
歯車の歯当り評価方法

【課題】 正確な噛み合い領域や面圧を測定できるようにして、高精度に且つ容易に歯当りを評価できるようにする。
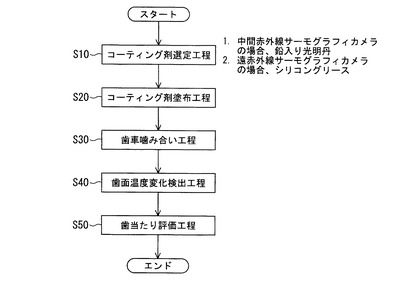
【解決手段】 一対の歯車の一方の歯車の歯面に、赤外線サーモグラフィ装置で使用する波長域において基準値以上の吸光度を有するコーティング剤を塗布し(S20)、その後、一対の歯車を回転させ(S30)、歯車の見かけ上の歯面温度の変化を、赤外線サーモグラフィ装置を用いて検出し(S40)、検出された見かけ上の歯面温度の変化に基づいて、一対の歯車の歯当たりを評価する(S50)ようにする。
【解決手段】 一対の歯車の一方の歯車の歯面に、赤外線サーモグラフィ装置で使用する波長域において基準値以上の吸光度を有するコーティング剤を塗布し(S20)、その後、一対の歯車を回転させ(S30)、歯車の見かけ上の歯面温度の変化を、赤外線サーモグラフィ装置を用いて検出し(S40)、検出された見かけ上の歯面温度の変化に基づいて、一対の歯車の歯当たりを評価する(S50)ようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、歯車の歯当りを評価するための方法に関する。
【背景技術】
【0002】
従来から、歯車を製造する際に、ギアノイズが発生しないようにすることは不変的な課題である。特に、近年、自動車等の車室内の静粛性に対するユーザニーズの向上に伴い、自動車等の動力伝達系に用いられる歯車においては、比較的純音で耳につきやすいギアノイズの低減要求が厳しくなってきている。一般的にギアノイズを低減させるためには、熱処理後の歯面仕上げ追加等の工法見直し、あるいは、歯面精度管理を強化することが多い。
【0003】
歯面精度管理は、ヘリカルギアの場合、歯車測定機で行なわれることが大半であるが、特にベベルギア,ハイポイドギアにおいては、歯車測定機が高価で、且つ測定に時間を要するため、光明丹を用いた歯当たり評価方法を代用する場合が多い。この従来からの光明丹を用いた歯当り評価方法は、光明丹を歯面に塗布し、噛み合わせにより光明丹が剥がれた箇所を熟練者が目視で確認したり、あるいは、カメラで撮影したりして、噛み合わせにより光明丹が剥がれた箇所とギアノイズ特性が良好なギア対の歯当たりとを比較評価することにより行なわれていた(例えば、特許文献1)。
【0004】
しかし、上記の光明丹を用いた歯当り評価方法では、本来は歯が当たらない部分においても、光明丹の厚さによって歯が当たってしまうことにより、その部分の光明丹が剥がれてしまい、正確な歯当り評価を行なうことができないといった課題や、面圧の強弱を判定することができないといった課題があり、十分な精度で歯当りを評価することが困難であった。
【0005】
そこで、互いに噛み合う一対の歯車の少なくとも一方の歯車の歯面に潤滑油を塗布した上で、この一対の歯車を回転させ、この回転により生じる上記一方の歯車の歯面の温度上昇の分布を、赤外線サーモグラフィを用いて検出し、歯面温度上昇が相対的に高い領域を噛み合い領域と評価するとともに、この歯面温度上昇が相対的に高いほど面圧が高いと評価する歯当り評価方法が提案された(特許文献2)。
【0006】
この技術は、一対の歯車が回転すると、一対の歯車の各歯面に荷重がかかるため、少なくとも一方の歯車の歯面に着目すれば、その歯面に塗布された潤滑油が剪断されることにより温度が上昇することを利用したもので、特に、一対の歯車の同時噛み合い枚数が変化することにより、歯面上に塗布された潤滑油の剪断抵抗に変動が生じることから、かかる歯面上に温度差(歯面温度上昇の分布)を引き起こすということを利用したものである。
【特許文献1】特開昭60−82905号公報
【特許文献2】特開2005−221347号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで、歯当たりを評価する場合、最も基本的には、歯面のどの部分が接触しているか接触しどの部分が接触しないのかを把握することであり、さらには、接触している箇所においてその接触の強さ、即ち、面圧の程度を把握できれば、より詳細に歯当たりを評価することができる。赤外線サーモグラフィを用いて歯当たりを評価する場合、サーモグラフィとして現れる色調或いは明度のコントラストが強いほど、歯当たりを高精度に評価することができる。
【0008】
したがって、上記の特許文献2記載の技術によれば、高精度な歯当たり評価を期待することができる。
しかしながら、上述のように歯車の歯面に潤滑油を塗布し、歯車の回転によるこの潤滑油の温度上昇から歯当りを評価する手法は、歯車の歯面に塗布される潤滑油が歯面上を移動しないことが前提であるが、実際には、歯面に塗布された潤滑油は重力によって歯底側(歯の鉛直下方の表面)に移動してしまうため、正確に歯車の歯面の温度上昇の分布を把握することは困難である。
【0009】
本発明はこのような課題に鑑み創案されたものであり、互いに噛み合う一対の歯車の歯当り評価を、赤外線サーモグラフィを用いて正確に且つ容易に行なうことができるようにした、歯車の歯当り評価方法及を提供することを目的としている。
【課題を解決するための手段】
【0010】
このため、請求項1記載の本発明の歯車の歯当り評価方法は、中間赤外線サーモグラフィ装置を用いて、互いに噛み合う一対の歯車の表面温度を測定し、該一対の歯車の歯当たりを評価する方法であって、前記一対の歯車の少なくとも一方の歯車の歯面に鉛入り光明丹をコーティング剤として塗布するコーティング剤塗布工程と、その後、前記一対の歯車を回転させる歯車噛み合い工程と、前記歯車噛み合い工程を経ることによる、前記コーティング剤を塗布された歯車の見かけ上の歯面温度の変化を、前記中間赤外線サーモグラフィ装置を用いて検出する歯面温度変化検出工程と、前記歯面温度変化検出工程により検出された前記見かけ上の歯面温度の変化に基づいて、前記一対の歯車の歯当たりを評価する歯当たり評価工程と、をそなえたことを特徴としている。
【0011】
また、請求項2記載の本発明の歯車の歯当り評価方法は、遠赤外線サーモグラフィ装置を用いて、互いに噛み合う一対の歯車の表面温度を測定し、該一対の歯車の歯当たりを評価する方法であって、前記一対の歯車の少なくとも一方の歯車の歯面にシリコングリースをコーティング剤として塗布するコーティング剤塗布工程と、その後、前記一対の歯車を回転させる歯車噛み合い工程と、前記歯車噛み合い工程を経ることによる、前記コーティング剤を塗布された歯車の見かけ上の歯面温度の変化を、前記遠赤外線サーモグラフィ装置を用いて検出する歯面温度変化検出工程と、前記歯面温度変化検出工程により検出された前記見かけ上の歯面温度の変化に基づいて、前記一対の歯車の歯当たりを評価する歯当たり評価工程と、をそなえたことを特徴としている。
【0012】
さらに、請求項3記載の本発明の歯車の歯当り評価方法は、赤外線サーモグラフィ装置を用いて、互いに噛み合う一対の歯車の表面温度を測定し、該一対の歯車の歯当たりを評価する方法であって、前記赤外線サーモグラフィ装置で使用する波長域において基準値以上の吸光度を有するコーティング剤を選定するコーティング剤選定工程と、前記一対の歯車の少なくとも一方の歯車の歯面に、前記コーティング剤選定工程により選定されたコーティング剤を塗布するコーティング剤塗布工程と、その後、前記一対の歯車を回転させる歯車噛み合い工程と、前記歯車噛み合い工程を経ることによる、前記コーティング剤を塗布された歯車の見かけ上の歯面温度の変化を、前記赤外線サーモグラフィ装置を用いて検出する歯面温度変化検出工程と、前記歯面温度変化検出工程により検出された前記見かけ上の歯面温度の変化に基づいて、前記一対の歯車の歯当たりを評価する歯当たり評価工程と、をそなえたことを特徴としている。
【0013】
前記コーティング剤選定工程では、前記赤外線サーモグラフィ装置で使用する波長域において基準値以上の吸光度を有するとともに、前記コーティング剤塗布工程において塗布する歯面において塗布後に移動しない定着性を有するコーティング剤を選定することが好ましい(請求項4)。
【発明の効果】
【0014】
請求項1の本発明の歯車の歯当り評価方法によれば、歯車噛み合い工程において、一対の歯車を回転させると、コーティング剤塗布工程において歯車の歯面にコーティング剤として塗布された鉛入り光明丹は、歯面上を移動することなく、対向する歯面と接触した部分だけ、その接触圧に応じて剥がれることになる。この鉛入り光明丹は、中間赤外線に対する吸光度が高く、一方、歯面自体の中間赤外線に対する吸光度はこれに比べて低いので、歯面のうち、鉛入り光明丹が剥がれた部分は、剥がれた量に応じて吸光度が低くなる。
【0015】
したがって、歯面温度変化検出工程において、中間赤外線サーモグラフィ装置により歯面温度の変化を測定すると、歯車の噛み合い箇所では、噛み合い圧力(面圧)に応じて見かけの歯面温度が変化(上昇)することになる。この結果、赤外線サーモグラフィにより見かけ上の温度に応じた色調或いは明度で歯面が画像表示され、歯面が接触した箇所ではその接触圧力が大きいほど接触しない箇所とで大きなコントラストが得られ、歯当たり箇所の把握や歯当たりの強さ(面圧)の把握、即ち、歯当り評価を容易に行えるようになる。
【0016】
請求項2の本発明の歯車の歯当り評価方法によれば、歯車噛み合い工程において、一対の歯車を回転させると、コーティング剤塗布工程において歯車の歯面にコーティング剤として塗布されたシリコングリースは、歯面上を移動することなく、対向する歯面と接触した部分だけ、その接触圧に応じて剥がれることになる。このシリコングリースは、遠赤外線に対する吸光度が高く、一方、歯面自体の遠赤外線に対する吸光度はこれに比べて低いので、歯面のうち、シリコングリースが剥がれた部分は、剥がれた量に応じて吸光度が低くなる。
【0017】
したがって、歯面温度変化検出工程において、遠赤外線サーモグラフィ装置により歯面温度の変化を測定すると、歯車の噛み合い箇所では、噛み合い圧力(面圧)に応じて見かけの歯面温度が変化(上昇)することになる。この結果、赤外線サーモグラフィにより見かけ上の温度に応じた色調或いは明度で歯面が画像表示され、歯面が接触した箇所ではその接触圧力が大きいほど接触しない箇所とで大きなコントラストが得られ、歯当たり箇所の把握や歯当たりの強さ(面圧)の把握、即ち、歯当り評価を容易に行えるようになる。
【0018】
請求項3の本発明の歯車の歯当り評価方法によれば、まず、コーティング剤選定工程において、赤外線サーモグラフィ装置で使用する波長域において基準値以上の吸光度を有するコーティング剤を選定し、この選定したコーティング剤を、一対の歯車の少なくとも一方の歯車の歯面に塗布するので、歯車噛み合い工程において、一対の歯車を回転させると、歯車の歯面に塗布されたコーティングは、対向する歯面と接触した部分だけ、その接触圧に応じて剥がれることになる。このシリコングリースは、遠赤外線に対する吸光度が高く、一方、歯面自体の遠赤外線に対する吸光度はこれに比べて低いので、歯面のうち、シリコングリースが剥がれた部分は、剥がれた量に応じて吸光度が低くなる。
【0019】
したがって、歯面温度変化検出工程において、赤外線サーモグラフィ装置により歯面温度の変化を測定すると、歯車の噛み合い箇所では、噛み合い圧力(面圧)に応じて見かけの歯面温度が変化(上昇)することになる。この結果、赤外線サーモグラフィにより見かけ上の温度に応じた色調或いは明度で歯面が画像表示され、歯面が接触した箇所ではその接触圧力が大きいほど接触しない箇所とで大きなコントラストが得られ、歯当たり箇所の把握や歯当たりの強さ(面圧)の把握、即ち、歯当り評価を容易に行えるようになる。
【0020】
請求項4の本発明の歯車の歯当り評価方法によれば、コーティング剤が歯面において塗布後に移動しない定着性を有するので、歯当たり箇所や歯当たりの強さ(面圧)を正確に把握することができ、歯当たり評価工程における歯当り評価を正確に行えるようになる。
【発明を実施するための最良の形態】
【0021】
以下、図面により、本発明の実施の形態について説明する。
図1,図2は本発明の第1実施形態としての歯車の歯当り評価方法を説明するもので、図1はその歯当り評価方法を示すフローチャート、図2はその歯当り評価方法に用いる装置構成を示す模式図である。
(装置構成)
まず、本実施形態の歯車の歯当り評価装置について説明する。
【0022】
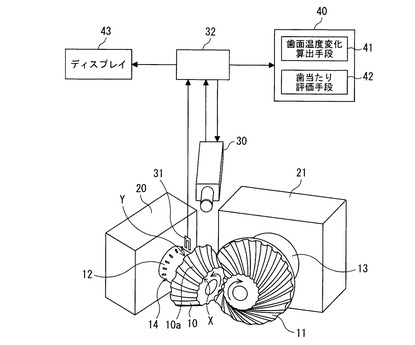
図2に示すように、本実施形態の歯車の歯当り評価装置は、駆動モータ(歯車回転手段)20と、トルク付与モータ21と、サーモグラフィカメラ(歯面温度測定手段)30と、フォトセンサ31と、カメラコントロールユニット32と、演算ユニット40と、ディスプレイ43とをそなえて構成されている。
ここで、歯当り評価対象となる一対の歯車10,11のうち、歯車10は、その軸12が駆動モータ20に接続されており、歯車10は駆動モータ20により回転駆動される駆動歯車として構成されている。一方、歯車11は歯車10の回転に従動して回転する従動歯車として構成されている。また、歯車11は、その軸13がトルク付与モータ21に接続されており、このトルク付与モータ21が歯車11の回転数を歯車11が歯車10に従動して回転するよりも遅い回転数、すなわち、歯車10の回転数よりも遅い回転数で回転するように制御されることにより、一対の歯車10,11に回転トルク(動力伝達負荷に相当するトルク)が付与されるようになっている。
【0023】
また、歯車10の軸12の周面上のフォトセンサ31の検出領域には、所定の間隔(所定中心角毎)に突起14が突設されており、これらの複数の突起14とフォトセンサ31とから、歯車10の回転角を検出するロータリエンコーダが構成される。
フォトセンサ31は光を発信する光発信部とこの光発信部から発信された光を受信する光受信部とをそなえ、これらの光発信部と光受信部との間を突起14が通過したことを検出することにより、歯車10の回転角を検出する。これにより、歯車10中の特定の歯(ここでは歯10a)の回転位置を検出することができる。もちろん、この場合の回転位置を検出すべき特定の歯は、任意に選択できるようになっている。
【0024】
サーモグラフィカメラ30は、赤外線サーモグラフィ法を用いて物体の温度を非接触で測定し、グラフ表示する装置(赤外線サーモグラフィ)を構成するカメラであり、ここでは、歯車11との噛み合い部通過直後の歯車10の歯面の温度の分布を測定すべく、歯車10,11の噛み合い部の下流側に設置されている。ただし、本方法では、物体の実際の温度変化ではなく、赤外線サーモグラフィの特性を利用した、見かけ上の温度変化を利用して、歯車10,11の噛み合い部の歯当たりを評価するようにしている。これについては、詳細を後述する。
【0025】
本実施形態では、歯車10中の特定の歯10aの歯面見かけ上の温度の分布を測定すべく、フォトセンサ31がサーモグラフィカメラ30の起動を制御するカメラコントロールユニット32に接続され、フォトセンサ31による監視情報(即ち、上記特定の歯10aの回転位置情報)に基づいて、カメラコントロールユニット32が、サーモグラフィカメラ30を制御するようになっている。
【0026】
また、カメラコントロールユニット32は、サーモグラフィカメラ30の検出情報をディスプレイ表示するために処理を行いディスプレイ43に出力するとともに、サーモグラフィカメラ30で測定された歯車10の歯10aの歯面温度の分布データを後述する演算ユニット40へ送信するようになっている。
演算ユニット40は、カメラコントロールユニット32から受信した歯車10の歯10aの歯面温度の分布データに基づいて、噛み合い領域及び面圧を評価して歯車10,11の歯当りを評価するものであり、歯面温度差算出手段41と、歯当り評価手段42とをそなえて構成されている。
【0027】
歯面温度差算出手段41は、後述する本実施形態の歯車の歯当り評価方法における歯面温度変化検出工程S40で測定された歯車10の歯10aの歯面の見かけの温度変化を歯面の各部に対して算出するものであり、具体的には、一対の歯車10,11を回転させた後にカメラコントロールユニット32から受信した歯10aの歯面の見かけの温度状態を算出するものである。
【0028】
また、歯当り評価手段42は、歯面温度差算出手段41で算出された歯車10の歯10aの歯面の見かけの温度に基づいて、歯車10の歯10aにおける、かかる見かけの温度が相対的に高い領域を噛み合い領域と評価するとともに、かかる見かけの温度が相対的に高いほど面圧が高いと評価することにより、歯車10,11の歯当り評価を行なうものである。
【0029】
ディスプレイ43は、カメラコントロールユニット32で検出された歯車10の歯10aの歯面温度の分布状態をその見かけの温度状況に応じて表示(サーモグラフ標示)するものであり、歯当たりを目視で確認して評価することができるようになっている。
【0030】
(赤外線サーモグラフィによる見かけの温度状態)
赤外線サーモグラフィとは、対象物から出ている赤外線放射エネルギを対象物から離れたところから非接触で検出し、見かけの温度に変換して、温度分布を画像表示する装置又は方法であり、測定対象の表面から放射されている赤外線を検出し、検出した赤外線の強さに応じた色調(或いは明度)に可視化情報として画像表示するものである。ここで、物体から出る赤外線放射エネルギは、その温度と相関関係があることから、物体の表面から放出される赤外線放射エネルギを測定し、その測定エネルギ量に対応した色調(或いは明度)を表示することで、物体の表面各部の温度を視覚的に認識することができる。
【0031】
しかし、同質の物体から放出される赤外線放射エネルギはその温度と相関関係があるが、測定対象の材料が異なると、温度が等しくても赤外線放射エネルギは異なる場合がある。これは、物体からの赤外線エネルギの放射特性は、個々の物質に応じて異なっており、同一温度でも赤外線放射エネルギの大きいものや小さいものがあり、これらのものは、同一温度でも赤外線サーモグラフィにより測定される見かけ上の温度には相違が生じる。
【0032】
そこで、本願発明では、赤外線放射エネルギが大きく、且つ、歯面を噛み合わせた際に歯面上を移動しないという特性を持ったコーティング剤を、予め、歯当たりを評価したい歯面に塗布しておき、歯面を噛み合わせることによってこのコーティング剤が剥がれたことにより赤外線放射エネルギが低下する点に着目して、歯当たりを評価するようにしている。
【0033】
(コーティング剤の選定)
上述の知見により歯当たりを評価する場合、赤外線放射エネルギが大きく且つ歯面を噛み合わせた際に歯面上を移動しないという特性を持ったコーティング剤を具体的に選定することが重要になる。
【0034】
物質の赤外線放射エネルギは、例えば、赤外線を吸収する度合いを示す吸光度又は吸収率と称されるパラメータ、或いは、赤外線を放射する度合いを示す放射率と称されるパラメータで評価することができる。なお、赤外線をよく吸収する物体は赤外線をよく放射するもので、吸光度又は吸収率と、放射率とは等しい特性を示すものといえる。以下、ここでは、物質の赤外線放射エネルギの特性を示すパラメータとして吸光度を用いる。
【0035】
ところで、このような吸光度は、赤外線の波長に依存するもので、赤外線サーモグラフィの赤外線の波長域に対して吸光度が高いことが必要である。現状で使用される赤外線サーモグラフィは、波長が略3〜5μmの帯域の中間赤外線を用いる中間赤外線サーモグラフィと、波長が略8〜14μmの帯域の遠赤外線を用いる遠赤外線サーモグラフィとが代表的なものであるので、中間赤外線サーモグラフィを用いるなら中間赤外線に対して、遠赤外線サーモグラフィを用いるなら遠赤外線に対して、吸光度が高いコーティング剤を選定することが必要である。
【0036】
なお、中間赤外線及び遠赤外線の波長帯域については、必ずしも上記の数値で厳密に規定されるものではなく、赤外線サーモグラフィとして実際に使用される波長帯域は多少のズレがあり、それらのもの含めて、中間赤外線及び遠赤外線と定義するものとする。
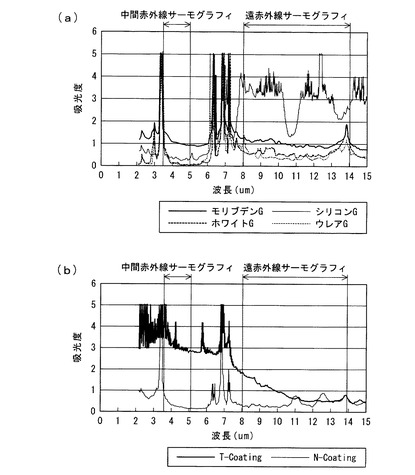
そこで、種々のコーティング剤に対して、赤外線の波長に対する吸光度特性を調べたところ、図3(a),(b)に示すような特性が得られた。なお、これに関する吸光度特性の試験の詳細については、試験例として後述する。
【0037】
図3(a)に示すものは、コーティング剤の候補として、モリブデングリース(モリブデンG),シリコングリース(シリコンG),ホワイトグリース(ホワイトG)及びウレアグリース(ウレアG)を選定し、これらのグリースについて、FT−IR(フーリエ変換赤外分光装置)を用いて吸光度特性を調べた結果を示すものである。図3(a)に示すように、遠赤外線の波長帯域に着目すると、シリコングリースは、遠赤外線の略全波長帯域において、他のグリースよりも吸光度高いことがわかる。
【0038】
図3(b)に示すものは、コーティング剤の候補として、鉛入り光明丹(T−Coating)及び鉛なし光明丹(N−Coating)を選定し、これらの光明丹について、FT−IR(フーリエ変換赤外分光装置)を用いて吸光度特性を調べた結果を示すものである。図3(b)に示すように、中間赤外線の波長帯域に着目すると、鉛入り光明丹は、中間赤外線の略全波長帯域において、鉛なし光明丹よりも吸光度高いことがわかる。
【0039】
このような特性に基づいて、本方法では、遠赤外線サーモグラフィを用いる場合には、シリコングリースをコーティング剤として選定し、中間赤外線サーモグラフィを用いる場合には、鉛入り光明丹をコーティング剤として選定し、これらのそれぞれに応じて選定したコーティング剤を、歯当たりを評価したい歯面に塗布しておき、歯面を噛み合わせたのち、このコーティング剤が剥がれたことによる見かけの温度変化を理由して歯当たりを評価するようにしている。
【0040】
ここで、本実施形態の歯当り評価方法について、図1を参照しながら説明する。
図1に示すように、まず、コーティング剤選定工程S10において、使用する赤外線サーモグラフィの赤外線の波長域に対して吸光度が高いコーティング剤を選定する。ここでは、遠赤外線サーモグラフィカメラを用いる場合には、シリコングリースをコーティング剤に選定し、中間赤外線サーモグラフィカメラを用いる場合には、鉛入り光明丹をコーティング剤に選定する。
【0041】
コーティング剤を選定したら、次に、コーティング剤塗布工程S20において、選定したコーティング剤を、歯当たりを評価したい歯面10aに塗布する。
次いで、歯車噛み合い工程S30において、駆動モータ20を作動させて、一対の歯車10,11を回転駆動する。ここで、歯車噛み合い工程S30における歯車10,11の回転は、歯車10の歯数と歯車11の歯数とが同数で1回転毎に噛み合う歯が同一の場合には、所定回転数回転させる。また、歯車10の歯数と歯車11の歯数とが同数又は異なる場合で、歯車10が1周する毎に噛み合う歯車11の歯が異なる場合には、特定の歯10aが噛み合う歯車11の歯全てと噛み合うまで回転させる。また、このとき、トルク付与モータ21により、歯車10,11間に所定のトルクが一定付与される。
【0042】
そして、歯車噛み合い工程S30が完了したら、歯面温度変化検出工程S40において、歯10aの歯面温度の分布をサーモグラフィカメラ30で測定する。つまり、歯車10,11が噛み合いながら所定回転数回転されて、歯車10,11の歯面に荷重がかかることによって、その歯面(ここでは歯10aの歯面)に塗布されたコーティング剤が剥がされる。その結果、歯面に荷重が強くかかったところほど、歯10aの歯面上のコーティング剤の厚みが薄くなる。
【0043】
塗布されたコーティング剤は、サーモグラフィカメラ30で使用する赤外線の波長帯域において吸光度が高いので、コーティング剤に厚みがあるほど、サーモグラフィカメラ30で検出された見かけ上の温度は高くなる。したがって、歯面に荷重がかかって、歯10aの歯面上のコーティング剤の厚みが薄くなった箇所は、他の箇所よりも見かけ上の温度は低くなる。歯面に荷重が強くかかったところほど、歯10aの歯面上のコーティング剤の厚みが薄くなるため、この見かけ上の温度はより低くなる。
【0044】
したがって、歯当り評価工程S50においては、カメラコントロールユニット32を介して送られた見かけ上の温度状態のデータに基づく演算ユニット40による演算によって、或いは、サーモグラフィカメラ30により検出された見かけの温度状態を表示されたディスプレイ43を目視することによって、見かけ上の温度変化(温度低下)があった箇所ほど歯面に荷重が強くかかったところと判断しながら、歯面の接触領域の位置や広さ、或いは、その歯面に加わった荷重の強さ(面圧)に基づいて、歯当り評価する。
【0045】
塗布されたコーティング剤は、サーモグラフィカメラ30で使用する赤外線の波長帯域において吸光度が高いので、歯面に荷重がかかって、歯10aの歯面上のコーティング剤が剥がれると、この見かけ上の温度は低くなり、ディスプレイ43に表示される見掛けの温度分布は歯面に荷重がかかったところとかからなかったところとで、色調上或いは明度上の大きなコントラストとなって、ディスプレイ43を目視することによっても十分に精度よく歯当りを評価することができる。歯面にかかった荷重に応じて、その剥がれ具合が変化し、見かけ上の温度も変化するので、色調上或いは明度上のコントラストから歯面への荷重のかかり具合、即ち、面圧状態を判定することも容易になる。
【0046】
もちろん、演算ユニット40による演算によれば、歯面への荷重のかかり具合を数値的に標示することも可能になり、より客観的な歯当り評価を実現することができる。
また、選定されたコーティング剤は、歯面上を流動しにくいので、低粘性潤滑剤であるディファレンシャルオイルを使用した場合のように、コーティング剤(ディファレンシャルオイル)が歯面上を流動して歯面の接触状態がぼやけてしまうような不具合も招かない。
【0047】
[コーティング剤の選定のための実験]
ここで、赤外線カメラや赤外線サーモグラフィを用いて、赤外線領域における歯当たり評価に関する実験の結果を説明する。
【0048】
(使用した歯車)
ここでは、グリーソン式曲がり歯かさ歯車(材質:クロムモリブデン鋼、歯切り後高周波焼入れ)を用いた。また、歯数は20枚と40枚,モジュール4、圧力角20°、軸直角90°、歯幅27mm、ねじれ角35°のもの1組を使用し、歯数20枚のものを駆動歯車とした。
【0049】
(実験装置)
歯車駆動装置には国際計測器製のATM−460を使用した。両軸モータ搭載で、従動側の回転数を制御することで負荷をかける動力吸収式実験装置を用いた。
【0050】
(歯面撮影装置および歯面温度測定装置歯面)
撮影には、近赤外線カメラ(測定波長:0.7〜1μm、SONY製DSCW3)と中間赤外線カメラ(波長:3〜5μm、セキチクノトロン製Phoenix Mid)を使用した。歯面温度測定には中間赤外線サーモグラフィ(波長:約3.5〜5μm、日本アビオニクス製WS−8500)と遠赤外線サーモグラフィ(波長:約8〜14μm、日本アビオニクス製TVS−700)を用いた。
【0051】
(光明丹及び潤滑油)
本研究では、鉛成分が含まれた光明丹(以下T−Coatingと称す)と含まれていない光明丹(以下N−Coatingと称す)の2種類を用いた。また潤滑剤には、ディファレンシャルオイルとシリコン,ウレア,ホワイト,モリブデンの4種類のグリース(高粘性潤滑剤)を用いた。
【0052】
(実験方法)
まず、図2に示す歯車と同材料の試験片を用いて、各波長帯における最適なコーティング剤の選択を行った。塗布前後における色調又は明度のコントラストの差に注目し決定を行った。その後、各撮影装置(各波長)について最適なコーティング剤を歯面に塗布し噛み合わせ、塗布直後と噛み合い後の歯面の撮影を行った。中間赤外線カメラを用いた場合のみ,回転数5rpmでトルク98Nm、その他の場合は手回しで負荷をかけずに実験を行った。また、近赤外線カメラを用いる際は、可視画像の撮影も行い、赤外線画像との比較を行った。
【0053】
(実験結果および考察)
・試験片による評価
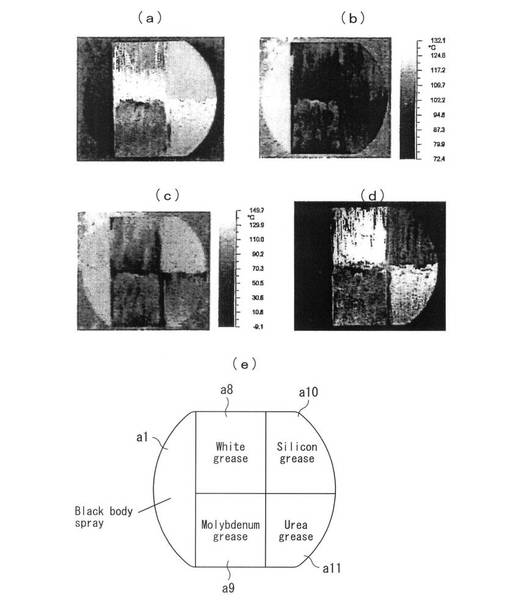
図4(e)に示すように、試験片に黒体スプレー(領域a1)と2種類の光明丹(領域a2〜a5)、ディファレンシャルオイル(領域a6,a7)を塗布した場合、図5(e)に示すように、試験片に黒体スプレー(領域a1)と4種類のグリース(領域a8〜a11)を塗布した場合の結果を、図4(a)〜(d)及び図5(a)〜(d)に、それぞれ示す。
【0054】
まず、図4の(b),(c)の黒体部分は、放射エネルギが大きいため白く写っていることが分かる。次に、T,N−Coating部分は(b)ではT−Coatingの方が白く写るが、(c)ではそれほど差がないことが分かる。実験時に試験片は熱平衡状態にあるため、この差はT,N−Coatingの各波長による吸光度の違い、つまり放射率の違いから生じたと考えられる。最後に(d)ではT,N−Coatingは可視領域では赤色に近く反射率が大きくなるために近赤外線カメラの性能上、白く写ったと考えられる。
【0055】
次に、図5については、図5の(b)〜(d)において、図5(c)のシリコングリース部分が見た目による変化が顕著に見られることが分かる。
以上より、塗布による見た目の変化に着目することで波長とコーティング剤の組み合わせを以下のように決定することができる。
・近赤外線カメラとT,N−Coating
・中間赤外線サーモグラフィとT−Coating
・遠赤外線サーモグラフィとシリコングリース
【0056】
(近、中間赤外線カメラによる実際の歯面に対する評価)
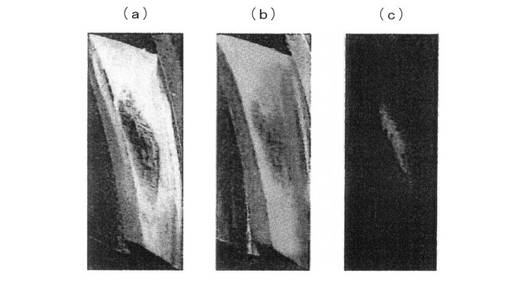
図6,図7に近,中間赤外線カメラにて歯面を撮影した結果を示す。図6には、近赤外線カメラによる可視画像と、可視画像についてかみ合い前後の画像から歯当たり部分を浮かびださせる処理を行った後の画像をあわせて示す。
【0057】
図6の(b),(c)では歯当たり部分は確認できるが、輪郭部がぼやけているため目視の評価ではばらつきが生じる。また(b)では横の歯によって影が出ている。(c)では歯面輪郭情報が失われていることもわかる。しかし(a)では、輪郭部がはっきりしており、コーティング剤の塗布によって歯面全体が浮かび上がり、歯面の特定も容易である。
【0058】
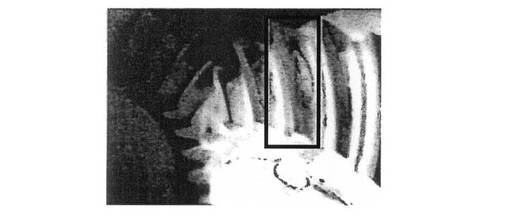
このことから、本方法は従来の可視画像による評価に比べS/N比が向上しているため、有効な評価手法であるといえる。次に図7においても、歯当たり部分のみに放射率の変化が生じ、歯当たり部分のみ写り方が変化することがわかる。また、歯当たり部分での白黒の色具合から当たりの強さをある程度把握することができる。このことより歯当たり評価が可能であることが分かる。
【0059】
以上より、赤外線カメラでの歯当たり評価は有効であることがわかる。
(中間、遠赤外線サーモグラフィによる実際の歯面に対する評価)
図8に中間赤外線サーモグラフィによる歯当たり後の温度変化を示す。温度変化はT−Coating塗布直後と5回転後の差を取ったものである。図8より歯当たり部分にのみ表面の放射率が変化することで見かけの温度変化が生じていることがわかる。遠赤外線サーモグラフィにおいても同様の結果が得られた。また、歯当たり部分の温度の差から当たりの強さをある程度把握することが可能である。
以上より、各赤外線サーモグラフィについて適切なコーティング剤を用いることで,回転直後どの温度変化から歯当たり評価が可能である。
【0060】
(実験結果に対する考察)
このような実験結果から、以下のことが言える。
(1)近赤外線カメラで歯当たり評価を行う際は、最適なコーティング剤を使用することで歯当たりの輪郭部分がはっきりし、従来手法より有効である。
(2)中間赤外線カメラにおいては、歯当たり後に歯当たり部分の放射率が変化することに着目することで歯当たり評価が可能である。
(3)中間、遠赤外線サーモグラフィでは、噛み合い後に歯当たり部分のみ放射率が変化することで温度変化が生じることより、当たりの強さの把握も可能であり、有効な歯当たり評価手法であると言える。
【0061】
[その他]
以上、本発明の歯車の歯当り評価方法について説明したが、本発明はかかる実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々変形して実施することができる。
例えば、上述した実施形態では、中間赤外線サーモグラフィには鉛入り光明丹、遠赤外線サーモグラフィにはシリコングリースをコーティング剤として使用しているが、コーティング剤はこれに限らず、赤外線サーモグラフィ装置で使用する波長域において基準値以上の吸光度を有するものを選定すればよい。
【0062】
もちろん、歯面に塗布するコーティング剤は塗布後に移動しない定着性を有するコーティング剤が好ましい。
【図面の簡単な説明】
【0063】
【図1】本発明の一実施形態としての歯車の歯当り評価方法を示すフローチャートである。
【図2】本発明の一実施形態としての歯車の歯当り評価装置の機能構成を示す模式図である。
【図3】本発明の一実施形態としての歯車の歯当り評価方法に使用するコーティング剤を説明する吸光度を示す図であり、(a)はグリースに関し、(b)は光明丹に関する。
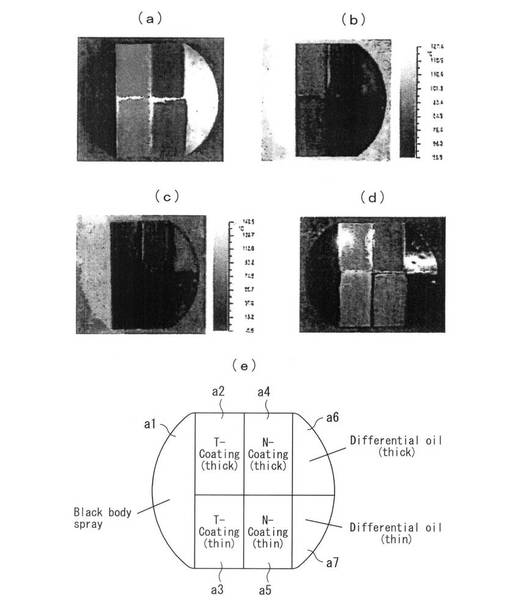
【図4】本発明の一実施形態としての歯車の歯当り評価方法に関するコーティング剤(光明丹)の実験結果を説明する図面代用写真及び図であり、(a)は試験片の可視画像の写真であり、(b)は中間赤外線画像の写真であり、(c)は試験片の遠赤外線画像の写真であり、(d)は試験片の近赤外線画像の写真であり、(e)は試験片のサンプルコーティングの配置を示す図である。
【図5】本発明の一実施形態としての歯車の歯当り評価方法に関するコーティング剤(グリース)の実験結果を説明する図面代用写真及び図であり、(a)は試験片の可視画像の写真であり、(b)は中間赤外線画像の写真であり、(c)は試験片の遠赤外線画像の写真であり、(d)は試験片の近赤外線画像の写真であり、(e)は試験片のサンプルコーティングの配置を示す図である。
【図6】本発明の一実施形態としての歯車の歯当り評価方法に関する近赤外線カメラによる歯面の図面代用写真を示し、(a)は歯面の温度状態を示す近赤外線写真であり、(b)は歯面の実写真であり、(c)は歯面の歯当たり部分を浮かび上がらせる処理した写真である。
【図7】本発明の一実施形態としての歯車の歯当り評価方法に関する中間赤外線カメラによる歯面の図面代用写真を示す。
【図8】本発明の一実施形態としての歯車の歯当り評価方法に関する歯車を示す図面代用写真及び図であり、(a)は歯車の歯面に鉛入り光明丹を塗布した直後(回転前)を示す写真であり、(b)はその回転後の歯車の歯面の温度上昇を示す図である。
【符号の説明】
【0064】
10,11 歯車
10a 歯面
12,13 軸
14 突起
20 駆動モータ(歯車回転手段)
21 トルク付与モータ
30 サーモグラフィカメラ(歯面温度測定手段)
31 フォトセンサ
32 カメラコントロールユニット
40 演算ユニット
41 歯面温度差算出手段
42 歯当り評価手段
43 ディスプレイ(表示器)
S10 コーティング剤選定工程
S20 コーティング剤塗布工程
S30 歯車噛み合い工程
S40 歯面温度変化検出工程
S50 歯当り評価工程
【技術分野】
【0001】
本発明は、歯車の歯当りを評価するための方法に関する。
【背景技術】
【0002】
従来から、歯車を製造する際に、ギアノイズが発生しないようにすることは不変的な課題である。特に、近年、自動車等の車室内の静粛性に対するユーザニーズの向上に伴い、自動車等の動力伝達系に用いられる歯車においては、比較的純音で耳につきやすいギアノイズの低減要求が厳しくなってきている。一般的にギアノイズを低減させるためには、熱処理後の歯面仕上げ追加等の工法見直し、あるいは、歯面精度管理を強化することが多い。
【0003】
歯面精度管理は、ヘリカルギアの場合、歯車測定機で行なわれることが大半であるが、特にベベルギア,ハイポイドギアにおいては、歯車測定機が高価で、且つ測定に時間を要するため、光明丹を用いた歯当たり評価方法を代用する場合が多い。この従来からの光明丹を用いた歯当り評価方法は、光明丹を歯面に塗布し、噛み合わせにより光明丹が剥がれた箇所を熟練者が目視で確認したり、あるいは、カメラで撮影したりして、噛み合わせにより光明丹が剥がれた箇所とギアノイズ特性が良好なギア対の歯当たりとを比較評価することにより行なわれていた(例えば、特許文献1)。
【0004】
しかし、上記の光明丹を用いた歯当り評価方法では、本来は歯が当たらない部分においても、光明丹の厚さによって歯が当たってしまうことにより、その部分の光明丹が剥がれてしまい、正確な歯当り評価を行なうことができないといった課題や、面圧の強弱を判定することができないといった課題があり、十分な精度で歯当りを評価することが困難であった。
【0005】
そこで、互いに噛み合う一対の歯車の少なくとも一方の歯車の歯面に潤滑油を塗布した上で、この一対の歯車を回転させ、この回転により生じる上記一方の歯車の歯面の温度上昇の分布を、赤外線サーモグラフィを用いて検出し、歯面温度上昇が相対的に高い領域を噛み合い領域と評価するとともに、この歯面温度上昇が相対的に高いほど面圧が高いと評価する歯当り評価方法が提案された(特許文献2)。
【0006】
この技術は、一対の歯車が回転すると、一対の歯車の各歯面に荷重がかかるため、少なくとも一方の歯車の歯面に着目すれば、その歯面に塗布された潤滑油が剪断されることにより温度が上昇することを利用したもので、特に、一対の歯車の同時噛み合い枚数が変化することにより、歯面上に塗布された潤滑油の剪断抵抗に変動が生じることから、かかる歯面上に温度差(歯面温度上昇の分布)を引き起こすということを利用したものである。
【特許文献1】特開昭60−82905号公報
【特許文献2】特開2005−221347号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで、歯当たりを評価する場合、最も基本的には、歯面のどの部分が接触しているか接触しどの部分が接触しないのかを把握することであり、さらには、接触している箇所においてその接触の強さ、即ち、面圧の程度を把握できれば、より詳細に歯当たりを評価することができる。赤外線サーモグラフィを用いて歯当たりを評価する場合、サーモグラフィとして現れる色調或いは明度のコントラストが強いほど、歯当たりを高精度に評価することができる。
【0008】
したがって、上記の特許文献2記載の技術によれば、高精度な歯当たり評価を期待することができる。
しかしながら、上述のように歯車の歯面に潤滑油を塗布し、歯車の回転によるこの潤滑油の温度上昇から歯当りを評価する手法は、歯車の歯面に塗布される潤滑油が歯面上を移動しないことが前提であるが、実際には、歯面に塗布された潤滑油は重力によって歯底側(歯の鉛直下方の表面)に移動してしまうため、正確に歯車の歯面の温度上昇の分布を把握することは困難である。
【0009】
本発明はこのような課題に鑑み創案されたものであり、互いに噛み合う一対の歯車の歯当り評価を、赤外線サーモグラフィを用いて正確に且つ容易に行なうことができるようにした、歯車の歯当り評価方法及を提供することを目的としている。
【課題を解決するための手段】
【0010】
このため、請求項1記載の本発明の歯車の歯当り評価方法は、中間赤外線サーモグラフィ装置を用いて、互いに噛み合う一対の歯車の表面温度を測定し、該一対の歯車の歯当たりを評価する方法であって、前記一対の歯車の少なくとも一方の歯車の歯面に鉛入り光明丹をコーティング剤として塗布するコーティング剤塗布工程と、その後、前記一対の歯車を回転させる歯車噛み合い工程と、前記歯車噛み合い工程を経ることによる、前記コーティング剤を塗布された歯車の見かけ上の歯面温度の変化を、前記中間赤外線サーモグラフィ装置を用いて検出する歯面温度変化検出工程と、前記歯面温度変化検出工程により検出された前記見かけ上の歯面温度の変化に基づいて、前記一対の歯車の歯当たりを評価する歯当たり評価工程と、をそなえたことを特徴としている。
【0011】
また、請求項2記載の本発明の歯車の歯当り評価方法は、遠赤外線サーモグラフィ装置を用いて、互いに噛み合う一対の歯車の表面温度を測定し、該一対の歯車の歯当たりを評価する方法であって、前記一対の歯車の少なくとも一方の歯車の歯面にシリコングリースをコーティング剤として塗布するコーティング剤塗布工程と、その後、前記一対の歯車を回転させる歯車噛み合い工程と、前記歯車噛み合い工程を経ることによる、前記コーティング剤を塗布された歯車の見かけ上の歯面温度の変化を、前記遠赤外線サーモグラフィ装置を用いて検出する歯面温度変化検出工程と、前記歯面温度変化検出工程により検出された前記見かけ上の歯面温度の変化に基づいて、前記一対の歯車の歯当たりを評価する歯当たり評価工程と、をそなえたことを特徴としている。
【0012】
さらに、請求項3記載の本発明の歯車の歯当り評価方法は、赤外線サーモグラフィ装置を用いて、互いに噛み合う一対の歯車の表面温度を測定し、該一対の歯車の歯当たりを評価する方法であって、前記赤外線サーモグラフィ装置で使用する波長域において基準値以上の吸光度を有するコーティング剤を選定するコーティング剤選定工程と、前記一対の歯車の少なくとも一方の歯車の歯面に、前記コーティング剤選定工程により選定されたコーティング剤を塗布するコーティング剤塗布工程と、その後、前記一対の歯車を回転させる歯車噛み合い工程と、前記歯車噛み合い工程を経ることによる、前記コーティング剤を塗布された歯車の見かけ上の歯面温度の変化を、前記赤外線サーモグラフィ装置を用いて検出する歯面温度変化検出工程と、前記歯面温度変化検出工程により検出された前記見かけ上の歯面温度の変化に基づいて、前記一対の歯車の歯当たりを評価する歯当たり評価工程と、をそなえたことを特徴としている。
【0013】
前記コーティング剤選定工程では、前記赤外線サーモグラフィ装置で使用する波長域において基準値以上の吸光度を有するとともに、前記コーティング剤塗布工程において塗布する歯面において塗布後に移動しない定着性を有するコーティング剤を選定することが好ましい(請求項4)。
【発明の効果】
【0014】
請求項1の本発明の歯車の歯当り評価方法によれば、歯車噛み合い工程において、一対の歯車を回転させると、コーティング剤塗布工程において歯車の歯面にコーティング剤として塗布された鉛入り光明丹は、歯面上を移動することなく、対向する歯面と接触した部分だけ、その接触圧に応じて剥がれることになる。この鉛入り光明丹は、中間赤外線に対する吸光度が高く、一方、歯面自体の中間赤外線に対する吸光度はこれに比べて低いので、歯面のうち、鉛入り光明丹が剥がれた部分は、剥がれた量に応じて吸光度が低くなる。
【0015】
したがって、歯面温度変化検出工程において、中間赤外線サーモグラフィ装置により歯面温度の変化を測定すると、歯車の噛み合い箇所では、噛み合い圧力(面圧)に応じて見かけの歯面温度が変化(上昇)することになる。この結果、赤外線サーモグラフィにより見かけ上の温度に応じた色調或いは明度で歯面が画像表示され、歯面が接触した箇所ではその接触圧力が大きいほど接触しない箇所とで大きなコントラストが得られ、歯当たり箇所の把握や歯当たりの強さ(面圧)の把握、即ち、歯当り評価を容易に行えるようになる。
【0016】
請求項2の本発明の歯車の歯当り評価方法によれば、歯車噛み合い工程において、一対の歯車を回転させると、コーティング剤塗布工程において歯車の歯面にコーティング剤として塗布されたシリコングリースは、歯面上を移動することなく、対向する歯面と接触した部分だけ、その接触圧に応じて剥がれることになる。このシリコングリースは、遠赤外線に対する吸光度が高く、一方、歯面自体の遠赤外線に対する吸光度はこれに比べて低いので、歯面のうち、シリコングリースが剥がれた部分は、剥がれた量に応じて吸光度が低くなる。
【0017】
したがって、歯面温度変化検出工程において、遠赤外線サーモグラフィ装置により歯面温度の変化を測定すると、歯車の噛み合い箇所では、噛み合い圧力(面圧)に応じて見かけの歯面温度が変化(上昇)することになる。この結果、赤外線サーモグラフィにより見かけ上の温度に応じた色調或いは明度で歯面が画像表示され、歯面が接触した箇所ではその接触圧力が大きいほど接触しない箇所とで大きなコントラストが得られ、歯当たり箇所の把握や歯当たりの強さ(面圧)の把握、即ち、歯当り評価を容易に行えるようになる。
【0018】
請求項3の本発明の歯車の歯当り評価方法によれば、まず、コーティング剤選定工程において、赤外線サーモグラフィ装置で使用する波長域において基準値以上の吸光度を有するコーティング剤を選定し、この選定したコーティング剤を、一対の歯車の少なくとも一方の歯車の歯面に塗布するので、歯車噛み合い工程において、一対の歯車を回転させると、歯車の歯面に塗布されたコーティングは、対向する歯面と接触した部分だけ、その接触圧に応じて剥がれることになる。このシリコングリースは、遠赤外線に対する吸光度が高く、一方、歯面自体の遠赤外線に対する吸光度はこれに比べて低いので、歯面のうち、シリコングリースが剥がれた部分は、剥がれた量に応じて吸光度が低くなる。
【0019】
したがって、歯面温度変化検出工程において、赤外線サーモグラフィ装置により歯面温度の変化を測定すると、歯車の噛み合い箇所では、噛み合い圧力(面圧)に応じて見かけの歯面温度が変化(上昇)することになる。この結果、赤外線サーモグラフィにより見かけ上の温度に応じた色調或いは明度で歯面が画像表示され、歯面が接触した箇所ではその接触圧力が大きいほど接触しない箇所とで大きなコントラストが得られ、歯当たり箇所の把握や歯当たりの強さ(面圧)の把握、即ち、歯当り評価を容易に行えるようになる。
【0020】
請求項4の本発明の歯車の歯当り評価方法によれば、コーティング剤が歯面において塗布後に移動しない定着性を有するので、歯当たり箇所や歯当たりの強さ(面圧)を正確に把握することができ、歯当たり評価工程における歯当り評価を正確に行えるようになる。
【発明を実施するための最良の形態】
【0021】
以下、図面により、本発明の実施の形態について説明する。
図1,図2は本発明の第1実施形態としての歯車の歯当り評価方法を説明するもので、図1はその歯当り評価方法を示すフローチャート、図2はその歯当り評価方法に用いる装置構成を示す模式図である。
(装置構成)
まず、本実施形態の歯車の歯当り評価装置について説明する。
【0022】
図2に示すように、本実施形態の歯車の歯当り評価装置は、駆動モータ(歯車回転手段)20と、トルク付与モータ21と、サーモグラフィカメラ(歯面温度測定手段)30と、フォトセンサ31と、カメラコントロールユニット32と、演算ユニット40と、ディスプレイ43とをそなえて構成されている。
ここで、歯当り評価対象となる一対の歯車10,11のうち、歯車10は、その軸12が駆動モータ20に接続されており、歯車10は駆動モータ20により回転駆動される駆動歯車として構成されている。一方、歯車11は歯車10の回転に従動して回転する従動歯車として構成されている。また、歯車11は、その軸13がトルク付与モータ21に接続されており、このトルク付与モータ21が歯車11の回転数を歯車11が歯車10に従動して回転するよりも遅い回転数、すなわち、歯車10の回転数よりも遅い回転数で回転するように制御されることにより、一対の歯車10,11に回転トルク(動力伝達負荷に相当するトルク)が付与されるようになっている。
【0023】
また、歯車10の軸12の周面上のフォトセンサ31の検出領域には、所定の間隔(所定中心角毎)に突起14が突設されており、これらの複数の突起14とフォトセンサ31とから、歯車10の回転角を検出するロータリエンコーダが構成される。
フォトセンサ31は光を発信する光発信部とこの光発信部から発信された光を受信する光受信部とをそなえ、これらの光発信部と光受信部との間を突起14が通過したことを検出することにより、歯車10の回転角を検出する。これにより、歯車10中の特定の歯(ここでは歯10a)の回転位置を検出することができる。もちろん、この場合の回転位置を検出すべき特定の歯は、任意に選択できるようになっている。
【0024】
サーモグラフィカメラ30は、赤外線サーモグラフィ法を用いて物体の温度を非接触で測定し、グラフ表示する装置(赤外線サーモグラフィ)を構成するカメラであり、ここでは、歯車11との噛み合い部通過直後の歯車10の歯面の温度の分布を測定すべく、歯車10,11の噛み合い部の下流側に設置されている。ただし、本方法では、物体の実際の温度変化ではなく、赤外線サーモグラフィの特性を利用した、見かけ上の温度変化を利用して、歯車10,11の噛み合い部の歯当たりを評価するようにしている。これについては、詳細を後述する。
【0025】
本実施形態では、歯車10中の特定の歯10aの歯面見かけ上の温度の分布を測定すべく、フォトセンサ31がサーモグラフィカメラ30の起動を制御するカメラコントロールユニット32に接続され、フォトセンサ31による監視情報(即ち、上記特定の歯10aの回転位置情報)に基づいて、カメラコントロールユニット32が、サーモグラフィカメラ30を制御するようになっている。
【0026】
また、カメラコントロールユニット32は、サーモグラフィカメラ30の検出情報をディスプレイ表示するために処理を行いディスプレイ43に出力するとともに、サーモグラフィカメラ30で測定された歯車10の歯10aの歯面温度の分布データを後述する演算ユニット40へ送信するようになっている。
演算ユニット40は、カメラコントロールユニット32から受信した歯車10の歯10aの歯面温度の分布データに基づいて、噛み合い領域及び面圧を評価して歯車10,11の歯当りを評価するものであり、歯面温度差算出手段41と、歯当り評価手段42とをそなえて構成されている。
【0027】
歯面温度差算出手段41は、後述する本実施形態の歯車の歯当り評価方法における歯面温度変化検出工程S40で測定された歯車10の歯10aの歯面の見かけの温度変化を歯面の各部に対して算出するものであり、具体的には、一対の歯車10,11を回転させた後にカメラコントロールユニット32から受信した歯10aの歯面の見かけの温度状態を算出するものである。
【0028】
また、歯当り評価手段42は、歯面温度差算出手段41で算出された歯車10の歯10aの歯面の見かけの温度に基づいて、歯車10の歯10aにおける、かかる見かけの温度が相対的に高い領域を噛み合い領域と評価するとともに、かかる見かけの温度が相対的に高いほど面圧が高いと評価することにより、歯車10,11の歯当り評価を行なうものである。
【0029】
ディスプレイ43は、カメラコントロールユニット32で検出された歯車10の歯10aの歯面温度の分布状態をその見かけの温度状況に応じて表示(サーモグラフ標示)するものであり、歯当たりを目視で確認して評価することができるようになっている。
【0030】
(赤外線サーモグラフィによる見かけの温度状態)
赤外線サーモグラフィとは、対象物から出ている赤外線放射エネルギを対象物から離れたところから非接触で検出し、見かけの温度に変換して、温度分布を画像表示する装置又は方法であり、測定対象の表面から放射されている赤外線を検出し、検出した赤外線の強さに応じた色調(或いは明度)に可視化情報として画像表示するものである。ここで、物体から出る赤外線放射エネルギは、その温度と相関関係があることから、物体の表面から放出される赤外線放射エネルギを測定し、その測定エネルギ量に対応した色調(或いは明度)を表示することで、物体の表面各部の温度を視覚的に認識することができる。
【0031】
しかし、同質の物体から放出される赤外線放射エネルギはその温度と相関関係があるが、測定対象の材料が異なると、温度が等しくても赤外線放射エネルギは異なる場合がある。これは、物体からの赤外線エネルギの放射特性は、個々の物質に応じて異なっており、同一温度でも赤外線放射エネルギの大きいものや小さいものがあり、これらのものは、同一温度でも赤外線サーモグラフィにより測定される見かけ上の温度には相違が生じる。
【0032】
そこで、本願発明では、赤外線放射エネルギが大きく、且つ、歯面を噛み合わせた際に歯面上を移動しないという特性を持ったコーティング剤を、予め、歯当たりを評価したい歯面に塗布しておき、歯面を噛み合わせることによってこのコーティング剤が剥がれたことにより赤外線放射エネルギが低下する点に着目して、歯当たりを評価するようにしている。
【0033】
(コーティング剤の選定)
上述の知見により歯当たりを評価する場合、赤外線放射エネルギが大きく且つ歯面を噛み合わせた際に歯面上を移動しないという特性を持ったコーティング剤を具体的に選定することが重要になる。
【0034】
物質の赤外線放射エネルギは、例えば、赤外線を吸収する度合いを示す吸光度又は吸収率と称されるパラメータ、或いは、赤外線を放射する度合いを示す放射率と称されるパラメータで評価することができる。なお、赤外線をよく吸収する物体は赤外線をよく放射するもので、吸光度又は吸収率と、放射率とは等しい特性を示すものといえる。以下、ここでは、物質の赤外線放射エネルギの特性を示すパラメータとして吸光度を用いる。
【0035】
ところで、このような吸光度は、赤外線の波長に依存するもので、赤外線サーモグラフィの赤外線の波長域に対して吸光度が高いことが必要である。現状で使用される赤外線サーモグラフィは、波長が略3〜5μmの帯域の中間赤外線を用いる中間赤外線サーモグラフィと、波長が略8〜14μmの帯域の遠赤外線を用いる遠赤外線サーモグラフィとが代表的なものであるので、中間赤外線サーモグラフィを用いるなら中間赤外線に対して、遠赤外線サーモグラフィを用いるなら遠赤外線に対して、吸光度が高いコーティング剤を選定することが必要である。
【0036】
なお、中間赤外線及び遠赤外線の波長帯域については、必ずしも上記の数値で厳密に規定されるものではなく、赤外線サーモグラフィとして実際に使用される波長帯域は多少のズレがあり、それらのもの含めて、中間赤外線及び遠赤外線と定義するものとする。
そこで、種々のコーティング剤に対して、赤外線の波長に対する吸光度特性を調べたところ、図3(a),(b)に示すような特性が得られた。なお、これに関する吸光度特性の試験の詳細については、試験例として後述する。
【0037】
図3(a)に示すものは、コーティング剤の候補として、モリブデングリース(モリブデンG),シリコングリース(シリコンG),ホワイトグリース(ホワイトG)及びウレアグリース(ウレアG)を選定し、これらのグリースについて、FT−IR(フーリエ変換赤外分光装置)を用いて吸光度特性を調べた結果を示すものである。図3(a)に示すように、遠赤外線の波長帯域に着目すると、シリコングリースは、遠赤外線の略全波長帯域において、他のグリースよりも吸光度高いことがわかる。
【0038】
図3(b)に示すものは、コーティング剤の候補として、鉛入り光明丹(T−Coating)及び鉛なし光明丹(N−Coating)を選定し、これらの光明丹について、FT−IR(フーリエ変換赤外分光装置)を用いて吸光度特性を調べた結果を示すものである。図3(b)に示すように、中間赤外線の波長帯域に着目すると、鉛入り光明丹は、中間赤外線の略全波長帯域において、鉛なし光明丹よりも吸光度高いことがわかる。
【0039】
このような特性に基づいて、本方法では、遠赤外線サーモグラフィを用いる場合には、シリコングリースをコーティング剤として選定し、中間赤外線サーモグラフィを用いる場合には、鉛入り光明丹をコーティング剤として選定し、これらのそれぞれに応じて選定したコーティング剤を、歯当たりを評価したい歯面に塗布しておき、歯面を噛み合わせたのち、このコーティング剤が剥がれたことによる見かけの温度変化を理由して歯当たりを評価するようにしている。
【0040】
ここで、本実施形態の歯当り評価方法について、図1を参照しながら説明する。
図1に示すように、まず、コーティング剤選定工程S10において、使用する赤外線サーモグラフィの赤外線の波長域に対して吸光度が高いコーティング剤を選定する。ここでは、遠赤外線サーモグラフィカメラを用いる場合には、シリコングリースをコーティング剤に選定し、中間赤外線サーモグラフィカメラを用いる場合には、鉛入り光明丹をコーティング剤に選定する。
【0041】
コーティング剤を選定したら、次に、コーティング剤塗布工程S20において、選定したコーティング剤を、歯当たりを評価したい歯面10aに塗布する。
次いで、歯車噛み合い工程S30において、駆動モータ20を作動させて、一対の歯車10,11を回転駆動する。ここで、歯車噛み合い工程S30における歯車10,11の回転は、歯車10の歯数と歯車11の歯数とが同数で1回転毎に噛み合う歯が同一の場合には、所定回転数回転させる。また、歯車10の歯数と歯車11の歯数とが同数又は異なる場合で、歯車10が1周する毎に噛み合う歯車11の歯が異なる場合には、特定の歯10aが噛み合う歯車11の歯全てと噛み合うまで回転させる。また、このとき、トルク付与モータ21により、歯車10,11間に所定のトルクが一定付与される。
【0042】
そして、歯車噛み合い工程S30が完了したら、歯面温度変化検出工程S40において、歯10aの歯面温度の分布をサーモグラフィカメラ30で測定する。つまり、歯車10,11が噛み合いながら所定回転数回転されて、歯車10,11の歯面に荷重がかかることによって、その歯面(ここでは歯10aの歯面)に塗布されたコーティング剤が剥がされる。その結果、歯面に荷重が強くかかったところほど、歯10aの歯面上のコーティング剤の厚みが薄くなる。
【0043】
塗布されたコーティング剤は、サーモグラフィカメラ30で使用する赤外線の波長帯域において吸光度が高いので、コーティング剤に厚みがあるほど、サーモグラフィカメラ30で検出された見かけ上の温度は高くなる。したがって、歯面に荷重がかかって、歯10aの歯面上のコーティング剤の厚みが薄くなった箇所は、他の箇所よりも見かけ上の温度は低くなる。歯面に荷重が強くかかったところほど、歯10aの歯面上のコーティング剤の厚みが薄くなるため、この見かけ上の温度はより低くなる。
【0044】
したがって、歯当り評価工程S50においては、カメラコントロールユニット32を介して送られた見かけ上の温度状態のデータに基づく演算ユニット40による演算によって、或いは、サーモグラフィカメラ30により検出された見かけの温度状態を表示されたディスプレイ43を目視することによって、見かけ上の温度変化(温度低下)があった箇所ほど歯面に荷重が強くかかったところと判断しながら、歯面の接触領域の位置や広さ、或いは、その歯面に加わった荷重の強さ(面圧)に基づいて、歯当り評価する。
【0045】
塗布されたコーティング剤は、サーモグラフィカメラ30で使用する赤外線の波長帯域において吸光度が高いので、歯面に荷重がかかって、歯10aの歯面上のコーティング剤が剥がれると、この見かけ上の温度は低くなり、ディスプレイ43に表示される見掛けの温度分布は歯面に荷重がかかったところとかからなかったところとで、色調上或いは明度上の大きなコントラストとなって、ディスプレイ43を目視することによっても十分に精度よく歯当りを評価することができる。歯面にかかった荷重に応じて、その剥がれ具合が変化し、見かけ上の温度も変化するので、色調上或いは明度上のコントラストから歯面への荷重のかかり具合、即ち、面圧状態を判定することも容易になる。
【0046】
もちろん、演算ユニット40による演算によれば、歯面への荷重のかかり具合を数値的に標示することも可能になり、より客観的な歯当り評価を実現することができる。
また、選定されたコーティング剤は、歯面上を流動しにくいので、低粘性潤滑剤であるディファレンシャルオイルを使用した場合のように、コーティング剤(ディファレンシャルオイル)が歯面上を流動して歯面の接触状態がぼやけてしまうような不具合も招かない。
【0047】
[コーティング剤の選定のための実験]
ここで、赤外線カメラや赤外線サーモグラフィを用いて、赤外線領域における歯当たり評価に関する実験の結果を説明する。
【0048】
(使用した歯車)
ここでは、グリーソン式曲がり歯かさ歯車(材質:クロムモリブデン鋼、歯切り後高周波焼入れ)を用いた。また、歯数は20枚と40枚,モジュール4、圧力角20°、軸直角90°、歯幅27mm、ねじれ角35°のもの1組を使用し、歯数20枚のものを駆動歯車とした。
【0049】
(実験装置)
歯車駆動装置には国際計測器製のATM−460を使用した。両軸モータ搭載で、従動側の回転数を制御することで負荷をかける動力吸収式実験装置を用いた。
【0050】
(歯面撮影装置および歯面温度測定装置歯面)
撮影には、近赤外線カメラ(測定波長:0.7〜1μm、SONY製DSCW3)と中間赤外線カメラ(波長:3〜5μm、セキチクノトロン製Phoenix Mid)を使用した。歯面温度測定には中間赤外線サーモグラフィ(波長:約3.5〜5μm、日本アビオニクス製WS−8500)と遠赤外線サーモグラフィ(波長:約8〜14μm、日本アビオニクス製TVS−700)を用いた。
【0051】
(光明丹及び潤滑油)
本研究では、鉛成分が含まれた光明丹(以下T−Coatingと称す)と含まれていない光明丹(以下N−Coatingと称す)の2種類を用いた。また潤滑剤には、ディファレンシャルオイルとシリコン,ウレア,ホワイト,モリブデンの4種類のグリース(高粘性潤滑剤)を用いた。
【0052】
(実験方法)
まず、図2に示す歯車と同材料の試験片を用いて、各波長帯における最適なコーティング剤の選択を行った。塗布前後における色調又は明度のコントラストの差に注目し決定を行った。その後、各撮影装置(各波長)について最適なコーティング剤を歯面に塗布し噛み合わせ、塗布直後と噛み合い後の歯面の撮影を行った。中間赤外線カメラを用いた場合のみ,回転数5rpmでトルク98Nm、その他の場合は手回しで負荷をかけずに実験を行った。また、近赤外線カメラを用いる際は、可視画像の撮影も行い、赤外線画像との比較を行った。
【0053】
(実験結果および考察)
・試験片による評価
図4(e)に示すように、試験片に黒体スプレー(領域a1)と2種類の光明丹(領域a2〜a5)、ディファレンシャルオイル(領域a6,a7)を塗布した場合、図5(e)に示すように、試験片に黒体スプレー(領域a1)と4種類のグリース(領域a8〜a11)を塗布した場合の結果を、図4(a)〜(d)及び図5(a)〜(d)に、それぞれ示す。
【0054】
まず、図4の(b),(c)の黒体部分は、放射エネルギが大きいため白く写っていることが分かる。次に、T,N−Coating部分は(b)ではT−Coatingの方が白く写るが、(c)ではそれほど差がないことが分かる。実験時に試験片は熱平衡状態にあるため、この差はT,N−Coatingの各波長による吸光度の違い、つまり放射率の違いから生じたと考えられる。最後に(d)ではT,N−Coatingは可視領域では赤色に近く反射率が大きくなるために近赤外線カメラの性能上、白く写ったと考えられる。
【0055】
次に、図5については、図5の(b)〜(d)において、図5(c)のシリコングリース部分が見た目による変化が顕著に見られることが分かる。
以上より、塗布による見た目の変化に着目することで波長とコーティング剤の組み合わせを以下のように決定することができる。
・近赤外線カメラとT,N−Coating
・中間赤外線サーモグラフィとT−Coating
・遠赤外線サーモグラフィとシリコングリース
【0056】
(近、中間赤外線カメラによる実際の歯面に対する評価)
図6,図7に近,中間赤外線カメラにて歯面を撮影した結果を示す。図6には、近赤外線カメラによる可視画像と、可視画像についてかみ合い前後の画像から歯当たり部分を浮かびださせる処理を行った後の画像をあわせて示す。
【0057】
図6の(b),(c)では歯当たり部分は確認できるが、輪郭部がぼやけているため目視の評価ではばらつきが生じる。また(b)では横の歯によって影が出ている。(c)では歯面輪郭情報が失われていることもわかる。しかし(a)では、輪郭部がはっきりしており、コーティング剤の塗布によって歯面全体が浮かび上がり、歯面の特定も容易である。
【0058】
このことから、本方法は従来の可視画像による評価に比べS/N比が向上しているため、有効な評価手法であるといえる。次に図7においても、歯当たり部分のみに放射率の変化が生じ、歯当たり部分のみ写り方が変化することがわかる。また、歯当たり部分での白黒の色具合から当たりの強さをある程度把握することができる。このことより歯当たり評価が可能であることが分かる。
【0059】
以上より、赤外線カメラでの歯当たり評価は有効であることがわかる。
(中間、遠赤外線サーモグラフィによる実際の歯面に対する評価)
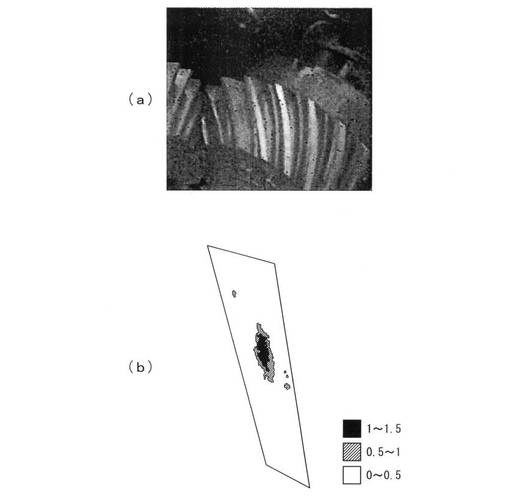
図8に中間赤外線サーモグラフィによる歯当たり後の温度変化を示す。温度変化はT−Coating塗布直後と5回転後の差を取ったものである。図8より歯当たり部分にのみ表面の放射率が変化することで見かけの温度変化が生じていることがわかる。遠赤外線サーモグラフィにおいても同様の結果が得られた。また、歯当たり部分の温度の差から当たりの強さをある程度把握することが可能である。
以上より、各赤外線サーモグラフィについて適切なコーティング剤を用いることで,回転直後どの温度変化から歯当たり評価が可能である。
【0060】
(実験結果に対する考察)
このような実験結果から、以下のことが言える。
(1)近赤外線カメラで歯当たり評価を行う際は、最適なコーティング剤を使用することで歯当たりの輪郭部分がはっきりし、従来手法より有効である。
(2)中間赤外線カメラにおいては、歯当たり後に歯当たり部分の放射率が変化することに着目することで歯当たり評価が可能である。
(3)中間、遠赤外線サーモグラフィでは、噛み合い後に歯当たり部分のみ放射率が変化することで温度変化が生じることより、当たりの強さの把握も可能であり、有効な歯当たり評価手法であると言える。
【0061】
[その他]
以上、本発明の歯車の歯当り評価方法について説明したが、本発明はかかる実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々変形して実施することができる。
例えば、上述した実施形態では、中間赤外線サーモグラフィには鉛入り光明丹、遠赤外線サーモグラフィにはシリコングリースをコーティング剤として使用しているが、コーティング剤はこれに限らず、赤外線サーモグラフィ装置で使用する波長域において基準値以上の吸光度を有するものを選定すればよい。
【0062】
もちろん、歯面に塗布するコーティング剤は塗布後に移動しない定着性を有するコーティング剤が好ましい。
【図面の簡単な説明】
【0063】
【図1】本発明の一実施形態としての歯車の歯当り評価方法を示すフローチャートである。
【図2】本発明の一実施形態としての歯車の歯当り評価装置の機能構成を示す模式図である。
【図3】本発明の一実施形態としての歯車の歯当り評価方法に使用するコーティング剤を説明する吸光度を示す図であり、(a)はグリースに関し、(b)は光明丹に関する。
【図4】本発明の一実施形態としての歯車の歯当り評価方法に関するコーティング剤(光明丹)の実験結果を説明する図面代用写真及び図であり、(a)は試験片の可視画像の写真であり、(b)は中間赤外線画像の写真であり、(c)は試験片の遠赤外線画像の写真であり、(d)は試験片の近赤外線画像の写真であり、(e)は試験片のサンプルコーティングの配置を示す図である。
【図5】本発明の一実施形態としての歯車の歯当り評価方法に関するコーティング剤(グリース)の実験結果を説明する図面代用写真及び図であり、(a)は試験片の可視画像の写真であり、(b)は中間赤外線画像の写真であり、(c)は試験片の遠赤外線画像の写真であり、(d)は試験片の近赤外線画像の写真であり、(e)は試験片のサンプルコーティングの配置を示す図である。
【図6】本発明の一実施形態としての歯車の歯当り評価方法に関する近赤外線カメラによる歯面の図面代用写真を示し、(a)は歯面の温度状態を示す近赤外線写真であり、(b)は歯面の実写真であり、(c)は歯面の歯当たり部分を浮かび上がらせる処理した写真である。
【図7】本発明の一実施形態としての歯車の歯当り評価方法に関する中間赤外線カメラによる歯面の図面代用写真を示す。
【図8】本発明の一実施形態としての歯車の歯当り評価方法に関する歯車を示す図面代用写真及び図であり、(a)は歯車の歯面に鉛入り光明丹を塗布した直後(回転前)を示す写真であり、(b)はその回転後の歯車の歯面の温度上昇を示す図である。
【符号の説明】
【0064】
10,11 歯車
10a 歯面
12,13 軸
14 突起
20 駆動モータ(歯車回転手段)
21 トルク付与モータ
30 サーモグラフィカメラ(歯面温度測定手段)
31 フォトセンサ
32 カメラコントロールユニット
40 演算ユニット
41 歯面温度差算出手段
42 歯当り評価手段
43 ディスプレイ(表示器)
S10 コーティング剤選定工程
S20 コーティング剤塗布工程
S30 歯車噛み合い工程
S40 歯面温度変化検出工程
S50 歯当り評価工程
【特許請求の範囲】
【請求項1】
中間赤外線サーモグラフィ装置を用いて、互いに噛み合う一対の歯車の表面温度を測定し、該一対の歯車の歯当たりを評価する方法であって、
前記一対の歯車の少なくとも一方の歯車の歯面に鉛入り光明丹をコーティング剤として塗布するコーティング剤塗布工程と、
その後、前記一対の歯車を回転させる歯車噛み合い工程と、
前記歯車噛み合い工程を経ることによる、前記コーティング剤を塗布された歯車の見かけ上の歯面温度の変化を、前記中間赤外線サーモグラフィ装置を用いて検出する歯面温度変化検出工程と、
前記歯面温度変化検出工程により検出された前記見かけ上の歯面温度の変化に基づいて、前記一対の歯車の歯当たりを評価する歯当たり評価工程と、をそなえた
ことを特徴とする、歯車の歯当り評価方法。
【請求項2】
遠赤外線サーモグラフィ装置を用いて、互いに噛み合う一対の歯車の表面温度を測定し、該一対の歯車の歯当たりを評価する方法であって、
前記一対の歯車の少なくとも一方の歯車の歯面にシリコングリースをコーティング剤として塗布するコーティング剤塗布工程と、
その後、前記一対の歯車を回転させる歯車噛み合い工程と、
前記歯車噛み合い工程を経ることによる、前記コーティング剤を塗布された歯車の見かけ上の歯面温度の変化を、前記遠赤外線サーモグラフィ装置を用いて検出する歯面温度変化検出工程と、
前記歯面温度変化検出工程により検出された前記見かけ上の歯面温度の変化に基づいて、前記一対の歯車の歯当たりを評価する歯当たり評価工程と、をそなえた
ことを特徴とする、歯車の歯当り評価方法。
【請求項3】
赤外線サーモグラフィ装置を用いて、互いに噛み合う一対の歯車の表面温度を測定し、該一対の歯車の歯当たりを評価する方法であって、
前記赤外線サーモグラフィ装置で使用する波長域において基準値以上の吸光度を有するコーティング剤を選定するコーティング剤選定工程と、
前記一対の歯車の少なくとも一方の歯車の歯面に、前記コーティング剤選定工程により選定されたコーティング剤を塗布するコーティング剤塗布工程と、
その後、前記一対の歯車を回転させる歯車噛み合い工程と、
前記歯車噛み合い工程を経ることによる、前記コーティング剤を塗布された歯車の見かけ上の歯面温度の変化を、前記赤外線サーモグラフィ装置を用いて検出する歯面温度変化検出工程と、
前記歯面温度変化検出工程により検出された前記見かけ上の歯面温度の変化に基づいて、前記一対の歯車の歯当たりを評価する歯当たり評価工程と、をそなえた
ことを特徴とする、歯車の歯当り評価方法。
【請求項4】
前記コーティング剤選定工程では、前記赤外線サーモグラフィ装置で使用する波長域において基準値以上の吸光度を有するとともに、前記コーティング剤塗布工程において塗布する歯面において塗布後に移動しない定着性を有するコーティング剤を選定する
ことを特徴とする、請求項3記載の歯車の歯当り評価方法。
【請求項1】
中間赤外線サーモグラフィ装置を用いて、互いに噛み合う一対の歯車の表面温度を測定し、該一対の歯車の歯当たりを評価する方法であって、
前記一対の歯車の少なくとも一方の歯車の歯面に鉛入り光明丹をコーティング剤として塗布するコーティング剤塗布工程と、
その後、前記一対の歯車を回転させる歯車噛み合い工程と、
前記歯車噛み合い工程を経ることによる、前記コーティング剤を塗布された歯車の見かけ上の歯面温度の変化を、前記中間赤外線サーモグラフィ装置を用いて検出する歯面温度変化検出工程と、
前記歯面温度変化検出工程により検出された前記見かけ上の歯面温度の変化に基づいて、前記一対の歯車の歯当たりを評価する歯当たり評価工程と、をそなえた
ことを特徴とする、歯車の歯当り評価方法。
【請求項2】
遠赤外線サーモグラフィ装置を用いて、互いに噛み合う一対の歯車の表面温度を測定し、該一対の歯車の歯当たりを評価する方法であって、
前記一対の歯車の少なくとも一方の歯車の歯面にシリコングリースをコーティング剤として塗布するコーティング剤塗布工程と、
その後、前記一対の歯車を回転させる歯車噛み合い工程と、
前記歯車噛み合い工程を経ることによる、前記コーティング剤を塗布された歯車の見かけ上の歯面温度の変化を、前記遠赤外線サーモグラフィ装置を用いて検出する歯面温度変化検出工程と、
前記歯面温度変化検出工程により検出された前記見かけ上の歯面温度の変化に基づいて、前記一対の歯車の歯当たりを評価する歯当たり評価工程と、をそなえた
ことを特徴とする、歯車の歯当り評価方法。
【請求項3】
赤外線サーモグラフィ装置を用いて、互いに噛み合う一対の歯車の表面温度を測定し、該一対の歯車の歯当たりを評価する方法であって、
前記赤外線サーモグラフィ装置で使用する波長域において基準値以上の吸光度を有するコーティング剤を選定するコーティング剤選定工程と、
前記一対の歯車の少なくとも一方の歯車の歯面に、前記コーティング剤選定工程により選定されたコーティング剤を塗布するコーティング剤塗布工程と、
その後、前記一対の歯車を回転させる歯車噛み合い工程と、
前記歯車噛み合い工程を経ることによる、前記コーティング剤を塗布された歯車の見かけ上の歯面温度の変化を、前記赤外線サーモグラフィ装置を用いて検出する歯面温度変化検出工程と、
前記歯面温度変化検出工程により検出された前記見かけ上の歯面温度の変化に基づいて、前記一対の歯車の歯当たりを評価する歯当たり評価工程と、をそなえた
ことを特徴とする、歯車の歯当り評価方法。
【請求項4】
前記コーティング剤選定工程では、前記赤外線サーモグラフィ装置で使用する波長域において基準値以上の吸光度を有するとともに、前記コーティング剤塗布工程において塗布する歯面において塗布後に移動しない定着性を有するコーティング剤を選定する
ことを特徴とする、請求項3記載の歯車の歯当り評価方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2008−185549(P2008−185549A)
【公開日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願番号】特願2007−21483(P2007−21483)
【出願日】平成19年1月31日(2007.1.31)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 平成18年8月4日 社団法人 精密工学会関西支部発行の「2006年度精密工学会関西地方定期学術講演会論文集」に発表
【出願人】(000231350)ジヤトコ株式会社 (899)
【出願人】(000003997)日産自動車株式会社 (16,386)
【出願人】(503027931)学校法人同志社 (346)
【Fターム(参考)】
【公開日】平成20年8月14日(2008.8.14)
【国際特許分類】
【出願日】平成19年1月31日(2007.1.31)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 平成18年8月4日 社団法人 精密工学会関西支部発行の「2006年度精密工学会関西地方定期学術講演会論文集」に発表
【出願人】(000231350)ジヤトコ株式会社 (899)
【出願人】(000003997)日産自動車株式会社 (16,386)
【出願人】(503027931)学校法人同志社 (346)
【Fターム(参考)】
[ Back to top ]