向上(laser−enhanced)ポリマーから形成され、選択的な波長の光線の透過を抑制するように形成される。本方法は、印を人が容易に目視で検出できるように、および/又は光学機械で読み取って検出できるように、外面に対して十分なコントラストを有する印を外面に作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に、容器の外面の選択した部分を露光させる工程を含む。本方法は、更に、放射線反応性歯科修復材料を容器の内部チャンバに挿入する工程を含む。印は、少なくとも一部、容器内の放射線反応性歯科修復材料の特性を識別する。容器を形成するレーザーマーキング向上ポリマーは、容器内の放射線反応性歯科修復材料に対して不活性である。容器が圧力下で放射線反応性歯科修復材料を分配する能力は、容器の外面に印を作り出すとき、容器をレーザーで発生した放射線に露光させることによって悪影響を受けない。
【0017】
別の態様では、本発明は、放射線反応性歯科修復材料を備えるカプセルアセンブリを形成する方法であり、本方法は、外面および内部チャンバを有する容器を提供する工程を含み、ここで、容器は、レーザーマーキング向上ポリマーから形成され、選択した波長の光線の透過を抑制するように形成される。容器は、第1の開放端と、放出ニップルのある第2の端部とを有し、放出ニップルはオリフィスを有し、これを通して容器の内部チャンバと連通している。本方法は、放出ニップル上に隆起した突起を作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に、放出ニップルの外面の選択された部分を露光させる工程を含む。本方法は、放射線反応性歯科修復材料を容器の第1の開放端を通して容器の内部チャンバに挿入する工程、容器の第1の開放端を密封する工程、および、放出ニップルに取り外し可能なキャップを被装する工程を更に含む。キャップは、オリフィスを被覆および密封するように可撓性があり、キャップは放出ニップル上の突起に係合し、キャップが放出ニップルから不注意で分離することを抑制する。
【0018】
別の態様では、本発明は、2つの構成部品を組み立てる方法に関し、本方法は、第1の構成部品(細長く、中を通るオリフィスを有し、オリフィスの周囲に延びる外面を有し、レーザーマーキング向上ポリマーから形成される)を提供する工程と、第2の構成部品(オリフィスを有する第1の構成部品の細長い部分を覆って弾性的に延びるように形成される)を提供する工程を含む。本方法は、突起を作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に第1の構成部品の外面を露光させる工程、および、第1の構成部品の外面および突起を覆うように第2の構成部品を弾性的に膨張させて、オリフィスを被覆および密封する工程を含み、第1の構成部品上の突起は、第2の構成部品と係合し、2つの構成部品が不注意で分離することを抑制する。
【0019】
後述の図面は、本発明の幾つかの実施形態を記載するが、説明に記載されるように、他の実施形態も想到される。すべての場合において、本開示は、本発明を説明するためのものであり、限定するものではない。当業者は、本発明の原理の範囲および趣旨に入る他の多くの変更および実施形態を考案できることを理解されたい。図は、縮尺して記載されていない場合がある。図全体を通して、同様の参照番号は同様の部分を表すのに使用されている。
【発明を実施するための最良の形態】
【0020】
本発明は、放射線反応性歯科修復材料を貯蔵および分配するためのカプセルアセンブリの形成に関する。このような歯科組成物には、修復材、セメント(例えば、合着セメント、歯科矯正用セメント)、エッチングジェル、接着剤、グラスアイオノマーセメント、およびシーラントなどが挙げられる。このような歯科組成物は、光開始剤および樹脂中に分散される歯科用フィラーを含有する光硬化性非毒性ペーストを含むことが多い。このような歯科組成物に有用な樹脂は、それらを口内で使用するのに好適にする十分な強度、加水分解安定性、および非毒性を有する硬化性有機組成物である。このような樹脂の例には、重合性アクリレート、メタクリレート、ウレタン、およびエポキシ樹脂が挙げられる。このような樹脂の混合物および誘導体も有用である。典型的な歯科修復組成物又は材料は、1種類以上の放射線反応性(即ち、光硬化性)アクリレートおよび/又はメタクリレート成分、フィラー、および光開始剤系(例えば、カンファーキノンなどの光開始剤又は増感剤化合物および電子供与化合物を含有する)を含有する。放射線反応性歯科修復材料の市販の例には、Z100修復材(Z100 Restorative)、フィルテックZ250万能修復材(Filtek Z250 Universal Restorative)、および、フィルテック・シュープリーム万能修復材(Filtek Supreme Universal Restorative)が挙げられ、これらは全て3M社(ミネソタ州セントポール)(3M Company, St.Paul, MN)から入手可能である。
【0021】
本発明の方法に関連して、カプセルアセンブリは、レーザーマーキング向上(laser−enhanced)ポリマーで製造される容器から形成される。この場合、レーザーマーキング向上(LE)ポリマーは、樹脂(即ち、ベースポリマー又はベース樹脂)および1種類以上のレーザーマーキング向上(laser−enhancing)添加成分を含む熱可塑性ポリマーブレンドであり、レーザーマーキング向上添加成分は、物品に射出成形した後、成形された物品の外面にレーザーマーキングすると、同じ樹脂から製造されているが1種類以上のレーザーマーキング向上添加成分を含まない射出成形された物品の外面の対応するレーザーマーキングよりも、物品の外面とのコントラストが大きいマーキングを提供できるように選択される。ベース熱可塑性ポリマーは、例えば、ポリアミド(ナイロンポリマーなど)、ポリエステル、ポリオレフィン(ポリプロピレンなど)、ポリカーボネート、およびこれらの混合物であってよい。本発明に好ましいベース樹脂は、ナイロン6/6である。添加成分には、無機フィラー(例えば、マイカ、カーボンブラック、二酸化チタン、およびカオリン)、又は着色剤(例えば、顔料)、難燃剤、紫外線抑制剤、又は、レーザー光線の吸収性を改善する効果を有する安定剤が挙げられる。医療および歯科用途に好適な、このようなレーザーマーキング向上ポリマーの供給元には、RTP社(ミネソタ州ウィノナ)(RTP Company, Winona, MN);クラリアント・マスターバッチズ事業部(ミシガン州アルビオン)(Clariant Masterbatches Div., Albion, MI);ポリワン社(ジョージア州スワニー)(PolyOne Corp., Suwanee, GA);および、ティコナ(ニュージャージー州サミット)(Ticona, Summit, NJ)が挙げられる。
【0022】
図1および図2は、本発明の歯科修復材料容器又はカートリッジ10の一実施形態を示す。図2を参照すると、図示されているカートリッジ10は、細長い内部チャンバ14を画定する略円筒状の内壁12を有する略円筒状の本体11を備える。本体11は、外面15を有し、エジェクタタイプのガン(図示せず)にカートリッジ10を脱着可能に装入するのに有用な隣接する環状フランジ18がある開放端16を有する。
【0023】
移動可能なピストン20は、開放端16に挿入されている。ピストン20の側壁22は、ピストン20の周囲のフランジの形態であり、内壁12とぴったり一致している。ピストン20は、封入されている歯科材料(即ち、組成物)26が空気に暴露されないように、貯蔵中、カートリッジ10の開放端16を密封する役割をする。ピストン20は、従来の手持ち式、手動式、空気式、又はモーター式のエジェクタタイプのガンなどの手段で、本体10の放出端24の方に移動させることができる。ピストン20が放出端24の方に移動するとき、歯科組成物26は、圧力下で放出ニップル28(放出端24から延びており、歯科組成物26が中を通って放出される放出オリフィス30を有する)から押し出される。ピストン20は、平坦な端部32を有する弾丸形の頭部31を有する。放出オリフィス30は、取り外し可能なキャップ36で密封することができ、キャップ36は、貯蔵中および移送中、カートリッジ10の放出端24を密封する役割をする。キャップ36は、開放端38および閉鎖端40を有する略管形の可撓性材料で形成される。キャップ36は、放出ニップル28上に挿着される時、延伸し、オリフィス30を覆う効果的なシールを作り出し、それによって、周囲条件から歯科組成物26を閉鎖する。歯科組成物26を放出するとき、キャップ36は放出ニップル28から取り外される。
【0024】
歯科修復材料カートリッジは、典型的には比較的小さく、一回の処置又は数回(例えば、2〜約10回)の処置の間に実質的に完全に消費され得る一定量の歯科組成物を収容することが意図されている。内部チャンバの容積(ピストンの移動により排除される容積で測定される)は、従って、好ましくは、約0.1ml〜約3ml、更に好ましくは、約0.3ml〜約1mlである。内部チャンバの縦軸に垂直な面における内部チャンバの断面積は、比較的小さく、好ましくは約50mm2以下、更に好ましくは約40mm2以下、最も好ましくは約20mm2以下である。
【0025】
このようなカートリッジの壁厚は、破裂又は過剰な放出をすることなく、使用に適した速度で比較的高粘度の歯科組成物を押し出す時に掛かる圧力に耐えるようになっている。壁厚は、歯科組成物の粘度、カートリッジが製造されている材料の引張強度、内部チャンバの寸法(例えば、長さ、形状、および断面積)、および放出ニップルのオリフィスのサイズなどの幾つかの要因に基づいて変わる。カートリッジが、口の特定の領域に少量の歯科組成物を分配するのに使用されることを主に意図されている時、正確に配置され得る制御された量の歯科組成物が送達されるように、放出端のオリフィスは比較的小さいことが好ましい。従って、オリフィスの断面積は、好ましくは、約2mm2以下、更に好ましくは約1mm2以下である。様々な実施形態の特定の寸法は、当業者によって容易に決定される。図1および図2に示される特定のカートリッジ実施形態では、内部チャンバ14の内径は、好ましくは約2mm〜約7mm、更に好ましくは約3mm〜約5mmである。本体11の長さは、好ましくは約2cm〜約8cm、更に好ましくは約2cm〜約4cmである。放出ニップル28は、任意の好適な長さ(例えば、1cm)とすることができ、放出ニップル28内の放出オリフィス30は、好ましくは円形で、直径約1mmである。
【0026】
前述のものなどのカートリッジに貯蔵される歯科組成物は、光硬化性材料であることが多いため、カートリッジは化学線を通さないものでなければならない。黒色材料からカートリッジを形成することは、もちろん、この基準を満足するが、カートリッジが、中に貯蔵されている歯科組成物のキュアを開始する役割をする波長の光線の透過を抑制するように形成される限り、他の不透過性も好適である。例えば、このような歯科組成物に有用な光開始剤(即ち、増感剤)の1つには、470nmの吸収ピークを有するCPQ(カンファーキノン)がある。このため、CPQを使用するとき、400〜500nmの放射線波長を遮蔽しなければならず、更に好ましくは370〜530nmの波長を遮蔽しなければならない。更に、カートリッジを形成する材料は、中に貯蔵される歯科組成物に対して不活性でなければならず、口内で使用するのに好適になるように非毒性でなければならない。このようなカートリッジは、典型的には、射出成形で製造される。
【0027】
図1および図2に示される実施形態は、本発明に関連して形成されるカートリッジの1つの構成を表すが、当業者には、カートリッジの特定の構成は本発明にあまり重要ではないことが分かる。他の構成も好適である。例えば、放出ニップルは、カートリッジの本体と一体であってよいが、カートリッジの放出端がルーアーロック式チップ、摩擦嵌合チップ、差込みピンタイプのフィッティング、又はスクリューオンチップの方式で構成されている実施形態は好適である。更に、放出ニップルは、取り外し可能なキャップで密封されてもよいが、ニップルは、超音波接着又はスピン溶接で閉鎖され、機械的手段(例えば、切断)で開放されてもよい。同様に、放出オリフィスは、本体の縦軸に対して角度をなして配置されている放出ニップルの中に開放していてもよいが、放出ニップルが角度をなして配置されていない実施形態も好適である。また、図示されているピストン構成は、貯蔵期間中ずっと、ピストン近傍にあった(および、そのため、ピストンに吸収されること又はピストンを通過すること、および、ピストン/内壁接合部における漏れの悪影響をより受けやすい)歯科組成物の部分が、カートリッジから押し出されないため、特に有用である。また、それによって、押出し中、剪断力によって歯科組成物が分解する可能性が低くなる。しかし、ピストン頭部が放出端の内面に対してぴったりと相補する関係にある実施形態が好適である。内壁は、縦軸に垂直な面が任意の好適な断面形状(例えば、円形、楕円形、又は多角形など)の内部チャンバを画定することができ、開放端は、手持ち式のエジェクタタイプのガンに脱着可能に装入される任意の好適な方式で構成できる。このような容器の更なる態様は、(特許文献1)(マーティン(Martin)ら)および(特許文献2)(ウィルコックス(Wilcox)ら)および(特許文献3)(ピーターソン(Peterson))に記載されている。
【0028】
図3は、外面15にレーザーで形成された識別マーク52、54、56、58、59および60を有するカートリッジ10を示す。幾つかの場合、印は、ポジの印(例えば、印54、56、58、59および60)であるが、他の場合、印がネガの形式(例えば、印52)で表されるように、レーザーは「バックグラウンド」に作用する。印は、外面15の選択された部分の発泡を引き起こすのに十分なエネルギーレベルの、レーザーで発生した放射線(即ち、レーザービーム)にカートリッジ10の外面15を露光させることによって形成される。所望の文字、数字、記号、又はこれらの逆像を作り出すため、必要に応じてレーザービームを移動させる。印は全て、特定のカートリッジおよびその中の歯科材料の特性に特有のものであってもよいが、1つのマーク(マーク54など)は属(genus)識別マークであり、別のマーク(マーク52など)は種(species)識別マークであってもよい。第3のマークは、供給元識別情報(マーク60など)であってもよく、他のマーク(マーク56および58など)は、カートリッジ10内に収容されている歯科材料の他の特性(例えば、材料の色又は色調、ロット番号、バッチ番号、日付など)を表示してもよい。印は、バーコード(例えば、マーク59)などの機械読み取り可能な印を含んでもよい。カートリッジ10の外面に配置されている印は、それぞれ、その印を人が容易に目視で検出できるように、および/又はその印を光学機械で読み取って検出できるように、カートリッジ10の外面に対して十分なコントラストを有する。レーザーで発生した放射線に露光されるカートリッジ10の外面15の部分は、変色する(例えば、黒から白に)。これは、カートリッジ10の本体11の材料としてレーザーマーキング向上ポリマーを使用すること、およびカートリッジ10にレーザー放射線を露光させるためのパラメータによって可能である。このようなレーザープロセスパラメータには、レーザー速度、レーザー出力、およびレーザー周波数が挙げられ、レーザーマーキング向上ポリマーおよび非レーザーマーキング向上ポリマーから成形された様々な物品にマーキングするのに使用される典型的な値を実施例の項の表1に記載する。
【0029】
印は、レーザーで発生した放射線に露光させることによって開始するカートリッジ材料の発泡プロセスによって形成される。印は、形成されると、外面15に対して隆起しており、それを手で触って容易に検出することができる。例えば、印は、(レーザーマーキングが表面より下に約1ミル(0.027mm)彫刻される典型的なレーザー彫刻とは対照的に)外面15から高さが約1.5ミル(0.04mm)隆起し得る。滑らずに操作し易くするため(これには、手袋を着用して行われることが多く、それによって、使用者の触覚および操作能力が更に妨げられる)、隆起した印は、典型的な歯科材料カートリッジなどの小さい物品で特に有利である。印は、形成されると、カートリッジのベース材料と同様に耐久性があり、あらゆる実用的な目的のために消えずに残る。
【0030】
レーザーマーキング向上(LE)ポリマーを使用すると、印とマーキングされる容器の間に極めて効果的なコントラストを達成することができる。このようにして、印は、目視で又は光学機械読み取り可能な技術で容易に検出することができ、情報が提供される。(印を有するバックグラウンド表面に対する印の)相対的なコントラストは、次式による、明度を尺度にしたコントラスト数(Brightness Scaled Contrast number)によって定量化できる。
明度を尺度にしたコントラスト=(輝度/印−輝度/バックグラウンド)×(輝度/印)÷(輝度/印+輝度/バックグラウンド)
一実施形態では、明度を尺度にしたコントラスト数は、少なくとも50であることが好ましく、更に好ましくは少なくとも100、更により好ましくは少なくとも150である。
【0031】
このようなマーキングを作り出すのに好適なレーザーシステムの一例には、GSIルモニクス社(カナダ、オンタリオ州カナタ)(GSI Lumonics, Inc., Kanata, Ontario, Canada)から「ハイマーク」400番(“Hi−Mark” No.400)の商標名で販売されているNd:YAGがある。しかし、CO2レーザーおよびメーザーなどの他のレーザーシステムを採用してもよい。印は、レーザービームを1回若しくは2回通過させて形成してもよく、又は幾分広い印の領域を所望する場合は、更に通過させてもよい。また、複数のレーザーから、又はレーザービーム分割および収束技術により、レーザービームを複数、通過させてもよい。
【0032】
レーザーマーキング向上ポリマーは前述のように外面15上で発泡するが、カートリッジ10の下にある部分は過度に加熱又は軟化されないように、レーザーシステムの設定を選択する。カートリッジ10の本体11の構造的一体性が維持されることは重要であるが、それは、その中の歯科組成物26が、放出ニップル28を通して分配されるように最後に加圧されるためである。カートリッジ10の外面15に印を作り出すとき、カートリッジ10をレーザーで発生した放射線に露光させることによって、カートリッジ10が圧力下で歯科組成物26を分配する能力に悪影響が及んではならない。
【0033】
マーキングされる容器のサイズおよび必要とするレーザーシステムによっては、レーザーの1回の通過で複数の容器にマーキングすることが可能な場合がある。換言すれば、固定具に複数(例えば、5つ)の容器を1セットとして配列した後、その上にレーザービームを1回走査又は通過させてマーキングしてもよい。このようにして、そのセットの各容器の外面の選択された部分をレーザーで発生した放射線に露光させ、各容器に所望の印を作り出す。一実施形態では、1回通過する間にこれらの容器をレーザーで発生した放射線に露光させて、そのセットの異なる容器に異なる印を作り出すことができる。
【0034】
一実施形態では、レーザーマーキング向上ポリマーから形成された1つの構成部品のレーザー放射線への露光を制御して、その部品に隆起した突起を形成することができる。これらの突起は、印の役割をするのではなく、むしろ、その部品と別の部品の係合を容易にするのに使用される。例えば、図4、図5、および図6に示されているカートリッジ110などの歯科材料用カートリッジに関して、カートリッジ110の放出端124は、放出ニップル128を有する。カートリッジ110は、その外面115に(放出ノズル128に)1つ以上の隆起した突起151が配置されること以外、概ね、図1〜図3に示されているカートリッジ10と同様に形成される。突起151は、こぶ、畝、スパイク、又は線(例えば、直線、波線、破線など)などの任意の形態を取ってよい。図4、図5、および図6に示されている実施形態では、4つの突起151は、放出ニップル128の長さに沿って等間隔に配置されている4本の平行な線の形態で提供されている。一実施形態では、突起151は、幅が0.25mmであり、マークが放出ニップル128の端部の方に進むにつれ長さが3.2mmから2.5mmまで次第に小さくなる4本の線からなる。線は、オリフィス130の中心軸に垂直であり、放出ニップル128の長さに沿って等間隔(1.2mm離間)に配置されており、このようにして、放出ニップル128の外面115の周囲に部分的に延びている。図4および図5は、取り外し可能なキャップがついてない、放出ニップル128およびその突起151を示す。図6では、取り外し可能なキャップ136は、放出ノズル128の所定の位置につけられており、カートリッジ110の本体111内に封入されている歯科組成物126のためのシールを形成していることが示されている。
【0035】
取り外し可能なキャップ136は、可撓性材料(例えば、イソプレンゴム、アボット・ラボラトリーズ(イリノイ州シカゴ)(Abbot Laboratories, Chicago, IL))から形成され、略管状の形状で閉鎖端140を有する。キャップ136は、放出ニップル128上に挿着される時、延伸し、オリフィス130を覆う効果的なシールを作り出し、それによって、周囲条件から歯科組成物126を閉鎖する。放出ニップル128の外面115に1つ以上の突起151を設けると、外面128に設計された不連続が作り出されることによって(さもなければ、それは平滑である)、キャップ136と放出ニップル128の摩擦係合が更に向上する。キャップ136は、外面115およびその1つ以上の突起151を覆って弾性膨張し、キャップ136を放出ニップル128に、より確実に連結させ、それによって、キャップ136が放出ニップル128から不注意に分離することを抑制する。
【0036】
図4、図5、および図6に示されるように、複数の隆起した突起151が設けられる。突起151のパターンおよび数は、取り外し可能なキャップ136および放出ニップル128の連結が向上するように、選択された任意の構成で提供されてもよい。一実施形態では、取り外し可能なキャップ136の内面は、放出ニップル上の突起に更により確実に係合するように、(例えば、環状リブ又はリブを有するように)形成されてもよい。
【0037】
各突起は、外面から高さが高くなっている発泡不連続領域(例えば、約1.5ミル(0.04mm)隆起している)を作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に放出ニップルの外面の選択した部分を露光させることによって形成される(印の形成に関して前述したのと幾分同様の方式で)。しかし、前述のように、隆起した突起は、特定のカートリッジ内に貯蔵される歯科組成物の特性を識別する目的で形成されるのではなく、放出ニップルとその取り外し可能なキャップの機械的連結の目的で形成される。更に(例えば、容器のキャップ上に延びるように)1つ以上の隆起した突起を容器に配置して、製造中、キャップの適切な着座を確実にするために使用できる、自動ビジョンシステムのターゲットを提供することができる。カプセルに印(図4、図5、および図6に示される印152および158など)が形成されるのと同時に、隆起した突起を形成することができる。このように、カプセルを1回レーザー放射線に露光する間に印および隆起した突起を作り出すことができるため、容器の可読性および機能性を改善する加工技術は効率的である。一実施形態では、カプセルの形成後、カプセルは、レーザーで発生した放射線に露光され、キャップが嵌められ(即ち、カプセルの放出ニップルにキャップを配置する)、歯科修復材料が充填されて、密封される(即ち、図2のピストン20などのピストンで)。
【0038】
本発明は、一形態において、レーザーマーキング向上ポリマー技術、レーザー加工、および、放射線反応性歯科修復材料のためのポリマーベースの包装の組み合わせを提供する。本発明は、パッド印刷および熱転写印刷よりもずっと費用効果が高い容器マーキング手段、および、このような容器にマーキングするための視覚的および光学的により効果的な手段を提供する。更に、レーザーマーキングによって、マーキングされる情報と、製造のリードタイムおよび段取り費用の両方に関して、容器のマーキング形成にかなり融通を利かせることができる。更に、レーザーマーキングは、追加の製造費用を招くことなく灰色のマーケティングに抑止力を提供するように設計できることが想到される。例えば、マーキングは、地方又は地域の言語で形成でき、それによって、ある一定の市場又は地域だけを意図した容器の製造が可能になる。同様に、単に容器ごとにレーザーマーキングを変更することが容易であるというだけで、レーザーマーキングの融通性によって特定の顧客の要求又は特定のマーケティング目的に合うように容器にマーキングを形成することができる。より効果的な容器マーケティングの更なる利点は、ユニット包装の排除(又は少なくとも減少)である。追加の情報は、追加の費用をかけることなく製品容器自体に載せることができ、このようにして、容器を移送および貯蔵のためにばら荷の状態で包装し、追加のユニット包装を無くすことができる。
【0039】
後述の実施例は、本発明を説明することを意図したものである。それらは、本発明を限定することを意図したものではない。
【実施例】
【0040】
実施例1
放射線反応性歯科修復材料を保持するように設計されたポリマーカプセル(即ち、カートリッジ)は、従来の射出成形技術を使用し、異なるレーザーマーキング向上(LE)ポリマーから製造された。カプセルは、色が黒色、形状が管状で、一端にテーパのついたノズル(即ち、放出ニップル)があり、内部チャンバを有した。カプセルは、長さ2.3cm×外径6.6mm、内径4.0mmであり、例えば、(特許文献2)(ウィルコックス(Wilcox)ら)に記載されている。或いは、評価の目的のため、様々なLEポリマーから長方形又はドッグボーン(dog−bone)形の試験物品を射出成形した。
【0041】
Nd:YAGレーザー(GSIルモニクス社(カナダ、オンタリオ州カナタ)(GSI Lumonics, Inc., Kanata, Ontario, Canada)から「ハイマーク」400番(“Hi−Mark” No.400)の商標名で販売されているYAGレーザー彫刻システム)を用い、レーザーパルスプロセスパラメータの特定のマーキング速度、レーザー出力および周波数を使用して、ポリマーカプセル又は試験物品の外面にマーキングした。マークは、白色に見え、典型的なマーキングには、例えば、文字と数字を組み合わせた2つのキャラクタからなるロットコード、砂時計の記号および2桁の年および2桁の月からなる使用期限、製品識別(例えば、Z250、Z100、A110、F2000、シュープリーム(Supreme)、ユニテック(Unitek))、最大4桁の文字と数字の組み合わせを含む色調識別子、および企業識別マーク(例えば、3M ESPE)が含まれた。表1に、カプセル又は試験物品の製造に使用される異なるLEポリマー、プロセスパラメータ、およびレーザーマーキングの全体的な外観のリストを記載する。従来のポリマー、即ち、LEポリマーでないものから射出成形されたカプセルとの比較をする。
【0042】
【表1】
【0043】
全体的な観察
LEポリマーから射出成形されたカプセル又は試験物品の場合、レーザー放射線によって、明るい白色のマーキングが形成され、これは黒色のカプセル又は物品表面とのコントラストが鮮明であった。マーキングは、カプセルの上面を「発泡」させて得られ、典型的には高さが約1.5ミル(0.04mm)であった。このようにして、マーキングは、カプセル表面に滑りにくい触感を付与した。
【0044】
従来のナイロンベースのポリマー(非LEポリマー)から射出成形されたカプセルの場合、レーザー放射線によって、灰色のマーキングが形成され、これは、LEポリマーから製造されたカプセルおよび物品の白色のレーザーマーキングよりも、黒色のカプセル表面に対するコントラストが著しく小さかった。従来のポリマーから製造されたカプセルのマーキングは、彫刻されている(および、カプセル表面より下に約1ミル(0.025mm)窪んでいる)ように見え、「発泡」していないように又はカプセル表面から高さが高くなっていないように見えた。
【0045】
マーキング速度およびレーザーパルスの周波数のプロセスパラメータは、従来のポリマーから製造されたカプセルで著しく大きかったことにも留意されたい。より高い放射線出力設定を使用して従来のポリマーを「彫刻」しなければならないため、レーザービームのパルス周波数を増大することが必要である。彫刻に必要なレベルまで有効出力を増大させた後、レーザーの速度でキャラクタの解像度を調節する。
【0046】
その後、RTP LEポリマーから製造されたカプセルの幾つかに、放射線反応性(即ち、硬化性)歯科材料(例えば、Z100修復材(Z100 Restorative)、フィルテックZ250万能修復材(Filtek Z250 Universal Restorative)、又は、フィルテック・シュープリーム万能修復材(Filtek Supreme Universal Restorative)、全て3M社(3M Company)から入手可能)を充填し、カプセルの様々な適合性評価、毒物学的評価および貯蔵安定性評価を行った。これらの評価の結果から、LEポリマーから製造され、印をレーザーマーキングされ、放射線反応性歯科材料を充填されたカプセルは、従来のナイロンポリマー(非LEポリマー)から製造され、充填されたカプセルに匹敵する良好な適合性、好ましい毒性、および貯蔵安定性持続期間を示すことが分かった。
【0047】
マーキングコントラストの評価
本明細書に概ね記載するように、RTP LEポリマー(表1参照)からカプセルを射出成形し、表1に記載するレーザープロセスパラメータを使用して「A3 Z250」の印をレーザーマーキングし、「LEカプセル」と称した。比較のため、従来のザイテル(ZYTEL)ポリマー(表1参照)からカプセルを射出成形し、表1に記載するレーザープロセスパラメータを使用して「CG CJ」の印をレーザーマーキングし、「従来のカプセル」と称した。LEカプセルと従来のカプセルの両方について、次の走査試験方法で、黒色のカプセル表面と比較した印の明度コントラストを決定した。
【0048】
LEカプセルと従来のカプセルを、印が走査される側に向くようにして、PCスキャナ(エプソン・パーフェクション636、エプソン、カリフォルニア州ロングビーチ(EPSON Perfection 636, Epson, Long Beach, CA))上に一緒に置き、1インチ当たり600ドット(dpi)の解像度で走査した。走査した画像をアドビ・フォトショップ・ソフトウェア(バージョン7)(アドビ・システムズ、カリフォルニア州サンジョゼ)(Adobe Photoshop Software(Version 7)(Adobe Sysytems, San Jose, CA))にインポートし、画像解析した。バックグラウンドの明度を測定するため、各カプセルの黒色表面の代表的なセクションの3.5mm×0.5mmの長方形の領域を選択した。輝度の値、標準偏差、およびピクセル値を得るため、アドビ・フォトショップ(Adobe Photoshop)プログラムに従ってヒストグラムを実施した。印の明度を測定するため、各カプセルの印の代表的なセクションの0.5mm×0.1mmの長方形の領域を選択し、同様のヒストグラム分析を使用した。LEカプセルと従来のカプセルで正確に同じ画像解析を実施したが、その結果を表2に報告する。次いで、次式に従って、明度を尺度にしたコントラスト数を計算し、レーザーで形成された印とカプセルの黒色バックグラウンド表面との明度コントラストの比較表示を示した。
明度を尺度にしたコントラスト=(輝度/印−輝度/バックグラウンド)×(輝度/印)÷(輝度/印+輝度/バックグラウンド)
【0049】
【表2】
【0050】
表2に報告する、明度を尺度にしたコントラストの計算値は、LEカプセルにレーザーマーキングした印の明度コントラストが、従来のカプセルにレーザーマーキングした印の明度コントラストの4倍近くであったことを示唆している。
【図面の簡単な説明】
【0051】
【図1】本発明に関連して使用するように適応可能な容器の斜視図であり、この場合の容器は、一定量の歯科修復材料を貯蔵および分配するための使い捨てカートリッジである。
【図2】図1の線2−2に沿った断面図であるが、カートリッジの放出ニップルを覆う取り外し可能なキャップも備える。
【図3】レーザーマーキングされた例示的な識別の印を示す、(キャップが取り外されている)カートリッジの側面立面図である。
【図4】放出ニップル上にレーザーで形成された突起を示す、(キャップが取り外されている)歯科修復材料カートリッジの形態の容器の第2の実施形態の上面図である。
【図5】図4のカートリッジのニップルの拡大端面図である。
【図6】取り外し可能なキャップがカートリッジの放出ニップルを覆う所定の位置にある、図5の線6−6に沿った、図4のカートリッジのニップル端部の拡大部分断面図である。
【特許請求の範囲】
【請求項1】
放射線反応性歯科修復材料を備えるカプセルアセンブリを形成する方法であって、
外面および内部チャンバを有する容器を提供する工程であって、前記容器がレーザーマーキング向上ポリマーから形成され、選択された波長の光線の透過を抑制するように形成される工程、
前記外面に印を作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に前記容器の外面の選択された部分を露光させる工程であって、前記印は、前記印を人が容易に目視で検出できるように、および/又は光学機械で読み取って検出できるように、前記外面に対して十分なコントラストを有する工程、および
放射線反応性歯科修復材料を前記容器の前記内部チャンバに挿入する工程、
を含み、
前記印は、少なくとも一部、前記容器内の前記放射線反応性歯科修復材料の特性を識別し、
前記容器を形成する前記レーザーマーキング向上ポリマーは、前記容器内の前記放射線反応性歯科修復材料に対して不活性であり、
前記容器が圧力下で前記放射線反応性歯科修復材料を分配する能力は、前記容器の外面に前記印を作り出すとき、前記容器をレーザーで発生した放射線に露光させることによって悪影響を受けない、方法。
【請求項2】
前記印が光学的に機械読み取り可能なバーコードを包含する、請求項1に記載の方法。
【請求項3】
前記印が、1つ以上の文字、数字、記号、又はこれらの逆像を包含する、請求項1又は2に記載の方法。
【請求項4】
前記露光させる工程が、Nd:YAGレーザーを作動させる工程を含む、請求項1〜3のいずれか1項に記載の方法。
【請求項5】
前記提供する工程が、前記容器を黒色に形成する工程を含む、請求項1〜4のいずれか1項に記載の方法。
【請求項6】
前記提供する工程が、370nm〜530nmの範囲の波長を有する光線の透過を抑制するように前記容器を形成する工程を含む、請求項1〜5のいずれか1項に記載の方法。
【請求項7】
前記容器が、前記容器から延びている放出ニップルを有し、前記露光させる工程が、前記レーザーで発生した放射線に露光させる結果として、前記放出ニップルの外面に隆起した突起を作り出す工程を含む、請求項1〜6のいずれか1項に記載の方法。
【請求項8】
前記露光させる工程が、前記放出ニップルの外面に複数の隆起した突起を作り出す工程を含む、請求項7に記載の方法。
【請求項9】
レーザーで発生した放射線が前記容器を端から端まで1回通過する間に、前記印および前記突起の形成が起こる、請求項7に記載の方法。
【請求項10】
管状のキャップの部分が延伸して前記放出ニップルおよび前記隆起した突起に被嵌するように、前記放出ニップルに可撓性の管状キャップを被装する工程であって、前記隆起した突起が、前記管状のキャップを前記放出ニップル上の所定の位置に保持することを助ける工程、
を更に含む、請求項7に記載の方法。
【請求項11】
前記印が、手で触って容易に検出できるほど十分、前記容器の外面に対して隆起している、請求項1〜10のいずれか1項に記載の方法。
【請求項12】
前記提供する工程で定義される容器などの複数の容器を製造する工程、および
レーザーで発生した放射線が1回通過する間に、前記複数の容器の各容器の外面の部分を前記レーザーで発生した放射線に露光させて、各容器に前記印を作り出す工程であって、選択された容器に異なる印が作り出される工程、
を更に含む、請求項1、6および11のいずれか1項に記載の方法。
【請求項13】
放射線反応性歯科修復材料を備えるカプセルアセンブリを形成する方法であって、
外面および内部チャンバを有する容器を提供する工程であって、前記容器がレーザーマーキング向上ポリマーから形成され、選択された波長の光線の透過を抑制するように形成されており、前記容器が、第1の開放端と、放出ニップルのある第2の端部とを有し、前記放出ニップルがオリフィスを有し、これを通して前記容器の前記内部チャンバと連通している工程、
前記放出ニップルに隆起した突起を作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に前記放出ニップルの外面の選択された部分を露光させる工程、
放射線反応性歯科修復材料を前記容器の前記第1の開放端を通して、前記容器の前記内部チャンバに挿入する工程、
前記容器の前記第1の開放端を密封する工程、および
前記放出ニップルに取り外し可能なキャップを被装する工程であって、前記キャップは、前記オリフィスを被覆および密封するように可撓性があり、前記キャップは前記放出ニップル上の突起に係合し、前記キャップが前記放出ニップルから不注意で分離することを抑制する工程、
を含む、方法。
【請求項14】
前記露光させる工程が、前記放出ニップルの外面に複数の隆起した突起を作り出す工程を含む、請求項13に記載の方法。
【請求項15】
前記外面に印を作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に前記容器の外面の選択された部分を露光させる工程であって、前記印は、前記印を人が容易に目視で検出できるように、および/又は光学機械で読み取って検出できるように、前記外面に対して十分なコントラストを有する工程、
を更に含む、請求項13又は14に記載の方法。
【請求項16】
レーザーで発生した放射線が前記容器を端から端まで1回通過する間に、前記印の形成および前記突起の形成が起こる、請求項15に記載の方法。
【請求項17】
前記提供する工程で定義される容器などの複数の容器を製造する工程、および
レーザーで発生した放射線が1回通過する間に、前記複数の容器の各容器の外面の部分を前記レーザーで発生した放射線に露光させ、各容器に前記突起および印を作り出す工程、
を更に含む、請求項15又は16に記載の方法。
【請求項18】
レーザーで発生した放射線が1回通過する間に、前記レーザーで発生した放射線に露光される前記複数の容器の選択された容器に異なる印を作り出す工程、
を更に含む、請求項17に記載の方法。
【請求項19】
2つの構成部品を組み立てる方法であって、
細長く、中を通るオリフィスを有し、前記オリフィスの周囲に延びている外面を有し、レーザーマーキング向上ポリマーから形成されている第1の構成部品を提供する工程、
前記オリフィスを有する前記第1の構成部品の前記細長い部分を覆って弾性的に延びるように形成されている第2の構成部品を提供する工程、
突起を作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に前記第1の構成部品の前記外面を露光させる工程、および、
第1の構成部品の前記外面および突起を覆うように第2の構成部品を弾性的に膨張させ、前記オリフィスを被覆および密封する工程であって、前記第1の構成部品上の突起は、前記第2の構成部品と係合し、前記2つの構成部品が不注意で分離することを抑制する工程、
を含む、方法。
【請求項20】
前記印のコントラストは、明度を尺度にしたコントラストが少なくとも50である、請求項1〜19のいずれか1項に記載の方法。
【請求項1】
放射線反応性歯科修復材料を備えるカプセルアセンブリを形成する方法であって、
外面および内部チャンバを有する容器を提供する工程であって、前記容器がレーザーマーキング向上ポリマーから形成され、選択された波長の光線の透過を抑制するように形成される工程、
前記外面に印を作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に前記容器の外面の選択された部分を露光させる工程であって、前記印は、前記印を人が容易に目視で検出できるように、および/又は光学機械で読み取って検出できるように、前記外面に対して十分なコントラストを有する工程、および
放射線反応性歯科修復材料を前記容器の前記内部チャンバに挿入する工程、
を含み、
前記印は、少なくとも一部、前記容器内の前記放射線反応性歯科修復材料の特性を識別し、
前記容器を形成する前記レーザーマーキング向上ポリマーは、前記容器内の前記放射線反応性歯科修復材料に対して不活性であり、
前記容器が圧力下で前記放射線反応性歯科修復材料を分配する能力は、前記容器の外面に前記印を作り出すとき、前記容器をレーザーで発生した放射線に露光させることによって悪影響を受けない、方法。
【請求項2】
前記印が光学的に機械読み取り可能なバーコードを包含する、請求項1に記載の方法。
【請求項3】
前記印が、1つ以上の文字、数字、記号、又はこれらの逆像を包含する、請求項1又は2に記載の方法。
【請求項4】
前記露光させる工程が、Nd:YAGレーザーを作動させる工程を含む、請求項1〜3のいずれか1項に記載の方法。
【請求項5】
前記提供する工程が、前記容器を黒色に形成する工程を含む、請求項1〜4のいずれか1項に記載の方法。
【請求項6】
前記提供する工程が、370nm〜530nmの範囲の波長を有する光線の透過を抑制するように前記容器を形成する工程を含む、請求項1〜5のいずれか1項に記載の方法。
【請求項7】
前記容器が、前記容器から延びている放出ニップルを有し、前記露光させる工程が、前記レーザーで発生した放射線に露光させる結果として、前記放出ニップルの外面に隆起した突起を作り出す工程を含む、請求項1〜6のいずれか1項に記載の方法。
【請求項8】
前記露光させる工程が、前記放出ニップルの外面に複数の隆起した突起を作り出す工程を含む、請求項7に記載の方法。
【請求項9】
レーザーで発生した放射線が前記容器を端から端まで1回通過する間に、前記印および前記突起の形成が起こる、請求項7に記載の方法。
【請求項10】
管状のキャップの部分が延伸して前記放出ニップルおよび前記隆起した突起に被嵌するように、前記放出ニップルに可撓性の管状キャップを被装する工程であって、前記隆起した突起が、前記管状のキャップを前記放出ニップル上の所定の位置に保持することを助ける工程、
を更に含む、請求項7に記載の方法。
【請求項11】
前記印が、手で触って容易に検出できるほど十分、前記容器の外面に対して隆起している、請求項1〜10のいずれか1項に記載の方法。
【請求項12】
前記提供する工程で定義される容器などの複数の容器を製造する工程、および
レーザーで発生した放射線が1回通過する間に、前記複数の容器の各容器の外面の部分を前記レーザーで発生した放射線に露光させて、各容器に前記印を作り出す工程であって、選択された容器に異なる印が作り出される工程、
を更に含む、請求項1、6および11のいずれか1項に記載の方法。
【請求項13】
放射線反応性歯科修復材料を備えるカプセルアセンブリを形成する方法であって、
外面および内部チャンバを有する容器を提供する工程であって、前記容器がレーザーマーキング向上ポリマーから形成され、選択された波長の光線の透過を抑制するように形成されており、前記容器が、第1の開放端と、放出ニップルのある第2の端部とを有し、前記放出ニップルがオリフィスを有し、これを通して前記容器の前記内部チャンバと連通している工程、
前記放出ニップルに隆起した突起を作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に前記放出ニップルの外面の選択された部分を露光させる工程、
放射線反応性歯科修復材料を前記容器の前記第1の開放端を通して、前記容器の前記内部チャンバに挿入する工程、
前記容器の前記第1の開放端を密封する工程、および
前記放出ニップルに取り外し可能なキャップを被装する工程であって、前記キャップは、前記オリフィスを被覆および密封するように可撓性があり、前記キャップは前記放出ニップル上の突起に係合し、前記キャップが前記放出ニップルから不注意で分離することを抑制する工程、
を含む、方法。
【請求項14】
前記露光させる工程が、前記放出ニップルの外面に複数の隆起した突起を作り出す工程を含む、請求項13に記載の方法。
【請求項15】
前記外面に印を作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に前記容器の外面の選択された部分を露光させる工程であって、前記印は、前記印を人が容易に目視で検出できるように、および/又は光学機械で読み取って検出できるように、前記外面に対して十分なコントラストを有する工程、
を更に含む、請求項13又は14に記載の方法。
【請求項16】
レーザーで発生した放射線が前記容器を端から端まで1回通過する間に、前記印の形成および前記突起の形成が起こる、請求項15に記載の方法。
【請求項17】
前記提供する工程で定義される容器などの複数の容器を製造する工程、および
レーザーで発生した放射線が1回通過する間に、前記複数の容器の各容器の外面の部分を前記レーザーで発生した放射線に露光させ、各容器に前記突起および印を作り出す工程、
を更に含む、請求項15又は16に記載の方法。
【請求項18】
レーザーで発生した放射線が1回通過する間に、前記レーザーで発生した放射線に露光される前記複数の容器の選択された容器に異なる印を作り出す工程、
を更に含む、請求項17に記載の方法。
【請求項19】
2つの構成部品を組み立てる方法であって、
細長く、中を通るオリフィスを有し、前記オリフィスの周囲に延びている外面を有し、レーザーマーキング向上ポリマーから形成されている第1の構成部品を提供する工程、
前記オリフィスを有する前記第1の構成部品の前記細長い部分を覆って弾性的に延びるように形成されている第2の構成部品を提供する工程、
突起を作り出すのに十分なエネルギーレベルの、レーザーで発生した放射線に前記第1の構成部品の前記外面を露光させる工程、および、
第1の構成部品の前記外面および突起を覆うように第2の構成部品を弾性的に膨張させ、前記オリフィスを被覆および密封する工程であって、前記第1の構成部品上の突起は、前記第2の構成部品と係合し、前記2つの構成部品が不注意で分離することを抑制する工程、
を含む、方法。
【請求項20】
前記印のコントラストは、明度を尺度にしたコントラストが少なくとも50である、請求項1〜19のいずれか1項に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2007−505648(P2007−505648A)
【公表日】平成19年3月15日(2007.3.15)
【国際特許分類】
【出願番号】特願2006−526132(P2006−526132)
【出願日】平成16年8月27日(2004.8.27)
【国際出願番号】PCT/US2004/027842
【国際公開番号】WO2005/032395
【国際公開日】平成17年4月14日(2005.4.14)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公表日】平成19年3月15日(2007.3.15)
【国際特許分類】
【出願日】平成16年8月27日(2004.8.27)
【国際出願番号】PCT/US2004/027842
【国際公開番号】WO2005/032395
【国際公開日】平成17年4月14日(2005.4.14)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]