
段ボールシートのバッチ分割装置、バッチ分割機能を備えたカウンタエジェクタ、および段ボールシートのバッチ分割方法
【課題】シート枚数の少ない小ロットのバッチの各段ボールシートを高品質に維持するとともに、小ロットのバッチに高速で分割する。
【解決手段】分割コンベア126が、所定のシート枚数のバッチBTを形成するバッチ形成装置60の下流側に配置され、その形成されたバッチBTを所定の搬送方向PDに搬送する。バッチ分割装置61は、分割コンベア126上にあるバッチBTの先端部および後端部とそれぞれ当接する2つの仕切り体144、148を含み、所定の搬送方向PDと平行な方向に両仕切り体144、148を相対的に移動させることにより、バッチBTを上下2つの小バッチSBT1、SBT2に分割する。
【解決手段】分割コンベア126が、所定のシート枚数のバッチBTを形成するバッチ形成装置60の下流側に配置され、その形成されたバッチBTを所定の搬送方向PDに搬送する。バッチ分割装置61は、分割コンベア126上にあるバッチBTの先端部および後端部とそれぞれ当接する2つの仕切り体144、148を含み、所定の搬送方向PDと平行な方向に両仕切り体144、148を相対的に移動させることにより、バッチBTを上下2つの小バッチSBT1、SBT2に分割する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、印刷などの加工が施された後に折り曲げられて接合された段ボールシートを所定のシート枚数のバッチに分割して搬送するバッチ分割装置に関し、詳細には、カウンタエジェクタにより形成されたバッチを更に小さなバッチに分割することが可能なバッチ分割装置に関する。
【背景技術】
【0002】
段ボールシート製函機は、印刷などの加工が施された段ボールシートを折り曲げて接着剤により接合するフォルダグルアと、このフォルダグルアから供給される段ボールシートを計数して所定数の段ボールシートのバッチを形成して後続の結束機に送り出すカウンタエジェクタとを備える。この種の段ボールシート製函機は、特許文献1および特許文献2などに開示され、よく知られている。特許文献1に開示されたカウンタエジェクタは、フォルダグルアから供給された段ボールシートが積載されるホッパと、ホッパ内に積載される段ボールシートを分離して所定のシート枚数のバッチを形成する複数のレッジと、そのバッチを載置するために昇降するエレベータと、バッチをエレベータの載置面に対して押圧するプレスバーとを備える。エレベータは、複数のレッジの水平移動および垂直移動により形成されたバッチを載置しながら上方位置から下降し、下方位置において下部コンベアに受け渡す。この受け渡しが完了した後、エレベータは、次のバッチを載置するために上方位置まで上昇する。エレベータは、各バッチの受け渡しのために、垂直方向において昇降運動を繰り返し行う。また、プレスバーは、エレベータが上方位置から下方位置まで下降する間、エレベータの載置面上のバッチを押圧しながら下降する。プレスバーの押圧作用により、バッチは下降途中に姿勢が乱れることはなく下部コンベアに受け渡されるとともに、バッチの各段ボールシートの接合部分が一層強固な接着状態となる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−51024号公報
【特許文献2】特許第3298896号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、段ボールシート製函機により多種多様の段ボールシートが加工され、しかもシート枚数の少ない小ロットのバッチを高速で形成することが要求されるようになった。この要求に応えるため、カウンタエジェクタの複数のレッジおよびエレベータなどの各構成部分の動作が高速化された。たとえば、複数のレッジは、フォルダグルアから供給される段ボールシートを分離して小ロットのバッチを高速で形成するために水平移動および垂直移動を高速で行う。また、エレベータおよびプレスバーも、各バッチの受け渡しのために高速で昇降動作を行う。
【0005】
しかし、小ロットのバッチを高速で形成する場合には、そのバッチは、フォルダグルアから供給された段ボールシートの端部がホッパ内で十分に揃えられる前に、複数のレッジにより形成され、エレベータで下方へ運搬されることから、段ボールシートの端部が不揃いの状態のまま、小ロットのバッチが形成されることがある。また、段ボールシートの接合部分が充分な強度にまで接着されるのに一定の時間が必要であるが、この一定の時間が経過する前にバッチがホッパから下流側のコンベアなどに受け渡され、この受け渡しの際にバッチの上面と下面とに互いに反対方向の力が作用して接合部分がずれることがある。この結果、小ロットのバッチの外観品質および段ボールシートの製造品質が高速化に伴い低下する問題がある。
【0006】
そこで、本発明は、シート枚数の少ない小ロットのバッチの各段ボールシートを高品質に維持するとともに、小ロットのバッチに高速で分割することができるバッチ分割装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
(第1の発明態様およびその具体的態様)
上記目的を達成するために、第1の発明態様は、積載される段ボールシートを分離して所定のシート枚数のバッチを形成するバッチ形成装置の下流側に配置され、そのバッチを所定の搬送方向に搬送する搬送コンベアと、前記搬送コンベア上の前記バッチの先端部および後端部とそれぞれ当接する2つの仕切り体を含み、前記所定の搬送方向と平行な方向に両仕切り体を相対的に移動させることにより、前記バッチを上下2つの小バッチに分割するバッチ分割手段とを備える構成である。
【0008】
第1の発明態様では、バッチ分割手段が、カウンタエジェクタにより形成されたバッチを、両仕切り体の相対移動により上下2つの小バッチに分割する構成であれば、いかなる構成であっても良い。たとえば、搬送コンベアにより搬送されているバッチを停止させることなく、上下2つの小バッチに分割する構成であっても、搬送コンベアの搬送を停止してその停止の間にバッチを上下2つに分割する構成であっても良い。
【0009】
第1の発明態様では、搬送コンベアは、上部コンベアおよび下部コンベアからなる一対のコンベアであっても、下部コンベアのみの構成であっても良い。搬送コンベアは、1つのコンベアであっても、所定の搬送方向に配列された複数のコンベアであっても良い。複数のコンベアである場合、所定の搬送方向において、上流側に配置されたコンベアは、少なくとも1つのバッチを滞留させるために使用され、下流側に配置されたコンベアは、バッチを上下2つの小バッチに分割するために使用される構成であっても良い。搬送コンベアが1つのコンベアである場合、2つの小バッチに分割するために1つのコンベアが使用される構成であっても良い。
【0010】
請求項2に記載の具体的態様は、前記バッチ分割手段が、前記搬送コンベア上の前記バッチの先端部と当接し、そのバッチの上下両面のうちの一方の面から他方の面に向う突出量が調整されるように配置される前仕切り体と、前記搬送コンベア上の前記バッチのうちで、前記前仕切り体と先端部が当接していない段ボールシートの後端部と当接し、前記他方の面から前記一方の面に向う突出量が調整されるように配置される後仕切り体と、前記後仕切り体の突出量を調整するために前記後仕切り体を上下方向に移動させる後調整部と、前記所定の搬送方向と平行な方向において前記前仕切り体と前記後仕切り体とを相対的に移動させる仕切り体駆動部と、前記前仕切り体と先端部が当接している段ボールシートの第1の小バッチと、前記後仕切り体と後端部が当接している段ボールシートの第2の小バッチとのうちで、上方に位置する小バッチの段ボールシートの下面を支持するために前記搬送コンベアによるバッチの搬送経路に進入するように配置される支持体と、前記支持体を前記搬送経路に進入させ、または前記搬送経路から退避させるために前記支持体を前記搬送コンベアに対して移動させる支持体調整部と、前記バッチが前記第1および第2の小バッチに分割されるように、前記第1および第2の小バッチのうちの少なくとも一方の小バッチを前記所定の搬送方向と平行な方向に押し出すために前記後調整部、前記仕切り体駆動部および前記支持体調整部をそれぞれ制御する制御部とを備える構成である。
【0011】
本具体的態様では、前仕切り体の突出量は、使用者の操作により調整される構成でも、または、サーボモータなどの駆動手段を含む調整部により調整される構成であってもよい。
【0012】
本具体的態様では、仕切り体駆動部は、前仕切り体と後仕切り体とを相対的に移動させる構成であれば、いかなる構成であっても良い。たとえば、前仕切り体と後仕切り体とのいずれか一方のみを移動させる構成でも、両者を移動させる構成であっても良い。前仕切り体を移動させる場合には、所定の搬送方向と反対方向に前仕切り体を移動させる。また、後仕切り体を移動させる場合には、所定の搬送方向に後仕切り体を移動させる。
【0013】
本具体的態様では、前仕切り体は、搬送されて来るバッチの全ての段ボールシートの先端部と当接するように大きく突出した後に、第1の小バッチの高さに応じた突出量まで引っ込む構成であっても良い。または、前仕切り体は、第1の小バッチの高さに応じた突出量まで最初に突出する構成であっても良い。
【0014】
本具体的態様では、支持体は、両コンベアの間に垂直方向から進入する構成でも、両コンベアの間に水平方向から進入する構成であっても良い。
【0015】
本具体的態様では、制御部が、搬送されて来るバッチを第1および第2の小バッチに分割するように後調整部、仕切り体駆動部および支持体調整部を所定の順序で動作させる構成であれば、いかなる構成であっても良い。たとえば、制御部は、カウンタエジェクタの全体の動作を制御する制御手段の一部として構成されても良く、または、カウンタエジェクタによるバッチの形成および送出を制御する制御手段とは別個に構成されても良い。後者の構成である場合、制御部は、カウンタエジェクタによるバッチの形成および送出と一定の時間的関係をもって、第1および第2の小バッチへの分割を制御する必要がある。
【0016】
請求項3に記載の具体的態様は、前記前仕切り体の突出量を調整するために前記前仕切り体を上下方向に移動させる前調整部を備え、前記後仕切り体が、前記前仕切り体に対して前記所定の搬送方向に移動するように配置され、前記制御部が、前記小バッチのシート枚数に応じて、前記前仕切り体の突出量および前記後仕切り体の突出量を調整するために前記前調整部および前記後調整部を制御し、前記小バッチの段ボールシートの前記所定の搬送方向における寸法に応じて、前記後仕切り体が前記前仕切り体に対して移動するように前記仕切り体駆動部を制御する構成である。
【0017】
本具体的態様では、制御部が、搬送されて来るバッチを第1および第2の小バッチに分割するように、前調整部、後調整部、仕切り体駆動部および支持体調整部を所定の順序で動作させる構成であれば、いかなる構成であっても良い。
【0018】
請求項4に記載の具体的態様は、前記前仕切り体が、前記搬送コンベア上の前記バッチの上面から下面に向かって突出するように配置され、前記後仕切り体が、前記搬送コンベア上の前記バッチの下面から上面に向かって突出するように配置される構成である。
【0019】
請求項5に記載の具体的態様は、前記支持体が、前記搬送コンベア上の前記バッチの下面から上面に向かって突出して前記搬送コンベアの搬送経路に進入するように配置され、前記制御部が、前記小バッチのシート枚数に応じて、前記支持体の突出量を調整するために前記支持体調整部を制御する構成である。
【0020】
本具体的態様では、制御部が、前仕切り体の突出量および後仕切り体の突出量の外に、支持体の突出量を調整するために制御動作を行う構成であれば、いかなる構成であっても良い。たとえば、制御部は、搬送されて来るバッチの各段ボールシートの予め決められた厚さと、小バッチのシート枚数とに基づいて、各部材の突出量を決定する構成であっても良い。または、バッチの高さが測定部により測定され、制御部は、測定されたバッチの高さと、小バッチのシート枚数とに基づいて、各部材の突出量を決定する構成であっても良い。
【0021】
請求項6に記載の具体的態様は、前記後仕切り体が、前記前仕切り体と先端部が当接している前記第1の小バッチの段ボールシートの下面を支持するための支持部を含み、前記制御部が、前記後仕切り体が前記所定の搬送方向に移動して前記前仕切り体の配置位置に達したときに、前記第1のバッチの段ボールシートの下面が前記支持体および前記支持部により支持された状態で、前記支持体および前記後仕切り体が前記搬送コンベアの搬送面より下方に退避するように、前記支持体調整部および前記後調整部を制御する構成である。
【0022】
請求項7に記載の具体的態様は、前記搬送コンベア上の前記バッチの高さを測定する測定部を備え、前記制御部が、前記測定部により測定されたバッチの高さに基づいて、前記前仕切り体の突出量および前記後仕切り体の突出量が前記小バッチのシート枚数に応じた量となるように前記前調整部および前記後調整部を制御する構成である。
【0023】
本具体的態様では、測定部は、搬送されて来るバッチの高さを測定することができる構成であれば、いかなる構成であっても良い。たとえば、測定部は、2つの押圧部材の間で、バッチを所定の圧力で挟持した状態で、両押圧部材の間隔を測定することにより、バッチの高さを測定する構成であっても良い。または、測定部が、両押圧部材の間に挟持されたバッチを撮影してその撮影画像を処理することにより、バッチの高さを測定する構成であっても良い。また、バッチの高さを測定するときに、押圧部材により、バッチを押圧することは必ずしも必要ではない。しかし、バッチの高さを正確に測定するためには、測定の際に、バッチを押圧する構成を採用することが好ましい。
【0024】
(第2の発明態様)
上記目的を達成するために、第2の発明態様は、所定の収容領域に積載される段ボールシートを分離して所定のシート枚数のバッチを形成するために水平方向に進退可能なレッジと、前記所定の収容領域の下方に配置され、前記バッチを所定の送出方向に送出するための送出コンベアと、前記バッチが載置され、前記所定の収容領域から前記送出コンベアまでバッチを運搬するために昇降運動を行うエレベータと、前記所定の送出方向において前記送出コンベアの下流側に配置され、前記所定の送出方向に送出された前記バッチの先端部および後端部とそれぞれ当接する2つの仕切り体を含み、前記所定の送出方向と平行な方向に両仕切り体を相対的に移動させることにより、前記バッチを上下2つの小バッチに分割するバッチ分割手段とを備える構成である。
【0025】
第2の発明態様では、バッチ分割手段が、カウンタエジェクタにより形成されたバッチを、両仕切り体の相対移動により上下2つの小バッチに分割する構成であれば、いかなる構成であっても良い。たとえば、バッチが結束機などの後段の装置に向かって搬送されている間に、上下2つの小バッチに分割する構成であっても、分割されるバッチの搬送を停止してその停止の間に上下2つの小バッチに分割する構成であっても良い。
【0026】
(第3の発明態様およびその具体的態様)
上記目的を達成するために、第3の発明態様は、積載される段ボールシートを分離して所定のシート枚数のバッチを形成するバッチ形成ステップと、前記バッチを所定の搬送方向に搬送コンベアで搬送する搬送ステップと、前記搬送コンベア上の前記バッチの先端部および後端部に2つの仕切り体をそれぞれ当接させ、前記所定の搬送方向と平行な方向に両仕切り体を相対的に移動させることにより、前記バッチを上下2つの小バッチに分割するバッチ分割ステップとを備える段ボールシートのバッチ分割方法である。
【0027】
請求項10に記載の具体的態様は、前記バッチ分割ステップが、前記搬送コンベア上の前記バッチの先端部側において、前記バッチの上下両面のうちの一方の面から他方の面に向かって前仕切り体を突出させ、前記バッチの先端部と当接する前記前仕切り体の突出量を調整するステップと、前記搬送コンベア上の前記バッチの後端部側において、前記他方の面から一方の面に向かって後仕切り体を突出させ、前記前仕切り体と先端部が当接していない段ボールシートの後端部と当接する前記後仕切り体の突出量を調整するステップと、前記所定の搬送方向と平行な方向に前記前仕切り体と前記後仕切り体とを相対的に移動させるステップと、前記第1および第2の小バッチのうちで、上方に位置する小バッチの段ボールシートの下面を支持し、その上方に位置する小バッチを前記搬送コンベアの搬送面に載置するステップと、を備える請求項9に記載の段ボールシートのバッチ分割方法である。
【0028】
本具体的態様では、前仕切り体の突出量を調整するステップが、搬送されて来るバッチの先端部に前仕切り体を当接させながら、前仕切り体の突出量を調整する処理であっても、前仕切り体を所定の量だけ突出させておき、その突出している前仕切り体にバッチの先端部を当接させる処理であっても良い。後仕切り体の突出量を調整するステップについても、前仕切り体の突出量を調整するステップと同様に、後仕切り体の突出と、バッチの後端部との当接との順序が限定されることはない。
【発明の効果】
【0029】
(第1ないし第3の発明態様の効果)
第1ないし第3の発明態様では、所定のシート枚数から形成されたバッチが、2つの仕切り体の相対的移動により上下2つの小バッチに分割される。最初から、積載される複数の段ボールシートを分離してシート枚数の少ない小バッチを形成する構成または方法に比べ、複数の段ボールシートの側端部を揃える時間、および段ボールシートの接合部分が接着する時間を短い時間に制限する必要がないことから、バッチの側端部が十分に揃えられ、接合部分が充分な強度にまで確実に接着した状態で、そのバッチを送出することが可能となる。しかも、バッチの形成動作とは別に、最初に形成されたバッチを後に2つの小バッチに分割することから、最終的に、シート枚数の少ない小ロットのバッチを高速で形成することができるとともに、その小ロットのバッチの各段ボールシートを高品質に維持することができる。
【0030】
(具体的態様の効果)
請求項2または請求項10に記載の具体的態様では、所定のシート枚数から形成されたバッチが、前仕切り体と後仕切り体との相対的移動により第1および第2の小バッチに分割される。この2つの小バッチのうちで上方に位置する小バッチが、支持体により、または、小バッチを搬送コンベアの搬送面に載置するステップにより支持される。この結果、上方に位置する小バッチが崩れることなく、整った姿勢の2つの小バッチを形成することができる。
【0031】
請求項3に記載の具体的態様では、制御部が、小バッチのシート枚数に応じて、前仕切り体の突出量および後仕切り体の突出量を調整するために前調整部および後調整部を制御し、小バッチの段ボールシートの所定の搬送方向における長さに応じて、後仕切り体が前仕切り体に対して移動するように仕切り体駆動部を制御する。この結果、前仕切り体および後仕切り体の突出量が制御部により制御されることで、最初に形成されたバッチを所定のシート枚数の第1および第2の小バッチに正確に分割することができる。また、後仕切り体が前仕切り体に対して移動することにより、所定の搬送方向において前方に第2の小バッチを押し出すことができ、その後に第2の小バッチを下流側に迅速に搬送することができる。
【0032】
請求項4に記載の具体的態様では、前仕切り体が、バッチの上面から下面に向かって突出し、後仕切り体が、バッチの下面から上面に向かって突出する。この結果、前仕切り体が、バッチの下面から上面に向かって突出し、後仕切り体が、バッチの上面から下面に向かって突出する構成に比べ、本具体的態様は、分割動作後に、後仕切り体と当接する第2のバッチを搬送コンベアの搬送面まで下降させる必要がなく、第2のバッチを所定の搬送方向に一層迅速に搬送することができる。
【0033】
請求項5に記載の具体的態様では、制御部が、小バッチのシート枚数に応じて、支持体の突出量を調整するために支持体調整部を制御する。この結果、支持体は、第1の小バッチの段ボールシートの下面を水平の姿勢に支持することができる。
【0034】
請求項6に記載の具体的態様では、後仕切り体が所定の搬送方向に移動して前仕切り体の配置位置に達したときに、制御部が、第1のバッチの段ボールシートの下面が支持体および支持部により支持された状態で、支持体および後仕切り体が、搬送コンベアの搬送面の下方に退避するように、支持体調整部および後調整部を制御する。この結果、水平の姿勢を保ったまま、第1のバッチを搬送コンベアの搬送面に載置することができる。
【0035】
請求項7に記載の具体的態様では、制御部が、測定部により測定されたバッチの高さに基づいて、前仕切り体の突出量および後仕切り体の突出量が小バッチのシート枚数に応じた量となるように前調整部および後調整部を制御する。この結果、最初に形成されたバッチを所定のシート枚数の第1および第2の小バッチに一層正確に分割することができる。
【図面の簡単な説明】
【0036】
【図1】本発明の一実施形態に係る段ボールシート製函機1の全体的構成を示す正面図である。
【図2】本実施形態のカウンタエジェクタ6のバッチ形成装置60の構成を拡大して示す正面図である。
【図3】本実施形態のカウンタエジェクタ6のバッチ分割装置61の構成を拡大して示す正面図である。
【図4】バッチ分割装置61の分割コンベア126および仕切り機構127の構成を拡大して示す正面図である。
【図5】本実施形態のカウンタエジェクタ6の電気的構成を示すブロック図である。
【図6A】前仕切り体144が分割コンベア126の上面まで下降して位置決めされ、後仕切り体148および支持体159が前仕切り体144に対して搬送方向PDに位置決めされた状態を示す説明図である。
【図6B】バッチBTが前仕切り体144に当接し、分割コンベア126と上部コンベア135との間で挟持された状態を示す説明図である。
【図6C】前仕切り体144が上部コンベア135の下面から前突出量LSだけ突出し、後仕切り体148および回転体158が分割コンベア126の上面から後突出量TSだけ突出した状態を示す説明図である。
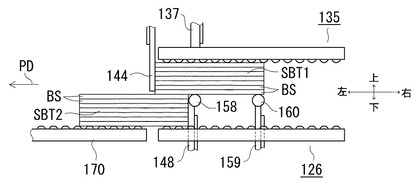
【図6D】後仕切り体148および回転体158が搬送方向PDに移動し、回転体158および回転体160が小バッチSBT1を水平状態に支持する状態を示す説明図である。
【図6E】後仕切り体148が小バッチSBT1の先端部分の近傍まで移動し、小バッチSBT1が両回転体158、160により水平状態に維持される状態を示す説明図である。
【図6F】小バッチSBT1が水平状態に維持されたまま、分割コンベア126の上面近傍まで下降した状態を示す説明図である。
【発明を実施するための形態】
【0037】
[実施形態]
段ボールシートに印刷および溝切りなどの加工を行う段ボールシート製函機に本発明を適用した一実施形態について、添付図面を参照して以下に説明する。なお、図面において矢印で示す方向に従って、上下方向、左右方向および前後方向が定められる。
【0038】
《全体的構成》
図1は、本実施形態の段ボールシート製函機1の全体的構成を示す正面図である。段ボールシート製函機1は、段ボールシートSHを1枚ずつ供給するシート供給装置2と、段ボールシートSHに印刷を施す印刷装置3と、段ボールシートSHに罫線を入れ、溝を切り、継ぎ代を形成するスロッタクリーザ4と、継ぎ代に接着剤を塗布し、段ボールシートSHを罫線に沿って折り曲げ、箱状に接合するフォルダグルア5とを備える。段ボールシート製函機1は、フォルダグルア5の下流側に、箱状に接合された段ボールシートBSを計数し、所定のシート枚数のバッチを形成して送り出すカウンタエジェクタ6と、バッチを束ねる結束機8とを更に備える。
【0039】
シート供給装置2は、テーブル20を備え、コルゲートマシンにより製造された多数の段ボールシートSHがテーブル20上に積載される。シート供給装置2は、クランクレバー機構21により往復運動するキッカー22を備える。キッカー22が、多数の段ボールシートSHのうち最も下側にある段ボールシートSHを蹴り出すことで、段ボールシートSHを1枚ずつ印刷装置3に供給する。
【0040】
印刷装置3は、複数の印刷ユニット30、31を備える。各印刷ユニットは、異なる色のインキングロールを備える。印刷装置3は、両印刷ユニット30、31により、段ボールシートSHに2色の印刷を施して、この印刷された段ボールシートSHをスロッタクリーザ4に供給する。
【0041】
スロッタクリーザ4は、罫線加工を施す罫線ロール40と、溝切り加工を施すスロッタ41とを備える。スロッタクリーザ4は、罫線ロール40およびスロッタ41により、段ボールシートSHに罫線および溝切り加工を施し、継ぎ代を形成し、これらの加工が施された段ボールシートSHをフォルダグルア5に供給する。
【0042】
フォルダグルア5は、段ボールシートSHを移動させながら、継ぎ代に接着剤を塗布し、罫線等に沿って折り曲げて接着する。フォルダグルア5は、段ボールシートSHの搬送方向に沿ってガイドレール50を備える。環状の搬送ベルト51が、ガイドレール50の上方に、循環移動可能に設けられる。接着剤供給装置52、折り畳みバー53、および折り畳みベルト54が、ガイドレール50および搬送ベルト51に沿って配設される。
【0043】
フォルダグルア5は、罫線および継ぎ代が形成された段ボールシートSHを、ガイドレール50および搬送ベルト51により支持して移動させる。段ボールシートSHの移動中に、フルダグルア5は、接着剤供給装置52により継ぎ代に接着剤を塗布し、折り畳みバー53により段ボールシートSHを折り畳む。さらに、フォルダグルア5は、折り曲げられた段ボールシートSHを、折り畳みベルト54により折り畳み、継ぎ代を接着することで、折り畳まれた状態の箱状の段ボールシートBSを製作する。フォルダグルア5は、一対の出口ロール55A、55Bから、箱状の段ボールシートBSを、カウンタエジェクタ6に供給する。
【0044】
カウンタエジェクタ6は、供給された箱状の段ボールシートBSを計数し、所定のシート枚数のバッチBTを形成し、そのバッチBTを排出コンベア7を介して結束機8に向けて送出する。カウンタエジェクタ6は、バッチBTを形成するバッチ形成装置60と、そのバッチBTを上下に分割するバッチ分割装置61とを備える。バッチ形成装置60およびバッチ分割装置61の詳細な構成は後述する。
【0045】
結束機8は、排出コンベア7から排出されたバッチBTを、輸送のために束ねる。結束機8の構成は、よく知られており、たとえば特許文献2などにより公知である。
【0046】
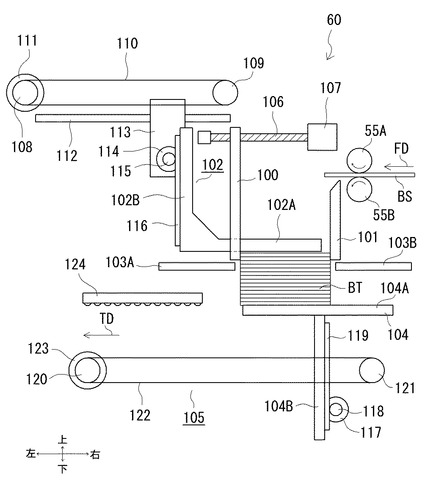
〈バッチ形成装置の詳細な構成〉
バッチ形成装置60の詳細な構成について、図2を参照して説明する。バッチ形成装置60は、前当板100と、矯正板101と、主レッジ102と、一対の補助レッジ103A、103Bと、エレベータ104と、送出コンベア105とを備える。
【0047】
前当板100は、一対の出口ロール55A、55Bにより所定の供給方向FDに供給される段ボールシートBSの先端部に当接するように配置される。ネジ軸106が、左右方向に水平な状態でバッチ形成装置60のフレームにより回転可能に支持される。ネジ軸106は、前当板駆動モータ107の出力軸に連結される。前当板100は、その上端部において、ネジ軸106に螺合する。前当板100は、前当板駆動モータ107の回転方向および回転量に応じて、左右方向に変位する。前当板100は、矯正板101との間隔が、段ボールシートBSの供給方向FDの寸法に応じた間隔となるように位置決めされる。
【0048】
矯正板101は、一対の出口ロール55A、55Bに近接して位置し、供給される段ボールシートBSの後端部に当接するように配置される。供給された段ボールシートBSは、前当板100および矯正板101などにより画定される収容空間内に積載される。矯正板101は、積載された段ボールシートBSのシート端部を整列させるために、左右方向に往復動する公知の矯正運動を行う。矯正板101は、矯正運動において段ボールシートBSの後端部に当接することができるように一対の出口ロール55A、55Bと一定の位置関係で配置される。
【0049】
主レッジ102は、L字形状を有し、水平延出部分102Aと、垂直起立部分102Bとを備える。駆動プーリ108および従動プーリ109が、バッチ形成装置60のフレームにより回転可能に支持される。レッジ駆動ベルト110が、駆動プーリ108および従動プーリ109の間に、左右方向に水平な状態で架設される。駆動プーリ108は、ベルト駆動モータ111の出力軸に連結される。ガイドレール112が、レッジ駆動ベルト110に近接して、バッチ形成装置60のフレームにより水平に支持される。レッジ支持体113が、左右方向に移動可能にガイドレール112により支持される。レッジ支持体113は、その上端部においてレッジ駆動ベルト110に固定される。レッジ昇降モータ114が、レッジ支持体113上に固定される。ピニオン115が、レッジ昇降モータ114の出力軸に固定される。ラック116が、主レッジ102の垂直起立部分102Bに固定される。ラック116は、ピニオン115と噛み合う。主レッジ102の垂直起立部分102Bは、レッジ支持体113に設けられた支持機構により上下動可能に支持される。
【0050】
主レッジ102は、ベルト駆動モータ111の回転方向および回転量に応じて、左右方向に位置決めされ、レッジ昇降モータ114の回転方向および回転量に応じて、上下方向に位置決めされる。
【0051】
補助レッジ103Aは、前当板100に対して左右方向に進退可能に配置される。補助レッジ103Bは、矯正板101に対して左右方向に進退可能に配置される。両補助レッジ103A、103Bは、互いに接近する方向に移動して段ボールシートBSの下面を支持し、互いに離れる方向に移動して段ボールシートBSをエレベータ104に引き渡す。両補助レッジ103A、103Bは、図示しない駆動モータに公知の連結機構を介して連結される。
【0052】
エレベータ104は、その上部にテーブル104Aを備え、その下部に支持棒104Bを備える。テーブル104Aは、段ボールシート製函機1が生産することが可能な最大寸法の段ボールシートを載置することができる大きさを有する。
【0053】
エレベータ昇降モータ117が、バッチ形成装置60のフレームに固定される。ピニオン118が、エレベータ昇降モータ117の出力軸に固定される。ラック119が、エレベータ104の支持棒104Bに固定される。ラック119は、ピニオン118と噛み合う。エレベータ104の支持棒104Bは、バッチ形成装置60のフレームに設けられた支持機構により上下動可能に支持される。
【0054】
エレベータ104は、エレベータ昇降モータ117の回転方向および回転量に応じて、上下方向に位置決めされる。換言すれば、エレベータ104のテーブル104Aは、前当板100および矯正板101の下端部の配置高さと、送出コンベア105の配置高さとの間で上下方向に変位する。
【0055】
送出コンベア105は、駆動プ−リ120と、従動プーリ121と、コンベア駆動ベルト122と、ベルト駆動モータ123とを備える。駆動プーリ120および従動プーリ121が、バッチ形成装置60のフレームにより回転可能に支持される。コンベア駆動ベルト122が、駆動プーリ120および従動プーリ121の間に、左右方向に水平な状態で架設される。駆動プーリ120は、ベルト駆動モータ123の出力軸に連結される。
【0056】
上部コンベア124が、送出コンベア105と所定の間隔を置いて配置される。上部コンベア124と送出コンベア105との間隔が、バッチBTの高さとほぼ等しくなるように、上部コンベア124が、図示しないサーボモータにより上下方向に移動されて送出コンベア105に対して位置決めされる。上部コンベア124は、公知の連結機構を介してベルト駆動モータ123の出力軸に連結される。
【0057】
送出コンベア105は、ベルト駆動モータ123の回転により、上部コンベア124と協働して、後述の滞留コンベア125に向かってバッチBTを所定の送出方向TDに送り出す。
【0058】
本実施形態のバッチ形成装置60が、本発明のバッチ形成装置の一例であり、本実施形態のバッチBTが、本発明の形成されたバッチの一例である。本実施形態の前当板100および矯正板101の間に形成される段ボールシートBSの収容空間が、本発明の所定の収容領域の一例であり、本実施形態の主レッジ102、および一対の補助レッジ103A、103Bが、本発明のレッジの一例である。本実施形態の送出コンベア105が、本発明の送出コンベアの一例である。本実施形態のエレベータ104が、本発明のエレベータの一例である。本実施形態の所定の送出方向TDが、本発明の所定の送出方向の一例である。
【0059】
バッチ形成装置60は、フォルダグルア5から供給される段ボールシートBSの枚数を計数するために公知の光電センサを備える。この光電センサは、一対の出口ロール55A、55Bに近接して配置され、段ボールシートBSの通過を検出する。
【0060】
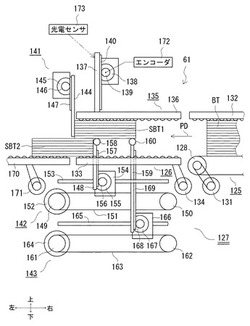
〈バッチ分割装置の詳細な構成〉
バッチ分割装置61の詳細な構成について、図1、図3および図4を参照して説明する。バッチ分割装置61は、滞留コンベア125と、分割コンベア126と、仕切り機構127とを備える。
【0061】
(滞留コンベアの構成)
滞留コンベア125は、送出コンベア105および上部コンベア124により送出されたバッチBTを受け取り、後段の分割コンベア126においてバッチBTの分割動作が完了するまで、バッチBTを滞留させる。図3において、滞留コンベア125は、駆動プ−リ128と、従動プーリ129と、コンベア駆動ベルト130と、ベルト駆動モータ131とを備える。駆動プーリ128および従動プーリ129が、バッチ分割装置61のフレームにより回転可能に支持される。コンベア駆動ベルト130が、駆動プーリ128および従動プーリ129の間に、左右方向に水平な状態で架設される。駆動プーリ128は、ベルト駆動モータ131の出力軸に伝達ベルトを介して連結される。
【0062】
上部コンベア132が、滞留コンベア125と所定の間隔を置いて配置される。上部コンベア132と滞留コンベア125との間隔が、バッチBTの高さとほぼ等しくなるように、上部コンベア132が、図示しないサーボモータにより上下方向に移動されて滞留コンベア125に対して位置決めされる。上部コンベア132は、公知の連結機構を介してベルト駆動モータ131の出力軸に連結される。
【0063】
滞留コンベア125は、ベルト駆動モータ131により、上部コンベア132と協働して、分割コンベア126に向かって所定の搬送方向PDにバッチBTを搬送する。
【0064】
(分割コンベアの構成)
分割コンベア126は、滞留コンベア125および上部コンベア132から送り出されたバッチBTを受け取り、そのバッチBTを上下2つの小バッチSBT1、SBT2に分割するために搬送と停止とを行う。図3において、分割コンベア126は、多数のローラを回転可能に支持するローラ支持体133と、ローラを回転駆動するローラ駆動モータ134とを備える。ローラ支持体133は、左右方向に水平な状態で配置される。ローラ支持体133により支持された多数のローラは、ローラ駆動モータ134と伝達ベルトなどの伝達手段を介して連結される。分割コンベア126は、ローラ駆動モータ134により小バッチSBT2を所定の搬送方向PDに搬送するために駆動される。
【0065】
上部コンベア135は、多数のローラを回転可能に支持するローラ支持体136と、ローラ支持体136に固定された支持棒137とを備える。コンベア昇降モータ138が、バッチ分割装置61のフレームに固定される。ピニオン139が、コンベア昇降モータ138の出力軸に固定される。ラック140が、支持棒137に固定される。ラック140は、ピニオン139と噛み合う。支持棒137は、バッチ分割装置61のフレームに設けられた支持機構により上下動可能に支持される。
【0066】
上部コンベア135は、コンベア昇降モータ138の回転方向および回転量に応じて、上下方向に位置決めされる。上部コンベア135は、バッチBTの高さに応じて、コンベア昇降モータ138により位置決めされた位置で、分割コンベア126に対して小バッチSBT1、SBT2を押圧する。上部コンベア135の多数のローラは、バッチBTまたは小バッチSBT1、SBT2に搬送力を積極的に付与することはなく、バッチまたは小バッチが分割コンベア126により搬送されるのに伴い回転するのみである。
【0067】
図3において、後述の前仕切り体144の配置位置から分割コンベア126の右端までのコンベアの長さ、および、前仕切り体144の配置位置から上部コンベア135の右端までのコンベアの長さは、バッチの搬送方向PDの最大寸法より長く設定される。
【0068】
(仕切り機構の構成)
仕切り機構127は、上部コンベア132および滞留コンベア125から送り出された所定枚数のバッチBTを、その所定枚数の半分の枚数の小バッチSBT1、SBT2に分割するために、分割コンベア126と協働して動作する。仕切り機構127は、前仕切り機構141と、後仕切り機構142と、バッチ支持機構143とを備える。
【0069】
前仕切り機構141は、バッチBTの先端部に当接する前仕切り体144と、前調整モータ145とを備える。前調整モータ145は、バッチ分割装置61のフレームに固定される。ピニオン146が、前調整モータ145の出力軸に固定される。ラック147が、前仕切り体144に固定される。ラック147は、ピニオン146と噛み合う。前仕切り体144は、バッチ分割装置61のフレームに設けられた支持機構により上下動可能に支持される。
【0070】
前仕切り体144は、上部コンベア135から下方に向かって突出し、または上部コンベア135の上方に退避するように、前調整モータ145の回転量および回転方向により、前仕切り体144の上下方向の位置が調整される。
【0071】
後仕切り機構142は、バッチBTの後端に当接する後仕切り体148を備える。駆動プーリ149および従動プーリ150が、バッチ分割装置61のフレームにより回転可能に支持される。仕切り体駆動ベルト151が、駆動プーリ149および従動プーリ150の間に、左右方向に水平な状態で架設される。駆動プーリ149は、仕切り体駆動モータ152の出力軸に連結される。ガイドレール153が、仕切り体駆動ベルト151に近接して、バッチ分割装置61のフレームにより水平に支持される。仕切り支持体154が、左右方向に移動可能にガイドレール153により支持される。仕切り支持体154は、その下端部において仕切り体駆動ベルト151に固定される。後調整モータ155が、仕切り支持体154上に固定される。ピニオン156が、後調整モータ155の出力軸に固定される。ラック157が、後仕切り体148に固定される。ラック157は、ピニオン156と噛み合う。後仕切り体148は、仕切り支持体154に設けられた支持機構により上下動可能に支持される。
【0072】
後仕切り体148は、仕切り体駆動モータ152の回転方向および回転量に応じて、左右方向に位置決めされる。また、後仕切り体148は、分割コンベア126から上方に向かって突出し、または分割コンベア126の下方に退避するように、後調整モータ155の回転方向および回転量により、後仕切り体148上下方向の位置が調整される。
【0073】
後仕切り体148は、その上端に回転可能に支持された回転体158を備える。回転体158は、図4に示すように、小バッチSBT1の最も下方に位置する段ボールシートの下面に接触する。
【0074】
バッチ支持機構143は、図4に示すように、小バッチSBT1の最も下方に位置する段ボールシートの下面に接触する支持体159を備える。支持体159は、その上端に回転可能に支持された回転体160を備える。支持体159の回転体160は、後仕切り体148の回転体158と協働して、小バッチSBT1を水平状態に支持する。
【0075】
駆動プーリ161および従動プーリ162が、バッチ分割装置61のフレームにより回転可能に支持される。支持体駆動ベルト163が、駆動プーリ161および従動プーリ162の間に、左右方向に水平な状態で架設される。駆動プーリ161は、支持体駆動モータ164の出力軸に連結される。ガイドレール165が、支持体駆動ベルト163に近接して、バッチ分割装置61のフレームにより水平に支持される。支持移動体166が、左右方向に移動可能にガイドレール165により支持される。支持移動体166は、その下端部において支持体駆動ベルト163に固定される。支持体調整モータ167が、支持移動体166上に固定される。ピニオン168が、支持体調整モータ167の出力軸に固定される。ラック169が、支持体159に固定される。ラック169は、ピニオン168と噛み合う。支持体159は、支持移動体166に設けられた支持機構により上下動可能に支持される。
【0076】
支持体159は、支持体駆動モータ164の回転方向および回転量に応じて、左右方向に位置決めされる。また、支持体159は、分割コンベア126から上方に向かって突出し、または分割コンベア126の下方に退避するように、支持体調整モータ167の回転方向および回転量により、支持体159の上下方向の位置が調整される。
【0077】
本実施形態のバッチ分割装置61が、本発明のバッチ分割手段の一例であり、本実施形態の前仕切り体144および後仕切り体148が、本発明の2つの仕切り体の一例、または、前仕切り体および後仕切り体の一例である。本実施形態の前調整モータ145および後調整モータ155が、本発明の前調整部および後調整部の一例である。本実施形態の仕切り体駆動モータ152が、本発明の仕切り体駆動部の一例である。本実施形態の支持体159および支持体調整モータ167は、本発明の支持体および支持体調整部の一例である。本実施形態の後仕切り体148の回転体158が、本発明の支持部の一例である。本実施形態の滞留コンベア125および上部コンベア132と、分割コンベア126および上部コンベア135との組む合わせが、本発明の搬送コンベアの一例であり、本実施形態の分割コンベア126の多数のローラが小バッチSBT2の下面と接触する部分で形成される面が、本発明の搬送コンベアの搬送面の一例である。本実施形態の滞留コンベア125および分割コンベア125がバッチBTおよび小バッチSBT1、SBT2を搬送する所定の搬送方向PDが、本発明の所定の搬送方向の一例である。
【0078】
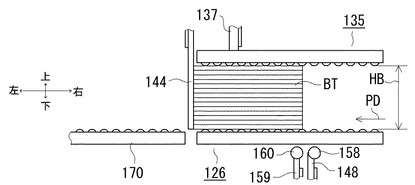
(バッチの高さを測定するための構成)
図4において、エンコーダ172が、コンベア昇降モータ138の出力軸に連結される。エンコーダ172は、コンベア昇降モータの出力軸の回転量および回転方向に応じたパルス数および位相のパルス信号を発生する。光電センサ173は、ロール支持体137の所定部分が、所定の高さに到達したときに、到達検出信号を発生する。エンコーダ172および光電センサ173は、上部コンベア135がバッチBTを押圧したときに、バッチBTの高さを測定するために設けられる。
【0079】
〈排出コンベアの構成〉
図3において、排出コンベア7は、多数のローラを回転可能に支持するローラ支持体170と、多数のローラを回転させるローラ駆動モータ171とを備える。排出コンベア7は、分割コンベア126から搬送された小バッチSBT1、SBT2を受け取り、ローラ駆動モータ171により結束機8に向けて排出する。
【0080】
《電気的構成》
本実施形態の段ボールシート製函機1の基本的な電気的構成は、特開2009−291992号公報などにより、公知であるので、その説明を省略し、カウンタエジェクタ6の電気的構成についてのみ、図5を参照して以下に説明する。図5は、カウンタエジェクタ6の電気的構成を示すブロック図である。
【0081】
図5において、カウンタエジェクタ制御装置200は、カウンタエジェクタ6の全体の動作を制御する。管理装置300は、連続する複数のオーダを実行するために段ボールシート製函機1の生産管理を行い、各オーダに関する生産速度、段ボールシートの寸法、バッチのシート枚数などの制御情報を制御装置200に供給する。制御装置200は、段ボールシートBSの通過を検出する光電センサと接続され、光電センサからの検出信号に基づいて、一対の出口ロール55A、55Bにより供給される段ボールシートBSの枚数を計数する。カウンタエジェクタ制御装置200は、管理装置300からの制御情報、および計数した段ボールシートBSの枚数に従って、バッチ形成のための制御動作を行い、バッチ形成装置60の各構成部分を駆動するバッチ形成駆動部210に駆動信号を供給する。また、カウンタエジェクタ制御装置200は、管理装置300からの制御情報に従って、バッチ分割装置61の各構成部分を制御するバッチ分割制御装置220に制御指令および制御情報を供給する。
【0082】
バッチ形成駆動部210は、前当板駆動モータ107、ベルト駆動モータ111、レッジ昇降モータ114、エレベータ昇降モータ117、ベルト駆動モータ123など、バッチ形成装置60の各構成部分を駆動する多数の駆動モータからなる。
【0083】
バッチ分割制御装置220は、ベルト駆動モータ131、コンベア駆動モータ134、コンベア昇降モータ138、前調整モータ145、仕切り体駆動モータ152、後調整モータ155、支持体駆動モータ164、支持体調整モータ167にそれぞれ接続され、これらのモータの回転および停止、回転量、回転方向を制御する。バッチ分割制御装置220は、エンコーダ172および光電センサ173にそれぞれ接続される。
【0084】
バッチ分割制御装置220は、CPU、ROM、RAMなどを含むコンピュータから構成される。ROMは、バッチ分割装置61のバッチ分割動作を制御する制御プログラムを記憶する。RAMは、バッチBTのシート枚数、搬送方向PDの寸法などの管理装置300からの制御情報、CPUの処理結果を一時記憶する。本実施形態のバッチ分割制御装置220が、本発明の制御部の一例である。
【0085】
《実施形態の動作および作用》
本実施形態のカウンタエジェクタ6のバッチ形成装置60およびバッチ分割装置61の動作および作用について、図2、図3、図6Aないし図6Fを参照して以下に説明する。
【0086】
〈シート枚数の多いバッチの形成および搬送〉
バッチBTを構成するシート枚数が比較的多い場合、バッチ形成装置60の前当板100と矯正板101との間に積載された段ボールシートBSについて、シート端部が揃うように矯正される時間、および、段ボールシートBSの接合部分が強固に接着される時間を充分に取ることができる。この場合には、バッチ分割装置61において、バッチBTを分割する処理を行う必要がない。従って、バッチのシート枚数が比較的多いオーダについては、カウンタエジェクタ制御装置200は、管理装置300からの各オーダのバッチのシート枚数に関する制御情報に従ってバッチ分割装置61を動作させるか否かを判断する判断手段を有し、その判断結果に従ってバッチ分割制御部220に分割動作指令または分割停止指令を供給する。バッチのシート枚数が所定シート枚数、たとえば10枚より多いオーダを実行する場合には、カウンタエジェクタ制御装置200は、バッチ分割制御装置220に分割停止指令を供給する。
【0087】
バッチ分割制御装置220は、分割停止指令に従って、コンベア昇降モータ138を駆動して、上部コンベア135を所定の待機位置まで移動させる。具体的には、上部コンベア135の支持棒137の所定部分が分割コンベア125からの所定の高さに到達したことを光電センサ173が検出するまで、バッチ分割制御装置220は、コンベア昇降モータ138を駆動して上部コンベア135を上昇させる。バッチ分割制御装置220は、光電センサ173からの検出信号を受け取ったときに、コンベア昇降モータ138を停止して上部コンベア135をコンベア待機位置に位置決めする。また、バッチ分割制御装置220は、前仕切り体144の下端部がコンベア待機位置より上方であって、分割コンベア126の上面から所定距離だけ離れた前待機位置に位置決めされるように前調整モータ145を制御し、後仕切り体148の回転体158および支持体159の回転体160が分割コンベア126のすぐ下方の後待機位置および支持待機位置にそれぞれ位置決めされるように後調整モータ155および支持体調整モータ167を制御する。更に、バッチ分割制御装置220は、分割停止指令に従って、ベルト駆動モータ131およびコンベア駆動モータ134を回転させ、滞留コンベア132および上部コンベア132と、分割コンベア126とを連続して駆動する。図示しない排出用制御装置は、バッチの分割動作が行われるか否かに関係なく、ローラ駆動モータ171を回転させて排出コンベア7を連続して駆動する。
【0088】
カウンタエジェクタ制御装置200は、バッチのシート枚数を表す制御情報に従って、バッチ形成装置60の上部コンベア124と送出コンベア105との間隔がバッチの高さにほぼ等しい間隔となるように上部コンベア124を位置決めする。また、バッチ分割制御装置220は、バッチのシート枚数を表す制御情報に従って、バッチ分割装置60の上部コンベア132と滞留コンベア125との間隔がバッチの高さにほぼ等しい間隔となるように上部コンベア132を位置決めする。
【0089】
カウンタエジェクタ6の前当板100などの各構成部分の位置決めが完了した後に、段ボールシート製函機1の運転が開始され、箱状の段ボールシートBSが出口ロール55A、55Bから前当て板100および矯正板101の間で、補助レッジ104A、104Bの上に積載される。このとき、主レッジ102は、出口ロール55A、55Bの配置高さより僅か上方の位置で待機する。
【0090】
カウンタエジェクタ制御装置200は、積載される段ボールシートBSの枚数を計数し、その計数値が制御情報により表された所定のシート枚数に達したときに、主レッジ102は、次のバッチBTを構成する段ボールシートBSを受け取ることができるように下降する。補助レッジ103A、103Bが互いに離れる方向に移動し、所定のシート枚数のバッチBTをエレベータ104のテーブル104Aに受け渡す。図2は、テーブル104AがバッチBTを受け取った状態を示す。その後、主レッジ102は、テーブル104A上のバッチBTを上方から押圧しながら、エレベータ104とともに下降する。この下降の間、主レッジ102は、出口ロール55A、55Bから供給される段ボールシートBSを受け取る。
【0091】
主レッジ102が、補助レッジ103A、103Bの配置高さまで降下したとき、補助レッジ103A、103Bは互いに近接する方向に移動して、主レッジ102上に積載された段ボールシートBSを受け取る。その後に供給される段ボールシートBSは、補助レッジ103A、103B上に積載される。
【0092】
主レッジ102およびエレベータ104は下降を続け、テーブル104Aが送出コンベア105のコンベア駆動ベルト122の上面に達したときに、バッチBTはテーブル104Aから送出コンベア105に受け渡される。カウンタエジェクタ制御装置200は、ベルト駆動モータ123を駆動して送出コンベア105および上部コンベア124を駆動する。バッチBTは、両コンベア105、124に挟持されて所定の送出方向TDに送り出される。
【0093】
主レッジ102は、所定の待機位置まで上昇して待機する。エレベータも、補助レッジ103A、103Bのすぐ下方の位置まで上昇して、次のバッチBTを受け取ることができるように待機する。バッチ形成装置60において、バッチBTは、主レッジ102および補助レッジ103A、103Bの水平移動および垂直移動により、積載される段ボールシートBSから分離されて形成される。このバッチBTは、送出コンベア105および上部コンベア124により、滞留コンベア125および上部コンベア132の間に送り出される。
【0094】
バッチBTは、ベルト駆動モータ131により連続駆動されている滞留コンベア125および上部コンベア132の間に挟持され、両コンベアによりバッチBTの上下両面に搬送力が付与されて搬送方向PDに搬送される。バッチBTがバッチ形成装置60から送出された段階では、バッチBTを構成する各段ボールシートBSは、接合部分がまだ強固に接着されていない状態にあることから、バッチBTが滞留コンベア125および上部コンベア132の間で挟持されて押圧されることにより、接合部分に上下方向のずれを生じさせることなく接合部分の接着状態を強固にすることができる。
【0095】
バッチBTは、滞留コンベア125および上部コンベア132により、分割コンベア126に向けて送り出される。送り出されたバッチBTは、コンベア駆動モータ134により連続駆動されている分割コンベア126に受け渡される。バッチBTは、分割コンベア126により、排出コンベア7に向けて搬送される。分割コンベア126による搬送の間、上部コンベア135は上方の待機位置にあることから、バッチBTは、分割されることなく、分割コンベア126のみから搬送力を付与される。バッチBTは、滞留コンベア125および上部コンベア132を通過した後においては、接合部分が強固に接着されていることから、分割コンベア126および上部コンベア136によりバッチBTを挟持して搬送する必要はない。
【0096】
バッチBTは、分割コンベア126から排出コンベア7に受け渡され、ローラ駆動モータ171により連続駆動されている排出コンベア7により結束機8に排出される。
【0097】
(シート枚数の少ないバッチの形成、分割および搬送)
バッチのシート枚数の多いオーダから、バッチのシート枚数の少ないオーダに変更される場合、特に、シート枚数が少なく、段ボールシートBSの搬送方向FDの寸法が短いオーダに変更される場合について、以下に説明する。一般に、シート枚数が少なく、段ボールシートBSの搬送方向FDの寸法が短いオーダは、生産速度がより高速に設定されることから、1枚の段ボールシートBSの処理に許容される時間も、短くなる。
【0098】
バッチBTのシート枚数が比較的少ない場合、バッチ形成装置60の前当板100と矯正板101との間に積載された段ボールシートBSについて、シート端部が揃うように矯正される時間、および、段ボールシートBSの接合部分が強固に接着される時間を充分に取ることができなくなる。この場合には、バッチ分割装置61において、バッチBTを分割する処理を行う必要がある。従って、バッチのシート枚数が比較的少ないオーダについては、カウンタエジェクタ制御装置200は、管理装置300からの各オーダのバッチのシート枚数に関する制御情報に従ってバッチ分割装置61を動作させるか否かを判断し、その判断結果に従ってバッチ分割制御部220に分割動作指令を供給する。バッチのシート枚数が所定シート枚数、たとえば10枚以下のオーダを実行する場合には、カウンタエジェクタ制御装置200は、バッチ分割制御装置220に分割動作指令を供給する。この場合、制御情報により指令されるバッチのシート枚数は、バッチ分割装置61により形成された小バッチSBT1、SBT2のシート枚数である。このため、バッチ形成装置60により形成されるバッチBTのシート枚数は、制御情報により表されるシート枚数の2倍のシート枚数となる。カウンタエジェクタ制御装置200は、バッチBTのシート枚数として、オーダ実行のための制御情報により表されるシート枚数の2倍のシート枚数を表す分割動作のための分割制御情報と、分割動作指令とをバッチ分割制御装置220に供給する。たとえば、オーダ実行のための制御情報により表されるシート枚数が、10枚である場合、分割動作のための分割制御情報により表されるシート枚数は、20枚となる。排出用制御装置は、ローラ駆動モータ171を回転させて排出コンベア7を連続して駆動する。
【0099】
カウンタエジェクタ制御装置200は、バッチのシート枚数を表す分割制御情報に従って、バッチ形成装置60の上部コンベア124と送出コンベア105との間隔が分割制御情報により表されたバッチのシート枚数に応じた間隔、すなわちバッチBTの高さにほぼ等しい間隔となるように上部コンベア124を位置決めする。また、バッチ分割制御装置220は、バッチのシート枚数を表す分割制御情報に従って、バッチ分割装置60の上部コンベア132と滞留コンベア125との間隔がバッチの高さにほぼ等しい間隔となるように上部コンベア132を位置決めする。バッチ分割制御装置220は、上部コンベア135がコンベア待機位置に保持されるようにコンベア昇降モータ138の停止状態を維持する。バッチ分割制御装置220は、バッチBTの搬送方向PDの寸法を表す制御情報に基づいて、仕切り体駆動モータ152および支持体駆動モータ164の回転量および回転方向を制御し、後仕切り体148が搬送方向PDにおいて前仕切り体144からバッチBTの搬送方向PDの寸法だけ上流側に離れた位置となるように後仕切り体148を位置決めするとともに、支持体159が後仕切り体148の下流側近傍に位置するように支持体159を位置決めする。
【0100】
バッチ形成装置60によるバッチBTの形成は、前述したシート枚数の多いバッチの形成と同じであるので、その説明を省略する。分割制御情報により表されるシート枚数のバッチBTは、バッチ形成装置60により形成され、送出コンベア105および上部コンベア123により、滞留コンベア125および上部コンベア132に向けて送出方向TDに送り出される。
【0101】
(バッチ分割動作)
以下に、バッチ分割装置61によるバッチ分割動作について、図6Aないし図6Fを参照して説明する。
【0102】
バッチ分割制御装置220は、送出コンベア105および上部コンベア124からバッチBTが送り出されたときに、ベルト駆動モータ131を回転させて滞留コンベア125および上部コンベア132を駆動し、カウンタエジェクタ制御装置200は、ベルト駆動モータ123を停止して送出コンベア105および上部コンベア124を停止する。バッチBTは、滞留コンベア125および上部コンベア132の間に挟持され、両コンベアによりバッチBTの上下両面に搬送力が付与されて搬送方向PDに搬送される。
【0103】
バッチBTは、滞留コンベア125および上部コンベア132により、分割コンベア126に向けて送り出される。バッチ分割制御装置220は、滞留コンベア125および上部コンベア132により、バッチBTが送り出されたときに、コンベア駆動モータ134を回転させて分割コンベア126を駆動し、ベルト駆動モータ131を停止して滞留コンベア125および上部コンベア132を停止する。
【0104】
バッチ分割制御装置220は、分割コンベア126を駆動すると同時に、前調整モータ145を駆動して、前待機位置から分割コンベア126の上面の高さ位置まで前仕切り体144を下降させる。前待機位置と分割コンベア126の上面の高さ位置との間の距離は、予め定められているので、バッチ分割制御装置220は、その内部のROMに距離情報を記憶しており、その距離情報に従って前調整モータ145を駆動して前仕切り体を位置決めする。また、バッチ分割制御装置220は、バッチBTの搬送方向PDの寸法を表す制御情報に従って、仕切り体駆動モータ152および支持体駆動モータ164を駆動して、前仕切り体144に対して後仕切り体148および支持体159を搬送方向PDに位置決めする。具体的には、後仕切り体148は、搬送方向PDにおける前仕切り体144の配置位置から、バッチBTの搬送方向PDの寸法にほぼ等しい距離だけ上流側に離れた位置に位置決めされる。支持体159は、後仕切り体148の下流側近傍の位置に位置決めされる。図6Aは、前仕切り体144が分割コンベア126の上面まで下降して位置決めされ、後仕切り体148および支持体159が前仕切り体144に対して搬送方向PDに位置決めされた状態を示す。
【0105】
バッチBTは、分割コンベア126により搬送方向PDに搬送され、バッチの搬送経路に突出する前仕切り体144に当接して停止する。バッチ分割制御装置220は、バッチBTの先端部分が前仕切り体144に当接したときに、コンベア駆動モータ134を停止して分割コンベア126を停止する。前仕切り体144の配置位置から分割コンベア126の右端までの距離は、バッチの搬送方向の最大寸法より大きい所定の距離に設定されていることから、バッチ分割制御装置220は、その内部のROMに所定の距離を表す距離情報を記憶しており、その距離情報に従って、コンベア駆動モータ134の回転量を制御する。これにより、バッチBTは、所定の距離だけ搬送され、前仕切り体144に当接して停止することができる。
【0106】
バッチBTが前仕切り体144に当接した後に、バッチ分割制御装置220は、図6Aに示す状態から上部コンベア135が下降して分割コンベア126に対して位置決めされるように、分割制御情報に基づいてコンベア昇降モータ138を駆動する。具体的には、バッチ分割制御装置220は、上部コンベア135によりバッチBTを所定の圧力で押圧するように、分割制御情報により表されたバッチのシート枚数と、オーダで生産される各段ボールシートBSの標準厚さと、所定の圧力に対応した定数とに基づいて、分割コンベア126に対する上部コンベア135の高さ位置を表すコンベア高さ情報を決定する。バッチ分割制御装置220は、コンベア昇降モータ138を回転させ、コンベア高さ情報により表される高さ位置とコンベア待機位置との間の距離だけ、上部コンベア135を下降させて位置決めする。これにより、バッチBTは、分割コンベア126と上部コンベア135との間において所定の圧力で挟持された状態となる。図6Bは、バッチBTが前仕切り体144に当接し、分割コンベア126と上部コンベア135との間で挟持された状態を示す。
【0107】
上部コンベア135がコンベア待機位置からコンベア高さ情報により表される高さ位置まで下降するときに、エンコーダ172は、コンベア昇降モータ138の回転量に応じたパスル数のパスル信号を発生する。バッチ分割制御装置220は、バルス信号のパスル数を計数し、その計数値と、分割コンベア126の高さ位置からコンベア待機位置までの距離とに基づいて、図6Bに示すバッチBTの高さHBを算出する。バッチ分割制御装置220は、エンコーダ172からのパスル信号を計数することにより、分割コンベア126と上部コンベア135との間隔、すなわちバッチBTの高さHBを正確に測定し、その高さHBを表す情報を内部のRAMに記憶する。本実施形態のエンコーダ172、光電センサ173、およびバッチ分割制御装置220の高さHBの算出処理の組み合わせが、本発明の測定部の一例である。
【0108】
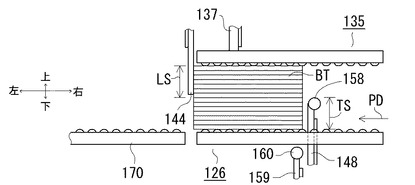
バッチ分割制御装置220は、前調整モータ145および後調整モータ155を回転させて、前仕切り体144および後仕切り体148の上下方向の位置を制御する。具体的には、バッチ分割制御装置220は、前述のように測定されたバッチBTの高さHBの半分の値に相当する前突出量LSと、その高さHBの半分の値に相当する後突出量TSとを算出し、それらの突出量を表す情報を内部のRAMに記憶する。バッチ分割制御装置220は、前突出量LSの情報に基づいて、前調整モータ145の回転量および回転方向を制御し、前仕切り体144が上部コンベア135の下面から前突出量LSだけ突出するように、前仕切り体144を図6Bに示す状態から上昇させる。また、バッチ分割制御装置220は、後突出量TSの情報に基づいて、後調整モータ155の回転量および回転方向を制御し、後仕切り体148および回転体158が分割コンベア126の上面から後突出量TSだけ突出するように、後仕切り体148および回転体158を図6Bに示す状態から上昇させる。図6Cは、前仕切り体144が上部コンベア135の下面から前突出量LSだけ突出し、後仕切り体148および回転体158が分割コンベア126の上面から後突出量TSだけ突出した状態を示す。
【0109】
バッチ分割制御装置220は、バッチBTの搬送方向PDの寸法を表す制御情報に従って、仕切り体駆動モータ152の回転量および回転方向を制御し、後仕切り体148および回転体158を搬送方向PDに移動させる。この後仕切り体148の移動が開始されると、バッチ分割制御装置220は、後突出量TSの情報に基づいて、支持体調整モータ167の回転量および回転方向を制御し、支持体159および回転体160が分割コンベア126の上面から後突出量TSだけ突出するように、支持体159および回転体160を図6Cに示す状態から上昇させる。後仕切り体148および回転体158が搬送方向PDに移動するのに伴い、バッチBTの後端部分において後仕切り体148および回転体158が当接するバッチBTの下半分の段ボールシートBSからなる小バッチSBT2が搬送方向PDに押し出される。この押し出し動作において、回転体158は、バッチBTの上半分の段ボールシートBSからなる小バッチSBT1の下面に接触して回転し、支持体159の回転体160と協働して、小バッチSBT1の下面を損傷させることなく小バッチSBT1を水平状態に支持する。また、バッチ分割制御装置220は、コンベア駆動モータ134を回転させて分割コンベア126を駆動し、搬送方向PDに移動する後仕切り体148と小バッチSBT2の後端部との当接状態が維持されるようにコンベア駆動モータ134の回転速度を制御する。図6Dは、後仕切り体148および回転体158が搬送方向PDに移動し、回転体158および回転体160が小バッチSBT1を水平状態に支持する状態を示す。
【0110】
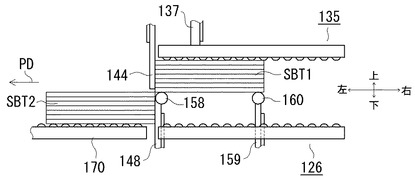
後仕切り体148が小バッチSBT1の先端部分の近傍まで移動したときに、バッチ分割制御装置220は、仕切り体駆動モータ152を停止して後仕切り体148を停止する。この後仕切り体148の停止により、小バッチSBT1は、両回転体158、160により水平状態に維持される。後仕切り体148の停止後においても、バッチ分割制御装置220は、コンベア駆動モータ134を継続して回転させ、分割コンベア126を連続して駆動する。小バッチSBT2が、搬送されて排出コンベア7に引き渡されたとき、すなわち分割コンベア126の右端から前仕切り体144の配置位置までの距離だけ搬送されたときに、排出コンベア170の連続駆動により、小バッチSBT2は結束機8に向かって搬送される。図6Eは、後仕切り体148が小バッチSBT1の先端部分の近傍まで移動し、小バッチSBT1が両回転体158、160により水平状態に維持される状態を示す。
【0111】
バッチ分割制御装置220は、分割コンベア126が駆動された状態で、後突出量TSの情報に基づいて、後調整モータ155および支持体調整モータ167の回転量および回転方向を制御し、小バッチSBT1が水平状態を維持したまま下降するように、両回転体158、160を同期して下降させる。図6Fは、小バッチSBT1が水平状態に維持されたまま、分割コンベア126の上面近傍まで下降した状態を示す。
【0112】
両回転体158、160が分割コンベア126の上面より下方の位置まで下降したときに、小バッチSBT1は、分割コンベア126に受け渡され、分割コンベア126の連続駆動により搬送される。そして、小バッチSBT1が、バッチBTの搬送方向PDの寸法に相当する距離だけ搬送方向PDに搬送されたときに、排出コンベア7に引き渡される。小バッチSBT1が排出コンベア7に引き渡された後においても、バッチ分割制御装置220は、コンベア駆動モータ134を継続して回転させて分割コンベア126を連続して駆動する。本実施形態では、小バッチSBT1の搬送が開始される前に、バッチ分割制御装置220は、小バッチSBT1の搬送に支障とならないように、前調整モータ145を回転させて前仕切り体144を所定量だけ上昇させる。
【0113】
小バッチSBT1が分割コンベア126に向かって下降する間に、バッチ分割制御装置220は、次のバッチBTが分割コンベア126に搬入されるのに支障のないように、コンベア昇降モータ138の回転量および回転方向を制御し、上部コンベア135を上昇させる。具体的には、上部コンベア135が分割コンベア126に対してバッチBTの高さHBより充分に大きな高さの位置であって、コンベア待機位置より下方に位置するように上部コンベア135が上昇して位置決めされる。
【0114】
両回転体158、160が分割コンベア126の上面から下方に下降したときに、バッチ分割制御装置220は、バッチBTの搬送方向PDの寸法を表す制御情報に従って、仕切り体駆動モータ152の回転量および回転方向を制御し、後仕切り体148および回転体158が図6Aに示す状態に復帰するように搬送方向PDと反対方向に移動され、位置決めされる。
【0115】
両回転体158、160が分割コンベア126の上面より下方の位置まで下降して小バッチSBT1の搬送が開始されるときに、バッチ分割制御装置220は、ベルト駆動モータ131を回転させて滞留コンベア125および上部コンベア132を駆動する。滞留コンベア125および上部コンベア132の駆動により、滞留コンベア125上に滞留している次のバッチBTが、両コンベア125、132から分割コンベア126に送り出される。このとき、分割コンベア126は、小バッチSBT1を搬送するとともに、滞留コンベア125からの次のバッチBTをも搬送方向PDに搬送する。その後、バッチ分割制御装置220は、滞留コンベア125および上部コンベア132を停止する。
【0116】
分割コンベア126の連続駆動により、次のバッチBTが搬送方向PDに搬送される。次のバッチBTも、同様に、図6Aないし図6Fに示す分割処理により、小バッチSBT1、SBT2に分割されて搬送される。本実施形態では、図6Bに示すようにバッチBTが前仕切り体144に当接して停止してから、図6Cに示すように後仕切り体148によりバッチBTの押し出し動作が開始されるまでの間、バッチ分割制御装置220は、コンベア駆動モータ134を停止して分割コンベア126を停止する。しかし、バッチ分割制御装置220は、図6Bおよび図6Cに示す状態以外の状態では、コンベア駆動モータ134を継続して回転させて分割コンベア126を連続して駆動する。
【0117】
本実施形態において、バッチ分割制御装置220が分割コンベア126を駆動して図6Aに示すように搬送方向PDにバッチBTを搬送する動作が、本発明の搬送ステップの一例である。本実施形態において、バッチ分割制御装置220が前仕切り体144および後仕切り体148を図6Cに示すように突出させ、図6Dに示すように後仕切り体148を前仕切り体144に対して搬送方向PDに移動させ、図6Eに示すようにバッチBTを小バッチSBT1、SBT2に分割する動作が、本発明のバッチ分割ステップの一例である。本実施形態において、バッチ分割制御装置220が図6Cに示すように前仕切り体144を前突出量LSだけ突出させる動作、および、後仕切り体148を後突出量TSだけ突出させる動作が、本発明の前仕切り体の突出量を調整するステップ、および、後仕切り体の突出量を調整するステップの一例である。本実施形態において、バッチ分割制御装置220が図6Dに示すように後仕切り体148を前仕切り体144に対して搬送方向PDに移動させる動作が、本発明の両仕切り体を相対的に移動させるステップの一例である。本実施形態において、バッチ分割制御装置220が図6Fに示すように両回転体158、160を下降させて小バッチSBT1を分割コンベア126の上面に載置する動作が、本発明の小バッチを搬送コンベアの搬送面に載置するステップの一例である。
【0118】
[変形例]
本発明の実施形態について以上説明したが、本発明の趣旨を逸脱しない範囲において当業者であれば種々の変形を加えることができる。
【0119】
(1)本実施形態では、前仕切り体144および後仕切り体148が、上部コンベア135および分割コンベア126を上下方向から通過して、バッチBTの搬送経路に突出する構成である。この構成に代えて、前仕切り体および後仕切り体がバッチBTの搬送経路以外の領域で上下方向に移動して位置決めされ、その後に、上部コンベアおよび分割コンベアの対向する空間に水平方向から進入する構成であっても良い。
【0120】
(2)本実施形態では、前仕切り体144が、図6Bに示すようにバッチBTを搬送方向PDの所定位置で停止させる機能と、図6Dに示すように前突出量LSの調整によりバッチBTを小バッチSBT1、SBT2に分割する機能とを有する構成である。この構成に代えて、バッチBTを搬送方向PDの所定位置で停止させる機能を前仕切り体とは別の部材により実行する構成であっても良い。
【0121】
(3)本実施形態では、後仕切り体148が、図6Dに示すように後突出量TSの調整によりバッチBTを小バッチSBT1、SBT2に分割する機能と、図6Eに示すように小バッチSBT1を支持体159と協働して支持する機能とを有する構成である。この構成に代えて、小バッチSBT1を支持体と協働して支持する機能を後仕切り体とは別の部材により実行する構成であっても良い。この場合、支持体が搬送方向PDに長い形状であれば、後仕切り体の搬送方向PDへの移動に合わせて支持体も移動させ、支持体単独で、小バッチSBT1を支持する構成であっても良い。
【0122】
(4)本実施形態では、上部コンベア135および分割コンベア126がバッチBTを上下方向から挟持して分割する構成である。この上部コンベア126に代えて、分割コンベアに対して上下方向に変位可能な板状の押圧部材を使用する構成であっても良い。また、段ボールシートBSの搬送方向PDの寸法が短く、段ボールシートBSの反りが少ない場合には、押圧部材によりバッチBTを上下方向から押圧することなく、自然状態のバッチBTを分割する構成であっても良い。この場合、自然状態のバッチBTの高さは、バッチのシート枚数と、各段ボールシートの標準的な厚さとから算出することができることから、バッチを押圧しながらバッチの高さを測定する構成は必要ない。
【0123】
(5)本実施形態では、カウンタエジェクタ制御装置200が、管理装置300からの各オーダのバッチのシート枚数に関する制御情報に従ってバッチ分割装置61を動作させるか否かを判断する判断手段を有し、その判断結果に従ってバッチ分割制御部220に分割動作指令または分割停止指令を供給する構成である。この構成に代えて、カウンタエジェクタ制御装置200が、バッチ分割装置61を動作させるか否かを判断することなく、全てのオーダについてバッチ分割装置を動作させる構成であっても良い。
【0124】
(6)本実施形態では、図6Bおよび図6Cに示すように、バッチBTが停止してから、後仕切り体148による押し出し動作が開始されるまでの間、分割コンベア126が停止し、図6A、図6D〜図6Fに示す状態においては、連続して駆動される構成である。この実施形態の構成により、バッチBTを分割して小バッチSBT1、SBT2を形成する期間を短縮することができる。しかし、この実施形態の構成に代えて、図6B〜図6Fに示すように、バッチBTが停止してから、小バッチSBT1が分割コンベア126に受け渡されるまで、分割コンベア7を停止する構成であっても良い。すなわち、滞留コンベア125、分割コンベア126および排出コンベア7の駆動および停止の制御については、小バッチを形成する期間を考量して、種々の方法が考えられる。
【符号の説明】
【0125】
6 カウンタエジェクタ
60 バッチ形成装置
61 バッチ分割装置
102 主レッジ
103A、103B 補助レッジ
104 エレベータ
105 送出コンベア
125 滞留コンベア
126 分割コンベア
132、135 上部コンベア
144 前仕切り体
145 前調整モータ
148 後仕切り体
152 仕切り体駆動モータ
155 後調整モータ
159 支持体
167 支持体調整モータ
220 バッチ分割制御装置
BS 箱状の段ボールシート
BT バッチ
SBT1、SBT2 小バッチ
TD 送出方向
PD 搬送方向
HB バッチBTの高さ
LS 前突出量
TS 後突出量
【技術分野】
【0001】
本発明は、印刷などの加工が施された後に折り曲げられて接合された段ボールシートを所定のシート枚数のバッチに分割して搬送するバッチ分割装置に関し、詳細には、カウンタエジェクタにより形成されたバッチを更に小さなバッチに分割することが可能なバッチ分割装置に関する。
【背景技術】
【0002】
段ボールシート製函機は、印刷などの加工が施された段ボールシートを折り曲げて接着剤により接合するフォルダグルアと、このフォルダグルアから供給される段ボールシートを計数して所定数の段ボールシートのバッチを形成して後続の結束機に送り出すカウンタエジェクタとを備える。この種の段ボールシート製函機は、特許文献1および特許文献2などに開示され、よく知られている。特許文献1に開示されたカウンタエジェクタは、フォルダグルアから供給された段ボールシートが積載されるホッパと、ホッパ内に積載される段ボールシートを分離して所定のシート枚数のバッチを形成する複数のレッジと、そのバッチを載置するために昇降するエレベータと、バッチをエレベータの載置面に対して押圧するプレスバーとを備える。エレベータは、複数のレッジの水平移動および垂直移動により形成されたバッチを載置しながら上方位置から下降し、下方位置において下部コンベアに受け渡す。この受け渡しが完了した後、エレベータは、次のバッチを載置するために上方位置まで上昇する。エレベータは、各バッチの受け渡しのために、垂直方向において昇降運動を繰り返し行う。また、プレスバーは、エレベータが上方位置から下方位置まで下降する間、エレベータの載置面上のバッチを押圧しながら下降する。プレスバーの押圧作用により、バッチは下降途中に姿勢が乱れることはなく下部コンベアに受け渡されるとともに、バッチの各段ボールシートの接合部分が一層強固な接着状態となる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−51024号公報
【特許文献2】特許第3298896号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、段ボールシート製函機により多種多様の段ボールシートが加工され、しかもシート枚数の少ない小ロットのバッチを高速で形成することが要求されるようになった。この要求に応えるため、カウンタエジェクタの複数のレッジおよびエレベータなどの各構成部分の動作が高速化された。たとえば、複数のレッジは、フォルダグルアから供給される段ボールシートを分離して小ロットのバッチを高速で形成するために水平移動および垂直移動を高速で行う。また、エレベータおよびプレスバーも、各バッチの受け渡しのために高速で昇降動作を行う。
【0005】
しかし、小ロットのバッチを高速で形成する場合には、そのバッチは、フォルダグルアから供給された段ボールシートの端部がホッパ内で十分に揃えられる前に、複数のレッジにより形成され、エレベータで下方へ運搬されることから、段ボールシートの端部が不揃いの状態のまま、小ロットのバッチが形成されることがある。また、段ボールシートの接合部分が充分な強度にまで接着されるのに一定の時間が必要であるが、この一定の時間が経過する前にバッチがホッパから下流側のコンベアなどに受け渡され、この受け渡しの際にバッチの上面と下面とに互いに反対方向の力が作用して接合部分がずれることがある。この結果、小ロットのバッチの外観品質および段ボールシートの製造品質が高速化に伴い低下する問題がある。
【0006】
そこで、本発明は、シート枚数の少ない小ロットのバッチの各段ボールシートを高品質に維持するとともに、小ロットのバッチに高速で分割することができるバッチ分割装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
(第1の発明態様およびその具体的態様)
上記目的を達成するために、第1の発明態様は、積載される段ボールシートを分離して所定のシート枚数のバッチを形成するバッチ形成装置の下流側に配置され、そのバッチを所定の搬送方向に搬送する搬送コンベアと、前記搬送コンベア上の前記バッチの先端部および後端部とそれぞれ当接する2つの仕切り体を含み、前記所定の搬送方向と平行な方向に両仕切り体を相対的に移動させることにより、前記バッチを上下2つの小バッチに分割するバッチ分割手段とを備える構成である。
【0008】
第1の発明態様では、バッチ分割手段が、カウンタエジェクタにより形成されたバッチを、両仕切り体の相対移動により上下2つの小バッチに分割する構成であれば、いかなる構成であっても良い。たとえば、搬送コンベアにより搬送されているバッチを停止させることなく、上下2つの小バッチに分割する構成であっても、搬送コンベアの搬送を停止してその停止の間にバッチを上下2つに分割する構成であっても良い。
【0009】
第1の発明態様では、搬送コンベアは、上部コンベアおよび下部コンベアからなる一対のコンベアであっても、下部コンベアのみの構成であっても良い。搬送コンベアは、1つのコンベアであっても、所定の搬送方向に配列された複数のコンベアであっても良い。複数のコンベアである場合、所定の搬送方向において、上流側に配置されたコンベアは、少なくとも1つのバッチを滞留させるために使用され、下流側に配置されたコンベアは、バッチを上下2つの小バッチに分割するために使用される構成であっても良い。搬送コンベアが1つのコンベアである場合、2つの小バッチに分割するために1つのコンベアが使用される構成であっても良い。
【0010】
請求項2に記載の具体的態様は、前記バッチ分割手段が、前記搬送コンベア上の前記バッチの先端部と当接し、そのバッチの上下両面のうちの一方の面から他方の面に向う突出量が調整されるように配置される前仕切り体と、前記搬送コンベア上の前記バッチのうちで、前記前仕切り体と先端部が当接していない段ボールシートの後端部と当接し、前記他方の面から前記一方の面に向う突出量が調整されるように配置される後仕切り体と、前記後仕切り体の突出量を調整するために前記後仕切り体を上下方向に移動させる後調整部と、前記所定の搬送方向と平行な方向において前記前仕切り体と前記後仕切り体とを相対的に移動させる仕切り体駆動部と、前記前仕切り体と先端部が当接している段ボールシートの第1の小バッチと、前記後仕切り体と後端部が当接している段ボールシートの第2の小バッチとのうちで、上方に位置する小バッチの段ボールシートの下面を支持するために前記搬送コンベアによるバッチの搬送経路に進入するように配置される支持体と、前記支持体を前記搬送経路に進入させ、または前記搬送経路から退避させるために前記支持体を前記搬送コンベアに対して移動させる支持体調整部と、前記バッチが前記第1および第2の小バッチに分割されるように、前記第1および第2の小バッチのうちの少なくとも一方の小バッチを前記所定の搬送方向と平行な方向に押し出すために前記後調整部、前記仕切り体駆動部および前記支持体調整部をそれぞれ制御する制御部とを備える構成である。
【0011】
本具体的態様では、前仕切り体の突出量は、使用者の操作により調整される構成でも、または、サーボモータなどの駆動手段を含む調整部により調整される構成であってもよい。
【0012】
本具体的態様では、仕切り体駆動部は、前仕切り体と後仕切り体とを相対的に移動させる構成であれば、いかなる構成であっても良い。たとえば、前仕切り体と後仕切り体とのいずれか一方のみを移動させる構成でも、両者を移動させる構成であっても良い。前仕切り体を移動させる場合には、所定の搬送方向と反対方向に前仕切り体を移動させる。また、後仕切り体を移動させる場合には、所定の搬送方向に後仕切り体を移動させる。
【0013】
本具体的態様では、前仕切り体は、搬送されて来るバッチの全ての段ボールシートの先端部と当接するように大きく突出した後に、第1の小バッチの高さに応じた突出量まで引っ込む構成であっても良い。または、前仕切り体は、第1の小バッチの高さに応じた突出量まで最初に突出する構成であっても良い。
【0014】
本具体的態様では、支持体は、両コンベアの間に垂直方向から進入する構成でも、両コンベアの間に水平方向から進入する構成であっても良い。
【0015】
本具体的態様では、制御部が、搬送されて来るバッチを第1および第2の小バッチに分割するように後調整部、仕切り体駆動部および支持体調整部を所定の順序で動作させる構成であれば、いかなる構成であっても良い。たとえば、制御部は、カウンタエジェクタの全体の動作を制御する制御手段の一部として構成されても良く、または、カウンタエジェクタによるバッチの形成および送出を制御する制御手段とは別個に構成されても良い。後者の構成である場合、制御部は、カウンタエジェクタによるバッチの形成および送出と一定の時間的関係をもって、第1および第2の小バッチへの分割を制御する必要がある。
【0016】
請求項3に記載の具体的態様は、前記前仕切り体の突出量を調整するために前記前仕切り体を上下方向に移動させる前調整部を備え、前記後仕切り体が、前記前仕切り体に対して前記所定の搬送方向に移動するように配置され、前記制御部が、前記小バッチのシート枚数に応じて、前記前仕切り体の突出量および前記後仕切り体の突出量を調整するために前記前調整部および前記後調整部を制御し、前記小バッチの段ボールシートの前記所定の搬送方向における寸法に応じて、前記後仕切り体が前記前仕切り体に対して移動するように前記仕切り体駆動部を制御する構成である。
【0017】
本具体的態様では、制御部が、搬送されて来るバッチを第1および第2の小バッチに分割するように、前調整部、後調整部、仕切り体駆動部および支持体調整部を所定の順序で動作させる構成であれば、いかなる構成であっても良い。
【0018】
請求項4に記載の具体的態様は、前記前仕切り体が、前記搬送コンベア上の前記バッチの上面から下面に向かって突出するように配置され、前記後仕切り体が、前記搬送コンベア上の前記バッチの下面から上面に向かって突出するように配置される構成である。
【0019】
請求項5に記載の具体的態様は、前記支持体が、前記搬送コンベア上の前記バッチの下面から上面に向かって突出して前記搬送コンベアの搬送経路に進入するように配置され、前記制御部が、前記小バッチのシート枚数に応じて、前記支持体の突出量を調整するために前記支持体調整部を制御する構成である。
【0020】
本具体的態様では、制御部が、前仕切り体の突出量および後仕切り体の突出量の外に、支持体の突出量を調整するために制御動作を行う構成であれば、いかなる構成であっても良い。たとえば、制御部は、搬送されて来るバッチの各段ボールシートの予め決められた厚さと、小バッチのシート枚数とに基づいて、各部材の突出量を決定する構成であっても良い。または、バッチの高さが測定部により測定され、制御部は、測定されたバッチの高さと、小バッチのシート枚数とに基づいて、各部材の突出量を決定する構成であっても良い。
【0021】
請求項6に記載の具体的態様は、前記後仕切り体が、前記前仕切り体と先端部が当接している前記第1の小バッチの段ボールシートの下面を支持するための支持部を含み、前記制御部が、前記後仕切り体が前記所定の搬送方向に移動して前記前仕切り体の配置位置に達したときに、前記第1のバッチの段ボールシートの下面が前記支持体および前記支持部により支持された状態で、前記支持体および前記後仕切り体が前記搬送コンベアの搬送面より下方に退避するように、前記支持体調整部および前記後調整部を制御する構成である。
【0022】
請求項7に記載の具体的態様は、前記搬送コンベア上の前記バッチの高さを測定する測定部を備え、前記制御部が、前記測定部により測定されたバッチの高さに基づいて、前記前仕切り体の突出量および前記後仕切り体の突出量が前記小バッチのシート枚数に応じた量となるように前記前調整部および前記後調整部を制御する構成である。
【0023】
本具体的態様では、測定部は、搬送されて来るバッチの高さを測定することができる構成であれば、いかなる構成であっても良い。たとえば、測定部は、2つの押圧部材の間で、バッチを所定の圧力で挟持した状態で、両押圧部材の間隔を測定することにより、バッチの高さを測定する構成であっても良い。または、測定部が、両押圧部材の間に挟持されたバッチを撮影してその撮影画像を処理することにより、バッチの高さを測定する構成であっても良い。また、バッチの高さを測定するときに、押圧部材により、バッチを押圧することは必ずしも必要ではない。しかし、バッチの高さを正確に測定するためには、測定の際に、バッチを押圧する構成を採用することが好ましい。
【0024】
(第2の発明態様)
上記目的を達成するために、第2の発明態様は、所定の収容領域に積載される段ボールシートを分離して所定のシート枚数のバッチを形成するために水平方向に進退可能なレッジと、前記所定の収容領域の下方に配置され、前記バッチを所定の送出方向に送出するための送出コンベアと、前記バッチが載置され、前記所定の収容領域から前記送出コンベアまでバッチを運搬するために昇降運動を行うエレベータと、前記所定の送出方向において前記送出コンベアの下流側に配置され、前記所定の送出方向に送出された前記バッチの先端部および後端部とそれぞれ当接する2つの仕切り体を含み、前記所定の送出方向と平行な方向に両仕切り体を相対的に移動させることにより、前記バッチを上下2つの小バッチに分割するバッチ分割手段とを備える構成である。
【0025】
第2の発明態様では、バッチ分割手段が、カウンタエジェクタにより形成されたバッチを、両仕切り体の相対移動により上下2つの小バッチに分割する構成であれば、いかなる構成であっても良い。たとえば、バッチが結束機などの後段の装置に向かって搬送されている間に、上下2つの小バッチに分割する構成であっても、分割されるバッチの搬送を停止してその停止の間に上下2つの小バッチに分割する構成であっても良い。
【0026】
(第3の発明態様およびその具体的態様)
上記目的を達成するために、第3の発明態様は、積載される段ボールシートを分離して所定のシート枚数のバッチを形成するバッチ形成ステップと、前記バッチを所定の搬送方向に搬送コンベアで搬送する搬送ステップと、前記搬送コンベア上の前記バッチの先端部および後端部に2つの仕切り体をそれぞれ当接させ、前記所定の搬送方向と平行な方向に両仕切り体を相対的に移動させることにより、前記バッチを上下2つの小バッチに分割するバッチ分割ステップとを備える段ボールシートのバッチ分割方法である。
【0027】
請求項10に記載の具体的態様は、前記バッチ分割ステップが、前記搬送コンベア上の前記バッチの先端部側において、前記バッチの上下両面のうちの一方の面から他方の面に向かって前仕切り体を突出させ、前記バッチの先端部と当接する前記前仕切り体の突出量を調整するステップと、前記搬送コンベア上の前記バッチの後端部側において、前記他方の面から一方の面に向かって後仕切り体を突出させ、前記前仕切り体と先端部が当接していない段ボールシートの後端部と当接する前記後仕切り体の突出量を調整するステップと、前記所定の搬送方向と平行な方向に前記前仕切り体と前記後仕切り体とを相対的に移動させるステップと、前記第1および第2の小バッチのうちで、上方に位置する小バッチの段ボールシートの下面を支持し、その上方に位置する小バッチを前記搬送コンベアの搬送面に載置するステップと、を備える請求項9に記載の段ボールシートのバッチ分割方法である。
【0028】
本具体的態様では、前仕切り体の突出量を調整するステップが、搬送されて来るバッチの先端部に前仕切り体を当接させながら、前仕切り体の突出量を調整する処理であっても、前仕切り体を所定の量だけ突出させておき、その突出している前仕切り体にバッチの先端部を当接させる処理であっても良い。後仕切り体の突出量を調整するステップについても、前仕切り体の突出量を調整するステップと同様に、後仕切り体の突出と、バッチの後端部との当接との順序が限定されることはない。
【発明の効果】
【0029】
(第1ないし第3の発明態様の効果)
第1ないし第3の発明態様では、所定のシート枚数から形成されたバッチが、2つの仕切り体の相対的移動により上下2つの小バッチに分割される。最初から、積載される複数の段ボールシートを分離してシート枚数の少ない小バッチを形成する構成または方法に比べ、複数の段ボールシートの側端部を揃える時間、および段ボールシートの接合部分が接着する時間を短い時間に制限する必要がないことから、バッチの側端部が十分に揃えられ、接合部分が充分な強度にまで確実に接着した状態で、そのバッチを送出することが可能となる。しかも、バッチの形成動作とは別に、最初に形成されたバッチを後に2つの小バッチに分割することから、最終的に、シート枚数の少ない小ロットのバッチを高速で形成することができるとともに、その小ロットのバッチの各段ボールシートを高品質に維持することができる。
【0030】
(具体的態様の効果)
請求項2または請求項10に記載の具体的態様では、所定のシート枚数から形成されたバッチが、前仕切り体と後仕切り体との相対的移動により第1および第2の小バッチに分割される。この2つの小バッチのうちで上方に位置する小バッチが、支持体により、または、小バッチを搬送コンベアの搬送面に載置するステップにより支持される。この結果、上方に位置する小バッチが崩れることなく、整った姿勢の2つの小バッチを形成することができる。
【0031】
請求項3に記載の具体的態様では、制御部が、小バッチのシート枚数に応じて、前仕切り体の突出量および後仕切り体の突出量を調整するために前調整部および後調整部を制御し、小バッチの段ボールシートの所定の搬送方向における長さに応じて、後仕切り体が前仕切り体に対して移動するように仕切り体駆動部を制御する。この結果、前仕切り体および後仕切り体の突出量が制御部により制御されることで、最初に形成されたバッチを所定のシート枚数の第1および第2の小バッチに正確に分割することができる。また、後仕切り体が前仕切り体に対して移動することにより、所定の搬送方向において前方に第2の小バッチを押し出すことができ、その後に第2の小バッチを下流側に迅速に搬送することができる。
【0032】
請求項4に記載の具体的態様では、前仕切り体が、バッチの上面から下面に向かって突出し、後仕切り体が、バッチの下面から上面に向かって突出する。この結果、前仕切り体が、バッチの下面から上面に向かって突出し、後仕切り体が、バッチの上面から下面に向かって突出する構成に比べ、本具体的態様は、分割動作後に、後仕切り体と当接する第2のバッチを搬送コンベアの搬送面まで下降させる必要がなく、第2のバッチを所定の搬送方向に一層迅速に搬送することができる。
【0033】
請求項5に記載の具体的態様では、制御部が、小バッチのシート枚数に応じて、支持体の突出量を調整するために支持体調整部を制御する。この結果、支持体は、第1の小バッチの段ボールシートの下面を水平の姿勢に支持することができる。
【0034】
請求項6に記載の具体的態様では、後仕切り体が所定の搬送方向に移動して前仕切り体の配置位置に達したときに、制御部が、第1のバッチの段ボールシートの下面が支持体および支持部により支持された状態で、支持体および後仕切り体が、搬送コンベアの搬送面の下方に退避するように、支持体調整部および後調整部を制御する。この結果、水平の姿勢を保ったまま、第1のバッチを搬送コンベアの搬送面に載置することができる。
【0035】
請求項7に記載の具体的態様では、制御部が、測定部により測定されたバッチの高さに基づいて、前仕切り体の突出量および後仕切り体の突出量が小バッチのシート枚数に応じた量となるように前調整部および後調整部を制御する。この結果、最初に形成されたバッチを所定のシート枚数の第1および第2の小バッチに一層正確に分割することができる。
【図面の簡単な説明】
【0036】
【図1】本発明の一実施形態に係る段ボールシート製函機1の全体的構成を示す正面図である。
【図2】本実施形態のカウンタエジェクタ6のバッチ形成装置60の構成を拡大して示す正面図である。
【図3】本実施形態のカウンタエジェクタ6のバッチ分割装置61の構成を拡大して示す正面図である。
【図4】バッチ分割装置61の分割コンベア126および仕切り機構127の構成を拡大して示す正面図である。
【図5】本実施形態のカウンタエジェクタ6の電気的構成を示すブロック図である。
【図6A】前仕切り体144が分割コンベア126の上面まで下降して位置決めされ、後仕切り体148および支持体159が前仕切り体144に対して搬送方向PDに位置決めされた状態を示す説明図である。
【図6B】バッチBTが前仕切り体144に当接し、分割コンベア126と上部コンベア135との間で挟持された状態を示す説明図である。
【図6C】前仕切り体144が上部コンベア135の下面から前突出量LSだけ突出し、後仕切り体148および回転体158が分割コンベア126の上面から後突出量TSだけ突出した状態を示す説明図である。
【図6D】後仕切り体148および回転体158が搬送方向PDに移動し、回転体158および回転体160が小バッチSBT1を水平状態に支持する状態を示す説明図である。
【図6E】後仕切り体148が小バッチSBT1の先端部分の近傍まで移動し、小バッチSBT1が両回転体158、160により水平状態に維持される状態を示す説明図である。
【図6F】小バッチSBT1が水平状態に維持されたまま、分割コンベア126の上面近傍まで下降した状態を示す説明図である。
【発明を実施するための形態】
【0037】
[実施形態]
段ボールシートに印刷および溝切りなどの加工を行う段ボールシート製函機に本発明を適用した一実施形態について、添付図面を参照して以下に説明する。なお、図面において矢印で示す方向に従って、上下方向、左右方向および前後方向が定められる。
【0038】
《全体的構成》
図1は、本実施形態の段ボールシート製函機1の全体的構成を示す正面図である。段ボールシート製函機1は、段ボールシートSHを1枚ずつ供給するシート供給装置2と、段ボールシートSHに印刷を施す印刷装置3と、段ボールシートSHに罫線を入れ、溝を切り、継ぎ代を形成するスロッタクリーザ4と、継ぎ代に接着剤を塗布し、段ボールシートSHを罫線に沿って折り曲げ、箱状に接合するフォルダグルア5とを備える。段ボールシート製函機1は、フォルダグルア5の下流側に、箱状に接合された段ボールシートBSを計数し、所定のシート枚数のバッチを形成して送り出すカウンタエジェクタ6と、バッチを束ねる結束機8とを更に備える。
【0039】
シート供給装置2は、テーブル20を備え、コルゲートマシンにより製造された多数の段ボールシートSHがテーブル20上に積載される。シート供給装置2は、クランクレバー機構21により往復運動するキッカー22を備える。キッカー22が、多数の段ボールシートSHのうち最も下側にある段ボールシートSHを蹴り出すことで、段ボールシートSHを1枚ずつ印刷装置3に供給する。
【0040】
印刷装置3は、複数の印刷ユニット30、31を備える。各印刷ユニットは、異なる色のインキングロールを備える。印刷装置3は、両印刷ユニット30、31により、段ボールシートSHに2色の印刷を施して、この印刷された段ボールシートSHをスロッタクリーザ4に供給する。
【0041】
スロッタクリーザ4は、罫線加工を施す罫線ロール40と、溝切り加工を施すスロッタ41とを備える。スロッタクリーザ4は、罫線ロール40およびスロッタ41により、段ボールシートSHに罫線および溝切り加工を施し、継ぎ代を形成し、これらの加工が施された段ボールシートSHをフォルダグルア5に供給する。
【0042】
フォルダグルア5は、段ボールシートSHを移動させながら、継ぎ代に接着剤を塗布し、罫線等に沿って折り曲げて接着する。フォルダグルア5は、段ボールシートSHの搬送方向に沿ってガイドレール50を備える。環状の搬送ベルト51が、ガイドレール50の上方に、循環移動可能に設けられる。接着剤供給装置52、折り畳みバー53、および折り畳みベルト54が、ガイドレール50および搬送ベルト51に沿って配設される。
【0043】
フォルダグルア5は、罫線および継ぎ代が形成された段ボールシートSHを、ガイドレール50および搬送ベルト51により支持して移動させる。段ボールシートSHの移動中に、フルダグルア5は、接着剤供給装置52により継ぎ代に接着剤を塗布し、折り畳みバー53により段ボールシートSHを折り畳む。さらに、フォルダグルア5は、折り曲げられた段ボールシートSHを、折り畳みベルト54により折り畳み、継ぎ代を接着することで、折り畳まれた状態の箱状の段ボールシートBSを製作する。フォルダグルア5は、一対の出口ロール55A、55Bから、箱状の段ボールシートBSを、カウンタエジェクタ6に供給する。
【0044】
カウンタエジェクタ6は、供給された箱状の段ボールシートBSを計数し、所定のシート枚数のバッチBTを形成し、そのバッチBTを排出コンベア7を介して結束機8に向けて送出する。カウンタエジェクタ6は、バッチBTを形成するバッチ形成装置60と、そのバッチBTを上下に分割するバッチ分割装置61とを備える。バッチ形成装置60およびバッチ分割装置61の詳細な構成は後述する。
【0045】
結束機8は、排出コンベア7から排出されたバッチBTを、輸送のために束ねる。結束機8の構成は、よく知られており、たとえば特許文献2などにより公知である。
【0046】
〈バッチ形成装置の詳細な構成〉
バッチ形成装置60の詳細な構成について、図2を参照して説明する。バッチ形成装置60は、前当板100と、矯正板101と、主レッジ102と、一対の補助レッジ103A、103Bと、エレベータ104と、送出コンベア105とを備える。
【0047】
前当板100は、一対の出口ロール55A、55Bにより所定の供給方向FDに供給される段ボールシートBSの先端部に当接するように配置される。ネジ軸106が、左右方向に水平な状態でバッチ形成装置60のフレームにより回転可能に支持される。ネジ軸106は、前当板駆動モータ107の出力軸に連結される。前当板100は、その上端部において、ネジ軸106に螺合する。前当板100は、前当板駆動モータ107の回転方向および回転量に応じて、左右方向に変位する。前当板100は、矯正板101との間隔が、段ボールシートBSの供給方向FDの寸法に応じた間隔となるように位置決めされる。
【0048】
矯正板101は、一対の出口ロール55A、55Bに近接して位置し、供給される段ボールシートBSの後端部に当接するように配置される。供給された段ボールシートBSは、前当板100および矯正板101などにより画定される収容空間内に積載される。矯正板101は、積載された段ボールシートBSのシート端部を整列させるために、左右方向に往復動する公知の矯正運動を行う。矯正板101は、矯正運動において段ボールシートBSの後端部に当接することができるように一対の出口ロール55A、55Bと一定の位置関係で配置される。
【0049】
主レッジ102は、L字形状を有し、水平延出部分102Aと、垂直起立部分102Bとを備える。駆動プーリ108および従動プーリ109が、バッチ形成装置60のフレームにより回転可能に支持される。レッジ駆動ベルト110が、駆動プーリ108および従動プーリ109の間に、左右方向に水平な状態で架設される。駆動プーリ108は、ベルト駆動モータ111の出力軸に連結される。ガイドレール112が、レッジ駆動ベルト110に近接して、バッチ形成装置60のフレームにより水平に支持される。レッジ支持体113が、左右方向に移動可能にガイドレール112により支持される。レッジ支持体113は、その上端部においてレッジ駆動ベルト110に固定される。レッジ昇降モータ114が、レッジ支持体113上に固定される。ピニオン115が、レッジ昇降モータ114の出力軸に固定される。ラック116が、主レッジ102の垂直起立部分102Bに固定される。ラック116は、ピニオン115と噛み合う。主レッジ102の垂直起立部分102Bは、レッジ支持体113に設けられた支持機構により上下動可能に支持される。
【0050】
主レッジ102は、ベルト駆動モータ111の回転方向および回転量に応じて、左右方向に位置決めされ、レッジ昇降モータ114の回転方向および回転量に応じて、上下方向に位置決めされる。
【0051】
補助レッジ103Aは、前当板100に対して左右方向に進退可能に配置される。補助レッジ103Bは、矯正板101に対して左右方向に進退可能に配置される。両補助レッジ103A、103Bは、互いに接近する方向に移動して段ボールシートBSの下面を支持し、互いに離れる方向に移動して段ボールシートBSをエレベータ104に引き渡す。両補助レッジ103A、103Bは、図示しない駆動モータに公知の連結機構を介して連結される。
【0052】
エレベータ104は、その上部にテーブル104Aを備え、その下部に支持棒104Bを備える。テーブル104Aは、段ボールシート製函機1が生産することが可能な最大寸法の段ボールシートを載置することができる大きさを有する。
【0053】
エレベータ昇降モータ117が、バッチ形成装置60のフレームに固定される。ピニオン118が、エレベータ昇降モータ117の出力軸に固定される。ラック119が、エレベータ104の支持棒104Bに固定される。ラック119は、ピニオン118と噛み合う。エレベータ104の支持棒104Bは、バッチ形成装置60のフレームに設けられた支持機構により上下動可能に支持される。
【0054】
エレベータ104は、エレベータ昇降モータ117の回転方向および回転量に応じて、上下方向に位置決めされる。換言すれば、エレベータ104のテーブル104Aは、前当板100および矯正板101の下端部の配置高さと、送出コンベア105の配置高さとの間で上下方向に変位する。
【0055】
送出コンベア105は、駆動プ−リ120と、従動プーリ121と、コンベア駆動ベルト122と、ベルト駆動モータ123とを備える。駆動プーリ120および従動プーリ121が、バッチ形成装置60のフレームにより回転可能に支持される。コンベア駆動ベルト122が、駆動プーリ120および従動プーリ121の間に、左右方向に水平な状態で架設される。駆動プーリ120は、ベルト駆動モータ123の出力軸に連結される。
【0056】
上部コンベア124が、送出コンベア105と所定の間隔を置いて配置される。上部コンベア124と送出コンベア105との間隔が、バッチBTの高さとほぼ等しくなるように、上部コンベア124が、図示しないサーボモータにより上下方向に移動されて送出コンベア105に対して位置決めされる。上部コンベア124は、公知の連結機構を介してベルト駆動モータ123の出力軸に連結される。
【0057】
送出コンベア105は、ベルト駆動モータ123の回転により、上部コンベア124と協働して、後述の滞留コンベア125に向かってバッチBTを所定の送出方向TDに送り出す。
【0058】
本実施形態のバッチ形成装置60が、本発明のバッチ形成装置の一例であり、本実施形態のバッチBTが、本発明の形成されたバッチの一例である。本実施形態の前当板100および矯正板101の間に形成される段ボールシートBSの収容空間が、本発明の所定の収容領域の一例であり、本実施形態の主レッジ102、および一対の補助レッジ103A、103Bが、本発明のレッジの一例である。本実施形態の送出コンベア105が、本発明の送出コンベアの一例である。本実施形態のエレベータ104が、本発明のエレベータの一例である。本実施形態の所定の送出方向TDが、本発明の所定の送出方向の一例である。
【0059】
バッチ形成装置60は、フォルダグルア5から供給される段ボールシートBSの枚数を計数するために公知の光電センサを備える。この光電センサは、一対の出口ロール55A、55Bに近接して配置され、段ボールシートBSの通過を検出する。
【0060】
〈バッチ分割装置の詳細な構成〉
バッチ分割装置61の詳細な構成について、図1、図3および図4を参照して説明する。バッチ分割装置61は、滞留コンベア125と、分割コンベア126と、仕切り機構127とを備える。
【0061】
(滞留コンベアの構成)
滞留コンベア125は、送出コンベア105および上部コンベア124により送出されたバッチBTを受け取り、後段の分割コンベア126においてバッチBTの分割動作が完了するまで、バッチBTを滞留させる。図3において、滞留コンベア125は、駆動プ−リ128と、従動プーリ129と、コンベア駆動ベルト130と、ベルト駆動モータ131とを備える。駆動プーリ128および従動プーリ129が、バッチ分割装置61のフレームにより回転可能に支持される。コンベア駆動ベルト130が、駆動プーリ128および従動プーリ129の間に、左右方向に水平な状態で架設される。駆動プーリ128は、ベルト駆動モータ131の出力軸に伝達ベルトを介して連結される。
【0062】
上部コンベア132が、滞留コンベア125と所定の間隔を置いて配置される。上部コンベア132と滞留コンベア125との間隔が、バッチBTの高さとほぼ等しくなるように、上部コンベア132が、図示しないサーボモータにより上下方向に移動されて滞留コンベア125に対して位置決めされる。上部コンベア132は、公知の連結機構を介してベルト駆動モータ131の出力軸に連結される。
【0063】
滞留コンベア125は、ベルト駆動モータ131により、上部コンベア132と協働して、分割コンベア126に向かって所定の搬送方向PDにバッチBTを搬送する。
【0064】
(分割コンベアの構成)
分割コンベア126は、滞留コンベア125および上部コンベア132から送り出されたバッチBTを受け取り、そのバッチBTを上下2つの小バッチSBT1、SBT2に分割するために搬送と停止とを行う。図3において、分割コンベア126は、多数のローラを回転可能に支持するローラ支持体133と、ローラを回転駆動するローラ駆動モータ134とを備える。ローラ支持体133は、左右方向に水平な状態で配置される。ローラ支持体133により支持された多数のローラは、ローラ駆動モータ134と伝達ベルトなどの伝達手段を介して連結される。分割コンベア126は、ローラ駆動モータ134により小バッチSBT2を所定の搬送方向PDに搬送するために駆動される。
【0065】
上部コンベア135は、多数のローラを回転可能に支持するローラ支持体136と、ローラ支持体136に固定された支持棒137とを備える。コンベア昇降モータ138が、バッチ分割装置61のフレームに固定される。ピニオン139が、コンベア昇降モータ138の出力軸に固定される。ラック140が、支持棒137に固定される。ラック140は、ピニオン139と噛み合う。支持棒137は、バッチ分割装置61のフレームに設けられた支持機構により上下動可能に支持される。
【0066】
上部コンベア135は、コンベア昇降モータ138の回転方向および回転量に応じて、上下方向に位置決めされる。上部コンベア135は、バッチBTの高さに応じて、コンベア昇降モータ138により位置決めされた位置で、分割コンベア126に対して小バッチSBT1、SBT2を押圧する。上部コンベア135の多数のローラは、バッチBTまたは小バッチSBT1、SBT2に搬送力を積極的に付与することはなく、バッチまたは小バッチが分割コンベア126により搬送されるのに伴い回転するのみである。
【0067】
図3において、後述の前仕切り体144の配置位置から分割コンベア126の右端までのコンベアの長さ、および、前仕切り体144の配置位置から上部コンベア135の右端までのコンベアの長さは、バッチの搬送方向PDの最大寸法より長く設定される。
【0068】
(仕切り機構の構成)
仕切り機構127は、上部コンベア132および滞留コンベア125から送り出された所定枚数のバッチBTを、その所定枚数の半分の枚数の小バッチSBT1、SBT2に分割するために、分割コンベア126と協働して動作する。仕切り機構127は、前仕切り機構141と、後仕切り機構142と、バッチ支持機構143とを備える。
【0069】
前仕切り機構141は、バッチBTの先端部に当接する前仕切り体144と、前調整モータ145とを備える。前調整モータ145は、バッチ分割装置61のフレームに固定される。ピニオン146が、前調整モータ145の出力軸に固定される。ラック147が、前仕切り体144に固定される。ラック147は、ピニオン146と噛み合う。前仕切り体144は、バッチ分割装置61のフレームに設けられた支持機構により上下動可能に支持される。
【0070】
前仕切り体144は、上部コンベア135から下方に向かって突出し、または上部コンベア135の上方に退避するように、前調整モータ145の回転量および回転方向により、前仕切り体144の上下方向の位置が調整される。
【0071】
後仕切り機構142は、バッチBTの後端に当接する後仕切り体148を備える。駆動プーリ149および従動プーリ150が、バッチ分割装置61のフレームにより回転可能に支持される。仕切り体駆動ベルト151が、駆動プーリ149および従動プーリ150の間に、左右方向に水平な状態で架設される。駆動プーリ149は、仕切り体駆動モータ152の出力軸に連結される。ガイドレール153が、仕切り体駆動ベルト151に近接して、バッチ分割装置61のフレームにより水平に支持される。仕切り支持体154が、左右方向に移動可能にガイドレール153により支持される。仕切り支持体154は、その下端部において仕切り体駆動ベルト151に固定される。後調整モータ155が、仕切り支持体154上に固定される。ピニオン156が、後調整モータ155の出力軸に固定される。ラック157が、後仕切り体148に固定される。ラック157は、ピニオン156と噛み合う。後仕切り体148は、仕切り支持体154に設けられた支持機構により上下動可能に支持される。
【0072】
後仕切り体148は、仕切り体駆動モータ152の回転方向および回転量に応じて、左右方向に位置決めされる。また、後仕切り体148は、分割コンベア126から上方に向かって突出し、または分割コンベア126の下方に退避するように、後調整モータ155の回転方向および回転量により、後仕切り体148上下方向の位置が調整される。
【0073】
後仕切り体148は、その上端に回転可能に支持された回転体158を備える。回転体158は、図4に示すように、小バッチSBT1の最も下方に位置する段ボールシートの下面に接触する。
【0074】
バッチ支持機構143は、図4に示すように、小バッチSBT1の最も下方に位置する段ボールシートの下面に接触する支持体159を備える。支持体159は、その上端に回転可能に支持された回転体160を備える。支持体159の回転体160は、後仕切り体148の回転体158と協働して、小バッチSBT1を水平状態に支持する。
【0075】
駆動プーリ161および従動プーリ162が、バッチ分割装置61のフレームにより回転可能に支持される。支持体駆動ベルト163が、駆動プーリ161および従動プーリ162の間に、左右方向に水平な状態で架設される。駆動プーリ161は、支持体駆動モータ164の出力軸に連結される。ガイドレール165が、支持体駆動ベルト163に近接して、バッチ分割装置61のフレームにより水平に支持される。支持移動体166が、左右方向に移動可能にガイドレール165により支持される。支持移動体166は、その下端部において支持体駆動ベルト163に固定される。支持体調整モータ167が、支持移動体166上に固定される。ピニオン168が、支持体調整モータ167の出力軸に固定される。ラック169が、支持体159に固定される。ラック169は、ピニオン168と噛み合う。支持体159は、支持移動体166に設けられた支持機構により上下動可能に支持される。
【0076】
支持体159は、支持体駆動モータ164の回転方向および回転量に応じて、左右方向に位置決めされる。また、支持体159は、分割コンベア126から上方に向かって突出し、または分割コンベア126の下方に退避するように、支持体調整モータ167の回転方向および回転量により、支持体159の上下方向の位置が調整される。
【0077】
本実施形態のバッチ分割装置61が、本発明のバッチ分割手段の一例であり、本実施形態の前仕切り体144および後仕切り体148が、本発明の2つの仕切り体の一例、または、前仕切り体および後仕切り体の一例である。本実施形態の前調整モータ145および後調整モータ155が、本発明の前調整部および後調整部の一例である。本実施形態の仕切り体駆動モータ152が、本発明の仕切り体駆動部の一例である。本実施形態の支持体159および支持体調整モータ167は、本発明の支持体および支持体調整部の一例である。本実施形態の後仕切り体148の回転体158が、本発明の支持部の一例である。本実施形態の滞留コンベア125および上部コンベア132と、分割コンベア126および上部コンベア135との組む合わせが、本発明の搬送コンベアの一例であり、本実施形態の分割コンベア126の多数のローラが小バッチSBT2の下面と接触する部分で形成される面が、本発明の搬送コンベアの搬送面の一例である。本実施形態の滞留コンベア125および分割コンベア125がバッチBTおよび小バッチSBT1、SBT2を搬送する所定の搬送方向PDが、本発明の所定の搬送方向の一例である。
【0078】
(バッチの高さを測定するための構成)
図4において、エンコーダ172が、コンベア昇降モータ138の出力軸に連結される。エンコーダ172は、コンベア昇降モータの出力軸の回転量および回転方向に応じたパルス数および位相のパルス信号を発生する。光電センサ173は、ロール支持体137の所定部分が、所定の高さに到達したときに、到達検出信号を発生する。エンコーダ172および光電センサ173は、上部コンベア135がバッチBTを押圧したときに、バッチBTの高さを測定するために設けられる。
【0079】
〈排出コンベアの構成〉
図3において、排出コンベア7は、多数のローラを回転可能に支持するローラ支持体170と、多数のローラを回転させるローラ駆動モータ171とを備える。排出コンベア7は、分割コンベア126から搬送された小バッチSBT1、SBT2を受け取り、ローラ駆動モータ171により結束機8に向けて排出する。
【0080】
《電気的構成》
本実施形態の段ボールシート製函機1の基本的な電気的構成は、特開2009−291992号公報などにより、公知であるので、その説明を省略し、カウンタエジェクタ6の電気的構成についてのみ、図5を参照して以下に説明する。図5は、カウンタエジェクタ6の電気的構成を示すブロック図である。
【0081】
図5において、カウンタエジェクタ制御装置200は、カウンタエジェクタ6の全体の動作を制御する。管理装置300は、連続する複数のオーダを実行するために段ボールシート製函機1の生産管理を行い、各オーダに関する生産速度、段ボールシートの寸法、バッチのシート枚数などの制御情報を制御装置200に供給する。制御装置200は、段ボールシートBSの通過を検出する光電センサと接続され、光電センサからの検出信号に基づいて、一対の出口ロール55A、55Bにより供給される段ボールシートBSの枚数を計数する。カウンタエジェクタ制御装置200は、管理装置300からの制御情報、および計数した段ボールシートBSの枚数に従って、バッチ形成のための制御動作を行い、バッチ形成装置60の各構成部分を駆動するバッチ形成駆動部210に駆動信号を供給する。また、カウンタエジェクタ制御装置200は、管理装置300からの制御情報に従って、バッチ分割装置61の各構成部分を制御するバッチ分割制御装置220に制御指令および制御情報を供給する。
【0082】
バッチ形成駆動部210は、前当板駆動モータ107、ベルト駆動モータ111、レッジ昇降モータ114、エレベータ昇降モータ117、ベルト駆動モータ123など、バッチ形成装置60の各構成部分を駆動する多数の駆動モータからなる。
【0083】
バッチ分割制御装置220は、ベルト駆動モータ131、コンベア駆動モータ134、コンベア昇降モータ138、前調整モータ145、仕切り体駆動モータ152、後調整モータ155、支持体駆動モータ164、支持体調整モータ167にそれぞれ接続され、これらのモータの回転および停止、回転量、回転方向を制御する。バッチ分割制御装置220は、エンコーダ172および光電センサ173にそれぞれ接続される。
【0084】
バッチ分割制御装置220は、CPU、ROM、RAMなどを含むコンピュータから構成される。ROMは、バッチ分割装置61のバッチ分割動作を制御する制御プログラムを記憶する。RAMは、バッチBTのシート枚数、搬送方向PDの寸法などの管理装置300からの制御情報、CPUの処理結果を一時記憶する。本実施形態のバッチ分割制御装置220が、本発明の制御部の一例である。
【0085】
《実施形態の動作および作用》
本実施形態のカウンタエジェクタ6のバッチ形成装置60およびバッチ分割装置61の動作および作用について、図2、図3、図6Aないし図6Fを参照して以下に説明する。
【0086】
〈シート枚数の多いバッチの形成および搬送〉
バッチBTを構成するシート枚数が比較的多い場合、バッチ形成装置60の前当板100と矯正板101との間に積載された段ボールシートBSについて、シート端部が揃うように矯正される時間、および、段ボールシートBSの接合部分が強固に接着される時間を充分に取ることができる。この場合には、バッチ分割装置61において、バッチBTを分割する処理を行う必要がない。従って、バッチのシート枚数が比較的多いオーダについては、カウンタエジェクタ制御装置200は、管理装置300からの各オーダのバッチのシート枚数に関する制御情報に従ってバッチ分割装置61を動作させるか否かを判断する判断手段を有し、その判断結果に従ってバッチ分割制御部220に分割動作指令または分割停止指令を供給する。バッチのシート枚数が所定シート枚数、たとえば10枚より多いオーダを実行する場合には、カウンタエジェクタ制御装置200は、バッチ分割制御装置220に分割停止指令を供給する。
【0087】
バッチ分割制御装置220は、分割停止指令に従って、コンベア昇降モータ138を駆動して、上部コンベア135を所定の待機位置まで移動させる。具体的には、上部コンベア135の支持棒137の所定部分が分割コンベア125からの所定の高さに到達したことを光電センサ173が検出するまで、バッチ分割制御装置220は、コンベア昇降モータ138を駆動して上部コンベア135を上昇させる。バッチ分割制御装置220は、光電センサ173からの検出信号を受け取ったときに、コンベア昇降モータ138を停止して上部コンベア135をコンベア待機位置に位置決めする。また、バッチ分割制御装置220は、前仕切り体144の下端部がコンベア待機位置より上方であって、分割コンベア126の上面から所定距離だけ離れた前待機位置に位置決めされるように前調整モータ145を制御し、後仕切り体148の回転体158および支持体159の回転体160が分割コンベア126のすぐ下方の後待機位置および支持待機位置にそれぞれ位置決めされるように後調整モータ155および支持体調整モータ167を制御する。更に、バッチ分割制御装置220は、分割停止指令に従って、ベルト駆動モータ131およびコンベア駆動モータ134を回転させ、滞留コンベア132および上部コンベア132と、分割コンベア126とを連続して駆動する。図示しない排出用制御装置は、バッチの分割動作が行われるか否かに関係なく、ローラ駆動モータ171を回転させて排出コンベア7を連続して駆動する。
【0088】
カウンタエジェクタ制御装置200は、バッチのシート枚数を表す制御情報に従って、バッチ形成装置60の上部コンベア124と送出コンベア105との間隔がバッチの高さにほぼ等しい間隔となるように上部コンベア124を位置決めする。また、バッチ分割制御装置220は、バッチのシート枚数を表す制御情報に従って、バッチ分割装置60の上部コンベア132と滞留コンベア125との間隔がバッチの高さにほぼ等しい間隔となるように上部コンベア132を位置決めする。
【0089】
カウンタエジェクタ6の前当板100などの各構成部分の位置決めが完了した後に、段ボールシート製函機1の運転が開始され、箱状の段ボールシートBSが出口ロール55A、55Bから前当て板100および矯正板101の間で、補助レッジ104A、104Bの上に積載される。このとき、主レッジ102は、出口ロール55A、55Bの配置高さより僅か上方の位置で待機する。
【0090】
カウンタエジェクタ制御装置200は、積載される段ボールシートBSの枚数を計数し、その計数値が制御情報により表された所定のシート枚数に達したときに、主レッジ102は、次のバッチBTを構成する段ボールシートBSを受け取ることができるように下降する。補助レッジ103A、103Bが互いに離れる方向に移動し、所定のシート枚数のバッチBTをエレベータ104のテーブル104Aに受け渡す。図2は、テーブル104AがバッチBTを受け取った状態を示す。その後、主レッジ102は、テーブル104A上のバッチBTを上方から押圧しながら、エレベータ104とともに下降する。この下降の間、主レッジ102は、出口ロール55A、55Bから供給される段ボールシートBSを受け取る。
【0091】
主レッジ102が、補助レッジ103A、103Bの配置高さまで降下したとき、補助レッジ103A、103Bは互いに近接する方向に移動して、主レッジ102上に積載された段ボールシートBSを受け取る。その後に供給される段ボールシートBSは、補助レッジ103A、103B上に積載される。
【0092】
主レッジ102およびエレベータ104は下降を続け、テーブル104Aが送出コンベア105のコンベア駆動ベルト122の上面に達したときに、バッチBTはテーブル104Aから送出コンベア105に受け渡される。カウンタエジェクタ制御装置200は、ベルト駆動モータ123を駆動して送出コンベア105および上部コンベア124を駆動する。バッチBTは、両コンベア105、124に挟持されて所定の送出方向TDに送り出される。
【0093】
主レッジ102は、所定の待機位置まで上昇して待機する。エレベータも、補助レッジ103A、103Bのすぐ下方の位置まで上昇して、次のバッチBTを受け取ることができるように待機する。バッチ形成装置60において、バッチBTは、主レッジ102および補助レッジ103A、103Bの水平移動および垂直移動により、積載される段ボールシートBSから分離されて形成される。このバッチBTは、送出コンベア105および上部コンベア124により、滞留コンベア125および上部コンベア132の間に送り出される。
【0094】
バッチBTは、ベルト駆動モータ131により連続駆動されている滞留コンベア125および上部コンベア132の間に挟持され、両コンベアによりバッチBTの上下両面に搬送力が付与されて搬送方向PDに搬送される。バッチBTがバッチ形成装置60から送出された段階では、バッチBTを構成する各段ボールシートBSは、接合部分がまだ強固に接着されていない状態にあることから、バッチBTが滞留コンベア125および上部コンベア132の間で挟持されて押圧されることにより、接合部分に上下方向のずれを生じさせることなく接合部分の接着状態を強固にすることができる。
【0095】
バッチBTは、滞留コンベア125および上部コンベア132により、分割コンベア126に向けて送り出される。送り出されたバッチBTは、コンベア駆動モータ134により連続駆動されている分割コンベア126に受け渡される。バッチBTは、分割コンベア126により、排出コンベア7に向けて搬送される。分割コンベア126による搬送の間、上部コンベア135は上方の待機位置にあることから、バッチBTは、分割されることなく、分割コンベア126のみから搬送力を付与される。バッチBTは、滞留コンベア125および上部コンベア132を通過した後においては、接合部分が強固に接着されていることから、分割コンベア126および上部コンベア136によりバッチBTを挟持して搬送する必要はない。
【0096】
バッチBTは、分割コンベア126から排出コンベア7に受け渡され、ローラ駆動モータ171により連続駆動されている排出コンベア7により結束機8に排出される。
【0097】
(シート枚数の少ないバッチの形成、分割および搬送)
バッチのシート枚数の多いオーダから、バッチのシート枚数の少ないオーダに変更される場合、特に、シート枚数が少なく、段ボールシートBSの搬送方向FDの寸法が短いオーダに変更される場合について、以下に説明する。一般に、シート枚数が少なく、段ボールシートBSの搬送方向FDの寸法が短いオーダは、生産速度がより高速に設定されることから、1枚の段ボールシートBSの処理に許容される時間も、短くなる。
【0098】
バッチBTのシート枚数が比較的少ない場合、バッチ形成装置60の前当板100と矯正板101との間に積載された段ボールシートBSについて、シート端部が揃うように矯正される時間、および、段ボールシートBSの接合部分が強固に接着される時間を充分に取ることができなくなる。この場合には、バッチ分割装置61において、バッチBTを分割する処理を行う必要がある。従って、バッチのシート枚数が比較的少ないオーダについては、カウンタエジェクタ制御装置200は、管理装置300からの各オーダのバッチのシート枚数に関する制御情報に従ってバッチ分割装置61を動作させるか否かを判断し、その判断結果に従ってバッチ分割制御部220に分割動作指令を供給する。バッチのシート枚数が所定シート枚数、たとえば10枚以下のオーダを実行する場合には、カウンタエジェクタ制御装置200は、バッチ分割制御装置220に分割動作指令を供給する。この場合、制御情報により指令されるバッチのシート枚数は、バッチ分割装置61により形成された小バッチSBT1、SBT2のシート枚数である。このため、バッチ形成装置60により形成されるバッチBTのシート枚数は、制御情報により表されるシート枚数の2倍のシート枚数となる。カウンタエジェクタ制御装置200は、バッチBTのシート枚数として、オーダ実行のための制御情報により表されるシート枚数の2倍のシート枚数を表す分割動作のための分割制御情報と、分割動作指令とをバッチ分割制御装置220に供給する。たとえば、オーダ実行のための制御情報により表されるシート枚数が、10枚である場合、分割動作のための分割制御情報により表されるシート枚数は、20枚となる。排出用制御装置は、ローラ駆動モータ171を回転させて排出コンベア7を連続して駆動する。
【0099】
カウンタエジェクタ制御装置200は、バッチのシート枚数を表す分割制御情報に従って、バッチ形成装置60の上部コンベア124と送出コンベア105との間隔が分割制御情報により表されたバッチのシート枚数に応じた間隔、すなわちバッチBTの高さにほぼ等しい間隔となるように上部コンベア124を位置決めする。また、バッチ分割制御装置220は、バッチのシート枚数を表す分割制御情報に従って、バッチ分割装置60の上部コンベア132と滞留コンベア125との間隔がバッチの高さにほぼ等しい間隔となるように上部コンベア132を位置決めする。バッチ分割制御装置220は、上部コンベア135がコンベア待機位置に保持されるようにコンベア昇降モータ138の停止状態を維持する。バッチ分割制御装置220は、バッチBTの搬送方向PDの寸法を表す制御情報に基づいて、仕切り体駆動モータ152および支持体駆動モータ164の回転量および回転方向を制御し、後仕切り体148が搬送方向PDにおいて前仕切り体144からバッチBTの搬送方向PDの寸法だけ上流側に離れた位置となるように後仕切り体148を位置決めするとともに、支持体159が後仕切り体148の下流側近傍に位置するように支持体159を位置決めする。
【0100】
バッチ形成装置60によるバッチBTの形成は、前述したシート枚数の多いバッチの形成と同じであるので、その説明を省略する。分割制御情報により表されるシート枚数のバッチBTは、バッチ形成装置60により形成され、送出コンベア105および上部コンベア123により、滞留コンベア125および上部コンベア132に向けて送出方向TDに送り出される。
【0101】
(バッチ分割動作)
以下に、バッチ分割装置61によるバッチ分割動作について、図6Aないし図6Fを参照して説明する。
【0102】
バッチ分割制御装置220は、送出コンベア105および上部コンベア124からバッチBTが送り出されたときに、ベルト駆動モータ131を回転させて滞留コンベア125および上部コンベア132を駆動し、カウンタエジェクタ制御装置200は、ベルト駆動モータ123を停止して送出コンベア105および上部コンベア124を停止する。バッチBTは、滞留コンベア125および上部コンベア132の間に挟持され、両コンベアによりバッチBTの上下両面に搬送力が付与されて搬送方向PDに搬送される。
【0103】
バッチBTは、滞留コンベア125および上部コンベア132により、分割コンベア126に向けて送り出される。バッチ分割制御装置220は、滞留コンベア125および上部コンベア132により、バッチBTが送り出されたときに、コンベア駆動モータ134を回転させて分割コンベア126を駆動し、ベルト駆動モータ131を停止して滞留コンベア125および上部コンベア132を停止する。
【0104】
バッチ分割制御装置220は、分割コンベア126を駆動すると同時に、前調整モータ145を駆動して、前待機位置から分割コンベア126の上面の高さ位置まで前仕切り体144を下降させる。前待機位置と分割コンベア126の上面の高さ位置との間の距離は、予め定められているので、バッチ分割制御装置220は、その内部のROMに距離情報を記憶しており、その距離情報に従って前調整モータ145を駆動して前仕切り体を位置決めする。また、バッチ分割制御装置220は、バッチBTの搬送方向PDの寸法を表す制御情報に従って、仕切り体駆動モータ152および支持体駆動モータ164を駆動して、前仕切り体144に対して後仕切り体148および支持体159を搬送方向PDに位置決めする。具体的には、後仕切り体148は、搬送方向PDにおける前仕切り体144の配置位置から、バッチBTの搬送方向PDの寸法にほぼ等しい距離だけ上流側に離れた位置に位置決めされる。支持体159は、後仕切り体148の下流側近傍の位置に位置決めされる。図6Aは、前仕切り体144が分割コンベア126の上面まで下降して位置決めされ、後仕切り体148および支持体159が前仕切り体144に対して搬送方向PDに位置決めされた状態を示す。
【0105】
バッチBTは、分割コンベア126により搬送方向PDに搬送され、バッチの搬送経路に突出する前仕切り体144に当接して停止する。バッチ分割制御装置220は、バッチBTの先端部分が前仕切り体144に当接したときに、コンベア駆動モータ134を停止して分割コンベア126を停止する。前仕切り体144の配置位置から分割コンベア126の右端までの距離は、バッチの搬送方向の最大寸法より大きい所定の距離に設定されていることから、バッチ分割制御装置220は、その内部のROMに所定の距離を表す距離情報を記憶しており、その距離情報に従って、コンベア駆動モータ134の回転量を制御する。これにより、バッチBTは、所定の距離だけ搬送され、前仕切り体144に当接して停止することができる。
【0106】
バッチBTが前仕切り体144に当接した後に、バッチ分割制御装置220は、図6Aに示す状態から上部コンベア135が下降して分割コンベア126に対して位置決めされるように、分割制御情報に基づいてコンベア昇降モータ138を駆動する。具体的には、バッチ分割制御装置220は、上部コンベア135によりバッチBTを所定の圧力で押圧するように、分割制御情報により表されたバッチのシート枚数と、オーダで生産される各段ボールシートBSの標準厚さと、所定の圧力に対応した定数とに基づいて、分割コンベア126に対する上部コンベア135の高さ位置を表すコンベア高さ情報を決定する。バッチ分割制御装置220は、コンベア昇降モータ138を回転させ、コンベア高さ情報により表される高さ位置とコンベア待機位置との間の距離だけ、上部コンベア135を下降させて位置決めする。これにより、バッチBTは、分割コンベア126と上部コンベア135との間において所定の圧力で挟持された状態となる。図6Bは、バッチBTが前仕切り体144に当接し、分割コンベア126と上部コンベア135との間で挟持された状態を示す。
【0107】
上部コンベア135がコンベア待機位置からコンベア高さ情報により表される高さ位置まで下降するときに、エンコーダ172は、コンベア昇降モータ138の回転量に応じたパスル数のパスル信号を発生する。バッチ分割制御装置220は、バルス信号のパスル数を計数し、その計数値と、分割コンベア126の高さ位置からコンベア待機位置までの距離とに基づいて、図6Bに示すバッチBTの高さHBを算出する。バッチ分割制御装置220は、エンコーダ172からのパスル信号を計数することにより、分割コンベア126と上部コンベア135との間隔、すなわちバッチBTの高さHBを正確に測定し、その高さHBを表す情報を内部のRAMに記憶する。本実施形態のエンコーダ172、光電センサ173、およびバッチ分割制御装置220の高さHBの算出処理の組み合わせが、本発明の測定部の一例である。
【0108】
バッチ分割制御装置220は、前調整モータ145および後調整モータ155を回転させて、前仕切り体144および後仕切り体148の上下方向の位置を制御する。具体的には、バッチ分割制御装置220は、前述のように測定されたバッチBTの高さHBの半分の値に相当する前突出量LSと、その高さHBの半分の値に相当する後突出量TSとを算出し、それらの突出量を表す情報を内部のRAMに記憶する。バッチ分割制御装置220は、前突出量LSの情報に基づいて、前調整モータ145の回転量および回転方向を制御し、前仕切り体144が上部コンベア135の下面から前突出量LSだけ突出するように、前仕切り体144を図6Bに示す状態から上昇させる。また、バッチ分割制御装置220は、後突出量TSの情報に基づいて、後調整モータ155の回転量および回転方向を制御し、後仕切り体148および回転体158が分割コンベア126の上面から後突出量TSだけ突出するように、後仕切り体148および回転体158を図6Bに示す状態から上昇させる。図6Cは、前仕切り体144が上部コンベア135の下面から前突出量LSだけ突出し、後仕切り体148および回転体158が分割コンベア126の上面から後突出量TSだけ突出した状態を示す。
【0109】
バッチ分割制御装置220は、バッチBTの搬送方向PDの寸法を表す制御情報に従って、仕切り体駆動モータ152の回転量および回転方向を制御し、後仕切り体148および回転体158を搬送方向PDに移動させる。この後仕切り体148の移動が開始されると、バッチ分割制御装置220は、後突出量TSの情報に基づいて、支持体調整モータ167の回転量および回転方向を制御し、支持体159および回転体160が分割コンベア126の上面から後突出量TSだけ突出するように、支持体159および回転体160を図6Cに示す状態から上昇させる。後仕切り体148および回転体158が搬送方向PDに移動するのに伴い、バッチBTの後端部分において後仕切り体148および回転体158が当接するバッチBTの下半分の段ボールシートBSからなる小バッチSBT2が搬送方向PDに押し出される。この押し出し動作において、回転体158は、バッチBTの上半分の段ボールシートBSからなる小バッチSBT1の下面に接触して回転し、支持体159の回転体160と協働して、小バッチSBT1の下面を損傷させることなく小バッチSBT1を水平状態に支持する。また、バッチ分割制御装置220は、コンベア駆動モータ134を回転させて分割コンベア126を駆動し、搬送方向PDに移動する後仕切り体148と小バッチSBT2の後端部との当接状態が維持されるようにコンベア駆動モータ134の回転速度を制御する。図6Dは、後仕切り体148および回転体158が搬送方向PDに移動し、回転体158および回転体160が小バッチSBT1を水平状態に支持する状態を示す。
【0110】
後仕切り体148が小バッチSBT1の先端部分の近傍まで移動したときに、バッチ分割制御装置220は、仕切り体駆動モータ152を停止して後仕切り体148を停止する。この後仕切り体148の停止により、小バッチSBT1は、両回転体158、160により水平状態に維持される。後仕切り体148の停止後においても、バッチ分割制御装置220は、コンベア駆動モータ134を継続して回転させ、分割コンベア126を連続して駆動する。小バッチSBT2が、搬送されて排出コンベア7に引き渡されたとき、すなわち分割コンベア126の右端から前仕切り体144の配置位置までの距離だけ搬送されたときに、排出コンベア170の連続駆動により、小バッチSBT2は結束機8に向かって搬送される。図6Eは、後仕切り体148が小バッチSBT1の先端部分の近傍まで移動し、小バッチSBT1が両回転体158、160により水平状態に維持される状態を示す。
【0111】
バッチ分割制御装置220は、分割コンベア126が駆動された状態で、後突出量TSの情報に基づいて、後調整モータ155および支持体調整モータ167の回転量および回転方向を制御し、小バッチSBT1が水平状態を維持したまま下降するように、両回転体158、160を同期して下降させる。図6Fは、小バッチSBT1が水平状態に維持されたまま、分割コンベア126の上面近傍まで下降した状態を示す。
【0112】
両回転体158、160が分割コンベア126の上面より下方の位置まで下降したときに、小バッチSBT1は、分割コンベア126に受け渡され、分割コンベア126の連続駆動により搬送される。そして、小バッチSBT1が、バッチBTの搬送方向PDの寸法に相当する距離だけ搬送方向PDに搬送されたときに、排出コンベア7に引き渡される。小バッチSBT1が排出コンベア7に引き渡された後においても、バッチ分割制御装置220は、コンベア駆動モータ134を継続して回転させて分割コンベア126を連続して駆動する。本実施形態では、小バッチSBT1の搬送が開始される前に、バッチ分割制御装置220は、小バッチSBT1の搬送に支障とならないように、前調整モータ145を回転させて前仕切り体144を所定量だけ上昇させる。
【0113】
小バッチSBT1が分割コンベア126に向かって下降する間に、バッチ分割制御装置220は、次のバッチBTが分割コンベア126に搬入されるのに支障のないように、コンベア昇降モータ138の回転量および回転方向を制御し、上部コンベア135を上昇させる。具体的には、上部コンベア135が分割コンベア126に対してバッチBTの高さHBより充分に大きな高さの位置であって、コンベア待機位置より下方に位置するように上部コンベア135が上昇して位置決めされる。
【0114】
両回転体158、160が分割コンベア126の上面から下方に下降したときに、バッチ分割制御装置220は、バッチBTの搬送方向PDの寸法を表す制御情報に従って、仕切り体駆動モータ152の回転量および回転方向を制御し、後仕切り体148および回転体158が図6Aに示す状態に復帰するように搬送方向PDと反対方向に移動され、位置決めされる。
【0115】
両回転体158、160が分割コンベア126の上面より下方の位置まで下降して小バッチSBT1の搬送が開始されるときに、バッチ分割制御装置220は、ベルト駆動モータ131を回転させて滞留コンベア125および上部コンベア132を駆動する。滞留コンベア125および上部コンベア132の駆動により、滞留コンベア125上に滞留している次のバッチBTが、両コンベア125、132から分割コンベア126に送り出される。このとき、分割コンベア126は、小バッチSBT1を搬送するとともに、滞留コンベア125からの次のバッチBTをも搬送方向PDに搬送する。その後、バッチ分割制御装置220は、滞留コンベア125および上部コンベア132を停止する。
【0116】
分割コンベア126の連続駆動により、次のバッチBTが搬送方向PDに搬送される。次のバッチBTも、同様に、図6Aないし図6Fに示す分割処理により、小バッチSBT1、SBT2に分割されて搬送される。本実施形態では、図6Bに示すようにバッチBTが前仕切り体144に当接して停止してから、図6Cに示すように後仕切り体148によりバッチBTの押し出し動作が開始されるまでの間、バッチ分割制御装置220は、コンベア駆動モータ134を停止して分割コンベア126を停止する。しかし、バッチ分割制御装置220は、図6Bおよび図6Cに示す状態以外の状態では、コンベア駆動モータ134を継続して回転させて分割コンベア126を連続して駆動する。
【0117】
本実施形態において、バッチ分割制御装置220が分割コンベア126を駆動して図6Aに示すように搬送方向PDにバッチBTを搬送する動作が、本発明の搬送ステップの一例である。本実施形態において、バッチ分割制御装置220が前仕切り体144および後仕切り体148を図6Cに示すように突出させ、図6Dに示すように後仕切り体148を前仕切り体144に対して搬送方向PDに移動させ、図6Eに示すようにバッチBTを小バッチSBT1、SBT2に分割する動作が、本発明のバッチ分割ステップの一例である。本実施形態において、バッチ分割制御装置220が図6Cに示すように前仕切り体144を前突出量LSだけ突出させる動作、および、後仕切り体148を後突出量TSだけ突出させる動作が、本発明の前仕切り体の突出量を調整するステップ、および、後仕切り体の突出量を調整するステップの一例である。本実施形態において、バッチ分割制御装置220が図6Dに示すように後仕切り体148を前仕切り体144に対して搬送方向PDに移動させる動作が、本発明の両仕切り体を相対的に移動させるステップの一例である。本実施形態において、バッチ分割制御装置220が図6Fに示すように両回転体158、160を下降させて小バッチSBT1を分割コンベア126の上面に載置する動作が、本発明の小バッチを搬送コンベアの搬送面に載置するステップの一例である。
【0118】
[変形例]
本発明の実施形態について以上説明したが、本発明の趣旨を逸脱しない範囲において当業者であれば種々の変形を加えることができる。
【0119】
(1)本実施形態では、前仕切り体144および後仕切り体148が、上部コンベア135および分割コンベア126を上下方向から通過して、バッチBTの搬送経路に突出する構成である。この構成に代えて、前仕切り体および後仕切り体がバッチBTの搬送経路以外の領域で上下方向に移動して位置決めされ、その後に、上部コンベアおよび分割コンベアの対向する空間に水平方向から進入する構成であっても良い。
【0120】
(2)本実施形態では、前仕切り体144が、図6Bに示すようにバッチBTを搬送方向PDの所定位置で停止させる機能と、図6Dに示すように前突出量LSの調整によりバッチBTを小バッチSBT1、SBT2に分割する機能とを有する構成である。この構成に代えて、バッチBTを搬送方向PDの所定位置で停止させる機能を前仕切り体とは別の部材により実行する構成であっても良い。
【0121】
(3)本実施形態では、後仕切り体148が、図6Dに示すように後突出量TSの調整によりバッチBTを小バッチSBT1、SBT2に分割する機能と、図6Eに示すように小バッチSBT1を支持体159と協働して支持する機能とを有する構成である。この構成に代えて、小バッチSBT1を支持体と協働して支持する機能を後仕切り体とは別の部材により実行する構成であっても良い。この場合、支持体が搬送方向PDに長い形状であれば、後仕切り体の搬送方向PDへの移動に合わせて支持体も移動させ、支持体単独で、小バッチSBT1を支持する構成であっても良い。
【0122】
(4)本実施形態では、上部コンベア135および分割コンベア126がバッチBTを上下方向から挟持して分割する構成である。この上部コンベア126に代えて、分割コンベアに対して上下方向に変位可能な板状の押圧部材を使用する構成であっても良い。また、段ボールシートBSの搬送方向PDの寸法が短く、段ボールシートBSの反りが少ない場合には、押圧部材によりバッチBTを上下方向から押圧することなく、自然状態のバッチBTを分割する構成であっても良い。この場合、自然状態のバッチBTの高さは、バッチのシート枚数と、各段ボールシートの標準的な厚さとから算出することができることから、バッチを押圧しながらバッチの高さを測定する構成は必要ない。
【0123】
(5)本実施形態では、カウンタエジェクタ制御装置200が、管理装置300からの各オーダのバッチのシート枚数に関する制御情報に従ってバッチ分割装置61を動作させるか否かを判断する判断手段を有し、その判断結果に従ってバッチ分割制御部220に分割動作指令または分割停止指令を供給する構成である。この構成に代えて、カウンタエジェクタ制御装置200が、バッチ分割装置61を動作させるか否かを判断することなく、全てのオーダについてバッチ分割装置を動作させる構成であっても良い。
【0124】
(6)本実施形態では、図6Bおよび図6Cに示すように、バッチBTが停止してから、後仕切り体148による押し出し動作が開始されるまでの間、分割コンベア126が停止し、図6A、図6D〜図6Fに示す状態においては、連続して駆動される構成である。この実施形態の構成により、バッチBTを分割して小バッチSBT1、SBT2を形成する期間を短縮することができる。しかし、この実施形態の構成に代えて、図6B〜図6Fに示すように、バッチBTが停止してから、小バッチSBT1が分割コンベア126に受け渡されるまで、分割コンベア7を停止する構成であっても良い。すなわち、滞留コンベア125、分割コンベア126および排出コンベア7の駆動および停止の制御については、小バッチを形成する期間を考量して、種々の方法が考えられる。
【符号の説明】
【0125】
6 カウンタエジェクタ
60 バッチ形成装置
61 バッチ分割装置
102 主レッジ
103A、103B 補助レッジ
104 エレベータ
105 送出コンベア
125 滞留コンベア
126 分割コンベア
132、135 上部コンベア
144 前仕切り体
145 前調整モータ
148 後仕切り体
152 仕切り体駆動モータ
155 後調整モータ
159 支持体
167 支持体調整モータ
220 バッチ分割制御装置
BS 箱状の段ボールシート
BT バッチ
SBT1、SBT2 小バッチ
TD 送出方向
PD 搬送方向
HB バッチBTの高さ
LS 前突出量
TS 後突出量
【特許請求の範囲】
【請求項1】
積載される段ボールシートを分離して所定のシート枚数のバッチを形成するバッチ形成装置の下流側に配置され、そのバッチを所定の搬送方向に搬送する搬送コンベアと、
前記搬送コンベア上の前記バッチの先端部および後端部とそれぞれ当接する2つの仕切り体を含み、前記所定の搬送方向と平行な方向に両仕切り体を相対的に移動させることにより、前記バッチを上下2つの小バッチに分割するバッチ分割手段とを備える段ボールシートのバッチ分割装置。
【請求項2】
前記バッチ分割手段は、
前記搬送コンベア上の前記バッチの先端部と当接し、そのバッチの上下両面のうちの一方の面から他方の面に向う突出量が調整されるように配置される前仕切り体と、
前記搬送コンベア上の前記バッチのうちで、前記前仕切り体と先端部が当接していない段ボールシートの後端部と当接し、前記他方の面から前記一方の面に向う突出量が調整されるように配置される後仕切り体と、
前記後仕切り体の突出量を調整するために前記後仕切り体を上下方向に移動させる後調整部と、
前記所定の搬送方向と平行な方向において前記前仕切り体と前記後仕切り体とを相対的に移動させる仕切り体駆動部と、
前記前仕切り体と先端部が当接している段ボールシートの第1の小バッチと、前記後仕切り体と後端部が当接している段ボールシートの第2の小バッチとのうちで、上方に位置する小バッチの段ボールシートの下面を支持するために前記搬送コンベアによるバッチの搬送経路に進入するように配置される支持体と、
前記支持体を前記搬送経路に進入させ、または前記搬送経路から退避させるために前記支持体を前記搬送コンベアに対して移動させる支持体調整部と、
前記バッチが前記第1および第2の小バッチに分割されるように、前記第1および第2の小バッチのうちの少なくとも一方の小バッチを前記所定の搬送方向と平行な方向に押し出すために前記後調整部、前記仕切り体駆動部および前記支持体調整部をそれぞれ制御する制御部とを備える請求項1に記載の段ボールシートのバッチ分割装置。
【請求項3】
前記前仕切り体の突出量を調整するために前記前仕切り体を上下方向に移動させる前調整部を備え、
前記後仕切り体は、前記前仕切り体に対して前記所定の搬送方向に移動するように配置され、
前記制御部は、
前記小バッチのシート枚数に応じて、前記前仕切り体の突出量および前記後仕切り体の突出量を調整するために前記前調整部および前記後調整部を制御し、
前記小バッチの段ボールシートの前記所定の搬送方向における寸法に応じて、前記後仕切り体が前記前仕切り体に対して移動するように前記仕切り体駆動部を制御する請求項2に記載の段ボールシートのバッチ分割装置。
【請求項4】
前記前仕切り体は、前記搬送コンベア上の前記バッチの上面から下面に向かって突出するように配置され、
前記後仕切り体は、前記搬送コンベア上の前記バッチの下面から上面に向かって突出するように配置される請求項3に記載の段ボールシートのバッチ分割装置。
【請求項5】
前記支持体は、前記搬送コンベア上の前記バッチの下面から上面に向かって突出して前記搬送コンベアの搬送経路に進入するように配置され、
前記制御部は、前記小バッチのシート枚数に応じて、前記支持体の突出量を調整するために前記支持体調整部を制御する請求項4に記載の段ボールシートのバッチ分割装置。
【請求項6】
前記後仕切り体は、前記前仕切り体と先端部が当接している前記第1の小バッチの段ボールシートの下面を支持するための支持部を含み、
前記制御部は、前記後仕切り体が前記所定の搬送方向に移動して前記前仕切り体の配置位置に達したときに、前記第1のバッチの段ボールシートの下面が前記支持体および前記支持部により支持された状態で、前記支持体および前記後仕切り体が前記搬送コンベアの搬送面より下方に退避するように、前記支持体調整部および前記後調整部を制御する請求項5に記載の段ボールシートのバッチ分割装置。
【請求項7】
前記搬送コンベア上の前記バッチの高さを測定する測定部を備え、
前記制御部は、前記測定部により測定されたバッチの高さに基づいて、前記前仕切り体の突出量および前記後仕切り体の突出量が前記小バッチのシート枚数に応じた量となるように前記前調整部および前記後調整部を制御する請求項3〜6のいずれかに記載の段ボールシートのバッチ分割装置。
【請求項8】
所定の収容領域に積載される段ボールシートを分離して所定のシート枚数のバッチを形成するために水平方向に進退可能なレッジと、
前記所定の収容領域の下方に配置され、前記バッチを所定の送出方向に送出するための送出コンベアと、
前記バッチが載置され、前記所定の収容領域から前記送出コンベアまでバッチを運搬するために昇降運動を行うエレベータと、
前記所定の送出方向において前記送出コンベアの下流側に配置され、前記所定の送出方向に送出された前記バッチの先端部および後端部とそれぞれ当接する2つの仕切り体を含み、前記所定の送出方向と平行な方向に両仕切り体を相対的に移動させることにより、前記バッチを上下2つの小バッチに分割するバッチ分割手段とを備えるカウンタエジェクタ。
【請求項9】
積載される段ボールシートを分離して所定のシート枚数のバッチを形成するバッチ形成ステップと、
前記バッチを所定の搬送方向に搬送コンベアで搬送する搬送ステップと、
前記搬送コンベア上の前記バッチの先端部および後端部に2つの仕切り体をそれぞれ当接させ、前記所定の搬送方向と平行な方向に両仕切り体を相対的に移動させることにより、前記バッチを上下2つの小バッチに分割するバッチ分割ステップとを備える段ボールシートのバッチ分割方法。
【請求項10】
前記バッチ分割ステップは、
前記搬送コンベア上の前記バッチの先端部側において、前記バッチの上下両面のうちの一方の面から他方の面に向かって前仕切り体を突出させ、前記バッチの先端部と当接する前記前仕切り体の突出量を調整するステップと、
前記搬送コンベア上の前記バッチの後端部側において、前記他方の面から一方の面に向かって後仕切り体を突出させ、前記前仕切り体と先端部が当接していない段ボールシートの後端部と当接する前記後仕切り体の突出量を調整するステップと、
前記所定の搬送方向と平行な方向に前記前仕切り体と前記後仕切り体とを相対的に移動させるステップと、
前記第1および第2の小バッチのうちで、上方に位置する小バッチの段ボールシートの下面を支持し、その上方に位置する小バッチを前記搬送コンベアの搬送面に載置するステップと、を備える請求項9に記載の段ボールシートのバッチ分割方法。
【請求項1】
積載される段ボールシートを分離して所定のシート枚数のバッチを形成するバッチ形成装置の下流側に配置され、そのバッチを所定の搬送方向に搬送する搬送コンベアと、
前記搬送コンベア上の前記バッチの先端部および後端部とそれぞれ当接する2つの仕切り体を含み、前記所定の搬送方向と平行な方向に両仕切り体を相対的に移動させることにより、前記バッチを上下2つの小バッチに分割するバッチ分割手段とを備える段ボールシートのバッチ分割装置。
【請求項2】
前記バッチ分割手段は、
前記搬送コンベア上の前記バッチの先端部と当接し、そのバッチの上下両面のうちの一方の面から他方の面に向う突出量が調整されるように配置される前仕切り体と、
前記搬送コンベア上の前記バッチのうちで、前記前仕切り体と先端部が当接していない段ボールシートの後端部と当接し、前記他方の面から前記一方の面に向う突出量が調整されるように配置される後仕切り体と、
前記後仕切り体の突出量を調整するために前記後仕切り体を上下方向に移動させる後調整部と、
前記所定の搬送方向と平行な方向において前記前仕切り体と前記後仕切り体とを相対的に移動させる仕切り体駆動部と、
前記前仕切り体と先端部が当接している段ボールシートの第1の小バッチと、前記後仕切り体と後端部が当接している段ボールシートの第2の小バッチとのうちで、上方に位置する小バッチの段ボールシートの下面を支持するために前記搬送コンベアによるバッチの搬送経路に進入するように配置される支持体と、
前記支持体を前記搬送経路に進入させ、または前記搬送経路から退避させるために前記支持体を前記搬送コンベアに対して移動させる支持体調整部と、
前記バッチが前記第1および第2の小バッチに分割されるように、前記第1および第2の小バッチのうちの少なくとも一方の小バッチを前記所定の搬送方向と平行な方向に押し出すために前記後調整部、前記仕切り体駆動部および前記支持体調整部をそれぞれ制御する制御部とを備える請求項1に記載の段ボールシートのバッチ分割装置。
【請求項3】
前記前仕切り体の突出量を調整するために前記前仕切り体を上下方向に移動させる前調整部を備え、
前記後仕切り体は、前記前仕切り体に対して前記所定の搬送方向に移動するように配置され、
前記制御部は、
前記小バッチのシート枚数に応じて、前記前仕切り体の突出量および前記後仕切り体の突出量を調整するために前記前調整部および前記後調整部を制御し、
前記小バッチの段ボールシートの前記所定の搬送方向における寸法に応じて、前記後仕切り体が前記前仕切り体に対して移動するように前記仕切り体駆動部を制御する請求項2に記載の段ボールシートのバッチ分割装置。
【請求項4】
前記前仕切り体は、前記搬送コンベア上の前記バッチの上面から下面に向かって突出するように配置され、
前記後仕切り体は、前記搬送コンベア上の前記バッチの下面から上面に向かって突出するように配置される請求項3に記載の段ボールシートのバッチ分割装置。
【請求項5】
前記支持体は、前記搬送コンベア上の前記バッチの下面から上面に向かって突出して前記搬送コンベアの搬送経路に進入するように配置され、
前記制御部は、前記小バッチのシート枚数に応じて、前記支持体の突出量を調整するために前記支持体調整部を制御する請求項4に記載の段ボールシートのバッチ分割装置。
【請求項6】
前記後仕切り体は、前記前仕切り体と先端部が当接している前記第1の小バッチの段ボールシートの下面を支持するための支持部を含み、
前記制御部は、前記後仕切り体が前記所定の搬送方向に移動して前記前仕切り体の配置位置に達したときに、前記第1のバッチの段ボールシートの下面が前記支持体および前記支持部により支持された状態で、前記支持体および前記後仕切り体が前記搬送コンベアの搬送面より下方に退避するように、前記支持体調整部および前記後調整部を制御する請求項5に記載の段ボールシートのバッチ分割装置。
【請求項7】
前記搬送コンベア上の前記バッチの高さを測定する測定部を備え、
前記制御部は、前記測定部により測定されたバッチの高さに基づいて、前記前仕切り体の突出量および前記後仕切り体の突出量が前記小バッチのシート枚数に応じた量となるように前記前調整部および前記後調整部を制御する請求項3〜6のいずれかに記載の段ボールシートのバッチ分割装置。
【請求項8】
所定の収容領域に積載される段ボールシートを分離して所定のシート枚数のバッチを形成するために水平方向に進退可能なレッジと、
前記所定の収容領域の下方に配置され、前記バッチを所定の送出方向に送出するための送出コンベアと、
前記バッチが載置され、前記所定の収容領域から前記送出コンベアまでバッチを運搬するために昇降運動を行うエレベータと、
前記所定の送出方向において前記送出コンベアの下流側に配置され、前記所定の送出方向に送出された前記バッチの先端部および後端部とそれぞれ当接する2つの仕切り体を含み、前記所定の送出方向と平行な方向に両仕切り体を相対的に移動させることにより、前記バッチを上下2つの小バッチに分割するバッチ分割手段とを備えるカウンタエジェクタ。
【請求項9】
積載される段ボールシートを分離して所定のシート枚数のバッチを形成するバッチ形成ステップと、
前記バッチを所定の搬送方向に搬送コンベアで搬送する搬送ステップと、
前記搬送コンベア上の前記バッチの先端部および後端部に2つの仕切り体をそれぞれ当接させ、前記所定の搬送方向と平行な方向に両仕切り体を相対的に移動させることにより、前記バッチを上下2つの小バッチに分割するバッチ分割ステップとを備える段ボールシートのバッチ分割方法。
【請求項10】
前記バッチ分割ステップは、
前記搬送コンベア上の前記バッチの先端部側において、前記バッチの上下両面のうちの一方の面から他方の面に向かって前仕切り体を突出させ、前記バッチの先端部と当接する前記前仕切り体の突出量を調整するステップと、
前記搬送コンベア上の前記バッチの後端部側において、前記他方の面から一方の面に向かって後仕切り体を突出させ、前記前仕切り体と先端部が当接していない段ボールシートの後端部と当接する前記後仕切り体の突出量を調整するステップと、
前記所定の搬送方向と平行な方向に前記前仕切り体と前記後仕切り体とを相対的に移動させるステップと、
前記第1および第2の小バッチのうちで、上方に位置する小バッチの段ボールシートの下面を支持し、その上方に位置する小バッチを前記搬送コンベアの搬送面に載置するステップと、を備える請求項9に記載の段ボールシートのバッチ分割方法。
【図1】



【図2】
【図3】

【図4】

【図5】

【図6A】

【図6B】
【図6C】
【図6D】
【図6E】
【図6F】

【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図6C】
【図6D】
【図6E】
【図6F】
【公開番号】特開2011−230441(P2011−230441A)
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願番号】特願2010−104666(P2010−104666)
【出願日】平成22年4月29日(2010.4.29)
【出願人】(000139931)株式会社ISOWA (39)
【Fターム(参考)】
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願日】平成22年4月29日(2010.4.29)
【出願人】(000139931)株式会社ISOWA (39)
【Fターム(参考)】
[ Back to top ]