
段ボールシートの糊付け方法及びその装置
【課題】 製函ライン上において、段ボールシートの糊代片に数秒間で初期接着が可能な塗布部と強固に完全接着が可能な塗布部とを設けて製函工程の高速化を図る。
【解決手段】 段ボールシートAが製函ライン上における罫線及びスロッタ加工部を通過したのち、糊付け加工部でその糊代片20に糊付けする際に、外周面に幅広い塗布溝2と狭幅の塗布溝3とを周方向に小間隔毎に交互に設けている糊車1により糊代片20上に塗布量の多い太幅の線状糊層4と塗布量の少ない細幅の線状糊層5とを設けて、この細幅の線状糊層5によって段ボールシートが折り畳まれた際の糊代片20と該段ボールシートの他側端部との接合部を数秒間で早期接着させるようにし、しかるのち、太幅の線状糊層4の乾燥、硬化によって完全接着させるようにしている。
【解決手段】 段ボールシートAが製函ライン上における罫線及びスロッタ加工部を通過したのち、糊付け加工部でその糊代片20に糊付けする際に、外周面に幅広い塗布溝2と狭幅の塗布溝3とを周方向に小間隔毎に交互に設けている糊車1により糊代片20上に塗布量の多い太幅の線状糊層4と塗布量の少ない細幅の線状糊層5とを設けて、この細幅の線状糊層5によって段ボールシートが折り畳まれた際の糊代片20と該段ボールシートの他側端部との接合部を数秒間で早期接着させるようにし、しかるのち、太幅の線状糊層4の乾燥、硬化によって完全接着させるようにしている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、段ボールの製函ラインにおいて、罫線及びスロッタ加工を施された段ボールシートにおける糊代片に糊付けを行う方法とその方法を実施するための装置に関するものである。
【背景技術】
【0002】
段ボールシートの製函ラインにおいては、罫線及びスロッタ加工を施された段ボールシートは、糊付け加工部においてその糊代片に糊付けされたのち、折り畳み工程部で罫線部から偏平状に折り畳まれて上記糊代片と平行する他側端部をこの糊代片上に重ね合わせて接合、接着することにより製函され、しかるのち、排出工程部の第1ホッパ内に搬出され、この第1ホッパに積み上げられてその間、養生した後、カウンターユニットによって枚数処理された上、該第1ホッパから排出されて結束機側に送り込まれ、所定枚数毎に結束されるものであるが、上記糊付け工程部において、段ボールシートの糊代片に糊を塗布するには、従来から周方向に小間隔毎に一定幅と深さを有する塗布溝を設けている糊車を使用して糊代片に一定量の線状糊層を複数条塗布したり、或いは、特許文献1に記載されているように、グルーガンを使用して一定量の線状糊層を複数条、塗布することが行われている。
【特許文献1】特開平10−156974号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
このように、糊代片に糊付けされた段ボールシートは、上述したように偏平状に折り畳まれたのち、排出工程部の第1ホッパに上方から投入されて積み重ねられ、最下方の排出部から排出されるものであるが、この排出時に、段ボールシートの糊代片と他側端部との接合部がズレることのないように、糊代片に塗布している線状糊層をできるだけ早く乾燥させる必要があるにもかかわらず、上記のように糊代片に一定量の線状糊層を複数条、塗布しておくだけでは、糊付工程部から搬出工程部の最下位に達する数秒間で初期乾燥させるのは困難であり、接合部にズレが生じて正確な製函ができなくなる虞れがあった。なお、線状糊層の塗布量を少なくしておけば、短時間で乾燥させることができるが、そうすると、製函としての所定の接着強度を保持することができなくなる。
【0004】
さらに、近年、機械の精度や性能の向上によって、段ボールシートの通紙速度が1分間に400 枚にも達するようになってきており、このため、糊車やグルーガンによって塗布された糊層は約2〜3秒後に初期接着する必要があるが、このような初期接着が可能な糊自体を開発するには限度があり、従来から、上記第1ホッパから排出されたのち、結束機に入ってハンドリングされてその結束機内で乾燥されるのが現状である。
【0005】
本発明はこのような問題点に鑑みてなされたもので、その目的とするところは、糊の性能をそのままにして、段ボールシートの糊代片に短時間で初期接着が可能な塗布部と強固に完全接着が可能な塗布部とを設けるようにした段ボールシートの糊付け方法とその方法を実施するための装置を提供するにある。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明の段ボールシートの糊付け方法は、請求項1に記載したように、製函ライン上における罫線及びスロッタ加工部を通過したのちの糊付け工程部において段ボールシートの糊代片に糊付けを行う方法であって、該糊代片に糊車又はグルーガンによって塗布量の少ない線状糊層と塗布量の多い線状糊層とを塗布することを特徴とする。この方法において、塗布量の少ない線状糊層とは請求項2に記載したように、細幅の線状糊層であり、塗布量の多い線状糊層は太幅の線状糊層である。
【0007】
請求項3に係る発明は、製函ライン上における罫線及びスロッタ加工部に引き続いて段ボールシートの糊代片が通過するライン上に配設された糊付け装置であって、段ボールシートの糊代片に、糊量の多い太幅の線状糊層を塗布する幅広い塗布溝と、糊量の少ない細幅の線状糊層を塗布する狭幅の塗布溝とを周方向に小間隔毎に設けている糊車からなることを特徴とする。
【0008】
請求項4に係る発明は、上記溝車からなる糊付け装置とは別な糊付け装置であって、段ボールシートの糊代片に、糊量の多い太幅の線状糊層を塗布する大径のノズルと、糊量の少ない細幅の線状糊層を塗布する小径のノズルとを設けているグルーガンからなることを特徴とする。
【発明の効果】
【0009】
本発明の段ボールシートの糊付け方法によれば、請求項1に記載したように、製函ライン上における罫線及びスロッタ加工部を通過したのちの糊付け工程部において段ボールシートの糊代片に糊付けを行う方法であって、該糊代片に糊車又はグルーガンによって塗布量の少ない線状糊層と塗布量の多い線状糊層とを塗布するので、この糊付け工程部に引き続いて折り畳み工程部で罫線部から偏平状に折り畳むことにより上記糊代片と平行する他側端部をこの糊代片上に重ね合わせて接合、接着して製函した際に、まず、塗布量の少ない線状糊層が数秒間で乾燥、硬化して製函後に排出工程部の第1ホッパから排出される際には上記接合部がズレを生じる虞れのない程度に確実に初期接着させることができ、しかるのち、塗布量の多い線状糊層が乾燥、硬化して接合部を所定の接着強度に保持するので、段ボールシートの通紙速度が速くても確実にその速度に対処した接合部の接着を行うことができ、製函能率を向上させることができる。
【0010】
段ボールシートの糊代片に塗布する上記線状糊層としては、請求項2に記載したように細幅の線状糊層と太幅の線状糊層とからなり、塗布幅が狭く且つ塗布厚の薄い層の線状糊層によって、糊代片を設けている段ボールシートの一側端部とこの糊代片に平行する他側端部とを接合するように折り畳んだ際に、この細幅の線状糊層を直ちに乾燥、硬化させて確実に初期接着をさせることができる一方、塗布幅が広く且つ塗布厚の厚い層の線状糊層によって、初期接着後に上記接合部分を所定の接着強度に完全接着させることができる。
【0011】
段ボールシートの糊代片にこのような線状糊層を設けるための糊付け装置としては、請求項3に係る発明においては、糊量の多い太幅の線状糊層を塗布する幅広い塗布溝と、糊量の少ない細幅の線状糊層を塗布する狭幅の塗布溝とを周方向に小間隔毎に設けている糊車を用いているので、製函ライン上におけるこの糊付け工程部を通過する段ボールシートの糊代片にこの糊車を押し付けることにより、該糊車を段ボールシートの搬送速度に同調して糊代片との摩擦力により回転させながら糊代片に、幅広い塗布溝と狭幅の塗布溝とに充填している糊を糊量の多い太幅の線状糊層と糊量の少ない細幅の線状糊層として小間隔毎にその長さを糊代片の突出幅方向に向けて確実に塗布することができる。
【0012】
糊付け装置としては、請求項4に記載したように、糊量の多い太幅の線状糊層を塗布する大径ノズルと、糊量の少ない細幅の線状糊層を塗布する小径ノズルとを設けているグルーガンを用いてもよく、この場合には、段ボールシートがこのグルーガンの下方を通過するに従って、該段ボールシートの糊代片にグルーガンの大小径のノズルから吐出される糊を上記糊車による線状糊層の長さ方向に直交する方向に塗布して本数が少なくても初期接着作用を奏する細くて長い線状糊層とその後の完全接着作用を奏する太くて長い線状糊層とを設けることができる。
【発明を実施するための最良の形態】
【0013】
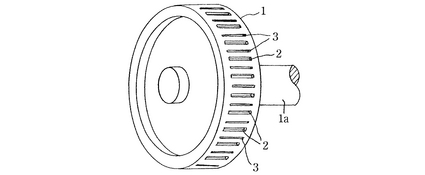
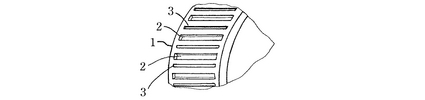
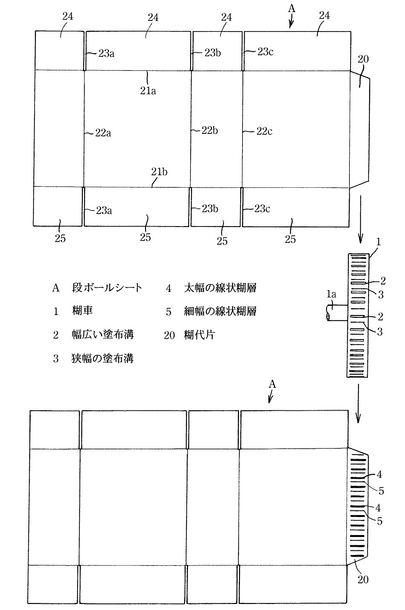
次に、本発明の具体的な実施の形態を図面について説明すると、図1は段ボールシートAの糊付け工程部に配設される糊付け装置である糊車の簡略斜視図、図2はその一部の拡大斜視図であって、この糊車1は中心軸1aによって回転自在に支持されていると共にその外周面に糊量を多く受け入れることができる幅広い塗布溝2と糊量の受け入れ量が少ない狭幅の塗布溝3とを交互に小間隔毎にその溝の長さ方向を軸線方向に向けた状態にして刻設されている。幅広い塗布溝2と狭幅の塗布溝3とは同一長さに形成されているが、多少、異なった長さに形成しておいてもよく、さらに、これらの塗布溝2、3の深さは同じ深さであっても、幅広い塗布溝2の深さを深くし、狭幅の塗布溝3の深さを浅くしておいてもよく、いずれにしても、幅広い塗布溝2内には多量の糊が充填され、狭幅の塗布溝3には少量の糊が充填されるように形成しておけばよい。
【0014】
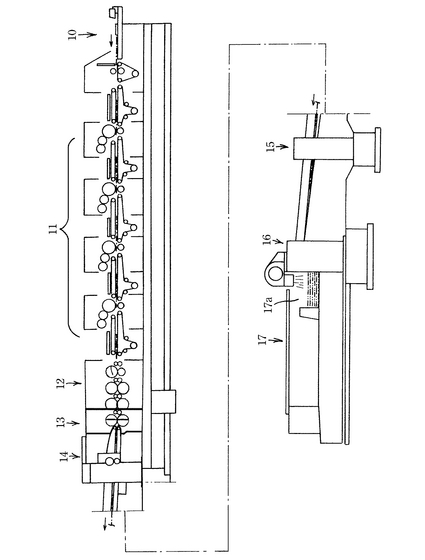
段ボールの製函機は図3に示すように、給紙部10、複数の印刷部11、罫線及びスロット加工部12、打ち抜き加工部13、糊付け工程部14、中間ブリッジ保持部15、180 度折り畳み工程部16、排出工程部17を順次、配設してなり、給紙部10から段ボールシートを一枚ずつ、その幅方向を進行方向に向けて送りだして印刷部11で段ボールシートに多色印刷を施したのち、罫線及びスロット加工部12に送られて段ボールシートの所定部分に罫線とスロット加工を施され、引き続いて打ち抜き加工部13で打ち抜き加工される。
【0015】
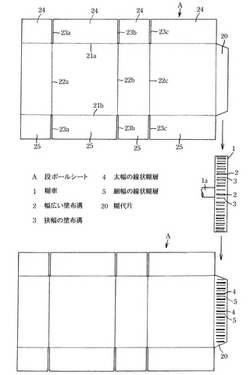
こうして、加工された段ボールシートAは、図4に示すように、製函された場合における段ボールケースの胴部の高さに等しい間隔を存して段ボールシートAの長辺に、即ち、給紙方向に直交する方向に平行な二条の直線状折曲部21a 、21b が形成されていると共にこれらの直線状折曲部21a 、21b 間には、段ボールシートAの長さ方向に胴部の横幅間隔毎に溝状の罫線22a 、22b 、22c が設けられてあり、さらに、これらの罫線22a 、22b 、22c から段ボールシートの幅方向の両側端に達するスロット23a 、23b 、23c が設けられていて、それぞれ上記直線状折曲部21a 、21b から折り曲げられる4枚のフラップ24、25が形成されていると共に、長さ方向の一側端縁には、段ボールケースの胴部の高さに略等しい長さを有する台形状の糊代片20が突設している。
【0016】
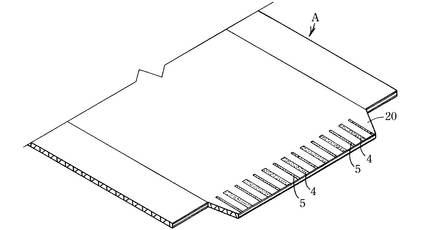
上記糊付け工程部14には、この段ボールシートAにおける糊代片20が通過するライン上に上記糊車1がその回転方向を段ボールシートAの移動方向、即ち、糊代片20の長さ方向に向けて配設してあり、上記打ち抜き加工部13から送り出された段ボールシートAがこの糊車1に達した時に、該糊車1を糊代片20上に押し付けてその外周面に設けている幅広い塗布溝2と狭幅の塗布溝3内の糊を図4、図5に示すように糊代片20に塗布して糊量の多い太幅の線状糊層4と糊量の少ない細幅の線状糊層5とを設ける。
【0017】
詳しくは、段ボールシートAの送り方向を前方方向とした場合、糊車1の下方に達した段ボールシートAにおける糊代片20の上面前端に糊車1の下周面が摺接するように押し付けられて、段ボールシートAの前方への搬送速度に同調して糊代片20との摩擦力により、糊車1が中心軸2回りに回転しながら、その外周面に小間隔毎に設けている幅広い塗布溝2内の糊と狭幅の塗布溝3内の糊とを糊代片20上に塗布して段ボールシートAの糊代片20がこの糊車1を通過した時には、該段ボールシートAの糊代片20上に、その前端から後端までの全長に亘り、長さ方向を該糊代片20の突出方向、即ち、段ボールシートAの長さ方向に向けた太幅の線状糊層4と細幅の線状糊層5とが複数条、小間隔毎に交互に設けられる。なお、糊車1には図示しないが糊の転写ローラが接して回転し、該転写ローラに供給された糊を糊車1の幅広い塗布溝2内と狭幅の塗布溝3内とに充填するように構成している。
【0018】
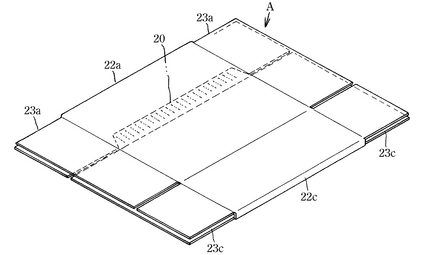
こうして、糊代片20に複数条の太幅の線状糊層4と細幅の線状糊層5とを設けられた段ボールシートAは、引き続いて中間ブリッジ保持部15から180 度折り畳み工程部16に送り込まれ、この折り畳み工程部16で図6に示すように、両側の溝状罫線22a 、22c から内側に偏平状に折り畳まれて糊代片20上に他側端部を重ね合わせて互いに接合させ、糊代片20に塗布している線状糊層4、5によって糊代片20に他側端部を接着させる。
【0019】
次いで、折り畳まれた段ボールシートAは該折り畳み工程部16から排出工程部17の第1ホッパ17a 内に順次、投入されて積み上げられ、該第1ホッパ17a 内で養生した後、カウンターユニット(図示せず)によって枚数処理された上、第1ホッパ17a の下端排出口から結束機(図示せず)側に搬出されて所定枚数宛、積み重ね状態で結束される。
【0020】
段ボールシートAが糊車1によってその糊代片20に線状糊層4、5が塗布されたのち、排出工程部17の第1ホッパ17a の下端に達するまでの時間は数秒であるが、この間に、糊代片20に塗布されている細幅の線状糊層5のみが乾燥、硬化して該段ボールシートAの糊代片20と他側端部とがこの細幅の線状糊層5によって互いにズレることのない程度に初期接着され、さらに、第1ホッパ17a から排出されて結束機により結束されるまでの間に糊代片20に塗布している太幅の線状糊層4が乾燥、硬化して段ボールシートAの糊代片20と他側端部とが完全接着し、強固な段ボールケースを能率よく製造することができるものである。
【0021】
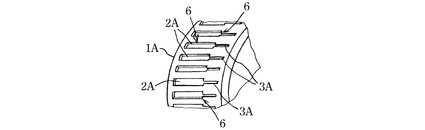
この実施の形態においては、糊車1の外周面に幅広い塗布溝2と狭幅の塗布溝3とを周方向に小間隔毎に交互に設けているが、図7に示すように、糊車1Aの幅方向に向かって一定長さの幅広い塗布溝部2Aとこの幅広い塗布溝部2Aの一端から延長するように連続した一定長さの狭幅の塗布溝部3Aとを有する一本の溝6を、糊車1Aの外周面に周方向に小間隔毎に設けておいてもよい。
【0022】
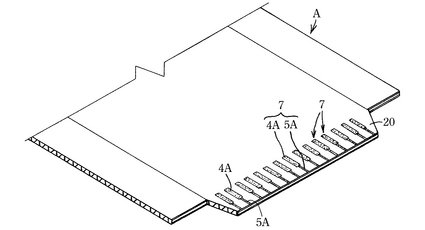
このように構成した糊車1Aを糊付け装置として糊付け工程部14における段ボールシートAの糊代片20が通過するライン上に配設し、上記のように罫線及びスロット加工部12から打ち抜き加工部13を通過してこの糊付け工程部14に達した段ボールシートAの糊代片20上に該糊車1Aに設けている幅広い塗布溝部2Aと狭幅の塗布溝部3Aとを有する溝6内に充填している糊を塗布すると、図8に示すように、糊代片20上に幅広い塗布溝部2A内の糊の塗布による太幅の線状糊層部4Aと狭幅の塗布溝部3A内の糊の塗布による細幅の線状糊層部5Aとが糊代片20の突出幅方向に一直線に連なっている線状糊層7が糊代片20の長さ方向に小間隔毎に多数本、設けられる。
【0023】
そして、糊付け処理された段ボールシートAが、糊付け後から上記排出工程部17の第1ホッパ17a の下端に達するまでの数秒間の間に、まず、各線状糊層7における細幅の線状糊層部5Aのみが乾燥、硬化して該段ボールシートAの糊代片20と他側端部とがこの細幅の線状糊層5Aによって互いにズレることのない程度に初期接着され、しかるのち、第1ホッパ17a から排出されて結束機により結束されるまでの間に糊代片20に塗布している各線状糊層7における太幅の線状糊層部4Aが乾燥、硬化して段ボールシートAの糊代片20と他側端部とが完全接着するものである。
【0024】
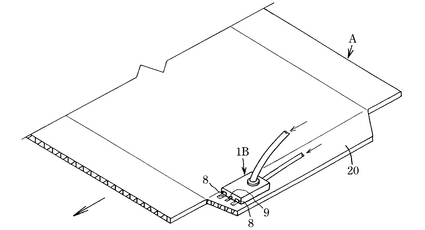
上記実施の形態においては、糊付け装置として糊車1、1Aを採用しているが、図9に示すように、糊量の多い太幅の線状糊層4Bを塗布するための大径のノズル8と、糊量の少ない細幅の線状糊層5Bを塗布するための小径ノズル9とを設けているグルーガン1Bを糊付け装置として糊付け工程部14における段ボールシートAの糊代片20が通過するライン上にその大小径ノズル8、9を段ボールシートAの移動方向(前方)に向けた状態にして配設しておいてもよい。
【0025】
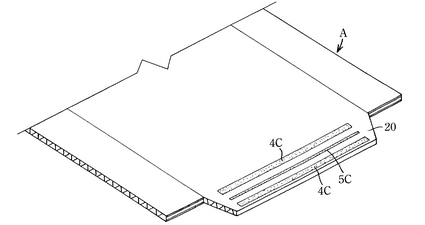
このグルーガン1Bの下方に、罫線及びスロッタ加工と打ち抜き加工を施された段ボールシートAの糊代片20が達すると、図10に示すように、該糊代片20の上面前端から該グルーガン1Bの大径ノズル8から吐出する太い(幅広い)線状糊層4Cと、小径のノズル9から吐出する細幅の線状糊層5Cとが段ボールシートAの通過に従って互いに糊代片20の突出幅方向に平行に糊代片20の後端部にまで長く塗布される。
【0026】
このように糊代片20に糊を塗布処理された段ボールシートAは、上記排出工程部17の第1ホッパ17a の下端に達するまでの数秒間の間に、まず、細幅の線状糊層5Cのみが乾燥、硬化して該段ボールシートAの糊代片20と他側端部とがこの細幅の線状糊層5Cによって互いにズレることのない程度に初期接着され、しかるのち、第1ホッパ17a から排出されて結束機により結束されるまでの間に太幅の線状糊層部4Cが乾燥、硬化して段ボールシートAの糊代片20と他側端部とが完全接着するものである。
【0027】
なお、図においては、一つの小径のノズル9と二つの大径ノズル8、8とを、小径ノズル9の両側にこれらの大径ノズル8、8が小間隔を存して並設してなるグルーガン1Bを使用し、段ボールシートAの糊代片20における突出幅方向の中央部に一本の細幅の線状糊層5Cを該糊代片20の長さ方向、即ち、上記糊車1、1Aによる線状糊層の長さ方向に直交する方向に設け、この線状糊層5Cの両側に2本の太幅の線状糊層4C、4Cを平行に設けているが、要するに、糊付け処理された段ボールシートAが、糊付け後から上記排出工程部17の第1ホッパ17a の下端に達するまでの数秒間の間に、まず、細幅の線状糊層5Cのみが乾燥、硬化して該段ボールシートAの糊代片20と他側端部とがこの細幅の線状糊層5Cによって互いにズレることのない程度に初期接着され、しかるのち、第1ホッパ17a から排出されて結束機により結束されるまでの間に太幅の線状糊層4Cが乾燥、硬化して段ボールシートAの糊代片20と他側端部とが完全接着するように、細幅の線状糊層5Cを1〜2本、太幅の線状糊層4Cを2〜3本程度、設けることができるように構成しておけばよい。
【図面の簡単な説明】
【0028】
【図1】糊車の簡略斜視図。
【図2】その一部の拡大斜視図。
【図3】製函機の簡略側面図。
【図4】糊車による糊付け前後の簡略平面図。
【図5】糊付けされた段ボールシートの糊代片部分の斜視図。
【図6】折り畳まれた段ボールシートの簡略斜視図。
【図7】別な構造を有する糊車の一部の斜視図。
【図8】この糊車によって糊付けされた段ボールシートの糊代片部分の斜視図。
【図9】グルーガンによって糊を塗布している状態の簡略斜視図。
【図10】糊付けされた段ボールシートの糊代片部分の斜視図。
【符号の説明】
【0029】
A 段ボールシート
1、1A 糊車
1C グリーガン
2 幅広い塗布溝
3 狭幅の塗布溝
4 太幅の線状糊層
5 細幅の線状糊層
8 大径ノズル
9 小径ノズル
12 罫線及びスロット加工部
20 糊代片
【技術分野】
【0001】
本発明は、段ボールの製函ラインにおいて、罫線及びスロッタ加工を施された段ボールシートにおける糊代片に糊付けを行う方法とその方法を実施するための装置に関するものである。
【背景技術】
【0002】
段ボールシートの製函ラインにおいては、罫線及びスロッタ加工を施された段ボールシートは、糊付け加工部においてその糊代片に糊付けされたのち、折り畳み工程部で罫線部から偏平状に折り畳まれて上記糊代片と平行する他側端部をこの糊代片上に重ね合わせて接合、接着することにより製函され、しかるのち、排出工程部の第1ホッパ内に搬出され、この第1ホッパに積み上げられてその間、養生した後、カウンターユニットによって枚数処理された上、該第1ホッパから排出されて結束機側に送り込まれ、所定枚数毎に結束されるものであるが、上記糊付け工程部において、段ボールシートの糊代片に糊を塗布するには、従来から周方向に小間隔毎に一定幅と深さを有する塗布溝を設けている糊車を使用して糊代片に一定量の線状糊層を複数条塗布したり、或いは、特許文献1に記載されているように、グルーガンを使用して一定量の線状糊層を複数条、塗布することが行われている。
【特許文献1】特開平10−156974号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
このように、糊代片に糊付けされた段ボールシートは、上述したように偏平状に折り畳まれたのち、排出工程部の第1ホッパに上方から投入されて積み重ねられ、最下方の排出部から排出されるものであるが、この排出時に、段ボールシートの糊代片と他側端部との接合部がズレることのないように、糊代片に塗布している線状糊層をできるだけ早く乾燥させる必要があるにもかかわらず、上記のように糊代片に一定量の線状糊層を複数条、塗布しておくだけでは、糊付工程部から搬出工程部の最下位に達する数秒間で初期乾燥させるのは困難であり、接合部にズレが生じて正確な製函ができなくなる虞れがあった。なお、線状糊層の塗布量を少なくしておけば、短時間で乾燥させることができるが、そうすると、製函としての所定の接着強度を保持することができなくなる。
【0004】
さらに、近年、機械の精度や性能の向上によって、段ボールシートの通紙速度が1分間に400 枚にも達するようになってきており、このため、糊車やグルーガンによって塗布された糊層は約2〜3秒後に初期接着する必要があるが、このような初期接着が可能な糊自体を開発するには限度があり、従来から、上記第1ホッパから排出されたのち、結束機に入ってハンドリングされてその結束機内で乾燥されるのが現状である。
【0005】
本発明はこのような問題点に鑑みてなされたもので、その目的とするところは、糊の性能をそのままにして、段ボールシートの糊代片に短時間で初期接着が可能な塗布部と強固に完全接着が可能な塗布部とを設けるようにした段ボールシートの糊付け方法とその方法を実施するための装置を提供するにある。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明の段ボールシートの糊付け方法は、請求項1に記載したように、製函ライン上における罫線及びスロッタ加工部を通過したのちの糊付け工程部において段ボールシートの糊代片に糊付けを行う方法であって、該糊代片に糊車又はグルーガンによって塗布量の少ない線状糊層と塗布量の多い線状糊層とを塗布することを特徴とする。この方法において、塗布量の少ない線状糊層とは請求項2に記載したように、細幅の線状糊層であり、塗布量の多い線状糊層は太幅の線状糊層である。
【0007】
請求項3に係る発明は、製函ライン上における罫線及びスロッタ加工部に引き続いて段ボールシートの糊代片が通過するライン上に配設された糊付け装置であって、段ボールシートの糊代片に、糊量の多い太幅の線状糊層を塗布する幅広い塗布溝と、糊量の少ない細幅の線状糊層を塗布する狭幅の塗布溝とを周方向に小間隔毎に設けている糊車からなることを特徴とする。
【0008】
請求項4に係る発明は、上記溝車からなる糊付け装置とは別な糊付け装置であって、段ボールシートの糊代片に、糊量の多い太幅の線状糊層を塗布する大径のノズルと、糊量の少ない細幅の線状糊層を塗布する小径のノズルとを設けているグルーガンからなることを特徴とする。
【発明の効果】
【0009】
本発明の段ボールシートの糊付け方法によれば、請求項1に記載したように、製函ライン上における罫線及びスロッタ加工部を通過したのちの糊付け工程部において段ボールシートの糊代片に糊付けを行う方法であって、該糊代片に糊車又はグルーガンによって塗布量の少ない線状糊層と塗布量の多い線状糊層とを塗布するので、この糊付け工程部に引き続いて折り畳み工程部で罫線部から偏平状に折り畳むことにより上記糊代片と平行する他側端部をこの糊代片上に重ね合わせて接合、接着して製函した際に、まず、塗布量の少ない線状糊層が数秒間で乾燥、硬化して製函後に排出工程部の第1ホッパから排出される際には上記接合部がズレを生じる虞れのない程度に確実に初期接着させることができ、しかるのち、塗布量の多い線状糊層が乾燥、硬化して接合部を所定の接着強度に保持するので、段ボールシートの通紙速度が速くても確実にその速度に対処した接合部の接着を行うことができ、製函能率を向上させることができる。
【0010】
段ボールシートの糊代片に塗布する上記線状糊層としては、請求項2に記載したように細幅の線状糊層と太幅の線状糊層とからなり、塗布幅が狭く且つ塗布厚の薄い層の線状糊層によって、糊代片を設けている段ボールシートの一側端部とこの糊代片に平行する他側端部とを接合するように折り畳んだ際に、この細幅の線状糊層を直ちに乾燥、硬化させて確実に初期接着をさせることができる一方、塗布幅が広く且つ塗布厚の厚い層の線状糊層によって、初期接着後に上記接合部分を所定の接着強度に完全接着させることができる。
【0011】
段ボールシートの糊代片にこのような線状糊層を設けるための糊付け装置としては、請求項3に係る発明においては、糊量の多い太幅の線状糊層を塗布する幅広い塗布溝と、糊量の少ない細幅の線状糊層を塗布する狭幅の塗布溝とを周方向に小間隔毎に設けている糊車を用いているので、製函ライン上におけるこの糊付け工程部を通過する段ボールシートの糊代片にこの糊車を押し付けることにより、該糊車を段ボールシートの搬送速度に同調して糊代片との摩擦力により回転させながら糊代片に、幅広い塗布溝と狭幅の塗布溝とに充填している糊を糊量の多い太幅の線状糊層と糊量の少ない細幅の線状糊層として小間隔毎にその長さを糊代片の突出幅方向に向けて確実に塗布することができる。
【0012】
糊付け装置としては、請求項4に記載したように、糊量の多い太幅の線状糊層を塗布する大径ノズルと、糊量の少ない細幅の線状糊層を塗布する小径ノズルとを設けているグルーガンを用いてもよく、この場合には、段ボールシートがこのグルーガンの下方を通過するに従って、該段ボールシートの糊代片にグルーガンの大小径のノズルから吐出される糊を上記糊車による線状糊層の長さ方向に直交する方向に塗布して本数が少なくても初期接着作用を奏する細くて長い線状糊層とその後の完全接着作用を奏する太くて長い線状糊層とを設けることができる。
【発明を実施するための最良の形態】
【0013】
次に、本発明の具体的な実施の形態を図面について説明すると、図1は段ボールシートAの糊付け工程部に配設される糊付け装置である糊車の簡略斜視図、図2はその一部の拡大斜視図であって、この糊車1は中心軸1aによって回転自在に支持されていると共にその外周面に糊量を多く受け入れることができる幅広い塗布溝2と糊量の受け入れ量が少ない狭幅の塗布溝3とを交互に小間隔毎にその溝の長さ方向を軸線方向に向けた状態にして刻設されている。幅広い塗布溝2と狭幅の塗布溝3とは同一長さに形成されているが、多少、異なった長さに形成しておいてもよく、さらに、これらの塗布溝2、3の深さは同じ深さであっても、幅広い塗布溝2の深さを深くし、狭幅の塗布溝3の深さを浅くしておいてもよく、いずれにしても、幅広い塗布溝2内には多量の糊が充填され、狭幅の塗布溝3には少量の糊が充填されるように形成しておけばよい。
【0014】
段ボールの製函機は図3に示すように、給紙部10、複数の印刷部11、罫線及びスロット加工部12、打ち抜き加工部13、糊付け工程部14、中間ブリッジ保持部15、180 度折り畳み工程部16、排出工程部17を順次、配設してなり、給紙部10から段ボールシートを一枚ずつ、その幅方向を進行方向に向けて送りだして印刷部11で段ボールシートに多色印刷を施したのち、罫線及びスロット加工部12に送られて段ボールシートの所定部分に罫線とスロット加工を施され、引き続いて打ち抜き加工部13で打ち抜き加工される。
【0015】
こうして、加工された段ボールシートAは、図4に示すように、製函された場合における段ボールケースの胴部の高さに等しい間隔を存して段ボールシートAの長辺に、即ち、給紙方向に直交する方向に平行な二条の直線状折曲部21a 、21b が形成されていると共にこれらの直線状折曲部21a 、21b 間には、段ボールシートAの長さ方向に胴部の横幅間隔毎に溝状の罫線22a 、22b 、22c が設けられてあり、さらに、これらの罫線22a 、22b 、22c から段ボールシートの幅方向の両側端に達するスロット23a 、23b 、23c が設けられていて、それぞれ上記直線状折曲部21a 、21b から折り曲げられる4枚のフラップ24、25が形成されていると共に、長さ方向の一側端縁には、段ボールケースの胴部の高さに略等しい長さを有する台形状の糊代片20が突設している。
【0016】
上記糊付け工程部14には、この段ボールシートAにおける糊代片20が通過するライン上に上記糊車1がその回転方向を段ボールシートAの移動方向、即ち、糊代片20の長さ方向に向けて配設してあり、上記打ち抜き加工部13から送り出された段ボールシートAがこの糊車1に達した時に、該糊車1を糊代片20上に押し付けてその外周面に設けている幅広い塗布溝2と狭幅の塗布溝3内の糊を図4、図5に示すように糊代片20に塗布して糊量の多い太幅の線状糊層4と糊量の少ない細幅の線状糊層5とを設ける。
【0017】
詳しくは、段ボールシートAの送り方向を前方方向とした場合、糊車1の下方に達した段ボールシートAにおける糊代片20の上面前端に糊車1の下周面が摺接するように押し付けられて、段ボールシートAの前方への搬送速度に同調して糊代片20との摩擦力により、糊車1が中心軸2回りに回転しながら、その外周面に小間隔毎に設けている幅広い塗布溝2内の糊と狭幅の塗布溝3内の糊とを糊代片20上に塗布して段ボールシートAの糊代片20がこの糊車1を通過した時には、該段ボールシートAの糊代片20上に、その前端から後端までの全長に亘り、長さ方向を該糊代片20の突出方向、即ち、段ボールシートAの長さ方向に向けた太幅の線状糊層4と細幅の線状糊層5とが複数条、小間隔毎に交互に設けられる。なお、糊車1には図示しないが糊の転写ローラが接して回転し、該転写ローラに供給された糊を糊車1の幅広い塗布溝2内と狭幅の塗布溝3内とに充填するように構成している。
【0018】
こうして、糊代片20に複数条の太幅の線状糊層4と細幅の線状糊層5とを設けられた段ボールシートAは、引き続いて中間ブリッジ保持部15から180 度折り畳み工程部16に送り込まれ、この折り畳み工程部16で図6に示すように、両側の溝状罫線22a 、22c から内側に偏平状に折り畳まれて糊代片20上に他側端部を重ね合わせて互いに接合させ、糊代片20に塗布している線状糊層4、5によって糊代片20に他側端部を接着させる。
【0019】
次いで、折り畳まれた段ボールシートAは該折り畳み工程部16から排出工程部17の第1ホッパ17a 内に順次、投入されて積み上げられ、該第1ホッパ17a 内で養生した後、カウンターユニット(図示せず)によって枚数処理された上、第1ホッパ17a の下端排出口から結束機(図示せず)側に搬出されて所定枚数宛、積み重ね状態で結束される。
【0020】
段ボールシートAが糊車1によってその糊代片20に線状糊層4、5が塗布されたのち、排出工程部17の第1ホッパ17a の下端に達するまでの時間は数秒であるが、この間に、糊代片20に塗布されている細幅の線状糊層5のみが乾燥、硬化して該段ボールシートAの糊代片20と他側端部とがこの細幅の線状糊層5によって互いにズレることのない程度に初期接着され、さらに、第1ホッパ17a から排出されて結束機により結束されるまでの間に糊代片20に塗布している太幅の線状糊層4が乾燥、硬化して段ボールシートAの糊代片20と他側端部とが完全接着し、強固な段ボールケースを能率よく製造することができるものである。
【0021】
この実施の形態においては、糊車1の外周面に幅広い塗布溝2と狭幅の塗布溝3とを周方向に小間隔毎に交互に設けているが、図7に示すように、糊車1Aの幅方向に向かって一定長さの幅広い塗布溝部2Aとこの幅広い塗布溝部2Aの一端から延長するように連続した一定長さの狭幅の塗布溝部3Aとを有する一本の溝6を、糊車1Aの外周面に周方向に小間隔毎に設けておいてもよい。
【0022】
このように構成した糊車1Aを糊付け装置として糊付け工程部14における段ボールシートAの糊代片20が通過するライン上に配設し、上記のように罫線及びスロット加工部12から打ち抜き加工部13を通過してこの糊付け工程部14に達した段ボールシートAの糊代片20上に該糊車1Aに設けている幅広い塗布溝部2Aと狭幅の塗布溝部3Aとを有する溝6内に充填している糊を塗布すると、図8に示すように、糊代片20上に幅広い塗布溝部2A内の糊の塗布による太幅の線状糊層部4Aと狭幅の塗布溝部3A内の糊の塗布による細幅の線状糊層部5Aとが糊代片20の突出幅方向に一直線に連なっている線状糊層7が糊代片20の長さ方向に小間隔毎に多数本、設けられる。
【0023】
そして、糊付け処理された段ボールシートAが、糊付け後から上記排出工程部17の第1ホッパ17a の下端に達するまでの数秒間の間に、まず、各線状糊層7における細幅の線状糊層部5Aのみが乾燥、硬化して該段ボールシートAの糊代片20と他側端部とがこの細幅の線状糊層5Aによって互いにズレることのない程度に初期接着され、しかるのち、第1ホッパ17a から排出されて結束機により結束されるまでの間に糊代片20に塗布している各線状糊層7における太幅の線状糊層部4Aが乾燥、硬化して段ボールシートAの糊代片20と他側端部とが完全接着するものである。
【0024】
上記実施の形態においては、糊付け装置として糊車1、1Aを採用しているが、図9に示すように、糊量の多い太幅の線状糊層4Bを塗布するための大径のノズル8と、糊量の少ない細幅の線状糊層5Bを塗布するための小径ノズル9とを設けているグルーガン1Bを糊付け装置として糊付け工程部14における段ボールシートAの糊代片20が通過するライン上にその大小径ノズル8、9を段ボールシートAの移動方向(前方)に向けた状態にして配設しておいてもよい。
【0025】
このグルーガン1Bの下方に、罫線及びスロッタ加工と打ち抜き加工を施された段ボールシートAの糊代片20が達すると、図10に示すように、該糊代片20の上面前端から該グルーガン1Bの大径ノズル8から吐出する太い(幅広い)線状糊層4Cと、小径のノズル9から吐出する細幅の線状糊層5Cとが段ボールシートAの通過に従って互いに糊代片20の突出幅方向に平行に糊代片20の後端部にまで長く塗布される。
【0026】
このように糊代片20に糊を塗布処理された段ボールシートAは、上記排出工程部17の第1ホッパ17a の下端に達するまでの数秒間の間に、まず、細幅の線状糊層5Cのみが乾燥、硬化して該段ボールシートAの糊代片20と他側端部とがこの細幅の線状糊層5Cによって互いにズレることのない程度に初期接着され、しかるのち、第1ホッパ17a から排出されて結束機により結束されるまでの間に太幅の線状糊層部4Cが乾燥、硬化して段ボールシートAの糊代片20と他側端部とが完全接着するものである。
【0027】
なお、図においては、一つの小径のノズル9と二つの大径ノズル8、8とを、小径ノズル9の両側にこれらの大径ノズル8、8が小間隔を存して並設してなるグルーガン1Bを使用し、段ボールシートAの糊代片20における突出幅方向の中央部に一本の細幅の線状糊層5Cを該糊代片20の長さ方向、即ち、上記糊車1、1Aによる線状糊層の長さ方向に直交する方向に設け、この線状糊層5Cの両側に2本の太幅の線状糊層4C、4Cを平行に設けているが、要するに、糊付け処理された段ボールシートAが、糊付け後から上記排出工程部17の第1ホッパ17a の下端に達するまでの数秒間の間に、まず、細幅の線状糊層5Cのみが乾燥、硬化して該段ボールシートAの糊代片20と他側端部とがこの細幅の線状糊層5Cによって互いにズレることのない程度に初期接着され、しかるのち、第1ホッパ17a から排出されて結束機により結束されるまでの間に太幅の線状糊層4Cが乾燥、硬化して段ボールシートAの糊代片20と他側端部とが完全接着するように、細幅の線状糊層5Cを1〜2本、太幅の線状糊層4Cを2〜3本程度、設けることができるように構成しておけばよい。
【図面の簡単な説明】
【0028】
【図1】糊車の簡略斜視図。
【図2】その一部の拡大斜視図。
【図3】製函機の簡略側面図。
【図4】糊車による糊付け前後の簡略平面図。
【図5】糊付けされた段ボールシートの糊代片部分の斜視図。
【図6】折り畳まれた段ボールシートの簡略斜視図。
【図7】別な構造を有する糊車の一部の斜視図。
【図8】この糊車によって糊付けされた段ボールシートの糊代片部分の斜視図。
【図9】グルーガンによって糊を塗布している状態の簡略斜視図。
【図10】糊付けされた段ボールシートの糊代片部分の斜視図。
【符号の説明】
【0029】
A 段ボールシート
1、1A 糊車
1C グリーガン
2 幅広い塗布溝
3 狭幅の塗布溝
4 太幅の線状糊層
5 細幅の線状糊層
8 大径ノズル
9 小径ノズル
12 罫線及びスロット加工部
20 糊代片
【特許請求の範囲】
【請求項1】
製函ライン上における罫線及びスロッタ加工部を通過したのちの糊付け工程部において段ボールシートの糊代片に糊付けを行う方法であって、該糊代片に糊車又はグルーガンによって塗布量の少ない線状糊層と塗布量の多い線状糊層とを塗布することを特徴とする段ボールシートの糊付け方法。
【請求項2】
塗布量の少ない線状糊層は細幅の線状糊層であり、塗布量の多い線状糊層は太幅の線状糊層であることを特徴とする請求項1に記載の段ボールシートの糊付け方法。
【請求項3】
製函ライン上における罫線及びスロッタ加工部に引き続いて段ボールシートの糊代片が通過するライン上に配設された糊付け装置であって、段ボールシートの糊代片に、糊量の多い太幅の線状糊層を塗布する幅広い塗布溝と、糊量の少ない細幅の線状糊層を塗布する狭幅の塗布溝とを周方向に小間隔毎に設けている糊車からなることを特徴とする段ボールシートの糊付け装置。
【請求項4】
製函ライン上における罫線及びスロッタ加工部に引き続いて段ボールシートの糊代片が通過するライン上に配設された糊付け装置であって、段ボールシートの糊代片に、糊量の多い太幅の線状糊層を塗布する大径ノズルと、糊量の少ない細幅の線状糊層を塗布する小径ノズルとを設けているグルーガンからなることを特徴とする段ボールシートの糊付け装置。
【請求項1】
製函ライン上における罫線及びスロッタ加工部を通過したのちの糊付け工程部において段ボールシートの糊代片に糊付けを行う方法であって、該糊代片に糊車又はグルーガンによって塗布量の少ない線状糊層と塗布量の多い線状糊層とを塗布することを特徴とする段ボールシートの糊付け方法。
【請求項2】
塗布量の少ない線状糊層は細幅の線状糊層であり、塗布量の多い線状糊層は太幅の線状糊層であることを特徴とする請求項1に記載の段ボールシートの糊付け方法。
【請求項3】
製函ライン上における罫線及びスロッタ加工部に引き続いて段ボールシートの糊代片が通過するライン上に配設された糊付け装置であって、段ボールシートの糊代片に、糊量の多い太幅の線状糊層を塗布する幅広い塗布溝と、糊量の少ない細幅の線状糊層を塗布する狭幅の塗布溝とを周方向に小間隔毎に設けている糊車からなることを特徴とする段ボールシートの糊付け装置。
【請求項4】
製函ライン上における罫線及びスロッタ加工部に引き続いて段ボールシートの糊代片が通過するライン上に配設された糊付け装置であって、段ボールシートの糊代片に、糊量の多い太幅の線状糊層を塗布する大径ノズルと、糊量の少ない細幅の線状糊層を塗布する小径ノズルとを設けているグルーガンからなることを特徴とする段ボールシートの糊付け装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2006−110724(P2006−110724A)
【公開日】平成18年4月27日(2006.4.27)
【国際特許分類】
【出願番号】特願2004−297052(P2004−297052)
【出願日】平成16年10月12日(2004.10.12)
【出願人】(593123638)株式会社新幸機械製作所 (5)
【Fターム(参考)】
【公開日】平成18年4月27日(2006.4.27)
【国際特許分類】
【出願日】平成16年10月12日(2004.10.12)
【出願人】(593123638)株式会社新幸機械製作所 (5)
【Fターム(参考)】
[ Back to top ]