
歯科要素の製造方法及びかかる要素の配置構成
【課題】 第一と第二キャスト部が使用される歯科要素を製造するための方法を提供する。
【解決手段】 第一キャスト部は歯科要素の内部形状または内部表面に相当する外部形状または外部表面を与えられている。第一キャスト部は第二キャスト部の空間内に付与される。この空間は第一キャスト部の容積を越える容積を持つ。ゲルスラリーが第一と第二キャスト部間に残る空間内に付与される。ゲルスラリーは凝固され、第一キャスト部は凝固したスラリーと一緒に第二キャスト部から除去されることができ、歯科要素の外部形状を形成するために加工されることができる。加工されたゲルスラリーまたは歯科要素成分は次いで焼結されることができる。本発明はまた、ゲルスラリーを用いて構成される歯科要素に関する。本発明は歯科要求を満足する強度を与えかつ非常に低い毒性を持つ。
【解決手段】 第一キャスト部は歯科要素の内部形状または内部表面に相当する外部形状または外部表面を与えられている。第一キャスト部は第二キャスト部の空間内に付与される。この空間は第一キャスト部の容積を越える容積を持つ。ゲルスラリーが第一と第二キャスト部間に残る空間内に付与される。ゲルスラリーは凝固され、第一キャスト部は凝固したスラリーと一緒に第二キャスト部から除去されることができ、歯科要素の外部形状を形成するために加工されることができる。加工されたゲルスラリーまたは歯科要素成分は次いで焼結されることができる。本発明はまた、ゲルスラリーを用いて構成される歯科要素に関する。本発明は歯科要求を満足する強度を与えかつ非常に低い毒性を持つ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、歯科要素を製造するための方法に関する。本発明はまた、かかる歯科要素の配置構成に関する。
【背景技術】
【0002】
スラリーを用いるキャスティング工程による歯冠、ブリッジ、スリーブ、アバットメント等のような歯科要素の製造のために試験が実施されている。この点で、MBAM(メチレン−ビス−アクリルアミド)とTEMED(テトラメチルエチレンジアミン)及びAPS(過硫酸アンモニウム)の形の開始剤とを組合せてのアミド系MAM(メタクリルアミド)のスラリーの使用が提案されている。調査研究によって、このように製造された要素が材料の技術的強度及び他の歯科関連条件に適合しないことが示された。これは、スラリーを用いる製造から(未加工体の)プレス工程の使用への切替えを起こした。しかし、プレス工程は、勾配を避けることが困難であり、引張力が要素中に内蔵されるという欠点を持つ。プレス工程を使用するセラミック要素の製造の関連する例として、本発明と同じ出願人を持つWO2005/046502を参照されたい。
【発明の開示】
【0003】
上記したことは、述べた欠点及び他の欠点が避けられることができるセラミック要素の技術開発への新しい解決手段を見出すことが必要と考えられていることを意味する。本発明は、この意見に反し、キャスティング工程でのスラリー混合物の使用が、歯科要素の材料条件強度に適合し、かつ例えば製造時及び顎骨内への埋入時に形状を変える要素によって歯科埋入の結果を妨害する内蔵応力及び勾配を持たないセラミック製品を作るために最も効果的であると考えられる。加えて、高い精度、例えば0.01〜0.02mmを持つ要素を製造することが可能であるべきである。スラリーが顕著に低い毒性を持つかまたは全く毒性を持たないことも重要である。本発明は、述べた問題及び他の問題を解決することを意図される。
【0004】
種々のモノマーを使用した二酸化ジルコニウム粉末のゲルキャスティングは既知である。例えば米国特許5145908、米国特許4894194、米国特許6066279及び米国特許6228299参照。上述の最後の二つの文献では、HEMA及びPEGDMAはモノマーとして特定されている。本発明は、このタイプのゲルキャスティング工程を更に基礎とする。
【0005】
本発明の一実施態様によれば、方法は、歯科要素の内部形状に相当する外部形状を持つ第一キャスト部を準備すること、及び第二キャスト部の空間内に第一キャスト部を配置することを含む。空間の容積は第一キャスト部の容積を越える。ゲルスラリーが第一と第二キャスト部の間に残る空間内に付与され、ゲルスラリーは凝固される。第一キャスト部は凝固したスラリーと一緒に第二キャスト部から除去され、凝固したゲルスラリーは、歯科要素及びその外形を与えるために加工される。最後に、加工された凝固ゲルスラリーから形成された歯科要素は焼結される。
【0006】
一実施態様において、第一キャスト部はフライス削りにより第一容積を与えられる。第一キャスト部は、第二キャスト部内にキャスティング材料と一緒に付与され、第一容積を持つキャスティング機能を与える。第一キャスト部は次いでキャスティング材料から除去されることができる。第一容積に相当する凹所の形状を含む前記キャスティング材料は、乾燥され、減少した第二容積を与える。第一キャスト部の外部形状は、乾燥したキャスティング材料の内部形状に相当する別の外部形状に加工されることができる。第一キャスト部は、乾燥したキャスティング材料の凹所内に再配置される。キャスティング材料はゲルスラリーを含むことができる。本発明の概念の更なる展開は方法の従属請求項から明らかである。CAD/CAMツールがキャスト部及び/またはキャストツールを製造するために使用されることができる。
【0007】
本発明による配置構成の一実施態様によれば、歯科要素はゲルスラリーを含み、そこに歯科要素の内部及び外部表面が形成される。形成は、上述のCAD/CAMツールにより実施されることができる。ゲル材料またはゲルスラリーはジルコニア、モノマー、水、及び分散剤を含むことができる。キャスティング材料、ゲル材料及び/またはゲルスラリーはHEMA−PEG400DMAとして示されたアクリレートアミド系システムを含み、そこではHEMAは2−ヒドロキシエチルメタクリレートを含み;PEG=ポリエチレングリコール;DMA=ジメタクリレートである。本発明の概念の更なる展開は配置構成の従属請求項から明らかである。
【0008】
初めに述べた問題及び他の問題は、本発明の実施態様により解決される。自動製造システムPROCERA(登録商標)によるCAD/CAMツールは、キャスト部を製造するために使用されることができる。アクリレート系ゲルキャスティングシステムは、初期のアミド系システムを置換するために使用される。ゲルキャスティングシステムの動的反応はまた、本発明の実施態様により決定されることができる。加えて、乾燥時の変形を研究するための技術が開発された。キャスト材料の機械的性質は、他の方法により製造されたセラミック歯科要素のものに等しい強度値を示す。本発明の実施態様は、例えば歯冠及びブリッジの個々の製造のための新しい製造方法を可能にする。製造はより費用効果的となり、本発明によるセラミック歯科要素の製造は他の現在の製造方法及び装置と比べて40%の費用減少で実施されることができることを示した。本発明の実施態様は、アミドの代わりにアクリレートに基づく新しいゲルキャスティング方法を提案する。本発明の実施態様では、プレス機能時に増大した均質性と減少した変形が達成されることができる。形状と寸法並びに個々の要素または大きなシリーズの要素に関しての実質的な多用性が提供されることができる。使用されるモノマーに対する条件は、上記によれば例えば減少した毒性である。モノマーは、水溶性であることができかつ熱的に誘導された重合を受けさせることができ、十分な強度を提供し、かつセラミックスラッジ化時に悪影響を起こさない。ゲルスラリーのための温度許容範囲は高く、例えば70℃を越える。
【0009】
図面の簡略説明
本発明による方法と配置構成の現在提案される実施態様は以下に添付図面に関して説明される。
【0010】
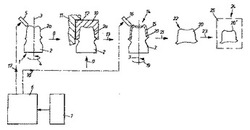
図1は、自動製造システムPROCERA(登録商標)に関連した方法のブロック図である。
【0011】
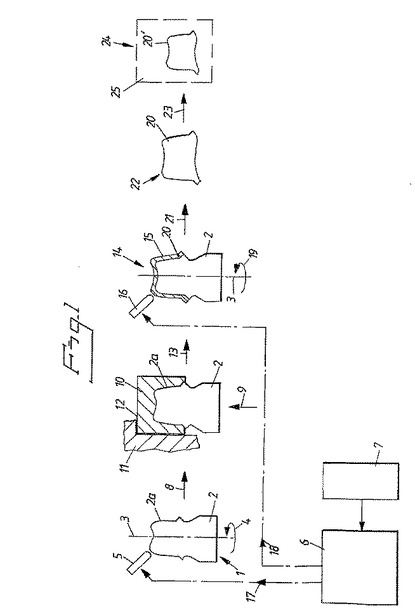
図2は、種々の歯科要素の上から斜めの透視で示された透視図である。
【0012】
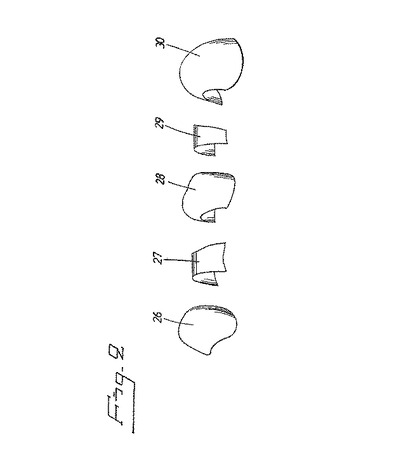
図3は、歯科要素の更なる実施態様の上から斜めの透視で示された透視図である。
【0013】
図4〜5は、図2及び3の要素と両立できる歯科補綴の上から斜めの透視で示された透視図である。
【0014】
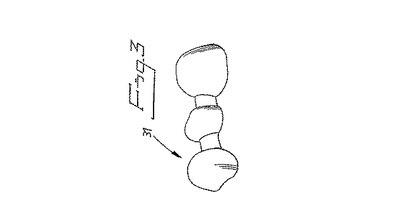
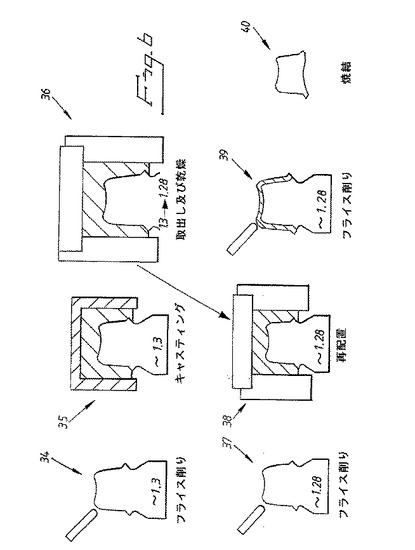
図6は、乾燥工程時の形状変化を決定するための試験手法のブロック図である。
【0015】
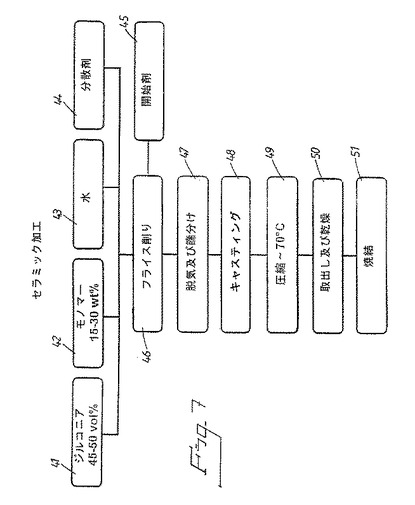
図7は、方法の工程の図である。
【発明を実施するための最良の形態】
【0016】
図1は、完全に自動化されたシステムPROCERA(登録商標)及び本発明の実施態様による歯冠製造の種々の工程を示す。象徴的に表されたキャストステーションが1により示されている。第一キャスト部は2により示されたキャストダイを含む。キャストダイ2は2aにより示された上部表面または容積を持つ。キャストダイ2は4により特定された回転方向にその縦軸3の周りに回転されることができる。キャストダイ2の上部表面2aは象徴的に表されたフライス削りツール5を使用して既知の態様でフライス削りされる。フライス削りツール5はこの製造システムのCAD/CAM(計算機援用設計/計算機援用製造)機能により制御される。製造システムはこの目的のために制御装置6を含む。制御装置6は製造チェーンの一部であり、かつシステム内の更なる装置7により既知の態様で制御される。表面2aの形状が形成されたとき、キャストダイ2は矢印8の方向に象徴的に9により表わされたキャストステーションに移動される。以下の記載に従った組成を持つキャスト材料10が既知の態様でキャストステーション9で付与される。
【0017】
ある実施態様では、キャスト材料はゲルスラリーである。
【0018】
キャスト材料10のキャストダイ2への付与は、第二キャスト部11中に挿入されているキャストダイ2によって与えられる。この第二キャスト部11は空間12を持ち、空間12の容積はダイ2の問題の部分の容積を越える。問題の部分は、歯科要素の内部表面を形成するために使用されるキャストダイ2の部分であることができる。従って、キャストダイ2の外部表面2aにより形成された容積は前記の問題の部分の容積を形成することができる。従って、キャストダイ2が空間12中に挿入されるとき、キャスト材料は本発明により付与される。このキャスト材料10は凝固される。このように凝固されたキャスト材料10を持つキャストダイ2は第二キャスト部11及びその空間12から除去される。付与され凝固されたキャスト材料を持つキャストダイ2は矢印13の方向にステーション14に移動される。ステーション14では、凝固したキャスト材料が加工されて歯科要素を与え、歯科要素の外部形状または外部表面15を形成する。ステーション14では、付与され凝固されたキャスト材料を持つキャストダイ2は上部表面2aが作られるときの態様に対応する態様で縦軸3の周りに回転可能に配置される。また、歯科要素の外部形状または外部表面15は、フライス削りツール5または他のフライス削りツールを含むことができるフライス削りツール16を使用して作られる。加えて、フライス削りツール16は自動化製造システム内の装置6により制御される。フライス削りツール5及び16のための制御信号は図中17と18によりそれぞれ示されている。フライス削りツール16によるフライス削りは、凝固されたキャスト材料を持つキャストダイ2を回転方向19に縦軸3の周りに回転することにより提供される。歯科要素の外部形状がフライス削りされたら、フライス削りされた歯科要素20は除去され、矢印21の方向にステーション22にかつ更に矢印23の方向にオーブン25を持つステーション24に移動される。ステーション24では、歯科要素20はその最終形状20′に適合することができるように焼結される。焼結機能自体は既知である。
【0019】
図2〜5によれば、種々の設計の歯科要素が製造されることができる。図2はブリッジ構成の種々の構成要素を示す。要素はそれぞれ別個に製造されることができ、その後既知の態様で組立てられる。図3の31は図2により組立てられた要素を示す。図4と5の32,33,32′及び33′は、歯科要素31が適用されるであろう歯科標本形状を示す。
【0020】
図6は、歯科要素の乾燥の影響が証明されることができる場合を示す。ステーション34では、キャストダイの外部容積または外部形状は、上述されたのと同じ態様でフライス削りにより作られ、それによりキャストダイの表面は1.3で特定された第一直径または対応する測定値を与えられている。ステーション35では、キャストダイは上記の如く、キャストダイ2に対して外部である第二キャスト部内の空間内にかつキャスト部間の空間内に付与されたキャスト材料内に付与されている。キャスト材料が凝固したとき、キャストダイは第二キャスト部から除去され、第二キャスト部内には凝固したキャスト材料が残されている。ステーション36では、第二キャスト部内に残っている凝固したキャスト材料が乾燥され、問題の表面積もしくは容積、または対応する測定値はそれにより1.28に収縮する。ステーション37では、キャストダイの外部表面が、それがステーション36内のスラリーに対する収縮値に対応する値(すなわち1.28)を持つまでフライス削りされる。また、キャストダイの形状は、乾燥されたキャスト材料の凹所の形状に対応するべきである。次いで、ステーション38では、キャストダイは、凝固されたキャスト材料内に存在する凹所内に再配置されることができる。ステーション39では、凝固されたキャスト材料は続いて上記に従って加工されて歯科要素を提供し、その外部形状を形成する。ステーション40では、歯科要素は、それが焼結前と同じ形状を保持しながらその最終サイズをとるように上記に対応する態様で焼結されることができる。
【0021】
本発明によれば、モノマーHEMA及び「架橋剤」PEG400−DMAが使用される。AZAp(アゾ−ビス−アミニドプロパンジヒドロクロリックアシッド)が開始剤として使用される。ジルコニア、水、及び分散剤もまた、含まれる。図7は本発明の実施態様による方法の例を示す。ジルコニア41は45〜50容量%で含まれる。モノマー42は50〜30重量%で構成される。また、水43及び分散剤44が含まれる。開始剤は45により示され、フライス削り機能は46により示される。脱気及び篩分け機能は47により示され、キャスト工程自体は48により示される。圧縮は略70℃で実施されることができ、49により示される。キャスト品の取出し及び乾燥は50により示され、焼結機能は51により示される。
【0022】
本発明は、上記の例に示された実施態様に限定されず、添付特許請求の範囲の範囲内及び発明概念内で変更されることができる。例えば、指定されたHEMA−PEG400−DMAに密接に関連した他のモノマーが本発明で使用されることができることは理解される。
【図面の簡単な説明】
【0023】
【図1】自動製造システムPROCERA(登録商標)に関連した方法のブロック図である。
【図2】種々の歯科要素の上から斜めの透視で示された透視図である。
【図3】歯科要素の更なる実施態様の上から斜めの透視で示された透視図である。
【図4】図2と3の要素と両立できる歯科補綴の上から斜めの透視で示された透視図である。
【図5】図2と3の要素と両立できる歯科補綴の上から斜めの透視で示された透視図である。
【図6】乾燥工程時の形状変化を決定するための試験手法のブロック図である。
【図7】方法の工程の図である。
【技術分野】
【0001】
本発明は、歯科要素を製造するための方法に関する。本発明はまた、かかる歯科要素の配置構成に関する。
【背景技術】
【0002】
スラリーを用いるキャスティング工程による歯冠、ブリッジ、スリーブ、アバットメント等のような歯科要素の製造のために試験が実施されている。この点で、MBAM(メチレン−ビス−アクリルアミド)とTEMED(テトラメチルエチレンジアミン)及びAPS(過硫酸アンモニウム)の形の開始剤とを組合せてのアミド系MAM(メタクリルアミド)のスラリーの使用が提案されている。調査研究によって、このように製造された要素が材料の技術的強度及び他の歯科関連条件に適合しないことが示された。これは、スラリーを用いる製造から(未加工体の)プレス工程の使用への切替えを起こした。しかし、プレス工程は、勾配を避けることが困難であり、引張力が要素中に内蔵されるという欠点を持つ。プレス工程を使用するセラミック要素の製造の関連する例として、本発明と同じ出願人を持つWO2005/046502を参照されたい。
【発明の開示】
【0003】
上記したことは、述べた欠点及び他の欠点が避けられることができるセラミック要素の技術開発への新しい解決手段を見出すことが必要と考えられていることを意味する。本発明は、この意見に反し、キャスティング工程でのスラリー混合物の使用が、歯科要素の材料条件強度に適合し、かつ例えば製造時及び顎骨内への埋入時に形状を変える要素によって歯科埋入の結果を妨害する内蔵応力及び勾配を持たないセラミック製品を作るために最も効果的であると考えられる。加えて、高い精度、例えば0.01〜0.02mmを持つ要素を製造することが可能であるべきである。スラリーが顕著に低い毒性を持つかまたは全く毒性を持たないことも重要である。本発明は、述べた問題及び他の問題を解決することを意図される。
【0004】
種々のモノマーを使用した二酸化ジルコニウム粉末のゲルキャスティングは既知である。例えば米国特許5145908、米国特許4894194、米国特許6066279及び米国特許6228299参照。上述の最後の二つの文献では、HEMA及びPEGDMAはモノマーとして特定されている。本発明は、このタイプのゲルキャスティング工程を更に基礎とする。
【0005】
本発明の一実施態様によれば、方法は、歯科要素の内部形状に相当する外部形状を持つ第一キャスト部を準備すること、及び第二キャスト部の空間内に第一キャスト部を配置することを含む。空間の容積は第一キャスト部の容積を越える。ゲルスラリーが第一と第二キャスト部の間に残る空間内に付与され、ゲルスラリーは凝固される。第一キャスト部は凝固したスラリーと一緒に第二キャスト部から除去され、凝固したゲルスラリーは、歯科要素及びその外形を与えるために加工される。最後に、加工された凝固ゲルスラリーから形成された歯科要素は焼結される。
【0006】
一実施態様において、第一キャスト部はフライス削りにより第一容積を与えられる。第一キャスト部は、第二キャスト部内にキャスティング材料と一緒に付与され、第一容積を持つキャスティング機能を与える。第一キャスト部は次いでキャスティング材料から除去されることができる。第一容積に相当する凹所の形状を含む前記キャスティング材料は、乾燥され、減少した第二容積を与える。第一キャスト部の外部形状は、乾燥したキャスティング材料の内部形状に相当する別の外部形状に加工されることができる。第一キャスト部は、乾燥したキャスティング材料の凹所内に再配置される。キャスティング材料はゲルスラリーを含むことができる。本発明の概念の更なる展開は方法の従属請求項から明らかである。CAD/CAMツールがキャスト部及び/またはキャストツールを製造するために使用されることができる。
【0007】
本発明による配置構成の一実施態様によれば、歯科要素はゲルスラリーを含み、そこに歯科要素の内部及び外部表面が形成される。形成は、上述のCAD/CAMツールにより実施されることができる。ゲル材料またはゲルスラリーはジルコニア、モノマー、水、及び分散剤を含むことができる。キャスティング材料、ゲル材料及び/またはゲルスラリーはHEMA−PEG400DMAとして示されたアクリレートアミド系システムを含み、そこではHEMAは2−ヒドロキシエチルメタクリレートを含み;PEG=ポリエチレングリコール;DMA=ジメタクリレートである。本発明の概念の更なる展開は配置構成の従属請求項から明らかである。
【0008】
初めに述べた問題及び他の問題は、本発明の実施態様により解決される。自動製造システムPROCERA(登録商標)によるCAD/CAMツールは、キャスト部を製造するために使用されることができる。アクリレート系ゲルキャスティングシステムは、初期のアミド系システムを置換するために使用される。ゲルキャスティングシステムの動的反応はまた、本発明の実施態様により決定されることができる。加えて、乾燥時の変形を研究するための技術が開発された。キャスト材料の機械的性質は、他の方法により製造されたセラミック歯科要素のものに等しい強度値を示す。本発明の実施態様は、例えば歯冠及びブリッジの個々の製造のための新しい製造方法を可能にする。製造はより費用効果的となり、本発明によるセラミック歯科要素の製造は他の現在の製造方法及び装置と比べて40%の費用減少で実施されることができることを示した。本発明の実施態様は、アミドの代わりにアクリレートに基づく新しいゲルキャスティング方法を提案する。本発明の実施態様では、プレス機能時に増大した均質性と減少した変形が達成されることができる。形状と寸法並びに個々の要素または大きなシリーズの要素に関しての実質的な多用性が提供されることができる。使用されるモノマーに対する条件は、上記によれば例えば減少した毒性である。モノマーは、水溶性であることができかつ熱的に誘導された重合を受けさせることができ、十分な強度を提供し、かつセラミックスラッジ化時に悪影響を起こさない。ゲルスラリーのための温度許容範囲は高く、例えば70℃を越える。
【0009】
図面の簡略説明
本発明による方法と配置構成の現在提案される実施態様は以下に添付図面に関して説明される。
【0010】
図1は、自動製造システムPROCERA(登録商標)に関連した方法のブロック図である。
【0011】
図2は、種々の歯科要素の上から斜めの透視で示された透視図である。
【0012】
図3は、歯科要素の更なる実施態様の上から斜めの透視で示された透視図である。
【0013】
図4〜5は、図2及び3の要素と両立できる歯科補綴の上から斜めの透視で示された透視図である。
【0014】
図6は、乾燥工程時の形状変化を決定するための試験手法のブロック図である。
【0015】
図7は、方法の工程の図である。
【発明を実施するための最良の形態】
【0016】
図1は、完全に自動化されたシステムPROCERA(登録商標)及び本発明の実施態様による歯冠製造の種々の工程を示す。象徴的に表されたキャストステーションが1により示されている。第一キャスト部は2により示されたキャストダイを含む。キャストダイ2は2aにより示された上部表面または容積を持つ。キャストダイ2は4により特定された回転方向にその縦軸3の周りに回転されることができる。キャストダイ2の上部表面2aは象徴的に表されたフライス削りツール5を使用して既知の態様でフライス削りされる。フライス削りツール5はこの製造システムのCAD/CAM(計算機援用設計/計算機援用製造)機能により制御される。製造システムはこの目的のために制御装置6を含む。制御装置6は製造チェーンの一部であり、かつシステム内の更なる装置7により既知の態様で制御される。表面2aの形状が形成されたとき、キャストダイ2は矢印8の方向に象徴的に9により表わされたキャストステーションに移動される。以下の記載に従った組成を持つキャスト材料10が既知の態様でキャストステーション9で付与される。
【0017】
ある実施態様では、キャスト材料はゲルスラリーである。
【0018】
キャスト材料10のキャストダイ2への付与は、第二キャスト部11中に挿入されているキャストダイ2によって与えられる。この第二キャスト部11は空間12を持ち、空間12の容積はダイ2の問題の部分の容積を越える。問題の部分は、歯科要素の内部表面を形成するために使用されるキャストダイ2の部分であることができる。従って、キャストダイ2の外部表面2aにより形成された容積は前記の問題の部分の容積を形成することができる。従って、キャストダイ2が空間12中に挿入されるとき、キャスト材料は本発明により付与される。このキャスト材料10は凝固される。このように凝固されたキャスト材料10を持つキャストダイ2は第二キャスト部11及びその空間12から除去される。付与され凝固されたキャスト材料を持つキャストダイ2は矢印13の方向にステーション14に移動される。ステーション14では、凝固したキャスト材料が加工されて歯科要素を与え、歯科要素の外部形状または外部表面15を形成する。ステーション14では、付与され凝固されたキャスト材料を持つキャストダイ2は上部表面2aが作られるときの態様に対応する態様で縦軸3の周りに回転可能に配置される。また、歯科要素の外部形状または外部表面15は、フライス削りツール5または他のフライス削りツールを含むことができるフライス削りツール16を使用して作られる。加えて、フライス削りツール16は自動化製造システム内の装置6により制御される。フライス削りツール5及び16のための制御信号は図中17と18によりそれぞれ示されている。フライス削りツール16によるフライス削りは、凝固されたキャスト材料を持つキャストダイ2を回転方向19に縦軸3の周りに回転することにより提供される。歯科要素の外部形状がフライス削りされたら、フライス削りされた歯科要素20は除去され、矢印21の方向にステーション22にかつ更に矢印23の方向にオーブン25を持つステーション24に移動される。ステーション24では、歯科要素20はその最終形状20′に適合することができるように焼結される。焼結機能自体は既知である。
【0019】
図2〜5によれば、種々の設計の歯科要素が製造されることができる。図2はブリッジ構成の種々の構成要素を示す。要素はそれぞれ別個に製造されることができ、その後既知の態様で組立てられる。図3の31は図2により組立てられた要素を示す。図4と5の32,33,32′及び33′は、歯科要素31が適用されるであろう歯科標本形状を示す。
【0020】
図6は、歯科要素の乾燥の影響が証明されることができる場合を示す。ステーション34では、キャストダイの外部容積または外部形状は、上述されたのと同じ態様でフライス削りにより作られ、それによりキャストダイの表面は1.3で特定された第一直径または対応する測定値を与えられている。ステーション35では、キャストダイは上記の如く、キャストダイ2に対して外部である第二キャスト部内の空間内にかつキャスト部間の空間内に付与されたキャスト材料内に付与されている。キャスト材料が凝固したとき、キャストダイは第二キャスト部から除去され、第二キャスト部内には凝固したキャスト材料が残されている。ステーション36では、第二キャスト部内に残っている凝固したキャスト材料が乾燥され、問題の表面積もしくは容積、または対応する測定値はそれにより1.28に収縮する。ステーション37では、キャストダイの外部表面が、それがステーション36内のスラリーに対する収縮値に対応する値(すなわち1.28)を持つまでフライス削りされる。また、キャストダイの形状は、乾燥されたキャスト材料の凹所の形状に対応するべきである。次いで、ステーション38では、キャストダイは、凝固されたキャスト材料内に存在する凹所内に再配置されることができる。ステーション39では、凝固されたキャスト材料は続いて上記に従って加工されて歯科要素を提供し、その外部形状を形成する。ステーション40では、歯科要素は、それが焼結前と同じ形状を保持しながらその最終サイズをとるように上記に対応する態様で焼結されることができる。
【0021】
本発明によれば、モノマーHEMA及び「架橋剤」PEG400−DMAが使用される。AZAp(アゾ−ビス−アミニドプロパンジヒドロクロリックアシッド)が開始剤として使用される。ジルコニア、水、及び分散剤もまた、含まれる。図7は本発明の実施態様による方法の例を示す。ジルコニア41は45〜50容量%で含まれる。モノマー42は50〜30重量%で構成される。また、水43及び分散剤44が含まれる。開始剤は45により示され、フライス削り機能は46により示される。脱気及び篩分け機能は47により示され、キャスト工程自体は48により示される。圧縮は略70℃で実施されることができ、49により示される。キャスト品の取出し及び乾燥は50により示され、焼結機能は51により示される。
【0022】
本発明は、上記の例に示された実施態様に限定されず、添付特許請求の範囲の範囲内及び発明概念内で変更されることができる。例えば、指定されたHEMA−PEG400−DMAに密接に関連した他のモノマーが本発明で使用されることができることは理解される。
【図面の簡単な説明】
【0023】
【図1】自動製造システムPROCERA(登録商標)に関連した方法のブロック図である。
【図2】種々の歯科要素の上から斜めの透視で示された透視図である。
【図3】歯科要素の更なる実施態様の上から斜めの透視で示された透視図である。
【図4】図2と3の要素と両立できる歯科補綴の上から斜めの透視で示された透視図である。
【図5】図2と3の要素と両立できる歯科補綴の上から斜めの透視で示された透視図である。
【図6】乾燥工程時の形状変化を決定するための試験手法のブロック図である。
【図7】方法の工程の図である。
【特許請求の範囲】
【請求項1】
ゲルスラリー(10)に基づいて歯科要素(20,32,33,32′,33′)を製造するための方法において、
歯科要素(20,32,33,32′,33′)の内部形状に相当する容積及び外部形状(2a)を持つ第一キャスト部(2)を準備する、
第二キャスト部(11)の空間(12)内に第一キャスト部(2)を付与する、但し空間(12)の容積は第一キャスト部(2)の容積を越える、
ゲルスラリーを第一と第二キャスト部(2,11)間に残る空間内に付与する、
ゲルスラリーを凝固する、
第一キャスト部(2)を、凝固したスラリーと一緒に第二キャスト部(11)から除去する、
歯科要素(20,32,33,32′,33′)及びその外部形状を与えるために凝固したゲルスラリーを加工する、及び
加工したゲルスラリーから作られた歯科要素(20,32,33,32′,33′)を焼結する、
ことを含むことを特徴とする方法。
【請求項2】
フライス削りにより第一容積を持つ第一キャスト部(2)を与えることを含むことを特徴とする請求項1に記載の方法。
【請求項3】
第一容積を持つキャスティング機能を与えるために第二キャスト部(11)内に第一キャスト部(2)とゲルスラリーを付与することを含むことを特徴とする請求項2に記載の方法。
【請求項4】
ゲルスラリーが凝固したときにゲルスラリーから第一キャスト部(2)を除去すること、及び凝固したゲルスラリーを乾燥することを含み、凝固したゲルスラリーが第一容積に相当する凹所を含み、それにより乾燥したゲルスラリーが減少した第二容積を与えられることを特徴とする請求項3に記載の方法。
【請求項5】
乾燥したゲルスラリーの内部形状に相当する別の外部形状を与えるために第一キャスト部(2)の外部形状を加工することを含むことを特徴とする請求項4に記載の方法。
【請求項6】
乾燥したゲルスラリーの凹所内に第一キャスト部(2)を再配置することを含むことを特徴とする請求項4または5に記載の方法。
【請求項7】
再配置された第一キャスト部(2)を凝固したゲルスラリーと一緒に除去すること、及び歯科要素及びその外部形状を与えるために凝固したゲルスラリーを加工すること、歯科要素を第一キャスト部(2)から除去すること、及び歯科要素を焼結することを含むことを特徴とする請求項4〜6のいずれかに記載の方法。
【請求項8】
読取り装置からのデジタル情報によって内部及び外部形状を規定するための制御ツールを含むことを特徴とする請求項1〜7のいずれかに記載の方法。
【請求項9】
歯科要素がゲルスラリーを含み、そこで歯科要素の内部及び外部形状が形成されることを特徴とする歯科要素の配置構成。
【請求項10】
ゲルスラリーが0.01mmより良好な寸法精度を持つことを特徴とする請求項9に記載の配置構成。
【請求項11】
ゲルスラリーがジルコニア、モノマー、水、及び分散剤を含むことを特徴とする請求項9または10に記載の配置構成。
【請求項12】
ゲルスラリーがhema−peg400DMAシステム中に含まれることを特徴とする請求項9,10または11に記載の配置構成。
【請求項13】
配置構成が歯科要素のための通常の材料のために存在する機械的強度特性を持つことを特徴とする請求項9〜12に記載の配置構成。
【請求項14】
ゲルスラリーが高い温度許容範囲を持つことを特徴とする請求項12または13に記載の配置構成。
【請求項1】
ゲルスラリー(10)に基づいて歯科要素(20,32,33,32′,33′)を製造するための方法において、
歯科要素(20,32,33,32′,33′)の内部形状に相当する容積及び外部形状(2a)を持つ第一キャスト部(2)を準備する、
第二キャスト部(11)の空間(12)内に第一キャスト部(2)を付与する、但し空間(12)の容積は第一キャスト部(2)の容積を越える、
ゲルスラリーを第一と第二キャスト部(2,11)間に残る空間内に付与する、
ゲルスラリーを凝固する、
第一キャスト部(2)を、凝固したスラリーと一緒に第二キャスト部(11)から除去する、
歯科要素(20,32,33,32′,33′)及びその外部形状を与えるために凝固したゲルスラリーを加工する、及び
加工したゲルスラリーから作られた歯科要素(20,32,33,32′,33′)を焼結する、
ことを含むことを特徴とする方法。
【請求項2】
フライス削りにより第一容積を持つ第一キャスト部(2)を与えることを含むことを特徴とする請求項1に記載の方法。
【請求項3】
第一容積を持つキャスティング機能を与えるために第二キャスト部(11)内に第一キャスト部(2)とゲルスラリーを付与することを含むことを特徴とする請求項2に記載の方法。
【請求項4】
ゲルスラリーが凝固したときにゲルスラリーから第一キャスト部(2)を除去すること、及び凝固したゲルスラリーを乾燥することを含み、凝固したゲルスラリーが第一容積に相当する凹所を含み、それにより乾燥したゲルスラリーが減少した第二容積を与えられることを特徴とする請求項3に記載の方法。
【請求項5】
乾燥したゲルスラリーの内部形状に相当する別の外部形状を与えるために第一キャスト部(2)の外部形状を加工することを含むことを特徴とする請求項4に記載の方法。
【請求項6】
乾燥したゲルスラリーの凹所内に第一キャスト部(2)を再配置することを含むことを特徴とする請求項4または5に記載の方法。
【請求項7】
再配置された第一キャスト部(2)を凝固したゲルスラリーと一緒に除去すること、及び歯科要素及びその外部形状を与えるために凝固したゲルスラリーを加工すること、歯科要素を第一キャスト部(2)から除去すること、及び歯科要素を焼結することを含むことを特徴とする請求項4〜6のいずれかに記載の方法。
【請求項8】
読取り装置からのデジタル情報によって内部及び外部形状を規定するための制御ツールを含むことを特徴とする請求項1〜7のいずれかに記載の方法。
【請求項9】
歯科要素がゲルスラリーを含み、そこで歯科要素の内部及び外部形状が形成されることを特徴とする歯科要素の配置構成。
【請求項10】
ゲルスラリーが0.01mmより良好な寸法精度を持つことを特徴とする請求項9に記載の配置構成。
【請求項11】
ゲルスラリーがジルコニア、モノマー、水、及び分散剤を含むことを特徴とする請求項9または10に記載の配置構成。
【請求項12】
ゲルスラリーがhema−peg400DMAシステム中に含まれることを特徴とする請求項9,10または11に記載の配置構成。
【請求項13】
配置構成が歯科要素のための通常の材料のために存在する機械的強度特性を持つことを特徴とする請求項9〜12に記載の配置構成。
【請求項14】
ゲルスラリーが高い温度許容範囲を持つことを特徴とする請求項12または13に記載の配置構成。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2009−521983(P2009−521983A)
【公表日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願番号】特願2008−548462(P2008−548462)
【出願日】平成18年12月22日(2006.12.22)
【国際出願番号】PCT/SE2006/001488
【国際公開番号】WO2007/078236
【国際公開日】平成19年7月12日(2007.7.12)
【出願人】(506260386)ノベル バイオケア サーヴィシィズ アーゲー (42)
【Fターム(参考)】
【公表日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願日】平成18年12月22日(2006.12.22)
【国際出願番号】PCT/SE2006/001488
【国際公開番号】WO2007/078236
【国際公開日】平成19年7月12日(2007.7.12)
【出願人】(506260386)ノベル バイオケア サーヴィシィズ アーゲー (42)
【Fターム(参考)】
[ Back to top ]