
残存型枠の製造方法
【課題】本発明はゼロスランプの生コンクリートを使用し、表側を仕上げる残存型枠の製造が効率良く且つ綺麗な表面が得られる残存型枠の製造方法を提供することを目的とする。
【解決手段】成形金型Aの上型1表面に多数の凹部1aと凸部1bを形成すると共にその凸部1bの表面積を凹部1aの表面積よりも大きくし、且つ、その上型1を使用し、成形金型Aの下型2に投入したゼロスランプの生コンクリートを、それに振動を加えながら上型1で加圧させる残存型枠5の製造方法と成す。また前記凹部1aと凸部1bを表面に多数形成した凹凸部材11が設けられ、該凹凸部材11を上型1の表面に着脱可能に取付けると共にその上型1を用いても良く、又、前記上型1の周囲で且つ内側に面取用のテーパー面を設け、その上型1を用いても良い。
【解決手段】成形金型Aの上型1表面に多数の凹部1aと凸部1bを形成すると共にその凸部1bの表面積を凹部1aの表面積よりも大きくし、且つ、その上型1を使用し、成形金型Aの下型2に投入したゼロスランプの生コンクリートを、それに振動を加えながら上型1で加圧させる残存型枠5の製造方法と成す。また前記凹部1aと凸部1bを表面に多数形成した凹凸部材11が設けられ、該凹凸部材11を上型1の表面に着脱可能に取付けると共にその上型1を用いても良く、又、前記上型1の周囲で且つ内側に面取用のテーパー面を設け、その上型1を用いても良い。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はコンクリート製の擁壁,砂防ダム,橋脚等の構造物を施工する場合、型枠内部に生コンクリートを流し込んだ後に、固化したコンクリートの表面に壁板として残存する型枠のタイプ、特にはゼロスランプの生コンクリートで一定面積のプレート状に形成すると共にその表側に凹凸の意匠が綺麗に形成される残存型枠の製造方法に関する。尚、本発明で言う「ゼロスランプの生コンクリート」とは、即時脱型方法で用いる材料を指し、コンクリートのスランプ実験でスランプがゼロとなるものを指す。
【背景技術】
【0002】
従来、ゼロスランプの生コンクリートで一定面積のプレート状に形成すると共に表側を仕上げた残存型枠、特に凹凸の意匠を形成したコンクリート製の残存型枠を成形金型で製造する方法としては、一般に金型本体内にゼロスランプの生コンクリートを上部から入れ、金型本体に振動を加えながら且つ上型にも振動を加え、前記生コンクリートを上型で加圧して締固め、その後、型開きし、締固めた生コンクリートを下方から押上げて金型本体から即時脱型する製造方法であった。
【0003】
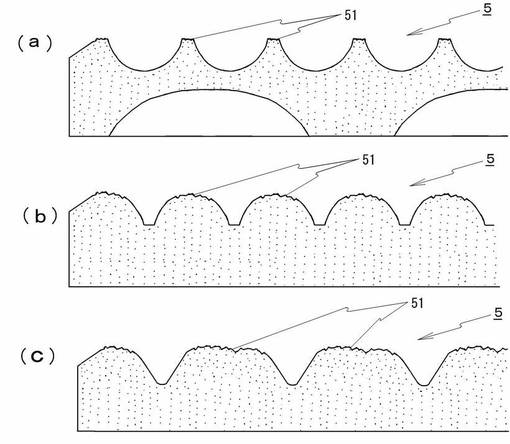
しかしながら、前記従来方法で残存型枠を成形すると、図3(b)や図3(c)に示すように残存型枠(5)の表側の凸頂部(51)が欠け、また凸表面が空気泡などによって粗面になり易く、残存型枠(5)の表側の仕上げ不良が多く生じ、見栄えが悪くなるという問題点があった。この原因は、生コンクリートを上型で加圧して締固める際、上型の凹部に空気溜りが発生するためと考えられる。このため、ゼロスランプの生コンクリートでは表側を仕上げる残存型枠(5)が製造されていないのが現状である。一方、一般の流動性のコンクリートを使用した場合には問題がないため、表側仕上げした残存型枠(5)が製造されているが、この流動性のコンクリートが使用されて残存型枠(5)を製造すると、コンクリートが固化するまで待たなくてはならず、生産数量を増加させることは難しかった。
【0004】
尚、裏側や基礎部で見えなくなる部分に使用される残存型枠を、ゼロスランプの生コンクリートが使用されて製造するものとして、特願平10−376144号「多数の穴を有する残存型枠の製造方法」が本発明者によって提案されている。これは金型本体内にゼロスランプの生コンクリートを上部から入れ、金型本体に振動を加えながら前記生コンクリートを上型で圧縮(加圧)して締固め、そして型開きした後、締固めた生コンクリートを下方から押上げて金型本体から即時脱型する製造方法である。この場合は、多数の穴があるため製造上、前記のような問題がないと共に仕上げが不要のものである。
【特許文献1】特願平10−376144号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明はゼロスランプの生コンクリートを使用し、表側を仕上げる残存型枠の製造が効率良く且つ綺麗な表面が得られる残存型枠の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
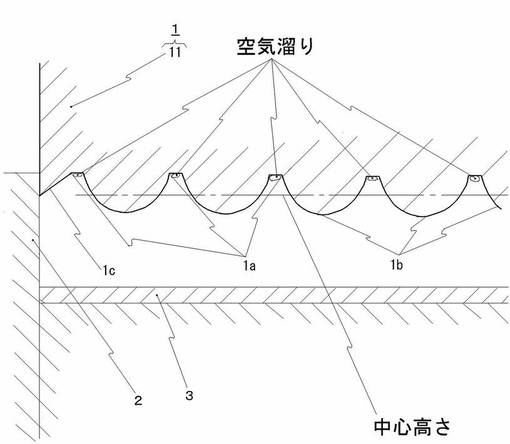
本発明は上記問題点を解消するために成されたものであり、つまり、成形金型の上型表面に多数の凹部と凸部を形成すると共にその凸部の表面積を凹部の表面積よりも大きくし、且つ、その上型を使用し、成形金型の下型に投入したゼロスランプの生コンクリートを、それに振動を加えながら上型で加圧させる残存型枠の製造方法と成す。また前記凹部と凸部を表面に多数形成した凹凸部材が設けられ、該凹凸部材を上型の表面に着脱可能に取付けると共にその上型を用いて残存型枠が製造される方法としても良く、又、前記上型の周囲で且つ内側に面取用のテーパー面を設け、その上型を用いて残存型枠が製造される方法としても良い。更に生コンクリートに振動を加える方法として、上型か下型の一方或いは両方に振動を加えるものとしても良い。尚、本発明で言う「凸部の表面積」とは、凹凸の中心高さ(図2に一点鎖線で示す平均高さ)を基準として凸部側(下側)の表面積を指し、「凹部の表面積」とは、凹凸の中心高さを基準として凹部側(上側)の表面積を指すものとする。
【発明の効果】
【0007】
請求項1のように成形金型(A)の上型(1)表面に多数の凹部(1a)と凸部(1b)を形成すると共にその凸部(1b)の表面積を凹部(1a)の表面積よりも大きくし、且つ、その上型(1)を使用し、成形金型(A)の下型(2)に投入したゼロスランプの生コンクリートを、それに振動を加えながら上型(1)で加圧させて残存型枠(5)を製造することにより、表側に凹凸の意匠が形成されたコンクリート製の残存型枠(5)を成形金型(A)で製造するに当り、空気泡などによって粗面になり易い凸頂部(51)をなるべく小さくして目立たぬものと成し、綺麗に仕上がる凹部分を大きくすることによって表側が綺麗に仕上げられる残存型枠(5)が効率良く製造されるものとなる。
【0008】
請求項2のように凹部(1a)と凸部(1b)を表面に多数形成した凹凸部材(11)が設けられ、且つ該凹凸部材(11)が上型(1)の表面に着脱可能に取付けられると共にその上型(1)が用いられることにより、残存型枠(5)の表側仕上げに対応して、凹凸部材(11)を交換することが可能となるため、多種の意匠の残存型枠(5)の製造が可能となる。又、前記凹部(1a)や凸部(1b)が磨耗した際に、補修又は交換が容易に出来るものとなる。
【0009】
請求項3に示すように上型(1)の周囲で且つ内側に面取用のテーパー面(1c)が設けられ、その上型(1)が用いられて残存型枠(5)を製造することにより、角部が欠けにくく且つバリ処理も簡単となり、残存型枠(5)の製造効率がより良いものとなる。
【0010】
請求項4に示すように生コンクリートに振動を加える方法として、上型(1)か下型(2)の一方或いは両方に振動が加えられるようにすることにより、生コンクリートの骨材の配合や残存型枠(5)の形状或いは意匠などに対応した有効な振動を生コンクリートに加えることが可能なものとなる。
【発明を実施するための最良の形態】
【0011】
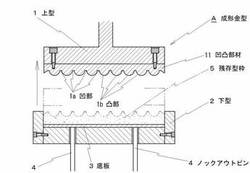
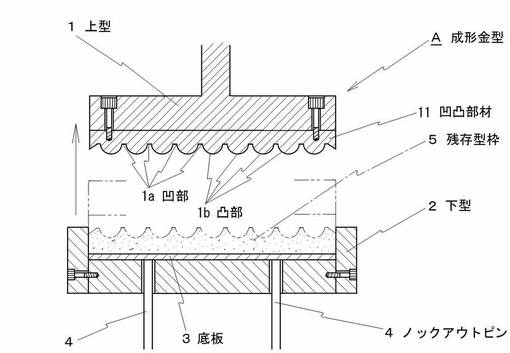
図1、図2は本発明の実施形態の要部を示す図であり、これについて説明する。(A)は表側に凹凸の意匠を形成した図3(a)のようなコンクリート製の残存型枠(5)を製造するための成形金型である。(1)は上型であり、該上型(1)表面には凹部(1a)と凸部(1b)が多数形成され、該凸部(1b)の表面積が、図2に示すように凹部(1a)の表面積よりも大きく形成されている。この凹部(1a)は残存型枠(5)の凸部分を形成するためのものであり、前記凸部(1b)は残存型枠(5)の凹部分を形成するためのものである。また前記凹部(1a)と凸部(1b)は上型(1)表面に直接設けても良いが、凹部(1a)と凸部(1b)が表面に多数形成された凹凸部材(11)を設け、該凹凸部材(11)を上型(1)の表面に着脱可能に取付けるものとするのが好ましい(図1参照)。又、前記凹凸部材(11)はステンレス製の鋳物が用いられ、ボルトによって上型(1)表面に取付けられている。更に上型(1)の周囲で且つ内側に面取用のテーパー面(1c)が図2に示すように設けられたものとするのが好ましい。又、前記残存型枠(5)の裏側に、図3(a)に示すような多数の溝穴を形成したものとしても良い。
【0012】
(2)はゼロスランプの生コンクリートが投入される下型である。(3)は下型(2)内部の底に配置した金属製の底板であり、該底板(3)は締固めした生コンクリートを支持すると共に上下移動可能である。(4)は底板(3)を下方から押上げて脱型するためのノックアウトピンである。(5)は成形金型(A)で形成されたコンクリート製の残存型枠であり、該残存型枠(5)の表側には多数の凹凸を設けた意匠仕上げされるものである。この残存型枠(5)の凹凸、特に凸頂部(5a)の表面積は小さく形成されている。
【0013】
次に本発明方法について説明する。先ず始めに成形金型(A)の上型(1)表面に多数の凹部(1a)と凸部(1b)を形成すると共にその凸部(1b)の表面積を凹部(1a)の表面積よりも大きく形成したものを用意する。この時、前記凹部(1a)と凸部(1b)が表面に多数形成された凹凸部材(11)を上型(1)の表面に着脱可能に取付けると良いが、前記凹部(1a)と凸部(1b)を上型(1)表面に直接設けたものとしても良い。前記上型(1)を図1の状態にセットした後、成形金型(A)の下型(2)にゼロスランプの生コンクリートを所定量投入し、そして上型(1)を降下させて生コンクリートが加圧されながら且つ振動を生コンクリートに加えながら締固めて成形する。生コンクリートが成形された後、型開きすると共にノックアウトピン(4)によって底板(3)が下方から押上げられることにより、成形された生コンクリートである残存型枠(5)は脱型されるのである。この時、脱型された残存型枠(5)は、図3(a)に示すように表側の凸頂部(51)が粗面になっているが、従来の残存型枠(5)と比べると、凸頂部(51)が凹部分よりも表面積がかなり小さいものとなるため、仕上げ具合は良好な凹部分の表面積が多くなって目立つものとなり、残存型枠(5)の表側の仕上げが綺麗で見栄えの良い商品となるのである。
【図面の簡単な説明】
【0014】
【図1】本発明方法の実施形態を示す説明図である。
【図2】本実施形態で使用する上型の凹凸部材の要部を示す説明図である。
【図3】本発明方法と従来方法によって製造された残存型枠の表面を比較する説明図である。
【符号の説明】
【0015】
A 成形金型
1 上型
11 凹凸部材
1a 凹部
1b 凸部
1c テーパー面
2 下型
5 残存型枠
【技術分野】
【0001】
本発明はコンクリート製の擁壁,砂防ダム,橋脚等の構造物を施工する場合、型枠内部に生コンクリートを流し込んだ後に、固化したコンクリートの表面に壁板として残存する型枠のタイプ、特にはゼロスランプの生コンクリートで一定面積のプレート状に形成すると共にその表側に凹凸の意匠が綺麗に形成される残存型枠の製造方法に関する。尚、本発明で言う「ゼロスランプの生コンクリート」とは、即時脱型方法で用いる材料を指し、コンクリートのスランプ実験でスランプがゼロとなるものを指す。
【背景技術】
【0002】
従来、ゼロスランプの生コンクリートで一定面積のプレート状に形成すると共に表側を仕上げた残存型枠、特に凹凸の意匠を形成したコンクリート製の残存型枠を成形金型で製造する方法としては、一般に金型本体内にゼロスランプの生コンクリートを上部から入れ、金型本体に振動を加えながら且つ上型にも振動を加え、前記生コンクリートを上型で加圧して締固め、その後、型開きし、締固めた生コンクリートを下方から押上げて金型本体から即時脱型する製造方法であった。
【0003】
しかしながら、前記従来方法で残存型枠を成形すると、図3(b)や図3(c)に示すように残存型枠(5)の表側の凸頂部(51)が欠け、また凸表面が空気泡などによって粗面になり易く、残存型枠(5)の表側の仕上げ不良が多く生じ、見栄えが悪くなるという問題点があった。この原因は、生コンクリートを上型で加圧して締固める際、上型の凹部に空気溜りが発生するためと考えられる。このため、ゼロスランプの生コンクリートでは表側を仕上げる残存型枠(5)が製造されていないのが現状である。一方、一般の流動性のコンクリートを使用した場合には問題がないため、表側仕上げした残存型枠(5)が製造されているが、この流動性のコンクリートが使用されて残存型枠(5)を製造すると、コンクリートが固化するまで待たなくてはならず、生産数量を増加させることは難しかった。
【0004】
尚、裏側や基礎部で見えなくなる部分に使用される残存型枠を、ゼロスランプの生コンクリートが使用されて製造するものとして、特願平10−376144号「多数の穴を有する残存型枠の製造方法」が本発明者によって提案されている。これは金型本体内にゼロスランプの生コンクリートを上部から入れ、金型本体に振動を加えながら前記生コンクリートを上型で圧縮(加圧)して締固め、そして型開きした後、締固めた生コンクリートを下方から押上げて金型本体から即時脱型する製造方法である。この場合は、多数の穴があるため製造上、前記のような問題がないと共に仕上げが不要のものである。
【特許文献1】特願平10−376144号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明はゼロスランプの生コンクリートを使用し、表側を仕上げる残存型枠の製造が効率良く且つ綺麗な表面が得られる残存型枠の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は上記問題点を解消するために成されたものであり、つまり、成形金型の上型表面に多数の凹部と凸部を形成すると共にその凸部の表面積を凹部の表面積よりも大きくし、且つ、その上型を使用し、成形金型の下型に投入したゼロスランプの生コンクリートを、それに振動を加えながら上型で加圧させる残存型枠の製造方法と成す。また前記凹部と凸部を表面に多数形成した凹凸部材が設けられ、該凹凸部材を上型の表面に着脱可能に取付けると共にその上型を用いて残存型枠が製造される方法としても良く、又、前記上型の周囲で且つ内側に面取用のテーパー面を設け、その上型を用いて残存型枠が製造される方法としても良い。更に生コンクリートに振動を加える方法として、上型か下型の一方或いは両方に振動を加えるものとしても良い。尚、本発明で言う「凸部の表面積」とは、凹凸の中心高さ(図2に一点鎖線で示す平均高さ)を基準として凸部側(下側)の表面積を指し、「凹部の表面積」とは、凹凸の中心高さを基準として凹部側(上側)の表面積を指すものとする。
【発明の効果】
【0007】
請求項1のように成形金型(A)の上型(1)表面に多数の凹部(1a)と凸部(1b)を形成すると共にその凸部(1b)の表面積を凹部(1a)の表面積よりも大きくし、且つ、その上型(1)を使用し、成形金型(A)の下型(2)に投入したゼロスランプの生コンクリートを、それに振動を加えながら上型(1)で加圧させて残存型枠(5)を製造することにより、表側に凹凸の意匠が形成されたコンクリート製の残存型枠(5)を成形金型(A)で製造するに当り、空気泡などによって粗面になり易い凸頂部(51)をなるべく小さくして目立たぬものと成し、綺麗に仕上がる凹部分を大きくすることによって表側が綺麗に仕上げられる残存型枠(5)が効率良く製造されるものとなる。
【0008】
請求項2のように凹部(1a)と凸部(1b)を表面に多数形成した凹凸部材(11)が設けられ、且つ該凹凸部材(11)が上型(1)の表面に着脱可能に取付けられると共にその上型(1)が用いられることにより、残存型枠(5)の表側仕上げに対応して、凹凸部材(11)を交換することが可能となるため、多種の意匠の残存型枠(5)の製造が可能となる。又、前記凹部(1a)や凸部(1b)が磨耗した際に、補修又は交換が容易に出来るものとなる。
【0009】
請求項3に示すように上型(1)の周囲で且つ内側に面取用のテーパー面(1c)が設けられ、その上型(1)が用いられて残存型枠(5)を製造することにより、角部が欠けにくく且つバリ処理も簡単となり、残存型枠(5)の製造効率がより良いものとなる。
【0010】
請求項4に示すように生コンクリートに振動を加える方法として、上型(1)か下型(2)の一方或いは両方に振動が加えられるようにすることにより、生コンクリートの骨材の配合や残存型枠(5)の形状或いは意匠などに対応した有効な振動を生コンクリートに加えることが可能なものとなる。
【発明を実施するための最良の形態】
【0011】
図1、図2は本発明の実施形態の要部を示す図であり、これについて説明する。(A)は表側に凹凸の意匠を形成した図3(a)のようなコンクリート製の残存型枠(5)を製造するための成形金型である。(1)は上型であり、該上型(1)表面には凹部(1a)と凸部(1b)が多数形成され、該凸部(1b)の表面積が、図2に示すように凹部(1a)の表面積よりも大きく形成されている。この凹部(1a)は残存型枠(5)の凸部分を形成するためのものであり、前記凸部(1b)は残存型枠(5)の凹部分を形成するためのものである。また前記凹部(1a)と凸部(1b)は上型(1)表面に直接設けても良いが、凹部(1a)と凸部(1b)が表面に多数形成された凹凸部材(11)を設け、該凹凸部材(11)を上型(1)の表面に着脱可能に取付けるものとするのが好ましい(図1参照)。又、前記凹凸部材(11)はステンレス製の鋳物が用いられ、ボルトによって上型(1)表面に取付けられている。更に上型(1)の周囲で且つ内側に面取用のテーパー面(1c)が図2に示すように設けられたものとするのが好ましい。又、前記残存型枠(5)の裏側に、図3(a)に示すような多数の溝穴を形成したものとしても良い。
【0012】
(2)はゼロスランプの生コンクリートが投入される下型である。(3)は下型(2)内部の底に配置した金属製の底板であり、該底板(3)は締固めした生コンクリートを支持すると共に上下移動可能である。(4)は底板(3)を下方から押上げて脱型するためのノックアウトピンである。(5)は成形金型(A)で形成されたコンクリート製の残存型枠であり、該残存型枠(5)の表側には多数の凹凸を設けた意匠仕上げされるものである。この残存型枠(5)の凹凸、特に凸頂部(5a)の表面積は小さく形成されている。
【0013】
次に本発明方法について説明する。先ず始めに成形金型(A)の上型(1)表面に多数の凹部(1a)と凸部(1b)を形成すると共にその凸部(1b)の表面積を凹部(1a)の表面積よりも大きく形成したものを用意する。この時、前記凹部(1a)と凸部(1b)が表面に多数形成された凹凸部材(11)を上型(1)の表面に着脱可能に取付けると良いが、前記凹部(1a)と凸部(1b)を上型(1)表面に直接設けたものとしても良い。前記上型(1)を図1の状態にセットした後、成形金型(A)の下型(2)にゼロスランプの生コンクリートを所定量投入し、そして上型(1)を降下させて生コンクリートが加圧されながら且つ振動を生コンクリートに加えながら締固めて成形する。生コンクリートが成形された後、型開きすると共にノックアウトピン(4)によって底板(3)が下方から押上げられることにより、成形された生コンクリートである残存型枠(5)は脱型されるのである。この時、脱型された残存型枠(5)は、図3(a)に示すように表側の凸頂部(51)が粗面になっているが、従来の残存型枠(5)と比べると、凸頂部(51)が凹部分よりも表面積がかなり小さいものとなるため、仕上げ具合は良好な凹部分の表面積が多くなって目立つものとなり、残存型枠(5)の表側の仕上げが綺麗で見栄えの良い商品となるのである。
【図面の簡単な説明】
【0014】
【図1】本発明方法の実施形態を示す説明図である。
【図2】本実施形態で使用する上型の凹凸部材の要部を示す説明図である。
【図3】本発明方法と従来方法によって製造された残存型枠の表面を比較する説明図である。
【符号の説明】
【0015】
A 成形金型
1 上型
11 凹凸部材
1a 凹部
1b 凸部
1c テーパー面
2 下型
5 残存型枠
【特許請求の範囲】
【請求項1】
表側に凹凸の意匠が形成されたコンクリート製の残存型枠(5)を成形金型(A)で製造する残存型枠の製造方法に於いて、前記成形金型(A)の上型(1)表面に多数の凹部(1a)と凸部(1b)を形成すると共にその凸部(1b)の表面積を前記凹部(1a)の表面積よりも大きくし、且つ、その上型(1)を使用し、前記成形金型(A)の下型(2)に投入したゼロスランプの生コンクリートを、それに振動を加えながら前記上型(1)で加圧させたことを特徴とする残存型枠の製造方法。
【請求項2】
前記凹部(1a)と凸部(1b)を表面に多数形成した凹凸部材(11)が設けられ、且つ該凹凸部材(11)が前記上型(1)の表面に着脱可能に取付けられると共にその上型(1)が用いられた請求項1記載の残存型枠の製造方法。
【請求項3】
前記上型(1)の周囲で且つ内側に面取用のテーパー面(1c)が設けられ、その上型(1)が用いられた請求項1又は2記載の残存型枠の製造方法。
【請求項4】
前記生コンクリートに振動を加える方法として、前記上型(1)か前記下型(2)の一方或いは両方に振動が加えられる請求項1、2又は3記載の残存型枠の製造方法。
【請求項1】
表側に凹凸の意匠が形成されたコンクリート製の残存型枠(5)を成形金型(A)で製造する残存型枠の製造方法に於いて、前記成形金型(A)の上型(1)表面に多数の凹部(1a)と凸部(1b)を形成すると共にその凸部(1b)の表面積を前記凹部(1a)の表面積よりも大きくし、且つ、その上型(1)を使用し、前記成形金型(A)の下型(2)に投入したゼロスランプの生コンクリートを、それに振動を加えながら前記上型(1)で加圧させたことを特徴とする残存型枠の製造方法。
【請求項2】
前記凹部(1a)と凸部(1b)を表面に多数形成した凹凸部材(11)が設けられ、且つ該凹凸部材(11)が前記上型(1)の表面に着脱可能に取付けられると共にその上型(1)が用いられた請求項1記載の残存型枠の製造方法。
【請求項3】
前記上型(1)の周囲で且つ内側に面取用のテーパー面(1c)が設けられ、その上型(1)が用いられた請求項1又は2記載の残存型枠の製造方法。
【請求項4】
前記生コンクリートに振動を加える方法として、前記上型(1)か前記下型(2)の一方或いは両方に振動が加えられる請求項1、2又は3記載の残存型枠の製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2007−283575(P2007−283575A)
【公開日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願番号】特願2006−111688(P2006−111688)
【出願日】平成18年4月14日(2006.4.14)
【出願人】(596182209)タカムラ総業株式会社 (33)
【Fターム(参考)】
【公開日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願日】平成18年4月14日(2006.4.14)
【出願人】(596182209)タカムラ総業株式会社 (33)
【Fターム(参考)】
[ Back to top ]