
歯車の歯面又は軸受の転動面の損傷検知方法及び装置
【課題】歯車又は軸受の損傷を早期かつ高精度で検知することができ、また、簡単構成でコンパクトな歯車の歯面又は軸受の転動面の損傷検知方法及び装置を提供する。
【解決手段】本発明に係る歯車の歯面の損傷検知方法は、回転中の歯車の歯面にレーザ光を照射し、その乱反射光の強度を測定するステップと、該測定された乱反射光の強度に関する歯車の回転回数をパラメータとし、歯形方向位置を変数とする強度曲線データを求めるステップと、該強度曲線データにおいて最新の強度曲線データとその前に測定された強度曲線データとの強度差を求めるステップと、該強度差が所定値以上になった場合に所定値以上の範囲が歯形上の所定の範囲以上にあるか否かを判定するステップと、からなる。
【解決手段】本発明に係る歯車の歯面の損傷検知方法は、回転中の歯車の歯面にレーザ光を照射し、その乱反射光の強度を測定するステップと、該測定された乱反射光の強度に関する歯車の回転回数をパラメータとし、歯形方向位置を変数とする強度曲線データを求めるステップと、該強度曲線データにおいて最新の強度曲線データとその前に測定された強度曲線データとの強度差を求めるステップと、該強度差が所定値以上になった場合に所定値以上の範囲が歯形上の所定の範囲以上にあるか否かを判定するステップと、からなる。
【発明の詳細な説明】
【技術分野】
【0001】
歯車の歯面又は軸受の転動面の損傷検知方法及び装置に係り、特にころがり疲れ現象を検知することにより歯車の歯面又は軸受の転動面の損傷の発生を検知する損傷検知方法及び装置に関する。
【背景技術】
【0002】
歯車や軸受は基本的な機械要素であり多くの機械・装置に数多く使用されており、それらの破損は重大な事故、損失を招くおそれがある。このため、作動中の歯車等の損傷をできるだけ早期に検知することが求められているが、その検知は機械・装置を操作する経験豊富な取扱者の視覚や聴覚に依存している場合が多い。
【0003】
このような状況下で、非特許文献1及び2において、歯車が損傷したときの振動や異音の発生を周波数解析手法の一つであるウェーブレット変換法(wavelet transformation)を用いて、歯車等の損傷を検知する試みがなされている。非特許文献3において、固体材料の破壊や変形に伴って弾性エネルギーが解放され音波を生ずる現象(アコースティック・エミッション、acoustic emission)を利用したAE法を用いて、歯車の損傷を検知する試みがなされている。
【0004】
また、特許文献1に、歯車等の被検査面に平行光を一定方向から照射し、その反射光を画像処理してモニタ画面上に明暗パタ−ンとして映し出し、その明暗パタ−ンと正常時のパタ−ンとを比較して上記被検査面の異常を検知するようにした歯車等の異常診断方法が開示されている。
【0005】
【特許文献1】特開平05-157705号公報
【非特許文献1】大上祐司・吉田彰、「連続並びに離散ウェーブレット変換による歯車歯面の故障診断」、トライボロジスト、2003年10月、第48巻、P.825-835
【非特許文献2】永村和照、他3名、「歯面損傷のある歯車の振動特性」、日本設計工学会中国支部講演論文集、2005年、第22巻、P7-12
【非特許文献3】灰塚正次、「歯車におけるAE計測」、トライボロジスト、2003年12月、第48巻、P.971-976
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、今なお、高精度で早期検知が可能な歯車の歯面又は軸受の転動面の損傷検知方法又は装置は提案されていない。非特許文献1〜3に開示された方法は、歯車の損傷をそれに起因する振動や異音の発生から間接的に検知するために、歯車の損傷が相当進んだ状態でなければ検知できないという問題がある。特許文献1に開示された方法は、歯車の歯面を直接観察して損傷の程度を知ることができるという点ではよいが、歯面の映像を基にその損傷を検知するものであるから、小さな損傷部位を検知するのは容易でなく損傷部位がある程度大きくなければ検知できないという問題がある。また、このような構成の検知方法又は手段は複雑で高価なものになりやすいという問題がある。
【0007】
本発明は、このような従来の問題点に鑑み、歯車又は軸受の損傷を早期かつ高精度で検知することができ、また、簡単な構成でコンパクトな歯車の歯面又は軸受の転動面の損傷検知方法及び装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明に係る歯車の歯面の損傷検知方法は、回転中の歯車の歯面にレーザ光を照射し、その乱反射光の強度を測定するステップと、該測定された乱反射光の強度に関する歯車の回転回数をパラメータとし、歯形方向位置を変数とする強度曲線データを求めるステップと、該強度曲線データにおいて最新の強度曲線データとその前に測定された強度曲線データとの強度差を求めるステップと、該強度差が所定値以上になった場合に所定値以上の範囲が歯形上の所定の範囲以上にあるか否かを判定するステップと、からなる。
【0009】
また、本発明に係る歯車の歯面の損傷検知装置は、回転中の歯車の歯面にレーザ光を照射し、その乱反射光の強度を測定する計測手段と、該測定された乱反射光の強度に関する歯車の回転回数をパラメータとし、歯形方向位置を変数とする強度曲線データを作製するデータ作製手段と、該作製された強度曲線データを蓄積するデータベースと、最新の強度曲線データとその前に測定された前記データベース中の強度曲線データとの強度差を求める比較手段と、該強度差が所定値以上になった場合に所定値以上の範囲が歯形上の所定の範囲以上にあるか否かを判定する判定手段と、からなる。
【0010】
上記歯車の歯面の損傷検知装置において、歯車の歯面からの乱反射光以外の反射光を遮蔽する手段を設けるのがよく、また、歯車の歯面を清浄にする手段を設けるのがよい。
【0011】
本発明に係る軸受の転動面の損傷検知方法は、回転中の軸を支持する軸受の転動面に沿ってレーザ光を照射し、その乱反射光の強度を測定するステップと、該測定された乱反射光の強度に関する軸の回転回数をパラメータとし、転動面の位置を変数とする強度曲線データを求めるステップと、該強度曲線データにおいて最新の強度曲線データとその前に測定された強度曲線データとの強度差を求めるステップと、該強度差が所定値以上になった場合にその範囲が転動面の所定値以上の範囲になっているか否かを判定するステップと、からなる。
【発明の効果】
【0012】
本発明に係る歯車の歯面又は軸受の転動面の損傷検知方法によれば、歯車又は軸受の損傷を早期かつ高精度で検知することができる。また、その方法を用いて、簡単な構造でコンパクトな歯車の歯面又は軸受の転動面の損傷検知装置を構成することができる。
【発明を実施するための最良の形態】
【0013】
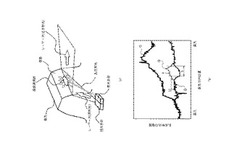
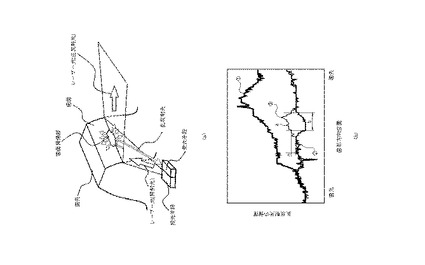
本発明に係る歯車の歯面又は軸受の転動面の損傷検知方法の実施の形態について、歯車を例に説明する。図1は本発明に係る歯車の歯面の損傷検知方法の概要を示す説明図である。本歯車の歯面の損傷検知方法は、先ず、図1(a)に示すように、回転中の歯車の歯面に投光手段によりレーザ光を照射し、その乱反射光の強度を受光手段により測定することにより実施される。すなわち、歯面にレーザ光を照射すると歯面から反射される正反射光及び乱反射光が観察されるが、特にレーザ光の反射面にレーザ光の波長程度の凹凸が存在すると、高強度の乱反射光が観察される。本歯車の歯面の損傷検知方法は、この乱反射光の強度を測定することによって歯面の損傷を検知する。
【0014】
歯車の接触面は面圧が高く、その繰り返し負荷によって歯面近辺の材料が疲労破壊を起こし、剥離を生ずる。このようなころがり疲れはピッチングといわれ、損傷の大きなものについてはスポーリングといわれる。ピッチングを生じた歯車の歯面を観察すると、微細な多数の貝殻状ピットが存在する。この貝殻状ピットは、歯車がころがり接触をするピッチ円近辺から発生することが多く、また、歯すじ方向に並んで発生しやすいという特徴を有する。このような貝殻状ピットにレーザ光を照射すると高強度の乱反射光が観察され、また、歯車の歯面の歯すじ方向に長い線状のレーザ光を照射することにより一層強い強度の乱反射光を観察することができる。本発明に係る歯車の歯面の損傷検知方法は、このような乱反射光を検知することにより、ピッチングの発生を高精度で検知する方法である。すなわち、本歯車の歯面の損傷検知方法によれば、歯車の歯面の損傷を早期かつ高精度で検知することができる。
【0015】
なお、ピッチングの発生状況、程度、形態等は歯車の材質、硬度、運転要因等によって異なり必ずしも同じでないが、本歯車の歯面の損傷検知方法は、上述のようにピッチングを生じた歯面からの乱反射光を検知することにより歯車の損傷を検知するものであるから、歯車の材質等にかかわらず歯車の損傷を早期かつ高精度で検知することができる。
【0016】
また、ピッチングの発生を検知するには、上述のように歯すじ方向に長い線状のレーザ光を照射するのがよいが、なかでもほぼ歯幅程度に長いレーザ光を歯面に照射するのがよい。これによって、歯車の歯面全体の損傷を早期かつ高精度で検知することができる。なお、このような乱反射光を検知するには、指向性が高く単一波長の光源であるレーザ光が好適であり、多数の波長が混在ししかも拡散しやすいRED光のような光源は適切ではない。
【0017】
本歯車の歯面の損傷検知方法は、つぎに、測定された乱反射光の強度に関する歯車の回転回数(負荷繰返数)をパラメータとし、歯形方向位置を変数とする強度曲線データを求める。この強度曲線データは、歯面にピッチングが発生したか否かを判断するための基礎データであり重要である。図1(b)に測定された強度曲線データの例を示す。図1(b)において、横軸は歯元から歯先に至る歯形方向位置、縦軸は測定された乱反射光の強度を示す。図1(b)の丸1番の強度曲線は未使用の歯車(回転回数が、0回)の場合、丸2番の強度曲線はある程度使用された歯車(回転回数が、1×105回)の場合、丸3番の強度曲線は相当使用された歯車(回転回数が、2×105回)の場合で、歯面にピッチングを生じている歯車の場合を示す。
【0018】
歯車は、通常機械加工で作製されており、歯面に機械加工で生じた微細な凹凸を有する。このような歯面にレーザ光を照射すると強い乱反射光が観察され、図1(b)の丸1番のような山状部を有する強度曲線が得られる。これに対し、歯車が使用されると歯車間の接触により歯面が摩耗し(なじみ)、図1(b)の丸2番のような山状部のない比較的平らな強度曲線が得られる。さらに、歯車を使用すると、ころがり疲れにより歯面にピッチングを生じ、図1(b)の丸3番に示すような比較的平らな強度曲線の上に一部突出した強い強度を示す強度曲線が得られる。
【0019】
本歯車の歯面の損傷検知方法は、図1(b)の丸3番のような強度曲線をいち早く検知するために、歯面のなじみにより強度曲線が比較的平になり、その後歯面のころがり疲れによりその比較的平らな強度曲線から突出した部分を生ずる現象を利用する。すなわち、図1(b)の丸3番の強度曲線のような突出部Aを有する強度曲線をいち早く検知することである。乱反射光の強度に関する強度曲線Vは、歯形方向位置を変数xとし回転回数をパラメータiとする関係式、V=fi(x)なる式により表すことができるから、先ず、測定された強度曲線データにおいて最新の強度曲線fi(x)と、その前に測定された強度曲線fi-1(x)との強度差(fi(x)-fi-1(x))を求める。つぎに、その強度差が所定値h以上であるか否かを判定し、強度差がh以上である場合にh以上の強度差を有する歯形方向位置の範囲(xi-xi-1)を求める。そして、歯形方向位置の範囲(xi-xi-1)がb以上であるか否かを判定する。すなわち、強度差が所定値以上になった場合に所定値以上の範囲が歯形上の所定の範囲以上にあるか否かを判定する。
【0020】
そのようにして求められた、xi-xi-1>bの範囲で、fi(x)-fi-1(x)>hを満たす最新の強度曲線が求める強度曲線である。そして、歯車はその回転回数において歯面に損傷が生じたものと判定される。
【0021】
なお、所要の強度差h及び歯形方向の範囲bの大きさは、歯車が使用されている機械装置の仕様、運転条件、歯車の材質、硬度等によって異なり、最適な値を予め求めておく必要がある。また、強度曲線データは、上記の所要の強度差h及び歯形方向の範囲bを検知しやすい歯車の回転回数ごとに作製すればよく、歯車の回転回数ごと又は所定回転回数ごとに作製することができる。
【0022】
また、実際には、歯車の損傷はピッチングが次第に拡大し、重大な損傷に進展する場合に問題になるものであるから、その強度差h及び歯形方向の範囲bの増大の傾向を判定し、歯車の重大な損傷が予想されるときに歯車は損傷したものと判定される。そしてそのような判定後に機械装置の稼働停止、歯車の交換等が行われる。
【0023】
以上説明したように、本歯車の歯面の損傷検知方法によれば、歯車の歯面の損傷を早期かつ高精度で発見することができる。この歯車の歯面の損傷検知方法は、上述のように、最新に測定された強度曲線データとその前に測定された強度曲線データを比較して歯車の損傷を検知するものであるから、その検知をコンピュータを使用して容易に機械的・自動的に行うことができる。したがって、上記歯車の歯面の損傷検知方法又はその方法を利用した以下に説明する歯車の歯面の損傷検知装置を各種の機械装置に組み込むことによって、機械装置の一層安定、安全な自動運転が行われるようになる。
【0024】
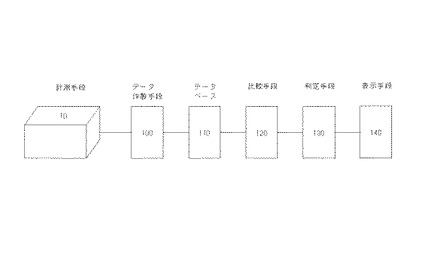
図2は、本発明に係る歯車の歯面の損傷検知装置の概要を示す説明図である。本例の歯車の歯面の損傷検知装置は、回転中の歯車の歯面にレーザ光を照射し、その乱反射光の強度を測定する計測手段10と、測定された乱反射光の強度に関する歯車の回転回数をパラメータとし、歯形方向位置を変数とする強度曲線データを作製するデータ作製手段100と、作製されたデータを蓄積するデータベース110と、最新の強度曲線データとその前に測定されたデータベース110内の強度曲線データとの強度差を求める比較手段120と、強度差が所定値以上になった場合に所定値以上の範囲が歯形上の所定の範囲以上にあるか否かを判定する判定手段130と、判定結果を表示する表示手段140と、からなる。
【0025】
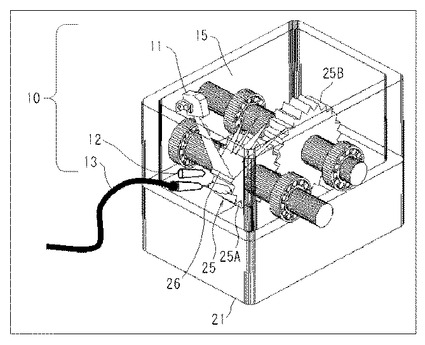
計測手段10は、図3に示すように、歯車箱21の内部に軸及び軸受により支持されて回転する歯車25(25A、25B)の歯面にレーザ光を照射し乱反射光を受光するレーザセンサ11と、歯車25Aの回転状況を検知する回転センサ12と、歯面26に圧縮空気を吹きつける圧縮空気供給手段13と、歯車箱21の一部を透明にする透明板15を有している。なお、レーザセンサ11は、図1(a)に示すような投光手段と受光手段が一体になったものを使用しており、コンパクトで種々の機械装置に付設しやすいので、種々の機械装置に簡単な構造で容易に組み込むことができる計測手段10を構成することができる。
【0026】
本レーザセンサ11は、図3に示すように、ほぼ歯幅に等しい長さの歯すじ方向に長いレーザ光を照射することができる。これにより、歯車25Aが回転すると、歯元から歯先に至る歯面のすべてにレーザ光を照射することができ、歯車25Aのすべての歯の歯面にレーザ光を照射できるようになっている。なお、図3の例は、レーザセンサ11が歯車25Aに一個のみ設けられているが、必要に応じ複数個、また、各歯車にも設けることができる。
【0027】
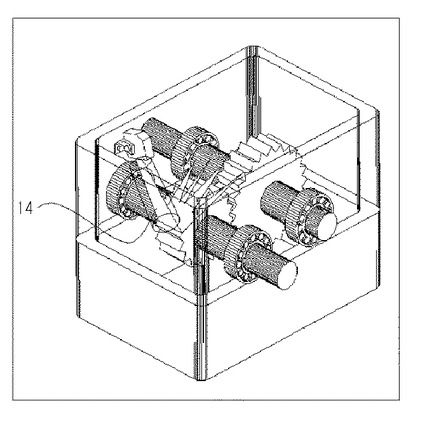
圧縮空気供給手段13は歯面上のゴミや汚れを除去することができ、透明板15は歯面26からの乱反射光以外の反射光を歯車箱21の外部に排出することができるので、これらを設けることによって測定感度を向上させることができる。また、図4に示すように、筒状カバー14を設けることによって、歯面26からの乱反射光以外の反射光を排除することができ、さらに測定感度を向上させることができる。
【0028】
データ作製手段100は、レーザセンサ11と回転センサ12からの信号に基づき、上述のように測定された乱反射光の強度に関する歯車の回転回数をパラメータとし、歯形方向位置を変数とする強度曲線データを作製する。そのような強度曲線データは次々にデータベース110に蓄積される。そして、比較手段120は、次々に測定され作製される最新の強度曲線データと、その前に測定されベータベース110に蓄積された強度曲線データとを比較し強度差を求める。その比較手段120による結果に基づき判定手段130により平らな強度曲線から突出する部分を有する所定の強度曲線が検知・特定される。その検知・特定された結果は表示手段140に表示される。これにより、機械装置の取扱者は歯車25Aが損傷しているか否かを知ることができる。なお、表示装置140を設けないこともできる。また、判定手段130による判定結果を直接に機械装置にフィードバックさせ、歯車の損傷有りと判定したときに機械装置を停止させるようにすることもできる。
【0029】
以上本発明に係る歯車の歯面の損傷検知方法及び装置について説明した。上記に示すように、本歯車の歯面の損傷検知装置は、コンパクトで簡単な構造の計測手段10、そして、コンピュータを用いて構成することができるデータ作製手段100、データベース110、比較手段120及び判定手段130からなる。これにより、歯車の損傷を早期かつ高精度で容易に検知することができ、また、簡単、コンパクトで経済的な歯車の歯面の損傷検知装置を構成することができる。なお本歯車の歯面の損傷検知方法又は装置は、平行軸の歯車のみならず、軸直角のかさ歯車、ウォームギヤ、ハイポイドギヤ、遊星歯車等の各種歯車に適用することができる。
【0030】
そして、上述の歯車の歯面の損傷検知方法及び装置は、歯車の歯面と同様なころがり疲れを生ずる軸受の転動面の損傷に対しても同様に適用することができる。さらに、歯車ポンプに用いられる歯車、かみあい型スクリュー押出機やスクリュー型圧縮機に用いられるスクリューロータ、エンジンに用いられるカムシャフト又は転がり・滑り接触で動力を伝達するトラクション駆動方法・装置等の損傷の検知方法又は装置に、本歯車の歯面の損傷検知方法及び装置を適用することができる。
【実施例1】
【0031】
歯車疲労試験を行い、回転中の歯車の歯面にレーザ光を照射し、その乱反射光の強度を測定し、乱反射光の強度に関する強度曲線データを求めた。また、歯車の所要回転回数ごとに歯面をレプリカ法で観察し、歯形を測定した。使用した歯車は以下の通りであった。すなわち、駆動及び従動歯車は、共にモジュールm=4mm、歯数z=29、歯幅b=10mmで、ホブ盤によりS45C調質材料から機械加工したものであった。機械加工の歯面粗さはJIS4級であった。この歯車対に対し、負荷トルク210N・m、回転速度1800rpm、かみ込み側から60℃のタービン油を潤滑しながら疲労試験を行った。歯形の測定は、大阪精密機械株式会社製の歯形測定機GC-4Hにより行った。
【0032】
レーザセンサ11は、株式会社キーエンス社製の波長650nmの可視光半導体レーザLV-H42からなり、その出力を同社製LV-51Mにより測定した。なお、本試験においては、図3又は4に示す圧縮空気供給手段13、筒状カバー14、透明板15は設けなかった。
【0033】
表1に、歯面の観察結果を示す。表1によると、歯車A及びBとも、当初歯車の歯面に機械加工の跡が残っていたが、回転回数が1×105になると、歯面が鏡面化し滑らかになっている。回転回数が2×105になると、歯車Aの歯面は一層滑らかになり、一方、歯車Bの歯面には直径1.7mmのピッチングが発生している。回転回数が4×105になると、歯車Aの歯面に直径3mmのピッチングが観察され、歯車Bの歯面のピッチングは直径3.3mmの大きさに拡大している。以降回転数が6×105、1×106になると、ピッチングは歯面中腹(ピッチ円付近)から歯元方向へ拡大し、回転回数が増加するほど歯面の凹凸は大きくなっていることが分かる。
【0034】
【表1】

【0035】
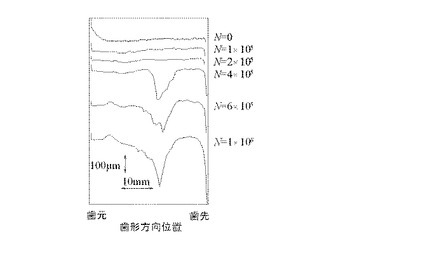
図5に、歯車Aの歯面の歯形誤差曲線を示す。図5において、横軸は歯形方向位置、縦軸は粗さを示す。図5によると、当初歯形誤差曲線は微細な波状を呈しており、歯面に機械加工による微細な凹凸(JIS4級)が存在していたことが分かる。回転数回数が1×105〜2×105においては、回転回数が多いほど波状部が滑らかになり平滑な曲線になっている。回転回数が4×105になると歯面に凹みを生じている。回転回数が6×105、1×106においては、凹みの範囲が拡大しており、また、凹みの輪郭が不明確になっていることが分かる。
【0036】
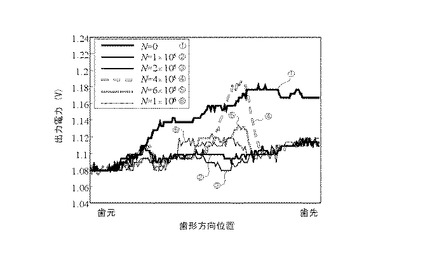
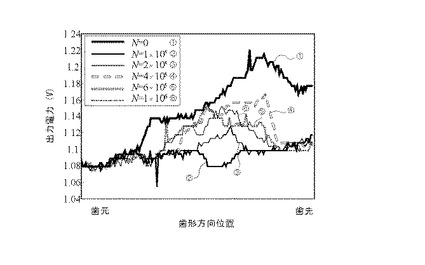
図6及び7に、歯車A及びBの強度曲線を示す。図6、7において、横軸は歯形方向位置、縦軸はレーザセンサ11の出力電圧を示す。図中の丸番数字は、歯車の回転回数を示す。丸1番が初期状態(回転回数0)、丸2番が回転回数1×105、丸3番が回転回数2×105、丸4番が回転回数4×105、丸5番が回転回数6×105、丸6番が回転回数1×106の場合である。
【0037】
図6及び7において、丸1番の強度曲線は共に高い山形形状を示しており、図6の丸2番及び丸3番の強度曲線と図7の丸2番の強度曲線は比較的平らな形状をしている。これに対し、図6の丸4番の強度曲線及び図7の丸3番の強度曲線は、平らな曲線の一部に突出した強い強度を示す部分を有する。また、図7の丸4番の強度曲線は、丸3番の強度曲線の突出部がさらに高くかつ横に拡大した形状をしている。そして、図6及び7の丸4番〜丸6番の強度曲線を観察すると、回転回数が増大するにつれて前記突出部が次第に小さくなっていることが分かる。
【0038】
以上図5〜7から分かるように、歯面観察及び歯形誤差曲線から観察される歯面の状況と強度曲線の変化状態とはよく一致しており、本歯車の歯面の損傷検知方法により早期かつ高精度に歯面の損傷の発生を検知することができることが分かる。また、ピッチングの進行具合を観察することができることが分かる。さらに、ピッチングの発生をより正確に検知するには、適当な間隔(負荷繰返数)ごとに歯面の強度曲線を求める必要があることも分かる。
【実施例2】
【0039】
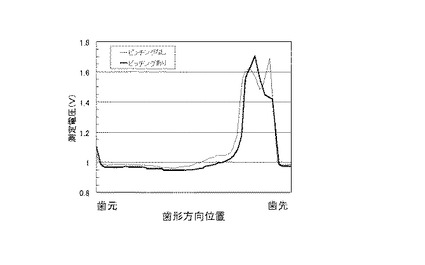
歯車の歯面に生じたピッチングを検知するのにレーザ光を用いる場合と、LED光を用いる場合の精度確認試験を行った。図8は、図6に示す丸4番に相当する歯車Aについて、レーザセンサ11の代わりに投光及び受光手段一体型の株式会社キーエンス社製のFU-35FZLED光ファイバセンサを用い、その出力をFS-V21RMにより測定した結果を示す。図8に示すように、ピッチングの有無にかかわらず強度曲線はほとんど変わらず、LED光源の場合はレーザ光源と異なってピッチングを早期に検知することができないことが分かる。これは、LED光源が、単一波長を有するレーザ光源と異なって多数の波長が混在する光源であり、またレーザ光源より拡散しやすくエネルギー密度が低い光源であることと関係があるものと思われる。
【図面の簡単な説明】
【0040】
【図1】本発明に係る歯車の歯面の損傷検知方法の概要の説明図である。
【図2】本発明に係る歯車の歯面の損傷検知装置の構成の説明図である。
【図3】計測手段の実施例を示す斜視図である。
【図4】計測手段の他の実施例を示す斜視図である。
【図5】歯車Aの歯形誤差曲線を示すグラフである。
【図6】歯車疲労試験より求めた歯車Aの強度曲線のグラフである。
【図7】歯車Bの強度曲線のグラフである。
【図8】LED光ファイバセンサを用いて歯面を測定したときの乱反射光の強度を示すグラフである。
【符号の説明】
【0041】
10 計測手段
11 レーザセンサ
12 回転センサ
13 圧縮空気供給手段
14 筒状カバー
15 透明板
21 歯車箱
25、25A、25B 歯車
26 歯面
100 データ作製手段
110 データベース
120 比較手段
130 判定手段
140 表示手段
【技術分野】
【0001】
歯車の歯面又は軸受の転動面の損傷検知方法及び装置に係り、特にころがり疲れ現象を検知することにより歯車の歯面又は軸受の転動面の損傷の発生を検知する損傷検知方法及び装置に関する。
【背景技術】
【0002】
歯車や軸受は基本的な機械要素であり多くの機械・装置に数多く使用されており、それらの破損は重大な事故、損失を招くおそれがある。このため、作動中の歯車等の損傷をできるだけ早期に検知することが求められているが、その検知は機械・装置を操作する経験豊富な取扱者の視覚や聴覚に依存している場合が多い。
【0003】
このような状況下で、非特許文献1及び2において、歯車が損傷したときの振動や異音の発生を周波数解析手法の一つであるウェーブレット変換法(wavelet transformation)を用いて、歯車等の損傷を検知する試みがなされている。非特許文献3において、固体材料の破壊や変形に伴って弾性エネルギーが解放され音波を生ずる現象(アコースティック・エミッション、acoustic emission)を利用したAE法を用いて、歯車の損傷を検知する試みがなされている。
【0004】
また、特許文献1に、歯車等の被検査面に平行光を一定方向から照射し、その反射光を画像処理してモニタ画面上に明暗パタ−ンとして映し出し、その明暗パタ−ンと正常時のパタ−ンとを比較して上記被検査面の異常を検知するようにした歯車等の異常診断方法が開示されている。
【0005】
【特許文献1】特開平05-157705号公報
【非特許文献1】大上祐司・吉田彰、「連続並びに離散ウェーブレット変換による歯車歯面の故障診断」、トライボロジスト、2003年10月、第48巻、P.825-835
【非特許文献2】永村和照、他3名、「歯面損傷のある歯車の振動特性」、日本設計工学会中国支部講演論文集、2005年、第22巻、P7-12
【非特許文献3】灰塚正次、「歯車におけるAE計測」、トライボロジスト、2003年12月、第48巻、P.971-976
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、今なお、高精度で早期検知が可能な歯車の歯面又は軸受の転動面の損傷検知方法又は装置は提案されていない。非特許文献1〜3に開示された方法は、歯車の損傷をそれに起因する振動や異音の発生から間接的に検知するために、歯車の損傷が相当進んだ状態でなければ検知できないという問題がある。特許文献1に開示された方法は、歯車の歯面を直接観察して損傷の程度を知ることができるという点ではよいが、歯面の映像を基にその損傷を検知するものであるから、小さな損傷部位を検知するのは容易でなく損傷部位がある程度大きくなければ検知できないという問題がある。また、このような構成の検知方法又は手段は複雑で高価なものになりやすいという問題がある。
【0007】
本発明は、このような従来の問題点に鑑み、歯車又は軸受の損傷を早期かつ高精度で検知することができ、また、簡単な構成でコンパクトな歯車の歯面又は軸受の転動面の損傷検知方法及び装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明に係る歯車の歯面の損傷検知方法は、回転中の歯車の歯面にレーザ光を照射し、その乱反射光の強度を測定するステップと、該測定された乱反射光の強度に関する歯車の回転回数をパラメータとし、歯形方向位置を変数とする強度曲線データを求めるステップと、該強度曲線データにおいて最新の強度曲線データとその前に測定された強度曲線データとの強度差を求めるステップと、該強度差が所定値以上になった場合に所定値以上の範囲が歯形上の所定の範囲以上にあるか否かを判定するステップと、からなる。
【0009】
また、本発明に係る歯車の歯面の損傷検知装置は、回転中の歯車の歯面にレーザ光を照射し、その乱反射光の強度を測定する計測手段と、該測定された乱反射光の強度に関する歯車の回転回数をパラメータとし、歯形方向位置を変数とする強度曲線データを作製するデータ作製手段と、該作製された強度曲線データを蓄積するデータベースと、最新の強度曲線データとその前に測定された前記データベース中の強度曲線データとの強度差を求める比較手段と、該強度差が所定値以上になった場合に所定値以上の範囲が歯形上の所定の範囲以上にあるか否かを判定する判定手段と、からなる。
【0010】
上記歯車の歯面の損傷検知装置において、歯車の歯面からの乱反射光以外の反射光を遮蔽する手段を設けるのがよく、また、歯車の歯面を清浄にする手段を設けるのがよい。
【0011】
本発明に係る軸受の転動面の損傷検知方法は、回転中の軸を支持する軸受の転動面に沿ってレーザ光を照射し、その乱反射光の強度を測定するステップと、該測定された乱反射光の強度に関する軸の回転回数をパラメータとし、転動面の位置を変数とする強度曲線データを求めるステップと、該強度曲線データにおいて最新の強度曲線データとその前に測定された強度曲線データとの強度差を求めるステップと、該強度差が所定値以上になった場合にその範囲が転動面の所定値以上の範囲になっているか否かを判定するステップと、からなる。
【発明の効果】
【0012】
本発明に係る歯車の歯面又は軸受の転動面の損傷検知方法によれば、歯車又は軸受の損傷を早期かつ高精度で検知することができる。また、その方法を用いて、簡単な構造でコンパクトな歯車の歯面又は軸受の転動面の損傷検知装置を構成することができる。
【発明を実施するための最良の形態】
【0013】
本発明に係る歯車の歯面又は軸受の転動面の損傷検知方法の実施の形態について、歯車を例に説明する。図1は本発明に係る歯車の歯面の損傷検知方法の概要を示す説明図である。本歯車の歯面の損傷検知方法は、先ず、図1(a)に示すように、回転中の歯車の歯面に投光手段によりレーザ光を照射し、その乱反射光の強度を受光手段により測定することにより実施される。すなわち、歯面にレーザ光を照射すると歯面から反射される正反射光及び乱反射光が観察されるが、特にレーザ光の反射面にレーザ光の波長程度の凹凸が存在すると、高強度の乱反射光が観察される。本歯車の歯面の損傷検知方法は、この乱反射光の強度を測定することによって歯面の損傷を検知する。
【0014】
歯車の接触面は面圧が高く、その繰り返し負荷によって歯面近辺の材料が疲労破壊を起こし、剥離を生ずる。このようなころがり疲れはピッチングといわれ、損傷の大きなものについてはスポーリングといわれる。ピッチングを生じた歯車の歯面を観察すると、微細な多数の貝殻状ピットが存在する。この貝殻状ピットは、歯車がころがり接触をするピッチ円近辺から発生することが多く、また、歯すじ方向に並んで発生しやすいという特徴を有する。このような貝殻状ピットにレーザ光を照射すると高強度の乱反射光が観察され、また、歯車の歯面の歯すじ方向に長い線状のレーザ光を照射することにより一層強い強度の乱反射光を観察することができる。本発明に係る歯車の歯面の損傷検知方法は、このような乱反射光を検知することにより、ピッチングの発生を高精度で検知する方法である。すなわち、本歯車の歯面の損傷検知方法によれば、歯車の歯面の損傷を早期かつ高精度で検知することができる。
【0015】
なお、ピッチングの発生状況、程度、形態等は歯車の材質、硬度、運転要因等によって異なり必ずしも同じでないが、本歯車の歯面の損傷検知方法は、上述のようにピッチングを生じた歯面からの乱反射光を検知することにより歯車の損傷を検知するものであるから、歯車の材質等にかかわらず歯車の損傷を早期かつ高精度で検知することができる。
【0016】
また、ピッチングの発生を検知するには、上述のように歯すじ方向に長い線状のレーザ光を照射するのがよいが、なかでもほぼ歯幅程度に長いレーザ光を歯面に照射するのがよい。これによって、歯車の歯面全体の損傷を早期かつ高精度で検知することができる。なお、このような乱反射光を検知するには、指向性が高く単一波長の光源であるレーザ光が好適であり、多数の波長が混在ししかも拡散しやすいRED光のような光源は適切ではない。
【0017】
本歯車の歯面の損傷検知方法は、つぎに、測定された乱反射光の強度に関する歯車の回転回数(負荷繰返数)をパラメータとし、歯形方向位置を変数とする強度曲線データを求める。この強度曲線データは、歯面にピッチングが発生したか否かを判断するための基礎データであり重要である。図1(b)に測定された強度曲線データの例を示す。図1(b)において、横軸は歯元から歯先に至る歯形方向位置、縦軸は測定された乱反射光の強度を示す。図1(b)の丸1番の強度曲線は未使用の歯車(回転回数が、0回)の場合、丸2番の強度曲線はある程度使用された歯車(回転回数が、1×105回)の場合、丸3番の強度曲線は相当使用された歯車(回転回数が、2×105回)の場合で、歯面にピッチングを生じている歯車の場合を示す。
【0018】
歯車は、通常機械加工で作製されており、歯面に機械加工で生じた微細な凹凸を有する。このような歯面にレーザ光を照射すると強い乱反射光が観察され、図1(b)の丸1番のような山状部を有する強度曲線が得られる。これに対し、歯車が使用されると歯車間の接触により歯面が摩耗し(なじみ)、図1(b)の丸2番のような山状部のない比較的平らな強度曲線が得られる。さらに、歯車を使用すると、ころがり疲れにより歯面にピッチングを生じ、図1(b)の丸3番に示すような比較的平らな強度曲線の上に一部突出した強い強度を示す強度曲線が得られる。
【0019】
本歯車の歯面の損傷検知方法は、図1(b)の丸3番のような強度曲線をいち早く検知するために、歯面のなじみにより強度曲線が比較的平になり、その後歯面のころがり疲れによりその比較的平らな強度曲線から突出した部分を生ずる現象を利用する。すなわち、図1(b)の丸3番の強度曲線のような突出部Aを有する強度曲線をいち早く検知することである。乱反射光の強度に関する強度曲線Vは、歯形方向位置を変数xとし回転回数をパラメータiとする関係式、V=fi(x)なる式により表すことができるから、先ず、測定された強度曲線データにおいて最新の強度曲線fi(x)と、その前に測定された強度曲線fi-1(x)との強度差(fi(x)-fi-1(x))を求める。つぎに、その強度差が所定値h以上であるか否かを判定し、強度差がh以上である場合にh以上の強度差を有する歯形方向位置の範囲(xi-xi-1)を求める。そして、歯形方向位置の範囲(xi-xi-1)がb以上であるか否かを判定する。すなわち、強度差が所定値以上になった場合に所定値以上の範囲が歯形上の所定の範囲以上にあるか否かを判定する。
【0020】
そのようにして求められた、xi-xi-1>bの範囲で、fi(x)-fi-1(x)>hを満たす最新の強度曲線が求める強度曲線である。そして、歯車はその回転回数において歯面に損傷が生じたものと判定される。
【0021】
なお、所要の強度差h及び歯形方向の範囲bの大きさは、歯車が使用されている機械装置の仕様、運転条件、歯車の材質、硬度等によって異なり、最適な値を予め求めておく必要がある。また、強度曲線データは、上記の所要の強度差h及び歯形方向の範囲bを検知しやすい歯車の回転回数ごとに作製すればよく、歯車の回転回数ごと又は所定回転回数ごとに作製することができる。
【0022】
また、実際には、歯車の損傷はピッチングが次第に拡大し、重大な損傷に進展する場合に問題になるものであるから、その強度差h及び歯形方向の範囲bの増大の傾向を判定し、歯車の重大な損傷が予想されるときに歯車は損傷したものと判定される。そしてそのような判定後に機械装置の稼働停止、歯車の交換等が行われる。
【0023】
以上説明したように、本歯車の歯面の損傷検知方法によれば、歯車の歯面の損傷を早期かつ高精度で発見することができる。この歯車の歯面の損傷検知方法は、上述のように、最新に測定された強度曲線データとその前に測定された強度曲線データを比較して歯車の損傷を検知するものであるから、その検知をコンピュータを使用して容易に機械的・自動的に行うことができる。したがって、上記歯車の歯面の損傷検知方法又はその方法を利用した以下に説明する歯車の歯面の損傷検知装置を各種の機械装置に組み込むことによって、機械装置の一層安定、安全な自動運転が行われるようになる。
【0024】
図2は、本発明に係る歯車の歯面の損傷検知装置の概要を示す説明図である。本例の歯車の歯面の損傷検知装置は、回転中の歯車の歯面にレーザ光を照射し、その乱反射光の強度を測定する計測手段10と、測定された乱反射光の強度に関する歯車の回転回数をパラメータとし、歯形方向位置を変数とする強度曲線データを作製するデータ作製手段100と、作製されたデータを蓄積するデータベース110と、最新の強度曲線データとその前に測定されたデータベース110内の強度曲線データとの強度差を求める比較手段120と、強度差が所定値以上になった場合に所定値以上の範囲が歯形上の所定の範囲以上にあるか否かを判定する判定手段130と、判定結果を表示する表示手段140と、からなる。
【0025】
計測手段10は、図3に示すように、歯車箱21の内部に軸及び軸受により支持されて回転する歯車25(25A、25B)の歯面にレーザ光を照射し乱反射光を受光するレーザセンサ11と、歯車25Aの回転状況を検知する回転センサ12と、歯面26に圧縮空気を吹きつける圧縮空気供給手段13と、歯車箱21の一部を透明にする透明板15を有している。なお、レーザセンサ11は、図1(a)に示すような投光手段と受光手段が一体になったものを使用しており、コンパクトで種々の機械装置に付設しやすいので、種々の機械装置に簡単な構造で容易に組み込むことができる計測手段10を構成することができる。
【0026】
本レーザセンサ11は、図3に示すように、ほぼ歯幅に等しい長さの歯すじ方向に長いレーザ光を照射することができる。これにより、歯車25Aが回転すると、歯元から歯先に至る歯面のすべてにレーザ光を照射することができ、歯車25Aのすべての歯の歯面にレーザ光を照射できるようになっている。なお、図3の例は、レーザセンサ11が歯車25Aに一個のみ設けられているが、必要に応じ複数個、また、各歯車にも設けることができる。
【0027】
圧縮空気供給手段13は歯面上のゴミや汚れを除去することができ、透明板15は歯面26からの乱反射光以外の反射光を歯車箱21の外部に排出することができるので、これらを設けることによって測定感度を向上させることができる。また、図4に示すように、筒状カバー14を設けることによって、歯面26からの乱反射光以外の反射光を排除することができ、さらに測定感度を向上させることができる。
【0028】
データ作製手段100は、レーザセンサ11と回転センサ12からの信号に基づき、上述のように測定された乱反射光の強度に関する歯車の回転回数をパラメータとし、歯形方向位置を変数とする強度曲線データを作製する。そのような強度曲線データは次々にデータベース110に蓄積される。そして、比較手段120は、次々に測定され作製される最新の強度曲線データと、その前に測定されベータベース110に蓄積された強度曲線データとを比較し強度差を求める。その比較手段120による結果に基づき判定手段130により平らな強度曲線から突出する部分を有する所定の強度曲線が検知・特定される。その検知・特定された結果は表示手段140に表示される。これにより、機械装置の取扱者は歯車25Aが損傷しているか否かを知ることができる。なお、表示装置140を設けないこともできる。また、判定手段130による判定結果を直接に機械装置にフィードバックさせ、歯車の損傷有りと判定したときに機械装置を停止させるようにすることもできる。
【0029】
以上本発明に係る歯車の歯面の損傷検知方法及び装置について説明した。上記に示すように、本歯車の歯面の損傷検知装置は、コンパクトで簡単な構造の計測手段10、そして、コンピュータを用いて構成することができるデータ作製手段100、データベース110、比較手段120及び判定手段130からなる。これにより、歯車の損傷を早期かつ高精度で容易に検知することができ、また、簡単、コンパクトで経済的な歯車の歯面の損傷検知装置を構成することができる。なお本歯車の歯面の損傷検知方法又は装置は、平行軸の歯車のみならず、軸直角のかさ歯車、ウォームギヤ、ハイポイドギヤ、遊星歯車等の各種歯車に適用することができる。
【0030】
そして、上述の歯車の歯面の損傷検知方法及び装置は、歯車の歯面と同様なころがり疲れを生ずる軸受の転動面の損傷に対しても同様に適用することができる。さらに、歯車ポンプに用いられる歯車、かみあい型スクリュー押出機やスクリュー型圧縮機に用いられるスクリューロータ、エンジンに用いられるカムシャフト又は転がり・滑り接触で動力を伝達するトラクション駆動方法・装置等の損傷の検知方法又は装置に、本歯車の歯面の損傷検知方法及び装置を適用することができる。
【実施例1】
【0031】
歯車疲労試験を行い、回転中の歯車の歯面にレーザ光を照射し、その乱反射光の強度を測定し、乱反射光の強度に関する強度曲線データを求めた。また、歯車の所要回転回数ごとに歯面をレプリカ法で観察し、歯形を測定した。使用した歯車は以下の通りであった。すなわち、駆動及び従動歯車は、共にモジュールm=4mm、歯数z=29、歯幅b=10mmで、ホブ盤によりS45C調質材料から機械加工したものであった。機械加工の歯面粗さはJIS4級であった。この歯車対に対し、負荷トルク210N・m、回転速度1800rpm、かみ込み側から60℃のタービン油を潤滑しながら疲労試験を行った。歯形の測定は、大阪精密機械株式会社製の歯形測定機GC-4Hにより行った。
【0032】
レーザセンサ11は、株式会社キーエンス社製の波長650nmの可視光半導体レーザLV-H42からなり、その出力を同社製LV-51Mにより測定した。なお、本試験においては、図3又は4に示す圧縮空気供給手段13、筒状カバー14、透明板15は設けなかった。
【0033】
表1に、歯面の観察結果を示す。表1によると、歯車A及びBとも、当初歯車の歯面に機械加工の跡が残っていたが、回転回数が1×105になると、歯面が鏡面化し滑らかになっている。回転回数が2×105になると、歯車Aの歯面は一層滑らかになり、一方、歯車Bの歯面には直径1.7mmのピッチングが発生している。回転回数が4×105になると、歯車Aの歯面に直径3mmのピッチングが観察され、歯車Bの歯面のピッチングは直径3.3mmの大きさに拡大している。以降回転数が6×105、1×106になると、ピッチングは歯面中腹(ピッチ円付近)から歯元方向へ拡大し、回転回数が増加するほど歯面の凹凸は大きくなっていることが分かる。
【0034】
【表1】
【0035】
図5に、歯車Aの歯面の歯形誤差曲線を示す。図5において、横軸は歯形方向位置、縦軸は粗さを示す。図5によると、当初歯形誤差曲線は微細な波状を呈しており、歯面に機械加工による微細な凹凸(JIS4級)が存在していたことが分かる。回転数回数が1×105〜2×105においては、回転回数が多いほど波状部が滑らかになり平滑な曲線になっている。回転回数が4×105になると歯面に凹みを生じている。回転回数が6×105、1×106においては、凹みの範囲が拡大しており、また、凹みの輪郭が不明確になっていることが分かる。
【0036】
図6及び7に、歯車A及びBの強度曲線を示す。図6、7において、横軸は歯形方向位置、縦軸はレーザセンサ11の出力電圧を示す。図中の丸番数字は、歯車の回転回数を示す。丸1番が初期状態(回転回数0)、丸2番が回転回数1×105、丸3番が回転回数2×105、丸4番が回転回数4×105、丸5番が回転回数6×105、丸6番が回転回数1×106の場合である。
【0037】
図6及び7において、丸1番の強度曲線は共に高い山形形状を示しており、図6の丸2番及び丸3番の強度曲線と図7の丸2番の強度曲線は比較的平らな形状をしている。これに対し、図6の丸4番の強度曲線及び図7の丸3番の強度曲線は、平らな曲線の一部に突出した強い強度を示す部分を有する。また、図7の丸4番の強度曲線は、丸3番の強度曲線の突出部がさらに高くかつ横に拡大した形状をしている。そして、図6及び7の丸4番〜丸6番の強度曲線を観察すると、回転回数が増大するにつれて前記突出部が次第に小さくなっていることが分かる。
【0038】
以上図5〜7から分かるように、歯面観察及び歯形誤差曲線から観察される歯面の状況と強度曲線の変化状態とはよく一致しており、本歯車の歯面の損傷検知方法により早期かつ高精度に歯面の損傷の発生を検知することができることが分かる。また、ピッチングの進行具合を観察することができることが分かる。さらに、ピッチングの発生をより正確に検知するには、適当な間隔(負荷繰返数)ごとに歯面の強度曲線を求める必要があることも分かる。
【実施例2】
【0039】
歯車の歯面に生じたピッチングを検知するのにレーザ光を用いる場合と、LED光を用いる場合の精度確認試験を行った。図8は、図6に示す丸4番に相当する歯車Aについて、レーザセンサ11の代わりに投光及び受光手段一体型の株式会社キーエンス社製のFU-35FZLED光ファイバセンサを用い、その出力をFS-V21RMにより測定した結果を示す。図8に示すように、ピッチングの有無にかかわらず強度曲線はほとんど変わらず、LED光源の場合はレーザ光源と異なってピッチングを早期に検知することができないことが分かる。これは、LED光源が、単一波長を有するレーザ光源と異なって多数の波長が混在する光源であり、またレーザ光源より拡散しやすくエネルギー密度が低い光源であることと関係があるものと思われる。
【図面の簡単な説明】
【0040】
【図1】本発明に係る歯車の歯面の損傷検知方法の概要の説明図である。
【図2】本発明に係る歯車の歯面の損傷検知装置の構成の説明図である。
【図3】計測手段の実施例を示す斜視図である。
【図4】計測手段の他の実施例を示す斜視図である。
【図5】歯車Aの歯形誤差曲線を示すグラフである。
【図6】歯車疲労試験より求めた歯車Aの強度曲線のグラフである。
【図7】歯車Bの強度曲線のグラフである。
【図8】LED光ファイバセンサを用いて歯面を測定したときの乱反射光の強度を示すグラフである。
【符号の説明】
【0041】
10 計測手段
11 レーザセンサ
12 回転センサ
13 圧縮空気供給手段
14 筒状カバー
15 透明板
21 歯車箱
25、25A、25B 歯車
26 歯面
100 データ作製手段
110 データベース
120 比較手段
130 判定手段
140 表示手段
【特許請求の範囲】
【請求項1】
回転中の歯車の歯面にレーザ光を照射し、その乱反射光の強度を測定するステップと、該測定された乱反射光の強度に関する歯車の回転回数をパラメータとし、歯形方向位置を変数とする強度曲線データを求めるステップと、該強度曲線データにおいて最新の強度曲線データとその前に測定された強度曲線データとの強度差を求めるステップと、該強度差が所定値以上になった場合に所定値以上の範囲が歯形上の所定の範囲以上にあるか否かを判定するステップと、からなる歯車の歯面の損傷検知方法。
【請求項2】
回転中の歯車の歯面にレーザ光を照射し、その乱反射光の強度を測定する計測手段と、該測定された乱反射光の強度に関する歯車の回転回数をパラメータとし、歯形方向位置を変数とする強度曲線データを作製するデータ作製手段と、該作製された強度曲線データを蓄積するデータベースと、最新の強度曲線データとその前に測定された前記データベース中の強度曲線データとの強度差を求める比較手段と、該強度差が所定値以上になった場合に所定値以上の範囲が歯形上の所定の範囲以上にあるか否かを判定する判定手段と、からなる歯車の歯面の損傷検知装置。
【請求項3】
歯車の歯面からの乱反射光以外の反射光を遮蔽する手段を設けたことを特徴とする請求項2に記載の歯車の歯面の損傷検知装置。
【請求項4】
歯車の歯面を清浄にする手段を設けたことを特徴とする請求項2又は3のいずれかに記載の歯車の歯面の損傷検知装置。
【請求項5】
回転中の軸を支持する軸受の転動面に沿ってレーザ光を照射し、その乱反射光の強度を測定するステップと、該測定された乱反射光の強度に関する軸の回転回数をパラメータとし、転動面の位置を変数とする強度曲線データを求めるステップと、該強度曲線データにおいて最新の強度曲線データとその前に測定された強度曲線データとの強度差を求めるステップと、該強度差が所定値以上になった場合にその範囲が転動面の所定値以上の範囲になっているか否かを判定するステップと、からなる軸受の転動面の損傷検知方法。
【請求項1】
回転中の歯車の歯面にレーザ光を照射し、その乱反射光の強度を測定するステップと、該測定された乱反射光の強度に関する歯車の回転回数をパラメータとし、歯形方向位置を変数とする強度曲線データを求めるステップと、該強度曲線データにおいて最新の強度曲線データとその前に測定された強度曲線データとの強度差を求めるステップと、該強度差が所定値以上になった場合に所定値以上の範囲が歯形上の所定の範囲以上にあるか否かを判定するステップと、からなる歯車の歯面の損傷検知方法。
【請求項2】
回転中の歯車の歯面にレーザ光を照射し、その乱反射光の強度を測定する計測手段と、該測定された乱反射光の強度に関する歯車の回転回数をパラメータとし、歯形方向位置を変数とする強度曲線データを作製するデータ作製手段と、該作製された強度曲線データを蓄積するデータベースと、最新の強度曲線データとその前に測定された前記データベース中の強度曲線データとの強度差を求める比較手段と、該強度差が所定値以上になった場合に所定値以上の範囲が歯形上の所定の範囲以上にあるか否かを判定する判定手段と、からなる歯車の歯面の損傷検知装置。
【請求項3】
歯車の歯面からの乱反射光以外の反射光を遮蔽する手段を設けたことを特徴とする請求項2に記載の歯車の歯面の損傷検知装置。
【請求項4】
歯車の歯面を清浄にする手段を設けたことを特徴とする請求項2又は3のいずれかに記載の歯車の歯面の損傷検知装置。
【請求項5】
回転中の軸を支持する軸受の転動面に沿ってレーザ光を照射し、その乱反射光の強度を測定するステップと、該測定された乱反射光の強度に関する軸の回転回数をパラメータとし、転動面の位置を変数とする強度曲線データを求めるステップと、該強度曲線データにおいて最新の強度曲線データとその前に測定された強度曲線データとの強度差を求めるステップと、該強度差が所定値以上になった場合にその範囲が転動面の所定値以上の範囲になっているか否かを判定するステップと、からなる軸受の転動面の損傷検知方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2007−232660(P2007−232660A)
【公開日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願番号】特願2006−57202(P2006−57202)
【出願日】平成18年3月3日(2006.3.3)
【出願人】(504136568)国立大学法人広島大学 (924)
【Fターム(参考)】
【公開日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願日】平成18年3月3日(2006.3.3)
【出願人】(504136568)国立大学法人広島大学 (924)
【Fターム(参考)】
[ Back to top ]