
段ボールの製造方法
波形シートの段に接着剤を塗布する方法は、アプリケータロールの外面に接着剤層を塗布するステップと、アプリケータロールを回転させるステップと、アプリケータロールに隣接するウェブポジショニングロールを回転させるステップとを含む。ウェブポジショニングロールおよびアプリケータロールはそれぞれ回転軸を有し、それらのロールの外面間にギャップを画定する。接着剤層から段に接着剤を塗布するために、アプリケータロールの外面に隣接する経路に沿って波形シートを移動させる。制御システムを利用して、回転軸を、互いに対して実質的に平行に自動的に維持する。他の例では、制御システムが、ギャップの所望の幅を自動的に維持し、段頂に加える所望の圧力を自動的に維持し、かつ/または段高さを自動的に決定することができる。

【発明の詳細な説明】
【技術分野】
【0001】
関連出願の相互参照
本出願は、その開示の全体が参照によって本明細書に組み込まれる2007年6月20日に出願された米国特許仮出願第60/936,411号の恩典を主張するものである。
【0002】
本発明は一般に段ボールの製造に関し、より具体的には、段をある面に接着することができるように、段ボールの段への接着剤の塗布を、段頂を中心に接着剤が付着するように正確に制御する改良された新規の方法に関する。
【背景技術】
【0003】
段ボール複合材は数多くの用途において使用されている。段ボール複合材は耐久性があり、高い寸法完全性および構造完全性を有するため、特に包装用途において望ましい。
【0004】
段ボールは一般に、波形シートを製造することによって形成され、最初に、この波形シートの片面に単一の面が接着される。次いで、この単一の面から遠い方の段頂に、グルーマシンのアプリケータロールによって接着剤が塗布される。その後、間隔を置いて配置された面と面の間に波形構造が延び、それらの面に波形構造が接着された複合構造体を製造するため、この段上の接着剤に第2の面が張り付けられる。
【0005】
場合によっては、例えば、平らな中心面のそれぞれの面に波形シートが接着され、これらの2枚の波形シートの中心面から遠い方の面に平らな外側面が接着されるようにして、2枚以上の波形シートが追加の面に貼り付けられた多層段ボールが製造される。
【0006】
段に接着剤を塗布するため、波形シートは一般に、ウェブ(web)ポジショニングロールとアプリケータロールの間に通される。ウェブポジショニングロールは一般に、段の先端をアプリケータロールに接触させるのに十分な下向きの圧力を加える。この下向きの圧力は段の圧縮または変形を引き起こす。アプリケータに対して押しつぶされる前に、段は接着剤層に入り、その長い滞留時間のため、段はしばしば接着剤によって過剰に濡らされ、または接着剤で飽和される。その結果、押しつぶされた後、段は元の形状に戻らない。段のこの永久変形は最終的な段ボールの強度を低下させる。
【0007】
この方法の実行には、第1の面であるシートの反対側の露出した段頂に糊を塗布する従来のコルゲータグルーマシンが使用されている。しかしながら、段は、アプリケータ上の接着剤層を押しのけながら進み、段の一方の斜面の方がもう一方の斜面よりも濡れるため、段に塗布された接着剤が非対称になることがある。接着剤のこの非対称塗布の結果、所与の接着剤重量に対する接着強度が低下し、接着剤硬化後の反りにより面シートの表面の仕上がりが荒くなる。さらに、比較的に大量の過剰のしぶきが飛び、それによってこの工程で使用される糊の量がさらに増大する。1つの解決策では、参照によって本明細書に組み込まれる米国特許第6,602,546号に記載されているように、アプリケータの外面に糊フィルムを張り付けることができる。
【0008】
当技術分野では、完成製品の最大強度および面上の改良された表面仕上げを得る段ボールを製造する改良された方法が依然として求められている。さらに、完成製品の単位面積当たりに換算してかなり少ない量の接着剤を塗布すること、およびこの改良された段ボールを高い製造速度で製造することが望ましくなりうる。波形段の前斜面または後斜面に接着剤をあまり塗布することなく段の中央ないし頂に正確かつ倹約的に接着剤を塗布する方法を提供することが特に望ましい。最も好ましくは、このような方法は、さまざまな段サイズの波形段に加える圧力荷重力、ローラ間のギャップの幅、ローラの相対的なアラインメント(すなわち平行関係)のうちのいずれかまたは全部を自動的に調整し、かつ/または段の高さを自動的に検出するようにプログラムされた制御システムを使用することができる。
【発明の概要】
【0009】
本発明は、段の前斜面または後斜面に接着剤をほとんどまたは全く(あるいは実質的に全く)塗布することなく波形シートの段頂に接着剤を均一かつ正確に塗布する方法および装置を提供する。本発明によれば、より高いラインスピードを達成することができ、業界標準のマシンの能力を超えるより厳しい性能仕様が可能であり、使用する糊の量のかなりの低減が達成される。さらに、段頂を中心に接着剤を正確に塗布することによって、波形シートと波形シートを接着する面シートとの間のより強い接着強度が提供される。方向による強度の違いが最小化され、または実質的に排除され、面シートの表面の滑らかさが向上する(ウォッシュボードが低減する)。接着剤は非常に正確に段頂だけに付着するため、接着剤重量付着速度を、従来のマシンにおいて必要な接着剤重量付着速度の約10〜70%またはそれ以上に低減させ、同時に、同じまたは匹敵する接着およびつぶれ強度を提供することが可能である。さらに、制御された糊重量に実用上の下限はないため、常温硬化型接着剤を使用して、段ボール特性をさらに向上させ、エネルギーコストおよび反り損失を低減させることができる。さらに、本発明によれば、反りが大幅に低減し、表面仕上げが大幅に改善されたより滑らかでより印刷可能な段ボールが製造される。
【0010】
他の態様を達成するため、本発明によれば、それぞれが頂を有する波形シートの段に接着剤を塗布する方法が提供される。この方法は、アプリケータロールの外面に接着剤層を塗布し、アプリケータロールを回転させるステップと、前記アプリケータロールに隣接するウェブポジショニングロールを回転させるステップとを含む。ウェブポジショニングロールおよび前記アプリケータロールはそれぞれ回転軸を有し、それらのロールの外面間にギャップを画定する。接着剤層から段に接着剤を塗布するために、ウェブポジショニングロールを回転させることによって、アプリケータロールの外面に隣接する経路に沿って、波形シートを移動させる。この経路はギャップを通り抜けて延びる。制御システムを利用して、ギャップの幅の複数回の測定の比較に基づき、回転軸をそれぞれ互いに対して実質的に平行に自動的に維持し、段の頂をアプリケータロールと接触させ、それにより頂に糊を付着させる。
【0011】
他の態様を達成するため、本発明によれば、それぞれが頂を有する波形シートの段に接着剤を塗布する方法が提供される。この方法は、アプリケータロールの外面に接着剤層を塗布し、アプリケータロールを回転させるステップと、前記アプリケータロールに隣接するウェブポジショニングロールを回転させるステップとを含む。ウェブポジショニングロールおよび前記アプリケータロールは、それらのロールの外面間にギャップを画定する。接着剤層から段に接着剤を塗布するために、ウェブポジショニングロールを回転させることによって、アプリケータロールの外面に隣接する経路に沿って、波形シートを移動させる。この経路はギャップを通り抜けて延びる。複数の段頂の平均高さを測定し、この平均高さに基づいてギャップの所望の幅を決定する。制御システムを利用して、アプリケータロールに対するウェブポジショニングロールの位置を自動的に調整し、それによりギャップの所望の幅を維持し、段の頂をアプリケータロールと接触させ、それにより頂に糊を付着させる。
【0012】
他の態様を達成するため、本発明によれば、それぞれが頂を有する波形シートの段に接着剤を塗布する方法が提供される。この方法は、アプリケータロールの外面に接着剤層を塗布し、アプリケータロールを回転させるステップと、前記アプリケータロールに隣接するウェブポジショニングロールを回転させるステップとを含む。ウェブポジショニングロールおよび前記アプリケータロールは、それらのロールの外面間にギャップを画定する。接着剤層から段に接着剤を塗布するために、ウェブポジショニングロールを回転させることによって、アプリケータロールの外面に隣接する経路に沿って、波形シートを移動させる。この経路はギャップを通り抜けて延びる。複数の段頂の平均高さを測定し、この平均高さに基づいて、ギャップを通過する段頂に加える所望の圧力を決定する。制御システムを利用して、アプリケータロールに対するウェブポジショニングロールの位置を自動的に調整し、それにより前記所望の圧力を維持し、段の頂をアプリケータロールと接触させ、それにより頂に糊を付着させる。
【0013】
添付図面に関する以下の説明を読めば、本発明が関係する分野の技術者には、本発明の以下の態様およびその他の態様が明らかになるであろう。
【図面の簡単な説明】
【0014】
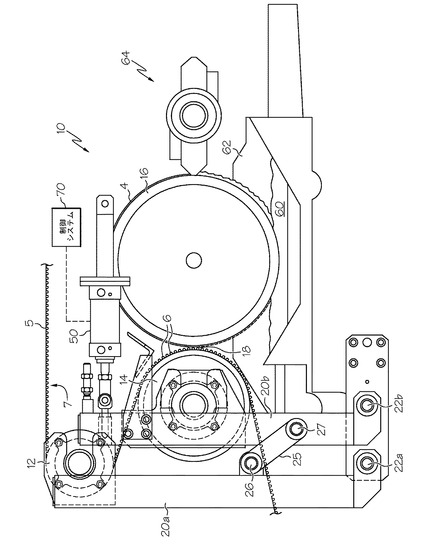
【図1】本発明の一態様に基づくコルゲータグルーマシンの側面図である。
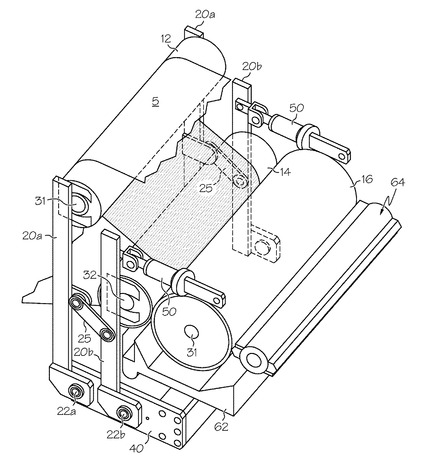
【図2】図1のコルゲータグルーマシンの上面透視図である。
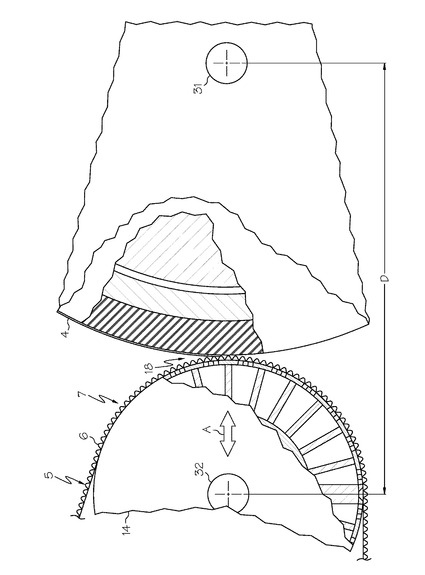
【図3】図1のグルー機構のアプリケータロールとウェブポジショニングロールの境界面の一部分を示す部分断面拡大破断図である。
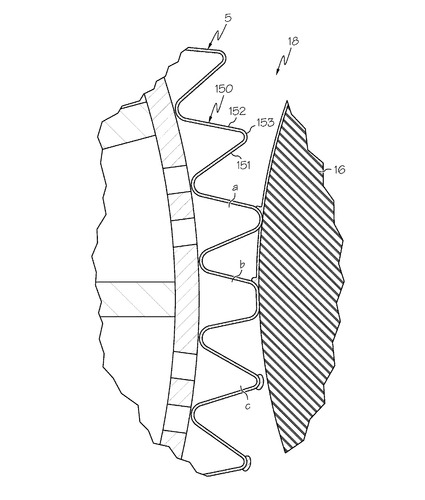
【図4】本発明の他の態様に従ってアプリケータロールとウェブポジショニングロールの間の経路に沿った波形シートの段頂に塗布されている糊を示す、図3と同様の拡大図である。
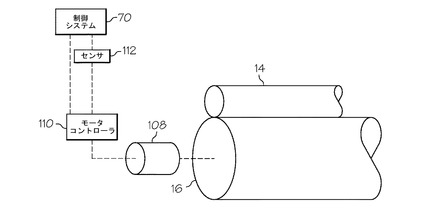
【図5】アプリケータロールを駆動し、そのスピードを制御する駆動システムの一例の概略図である。
【図6】段頂に接着剤が塗布された単面波形シートの拡大立面図である。
【図7A】アプリケータロールとウェブポジショニングロールの間の平行アラインメントを示す上面図である。
【図7B】図7Aと同様の図だが、アプリケータロールとウェブポジショニングロールの間の斜めアラインメントを示す図である。
【図8A】制御システムとともに使用する本発明の他の態様に基づく制御アルゴリズムの一例を示す流れ図である。
【図8B】図8Aの流れ図の続きである。
【図9】本発明の他の態様に基づく非接触式段高さ自動測定システムの一例の概略図である。
【図10】本発明の他の態様に基づく接触式段高さ自動測定システムの一例の概略図である。
【発明を実施するための形態】
【0015】
本発明の1つまたは複数の態様を含む実施形態の例を説明し、図面に示す。示されたこれらの例が本発明を限定することは意図されていない。例えば、本発明の1つまたは複数の態様を、他の実施形態および他のタイプの装置において利用することができる。
【0016】
本明細書で使用されるとおり、用語「糊」と「接着剤」は相互に交換可能に使用され、本発明に従って波形シートの段頂に後述するように塗布される接着剤を指す。やはり本明細書で使用されるとおり、用語「ウェブ」は、グルーマシン10の中を移動する波形シート、特に、後にさらに説明するように接着剤を塗布するためにアプリケータロールを通り過ぎるときの波形シートを指す。以下の説明および図面から、ウェブポジショニングロールの回転スピードによって、ウェブのスピードを少なくとも部分的に制御することができることが明らかである。
【0017】
本明細書では、支持アーム20a、20b、クロス部材25などの全ての機械要素または部材が、記載されたコルゲータグルーマシン10の中でそれらが遭遇する力の下で堅い、実質的に非弾性の要素または部材であるとみなされる。このような要素または部材は全て、本発明の開示に基づいて、従来の材料を使用し、当業者には明らかな従来の方法で製作することができる。
【0018】
本発明とともに使用されるコルゲータグルーマシン10は、コルゲータグルーマシン内を通る蛇行したウェブ経路を協調して少なくとも部分的に画定するアイドラローラおよびウェブポジショニングローラを有するように提供される。ポジショニングローラの位置は、マシンの動作中に、所定の範囲内で自由に調整可能である。
【0019】
図1に示された例を参照すると、参照によって本明細書に組み込まれる米国特許第7,267,153号に記載されたウェブテンション無化機構(web tension nulling mechanism)などのウェブテンション無化機構の一例を含むコルゲータグルーマシン10の実施形態の一例が示されている。本発明とともに使用する必要はないが、ウェブテンション無化機構は、ウェブポジショニングローラに対して発揮されるウェブのテンションに起因する力を、この力が、所定の範囲内にあるポジショニングローラの位置に実質的に影響を及ぼさないように打ち消すのに有効であることがある。必要ではないが、本明細書に記載したようなウェブテンション無化機構の使用は、本発明の方法と協調的に使用されたときに有益であり得る。
【0020】
グルーマシン10は一般に、送達アイドラローラ12、ウェブポジショニングローラ14、および上記の対応するローラと配置において実質的に同様の糊アプリケータローラ16を含む。動作時、ウェブ5は、送達アイドラローラ12に向かって運ばれ、送達アイドラローラ12を巻いて進み、次いでウェブポジショニングローラ14に向かって運ばれ、ウェブポジショニングローラ14を巻いて進み、ローラ14、16間に画定されたギャップ18を通り抜けるときに、ウェブ5が、ウェブ5の段7が糊アプリケータローラ16の方を向くような向きに配置され、ローラ16の外周面に対して押し付けられて、通過中のウェブ5の露出した段頂6への所望のレベルの糊塗布を達成するような全体に蛇行した経路を描く。
【0021】
送達アイドラローラ12は、第1の支持アーム20aに回転するように取り付けられ、第1の支持アーム20aの近位端は、支持ピボットジョイント22aにおいて、グルーマシン10のベース40(またはグルーマシンのベースを一緒に構成する堅く接続された複数の部材)にピボットするように取り付けられる。ウェブポジショニングローラ14は、第2の支持アーム20bに回転するように取り付けられ、第2の支持アーム20bの近位端は、第2の支持ピボットジョイント22bにおいて、グルーマシン10のベース40にピボットするように取り付けられる。支持アーム20aおよび20bはそれぞれ、それぞれのピボットジョイントのところに画定されたそれぞれの支持ピボット軸の周りを、グルーマシンのベース40に対して独立にピボット可能である。実施形態の一例では、それぞれの支持ピボットジョイント22aおよび22bを、グルーマシンの動作の間、それぞれのローラ12、14の重心(回転軸)のほぼ真下に配置し、または垂直に整列させることができ、そのため、ローラの質量は、アクチュエータ50(後述)を含むことがある制御システム70が補償しなければならないそれぞれの支持アーム20a、20bのピボットジョイントの周りのモーメントをあまり生じさせない。あるいは、支持アーム20aおよび20bが互いに対して独立にピボット可能であり続ける限りにおいて(後述するクロス部材25の結果である場合を除く)、それぞれの支持アーム20aおよび20bの近位端を、同じピボットジョイント(例えば同じシャフト)または同軸状に整列した複数のピボットジョイントにピボットするように取り付けることができる。
【0022】
クロス部材25は、この段落において説明するように、第1および第2の支持アーム20aおよび20bから横断方向に延び、第1の支持アーム20aと第2の支持アーム20bとを連結するように提供される。クロス部材25は、その第1の端が、第1の連結ピボットジョイント26において第1の支持アーム20aにピボットするように取り付けられ、その第2の端が、第2の連結ピボットジョイント27において第2の支持アーム20bにピボットするように取り付けられる。したがって、クロス部材25は、それぞれの連結ピボットジョイント26、27において、第1および第2のそれぞれの支持アーム20aおよび20bに対して自由にピボット可能であり、反対端がもう一方の支持アームに取り付けられていなければ、クロス部材25は、それぞれの支持アームのそれぞれの連結ピボットジョイントの周りを自由に回転することになる。クロス部材25の幾何形状は、それぞれの支持ピボットジョイント22aおよび22bに対するアイドラローラおよびポジショニングローラ12および14の回転軸の位置に基づいて、ポジショニングローラ14において生じるモーメントに比べて相対的に大きな、アイドラローラ12において生じる、ウェブのテンションに起因するモーメントが機械的に相殺されて、ウェブのテンションによって誘導される力に基づいて両方の支持アームの平衡を達成するように選択される。したがって、参照によって本明細書に組み込まれる米国特許第7,267,153号に記載されているとおり、クロス部材25を介したウェブテンション無化機構は、ウェブポジショニングローラに対して発揮されるウェブのテンションに起因する力を、この力が、所定の範囲内にあるポジショニングローラの位置に実質的に影響を及ぼさないように打ち消すのに有効であり得る。
【0023】
図1は側面図であること、およびグルーマシン10は一般に、横に延びる送達アイドラローラ12の両端に位置する2本の「第1の」支持アーム20aと、横に延びるウェブポジショニングローラ14の両端に位置する2本の「第2の」支持アーム20bとを有すること(図2参照)が理解される。示された実施形態では、ローラ12および14がそれぞれ、図2に示されているように対をなす第1の支持アーム20aまたは対をなす第2の支持アーム20b上にその両端が支持された軸方向に延びるそれぞれの横シャフト31、32上に回転するように支持される。この実施形態では、グルーマシン10の両側に配置された隣接する第1および第2の支持アーム20aおよび20bの両方のセットを連結する適当なクロス部材25が提供され、それぞれのクロス部材25は、ウェブのテンションの影響をゼロにする前述の適当な幾何形状を有する。あるいは、マシンの片側にだけ配置された図2に示された第1および第2の支持アーム20aおよび20bなどの単一の支持アームから片持ち梁のように延びるシャフト上に、それぞれのローラ12および14が回転するように支持されたグルーマシンを提供することもできる。この場合、クロス部材25は、マシン10の片側にだけ提供され、第1の支持アーム20aと第2の支持アーム20bとを連結する。
【0024】
以上では、本発明を、アイドラローラ12およびウェブポジショニングローラ14を支持する第1および第2の支持アーム20aおよび20bにピボットするように連結された横断方向に延びるクロス部材25に関して提供されたウェブテンション無化機構を任意選択で含むものとして説明した。しかしながら、無化機構は、これに対応してこの構造に限定されるものではない。例えば、ウェブのテンションによって誘導される力を本明細書で説明したように効果的に打ち消すように、アイドラローラ12とポジショニングローラ14または第1の支持アーム20aと第2の支持アーム20bを動的に連結するために、複数の部材を含む連結システムを組み込むことが可能であり、複数の部材を含む連結システムを組み込むことが企図される。本発明は単一のクロス部材25に限定されない。さらに、本発明の開示を読んだ当業者には、グルーマシン10の動作の間、ポジショニングローラ14に動作可能に結合されたアクチュエータ50が、ウェブのテンションによって誘導される力から遮蔽されるように、本明細書において説明したウェブテンション無化効果を達成する他の機械的な連結または連結システムを確立することができることが明らかである。本発明が、このような全ての機械的連結および連結システムを含むことができることが企図される。本明細書に開示される構造は、本発明の例示的な実施形態を示すために提供される。
【0025】
このような機構を使用して、ポジショニングローラ14と糊アプリケータローラ16との間のニップ(nip)18における非常に正確なギャップ幅制御を提供することが可能である。その結果として、ローラ16の表面に対して段7が圧縮される圧力(および対応する段7の圧縮の程度)も非常に正確に制御することができる。糊はさまざまな方法で提供することができる。一例では、参照によって本明細書に組み込まれる米国特許第6,602,546号に記載されているように、糊トレー62内に糊60が入れられ、アプリケータロール16の回転によって引き上げられる。アプリケータロール16の周縁に隣接してアイソバー(isobar)アセンブリ64が装着され、アイソバーアセンブリ64は、アプリケータロール16の外周面から過剰の接着剤を除去して、アプリケータロール16が回転してアイソバーアセンブリ64を通過した後のアプリケータロール16の外周面に、正確かつ均一な厚さの接着剤コーティング4を提供する。アイソバーアセンブリ64は、少なくとも0.002、0.003、0.004、0.005または0.006インチ、あるいは0.0015インチ以下など、さまざまな糊厚さを提供することができる。
【0026】
この機構を使用すると、糊アプリケータロール16上でこれまでになく薄い糊フィルム層4を使用することができること、およびアプリケータロール上の糊フィルム4の厚さが薄いにもかかわらず、段頂と後に張り付けたライナとの間の接着が実際に改善されることが分かった。このことは、段とライナシートとの間の良好な接着を保証するために段頂における糊の十分な浸透および/または被覆を得るのに、もはや糊の厚さに依存しないことによって達成される。
【0027】
その代わりに、表面に糊フィルム4を有する糊アプリケータロール16の表面に対して段頂6を圧縮するために、段のサイズを考慮してニップ18のギャップ幅を非常に正確に制御する。図3〜4に示すように、段頂6の圧縮は、糊アプリケータロール16の表面の輪郭に従う本質的に平らな共形面を生み出す。ローラ16に対して段が圧縮されている間にローラ16が回転すると、段頂6の平らにされた部分の上に非常に薄い糊フィルム4の層が本質的に塗り付けられ、段頂6の多孔質/繊維質構造内へ糊4を実際に「押し込む」。
【0028】
言い換えると、糊の中のデンプン接着剤の1つの機能は、段頂と面シートの間などの2つの被着体間に「架橋する」こと、すなわち2つの被着体間の空隙を埋めることである。一例では、糊の最少量が、被着体の表面の丘および谷のサイズならびに被着体間の空隙に一致することがある。実際、接着強度は、糊の厚さの低下とともに増大することがある。例えば、糊フィルムは一般に、薄くなるほど曲げに対する抵抗性が増すため、糊の接着のヤング率は、フィルムの厚さの低下とともに相対的に増大することがある。
【0029】
圧縮の程度が段7を不可逆的に圧縮するのには不十分であるように注意を払う必要がある。段7は、糊アプリケータローラ16と接触した後に、その本来の圧縮されていない形状に回復する、または「ばねのように跳ね戻る」ことができなければならない。非常に薄い糊フィルム4の厚さは、段7を液体の水に浸さないことによって、このような回復の達成を助ける。段7を液体の水に浸すことは、段7のばねのような回復を妨げる可能性がある。
【0030】
要するに、段7のサイズに関係付けられた圧縮の程度を使用して、それぞれの段頂6に塗布される糊線(glue line)の太さを制御することができる。例えば、糊線の太さ(縦方向のそれぞれの段7の幅)は一般に、糊アプリケータローラ16に対して圧縮され平らにされた表面(すなわち段頂6)の幅に等しい。
【0031】
この方法を使用することによって、比較的大きな誤差許容差を有するポジショニングローラおよびアプリケータローラ14および16ならびに関連回転ベアリングを使用して、段7上の非常に細い糊線を、細かく調整された糊線の太さ(縦方向の段の幅)によって非常に正確に調量することが可能である。この圧縮された平らな表面が糊線の幅を決定するため、ローラ14、16またはそれらの関連回転ベアリングの円周面に対する比較的大きなアウトオブラウンド(out−of−round)許容差にもかかわらず、糊線の幅を非常に狭い許容差で調量することができる。
【0032】
ウェブ5の段7がギャップ18を通過するときに段7が糊アプリケータロール16に対して圧縮される程度を制御するために、ギャップ18の幅を正確に調整することができるように、ウェブポジショニングローラ14の位置は、図3に示すように、矢印Aの方向に沿って、糊アプリケータロール16に近づく方向および糊アプリケータロール16から離れる方向に直接に調整可能である。ウェブポジショニングローラ14は直線的に調整可能であるため、すなわち、ウェブポジショニングローラ14の回転軸32は、糊アプリケータロール16の回転軸31に近づく方向および糊アプリケータロール16の回転軸31から離れる方向に直接に移動可能であるため、段の圧縮の程度を高い正確度で制御することができる。言い換えると、回転軸31、32間の距離Dを選択的に調整することができる。さらに、ギャップ18が垂直であるため、重力によるロール14、16の湾曲はギャップ18に影響を及ぼさない。
【0033】
ギャップ18の幅は、閉ループ制御システム70によって正確に開閉されることが好ましい。一例では、制御システム70が、モータと、ウェブポジショニングローラ14と糊アプリケータロール16の間の距離(すなわち距離D)を調整するために糊アプリケータロール16に近づく方向および糊アプリケータロール16から離れる方向にウェブポジショニングローラ14を移動させる直線変換器とを含むことができる。他の例では、図1〜2に示すように、空気シリンダ、液圧シリンダ、リニアアクチュエータなどの一対のアクチュエータ50が、ウェブポジショニングローラ14と糊アプリケータロール16の間のギャップを、さまざまな安全上の必要条件を満たすために約4インチなどの比較的大きな距離に選択的に調整することもできる。
【0034】
グルーマシンの動作中に、糊アプリケータロール16は回転し、糊トレー62から糊アプリケータロール16の滑らかな外周面上に接着剤を引き上げる。接着剤が回転してアイソバーアセンブリ64を通過するときに、調量ロッドが、糊アプリケータロール16の外面から過剰の接着剤を除去し、糊アプリケータロール16の外面に、正確に制御された極めて薄い接着剤コーティング4の層を残す。糊アプリケータロール16が回転し続けると、正確に制御された接着剤コーティング4が、アイソバーアセンブリ64から、ギャップ18に隣接する位置、すなわち、以前に説明した波形アセンブリの段7が糊アプリケータロール16と係合する位置まで移動する。
【0035】
ウェブポジショニングローラ14は、糊アプリケータロール16に隣接して回転する。ローラ14、16は同じ方向に回転することができ、あるいは反対方向に回転することができる。第1の面シートは、ウェブポジショニングローラ14の外面と滑らかに係合し、ウェブポジショニングローラ14の外面に対して滑らないように実質的に保持される。波形アセンブリの段7が、糊アプリケータロール16とウェブポジショニングローラ14の間の正確に制御された垂直ギャップ18のニップ点(nip point)を通過すると、前述のとおり、段は、薄い接着剤コーティング4および/または糊アプリケータロール16と接触する。
【0036】
段7が垂直ギャップ18のニップ点を通過すると、糊アプリケータロール16上の薄い接着剤コーティング4は段7の頂に移される。ニップ点において生成された接着剤の一切のしぶきは、水平速度成分なしで下方へ誘導される。したがって、たとえ高スピードであっても、ニップ点の真下に位置する糊トレー46の外側に接着剤は一切飛び散らない。さらに、重力はニップ点において接着剤をまっすぐ下へ引っ張るため、重力は、接着剤が溜まる問題を低減させまたは排除する。
【0037】
図4を参照すると、波形シート18の段頂に接着剤を塗布する方法のより詳細な例が示されている。この方法では、糊アプリケータロール16と接触した後に、初期の段の高さのある百分率だけ段が圧縮されるように、ウェブポジショニングローラ14と糊アプリケータロール16の間のギャップ18を調整するよう、ウェブポジショニングローラ14の位置がセットされる。初期の段の高さの3〜30パーセント、好ましくは5〜15パーセント、よりいっそう好ましくは5〜10パーセントなど、さまざまな圧縮の程度を利用することができる。言い換えると、段は、初期の段の高さの70〜97パーセント、好ましくは85〜95または90〜95パーセントに圧縮される。
【0038】
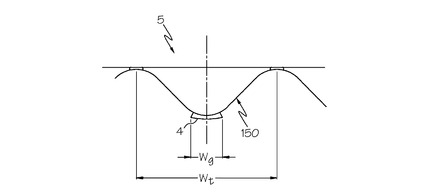
示されているように、特性段150は、前斜面151、後斜面152および頂153を有する。(図4の段150は単にギャップ18を通過するときの特性段7である。ここでは、単に分かりやすくするため、ギャップ18を通過するときの段を指示するために7の代わりに参照符号150を使用する。)図4では、表記a/b/cが、特性段150の相対的な位置を示す。すなわち、150aは、糊アプリケータロール16と接触する前の位置を示し、150bは、糊アプリケータロール16と接触したニップ点における位置を示し、150cは、糊アプリケータロール16と接触した後の位置を示す。このa/b/c表記法は、図4に関する以下の説明において一貫して使用される。段150aが糊アプリケータロール16に接近すると、最初に、前斜面151aが糊アプリケータロール16と接触し、前斜面151aに接着剤が付着する。段150aが、150bにおいてアプリケータロールと完全に接触すると、前斜面151aは示されているように151bに進み、このとき、糊は、前斜面151bと頂153bの両方に塗布されている。この図から分かるように、段が150aから150bに進むと、段は圧縮され、その結果、後斜面152bは一般に糊アプリケータロール16との接触から遮蔽または隔離されるため、後斜面152bに糊は塗布されていない。したがって、後斜面152bは一般に糊と一切接触しない。
【0039】
さらに、通過中のウェブ5は、ウェブポジショニングローラ14によって導かれるため、ウェブ5は、糊アプリケータローラ16との概ね放射状の接触幾何形状を有する。したがって、一般に、糊ローラとのよりまっすぐな線接触(図示せず)を有する通過中のウェブに比べて、相対的に少ない数の段150が糊アプリケータローラ16と接触する。さらに、放射状の接触幾何形状は、糊アプリケータローラ16が頂153bの中心と接触して、糊の付着を限局することを可能にする。一般に、段150bの前縁151bも後縁152bも関連した面シートに接着されないため、概ね段頂153bに糊を塗布することは有益であることがある。その結果、頂153bに付着した糊線の幅をより良好に制御することができる。
【0040】
波形アセンブリ5は、ウェブポジショニングローラ14の周りに実質的に巻き付けられ、かつ/またはこのライダ(rider)システムのサイズが最小化されるため、段150は、ギャップ18のニップ点でしか糊アプリケータロール16と接触せず、その結果、段150は、本質的に同時に接着剤によって濡らされ、圧縮される。任意の所与の時点において、1つから2つの段150だけが、接着剤および/またはアプリケータロール14と接触することが好ましい。段150の前浸漬または後浸漬は起こらない。すなわち、ニップ点18に到達する前、またはニップ点18を離れた後は、段150は一般に接着剤と接触しない。したがって、段150が接着剤および/またはアプリケータロール14と接触している時間である滞留時間は最小化され、その結果、段150の弾力性をできる限り維持することができる。
【0041】
示されているように、圧縮の程度は、糊アプリケータローラ16の外周面に概ね従うように段150bの頂153bを「平らにする」(または部分的に凹形にする)ことによって実現される。すなわち、段150bは一般に後方または前方へは曲げられない。その代わりに、頂153bは、概ねウェブポジショニングローラ14に向かって圧縮される。しかしながら、段150bは一般に後方または前方へは曲げられないため、頂153bが全体に拡大されて(すなわち広げられて)、糊アプリケータローラ14に対してより大きな表面積を提示することがある。例えば、段150bの頂153bは、糊アプリケータローラ14と部分的にしか接触していない段150aの頂153aや、糊アプリケータローラ14と全く接触していない段150の頂153と比較して相対的に大きな表面積を有する。
【0042】
言い換えると、段150のサイズに関係付けられた圧縮の程度は、糊アプリケータロール16およびその上に含まれる糊と接触する段頂153bの幅を制御することができる。その結果、糊線の幅(すなわち縦方向のそれぞれの段150の幅)は一般に、糊アプリケータローラ16に対して圧縮された平らにされた表面(すなわち段頂153b)の幅と等しくなる。その結果、糊線の厚さの変化にもかかわらず、糊線の幅を制御することができる。
【0043】
段が150bから150cへ進むと、最初は頂153bと前斜面151bの両方に糊がある。しかしながら、一般に、頂だけに糊があり、前斜面には糊がないことが望ましい。そうでない場合には、前述のとおり、完成した段ボール製品にウォッシュボードおよび方向による強度の変動が生じる可能性がある。この問題を解決するため、アプリケータロールの表面線速度が、波形シート5がギャップ18を通過する速度よりもはるかに遅くなるように、動作中、アプリケータロールを低スピードで回転させる。糊アプリケータロール16の表面線速度は、糊アプリケータロール16の外面の線スピードを指し、フィート毎分(またはその他)で測定可能である。この表面線速度は、関係式v=2・π・r・Ωによって角速度(すなわち毎分回転数またはRPM)に関係付けられる。この式で、vは表面線速度(フィート/分)、rは糊アプリケータロール16の半径(フィート)、Ω(オメガ)は、糊アプリケータロール16の角速度(RPM)である。糊アプリケータロール16の外面線速度は、好ましくは波形シートの外面線速度の95%未満、より好ましくは波形シート18の外面線速度の90パーセント未満、好ましくは80、好ましくは60、好ましくは50、好ましくは45、最も好ましくは40パーセントだが、さまざまな他の百分率を使用することもできる。糊アプリケータロール16のスピードと波形シート18の上記の比は、ロールスピード比と呼ばれる。
【0044】
図5は、糊アプリケータロール16の駆動システムの一例を概略的に示す。マシンの動作の間、糊アプリケータロール16を回転させるパワーを提供するため、糊アプリケータロール16には可変速モータ108を接続することができる。モータ108には電子モータ制御110が接続され、電子モータ制御110は、糊アプリケータロール16の回転スピードを調整可能に制御する。ロール16のスピードを制御するこの能力は、前述のウェブポジショニングローラ14(したがって波形シート5)の速度に対するアプリケータロールの表面線速度の調整を可能にするため、本発明の重要な特徴である。これは、糊アプリケータロール16から波形シート5の段7への接着剤の転移の非常に正確な制御を提供する。加えてまたは代替的に、モータコントローラ110は、センサ112からの情報を利用して、糊アプリケータローラ16のスピードを制御することができる。センサ112は、糊重量センサ(例えば以前に組み込んだ米国特許第6,602,546号に記載された糊重量センサ)、スピードセンサ、段高さセンサ、ウェブ幅センサ、ウェブテンションセンサまたはさまざまな他のタイプのセンサを含むことができる。加えてまたは代替的に、モータコントローラ110を、閉ループ制御システム70によって少なくとも部分的に制御することができ、閉ループ制御システム70もセンサ112から入力を受け取ることができる。さらにまたはあるいは、上記の駆動システムの例を、ウェブポジショニングローラ14を制御する目的にも同様に適用することができることを理解されたい。
【0045】
図6を簡単に参照すると、さまざまな糊線幅を利用することができ、絶対項で定義することができ、または、多数の標準段サイズ(すなわちA、B、C、E、F、Gなど)があるため、単一の段150の全幅Wtの百分率(すなわち標準段サイズの単一の段150の全幅の百分率)として定義することができる。一例では、糊線の幅Wgが、単一の段150の全幅の概ね15〜30%の範囲にあると有益であることがある。例えば、それぞれの標準段サイズ(すなわちA、B、C、E、F、Gなど)は、それぞれ15〜18%、16〜20%、15〜19%、19〜24%、21〜27%および22〜30%など、好ましい糊線幅Wg百分率を有することができる。それでもなお、他のさまざまな百分率を利用することもできる。したがって、ギャップ幅、圧力荷重および/または放射状接触幾何形状の調整は、それぞれの段頂153に塗布することができる糊の相対的により一貫した量、位置、厚さおよび/または幅を提供することができる。
【0046】
さらに、ローラ14、16の線スピード間の差は、段頂153b上の丘および谷の中への糊4の「擦り込み」を容易にすることができ、このことは、相対的に小さい段サイズで特に有益であることがある。言い換えると、線スピード間の差は、段頂153b上の丘および谷の中に糊4を塗り込んで、濡れを増大させ、接着強度を上げるために適当な量の糊を提供することができる。さらに、ローラ16の表面に対して段7を圧縮する圧力(および対応する段7の圧縮の程度)も、段頂153b上の丘および谷の中への糊4の「擦り込み」を容易にすることができる。しかしながら、ウェブ5の損傷を引き起こすことなく所望の擦り込み作用を得るように、スピードの差および/または段7に加える圧力を制御することも有益であり得る。
【0047】
ローラ14、16の相対的な線スピードの他にもさまざまな他の因子が段7への糊の付着に影響しうる。例えば、ギャップ18の幅(すなわちローラ14、16の回転軸31、32間の幅Dによって決定される幅)および/または段7と糊アプリケータローラ16の間に加える圧力も、糊の付着に影響しうる。
【0048】
一例では、図1〜2に示すように、圧力および/またはギャップ調量コントローラの働きをすることができるアクチュエータ50を利用して、ギャップ18の幅および/または段150に加える圧力を制御することができる。アクチュエータ50は例えば、本明細書において以前に説明したとおり、そうしなければマシン動作の間、自由に調整可能である第2の支持アーム20bに結合することができる。コントローラ50は、通過中の段頂6への糊の最適な塗布を達成するために、ポジショニングローラ14とアプリケータローラ16の間のギャップ18の幅、および/またはローラ14によって段に対してアプリケータローラ16に抗して加えられる圧力を正確に調量することができる。クロス部材25があるため、アクチュエータ50は、ウェブ5のテンションを補償し、または考慮する必要がなく、あるいは、ウェブテンションの突然のまたは予測不可能なかなりの変化によって、その動作またはギャップ18の正確な調量が実質的に妨げられまたは影響を受けることもない。このことは、従来のグルーマシンにはないいくつかの重大な利点を提供する。第1に、ローラ14の位置ならびにローラ14によってウェブ5に対してアプリケータローラ16に抗して加えられる圧力の非常に高精度の調量を達成し、それにより広範囲の異なる段サイズ(例えばサイズAからEまたはそれ以下)に対して正確な動的ギャップ調量制御を提供し、それにより段への糊の最適な塗布を達成するために、アクチュエータ50は、非常に高精度のモータ、サーボ、空気圧シリンダなど、またはこれらの適当な組合せ、あるいは他の従来の機械式、空気圧または液圧調量装置を含むことができる。従来から、コントローラ50に対する非常に高精度の調量構成要素には、コントローラ50が耐え、補償しなければならないウェブのテンションによる比較的大きな力およびこのような力の突然の大きな変化に起因する問題があった。これらの大きな力は、クロス部材25によって機械的にゼロにされ、または補償されるため、より高精度、より高感度の調量装置をアクチュエータ50で使用することができる。任意選択で、アクチュエータ50を第1の支持アーム20aに結合して、ギャップ18の幅を調節することもできるが、これはあまり好ましくない。
【0049】
したがって、グルーマシンの動作の間、ローラ14は、その支持ピボットジョイント22bを中心とした円弧の所定の範囲内で自由に浮動するが可能である。したがって、ローラ14は、グルーマシンの動作の間、この所定の範囲内で自由に調整可能である。この所定の範囲は、マシンおよびその特定の用途に基づいて変化しうるが、一般に、広範囲の段サイズ、およびグルーマシンと両立するそれぞれの段サイズに対する広範囲の圧縮率に適合する十分な広さを有する。この所定の範囲は例えば、少なくとも1、2、3、4、5、6、7、8、9または10インチまでの弧長とすることができ、コントローラ50は、正確な動的ギャップ調量制御をこのような範囲内に維持することができる。
【0050】
本発明に基づくグルーマシンは、ウェブテンションまたはグルーマシンの範囲外の外部因子に基づくウェブテンションの突然の変化から独立した、ウェブテンションまたはウェブテンションの突然の変化にもかかわらず非常に正確なギャップ18の調量を可能にする。本明細書において説明したとおり、異なるサイズが使用されるときにこのような異なる段サイズを横切って正確な量の糊が塗布されることを保証するため、ギャップ18の幅およびポジショニングローラ14によって段7に対して(アプリケータローラ16に抗して)発揮される圧力を正確に調量することは重要である。これは、グルーマシンの段サイズを変更するときに特に重要である。
【0051】
しかしながら、グルーマシンは動的システムであるため、制御システム70を利用して、所望のギャップ18および/または段7に対して発揮される圧力を維持することが有益であることがある。加えてまたは代替的に、ローラ14、16の長さに沿って一貫したギャップ18および/または圧力の適用を保証するため、制御システムを利用して、ローラ14、16を互いに平行に維持することもできる。
【0052】
前述のとおり、ギャップ18は、制御システム70によって正確に開閉されることが好ましい。本明細書では閉ループ制御システムとして説明されているが、開ループ制御システムを利用することもできる。一例では、制御システム70が、1つまたは複数のモータと、糊アプリケータロール16に近づく方向および糊アプリケータロール16から離れる方向にウェブポジショニングローラ14を移動させる直線変換器(1つまたは複数)とを含むことができる。他の例では、図1〜2に示すように、空気シリンダ、液圧シリンダ、リニアアクチュエータなどの一対のアクチュエータ50により、ウェブポジショニングローラ14と糊アプリケータロール16の間のギャップを選択的に調整することもできる。また、3つ以上のアクチュエータを使用することもできる。
【0053】
ウェブポジショニングローラ14の長さに沿った正確なギャップ18の側面間の正確さは、さまざまな方法で制御することができる。一例では、2つの調整ジャッキおよび交差接続シャフトによって側面間の正確さを維持することができる。このシャフトは、ウェブポジショニングローラ14の長さを横断方向に延長し、調整ジャッキは、ウェブポジショニングロールの外面がアプリケータロールの外面と平行になるように調整することができるようにシャフトの端または端の近くに配置される。しかしながら、交差接続シャフトをあるいは、ウェブポジショニングローラ14の中心シャフトとすることができることに留意されたい。動作の間、グルーマシンは動的システムであるため、変化するウェブテンション、段の高さ、機械許容差などのために、ローラ14、16はさまざまな程度に斜めになることがある。
【0054】
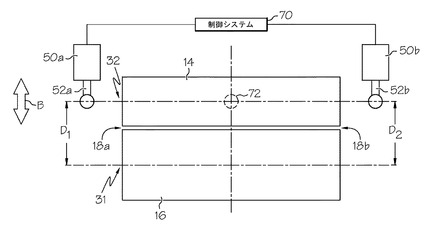
他の例では、図7A〜7Bに示すように、制御システム70が、ウェブポジショニングローラ14の外面を、糊アプリケータロール16の外面と正確に平行に維持するために、どちらか一方または両方のアクチュエータ50a、50bを、ギャップ18の幅の複数回の測定の比較に基づいて選択的かつ独立に調整することができる。アクチュエータ50a、50bはそれぞれ、ウェブポジショニングローラ14のそれぞれの側面に(直接にまたは間接的に)結合された制御アーム52a、52bを有する。その結果、矢印Bの方向に沿った制御アーム52a、52bの独立した調整は、ウェブポジショニングローラ14に対する、概ねローラ14の中心線の周りの仮想のピボット点72を生み出すことができる。ウェブポジショニングローラ14に対する調整を実施することに関して、制御システム70を説明するが、制御システムを、(例えばローラ14の調整に加えて、またはローラ14に対する調整の代わりに)アプリケータローラ16に対する調整を実施するように適合させることもできることを理解されたい。
【0055】
例えば、図7Aに示すように、ウェブポジショニングローラ14は、アプリケータローラ16に対して概ね平行に配置される。ローラ14、16の回転軸31、32は実質的に平行であり、そのため、左側の軸31、32間の距離D1は右側の距離D2と実質的に等しい。その結果、ローラ14のそれぞれの側に位置するギャップ18a、18bの幅は実質的に等しく、ギャップを通過するウェブ5は、ローラ14、16の長さに沿って実質的に同じギャップおよび/または圧力を経験することができる。
【0056】
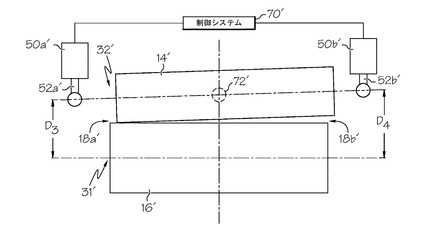
しかしながら、図7Bを参照すると、ローラ14、16の回転軸31、32は、互いに対して斜めに示されている。同様の要素に対しては同様の符号が使用され、プライム記号(’)が付けられていることを理解されたい。示されているように、ウェブポジショニングローラ14’は、仮想のピボット点72’を軸にアプリケータローラ16に対して斜めに配置されている。距離D3は距離D4よりも短く、その結果、ギャップ18a’の幅はギャップ18b’の幅よりも小さい。したがって、ギャップを通過するウェブ5は、右側に沿って位置する比較的大きなギャップ(そしておそらくはより低い圧力)に比べて、左側に沿って位置する比較的小さなギャップ(そしておそらくはより高い圧力)を経験する。その結果、糊線の幅および/または厚さは望ましくなく変化する可能性があり、かつ/あるいは段7は損傷を受ける可能性がある。
【0057】
動作中、グルーマシンは動的システムであるため、ローラ14、16の回転軸31、32は、さまざまな理由からさまざまな程度に斜めになることがある。したがって、制御システム70を利用して、リアルタイムで、それぞれの回転軸31、32を、互いに対して実質的に平行に自動的に維持することができ、こうすることは、ローラ14のそれぞれの側に位置するギャップ18a、18bの幅を実質的に等しく維持する。これを達成するため、制御システム70は、図8A〜8Bに示されているものなどの制御アルゴリズム80を使用することができる。制御アルゴリズム80は、プログラマブルロジックコントローラ(PLC)などのコンピュータ等によって実行することができるが、アルゴリズム80は、さまざまな他のコンピュータ、ディジタルまたはアナログ構成要素によっても実行することができる。さらに、制御アルゴリズム80の一部または全部をディジタルまたはアナログ回路によって実行することができる。同様に、制御アルゴリズム80へのさまざまな入力など、制御システム70に提供される入力は、ディジタルおよび/またはアナログフォーマットで提供することができる。アルゴリズム80の一部または全部のステップを自動化することができ、かつ/あるいは、さまざまな入力値などアルゴリズム80の一部のステップは、オペレータが手動で提供することができる。さらに、制御アルゴリズム80は、本明細書に示されたステップよりも多くのステップ、本明細書に示されたステップよりも少ないステップ、および/または本明細書に示されたステップとは異なるステップを含むことができる。
【0058】
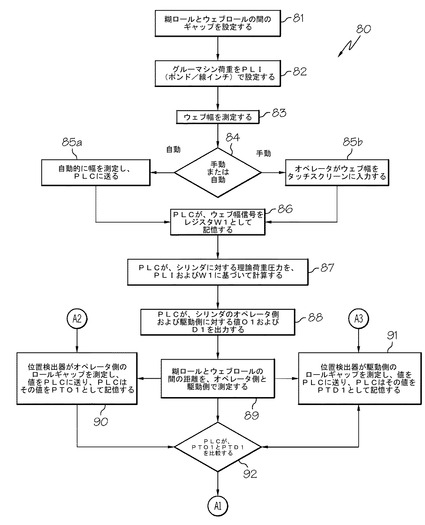
次に、図8Aを参照して、制御アルゴリズム80をより詳細に説明する。最初に、ステップ81で、それによりアプリケータローラ16に対する段7の圧縮の程度を調節するため、ウェブポジショニングローラ14と糊アプリケータローラ16の間のギャップ18の所望の幅をセットする。ギャップ18の所望の幅は手動で(直接にまたは間接的に)入力することができ、または自動的に選択することができる。例えば、オペレータは段サイズを手動で入力することができ、制御システム70は、それぞれの標準段サイズ(例えばサイズAからEまたはそれ以下)に関連付けられたギャップ18の所望の幅を、例えば不連続の一組のギャップ幅から、またはギャップ幅の計算によって選択することができる。一代替実施形態では、オペレータが、ギャップ幅を手動で直接に(すなわちインチ、ミリメートルなどで)入力することができる。他の代替実施形態では、制御システム70が、標準段サイズを自動的に決定することができ、所望のギャップ幅を選択することができる、図9〜10に関連して後により詳細に説明するものなどの自動段センサを含むことができる。所望のギャップ幅を決定した後、制御システム70はアクチュエータ50a、50bを利用して、ウェブポジショニングローラ14と糊ローラ16の間の所望の所定のギャップ幅をそれらの両側に提供することができる。
【0059】
次に、ステップ82で、ウェブポジショニングローラ14と糊アプリケータローラ16の間の所望のグルーマシン荷重をセットする。所望のグルーマシン荷重は、ポンドパー線インチ(pouns per lineal inch)(PLI)を単位に決定することができるが、他のさまざまな単位を使用することもできる。一般に、グルーマシン荷重値は1〜10ポンドの範囲とすることができるが、他のさまざまな値を使用することもできる。言い換えると、グルーマシン荷重は、アクチュエータ50a、50bが糊アプリケータローラ16に抗して段7に加える力の量を決定する。段7に加えられる全体の力は一般に、それぞれのアクチュエータ50a、50bによって提供される力の和に等しいことを理解されたい。例えば、アクチュエータ50a、50bがそれぞれ50ポンドの力を提供する場合、段は合計100ポンドの力を経験する。この場合も、グルーマシン荷重は手動で(直接にまたは間接的に)入力することができ、または制御システム70によって自動的に決定することができる。
【0060】
次に、ステップ83で、ウェブ5の幅を決定する。ウェブ5の幅は、ウェブ5の横断方向の幅(すなわちウェブ5の縦軸を横切る方向の寸法)を指す。ステップ84に示すように、ウェブ5の幅は、制御システム70によって自動的に決定することができ(ステップ85a)、または、手動で入力することができる(ステップ85b、直接または間接)。自動ウェブ幅センサは、幅を測定する機械式フィーラ(feeler)、光カーテンなど、接触または非接触設計とすることができる。ウェブの幅を決定した後、アルゴリズム80はステップ86に進んで、幅値を変数W1などに記録する。
【0061】
次に、ステップ87で、アクチュエータ50a、50bに対する荷重圧力を計算する。この荷重圧力はグルーマシン荷重およびウェブ幅に基づく。前述のとおり、グルーマシン荷重は、ポンドパー線インチを単位として得ることができ、ウェブ幅は、線インチを単位として得ることができる。したがって、これらの2つの値を掛け合わせると、荷重圧力を、ポンド(力)を単位として提供することができる。例えば、グルーマシン荷重が2ポンドパー線インチであり、ウェブ幅が50インチと決定された場合、荷重圧力は、100ポンド力と計算される(すなわち2×50=100)。その結果、アクチュエータ50a、50bによって提供される力の和は100ポンド力となる。一般に、アクチュエータはそれぞれ、荷重圧力の約半分(すなわちそれぞれ50ポンド)を提供することができるが、それぞれのアクチュエータ50a、50bが提供する実際の量はさまざまであってよく、かつ/または動作の間、同じでなくてもよい。さらに、ステップ88で、アルゴリズム80は、所望の荷重圧力を直接にまたは間接的に得るために、それぞれのアクチュエータ50a、50bに対する適当な信号または値O1およびD1を計算し、送信することができる。
【0062】
次に、ステップ89で、ウェブポジショニングローラ14と糊アプリケータローラ16の間の距離を、ローラ14、16の両側(すなわち図7Aの18aおよび18b)で測定する。例えば、ステップ90で、ウェブローラ14の第1の端と糊ローラ16の間のギャップ18aの第1の実際の幅を測定する。この第1の実際の幅は、アルゴリズム80により値PTO1として記憶される。同様に、ステップ91で、ウェブローラ14の第2の端と糊ローラ16の間のギャップ18bの第2の実際の幅を測定する。第2の実際の幅は、アルゴリズム80により値PTD1として記憶される。第1および第2の実際の幅はさまざまな方法で測定することができることを理解されたい。一例では、それぞれのアクチュエータ50a、50bに結合され、または組み込まれた位置検出器などのセンサによって、実際のギャップ幅を測定することができる。他の例では、ローラ14、16の回転軸31、32間の距離(例えば図7A〜7Bの距離D1〜D4)を測定し、ギャップ18a、18bを計算するセンサによって、実際のギャップ幅を測定することができる。他の例では、ローラ14、16間の実際のギャップ幅を、さまざまな接触式または非接触式の機械、電子または光学手段などによって直接に測定することができる。さまざまな例は、機械式フィーラ、光検出器、レーザ、レーダおよび/または超音波センサなどを含むことができる。
【0063】
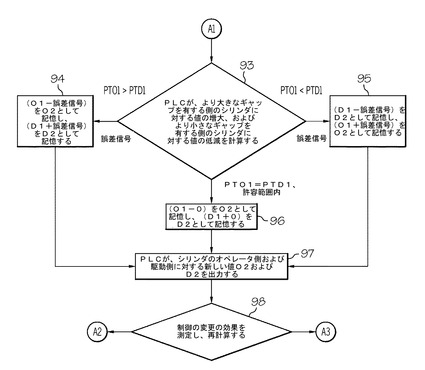
次に、ステップ92で、実際のギャップ幅PTO1とPTD1とを互いに対して比較する。一例では、アルゴリズム80が単に、どちらの値がより大きいのかを単に計算することができ、他の例では、アルゴリズム80が差の百分率を決定することができる。他の例では、アルゴリズム80が、実際のギャップ幅PTO1とPTD1の間の距離の差(すなわちPTO1−PTD1)を計算することができる。次に、ステップ93で、実際のギャップ幅間の差を低減させるために、アクチュエータ50a、50bを独立にどのように動作させるのかを、アルゴリズム80が決定する。ステップ93では一般に、アルゴリズム80が、相対的に大きな実際のギャップ幅に関連付けられた制御アーム52a、52bの長さを増大させ、相対的に小さな実際のギャップ幅に関連付けられた制御アーム52a、52bの長さを維持し、または低減させる。両方の制御アーム52a、52bの長さ調整について論じたが、制御アーム52a、52bの一方だけに補正を加え、もう一方はそのままにしておくこともできることを理解されたい。
【0064】
例えば、実際のギャップ幅PTO1がPTD1よりも大きいと判定された場合、アルゴリズム80はステップ94に進む。アルゴリズム80は、それぞれのアクチュエータ50a、50bに対する新しい値を計算する。例えば、ギャップ幅PTO1の方がPTD1よりも大きいと判定されているため、アルゴリズム80は、ステップ88でアクチュエータ50aに提供された原信号O1から誤差信号などの値を差し引いて、原信号O1に対する調整距離を提供することができる。同様に、アルゴリズム80は、ステップ88でアクチュエータ50bに提供された原信号D1に誤差信号などの値を加えて、同様に原信号D1に対する調整距離を提供することができる。言い換えると、ギャップ幅PTO1の方が大きいため、関連アクチュエータ50aの制御アーム52aは、ある調整距離だけ延ばされ、関連アクチュエータ50bの制御アーム52bは、ある調整距離だけ引っ込められる。さまざまな誤差信号を使用して、さまざまな調整距離を生成することができる。示された例では、仮想のピボット点72が概ねウェブポジショニングローラ14のほぼ中心に位置するため、誤差信号を、実際のギャップ幅PTO1とPTD1の差の半分に等しくすることができる。さらに誤差信号は、例えば異なっていてもよく、等しくなくてもよい。
【0065】
アルゴリズムは次いで、計算された新しいアクチュエータ信号(例えば調整距離)を、値O2およびD2として記憶することができる。次に、ステップ97で、アルゴリズム80は、それぞれのアクチュエータ50a、50bに対する補正された適当な信号または値O2およびD2を送信して、制御アーム52a、52bを調整するための補正された荷重圧力を直接にまたは間接的に得、それによりローラ14、16間の斜めアラインメントを相殺することができる。それぞれのアクチュエータ50a、50bに対する荷重圧力は増大し、または低減することがあり、かつ/あるいは等しくないことがあるが、アクチュエータ50a、50bによって提供される力の和は、ステップ87で以前に計算した値(例えば記載の例では100ポンド力)を維持することを理解されたい。
【0066】
次に、アルゴリズム80はステップ98に進んで、アクチュエータ50a、50bに加えられた変更の効果を測定し、判定する。示されているように、アルゴリズム80は再びステップ90および91へループして、本明細書において以前に説明したとおりに実際のギャップ幅18a、18bを再測定する。次いでアルゴリズム80はステップ92〜98へ進んで、追加の補正を実施する。アルゴリズム80は、測定された実際のギャップ幅PTO1とPTD1が実質的に等しくなるまで、ステップ92〜98を反復的に繰り返すことができることを理解されたい。それにもかかわらず、グルーマシン10の動作の動的性質のため、アルゴリズム80は、たとえ測定されたギャップ幅が実質的に等しい場合であっても、グルーマシン10の動作の間、ステップ89〜98を反復的に実行し続けることがある。
【0067】
さらにまたはあるいは、制御システム70はしきい値を利用して、実際のギャップ幅18a、18b間のわずかな(de minimis)差の補正を減らす、例えば防ぐことができる。例えば、実際のギャップ幅18a、18bを測定するセンサは、32,000ユニットまたはカウントなどの分解能を有することができる。それぞれのユニットまたはカウントは、0.001インチなどの既知の値に対応することができる。実際のギャップ幅18a、18b間のわずかな差をユニットのしきい値に基づいて無視するように、制御アルゴリズム80を選択的にセットすることができる。例えば、このしきい値を10ユニットまたはカウントとすることができるが、他のさまざまなしきい値をアルゴリズム80にプログラムすることもできる。言い換えると、制御アルゴリズム80は、センサ分解能の10ユニット未満である、測定された実際のギャップ幅PTO1とPTD1の間のわずかな差を無視することができる。
【0068】
ステップ95に戻って簡単に説明する。このステップは、以前に説明したステップ94と同様に、ステップ94の代わりに機能して、それぞれのアクチュエータ50a、50bに対する新しい値を計算することを理解されたい。すなわち、ギャップ幅PTO1がPTD1よりも小さいと判定された場合(例えば図7B参照)、アルゴリズム80は、原信号O1に誤差信号などの値を加えて、原信号O1に対する調整距離を提供することができる。同様に、アルゴリズム80は、原信号D1から誤差信号などの値を差し引いて、同様に原信号D1に対する調整距離を提供することができる。言い換えると、ギャップ幅PTO1の方が小さいため、関連アクチュエータ50aの制御アーム52aは、ある調整距離だけ引っ込められ、関連アクチュエータ50bの制御アーム52bは、ある調整距離だけ延ばされる。アルゴリズムは次いで、計算された新しいアクチュエータ信号(例えば調整距離)を、値O2およびD2として記憶することができ、ステップ97で、それぞれのアクチュエータ50a、50bに対する補正された適当な信号または値O2およびD2を送信することができる。アルゴリズム80は次にステップ98に進み、ステップ89へ再びループしてこの処理を本明細書に以前に記載したとおりに繰り返すことができる。
【0069】
同様に、ステップ96に戻って簡単に説明する。このステップは、以前に説明したステップ94および95と同様に、ステップ94および95の代わりに機能して、それぞれのアクチュエータ50a、50bに対する新しい値を計算することを理解されたい。すなわち、ギャップ幅PTO1がPTD1に実施的に等しい(例えば図7A参照)か、または以前に説明したセンサの分解能のしきい値内にあると判定された場合、アルゴリズム80は、それぞれの制御アーム52a、52bの値を維持することができる。アルゴリズム80は値O1およびD1を渡して、例えばコピーして、新しい値O2およびD2を提供することができる。あるいは、希望する場合、アルゴリズム80は、0などの値を、それぞれの原信号O1およびD1に加えて、新しい値O2およびD2を提供することもできる。アルゴリズム80は次にステップ98に進み、ステップ89へ再びループしてこの処理を本明細書に以前に記載したとおりに繰り返すことができる。
【0070】
ローラ14、16を互いに平行に維持することに加えて、制御システム70を利用して、ローラ14、16の長さに沿って一貫したギャップ18を保証することもできることを理解されたい。例えば、前述のとおり、アルゴリズム80は同様に、ギャップ18の所望の幅を決定するステップ81から開始することができる。ギャップ18は手動でまたは自動的に選択することができ、絶対項(すなわちインチまたはミリメートル)で直接に入力することができ、あるいは、例えば標準段サイズ(例えばサイズAからEまたはそれ以下)にそれぞれ関連付けられた不連続の一組の幅値から選択することができる。次に、アルゴリズム80は、前述のとおりにステップ82〜88に進んで、ウェブポジショニングローラ14を移動させ、それにより初期の所望のギャップ幅をセットすることができる。アルゴリズム80はさらに、実際のギャップ距離を手動でまたは自動的に確認するステップを含むことができる。次に、アルゴリズム80は、ステップ89〜98を反復的に繰り返して、糊アプリケータローラ14に対するウェブポジショニングローラ14の位置を、制御アーム52a、52bを調整することによって自動的に調整し、それにより予め選択されたギャップ18の所望の幅を、ローラ14、16の長さに沿って維持することができる。言い換えると、初期のギャップ18をセットした後、アルゴリズム80は、測定された実際のギャップ幅PTO1とPTD1の絶え間ない比較およびそれらの選択的な調整によって、予め選択された幅を、ローラ14、16の長さに沿って維持することができる。それでもなお、さまざまな他の測定を利用することもできる。
【0071】
加えてまたは代替的に、制御システム70を利用して、ローラ14、16の長さに沿って一貫した圧力の適用を保証することもできることを理解されたい。例えば、前述のとおり、アルゴリズム80は同様に、ギャップ18の所望の幅を手動または自動手段によって決定するステップ81から開始することができる。次に、アルゴリズム80は、前述のとおりにステップ82〜88に進んで、ウェブポジショニングローラ14を移動させ、それにより初期の所望のギャップ幅ならびに所望の荷重圧力をセットすることができる。アルゴリズム80はさらに、実際のギャップ幅および/または加えられる荷重圧力を手動でまたは自動的に確認するステップを含むことができる。次に、アルゴリズム80は、ステップ89〜98を反復的に繰り返して、糊アプリケータローラ14に対するウェブポジショニングローラ14の位置を、制御アーム52a、52bを調整することによって自動的に調整し、それにより予め選択された所望の荷重圧力を、ローラ14、16の長さに沿って維持することができる。言い換えると、初期の荷重圧力をセットした後、アルゴリズム80は、測定された実際のギャップ幅PTO1とPTD1の絶え間ない比較およびそれらの選択的な調整によって、予め選択された圧力を、ローラ14、16の長さに沿って維持することができる。それでもなお、アルゴリズム80は、制御アーム52a、52bを調整することによりローラ14、16の長さに沿って加えられる実際の圧力を測定し、確認し、かつ/または調整するさまざまな追加のステップを含むことができる。例えば、アルゴリズム80は、それぞれのアクチュエータ50a、50bによって加えられた実際の圧力を比較し、実際の圧力の差が実質的に0になるまで(または前述のセンサの分解能のしきい値内に収まるまで)その圧力を調整するため反復的に繰り返し実行される、ステップ89〜98と同様の一組のステップを含むことができる。それにもかかわらず、段7に加えられる全体の力は、その荷重圧力を介してそれぞれのアクチュエータ50a、50bによって提供される力の和に概ね等しい。
【0072】
さらにまたはあるいは、以上の説明で指摘したとおり、ステップ81で、ステップ82〜88の一部または全部で使用するギャップ18の所望の幅を自動的に決定することができる。したがって、制御システム70は、段サイズを自動的に決定することができる自動段センサを含むことができる。段サイズが標準段サイズ(例えばサイズAからEまたはそれ以下)に対応する場合、アルゴリズム80は、不連続の一組の所定の関連ギャップ幅の中から、所望のギャップ幅を決定することができる。あるいは、たとえ段サイズが標準段サイズに対応する場合であっても、アルゴリズム80は、測定された実際の段サイズに基づいて、所望のギャップ幅を決定する、例えば計算することができる。いずれにしても、アルゴリズム80は、単一の段または複数の段の測定に基づいて、所望のギャップ幅を決定することができる。一例では、アルゴリズム80が、複数の段高さの測定に基づいて平均段高さを決定することができる。他の例では、アルゴリズム80が、複数の段高さの最小値、最大値、中央値または最頻値に基づいて段高さを決定することができる。
【0073】
自動段高さセンサは、段高さを測定する光カーテンなどの非接触設計(図9参照)、または平行ローラなどの接触設計(図10参照)とすることができる。段高さ、次いで所望のギャップ幅を決定した後、制御システム70はアクチュエータ50a、50bを利用して、ウェブポジショニングローラ14と糊ローラ16の間の所望の所定のギャップ幅をそれらの両側に提供することができる。自動段高さセンサは、グルーマシン10の周囲のさまざまな位置(または波形製造工程における他のさまざまな位置)に配置することができるが、ギャップ幅の事前調整を可能にするため、糊アプリケータローラ16の上流に自動段高さセンサを配置することが有益であることがある。
【0074】
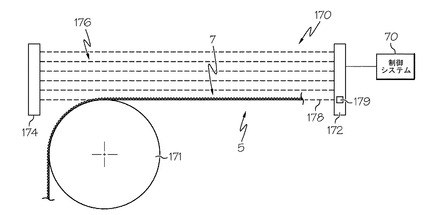
次に図9を参照して、非接触式自動段高さセンサ170の一例を説明する。段高さを有する段7を含む波形ウェブ5の一部分を、アイドラローラ171などによって、非接触式自動段センサ170に通す。示されているように、非接触式自動センサ170は、ある距離だけ分離された一対のライトタワー172、174を含む、段頂の平均高さを光学的に測定する光カーテンであってよい。
【0075】
一方または両方のライトタワー172、174の中には光電子送信器が含まれ、この光電子送信器は、同期平行赤外光ビーム176のアレイを、受信器ユニット(すなわちライトタワー172、174のうちのもう一方のライトタワー)に投射する。段7の先端などの不透明な物体が、ビーム178などの1つまたは複数の光ビーム176を遮ると、光カーテンの制御ロジックが制御システム70に信号を送る。一例では、光電子送信器ユニットが、光カーテンのタイミングおよびロジック回路によって給電されたときに可視光あるいは目に見えない赤外または紫外光のパルスを発射する発光ダイオード(LED)を含むことができる。これらの光パルスを順番に発射する(すなわちLEDに順番に給電する)ことができ、かつ/または変調する(すなわち特定の周波数でパルシングする)ことができる。例えば、使用性(usability)の向上および/または外部光源の拒絶を提供するために、受信ユニット内の対応するフォトトランジスタおよび支持回路を、受信ユニットに対して指定された特定のパルスおよび周波数だけを検出するように設計することができる。これらの制御ロジック、ユーザ制御および診断インジケータは自己内蔵型とすることができ、または制御システム70の一部とすることができる。
【0076】
したがって、通過中の段7によって、光ビームアレイ中のどの光ビーム176が遮られたのかを決定することによって、制御システム70は段7の高さを決定することができる。同様に、通過中の段7が異なる複数の光ビーム176を遮る場合、制御システム70は、どの光ビーム176が遮られたのかに基づいて平均段高さを決定することができる。さらに、光カーテンの分解能、すなわち段7との相互作用に対して使用可能な光ビーム176の数および/または密度はさまざまにすることができ、光カーテンの分解能が、非接触式自動段高さセンサ170の正確さを決定することがあることを理解されたい。
【0077】
他の例では、光電子送信器ユニットが、光カーテンのタイミングおよびロジック回路によって給電されたときに可視光または非可視光のパルスを発射するレーザを含むことができる。これらの光パルスを順番に発射する(すなわちレーザに順番に給電する)ことができ、かつ/または変調する(すなわち特定の周波数でパルシングする)ことができ、他の方法で上で論じたとおりに動作することができる。他の例では、非接触式自動段高さセンサ170が、レーダまたは超音波センサなどを利用することができる。
【0078】
さらにまたはあるいは、非接触式自動段高さセンサ170は、移動可能な1つまたは複数のセンサを利用することができる。例えば、一方または両方のライトタワー172、174は、ライトタワー172、174に対して縦に移動可能な光センサ179を含むことができる。移動可能光センサ179は、LED、レーザなどを前述のとおりに利用することができる。受信側ライトタワー174は、複数の受信センサまたは光検出器を含むことができ、あるいは、センサ179と同じように移動する縦に移動可能な同調センサを含むことができる。動作の一例では、移動可能光センサ179が(光ビーム176と同様の)光ビームを発射し、同時に、通過中の段7によって光ビームが遮られるまで縦方向に下降する。その結果、移動可能センサ179あるいは信号を最後に受け取る特定の受信センサまたは光検出器の垂直位置から、段7の高さを推定することができる。
【0079】
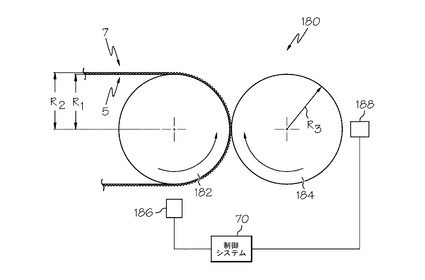
次に図10を参照して、平均段高さを機械的に測定する接触式自動段高さセンサ180の一例を説明する。段高さを有する段7を含む波形ウェブ5の一部分を、第1のローラ182などによって、接触式自動段センサ180に通す。示されているように、接触式自動段センサ180は、段頂の平均高さを決定するために瞬時線スピードの差を測定する、逆回転する一対のローラ182、184とすることができる。
【0080】
第1のローラ182は固定された角速度で第1の方向に回転し、それに伴ってウェブを運ぶ。段の一部が第2のローラ184(すなわちアイドラローラ)と接触し、(例えば嵌合した2つの平歯車と同じように)第2のローラ184を回転させるように、2つのローラ182、184は互いに十分に近くに配置される。第2のローラ184は概ね同じ角速度で反対方向に回転する。第2のローラ184は、通過中の段7による回転を容易にするために波形または他の表面特徴または幾何形状を含むことができ、あるいは、通過中の段7の摩擦による引きずりが回転を引き起こすように、第1のローラ182の十分近くに配置することができる。
【0081】
ローラ182、184はさまざまな半径を有することができる。しかしながら、単純にするため、この実施例のそれぞれのローラ182、184はそれぞれ、同じ半径R1およびR3を有することができる。段高さを有する段7を含む波形ウェブ5の一部分を、第1のローラ182の回転によって駆動する。したがって、第1のローラの有効外側半径R2は、ローラの半径と段高さの和に等しい(すなわちR1+段高さ)。
【0082】
次に、第1および第2のローラ182、184の瞬時線スピード(instantaneous linear speed:ILS)を適当なスピードセンサ186、188によって測定し、データを制御システム70に送信する。第1のローラ182の瞬時線スピードは、通過中の段7を含む部分の付近(すなわちR2によって定義される部分の付近)で測定する。制御システム70は次いで、ローラ182、184の測定されたそれぞれの瞬時線スピードILS1、ILS2の比較に基づいて平均段高さを決定することができる。
【0083】
例えば、第1のローラ182の瞬時線スピードは、円周(2・π・有効半径)×角速度(RPM1)として計算することができる。上記の有効半径は、第1のローラ182の既知の半径と未知の段高さの和(すなわちR1+段高さ)に等しい。したがって、第1のローラ182の瞬時線スピードILS1は、(2・π・(R1+段高さ))・RPM1と表現することができる。同様に、第2のローラの瞬時線スピードILS2は、円周(2・π・半径R3)×同じ既知の角速度(RPM1)として計算することができる。言い換えると、結果として生じる2つの式は、RPM1=(ILS1/(2・π・(R1+段高さ))、およびRPM1=(ILS2/(2・π・R3)と書き直すことができる。
【0084】
その結果、共通の変数(2・π)を消去することができ、2つの式間の未知数は段高さだけとなる。したがって、段高さは、これらの2つの式を襷がけして、最終的な式(ILS1/(ILS2)=((R1+段高さ)/R3))を得ることによって決定することができ、この式から段高さを容易に計算することができる。さらに、平均段高さを得るため、それぞれの瞬時線スピードILS1、ILS2の複数のサンプルを測定し、複数の段高さを計算し、平均することができる。
【0085】
それでもなお、他のさまざまな接触式自動段高さセンサを使用することができる。例えば、アーム(図示せず)を段頂に載せ、段が通過するときにアームの変位(すなわち垂直または角変位)を測定し、それにより段の高さを決定することができる。アームは、段に対して弾性的に変位することができ、または重力によって保持することができる。
【0086】
以上に説明した精密ギャップ調量制御は、ウェブポジショニングローラ14の位置を調整することに関することに留意されたい。あるいは、ポジショニングローラ14の位置を固定し、糊ローラ16の位置を調整することによって、ギャップ調量制御を達成することも企図される。しかしながら、マシン動作中に糊アプリケータローラ16の位置を調整することに関連する相対的な複雑さのため、この構造はあまり好ましくない。例えば一般に、最適な糊の塗布を達成するため、アプリケータローラ16の周面に塗布される糊フィルム4の厚さも例えば以前に組み込んだ米国特許第6,602,546号に記載された方法によって正確に調量される。したがって、アプリケータローラ16の相対的な位置を調整するためには、それに対応して、米国特許第6,602,546号に記載された糊トレー、アイソバーアセンブリなど、相当な数の追加のマシン構成要素の相対位置の調整も必要になることになる。例えば、1つの方法は、アプリケータローラに関連付けられた全ての構成要素をサブアセンブリ上に組み込み、そのサブアセンブリをポジショニングローラ14に対して平行移動させるレールシステムを提供する方法であろう。しかしながら、このような調整は、糊フィルム塗布構成要素の精度を危うくする可能性があり、マシン製造に対する過度の複雑さおよび過大なコストに寄与する可能性がある。少なくともこれらの理由から、ポジショニングローラ14の位置を、動かない回転軸上に固定されたアプリケータローラ16の位置に対して調整すること、および本明細書に開示されたウェブテンション無化機構を組み込むことによって、ウェブのテンションによって誘導され、ポジショニングローラまたはそのいずれかの関連連結部品に作用する力を機械的に相殺することが好ましい。
【0087】
上記の実施形態の例に関して本発明を説明した。本明細書を読み、理解すれば変更および改変が思い浮かぶであろう。本発明の1つまたは複数の態様を含む実施形態の例は、このような変更および改変が添付の特許請求の範囲に含まれる限り、それらの変更および改変の全てを含むことが意図されている。
【技術分野】
【0001】
関連出願の相互参照
本出願は、その開示の全体が参照によって本明細書に組み込まれる2007年6月20日に出願された米国特許仮出願第60/936,411号の恩典を主張するものである。
【0002】
本発明は一般に段ボールの製造に関し、より具体的には、段をある面に接着することができるように、段ボールの段への接着剤の塗布を、段頂を中心に接着剤が付着するように正確に制御する改良された新規の方法に関する。
【背景技術】
【0003】
段ボール複合材は数多くの用途において使用されている。段ボール複合材は耐久性があり、高い寸法完全性および構造完全性を有するため、特に包装用途において望ましい。
【0004】
段ボールは一般に、波形シートを製造することによって形成され、最初に、この波形シートの片面に単一の面が接着される。次いで、この単一の面から遠い方の段頂に、グルーマシンのアプリケータロールによって接着剤が塗布される。その後、間隔を置いて配置された面と面の間に波形構造が延び、それらの面に波形構造が接着された複合構造体を製造するため、この段上の接着剤に第2の面が張り付けられる。
【0005】
場合によっては、例えば、平らな中心面のそれぞれの面に波形シートが接着され、これらの2枚の波形シートの中心面から遠い方の面に平らな外側面が接着されるようにして、2枚以上の波形シートが追加の面に貼り付けられた多層段ボールが製造される。
【0006】
段に接着剤を塗布するため、波形シートは一般に、ウェブ(web)ポジショニングロールとアプリケータロールの間に通される。ウェブポジショニングロールは一般に、段の先端をアプリケータロールに接触させるのに十分な下向きの圧力を加える。この下向きの圧力は段の圧縮または変形を引き起こす。アプリケータに対して押しつぶされる前に、段は接着剤層に入り、その長い滞留時間のため、段はしばしば接着剤によって過剰に濡らされ、または接着剤で飽和される。その結果、押しつぶされた後、段は元の形状に戻らない。段のこの永久変形は最終的な段ボールの強度を低下させる。
【0007】
この方法の実行には、第1の面であるシートの反対側の露出した段頂に糊を塗布する従来のコルゲータグルーマシンが使用されている。しかしながら、段は、アプリケータ上の接着剤層を押しのけながら進み、段の一方の斜面の方がもう一方の斜面よりも濡れるため、段に塗布された接着剤が非対称になることがある。接着剤のこの非対称塗布の結果、所与の接着剤重量に対する接着強度が低下し、接着剤硬化後の反りにより面シートの表面の仕上がりが荒くなる。さらに、比較的に大量の過剰のしぶきが飛び、それによってこの工程で使用される糊の量がさらに増大する。1つの解決策では、参照によって本明細書に組み込まれる米国特許第6,602,546号に記載されているように、アプリケータの外面に糊フィルムを張り付けることができる。
【0008】
当技術分野では、完成製品の最大強度および面上の改良された表面仕上げを得る段ボールを製造する改良された方法が依然として求められている。さらに、完成製品の単位面積当たりに換算してかなり少ない量の接着剤を塗布すること、およびこの改良された段ボールを高い製造速度で製造することが望ましくなりうる。波形段の前斜面または後斜面に接着剤をあまり塗布することなく段の中央ないし頂に正確かつ倹約的に接着剤を塗布する方法を提供することが特に望ましい。最も好ましくは、このような方法は、さまざまな段サイズの波形段に加える圧力荷重力、ローラ間のギャップの幅、ローラの相対的なアラインメント(すなわち平行関係)のうちのいずれかまたは全部を自動的に調整し、かつ/または段の高さを自動的に検出するようにプログラムされた制御システムを使用することができる。
【発明の概要】
【0009】
本発明は、段の前斜面または後斜面に接着剤をほとんどまたは全く(あるいは実質的に全く)塗布することなく波形シートの段頂に接着剤を均一かつ正確に塗布する方法および装置を提供する。本発明によれば、より高いラインスピードを達成することができ、業界標準のマシンの能力を超えるより厳しい性能仕様が可能であり、使用する糊の量のかなりの低減が達成される。さらに、段頂を中心に接着剤を正確に塗布することによって、波形シートと波形シートを接着する面シートとの間のより強い接着強度が提供される。方向による強度の違いが最小化され、または実質的に排除され、面シートの表面の滑らかさが向上する(ウォッシュボードが低減する)。接着剤は非常に正確に段頂だけに付着するため、接着剤重量付着速度を、従来のマシンにおいて必要な接着剤重量付着速度の約10〜70%またはそれ以上に低減させ、同時に、同じまたは匹敵する接着およびつぶれ強度を提供することが可能である。さらに、制御された糊重量に実用上の下限はないため、常温硬化型接着剤を使用して、段ボール特性をさらに向上させ、エネルギーコストおよび反り損失を低減させることができる。さらに、本発明によれば、反りが大幅に低減し、表面仕上げが大幅に改善されたより滑らかでより印刷可能な段ボールが製造される。
【0010】
他の態様を達成するため、本発明によれば、それぞれが頂を有する波形シートの段に接着剤を塗布する方法が提供される。この方法は、アプリケータロールの外面に接着剤層を塗布し、アプリケータロールを回転させるステップと、前記アプリケータロールに隣接するウェブポジショニングロールを回転させるステップとを含む。ウェブポジショニングロールおよび前記アプリケータロールはそれぞれ回転軸を有し、それらのロールの外面間にギャップを画定する。接着剤層から段に接着剤を塗布するために、ウェブポジショニングロールを回転させることによって、アプリケータロールの外面に隣接する経路に沿って、波形シートを移動させる。この経路はギャップを通り抜けて延びる。制御システムを利用して、ギャップの幅の複数回の測定の比較に基づき、回転軸をそれぞれ互いに対して実質的に平行に自動的に維持し、段の頂をアプリケータロールと接触させ、それにより頂に糊を付着させる。
【0011】
他の態様を達成するため、本発明によれば、それぞれが頂を有する波形シートの段に接着剤を塗布する方法が提供される。この方法は、アプリケータロールの外面に接着剤層を塗布し、アプリケータロールを回転させるステップと、前記アプリケータロールに隣接するウェブポジショニングロールを回転させるステップとを含む。ウェブポジショニングロールおよび前記アプリケータロールは、それらのロールの外面間にギャップを画定する。接着剤層から段に接着剤を塗布するために、ウェブポジショニングロールを回転させることによって、アプリケータロールの外面に隣接する経路に沿って、波形シートを移動させる。この経路はギャップを通り抜けて延びる。複数の段頂の平均高さを測定し、この平均高さに基づいてギャップの所望の幅を決定する。制御システムを利用して、アプリケータロールに対するウェブポジショニングロールの位置を自動的に調整し、それによりギャップの所望の幅を維持し、段の頂をアプリケータロールと接触させ、それにより頂に糊を付着させる。
【0012】
他の態様を達成するため、本発明によれば、それぞれが頂を有する波形シートの段に接着剤を塗布する方法が提供される。この方法は、アプリケータロールの外面に接着剤層を塗布し、アプリケータロールを回転させるステップと、前記アプリケータロールに隣接するウェブポジショニングロールを回転させるステップとを含む。ウェブポジショニングロールおよび前記アプリケータロールは、それらのロールの外面間にギャップを画定する。接着剤層から段に接着剤を塗布するために、ウェブポジショニングロールを回転させることによって、アプリケータロールの外面に隣接する経路に沿って、波形シートを移動させる。この経路はギャップを通り抜けて延びる。複数の段頂の平均高さを測定し、この平均高さに基づいて、ギャップを通過する段頂に加える所望の圧力を決定する。制御システムを利用して、アプリケータロールに対するウェブポジショニングロールの位置を自動的に調整し、それにより前記所望の圧力を維持し、段の頂をアプリケータロールと接触させ、それにより頂に糊を付着させる。
【0013】
添付図面に関する以下の説明を読めば、本発明が関係する分野の技術者には、本発明の以下の態様およびその他の態様が明らかになるであろう。
【図面の簡単な説明】
【0014】
【図1】本発明の一態様に基づくコルゲータグルーマシンの側面図である。
【図2】図1のコルゲータグルーマシンの上面透視図である。
【図3】図1のグルー機構のアプリケータロールとウェブポジショニングロールの境界面の一部分を示す部分断面拡大破断図である。
【図4】本発明の他の態様に従ってアプリケータロールとウェブポジショニングロールの間の経路に沿った波形シートの段頂に塗布されている糊を示す、図3と同様の拡大図である。
【図5】アプリケータロールを駆動し、そのスピードを制御する駆動システムの一例の概略図である。
【図6】段頂に接着剤が塗布された単面波形シートの拡大立面図である。
【図7A】アプリケータロールとウェブポジショニングロールの間の平行アラインメントを示す上面図である。
【図7B】図7Aと同様の図だが、アプリケータロールとウェブポジショニングロールの間の斜めアラインメントを示す図である。
【図8A】制御システムとともに使用する本発明の他の態様に基づく制御アルゴリズムの一例を示す流れ図である。
【図8B】図8Aの流れ図の続きである。
【図9】本発明の他の態様に基づく非接触式段高さ自動測定システムの一例の概略図である。
【図10】本発明の他の態様に基づく接触式段高さ自動測定システムの一例の概略図である。
【発明を実施するための形態】
【0015】
本発明の1つまたは複数の態様を含む実施形態の例を説明し、図面に示す。示されたこれらの例が本発明を限定することは意図されていない。例えば、本発明の1つまたは複数の態様を、他の実施形態および他のタイプの装置において利用することができる。
【0016】
本明細書で使用されるとおり、用語「糊」と「接着剤」は相互に交換可能に使用され、本発明に従って波形シートの段頂に後述するように塗布される接着剤を指す。やはり本明細書で使用されるとおり、用語「ウェブ」は、グルーマシン10の中を移動する波形シート、特に、後にさらに説明するように接着剤を塗布するためにアプリケータロールを通り過ぎるときの波形シートを指す。以下の説明および図面から、ウェブポジショニングロールの回転スピードによって、ウェブのスピードを少なくとも部分的に制御することができることが明らかである。
【0017】
本明細書では、支持アーム20a、20b、クロス部材25などの全ての機械要素または部材が、記載されたコルゲータグルーマシン10の中でそれらが遭遇する力の下で堅い、実質的に非弾性の要素または部材であるとみなされる。このような要素または部材は全て、本発明の開示に基づいて、従来の材料を使用し、当業者には明らかな従来の方法で製作することができる。
【0018】
本発明とともに使用されるコルゲータグルーマシン10は、コルゲータグルーマシン内を通る蛇行したウェブ経路を協調して少なくとも部分的に画定するアイドラローラおよびウェブポジショニングローラを有するように提供される。ポジショニングローラの位置は、マシンの動作中に、所定の範囲内で自由に調整可能である。
【0019】
図1に示された例を参照すると、参照によって本明細書に組み込まれる米国特許第7,267,153号に記載されたウェブテンション無化機構(web tension nulling mechanism)などのウェブテンション無化機構の一例を含むコルゲータグルーマシン10の実施形態の一例が示されている。本発明とともに使用する必要はないが、ウェブテンション無化機構は、ウェブポジショニングローラに対して発揮されるウェブのテンションに起因する力を、この力が、所定の範囲内にあるポジショニングローラの位置に実質的に影響を及ぼさないように打ち消すのに有効であることがある。必要ではないが、本明細書に記載したようなウェブテンション無化機構の使用は、本発明の方法と協調的に使用されたときに有益であり得る。
【0020】
グルーマシン10は一般に、送達アイドラローラ12、ウェブポジショニングローラ14、および上記の対応するローラと配置において実質的に同様の糊アプリケータローラ16を含む。動作時、ウェブ5は、送達アイドラローラ12に向かって運ばれ、送達アイドラローラ12を巻いて進み、次いでウェブポジショニングローラ14に向かって運ばれ、ウェブポジショニングローラ14を巻いて進み、ローラ14、16間に画定されたギャップ18を通り抜けるときに、ウェブ5が、ウェブ5の段7が糊アプリケータローラ16の方を向くような向きに配置され、ローラ16の外周面に対して押し付けられて、通過中のウェブ5の露出した段頂6への所望のレベルの糊塗布を達成するような全体に蛇行した経路を描く。
【0021】
送達アイドラローラ12は、第1の支持アーム20aに回転するように取り付けられ、第1の支持アーム20aの近位端は、支持ピボットジョイント22aにおいて、グルーマシン10のベース40(またはグルーマシンのベースを一緒に構成する堅く接続された複数の部材)にピボットするように取り付けられる。ウェブポジショニングローラ14は、第2の支持アーム20bに回転するように取り付けられ、第2の支持アーム20bの近位端は、第2の支持ピボットジョイント22bにおいて、グルーマシン10のベース40にピボットするように取り付けられる。支持アーム20aおよび20bはそれぞれ、それぞれのピボットジョイントのところに画定されたそれぞれの支持ピボット軸の周りを、グルーマシンのベース40に対して独立にピボット可能である。実施形態の一例では、それぞれの支持ピボットジョイント22aおよび22bを、グルーマシンの動作の間、それぞれのローラ12、14の重心(回転軸)のほぼ真下に配置し、または垂直に整列させることができ、そのため、ローラの質量は、アクチュエータ50(後述)を含むことがある制御システム70が補償しなければならないそれぞれの支持アーム20a、20bのピボットジョイントの周りのモーメントをあまり生じさせない。あるいは、支持アーム20aおよび20bが互いに対して独立にピボット可能であり続ける限りにおいて(後述するクロス部材25の結果である場合を除く)、それぞれの支持アーム20aおよび20bの近位端を、同じピボットジョイント(例えば同じシャフト)または同軸状に整列した複数のピボットジョイントにピボットするように取り付けることができる。
【0022】
クロス部材25は、この段落において説明するように、第1および第2の支持アーム20aおよび20bから横断方向に延び、第1の支持アーム20aと第2の支持アーム20bとを連結するように提供される。クロス部材25は、その第1の端が、第1の連結ピボットジョイント26において第1の支持アーム20aにピボットするように取り付けられ、その第2の端が、第2の連結ピボットジョイント27において第2の支持アーム20bにピボットするように取り付けられる。したがって、クロス部材25は、それぞれの連結ピボットジョイント26、27において、第1および第2のそれぞれの支持アーム20aおよび20bに対して自由にピボット可能であり、反対端がもう一方の支持アームに取り付けられていなければ、クロス部材25は、それぞれの支持アームのそれぞれの連結ピボットジョイントの周りを自由に回転することになる。クロス部材25の幾何形状は、それぞれの支持ピボットジョイント22aおよび22bに対するアイドラローラおよびポジショニングローラ12および14の回転軸の位置に基づいて、ポジショニングローラ14において生じるモーメントに比べて相対的に大きな、アイドラローラ12において生じる、ウェブのテンションに起因するモーメントが機械的に相殺されて、ウェブのテンションによって誘導される力に基づいて両方の支持アームの平衡を達成するように選択される。したがって、参照によって本明細書に組み込まれる米国特許第7,267,153号に記載されているとおり、クロス部材25を介したウェブテンション無化機構は、ウェブポジショニングローラに対して発揮されるウェブのテンションに起因する力を、この力が、所定の範囲内にあるポジショニングローラの位置に実質的に影響を及ぼさないように打ち消すのに有効であり得る。
【0023】
図1は側面図であること、およびグルーマシン10は一般に、横に延びる送達アイドラローラ12の両端に位置する2本の「第1の」支持アーム20aと、横に延びるウェブポジショニングローラ14の両端に位置する2本の「第2の」支持アーム20bとを有すること(図2参照)が理解される。示された実施形態では、ローラ12および14がそれぞれ、図2に示されているように対をなす第1の支持アーム20aまたは対をなす第2の支持アーム20b上にその両端が支持された軸方向に延びるそれぞれの横シャフト31、32上に回転するように支持される。この実施形態では、グルーマシン10の両側に配置された隣接する第1および第2の支持アーム20aおよび20bの両方のセットを連結する適当なクロス部材25が提供され、それぞれのクロス部材25は、ウェブのテンションの影響をゼロにする前述の適当な幾何形状を有する。あるいは、マシンの片側にだけ配置された図2に示された第1および第2の支持アーム20aおよび20bなどの単一の支持アームから片持ち梁のように延びるシャフト上に、それぞれのローラ12および14が回転するように支持されたグルーマシンを提供することもできる。この場合、クロス部材25は、マシン10の片側にだけ提供され、第1の支持アーム20aと第2の支持アーム20bとを連結する。
【0024】
以上では、本発明を、アイドラローラ12およびウェブポジショニングローラ14を支持する第1および第2の支持アーム20aおよび20bにピボットするように連結された横断方向に延びるクロス部材25に関して提供されたウェブテンション無化機構を任意選択で含むものとして説明した。しかしながら、無化機構は、これに対応してこの構造に限定されるものではない。例えば、ウェブのテンションによって誘導される力を本明細書で説明したように効果的に打ち消すように、アイドラローラ12とポジショニングローラ14または第1の支持アーム20aと第2の支持アーム20bを動的に連結するために、複数の部材を含む連結システムを組み込むことが可能であり、複数の部材を含む連結システムを組み込むことが企図される。本発明は単一のクロス部材25に限定されない。さらに、本発明の開示を読んだ当業者には、グルーマシン10の動作の間、ポジショニングローラ14に動作可能に結合されたアクチュエータ50が、ウェブのテンションによって誘導される力から遮蔽されるように、本明細書において説明したウェブテンション無化効果を達成する他の機械的な連結または連結システムを確立することができることが明らかである。本発明が、このような全ての機械的連結および連結システムを含むことができることが企図される。本明細書に開示される構造は、本発明の例示的な実施形態を示すために提供される。
【0025】
このような機構を使用して、ポジショニングローラ14と糊アプリケータローラ16との間のニップ(nip)18における非常に正確なギャップ幅制御を提供することが可能である。その結果として、ローラ16の表面に対して段7が圧縮される圧力(および対応する段7の圧縮の程度)も非常に正確に制御することができる。糊はさまざまな方法で提供することができる。一例では、参照によって本明細書に組み込まれる米国特許第6,602,546号に記載されているように、糊トレー62内に糊60が入れられ、アプリケータロール16の回転によって引き上げられる。アプリケータロール16の周縁に隣接してアイソバー(isobar)アセンブリ64が装着され、アイソバーアセンブリ64は、アプリケータロール16の外周面から過剰の接着剤を除去して、アプリケータロール16が回転してアイソバーアセンブリ64を通過した後のアプリケータロール16の外周面に、正確かつ均一な厚さの接着剤コーティング4を提供する。アイソバーアセンブリ64は、少なくとも0.002、0.003、0.004、0.005または0.006インチ、あるいは0.0015インチ以下など、さまざまな糊厚さを提供することができる。
【0026】
この機構を使用すると、糊アプリケータロール16上でこれまでになく薄い糊フィルム層4を使用することができること、およびアプリケータロール上の糊フィルム4の厚さが薄いにもかかわらず、段頂と後に張り付けたライナとの間の接着が実際に改善されることが分かった。このことは、段とライナシートとの間の良好な接着を保証するために段頂における糊の十分な浸透および/または被覆を得るのに、もはや糊の厚さに依存しないことによって達成される。
【0027】
その代わりに、表面に糊フィルム4を有する糊アプリケータロール16の表面に対して段頂6を圧縮するために、段のサイズを考慮してニップ18のギャップ幅を非常に正確に制御する。図3〜4に示すように、段頂6の圧縮は、糊アプリケータロール16の表面の輪郭に従う本質的に平らな共形面を生み出す。ローラ16に対して段が圧縮されている間にローラ16が回転すると、段頂6の平らにされた部分の上に非常に薄い糊フィルム4の層が本質的に塗り付けられ、段頂6の多孔質/繊維質構造内へ糊4を実際に「押し込む」。
【0028】
言い換えると、糊の中のデンプン接着剤の1つの機能は、段頂と面シートの間などの2つの被着体間に「架橋する」こと、すなわち2つの被着体間の空隙を埋めることである。一例では、糊の最少量が、被着体の表面の丘および谷のサイズならびに被着体間の空隙に一致することがある。実際、接着強度は、糊の厚さの低下とともに増大することがある。例えば、糊フィルムは一般に、薄くなるほど曲げに対する抵抗性が増すため、糊の接着のヤング率は、フィルムの厚さの低下とともに相対的に増大することがある。
【0029】
圧縮の程度が段7を不可逆的に圧縮するのには不十分であるように注意を払う必要がある。段7は、糊アプリケータローラ16と接触した後に、その本来の圧縮されていない形状に回復する、または「ばねのように跳ね戻る」ことができなければならない。非常に薄い糊フィルム4の厚さは、段7を液体の水に浸さないことによって、このような回復の達成を助ける。段7を液体の水に浸すことは、段7のばねのような回復を妨げる可能性がある。
【0030】
要するに、段7のサイズに関係付けられた圧縮の程度を使用して、それぞれの段頂6に塗布される糊線(glue line)の太さを制御することができる。例えば、糊線の太さ(縦方向のそれぞれの段7の幅)は一般に、糊アプリケータローラ16に対して圧縮され平らにされた表面(すなわち段頂6)の幅に等しい。
【0031】
この方法を使用することによって、比較的大きな誤差許容差を有するポジショニングローラおよびアプリケータローラ14および16ならびに関連回転ベアリングを使用して、段7上の非常に細い糊線を、細かく調整された糊線の太さ(縦方向の段の幅)によって非常に正確に調量することが可能である。この圧縮された平らな表面が糊線の幅を決定するため、ローラ14、16またはそれらの関連回転ベアリングの円周面に対する比較的大きなアウトオブラウンド(out−of−round)許容差にもかかわらず、糊線の幅を非常に狭い許容差で調量することができる。
【0032】
ウェブ5の段7がギャップ18を通過するときに段7が糊アプリケータロール16に対して圧縮される程度を制御するために、ギャップ18の幅を正確に調整することができるように、ウェブポジショニングローラ14の位置は、図3に示すように、矢印Aの方向に沿って、糊アプリケータロール16に近づく方向および糊アプリケータロール16から離れる方向に直接に調整可能である。ウェブポジショニングローラ14は直線的に調整可能であるため、すなわち、ウェブポジショニングローラ14の回転軸32は、糊アプリケータロール16の回転軸31に近づく方向および糊アプリケータロール16の回転軸31から離れる方向に直接に移動可能であるため、段の圧縮の程度を高い正確度で制御することができる。言い換えると、回転軸31、32間の距離Dを選択的に調整することができる。さらに、ギャップ18が垂直であるため、重力によるロール14、16の湾曲はギャップ18に影響を及ぼさない。
【0033】
ギャップ18の幅は、閉ループ制御システム70によって正確に開閉されることが好ましい。一例では、制御システム70が、モータと、ウェブポジショニングローラ14と糊アプリケータロール16の間の距離(すなわち距離D)を調整するために糊アプリケータロール16に近づく方向および糊アプリケータロール16から離れる方向にウェブポジショニングローラ14を移動させる直線変換器とを含むことができる。他の例では、図1〜2に示すように、空気シリンダ、液圧シリンダ、リニアアクチュエータなどの一対のアクチュエータ50が、ウェブポジショニングローラ14と糊アプリケータロール16の間のギャップを、さまざまな安全上の必要条件を満たすために約4インチなどの比較的大きな距離に選択的に調整することもできる。
【0034】
グルーマシンの動作中に、糊アプリケータロール16は回転し、糊トレー62から糊アプリケータロール16の滑らかな外周面上に接着剤を引き上げる。接着剤が回転してアイソバーアセンブリ64を通過するときに、調量ロッドが、糊アプリケータロール16の外面から過剰の接着剤を除去し、糊アプリケータロール16の外面に、正確に制御された極めて薄い接着剤コーティング4の層を残す。糊アプリケータロール16が回転し続けると、正確に制御された接着剤コーティング4が、アイソバーアセンブリ64から、ギャップ18に隣接する位置、すなわち、以前に説明した波形アセンブリの段7が糊アプリケータロール16と係合する位置まで移動する。
【0035】
ウェブポジショニングローラ14は、糊アプリケータロール16に隣接して回転する。ローラ14、16は同じ方向に回転することができ、あるいは反対方向に回転することができる。第1の面シートは、ウェブポジショニングローラ14の外面と滑らかに係合し、ウェブポジショニングローラ14の外面に対して滑らないように実質的に保持される。波形アセンブリの段7が、糊アプリケータロール16とウェブポジショニングローラ14の間の正確に制御された垂直ギャップ18のニップ点(nip point)を通過すると、前述のとおり、段は、薄い接着剤コーティング4および/または糊アプリケータロール16と接触する。
【0036】
段7が垂直ギャップ18のニップ点を通過すると、糊アプリケータロール16上の薄い接着剤コーティング4は段7の頂に移される。ニップ点において生成された接着剤の一切のしぶきは、水平速度成分なしで下方へ誘導される。したがって、たとえ高スピードであっても、ニップ点の真下に位置する糊トレー46の外側に接着剤は一切飛び散らない。さらに、重力はニップ点において接着剤をまっすぐ下へ引っ張るため、重力は、接着剤が溜まる問題を低減させまたは排除する。
【0037】
図4を参照すると、波形シート18の段頂に接着剤を塗布する方法のより詳細な例が示されている。この方法では、糊アプリケータロール16と接触した後に、初期の段の高さのある百分率だけ段が圧縮されるように、ウェブポジショニングローラ14と糊アプリケータロール16の間のギャップ18を調整するよう、ウェブポジショニングローラ14の位置がセットされる。初期の段の高さの3〜30パーセント、好ましくは5〜15パーセント、よりいっそう好ましくは5〜10パーセントなど、さまざまな圧縮の程度を利用することができる。言い換えると、段は、初期の段の高さの70〜97パーセント、好ましくは85〜95または90〜95パーセントに圧縮される。
【0038】
示されているように、特性段150は、前斜面151、後斜面152および頂153を有する。(図4の段150は単にギャップ18を通過するときの特性段7である。ここでは、単に分かりやすくするため、ギャップ18を通過するときの段を指示するために7の代わりに参照符号150を使用する。)図4では、表記a/b/cが、特性段150の相対的な位置を示す。すなわち、150aは、糊アプリケータロール16と接触する前の位置を示し、150bは、糊アプリケータロール16と接触したニップ点における位置を示し、150cは、糊アプリケータロール16と接触した後の位置を示す。このa/b/c表記法は、図4に関する以下の説明において一貫して使用される。段150aが糊アプリケータロール16に接近すると、最初に、前斜面151aが糊アプリケータロール16と接触し、前斜面151aに接着剤が付着する。段150aが、150bにおいてアプリケータロールと完全に接触すると、前斜面151aは示されているように151bに進み、このとき、糊は、前斜面151bと頂153bの両方に塗布されている。この図から分かるように、段が150aから150bに進むと、段は圧縮され、その結果、後斜面152bは一般に糊アプリケータロール16との接触から遮蔽または隔離されるため、後斜面152bに糊は塗布されていない。したがって、後斜面152bは一般に糊と一切接触しない。
【0039】
さらに、通過中のウェブ5は、ウェブポジショニングローラ14によって導かれるため、ウェブ5は、糊アプリケータローラ16との概ね放射状の接触幾何形状を有する。したがって、一般に、糊ローラとのよりまっすぐな線接触(図示せず)を有する通過中のウェブに比べて、相対的に少ない数の段150が糊アプリケータローラ16と接触する。さらに、放射状の接触幾何形状は、糊アプリケータローラ16が頂153bの中心と接触して、糊の付着を限局することを可能にする。一般に、段150bの前縁151bも後縁152bも関連した面シートに接着されないため、概ね段頂153bに糊を塗布することは有益であることがある。その結果、頂153bに付着した糊線の幅をより良好に制御することができる。
【0040】
波形アセンブリ5は、ウェブポジショニングローラ14の周りに実質的に巻き付けられ、かつ/またはこのライダ(rider)システムのサイズが最小化されるため、段150は、ギャップ18のニップ点でしか糊アプリケータロール16と接触せず、その結果、段150は、本質的に同時に接着剤によって濡らされ、圧縮される。任意の所与の時点において、1つから2つの段150だけが、接着剤および/またはアプリケータロール14と接触することが好ましい。段150の前浸漬または後浸漬は起こらない。すなわち、ニップ点18に到達する前、またはニップ点18を離れた後は、段150は一般に接着剤と接触しない。したがって、段150が接着剤および/またはアプリケータロール14と接触している時間である滞留時間は最小化され、その結果、段150の弾力性をできる限り維持することができる。
【0041】
示されているように、圧縮の程度は、糊アプリケータローラ16の外周面に概ね従うように段150bの頂153bを「平らにする」(または部分的に凹形にする)ことによって実現される。すなわち、段150bは一般に後方または前方へは曲げられない。その代わりに、頂153bは、概ねウェブポジショニングローラ14に向かって圧縮される。しかしながら、段150bは一般に後方または前方へは曲げられないため、頂153bが全体に拡大されて(すなわち広げられて)、糊アプリケータローラ14に対してより大きな表面積を提示することがある。例えば、段150bの頂153bは、糊アプリケータローラ14と部分的にしか接触していない段150aの頂153aや、糊アプリケータローラ14と全く接触していない段150の頂153と比較して相対的に大きな表面積を有する。
【0042】
言い換えると、段150のサイズに関係付けられた圧縮の程度は、糊アプリケータロール16およびその上に含まれる糊と接触する段頂153bの幅を制御することができる。その結果、糊線の幅(すなわち縦方向のそれぞれの段150の幅)は一般に、糊アプリケータローラ16に対して圧縮された平らにされた表面(すなわち段頂153b)の幅と等しくなる。その結果、糊線の厚さの変化にもかかわらず、糊線の幅を制御することができる。
【0043】
段が150bから150cへ進むと、最初は頂153bと前斜面151bの両方に糊がある。しかしながら、一般に、頂だけに糊があり、前斜面には糊がないことが望ましい。そうでない場合には、前述のとおり、完成した段ボール製品にウォッシュボードおよび方向による強度の変動が生じる可能性がある。この問題を解決するため、アプリケータロールの表面線速度が、波形シート5がギャップ18を通過する速度よりもはるかに遅くなるように、動作中、アプリケータロールを低スピードで回転させる。糊アプリケータロール16の表面線速度は、糊アプリケータロール16の外面の線スピードを指し、フィート毎分(またはその他)で測定可能である。この表面線速度は、関係式v=2・π・r・Ωによって角速度(すなわち毎分回転数またはRPM)に関係付けられる。この式で、vは表面線速度(フィート/分)、rは糊アプリケータロール16の半径(フィート)、Ω(オメガ)は、糊アプリケータロール16の角速度(RPM)である。糊アプリケータロール16の外面線速度は、好ましくは波形シートの外面線速度の95%未満、より好ましくは波形シート18の外面線速度の90パーセント未満、好ましくは80、好ましくは60、好ましくは50、好ましくは45、最も好ましくは40パーセントだが、さまざまな他の百分率を使用することもできる。糊アプリケータロール16のスピードと波形シート18の上記の比は、ロールスピード比と呼ばれる。
【0044】
図5は、糊アプリケータロール16の駆動システムの一例を概略的に示す。マシンの動作の間、糊アプリケータロール16を回転させるパワーを提供するため、糊アプリケータロール16には可変速モータ108を接続することができる。モータ108には電子モータ制御110が接続され、電子モータ制御110は、糊アプリケータロール16の回転スピードを調整可能に制御する。ロール16のスピードを制御するこの能力は、前述のウェブポジショニングローラ14(したがって波形シート5)の速度に対するアプリケータロールの表面線速度の調整を可能にするため、本発明の重要な特徴である。これは、糊アプリケータロール16から波形シート5の段7への接着剤の転移の非常に正確な制御を提供する。加えてまたは代替的に、モータコントローラ110は、センサ112からの情報を利用して、糊アプリケータローラ16のスピードを制御することができる。センサ112は、糊重量センサ(例えば以前に組み込んだ米国特許第6,602,546号に記載された糊重量センサ)、スピードセンサ、段高さセンサ、ウェブ幅センサ、ウェブテンションセンサまたはさまざまな他のタイプのセンサを含むことができる。加えてまたは代替的に、モータコントローラ110を、閉ループ制御システム70によって少なくとも部分的に制御することができ、閉ループ制御システム70もセンサ112から入力を受け取ることができる。さらにまたはあるいは、上記の駆動システムの例を、ウェブポジショニングローラ14を制御する目的にも同様に適用することができることを理解されたい。
【0045】
図6を簡単に参照すると、さまざまな糊線幅を利用することができ、絶対項で定義することができ、または、多数の標準段サイズ(すなわちA、B、C、E、F、Gなど)があるため、単一の段150の全幅Wtの百分率(すなわち標準段サイズの単一の段150の全幅の百分率)として定義することができる。一例では、糊線の幅Wgが、単一の段150の全幅の概ね15〜30%の範囲にあると有益であることがある。例えば、それぞれの標準段サイズ(すなわちA、B、C、E、F、Gなど)は、それぞれ15〜18%、16〜20%、15〜19%、19〜24%、21〜27%および22〜30%など、好ましい糊線幅Wg百分率を有することができる。それでもなお、他のさまざまな百分率を利用することもできる。したがって、ギャップ幅、圧力荷重および/または放射状接触幾何形状の調整は、それぞれの段頂153に塗布することができる糊の相対的により一貫した量、位置、厚さおよび/または幅を提供することができる。
【0046】
さらに、ローラ14、16の線スピード間の差は、段頂153b上の丘および谷の中への糊4の「擦り込み」を容易にすることができ、このことは、相対的に小さい段サイズで特に有益であることがある。言い換えると、線スピード間の差は、段頂153b上の丘および谷の中に糊4を塗り込んで、濡れを増大させ、接着強度を上げるために適当な量の糊を提供することができる。さらに、ローラ16の表面に対して段7を圧縮する圧力(および対応する段7の圧縮の程度)も、段頂153b上の丘および谷の中への糊4の「擦り込み」を容易にすることができる。しかしながら、ウェブ5の損傷を引き起こすことなく所望の擦り込み作用を得るように、スピードの差および/または段7に加える圧力を制御することも有益であり得る。
【0047】
ローラ14、16の相対的な線スピードの他にもさまざまな他の因子が段7への糊の付着に影響しうる。例えば、ギャップ18の幅(すなわちローラ14、16の回転軸31、32間の幅Dによって決定される幅)および/または段7と糊アプリケータローラ16の間に加える圧力も、糊の付着に影響しうる。
【0048】
一例では、図1〜2に示すように、圧力および/またはギャップ調量コントローラの働きをすることができるアクチュエータ50を利用して、ギャップ18の幅および/または段150に加える圧力を制御することができる。アクチュエータ50は例えば、本明細書において以前に説明したとおり、そうしなければマシン動作の間、自由に調整可能である第2の支持アーム20bに結合することができる。コントローラ50は、通過中の段頂6への糊の最適な塗布を達成するために、ポジショニングローラ14とアプリケータローラ16の間のギャップ18の幅、および/またはローラ14によって段に対してアプリケータローラ16に抗して加えられる圧力を正確に調量することができる。クロス部材25があるため、アクチュエータ50は、ウェブ5のテンションを補償し、または考慮する必要がなく、あるいは、ウェブテンションの突然のまたは予測不可能なかなりの変化によって、その動作またはギャップ18の正確な調量が実質的に妨げられまたは影響を受けることもない。このことは、従来のグルーマシンにはないいくつかの重大な利点を提供する。第1に、ローラ14の位置ならびにローラ14によってウェブ5に対してアプリケータローラ16に抗して加えられる圧力の非常に高精度の調量を達成し、それにより広範囲の異なる段サイズ(例えばサイズAからEまたはそれ以下)に対して正確な動的ギャップ調量制御を提供し、それにより段への糊の最適な塗布を達成するために、アクチュエータ50は、非常に高精度のモータ、サーボ、空気圧シリンダなど、またはこれらの適当な組合せ、あるいは他の従来の機械式、空気圧または液圧調量装置を含むことができる。従来から、コントローラ50に対する非常に高精度の調量構成要素には、コントローラ50が耐え、補償しなければならないウェブのテンションによる比較的大きな力およびこのような力の突然の大きな変化に起因する問題があった。これらの大きな力は、クロス部材25によって機械的にゼロにされ、または補償されるため、より高精度、より高感度の調量装置をアクチュエータ50で使用することができる。任意選択で、アクチュエータ50を第1の支持アーム20aに結合して、ギャップ18の幅を調節することもできるが、これはあまり好ましくない。
【0049】
したがって、グルーマシンの動作の間、ローラ14は、その支持ピボットジョイント22bを中心とした円弧の所定の範囲内で自由に浮動するが可能である。したがって、ローラ14は、グルーマシンの動作の間、この所定の範囲内で自由に調整可能である。この所定の範囲は、マシンおよびその特定の用途に基づいて変化しうるが、一般に、広範囲の段サイズ、およびグルーマシンと両立するそれぞれの段サイズに対する広範囲の圧縮率に適合する十分な広さを有する。この所定の範囲は例えば、少なくとも1、2、3、4、5、6、7、8、9または10インチまでの弧長とすることができ、コントローラ50は、正確な動的ギャップ調量制御をこのような範囲内に維持することができる。
【0050】
本発明に基づくグルーマシンは、ウェブテンションまたはグルーマシンの範囲外の外部因子に基づくウェブテンションの突然の変化から独立した、ウェブテンションまたはウェブテンションの突然の変化にもかかわらず非常に正確なギャップ18の調量を可能にする。本明細書において説明したとおり、異なるサイズが使用されるときにこのような異なる段サイズを横切って正確な量の糊が塗布されることを保証するため、ギャップ18の幅およびポジショニングローラ14によって段7に対して(アプリケータローラ16に抗して)発揮される圧力を正確に調量することは重要である。これは、グルーマシンの段サイズを変更するときに特に重要である。
【0051】
しかしながら、グルーマシンは動的システムであるため、制御システム70を利用して、所望のギャップ18および/または段7に対して発揮される圧力を維持することが有益であることがある。加えてまたは代替的に、ローラ14、16の長さに沿って一貫したギャップ18および/または圧力の適用を保証するため、制御システムを利用して、ローラ14、16を互いに平行に維持することもできる。
【0052】
前述のとおり、ギャップ18は、制御システム70によって正確に開閉されることが好ましい。本明細書では閉ループ制御システムとして説明されているが、開ループ制御システムを利用することもできる。一例では、制御システム70が、1つまたは複数のモータと、糊アプリケータロール16に近づく方向および糊アプリケータロール16から離れる方向にウェブポジショニングローラ14を移動させる直線変換器(1つまたは複数)とを含むことができる。他の例では、図1〜2に示すように、空気シリンダ、液圧シリンダ、リニアアクチュエータなどの一対のアクチュエータ50により、ウェブポジショニングローラ14と糊アプリケータロール16の間のギャップを選択的に調整することもできる。また、3つ以上のアクチュエータを使用することもできる。
【0053】
ウェブポジショニングローラ14の長さに沿った正確なギャップ18の側面間の正確さは、さまざまな方法で制御することができる。一例では、2つの調整ジャッキおよび交差接続シャフトによって側面間の正確さを維持することができる。このシャフトは、ウェブポジショニングローラ14の長さを横断方向に延長し、調整ジャッキは、ウェブポジショニングロールの外面がアプリケータロールの外面と平行になるように調整することができるようにシャフトの端または端の近くに配置される。しかしながら、交差接続シャフトをあるいは、ウェブポジショニングローラ14の中心シャフトとすることができることに留意されたい。動作の間、グルーマシンは動的システムであるため、変化するウェブテンション、段の高さ、機械許容差などのために、ローラ14、16はさまざまな程度に斜めになることがある。
【0054】
他の例では、図7A〜7Bに示すように、制御システム70が、ウェブポジショニングローラ14の外面を、糊アプリケータロール16の外面と正確に平行に維持するために、どちらか一方または両方のアクチュエータ50a、50bを、ギャップ18の幅の複数回の測定の比較に基づいて選択的かつ独立に調整することができる。アクチュエータ50a、50bはそれぞれ、ウェブポジショニングローラ14のそれぞれの側面に(直接にまたは間接的に)結合された制御アーム52a、52bを有する。その結果、矢印Bの方向に沿った制御アーム52a、52bの独立した調整は、ウェブポジショニングローラ14に対する、概ねローラ14の中心線の周りの仮想のピボット点72を生み出すことができる。ウェブポジショニングローラ14に対する調整を実施することに関して、制御システム70を説明するが、制御システムを、(例えばローラ14の調整に加えて、またはローラ14に対する調整の代わりに)アプリケータローラ16に対する調整を実施するように適合させることもできることを理解されたい。
【0055】
例えば、図7Aに示すように、ウェブポジショニングローラ14は、アプリケータローラ16に対して概ね平行に配置される。ローラ14、16の回転軸31、32は実質的に平行であり、そのため、左側の軸31、32間の距離D1は右側の距離D2と実質的に等しい。その結果、ローラ14のそれぞれの側に位置するギャップ18a、18bの幅は実質的に等しく、ギャップを通過するウェブ5は、ローラ14、16の長さに沿って実質的に同じギャップおよび/または圧力を経験することができる。
【0056】
しかしながら、図7Bを参照すると、ローラ14、16の回転軸31、32は、互いに対して斜めに示されている。同様の要素に対しては同様の符号が使用され、プライム記号(’)が付けられていることを理解されたい。示されているように、ウェブポジショニングローラ14’は、仮想のピボット点72’を軸にアプリケータローラ16に対して斜めに配置されている。距離D3は距離D4よりも短く、その結果、ギャップ18a’の幅はギャップ18b’の幅よりも小さい。したがって、ギャップを通過するウェブ5は、右側に沿って位置する比較的大きなギャップ(そしておそらくはより低い圧力)に比べて、左側に沿って位置する比較的小さなギャップ(そしておそらくはより高い圧力)を経験する。その結果、糊線の幅および/または厚さは望ましくなく変化する可能性があり、かつ/あるいは段7は損傷を受ける可能性がある。
【0057】
動作中、グルーマシンは動的システムであるため、ローラ14、16の回転軸31、32は、さまざまな理由からさまざまな程度に斜めになることがある。したがって、制御システム70を利用して、リアルタイムで、それぞれの回転軸31、32を、互いに対して実質的に平行に自動的に維持することができ、こうすることは、ローラ14のそれぞれの側に位置するギャップ18a、18bの幅を実質的に等しく維持する。これを達成するため、制御システム70は、図8A〜8Bに示されているものなどの制御アルゴリズム80を使用することができる。制御アルゴリズム80は、プログラマブルロジックコントローラ(PLC)などのコンピュータ等によって実行することができるが、アルゴリズム80は、さまざまな他のコンピュータ、ディジタルまたはアナログ構成要素によっても実行することができる。さらに、制御アルゴリズム80の一部または全部をディジタルまたはアナログ回路によって実行することができる。同様に、制御アルゴリズム80へのさまざまな入力など、制御システム70に提供される入力は、ディジタルおよび/またはアナログフォーマットで提供することができる。アルゴリズム80の一部または全部のステップを自動化することができ、かつ/あるいは、さまざまな入力値などアルゴリズム80の一部のステップは、オペレータが手動で提供することができる。さらに、制御アルゴリズム80は、本明細書に示されたステップよりも多くのステップ、本明細書に示されたステップよりも少ないステップ、および/または本明細書に示されたステップとは異なるステップを含むことができる。
【0058】
次に、図8Aを参照して、制御アルゴリズム80をより詳細に説明する。最初に、ステップ81で、それによりアプリケータローラ16に対する段7の圧縮の程度を調節するため、ウェブポジショニングローラ14と糊アプリケータローラ16の間のギャップ18の所望の幅をセットする。ギャップ18の所望の幅は手動で(直接にまたは間接的に)入力することができ、または自動的に選択することができる。例えば、オペレータは段サイズを手動で入力することができ、制御システム70は、それぞれの標準段サイズ(例えばサイズAからEまたはそれ以下)に関連付けられたギャップ18の所望の幅を、例えば不連続の一組のギャップ幅から、またはギャップ幅の計算によって選択することができる。一代替実施形態では、オペレータが、ギャップ幅を手動で直接に(すなわちインチ、ミリメートルなどで)入力することができる。他の代替実施形態では、制御システム70が、標準段サイズを自動的に決定することができ、所望のギャップ幅を選択することができる、図9〜10に関連して後により詳細に説明するものなどの自動段センサを含むことができる。所望のギャップ幅を決定した後、制御システム70はアクチュエータ50a、50bを利用して、ウェブポジショニングローラ14と糊ローラ16の間の所望の所定のギャップ幅をそれらの両側に提供することができる。
【0059】
次に、ステップ82で、ウェブポジショニングローラ14と糊アプリケータローラ16の間の所望のグルーマシン荷重をセットする。所望のグルーマシン荷重は、ポンドパー線インチ(pouns per lineal inch)(PLI)を単位に決定することができるが、他のさまざまな単位を使用することもできる。一般に、グルーマシン荷重値は1〜10ポンドの範囲とすることができるが、他のさまざまな値を使用することもできる。言い換えると、グルーマシン荷重は、アクチュエータ50a、50bが糊アプリケータローラ16に抗して段7に加える力の量を決定する。段7に加えられる全体の力は一般に、それぞれのアクチュエータ50a、50bによって提供される力の和に等しいことを理解されたい。例えば、アクチュエータ50a、50bがそれぞれ50ポンドの力を提供する場合、段は合計100ポンドの力を経験する。この場合も、グルーマシン荷重は手動で(直接にまたは間接的に)入力することができ、または制御システム70によって自動的に決定することができる。
【0060】
次に、ステップ83で、ウェブ5の幅を決定する。ウェブ5の幅は、ウェブ5の横断方向の幅(すなわちウェブ5の縦軸を横切る方向の寸法)を指す。ステップ84に示すように、ウェブ5の幅は、制御システム70によって自動的に決定することができ(ステップ85a)、または、手動で入力することができる(ステップ85b、直接または間接)。自動ウェブ幅センサは、幅を測定する機械式フィーラ(feeler)、光カーテンなど、接触または非接触設計とすることができる。ウェブの幅を決定した後、アルゴリズム80はステップ86に進んで、幅値を変数W1などに記録する。
【0061】
次に、ステップ87で、アクチュエータ50a、50bに対する荷重圧力を計算する。この荷重圧力はグルーマシン荷重およびウェブ幅に基づく。前述のとおり、グルーマシン荷重は、ポンドパー線インチを単位として得ることができ、ウェブ幅は、線インチを単位として得ることができる。したがって、これらの2つの値を掛け合わせると、荷重圧力を、ポンド(力)を単位として提供することができる。例えば、グルーマシン荷重が2ポンドパー線インチであり、ウェブ幅が50インチと決定された場合、荷重圧力は、100ポンド力と計算される(すなわち2×50=100)。その結果、アクチュエータ50a、50bによって提供される力の和は100ポンド力となる。一般に、アクチュエータはそれぞれ、荷重圧力の約半分(すなわちそれぞれ50ポンド)を提供することができるが、それぞれのアクチュエータ50a、50bが提供する実際の量はさまざまであってよく、かつ/または動作の間、同じでなくてもよい。さらに、ステップ88で、アルゴリズム80は、所望の荷重圧力を直接にまたは間接的に得るために、それぞれのアクチュエータ50a、50bに対する適当な信号または値O1およびD1を計算し、送信することができる。
【0062】
次に、ステップ89で、ウェブポジショニングローラ14と糊アプリケータローラ16の間の距離を、ローラ14、16の両側(すなわち図7Aの18aおよび18b)で測定する。例えば、ステップ90で、ウェブローラ14の第1の端と糊ローラ16の間のギャップ18aの第1の実際の幅を測定する。この第1の実際の幅は、アルゴリズム80により値PTO1として記憶される。同様に、ステップ91で、ウェブローラ14の第2の端と糊ローラ16の間のギャップ18bの第2の実際の幅を測定する。第2の実際の幅は、アルゴリズム80により値PTD1として記憶される。第1および第2の実際の幅はさまざまな方法で測定することができることを理解されたい。一例では、それぞれのアクチュエータ50a、50bに結合され、または組み込まれた位置検出器などのセンサによって、実際のギャップ幅を測定することができる。他の例では、ローラ14、16の回転軸31、32間の距離(例えば図7A〜7Bの距離D1〜D4)を測定し、ギャップ18a、18bを計算するセンサによって、実際のギャップ幅を測定することができる。他の例では、ローラ14、16間の実際のギャップ幅を、さまざまな接触式または非接触式の機械、電子または光学手段などによって直接に測定することができる。さまざまな例は、機械式フィーラ、光検出器、レーザ、レーダおよび/または超音波センサなどを含むことができる。
【0063】
次に、ステップ92で、実際のギャップ幅PTO1とPTD1とを互いに対して比較する。一例では、アルゴリズム80が単に、どちらの値がより大きいのかを単に計算することができ、他の例では、アルゴリズム80が差の百分率を決定することができる。他の例では、アルゴリズム80が、実際のギャップ幅PTO1とPTD1の間の距離の差(すなわちPTO1−PTD1)を計算することができる。次に、ステップ93で、実際のギャップ幅間の差を低減させるために、アクチュエータ50a、50bを独立にどのように動作させるのかを、アルゴリズム80が決定する。ステップ93では一般に、アルゴリズム80が、相対的に大きな実際のギャップ幅に関連付けられた制御アーム52a、52bの長さを増大させ、相対的に小さな実際のギャップ幅に関連付けられた制御アーム52a、52bの長さを維持し、または低減させる。両方の制御アーム52a、52bの長さ調整について論じたが、制御アーム52a、52bの一方だけに補正を加え、もう一方はそのままにしておくこともできることを理解されたい。
【0064】
例えば、実際のギャップ幅PTO1がPTD1よりも大きいと判定された場合、アルゴリズム80はステップ94に進む。アルゴリズム80は、それぞれのアクチュエータ50a、50bに対する新しい値を計算する。例えば、ギャップ幅PTO1の方がPTD1よりも大きいと判定されているため、アルゴリズム80は、ステップ88でアクチュエータ50aに提供された原信号O1から誤差信号などの値を差し引いて、原信号O1に対する調整距離を提供することができる。同様に、アルゴリズム80は、ステップ88でアクチュエータ50bに提供された原信号D1に誤差信号などの値を加えて、同様に原信号D1に対する調整距離を提供することができる。言い換えると、ギャップ幅PTO1の方が大きいため、関連アクチュエータ50aの制御アーム52aは、ある調整距離だけ延ばされ、関連アクチュエータ50bの制御アーム52bは、ある調整距離だけ引っ込められる。さまざまな誤差信号を使用して、さまざまな調整距離を生成することができる。示された例では、仮想のピボット点72が概ねウェブポジショニングローラ14のほぼ中心に位置するため、誤差信号を、実際のギャップ幅PTO1とPTD1の差の半分に等しくすることができる。さらに誤差信号は、例えば異なっていてもよく、等しくなくてもよい。
【0065】
アルゴリズムは次いで、計算された新しいアクチュエータ信号(例えば調整距離)を、値O2およびD2として記憶することができる。次に、ステップ97で、アルゴリズム80は、それぞれのアクチュエータ50a、50bに対する補正された適当な信号または値O2およびD2を送信して、制御アーム52a、52bを調整するための補正された荷重圧力を直接にまたは間接的に得、それによりローラ14、16間の斜めアラインメントを相殺することができる。それぞれのアクチュエータ50a、50bに対する荷重圧力は増大し、または低減することがあり、かつ/あるいは等しくないことがあるが、アクチュエータ50a、50bによって提供される力の和は、ステップ87で以前に計算した値(例えば記載の例では100ポンド力)を維持することを理解されたい。
【0066】
次に、アルゴリズム80はステップ98に進んで、アクチュエータ50a、50bに加えられた変更の効果を測定し、判定する。示されているように、アルゴリズム80は再びステップ90および91へループして、本明細書において以前に説明したとおりに実際のギャップ幅18a、18bを再測定する。次いでアルゴリズム80はステップ92〜98へ進んで、追加の補正を実施する。アルゴリズム80は、測定された実際のギャップ幅PTO1とPTD1が実質的に等しくなるまで、ステップ92〜98を反復的に繰り返すことができることを理解されたい。それにもかかわらず、グルーマシン10の動作の動的性質のため、アルゴリズム80は、たとえ測定されたギャップ幅が実質的に等しい場合であっても、グルーマシン10の動作の間、ステップ89〜98を反復的に実行し続けることがある。
【0067】
さらにまたはあるいは、制御システム70はしきい値を利用して、実際のギャップ幅18a、18b間のわずかな(de minimis)差の補正を減らす、例えば防ぐことができる。例えば、実際のギャップ幅18a、18bを測定するセンサは、32,000ユニットまたはカウントなどの分解能を有することができる。それぞれのユニットまたはカウントは、0.001インチなどの既知の値に対応することができる。実際のギャップ幅18a、18b間のわずかな差をユニットのしきい値に基づいて無視するように、制御アルゴリズム80を選択的にセットすることができる。例えば、このしきい値を10ユニットまたはカウントとすることができるが、他のさまざまなしきい値をアルゴリズム80にプログラムすることもできる。言い換えると、制御アルゴリズム80は、センサ分解能の10ユニット未満である、測定された実際のギャップ幅PTO1とPTD1の間のわずかな差を無視することができる。
【0068】
ステップ95に戻って簡単に説明する。このステップは、以前に説明したステップ94と同様に、ステップ94の代わりに機能して、それぞれのアクチュエータ50a、50bに対する新しい値を計算することを理解されたい。すなわち、ギャップ幅PTO1がPTD1よりも小さいと判定された場合(例えば図7B参照)、アルゴリズム80は、原信号O1に誤差信号などの値を加えて、原信号O1に対する調整距離を提供することができる。同様に、アルゴリズム80は、原信号D1から誤差信号などの値を差し引いて、同様に原信号D1に対する調整距離を提供することができる。言い換えると、ギャップ幅PTO1の方が小さいため、関連アクチュエータ50aの制御アーム52aは、ある調整距離だけ引っ込められ、関連アクチュエータ50bの制御アーム52bは、ある調整距離だけ延ばされる。アルゴリズムは次いで、計算された新しいアクチュエータ信号(例えば調整距離)を、値O2およびD2として記憶することができ、ステップ97で、それぞれのアクチュエータ50a、50bに対する補正された適当な信号または値O2およびD2を送信することができる。アルゴリズム80は次にステップ98に進み、ステップ89へ再びループしてこの処理を本明細書に以前に記載したとおりに繰り返すことができる。
【0069】
同様に、ステップ96に戻って簡単に説明する。このステップは、以前に説明したステップ94および95と同様に、ステップ94および95の代わりに機能して、それぞれのアクチュエータ50a、50bに対する新しい値を計算することを理解されたい。すなわち、ギャップ幅PTO1がPTD1に実施的に等しい(例えば図7A参照)か、または以前に説明したセンサの分解能のしきい値内にあると判定された場合、アルゴリズム80は、それぞれの制御アーム52a、52bの値を維持することができる。アルゴリズム80は値O1およびD1を渡して、例えばコピーして、新しい値O2およびD2を提供することができる。あるいは、希望する場合、アルゴリズム80は、0などの値を、それぞれの原信号O1およびD1に加えて、新しい値O2およびD2を提供することもできる。アルゴリズム80は次にステップ98に進み、ステップ89へ再びループしてこの処理を本明細書に以前に記載したとおりに繰り返すことができる。
【0070】
ローラ14、16を互いに平行に維持することに加えて、制御システム70を利用して、ローラ14、16の長さに沿って一貫したギャップ18を保証することもできることを理解されたい。例えば、前述のとおり、アルゴリズム80は同様に、ギャップ18の所望の幅を決定するステップ81から開始することができる。ギャップ18は手動でまたは自動的に選択することができ、絶対項(すなわちインチまたはミリメートル)で直接に入力することができ、あるいは、例えば標準段サイズ(例えばサイズAからEまたはそれ以下)にそれぞれ関連付けられた不連続の一組の幅値から選択することができる。次に、アルゴリズム80は、前述のとおりにステップ82〜88に進んで、ウェブポジショニングローラ14を移動させ、それにより初期の所望のギャップ幅をセットすることができる。アルゴリズム80はさらに、実際のギャップ距離を手動でまたは自動的に確認するステップを含むことができる。次に、アルゴリズム80は、ステップ89〜98を反復的に繰り返して、糊アプリケータローラ14に対するウェブポジショニングローラ14の位置を、制御アーム52a、52bを調整することによって自動的に調整し、それにより予め選択されたギャップ18の所望の幅を、ローラ14、16の長さに沿って維持することができる。言い換えると、初期のギャップ18をセットした後、アルゴリズム80は、測定された実際のギャップ幅PTO1とPTD1の絶え間ない比較およびそれらの選択的な調整によって、予め選択された幅を、ローラ14、16の長さに沿って維持することができる。それでもなお、さまざまな他の測定を利用することもできる。
【0071】
加えてまたは代替的に、制御システム70を利用して、ローラ14、16の長さに沿って一貫した圧力の適用を保証することもできることを理解されたい。例えば、前述のとおり、アルゴリズム80は同様に、ギャップ18の所望の幅を手動または自動手段によって決定するステップ81から開始することができる。次に、アルゴリズム80は、前述のとおりにステップ82〜88に進んで、ウェブポジショニングローラ14を移動させ、それにより初期の所望のギャップ幅ならびに所望の荷重圧力をセットすることができる。アルゴリズム80はさらに、実際のギャップ幅および/または加えられる荷重圧力を手動でまたは自動的に確認するステップを含むことができる。次に、アルゴリズム80は、ステップ89〜98を反復的に繰り返して、糊アプリケータローラ14に対するウェブポジショニングローラ14の位置を、制御アーム52a、52bを調整することによって自動的に調整し、それにより予め選択された所望の荷重圧力を、ローラ14、16の長さに沿って維持することができる。言い換えると、初期の荷重圧力をセットした後、アルゴリズム80は、測定された実際のギャップ幅PTO1とPTD1の絶え間ない比較およびそれらの選択的な調整によって、予め選択された圧力を、ローラ14、16の長さに沿って維持することができる。それでもなお、アルゴリズム80は、制御アーム52a、52bを調整することによりローラ14、16の長さに沿って加えられる実際の圧力を測定し、確認し、かつ/または調整するさまざまな追加のステップを含むことができる。例えば、アルゴリズム80は、それぞれのアクチュエータ50a、50bによって加えられた実際の圧力を比較し、実際の圧力の差が実質的に0になるまで(または前述のセンサの分解能のしきい値内に収まるまで)その圧力を調整するため反復的に繰り返し実行される、ステップ89〜98と同様の一組のステップを含むことができる。それにもかかわらず、段7に加えられる全体の力は、その荷重圧力を介してそれぞれのアクチュエータ50a、50bによって提供される力の和に概ね等しい。
【0072】
さらにまたはあるいは、以上の説明で指摘したとおり、ステップ81で、ステップ82〜88の一部または全部で使用するギャップ18の所望の幅を自動的に決定することができる。したがって、制御システム70は、段サイズを自動的に決定することができる自動段センサを含むことができる。段サイズが標準段サイズ(例えばサイズAからEまたはそれ以下)に対応する場合、アルゴリズム80は、不連続の一組の所定の関連ギャップ幅の中から、所望のギャップ幅を決定することができる。あるいは、たとえ段サイズが標準段サイズに対応する場合であっても、アルゴリズム80は、測定された実際の段サイズに基づいて、所望のギャップ幅を決定する、例えば計算することができる。いずれにしても、アルゴリズム80は、単一の段または複数の段の測定に基づいて、所望のギャップ幅を決定することができる。一例では、アルゴリズム80が、複数の段高さの測定に基づいて平均段高さを決定することができる。他の例では、アルゴリズム80が、複数の段高さの最小値、最大値、中央値または最頻値に基づいて段高さを決定することができる。
【0073】
自動段高さセンサは、段高さを測定する光カーテンなどの非接触設計(図9参照)、または平行ローラなどの接触設計(図10参照)とすることができる。段高さ、次いで所望のギャップ幅を決定した後、制御システム70はアクチュエータ50a、50bを利用して、ウェブポジショニングローラ14と糊ローラ16の間の所望の所定のギャップ幅をそれらの両側に提供することができる。自動段高さセンサは、グルーマシン10の周囲のさまざまな位置(または波形製造工程における他のさまざまな位置)に配置することができるが、ギャップ幅の事前調整を可能にするため、糊アプリケータローラ16の上流に自動段高さセンサを配置することが有益であることがある。
【0074】
次に図9を参照して、非接触式自動段高さセンサ170の一例を説明する。段高さを有する段7を含む波形ウェブ5の一部分を、アイドラローラ171などによって、非接触式自動段センサ170に通す。示されているように、非接触式自動センサ170は、ある距離だけ分離された一対のライトタワー172、174を含む、段頂の平均高さを光学的に測定する光カーテンであってよい。
【0075】
一方または両方のライトタワー172、174の中には光電子送信器が含まれ、この光電子送信器は、同期平行赤外光ビーム176のアレイを、受信器ユニット(すなわちライトタワー172、174のうちのもう一方のライトタワー)に投射する。段7の先端などの不透明な物体が、ビーム178などの1つまたは複数の光ビーム176を遮ると、光カーテンの制御ロジックが制御システム70に信号を送る。一例では、光電子送信器ユニットが、光カーテンのタイミングおよびロジック回路によって給電されたときに可視光あるいは目に見えない赤外または紫外光のパルスを発射する発光ダイオード(LED)を含むことができる。これらの光パルスを順番に発射する(すなわちLEDに順番に給電する)ことができ、かつ/または変調する(すなわち特定の周波数でパルシングする)ことができる。例えば、使用性(usability)の向上および/または外部光源の拒絶を提供するために、受信ユニット内の対応するフォトトランジスタおよび支持回路を、受信ユニットに対して指定された特定のパルスおよび周波数だけを検出するように設計することができる。これらの制御ロジック、ユーザ制御および診断インジケータは自己内蔵型とすることができ、または制御システム70の一部とすることができる。
【0076】
したがって、通過中の段7によって、光ビームアレイ中のどの光ビーム176が遮られたのかを決定することによって、制御システム70は段7の高さを決定することができる。同様に、通過中の段7が異なる複数の光ビーム176を遮る場合、制御システム70は、どの光ビーム176が遮られたのかに基づいて平均段高さを決定することができる。さらに、光カーテンの分解能、すなわち段7との相互作用に対して使用可能な光ビーム176の数および/または密度はさまざまにすることができ、光カーテンの分解能が、非接触式自動段高さセンサ170の正確さを決定することがあることを理解されたい。
【0077】
他の例では、光電子送信器ユニットが、光カーテンのタイミングおよびロジック回路によって給電されたときに可視光または非可視光のパルスを発射するレーザを含むことができる。これらの光パルスを順番に発射する(すなわちレーザに順番に給電する)ことができ、かつ/または変調する(すなわち特定の周波数でパルシングする)ことができ、他の方法で上で論じたとおりに動作することができる。他の例では、非接触式自動段高さセンサ170が、レーダまたは超音波センサなどを利用することができる。
【0078】
さらにまたはあるいは、非接触式自動段高さセンサ170は、移動可能な1つまたは複数のセンサを利用することができる。例えば、一方または両方のライトタワー172、174は、ライトタワー172、174に対して縦に移動可能な光センサ179を含むことができる。移動可能光センサ179は、LED、レーザなどを前述のとおりに利用することができる。受信側ライトタワー174は、複数の受信センサまたは光検出器を含むことができ、あるいは、センサ179と同じように移動する縦に移動可能な同調センサを含むことができる。動作の一例では、移動可能光センサ179が(光ビーム176と同様の)光ビームを発射し、同時に、通過中の段7によって光ビームが遮られるまで縦方向に下降する。その結果、移動可能センサ179あるいは信号を最後に受け取る特定の受信センサまたは光検出器の垂直位置から、段7の高さを推定することができる。
【0079】
次に図10を参照して、平均段高さを機械的に測定する接触式自動段高さセンサ180の一例を説明する。段高さを有する段7を含む波形ウェブ5の一部分を、第1のローラ182などによって、接触式自動段センサ180に通す。示されているように、接触式自動段センサ180は、段頂の平均高さを決定するために瞬時線スピードの差を測定する、逆回転する一対のローラ182、184とすることができる。
【0080】
第1のローラ182は固定された角速度で第1の方向に回転し、それに伴ってウェブを運ぶ。段の一部が第2のローラ184(すなわちアイドラローラ)と接触し、(例えば嵌合した2つの平歯車と同じように)第2のローラ184を回転させるように、2つのローラ182、184は互いに十分に近くに配置される。第2のローラ184は概ね同じ角速度で反対方向に回転する。第2のローラ184は、通過中の段7による回転を容易にするために波形または他の表面特徴または幾何形状を含むことができ、あるいは、通過中の段7の摩擦による引きずりが回転を引き起こすように、第1のローラ182の十分近くに配置することができる。
【0081】
ローラ182、184はさまざまな半径を有することができる。しかしながら、単純にするため、この実施例のそれぞれのローラ182、184はそれぞれ、同じ半径R1およびR3を有することができる。段高さを有する段7を含む波形ウェブ5の一部分を、第1のローラ182の回転によって駆動する。したがって、第1のローラの有効外側半径R2は、ローラの半径と段高さの和に等しい(すなわちR1+段高さ)。
【0082】
次に、第1および第2のローラ182、184の瞬時線スピード(instantaneous linear speed:ILS)を適当なスピードセンサ186、188によって測定し、データを制御システム70に送信する。第1のローラ182の瞬時線スピードは、通過中の段7を含む部分の付近(すなわちR2によって定義される部分の付近)で測定する。制御システム70は次いで、ローラ182、184の測定されたそれぞれの瞬時線スピードILS1、ILS2の比較に基づいて平均段高さを決定することができる。
【0083】
例えば、第1のローラ182の瞬時線スピードは、円周(2・π・有効半径)×角速度(RPM1)として計算することができる。上記の有効半径は、第1のローラ182の既知の半径と未知の段高さの和(すなわちR1+段高さ)に等しい。したがって、第1のローラ182の瞬時線スピードILS1は、(2・π・(R1+段高さ))・RPM1と表現することができる。同様に、第2のローラの瞬時線スピードILS2は、円周(2・π・半径R3)×同じ既知の角速度(RPM1)として計算することができる。言い換えると、結果として生じる2つの式は、RPM1=(ILS1/(2・π・(R1+段高さ))、およびRPM1=(ILS2/(2・π・R3)と書き直すことができる。
【0084】
その結果、共通の変数(2・π)を消去することができ、2つの式間の未知数は段高さだけとなる。したがって、段高さは、これらの2つの式を襷がけして、最終的な式(ILS1/(ILS2)=((R1+段高さ)/R3))を得ることによって決定することができ、この式から段高さを容易に計算することができる。さらに、平均段高さを得るため、それぞれの瞬時線スピードILS1、ILS2の複数のサンプルを測定し、複数の段高さを計算し、平均することができる。
【0085】
それでもなお、他のさまざまな接触式自動段高さセンサを使用することができる。例えば、アーム(図示せず)を段頂に載せ、段が通過するときにアームの変位(すなわち垂直または角変位)を測定し、それにより段の高さを決定することができる。アームは、段に対して弾性的に変位することができ、または重力によって保持することができる。
【0086】
以上に説明した精密ギャップ調量制御は、ウェブポジショニングローラ14の位置を調整することに関することに留意されたい。あるいは、ポジショニングローラ14の位置を固定し、糊ローラ16の位置を調整することによって、ギャップ調量制御を達成することも企図される。しかしながら、マシン動作中に糊アプリケータローラ16の位置を調整することに関連する相対的な複雑さのため、この構造はあまり好ましくない。例えば一般に、最適な糊の塗布を達成するため、アプリケータローラ16の周面に塗布される糊フィルム4の厚さも例えば以前に組み込んだ米国特許第6,602,546号に記載された方法によって正確に調量される。したがって、アプリケータローラ16の相対的な位置を調整するためには、それに対応して、米国特許第6,602,546号に記載された糊トレー、アイソバーアセンブリなど、相当な数の追加のマシン構成要素の相対位置の調整も必要になることになる。例えば、1つの方法は、アプリケータローラに関連付けられた全ての構成要素をサブアセンブリ上に組み込み、そのサブアセンブリをポジショニングローラ14に対して平行移動させるレールシステムを提供する方法であろう。しかしながら、このような調整は、糊フィルム塗布構成要素の精度を危うくする可能性があり、マシン製造に対する過度の複雑さおよび過大なコストに寄与する可能性がある。少なくともこれらの理由から、ポジショニングローラ14の位置を、動かない回転軸上に固定されたアプリケータローラ16の位置に対して調整すること、および本明細書に開示されたウェブテンション無化機構を組み込むことによって、ウェブのテンションによって誘導され、ポジショニングローラまたはそのいずれかの関連連結部品に作用する力を機械的に相殺することが好ましい。
【0087】
上記の実施形態の例に関して本発明を説明した。本明細書を読み、理解すれば変更および改変が思い浮かぶであろう。本発明の1つまたは複数の態様を含む実施形態の例は、このような変更および改変が添付の特許請求の範囲に含まれる限り、それらの変更および改変の全てを含むことが意図されている。
【特許請求の範囲】
【請求項1】
それぞれが頂を有する波形シートの段に接着剤を塗布する方法であって、
a)アプリケータロールの外面に接着剤層を塗布し、前記アプリケータロールを回転させるステップと、
b)前記アプリケータロールに隣接するウェブポジショニングロールを回転させるステップであり、前記ウェブポジショニングロールおよび前記アプリケータロールがそれぞれ回転軸を有し、それらのロールの外面間にギャップを画定するステップと、
c)前記接着剤層から前記段に接着剤を塗布するために、前記ウェブポジショニングロールを回転させることによって、前記アプリケータロールの前記外面に隣接し、前記ギャップを通り抜けて延びる、前記波形シートの経路に沿って、前記波形シートを移動させるステップと、
d)制御システムを利用して、前記ギャップの幅の複数回の測定の比較に基づき、前記回転軸をそれぞれ互いに対して実質的に平行に自動的に維持するステップと、
e)前記段の前記頂を前記アプリケータロールと接触させ、それにより前記頂に糊を付着させるステップと
を含む方法。
【請求項2】
前記アプリケータロールに対する前記ウェブポジショニングロールの前記位置を調整して、前記ギャップの所定の幅を設定し、それにより前記アプリケータロールに対する前記段の圧縮の程度を調節するステップをさらに含む、請求項1に記載の方法。
【請求項3】
前記制御システムに少なくとも一対のアクチュエータを提供するステップであり、前記アクチュエータの第1のアクチュエータが前記ウェブポジショニングロールの第1の端に結合され、前記アクチュエータの第2のアクチュエータが前記ウェブポジショニングロールの第2の端に結合されるステップと、
前記第1のアクチュエータを利用して、前記アプリケータロールに対する前記ウェブポジショニングロールの前記第1の端の位置を調整するステップと、
前記第2のアクチュエータを利用して、前記アプリケータロールに対する前記ウェブポジショニングロールの前記第2の端の位置を調整するステップと
をさらに含み、
前記ウェブポジショニングロールの前記第1および第2の端の前記位置がそれぞれ、前記アプリケータロールに対して独立に調整可能である、
請求項2に記載の方法。
【請求項4】
前記第1のアクチュエータを利用して、前記第1の端と前記アプリケータロールの間の前記ギャップの前記所定の幅を提供するステップと、
前記第2のアクチュエータを利用して、前記第2の端と前記アプリケータロールの間の前記ギャップの前記所定の幅を提供するステップと
をさらに含む、請求項3に記載の方法。
【請求項5】
前記ウェブポジショニングロールの前記第1の端と前記アプリケータロールの間の前記ギャップの第1の実際の幅を測定するステップと、
前記ウェブポジショニングロールの前記第2の端と前記アプリケータロールの間の前記ギャップの第2の実際の幅を測定するステップと、
前記制御システムを利用して、前記第1の実際の幅と前記第2の実際の幅の間の距離の差を計算するステップと
をさらに含む、請求項4に記載の方法。
【請求項6】
前記第1および第2のアクチュエータのうちの少なくとも一方を利用して、前記ウェブポジショニングロールの前記第1および第2の端のうちの関連した一方の端の前記位置を、前記ウェブポジショニングロールの前記第1および第2の端のうちの他方の端に対して、前記距離の差に基づく調整距離だけ、選択的に調整するステップをさらに含む、請求項5に記載の方法。
【請求項7】
f)前記ウェブポジショニングロールの前記第1の端と前記アプリケータロールの間の前記ギャップの第1の実際の幅を測定するステップと、
g)前記ウェブポジショニングロールの前記第2の端と前記アプリケータロールの間の前記ギャップの第2の実際の幅を測定するステップと、
h)前記制御システムを利用して、前記第1の実際の幅と前記第2の実際の幅の間の距離の差を計算するステップと、
i)前記第1および第2のアクチュエータのうちの少なくとも一方を利用して、前記ウェブポジショニングロールの前記第1および第2の端のうちの一方の端の前記位置を、前記ウェブポジショニングロールの前記第1および第2の端のうちの他方の端に対して、前記距離の差に基づく調整距離だけ、選択的に調整するステップと、
j)前記第1の実際の幅と前記第2の実際の幅の間の前記距離の差が実質的にゼロになるまで、ステップ(g)、(h)、(i)および(j)を反復的に繰り返すステップと
をさらに含む、請求項1に記載の方法。
【請求項8】
平均高さに基づいて、前記ギャップを通過する前記段頂に加える所望の圧力を決定するステップと、
前記ウェブポジショニングロールの前記位置を前記アプリケータロールに対して調整して、前記所望の圧力を設定するステップと
をさらに含む、請求項3に記載の方法。
【請求項9】
複数の前記段頂の平均高さを測定するステップと、
前記平均高さに基づいて、前記ギャップの所望の幅を決定するステップと、
前記制御システムを利用して、前記アプリケータロールに対する前記ウェブポジショニングロールの前記位置を自動的に調整し、それにより前記ギャップの前記所望の幅を維持するステップと、
をさらに含む、請求項1に記載の方法。
【請求項10】
前記アプリケータロールを第1の方向に回転させ、前記ウェブポジショニングロールを、前記アプリケータロールの前記第1の方向とは反対の第2の方向に回転させるステップをさらに含む、請求項1に記載の方法。
【請求項11】
それぞれが頂を有する波形シートの段に接着剤を塗布する方法であって、
a)アプリケータロールの外面に接着剤層を塗布し、前記アプリケータロールを回転させるステップと、
b)前記アプリケータロールに隣接するウェブポジショニングロールを回転させるステップであり、前記ウェブポジショニングロールおよび前記アプリケータロールが、それらのロールの外面間にギャップを画定するステップと、
c)前記接着剤層から前記段に接着剤を塗布するために、前記ウェブポジショニングロールを回転させることによって、前記アプリケータロールの前記外面に隣接し、前記ギャップを通り抜けて延びる、前記波形シートの経路に沿って、前記波形シートを移動させるステップと、
d)複数の前記段頂の平均高さを測定するステップと、
e)前記平均高さに基づいて、前記ギャップの所望の幅を決定するステップと、
f)制御システムを利用して、前記アプリケータロールに対する前記ウェブポジショニングロールの前記位置を自動的に調整し、それにより前記ギャップの前記所望の幅を維持するステップと、
g)前記段の前記頂を前記アプリケータロールと接触させ、それにより前記頂に糊を付着させるステップと
を含む方法。
【請求項12】
前記複数の段頂の前記平均高さを光学的に測定するステップをさらに含む、請求項11に記載の方法。
【請求項13】
レーザセンサを利用して、前記複数の段頂の前記平均高さを測定するステップをさらに含む、請求項12に記載の方法。
【請求項14】
前記複数の段頂の前記平均高さを機械的に測定するステップをさらに含む、請求項11に記載の方法。
【請求項15】
前記ウェブポジショニングロールを回転させて、前記波形シートの前記段の移動を引き起こすステップと、
前記ウェブポジショニングロールに隣接する位置にアイドラロールを、前記段の前記移動が前記アイドラロールの反対方向への回転を引き起こすように配置するステップと、
前記アイドラロールの表面線速度を決定するステップと、
前記アイドラロールの前記表面線速度に基づいて、前記複数の段頂の前記平均高さを測定するステップと
をさらに含む、請求項14に記載の方法。
【請求項16】
前記ギャップの前記所望の幅を、不連続の一組の所定の幅の中から選択するステップをさらに含む、請求項11に記載の方法。
【請求項17】
前記平均高さに基づいて、前記ギャップを通過する前記段頂に加える所望の圧力を決定するステップと、
前記制御システムを利用して、前記アプリケータロールに対する前記ウェブポジショニングロールの前記位置を自動的に調整し、それにより前記所望の圧力を維持するステップと
をさらに含む、請求項11に記載の方法。
【請求項18】
前記制御システムを利用して、前記ウェブポジショニングロールの回転軸を、前記アプリケータロールの回転軸に対して実質的に平行に自動的に維持するステップをさらに含む、請求項11に記載の方法。
【請求項19】
前記アプリケータロールを第1の方向に回転させ、前記ウェブポジショニングロールを、前記アプリケータロールの前記第1の方向とは反対の第2の方向に回転させるステップをさらに含む、請求項11に記載の方法。
【請求項20】
それぞれが頂を有する波形シートの段に接着剤を塗布する方法であって、
a)アプリケータロールの外面に接着剤層を塗布し、前記アプリケータロールを回転させるステップと、
b)前記アプリケータロールに隣接するウェブポジショニングロールを回転させるステップであり、前記ウェブポジショニングロールおよび前記アプリケータロールが、それらのロールの外面間にギャップを画定するステップと、
c)前記接着剤層から前記段に接着剤を塗布するために、前記ウェブポジショニングロールを回転させることによって、前記アプリケータロールの前記外面に隣接し、前記ギャップを通り抜けて延びる、前記波形シートの経路に沿って、前記波形シートを移動させるステップと、
d)複数の前記段頂の平均高さを測定するステップと、
e)前記平均高さに基づいて、前記ギャップを通過する前記段頂に加える所望の圧力を決定するステップと、
f)制御システムを利用して、前記アプリケータロールに対する前記ウェブポジショニングロールの前記位置を自動的に調整し、それにより前記所望の圧力を維持するステップと、
g)前記段の前記頂を前記アプリケータロールと接触させ、それにより前記頂に糊を付着させるステップと
を含む方法。
【請求項21】
前記複数の段頂の前記平均高さを光学的に測定するステップをさらに含む、請求項20に記載の方法。
【請求項22】
レーザセンサを利用して、前記複数の段頂の前記平均高さを測定するステップをさらに含む、請求項21に記載の方法。
【請求項23】
前記複数の段頂の前記平均高さを機械的に測定するステップをさらに含む、請求項20に記載の方法。
【請求項24】
前記ウェブポジショニングロールを回転させて、前記波形シートの前記段の移動を引き起こすステップと、
前記ウェブポジショニングロールに隣接する位置にアイドラロールを、前記段の前記移動が前記アイドラロールの反対方向への回転を引き起こすように配置するステップと、
前記アイドラロールの表面線速度を決定するステップと、
前記アイドラロールの前記表面線速度に基づいて、前記複数の段頂の前記平均高さを測定するステップと
をさらに含む、請求項23に記載の方法。
【請求項25】
前記ギャップの前記所望の圧力を、不連続の一組の所定の圧力の中から選択するステップをさらに含む、請求項20に記載の方法。
【請求項26】
前記平均高さに基づいて、前記ギャップの所望の幅を決定するステップと、
前記制御システムを利用して、前記アプリケータロールに対する前記ウェブポジショニングロールの前記位置を自動的に調整し、それにより前記ギャップの前記所望の幅を維持するステップと
をさらに含む、請求項20に記載の方法。
【請求項27】
前記制御システムを利用して、前記ウェブポジショニングロールの回転軸を、前記アプリケータロールの回転軸に対して実質的に平行に自動的に維持するステップをさらに含む、請求項20に記載の方法。
【請求項1】
それぞれが頂を有する波形シートの段に接着剤を塗布する方法であって、
a)アプリケータロールの外面に接着剤層を塗布し、前記アプリケータロールを回転させるステップと、
b)前記アプリケータロールに隣接するウェブポジショニングロールを回転させるステップであり、前記ウェブポジショニングロールおよび前記アプリケータロールがそれぞれ回転軸を有し、それらのロールの外面間にギャップを画定するステップと、
c)前記接着剤層から前記段に接着剤を塗布するために、前記ウェブポジショニングロールを回転させることによって、前記アプリケータロールの前記外面に隣接し、前記ギャップを通り抜けて延びる、前記波形シートの経路に沿って、前記波形シートを移動させるステップと、
d)制御システムを利用して、前記ギャップの幅の複数回の測定の比較に基づき、前記回転軸をそれぞれ互いに対して実質的に平行に自動的に維持するステップと、
e)前記段の前記頂を前記アプリケータロールと接触させ、それにより前記頂に糊を付着させるステップと
を含む方法。
【請求項2】
前記アプリケータロールに対する前記ウェブポジショニングロールの前記位置を調整して、前記ギャップの所定の幅を設定し、それにより前記アプリケータロールに対する前記段の圧縮の程度を調節するステップをさらに含む、請求項1に記載の方法。
【請求項3】
前記制御システムに少なくとも一対のアクチュエータを提供するステップであり、前記アクチュエータの第1のアクチュエータが前記ウェブポジショニングロールの第1の端に結合され、前記アクチュエータの第2のアクチュエータが前記ウェブポジショニングロールの第2の端に結合されるステップと、
前記第1のアクチュエータを利用して、前記アプリケータロールに対する前記ウェブポジショニングロールの前記第1の端の位置を調整するステップと、
前記第2のアクチュエータを利用して、前記アプリケータロールに対する前記ウェブポジショニングロールの前記第2の端の位置を調整するステップと
をさらに含み、
前記ウェブポジショニングロールの前記第1および第2の端の前記位置がそれぞれ、前記アプリケータロールに対して独立に調整可能である、
請求項2に記載の方法。
【請求項4】
前記第1のアクチュエータを利用して、前記第1の端と前記アプリケータロールの間の前記ギャップの前記所定の幅を提供するステップと、
前記第2のアクチュエータを利用して、前記第2の端と前記アプリケータロールの間の前記ギャップの前記所定の幅を提供するステップと
をさらに含む、請求項3に記載の方法。
【請求項5】
前記ウェブポジショニングロールの前記第1の端と前記アプリケータロールの間の前記ギャップの第1の実際の幅を測定するステップと、
前記ウェブポジショニングロールの前記第2の端と前記アプリケータロールの間の前記ギャップの第2の実際の幅を測定するステップと、
前記制御システムを利用して、前記第1の実際の幅と前記第2の実際の幅の間の距離の差を計算するステップと
をさらに含む、請求項4に記載の方法。
【請求項6】
前記第1および第2のアクチュエータのうちの少なくとも一方を利用して、前記ウェブポジショニングロールの前記第1および第2の端のうちの関連した一方の端の前記位置を、前記ウェブポジショニングロールの前記第1および第2の端のうちの他方の端に対して、前記距離の差に基づく調整距離だけ、選択的に調整するステップをさらに含む、請求項5に記載の方法。
【請求項7】
f)前記ウェブポジショニングロールの前記第1の端と前記アプリケータロールの間の前記ギャップの第1の実際の幅を測定するステップと、
g)前記ウェブポジショニングロールの前記第2の端と前記アプリケータロールの間の前記ギャップの第2の実際の幅を測定するステップと、
h)前記制御システムを利用して、前記第1の実際の幅と前記第2の実際の幅の間の距離の差を計算するステップと、
i)前記第1および第2のアクチュエータのうちの少なくとも一方を利用して、前記ウェブポジショニングロールの前記第1および第2の端のうちの一方の端の前記位置を、前記ウェブポジショニングロールの前記第1および第2の端のうちの他方の端に対して、前記距離の差に基づく調整距離だけ、選択的に調整するステップと、
j)前記第1の実際の幅と前記第2の実際の幅の間の前記距離の差が実質的にゼロになるまで、ステップ(g)、(h)、(i)および(j)を反復的に繰り返すステップと
をさらに含む、請求項1に記載の方法。
【請求項8】
平均高さに基づいて、前記ギャップを通過する前記段頂に加える所望の圧力を決定するステップと、
前記ウェブポジショニングロールの前記位置を前記アプリケータロールに対して調整して、前記所望の圧力を設定するステップと
をさらに含む、請求項3に記載の方法。
【請求項9】
複数の前記段頂の平均高さを測定するステップと、
前記平均高さに基づいて、前記ギャップの所望の幅を決定するステップと、
前記制御システムを利用して、前記アプリケータロールに対する前記ウェブポジショニングロールの前記位置を自動的に調整し、それにより前記ギャップの前記所望の幅を維持するステップと、
をさらに含む、請求項1に記載の方法。
【請求項10】
前記アプリケータロールを第1の方向に回転させ、前記ウェブポジショニングロールを、前記アプリケータロールの前記第1の方向とは反対の第2の方向に回転させるステップをさらに含む、請求項1に記載の方法。
【請求項11】
それぞれが頂を有する波形シートの段に接着剤を塗布する方法であって、
a)アプリケータロールの外面に接着剤層を塗布し、前記アプリケータロールを回転させるステップと、
b)前記アプリケータロールに隣接するウェブポジショニングロールを回転させるステップであり、前記ウェブポジショニングロールおよび前記アプリケータロールが、それらのロールの外面間にギャップを画定するステップと、
c)前記接着剤層から前記段に接着剤を塗布するために、前記ウェブポジショニングロールを回転させることによって、前記アプリケータロールの前記外面に隣接し、前記ギャップを通り抜けて延びる、前記波形シートの経路に沿って、前記波形シートを移動させるステップと、
d)複数の前記段頂の平均高さを測定するステップと、
e)前記平均高さに基づいて、前記ギャップの所望の幅を決定するステップと、
f)制御システムを利用して、前記アプリケータロールに対する前記ウェブポジショニングロールの前記位置を自動的に調整し、それにより前記ギャップの前記所望の幅を維持するステップと、
g)前記段の前記頂を前記アプリケータロールと接触させ、それにより前記頂に糊を付着させるステップと
を含む方法。
【請求項12】
前記複数の段頂の前記平均高さを光学的に測定するステップをさらに含む、請求項11に記載の方法。
【請求項13】
レーザセンサを利用して、前記複数の段頂の前記平均高さを測定するステップをさらに含む、請求項12に記載の方法。
【請求項14】
前記複数の段頂の前記平均高さを機械的に測定するステップをさらに含む、請求項11に記載の方法。
【請求項15】
前記ウェブポジショニングロールを回転させて、前記波形シートの前記段の移動を引き起こすステップと、
前記ウェブポジショニングロールに隣接する位置にアイドラロールを、前記段の前記移動が前記アイドラロールの反対方向への回転を引き起こすように配置するステップと、
前記アイドラロールの表面線速度を決定するステップと、
前記アイドラロールの前記表面線速度に基づいて、前記複数の段頂の前記平均高さを測定するステップと
をさらに含む、請求項14に記載の方法。
【請求項16】
前記ギャップの前記所望の幅を、不連続の一組の所定の幅の中から選択するステップをさらに含む、請求項11に記載の方法。
【請求項17】
前記平均高さに基づいて、前記ギャップを通過する前記段頂に加える所望の圧力を決定するステップと、
前記制御システムを利用して、前記アプリケータロールに対する前記ウェブポジショニングロールの前記位置を自動的に調整し、それにより前記所望の圧力を維持するステップと
をさらに含む、請求項11に記載の方法。
【請求項18】
前記制御システムを利用して、前記ウェブポジショニングロールの回転軸を、前記アプリケータロールの回転軸に対して実質的に平行に自動的に維持するステップをさらに含む、請求項11に記載の方法。
【請求項19】
前記アプリケータロールを第1の方向に回転させ、前記ウェブポジショニングロールを、前記アプリケータロールの前記第1の方向とは反対の第2の方向に回転させるステップをさらに含む、請求項11に記載の方法。
【請求項20】
それぞれが頂を有する波形シートの段に接着剤を塗布する方法であって、
a)アプリケータロールの外面に接着剤層を塗布し、前記アプリケータロールを回転させるステップと、
b)前記アプリケータロールに隣接するウェブポジショニングロールを回転させるステップであり、前記ウェブポジショニングロールおよび前記アプリケータロールが、それらのロールの外面間にギャップを画定するステップと、
c)前記接着剤層から前記段に接着剤を塗布するために、前記ウェブポジショニングロールを回転させることによって、前記アプリケータロールの前記外面に隣接し、前記ギャップを通り抜けて延びる、前記波形シートの経路に沿って、前記波形シートを移動させるステップと、
d)複数の前記段頂の平均高さを測定するステップと、
e)前記平均高さに基づいて、前記ギャップを通過する前記段頂に加える所望の圧力を決定するステップと、
f)制御システムを利用して、前記アプリケータロールに対する前記ウェブポジショニングロールの前記位置を自動的に調整し、それにより前記所望の圧力を維持するステップと、
g)前記段の前記頂を前記アプリケータロールと接触させ、それにより前記頂に糊を付着させるステップと
を含む方法。
【請求項21】
前記複数の段頂の前記平均高さを光学的に測定するステップをさらに含む、請求項20に記載の方法。
【請求項22】
レーザセンサを利用して、前記複数の段頂の前記平均高さを測定するステップをさらに含む、請求項21に記載の方法。
【請求項23】
前記複数の段頂の前記平均高さを機械的に測定するステップをさらに含む、請求項20に記載の方法。
【請求項24】
前記ウェブポジショニングロールを回転させて、前記波形シートの前記段の移動を引き起こすステップと、
前記ウェブポジショニングロールに隣接する位置にアイドラロールを、前記段の前記移動が前記アイドラロールの反対方向への回転を引き起こすように配置するステップと、
前記アイドラロールの表面線速度を決定するステップと、
前記アイドラロールの前記表面線速度に基づいて、前記複数の段頂の前記平均高さを測定するステップと
をさらに含む、請求項23に記載の方法。
【請求項25】
前記ギャップの前記所望の圧力を、不連続の一組の所定の圧力の中から選択するステップをさらに含む、請求項20に記載の方法。
【請求項26】
前記平均高さに基づいて、前記ギャップの所望の幅を決定するステップと、
前記制御システムを利用して、前記アプリケータロールに対する前記ウェブポジショニングロールの前記位置を自動的に調整し、それにより前記ギャップの前記所望の幅を維持するステップと
をさらに含む、請求項20に記載の方法。
【請求項27】
前記制御システムを利用して、前記ウェブポジショニングロールの回転軸を、前記アプリケータロールの回転軸に対して実質的に平行に自動的に維持するステップをさらに含む、請求項20に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7a】
【図7b】
【図8a】
【図8b】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7a】
【図7b】
【図8a】
【図8b】
【図9】
【図10】
【公表番号】特表2010−531217(P2010−531217A)
【公表日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願番号】特願2010−513412(P2010−513412)
【出願日】平成20年6月19日(2008.6.19)
【国際出願番号】PCT/US2008/067519
【国際公開番号】WO2008/157705
【国際公開日】平成20年12月24日(2008.12.24)
【出願人】(506198089)
【Fターム(参考)】
【公表日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願日】平成20年6月19日(2008.6.19)
【国際出願番号】PCT/US2008/067519
【国際公開番号】WO2008/157705
【国際公開日】平成20年12月24日(2008.12.24)
【出願人】(506198089)
【Fターム(参考)】
[ Back to top ]