
母乳パッド包装体とその製造方法ならびに母乳パッドの包装方法
【課題】二つ折りされた母乳パッド包装体60を開く作業をするだけで、フィルムを破断することができ、母乳パッドを順次容易に取り出すことができるようにすること。
【解決手段】包装体本体61を形成するための第1のシートおよび第2のシートと、それぞれ二つ折りされて、前記第1のシートと第2のシートとの間に一列に並んで収容された第1の母乳パッド10−1および第2の母乳パッド10−2とを備えており、前記第1のシートおよび第2のシートの各外周縁が互いに接合されていて、かつ、該接合状態で前記包装体本体は、前記第1および第2の各母乳パッドが収容されている第1、第2の各領域B1,B2に分かれるようにこれら領域の間で二つ折りされて、その重合端部を固定されており、さらに、前記第1の領域の内側の前記重合端部の内側にはシート一枚が縦方向に容易に破断することができるようにした脆弱部55が形成されている。
【解決手段】包装体本体61を形成するための第1のシートおよび第2のシートと、それぞれ二つ折りされて、前記第1のシートと第2のシートとの間に一列に並んで収容された第1の母乳パッド10−1および第2の母乳パッド10−2とを備えており、前記第1のシートおよび第2のシートの各外周縁が互いに接合されていて、かつ、該接合状態で前記包装体本体は、前記第1および第2の各母乳パッドが収容されている第1、第2の各領域B1,B2に分かれるようにこれら領域の間で二つ折りされて、その重合端部を固定されており、さらに、前記第1の領域の内側の前記重合端部の内側にはシート一枚が縦方向に容易に破断することができるようにした脆弱部55が形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、授乳期の母親が、ブラジャー等の下着と乳房との間に介装するための母乳パッドを個装した母乳パッド包装体と、その製造方法ならびに母乳パッドの包装方法に関するものである。
【背景技術】
【0002】
従来、母乳パッドは、母乳を吸収できる材料を用いて、多くのものは例えば円形に形成され、使用者の乳房の前面にかぶせるように密着させて使用できるように、ドーム状の形状とされている。
このような母乳パッドは、例えば、ポリエチレンフィルムなどで形成した袋体に個装されて、販売され、あるいは使用者により携帯されるようになっている。
このような母乳パッドの包装体(「収容体」ともいう)としては、特許文献1ないし特許文献3のものがある。
これらの包装体は、全て本出願人によるものであり、順次改良を重ねてきたものであるが、以下で説明するように、さらに改良の余地のあるものであった。
【0003】
【特許文献1】特開2000−247358
【特許文献2】特開2000−309391
【特許文献3】特開2001−88866
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1の包装体は、図4に示されているように、一方向に帯状に長い前記収容体20の中央領域に対して、二つ折りとした前記母乳パッド10が同じ向きにして直列に2つ配置されており、前記収容体の前記中央領域に対して、長さ方向に連設された両端部領域22,23が前記2つの母乳パッドの上に折り重ねられるようにして、2つの母乳パッドを包んでなるものである。
【0005】
特許文献2の包装体は、図8に示されているように、液体を吸収する吸収体12と、この吸収体より外側に配置された防水材11とを積層して本体18を形成する母乳パッド10を収容する収容体であって、前記母乳パッドの防水材の表面側には、接着部4が設けられており、この接着部は、前記母乳パッドが前記収容体に収容された状態にて、この収容体の内側に仮固定されているものである。
【0006】
特許文献3の包装体は、図3に示されているように、液体を吸収する吸収体12と、この吸収体より外側に配置された防水材11とを積層して本体を形成する母乳パッドを収容するために、上下各1枚の帯状の部材21,22の間に前記母乳パッドを挟みこむことで構成した収容体20であって、前記上下の帯状の部材の間で、二つ折りとした前記母乳パッド10,10が、それぞれの曲折部を同じ向きになる方向に列状に連続して2つ配置されていて、かつ前記上下の帯状の部材どうしは、その周縁21a,22aに沿って互いに接着されており、さらに、前記帯状材料の一方には、前記2つの母乳パッドの間の領域にて、幅方向に沿ったミシン目24が設けられているものである。
【0007】
第1の特許文献に記載の収容体は、収容体の前記中央領域に対して、長さ方向に連設された両端部領域22,23が母乳パッドの上に折り重ねられて、周縁部を接合されているが、中央部分は解放されており、固定用テープ26で止めただけであるから、密閉性が悪い欠点がある。
第2の特許文献に記載の収容体と、第3の特許文献に記載の収容体は、ともに、包装体を(フィルム)は密閉されており、この包装体を破くだけで母乳パッドを取り出すことができるもので、前者は母乳パッド1個収容のもの、後者は母乳パッド2個収容のものについて主として記載されている。
しかしながら、これらは、包装体フィルムの中央部を破断して、中身である母乳パッドを取り出そうとするものであり、特に、母乳パッド2個集のものは、一方向に長い帯状のフィルムの中央を線状に破断して、深い袋状のフィルムから所定の大きさの母乳パッドを取り出す作業を必要としており、いまひとつ使い勝手に劣るものであった。
【0008】
本発明は、このような問題を解決するためになされたもので、二つ折りされた母乳パッド包装体を開く作業をするだけで、フィルムを破断することができ、ひとつ、あるいは2つの母乳パッドを順次容易に取り出すことができるようにした、母乳パッド包装体とその製造方法、ならびにこのようなことを可能とする母乳パッドの包装方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
上記目的は、第1の発明にあっては、包装体本体を形成するための第1のシートおよび第2のシートと、それぞれ二つ折りされて、前記第1のシートと第2のシートとの間に一列に並んで収容された第1の母乳パッドおよび第2の母乳パッドとを備えており、前記第1のシートおよび第2のシートの各外周縁が互いに接合されていて、かつ、該接合状態で前記包装体本体は、前記第1および第2の各母乳パッドが収容されている第1、第2の各領域に分かれるようにこれら領域の間で二つ折りされて、その重合部の一部を固定されており、さらに、前記第1の領域の内側の前記重合部を固定した箇所より外周縁側にはシート一枚が前記包装体本体の二つ折りの折り線と同一の方向に容易に破断することができるようにした脆弱部が形成されている母乳パッド包装体により、達成される。
【0010】
第1の発明の構成によれば、包装体本体を形成するための第1のシートおよび第2のシートと、それぞれ二つ折りされて、前記第1のシートと第2のシートとの間に一列に並んで収容された第1の母乳パッドおよび第2の母乳パッドとを備えており、前記第1のシートおよび第2のシートの各外周縁が互いに接合されているので、完全に密封された袋体の中に母乳パッドが収容されていることになる。このため、湿気が入り込む恐れなどがなく、製品品質を良好に維持できる。
また、包装体本体は、前記第1および第2の各母乳パッドが収容されている第1、第2の各領域に分かれるようにこれら領域の間で二つ折りされて、その重合部を固定されているので、2つの母乳パッドを収容した個装体としてはコンパクトに保持できる。
さらに、前記第1の領域の内側にはシート一枚が包装体本体の二つ折りの折り線と同一の方向に容易に破断することができるようにした脆弱部が形成されているので、前記重合状態で前記第1の領域と第2の領域の接合端部をそれぞれ外側方向に開くと、前記脆弱部に力が集中し、該脆弱部が破断し、さらに、包装体本体の前記外周縁の接合が破れて、内部に収容された母乳パッドを取り出すことができる。
つまり、本発明によれば、二つ折りされた母乳パッド包装体を開く作業をするだけで、シートを破断することができ、ひとつ、あるいは2つの母乳パッドを順次容易に取り出すことができるようにした、母乳パッド包装体を提供することができるものである。
【0011】
第2の発明は、第1の発明の構成において、前記第1および第2の各母乳パッドが、前記包装体本体内に同じ向きに一列に並べられることにより、前記包装体本体を前記二つ折りした状態で、これら第1および第2の母乳パッドが互い違いに重合される構成としたことを特徴とする。
前記第1および第2の母乳パッドが互い違いに重合された構成となることで、前記包装体本体を二つ折りした際に、前記母乳パッドの厚い部分が重ならず、2つの母乳パッドを収容した個装体として、よりコンパクトに保持できる。
【0012】
第3の発明は、第1または2のいずれかの発明の構成において、前記脆弱部が前記包装体本体の二つ折りの折り線と同一の方向に延びるミシン目でなり、該ミシン目の中央部では端部に比べて高い密度で孔が形成されていることを特徴とする。
前記脆弱部がミシン目であると、線状の破断容易な部分を好適に形成することができるものである。そして、包装体本体の二つ折り状態を開こうとした際に、最も応力のかかる該ミシン目の中央部の(貫通)孔密度を高くすると、より破断が容易なミシン目とすることができる。
【0013】
第4の発明は、第1ないし3のいずれかの発明の構成において、少なくとも、前記第1の領域に収容された第1の母乳パッドの表面に形成した仮接着部に対して、剥離部材の一面が貼付されており、さらに該剥離部材の他面は、前記包装体本体の内面に対して接着されていて、該剥離部材の前記第1の母乳パッドの前記仮接着部に対する貼付強度よりも前記包装体本体の内面に対する接着強度が高くなるようにされており、かつ、該剥離部材が、前記第1および第2のシートをまたぐように、前記包装体本体の内面に接着されていて、しかも該剥離部材の前記第1および第2の各シートの間に相当する箇所に脆弱部を形成したことを特徴とする。
第4の発明の構成によれば、二つ折り状態の包装体本体の第1の領域を開いて、収容されている第1の母乳パッドを取り出すと、該第1の母乳パッドに接着されていた前記剥離部材は、前記包装体本体の内面に対する接着強度の方が、該第1の母乳パッド自体に対する貼付強度よりも高くされているので、第1の母乳パッドを取り出す作業では、該第1の母乳パッド側から前記剥離部材が外れて、前記包装体本体の内面に接着されたまま残ることになる。
そして、該剥離部材が、前記第1および第2のシートをまたぐように、前記包装体本体の内面に接着されている状態であるため、外部に開かれた第1の領域と、第2の母乳パッドを収容していて未だ開かれていない第2の領域を閉じて保持できるようになっている。
さらに、この状態から、剥離部材の両端をつかんで軽く力を加えるだけで、該剥離部材の前記第1および第2の各シートの間に相当する箇所に設けた脆弱部が破断するので、前記第2の母乳パッドを収容した第2の領域を開き、該第2母乳パッドを露出できる。
【0014】
また、上記目的は、第5の発明にあっては、母乳パッドを製造する前工程と、該前工程により製造した母乳パッドを包装体により包装する後工程とを含む母乳パッド包装体の製造方法において、前記前工程が、液体を吸収するための吸収体を成形する成形工程と、成形後の前記吸収体を液体の透過を防止するバックシートと、液体透過性のトップシートの間に配置する積層工程と、製品の外周となる部分の前記トップシートとバックシートとを接着する工程と、前記トップシートが内側になるようにして二つ折りに折り畳む折り畳み工程と、個々の母乳パッドの単位に切断する切断工程とを含んでおり、前記後工程が、それぞれ長さ方向に連続する長尺のシート体である第1のシート体および第2のシート体を用意し、これら第1および第2のシート体の各一面に、母乳パッド固定部を形成するための接着剤塗布工程と、該母乳パッド固定部に対して位置決めされるようにして、第1および第2のシート体の互いに対向された前記各一面の間に、前記二つ折りした母乳パッドを一列に挟み込んで、これら第1および第2のシート体を重ねる母乳パッド収容工程と、前記二つ折りの母乳パッドが2個ずつ収容されるための個包装の区画毎に、前記重ねた第1および第2のシート体の周縁部を接合する接合工程と、前記区画毎に、前記長さ方向と直交する幅方向に沿って切断分離する個包装分離工程とを有しており、少なくとも前記母乳パッド収容工程以前に、前記第1および第2のシート体のいずれか一方に、前記個包装の長さ方向の端部近傍において、予め前記幅方向に延びる脆弱部を形成する脆弱部形成工程と、さらに、前記個包装分離工程後に、前記脆弱部が形成されたシート体の、前記脆弱部が形成された長さ方向の端部と反対側の端部付近に接着剤を塗布する接着剤塗布工程と、前記接着剤塗布工程により塗布した接着剤の塗布部が内側となるように、前記個包装を二つ折りする個包装の折り畳み工程とを含んでいる母乳パッド包装体の製造方法により、達成される。
【0015】
第5の発明の構成によれば、前工程を実行することで、包装体本体に収容される二つ折りの母乳パッドが形成される。
後工程では、包装体本体を形成するための第1のシート体および第2のシート体を用意し、これら第1および第2のシート体の各一面に、母乳パッド固定部を形成するための接着剤塗布工程を実行して、そこに、二つ折りした母乳パッドを一列に挟み込んで、これら第1および第2のシート体を重ね、母乳パッドを収容する。その状態で、二つ折りの母乳パッドが2個ずつ収容されるための個包装の区画毎に、前記重ねた第1および第2のシート体の周縁部を接合する接合工程を行い、個包装分離工程として前記区画毎に、前記長さ方向と直交する幅方向に沿って切断分離する。この段階で個包装単位の形態ができあがる。このような各工程を経るにあたり、少なくとも前記母乳パッド収容工程以前に、前記第1および第2のシート体のいずれか一方に、前記個包装の長さ方向の端部近傍において、予め前記幅方向に延びる脆弱部を形成する脆弱部形成工程を実行することで、二つ折り形態でなる母乳パッド包装体を開くだけで、シート体の一部を簡単に破断して、収容された母乳パッドを取り出すための手段を形成することができる。また、前記個包装分離工程後に、前記脆弱部が形成されたシート体の前記脆弱部が形成された長さ方向の端部と反対側の端部付近に接着剤を塗布する接着剤塗布工程と、前記接着剤塗布工程により塗布した接着剤の塗布部が内側となるように、前記個包装を二つ折りする個包装の折り畳み工程とを実行することで、個包装を二つ折りした状態で保持できるようにすることができる。
かくして、この発明によれば、二つ折りされた母乳パッド包装体を開く作業をするだけで、シートを破断することができ、ひとつ、あるいは2つの母乳パッドを順次容易に取り出すことができるようにした、母乳パッド包装体の製造方法を提供することができるものである。
【0016】
第6の発明は、第5の発明の構成において、前記前工程の前記積層工程において、前記バックシートに剥離部材を貼ることを特徴とする。
第6の発明の構成によれば、母乳パッドが直接、包装体本体内面に貼りついてしまうことを防止することができる。また、この剥離部材自体が包装体内面に接着されるようにすることで、これを使って、ひとつの母乳パッドを取り出した後の残りの母乳パッド収容部を閉じることができる。
【0017】
第7の発明は、第6の発明の構成において、前記剥離部材が、その長さ寸法をほぼ2分する位置に脆弱部を備えることを特徴とする。
第7の発明の構成によれば、前記剥離部材が、上記したように、ひとつの母乳パッドを取り出した後の残りの母乳パッド収容部を閉じている状態から、残りの母乳パッドを取り出そうとする際に、前記剥離部材の両端を押えて力を加えるだけで、前記脆弱部で破断させることができ、閉じた状態を容易に開放できる手段を形成することができる。
【0018】
第8の発明は、第7の発明の構成において、前記剥離部材が、前記バックシートに貼られる際に、前記脆弱部の位置と、前記母乳パッドを二つ折りする折り線とが重なることがないようなずれた位置に貼られることを特徴とする。
第8の発明の構成によれば、前記剥離部材が貼られた前記母乳パッドを二つ折りにする際に、前記脆弱部の位置と、前記母乳パッドを二つ折りする折線部とが重なって、使用前に該脆弱部が破断することを有効に防止することができる。
【0019】
また、上記目的は、第9の発明にあっては、それぞれ長さ方向に連続する長尺のシート体である第1のシート体および第2のシート体を用意し、これら第1および第2のシート体の各一面に、母乳パッド固定部を形成するための接着剤塗布工程と、該母乳パッド固定部に対して位置決めされるようにして、第1および第2のシート体の互いに対向された前記各一面の間に、二つ折りした母乳パッドを一列に挟み込んで、これら第1および第2のシート体を重ねる母乳パッド収容工程と、前記二つ折りの母乳パッドが2個ずつ収容されるための個包装の区画毎に、前記重ねた第1および第2のシート体の周縁部を接合する接合工程と、前記区画毎に、前記長さ方向と直交する幅方向に沿って切断分離する個包装分離工程とを有しており、少なくとも前記母乳パッド収容工程以前に、前記第1および第2のシート体のいずれか一方に、前記個包装の長さ方向の端部近傍において、予め前記幅方向に延びる脆弱部を形成する脆弱部形成工程と、さらに、前記個包装分離工程後に、前記脆弱部が形成されたシート体の、前記脆弱部が形成された長さ方向の端部と反対側の端部付近に接着剤を塗布する接着剤塗布工程と、前記接着剤塗布工程により塗布した接着剤の塗布部が内側となるように、前記個包装を二つ折りする個包装の折り畳み工程とを含んでいる母乳パッドの包装方法により、達成される。
【0020】
第9の発明の構成によれば、上記した説明から理解されるとおり、二つ折りされた母乳パッド包装体を開く作業をするだけで、シートを破断することができ、ひとつ、あるいは2つの母乳パッドを順次容易に取り出すことができるようにした、母乳パッドの包装方法を提供することができるものである。
【発明を実施するための最良の形態】
【0021】
以下、この発明の好適な実施形態を添付図面を参照しながら、詳細に説明する。
尚、以下に述べる実施形態は、本発明の好適な具体例であるから、技術的に好ましい種々の限定が付されているが、本発明の範囲は、以下の説明において特に本発明を限定する旨の記載がない限り、これらの態様に限られるものではない。
【0022】
先ず、本発明の実施形態に係る母乳パッド包装体に利用される母乳パッドの一例を説明する。
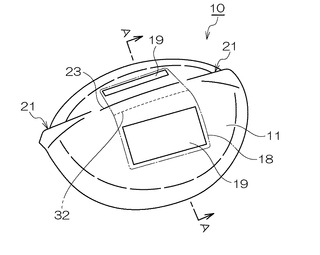
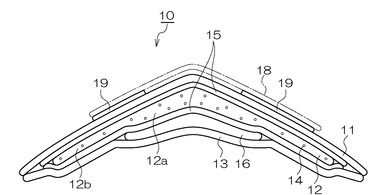
図1は、母乳パッドの外側から見た概略斜視図であり、図2は図1のA−A線断面図である。
図1と図2に示す母乳パッド10の外側(図1の上面側)には、バックシート11が配置されており、装着した時に使用者の肌に接する内面側(図2において下面側)には、トップシート13が配置されている。
トップシート13とバックシート11の間には、吸収体12が配置されて、母乳パッド10は全体として、例えばほぼ円形の製品とされている。
この吸収体12は、好ましくはティシュ15により包まれている。
さらに、トップシート13のすぐ内側で、ティシュ15に包まれた吸収体12の外側には、吸収拡散層(サブレイヤー)16が設けられている。
【0023】
上記バックシート11は、液体を通さないが、好ましくは水蒸気を透過させて蒸れを防止でき、ある程度可撓性を備えている材料が選択されることが好ましい。また、バックシート11は、従来用いられていた熱変形可能なバックシートと比べると柔軟な素材で形成されている。このような材料としては、例えばポリエチレン等の樹脂製フィルム、ポリエチレンラミネート不織布等の樹脂製フィルムの外側に不織布をラミネートしたシート材やメルトブロー製法の不織布等が用いられるが、感触の良さや、製造しやすさから、不織布と樹脂製フィルムのラミネート材を使用することが好ましい。
【0024】
上記トップシート13は、直接使用者の肌と接触する部材であり、母乳等の水分を良く透過し、肌ざわりのよい素材が選択される。つまり、トップシート13は、直接使用者の肌に触れるため、肌を必要以上に損なうことなく、肌触りのよい点等を考慮して、これに適した材料が選択される。好ましくはドライメッシュシート(ポリエチレン等により形成した網目状シート)や、レーヨン等の天然繊維やポリエチレン等の樹脂繊維等からなる不織布が用いられるが、感触の良さや製造しやすさから、天然繊維と熱融着性繊維とを混合した不織布を使用することが好ましい。
【0025】
吸収体12は、液体吸収性に優れた素材が選択され、例えば、パルプの繊維体や積層体,シート体等が用いられる。さらに吸収体12には、好ましくは、これらパルプ素材等に液体吸収性に優れ、液体をそのまま,あるいは半固化もしくは固化して保持する機能を備える材質の粒状物であるポリマー14が混入されている。
ポリマー14を構成するためのこのような材料としては、例えば吸水性の重合体が適しており、例えばポリアクリル酸塩系共重合体、澱粉−アクリロニトリルグラフト共重合体の加水分解物、澱粉−アクリル酸グラフト共重合体、ポリビニルアルコール−アクリル酸塩共重合体、カルボキシメチルセルロース変成物等が挙げられる。
そして、吸収体12は、ティシュ15に包まれている。これにより、上記粒状のポリマー等が漏れ出ないようになっている。
【0026】
このティシュ15に覆われた吸収体12の中央部は厚みを有するよう形成された厚肉部12aとされて、乳首への当接に伴うクッション性を高めて柔らかい感触となるよう構成されている。また、吸収体12の外周部は薄く形成された薄肉部12bとされて、乳房にフィットするよう構成されている。この時、厚肉部12aは中心に向かって高さが高まるよう曲面状に形成されている。
ここでは、ティシュ15で包んだ後に、薄肉部12bに厚肉部12aより強い圧縮を行って、厚みの違いを形成しているが、厚肉部12aを積層して形成しても良い。
吸収拡散層16は、吸収体12の略中心部で乳首に対応する位置に配置されている。そして、吸収体12よりも密度が粗くされることで、液体の初期吸収スピードが高く、拡散性に優れた材料であって、密度が粗いため、クッション性を有している。好ましくは、吸収体12よりも吸水性の低い繊維として、2.2デシテックス乃至7.7デシテックス程度の太さのポリエチレンやポリエステル、ポリプロピレン等を単独または組み合せて使用して嵩高(かさだか)とされた不織布や、連続発泡されたスポンジ体等を使用することができる。
【0027】
また、母乳パッド10のバックシート11の外側の上下に、使用者が着用するブラジャーなどの下着に仮固定可能な仮接着部19,19が設けられている。仮接着部19,19は粘着剤の上にさらに剥離部材が固定されている。剥離部材の材質は限られないが、例えば、容易に剥離できる処理がされた紙製の剥離部材である剥離紙を用いることができる。この実施形態では、仮接着部19に、後述する接着剤を介して剥離紙18が貼着ないし貼付されている。
【0028】
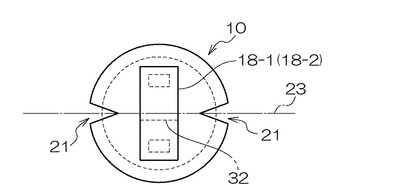
さらに、母乳パッド10の外縁付近の互いに対向する位置、もしくは円形の形状の中心に対して互いに対称の位置に接合部21,21を形成することにより、全体としてお椀を伏せたようなほぼドーム状の形態を形成している。
この接合部21,21は、次のようにして形成されている。
例えば、円形の吸収体12をトップシート13とバックシート11とで挟んだ構造において、外周の互いに対向する位置から、吸収体12だけについて切欠きを形成する。この切欠きは内方へ向かって縮幅するほぼ三角形の切欠きであり、このときトップシート13とバックシート11は切欠きを形成しない。吸収体12に切欠きを形成した領域では、バックシート11とトップシート13が、その一部を重ねられる。そして、これら切欠きの頂点どうしを結ぶ仮想の中心線23に沿って全体を二つ折りにして、前記切欠きの領域においては、対向するトップシート同士を接合してなるものである。
【0029】
このような構成にあっては、接合部21に対応した部位は、吸収体12の厚肉部12aや吸収拡散層16が配置されておらず、トップシート13とバックシート11だけが積層された状態であり、母乳パッド10全体では、両端になる接合部21,21の部分を摘んだ形態とされる結果、接合部21,21の支持力により母乳パッド10全体は、ほぼドーム状の形態を形成することになる。
好ましくは、各接合部21,21の角部を面取りして、面取り部が形成されている。
【0030】
このような母乳パッド10は、例えば、後述する方法により製造され、包装体本体に包装されて収容される。以下、この母乳パッドを包装体に収容した製品としての母乳パッド包装体の製造方法の実施形態を説明する。
(母乳パッド包装体の製造方法)
(母乳パッドの製造方法)
先ず、母乳パッド包装体に収容される前記母乳パッドの製造方法の一例を説明する。
【0031】
(前工程)
(成形工程)
図示しない搬送ラインの最初の部分では、図示しない供給ロールからティシュ15−1が帯状の材料として送りだされる。ティシュ15−1は上記搬送ラインに沿って送られる。そして、搬送ライン上のティシュ15−1の中央には、図示しないパルプ供給手段から粉砕されたパルプがポリマーと混合されて成形された吸収体が配置され、さらに、吸収体の上へ、別のティシュ15−2が送られてくる。ティシュ15−1とティシュ15−2とでパルプ等からなる吸収体12を包んで吸収体本体を形成する。
【0032】
続いて、ティシュ15で包まれた吸収体12を各製品における円形の形状および大きさおよび、図1で説明した接合部21を形成するための切欠き状の打ち抜き部に対応するように、吸収体の外形をティシュと共に、略円形にカットする。
この時、吸収体12に対して、中央部よりも外周部の圧力が高くなるよう上下から圧力がかけられて、中央部が厚肉部12aに、外周部が薄肉部12bになるよう圧縮する(図2参照)。そして、ティシュ15と吸収体12が確実に一体化される。
【0033】
その後、ティシュ15で覆われた吸収体12は、以降の工程で、トップシートとバックシートに挟まれて収容されることになる。
【0034】
(積層工程および接着工程)
上記したティシュ15で覆われた吸収体12を、トップシート13を切り出すためのシート状をした帯状材料13−1と、予め接着剤を塗布したバックシート11を切り出すためのシート状をした帯状材料11−1の間に挟み込んで、バックシートの帯状材料とティシュ15で覆われた吸収体12とを積層固定すると共に、ティシュ15で覆われた吸収体12の外周となる領域と、切欠き部におけるバックシートの帯状材料とトップシートの帯状材料についても接着して固定し、トップシート13とバックシート11とで該ティシュ15で覆われた吸収体12を挟んだ状態で固定する。この状態では積層した状態で連続するひとつの帯状材料となっている。
好ましくは、この発明では、上記した前工程の一部である積層工程において、以下の工程を予め実行しておき、剥離部材を用意しておく。
【0035】
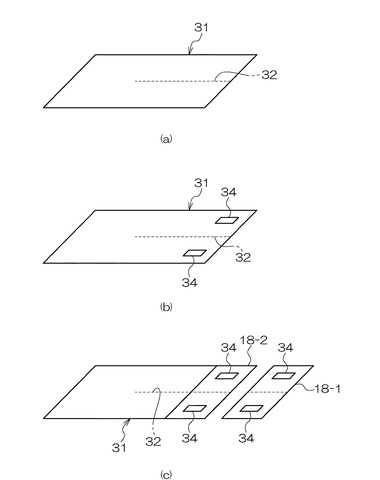
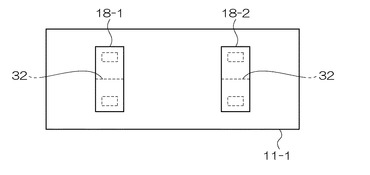
図3は、剥離部材の好ましい形成方法について概略を示したもので、剥離部材18としては、既に説明したように、剥離紙を用いる。
図3(a)の剥離紙材料31は図1の剥離部材18を複数もしくは多数分離可能な大きさの紙のシート体である。
図において剥離紙材料31の幅寸法の約1/2程度の箇所において、長さ方向に延びる脆弱部、例えば、ミシン目32を形成する。
次に、図3(b)に示すように、剥離紙材料31の表面に、前記ミシン目32を挟んでほぼ対称の位置に、接着剤を塗布し、母乳パッドに対して貼付されることができるように接着部34,34を形成する。この接着部34,34はズレ止めであり、例えば、ホットメルト接着剤を塗布して形成される。
続いて、図3(c)に示すように、剥離紙部材31から、ひとつずつの剥離紙18−1,18−2を切断、分離する。
【0036】
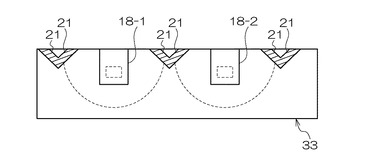
次いで、図4は、バックシート11を形成するための帯状材料11−1に剥離紙18−1,18−2を貼る工程を示している。
ここで、バックシートを形成するための帯状材料11−1は、具体的には、ポリエチレン等の樹脂製フィルム、ポリエチレンラミネート不織布等の樹脂製フィルムの外側に不織布をラミネートしたシート材やメルトブロー製法の不織布等で形成されることができる。製造工程では、このような素材でなるバックシートを成形するための帯状材料11−1が図示しない供給ロールから送出され搬送方向に沿って送られる。
このようなバックシートを形成するための帯状材料11−1の一面には、包装体本体に収容される母乳パッドどうしの間隔に合わせて剥離紙18−1,18−2が順次貼り付けられる。
【0037】
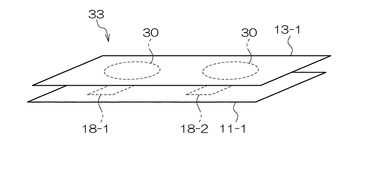
図5は図4の状態の上に、トップシート13を形成するための帯状材料13−1が配置される様子を示しており、製造工程では、トップシートを形成するための帯状材料13−1も図示しない供給ロールから送出される。このトップシ−トを形成するための帯状材料13−1は、具体的には、ポリエチレン等により形成した網目状シートであるドライメッシュシートやレーヨン等の天然繊維やポリエチレン等の樹脂繊維等からなる不織布で、例えば、熱融着性繊維を混合したものである。
ここで、トップシートを形成するための帯状材料13−1とバックシートを形成するための帯状材料11−1は次のような位置関係となるようにして、前記した積層工程が行われる。すなわち、バックシート11の剥離紙が貼付けられていない面とトップシート13とでティシュ15で覆われた吸収体12を挟んだ状態で固定する。これによりトップシートを形成するための帯状材料13−1と、剥離紙が貼付けられたバックシートを形成するための帯状材料11−1はティシュ15で覆われた吸収体12を挟んで積層した状態で連続するひとつの帯状材料33となっている。
なお、点線30で示す領域が、これより後の工程で製品である母乳パッドとしてカットされる領域を示している。
この点線30の外側領域を接着する。
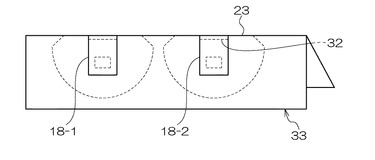
【0038】
また、点線30の領域との関係では、図6に示す位置に剥離紙18−1が貼られる。すなわち、剥離紙18−1の脆弱部であるミシン目32の位置と、母乳パッドを二つ折りする折線部23(仮想の中心線)とが重なることがないようなずれた位置に貼られることを示している。
(折り畳み工程)
次に、上記積層した帯状材料33について、トップシートとなる帯状材料13−1側が内側になるようにして、製造工程に設けた材料の折り手段、例えば、折り板によって、図1で説明した折り線23に沿って二つ折りする(図7)。
【0039】
(シール工程)
次にシール工程を実行することにより、図1で説明した接合部21の部分を加熱加圧接合する(図8)。
この際、接合部21以外の外側領域にもシール工程を実行しても良い。
(切断工程)
次いで、帯状材料33について、個々の円形の製品に対応してその外周に沿ってカットする。この際、外周カット線は製品どうしの間である特定の箇所を完全に切り離さないように形成される。
次に、帯状材料33の連続する各母乳パッド10どうしの間の切断線でカットする。
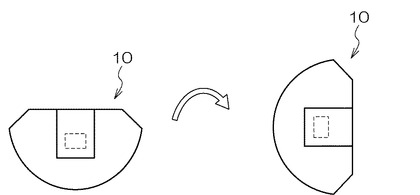
これにより、図9に示すように個々の母乳パッド10が得られるので、さらに、後述する工程を経ることにより、二つ折りにした母乳パッド10を2個ずつ個装する包装方法を実行する。
その包装工程を実行する前に、矢印で示す搬送方向に関して、図9に示すように包装の際の整列方向に合わせて向きを変える。
【0040】
(後工程)
(母乳パッドの包装方法)
(接着剤塗布工程)
まず、第1および第2のシート体を用意する。これらのシート体はそれぞれ長尺の帯状のシート体であり、例えば、透明で気密および液密構造を備えるフィルム体が適しており、例えば、ポリエチレンフィルムにより形成することができる。
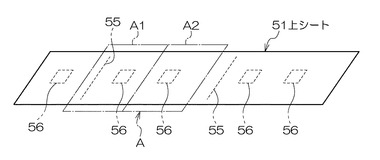
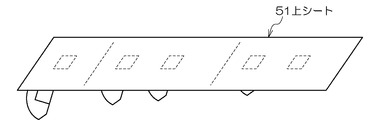
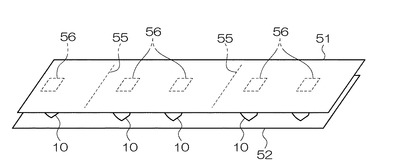
図10の符合51は、第1のシートでなる上シートである。
上シート51に関して、鎖線で示す領域Aは、個包装の包装単位を示す領域である。この領域Aは、上シート51の長さ方向に関して、連続して並ぶように設けられる。領域Aを長さ方向に2分した第1の領域A1と第2の領域A2は、それぞれ母乳パッドがひとつずつ収容されるべき領域である。すなわち、個装単位の領域A内には、2個の母乳パッドが収容されることになる。
【0041】
図10では、領域Aの第1の領域A1の前端よりに、上シート51の幅方向に延びる脆弱部が形成される。脆弱部はこの場合、ミシン目55である。このミシン目55は、好ましくは、その長さ寸法に関して中央部では、端部に比べて高い密度で貫通孔が形成される。
さらに、第1の領域A1と第2の領域A2のほぼ中央部に、母乳パッド固定部56,56を形成する。母乳パッド固定部は、図10では、上シート51の裏面側において、点線による符号56で示す箇所に接着剤を塗布することにより形成される。接着剤としてはホットメルトが好適に使用される。この母乳パッド固定部56は、剥離紙を介して母乳パッドを包装体内で固定し、位置ズレしないようにするものである。
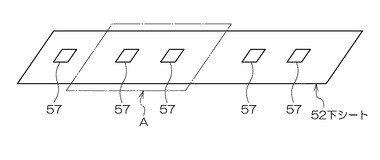
図11に示す下シート52は、上記した第2のシートであり、上シート51と同様の材質でなるものである。
下シート52は、図10の上シートと対向させて配置され、下シート52について、上シート51に形成した母乳パッド固定部56に対向する位置であって、図11における下シート52の表面側の対応する位置に、接着剤を塗布することで、母乳パッド固定部57が形成される。
【0042】
(母乳パッド収容工程)
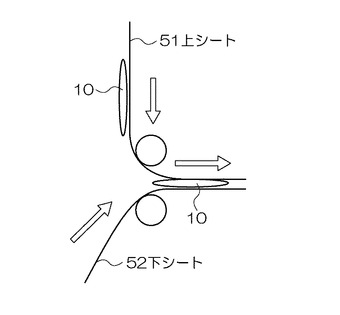
図12に示すように、裏面側に母乳パッド10を所定の間隔で一列にならぶように母乳パッド固定部56に母乳パッド10の剥離部材18を固定した上シート51と、上記した工程を経た下シート52とを、図13に示すように、例えば所定の間隔で対向させた一対の送りローラの間に導く。これにより、図14に示すように上シート51と下シート52の互いに対向された前記各一面の間に、二つ折りした母乳パッド10を一列に挟み込んで、これら上シート51と下シート52を重ねる。
この際に、下シート52の母乳パッド固定部57に母乳パッド10の剥離部材18が固定されるようにする。
【0043】
(接合工程)
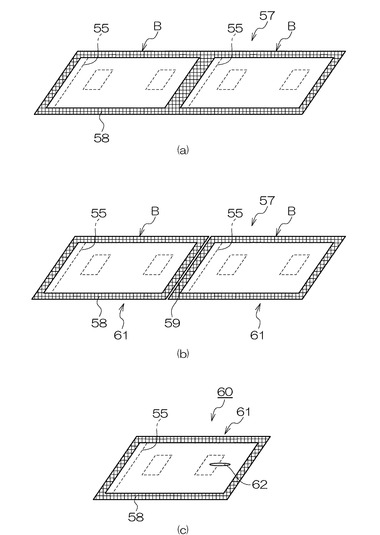
図15(a)に示すように、上記した母乳パッド収容工程により上シート51と下シート52を重合した重合シート57は、個包装の区画B毎に、図示しない二つ折り母乳パッドが同じ向きで並んで2個ずつ収容されており、この区画Bの周縁部であり上シート51と下シート52の重ねたシート接合端部58を、例えばヒートシールなどの手段で接合する。
(個包装分離工程)
続いて、図15(b)に示すように、個包装の区画B毎になるように、その境界位置59で幅方向に沿って切断することによって、個包装単位で切り離す。これにより包装体本体61が切り離される。なお、この明細書では、収容された母乳パッドを除く個装のシート部分を包装体本体61という。
(接着剤塗布工程)
次に、図15(c)に示すように、脆弱部であるミシン目55が形成された上シート51の長さ方向のミシン目55が形成された側と反対側の端部付近に接着剤62を塗布する。
これにより、母乳パッド包装体60が完成する。
【0044】
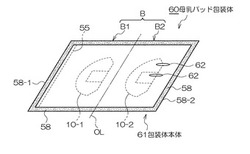
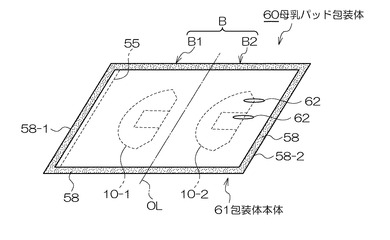
(母乳パッド包装体の構成)
この母乳パッド包装体60の構成を図16を参照してより詳しく説明すると、図16において、包装体本体61は、第1のシートおよび第2のシートである上シート51と下シート52から形成されたものであることは上述の通りである。この包装体本体61は、長さ方向の仮想の中心線OLで二つ折りされ、それにより区分される第1の領域B1と第2の領域B2にそれぞれ母乳パッド10−1,10−2が同じ向きに揃えて収容されている。
【0045】
ここで、符号55は脆弱部であり、第1の領域B1の端部において、仮想の中心線OLに対向するシート接合端部58−1より僅かに内側に長さ方向に沿って形成されている。
他方、第2の領域B2の表面には、仮想の中心線OLに対向するシート接合端部58−2から、第1の領域B1側で上記脆弱部55が形成される位置よりさらに内側で、ひとつ、もしくは複数の接着剤塗布部62,62を形成している。
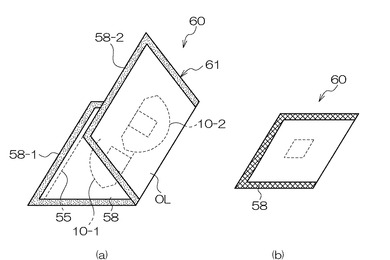
これにより、図17(a)に示すように、包装体本体61を仮想の中心線OLで二つ折りにして、図17(b)に示すように重合すると、図16の接着剤塗布部62,62が、
第1の領域B1側に固着して、固定されることになる。
このため、本実施形態の母乳パッド包装体60は、包装体本体61という完全に密封された袋体の中に母乳パッド10−1,10−2が収容されていることになる。このため、湿気が入り込む恐れなどがなく、製品品質を良好に維持できる。
【0046】
また、包装体本体61は、前記第1および第2の各母乳パッド10−1,10−2が収容されている第1、第2の各領域B1,B2に分かれるようにこれら領域の間で二つ折りされて、その重合部が接着剤塗布部62により固定されているので、2つの母乳パッド10−1,10−2を収容した個装体としてはコンパクトに保持できる。
さらに、包装体本体61の上シート51の一端が長さ方向に容易に破断することができるようにした脆弱部55が形成されているので、前記重合状態でシート接合端部58−1,58−2をそれぞれ外側方向に開くと、脆弱部55に力が集中し、該脆弱部が破断して、さらにシート接合端部58が徐々に破れ、内部に収容された母乳パッドを取り出すことができる。
【0047】
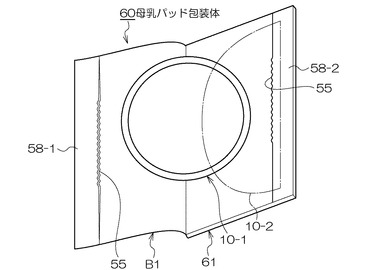
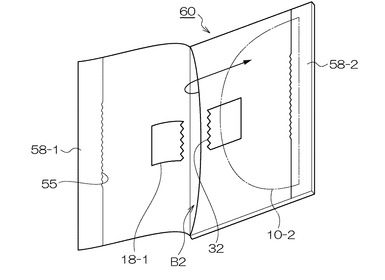
図18ないし図21は、母乳パッド包装体60の使用例を示している。
図18において、母乳パッド包装体60の包装体本体61において、その第1の領域B1のシート接合端部58−1と、第2の領域B2のシート接合端部58−2を左右それぞれの手でつまんで、開く。
この時、上述のように脆弱部が破断し、さらにシート接合端部58が徐々に破れる。そのまま大きく開くと、母乳パッド10−1が二つ折り状態から開いた状態となって露出する。この状態では、母乳パッド10−1の裏側で、図1で説明した剥離紙が包装体本体61の内面との間に介在して、母乳パッド10−1を保持している。
そこで、この母乳パッド10−1を持って引っ張ると、剥離紙の母乳パッド10−1の仮接着部に対する貼付強度よりも包装体本体61の内面に対する接着強度が高くなるようにされているので、図19のように、母乳パッド10−1が剥離紙18−1より剥がれ、剥離紙18−1だけが包装体本体61側に固定された状態で残る。
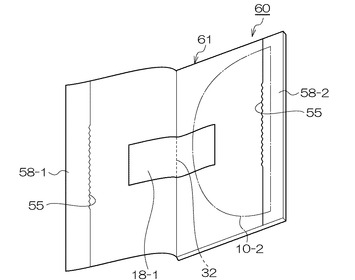
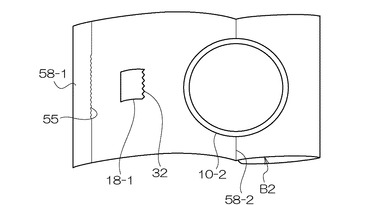
【0048】
このとき、図19に示されているように、該剥離紙18−1が、第1のシートである上シート51と第2のシートである下シート52をまたぐように、包装体本体61の内面に接着されている状態であるためもうひとつの母乳パッド10−2を収容していて未だ開かれていない第2の領域B2を閉じて保持できるようになっている。
さらに、この状態から、剥離紙18−1の両端をつかんで軽く力を加えると、図20に示すように、該剥離紙18−1に設けた脆弱部32が破断する。さらに、矢印に示すように、第2の領域B2を開く(周辺の重合端部を開く)と、図21に示す状態となる。
すなわち、第2の領域B2内の母乳パッド10−2が露出するので、これを容易に取り出すことができる。
かくして、上述した実施形態によれば、二つ折りされた母乳パッド包装体60を開く作業をするだけで、フィルムを破断することができ、ひとつ、あるいは2つの母乳パッドを順次容易に取り出すことができるようにした、母乳パッド包装体60とその製造方法、ならびにこのようなことを可能とする母乳パッドの包装方法を提供することができる。
【0049】
本発明は上述の実施形態に限定されない。
例えばバックシート11やトップシート13の内側には、吸収体12やサブレイヤー16、ティシュ15だけでなく、他の物をさらに収容してもよい。
包装体本体は上述の素材以外のもので形成することもできる。
また、上述の各実施形態の各構成部分を、任意に選択して組み合わせてもよい。
【図面の簡単な説明】
【0050】
【図1】本発明による母乳パッドの実施形態の概略斜視図。
【図2】図1の母乳パッドのA−A線概略断面図。
【図3】本発明に利用される剥離部材の形成方法の一例を示す工程図。
【図4】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図5】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図6】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図7】図1の母乳パッドのシール構造を示す拡大図である。
【図8】図1の母乳パッドのシール構造を示す拡大図である。
【図9】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図10】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図11】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図12】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図13】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図14】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図15】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図16】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図であり、母乳パッド構造体の構成を示す図。
【図17】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図18】母乳パッド包装体の使用方法を示す説明図。
【図19】母乳パッド包装体の使用方法を示す説明図。
【図20】母乳パッド包装体の使用方法を示す説明図。
【図21】母乳パッド包装体の使用方法を示す説明図。
【符号の説明】
【0051】
10(10−1,10−2)・・・母乳パッド、11・・・バックシート、12・・・吸収体、13・・・トップシート、16・・・吸収拡散層(サブレイヤー)、21・・・接合部、22・・・切欠き部、23・・・折り線、60・・・母乳パッド包装体、61・・・包装体本体、B1・・・第1の領域、B2・・・第2の領域
【技術分野】
【0001】
この発明は、授乳期の母親が、ブラジャー等の下着と乳房との間に介装するための母乳パッドを個装した母乳パッド包装体と、その製造方法ならびに母乳パッドの包装方法に関するものである。
【背景技術】
【0002】
従来、母乳パッドは、母乳を吸収できる材料を用いて、多くのものは例えば円形に形成され、使用者の乳房の前面にかぶせるように密着させて使用できるように、ドーム状の形状とされている。
このような母乳パッドは、例えば、ポリエチレンフィルムなどで形成した袋体に個装されて、販売され、あるいは使用者により携帯されるようになっている。
このような母乳パッドの包装体(「収容体」ともいう)としては、特許文献1ないし特許文献3のものがある。
これらの包装体は、全て本出願人によるものであり、順次改良を重ねてきたものであるが、以下で説明するように、さらに改良の余地のあるものであった。
【0003】
【特許文献1】特開2000−247358
【特許文献2】特開2000−309391
【特許文献3】特開2001−88866
【発明の開示】
【発明が解決しようとする課題】
【0004】
特許文献1の包装体は、図4に示されているように、一方向に帯状に長い前記収容体20の中央領域に対して、二つ折りとした前記母乳パッド10が同じ向きにして直列に2つ配置されており、前記収容体の前記中央領域に対して、長さ方向に連設された両端部領域22,23が前記2つの母乳パッドの上に折り重ねられるようにして、2つの母乳パッドを包んでなるものである。
【0005】
特許文献2の包装体は、図8に示されているように、液体を吸収する吸収体12と、この吸収体より外側に配置された防水材11とを積層して本体18を形成する母乳パッド10を収容する収容体であって、前記母乳パッドの防水材の表面側には、接着部4が設けられており、この接着部は、前記母乳パッドが前記収容体に収容された状態にて、この収容体の内側に仮固定されているものである。
【0006】
特許文献3の包装体は、図3に示されているように、液体を吸収する吸収体12と、この吸収体より外側に配置された防水材11とを積層して本体を形成する母乳パッドを収容するために、上下各1枚の帯状の部材21,22の間に前記母乳パッドを挟みこむことで構成した収容体20であって、前記上下の帯状の部材の間で、二つ折りとした前記母乳パッド10,10が、それぞれの曲折部を同じ向きになる方向に列状に連続して2つ配置されていて、かつ前記上下の帯状の部材どうしは、その周縁21a,22aに沿って互いに接着されており、さらに、前記帯状材料の一方には、前記2つの母乳パッドの間の領域にて、幅方向に沿ったミシン目24が設けられているものである。
【0007】
第1の特許文献に記載の収容体は、収容体の前記中央領域に対して、長さ方向に連設された両端部領域22,23が母乳パッドの上に折り重ねられて、周縁部を接合されているが、中央部分は解放されており、固定用テープ26で止めただけであるから、密閉性が悪い欠点がある。
第2の特許文献に記載の収容体と、第3の特許文献に記載の収容体は、ともに、包装体を(フィルム)は密閉されており、この包装体を破くだけで母乳パッドを取り出すことができるもので、前者は母乳パッド1個収容のもの、後者は母乳パッド2個収容のものについて主として記載されている。
しかしながら、これらは、包装体フィルムの中央部を破断して、中身である母乳パッドを取り出そうとするものであり、特に、母乳パッド2個集のものは、一方向に長い帯状のフィルムの中央を線状に破断して、深い袋状のフィルムから所定の大きさの母乳パッドを取り出す作業を必要としており、いまひとつ使い勝手に劣るものであった。
【0008】
本発明は、このような問題を解決するためになされたもので、二つ折りされた母乳パッド包装体を開く作業をするだけで、フィルムを破断することができ、ひとつ、あるいは2つの母乳パッドを順次容易に取り出すことができるようにした、母乳パッド包装体とその製造方法、ならびにこのようなことを可能とする母乳パッドの包装方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
上記目的は、第1の発明にあっては、包装体本体を形成するための第1のシートおよび第2のシートと、それぞれ二つ折りされて、前記第1のシートと第2のシートとの間に一列に並んで収容された第1の母乳パッドおよび第2の母乳パッドとを備えており、前記第1のシートおよび第2のシートの各外周縁が互いに接合されていて、かつ、該接合状態で前記包装体本体は、前記第1および第2の各母乳パッドが収容されている第1、第2の各領域に分かれるようにこれら領域の間で二つ折りされて、その重合部の一部を固定されており、さらに、前記第1の領域の内側の前記重合部を固定した箇所より外周縁側にはシート一枚が前記包装体本体の二つ折りの折り線と同一の方向に容易に破断することができるようにした脆弱部が形成されている母乳パッド包装体により、達成される。
【0010】
第1の発明の構成によれば、包装体本体を形成するための第1のシートおよび第2のシートと、それぞれ二つ折りされて、前記第1のシートと第2のシートとの間に一列に並んで収容された第1の母乳パッドおよび第2の母乳パッドとを備えており、前記第1のシートおよび第2のシートの各外周縁が互いに接合されているので、完全に密封された袋体の中に母乳パッドが収容されていることになる。このため、湿気が入り込む恐れなどがなく、製品品質を良好に維持できる。
また、包装体本体は、前記第1および第2の各母乳パッドが収容されている第1、第2の各領域に分かれるようにこれら領域の間で二つ折りされて、その重合部を固定されているので、2つの母乳パッドを収容した個装体としてはコンパクトに保持できる。
さらに、前記第1の領域の内側にはシート一枚が包装体本体の二つ折りの折り線と同一の方向に容易に破断することができるようにした脆弱部が形成されているので、前記重合状態で前記第1の領域と第2の領域の接合端部をそれぞれ外側方向に開くと、前記脆弱部に力が集中し、該脆弱部が破断し、さらに、包装体本体の前記外周縁の接合が破れて、内部に収容された母乳パッドを取り出すことができる。
つまり、本発明によれば、二つ折りされた母乳パッド包装体を開く作業をするだけで、シートを破断することができ、ひとつ、あるいは2つの母乳パッドを順次容易に取り出すことができるようにした、母乳パッド包装体を提供することができるものである。
【0011】
第2の発明は、第1の発明の構成において、前記第1および第2の各母乳パッドが、前記包装体本体内に同じ向きに一列に並べられることにより、前記包装体本体を前記二つ折りした状態で、これら第1および第2の母乳パッドが互い違いに重合される構成としたことを特徴とする。
前記第1および第2の母乳パッドが互い違いに重合された構成となることで、前記包装体本体を二つ折りした際に、前記母乳パッドの厚い部分が重ならず、2つの母乳パッドを収容した個装体として、よりコンパクトに保持できる。
【0012】
第3の発明は、第1または2のいずれかの発明の構成において、前記脆弱部が前記包装体本体の二つ折りの折り線と同一の方向に延びるミシン目でなり、該ミシン目の中央部では端部に比べて高い密度で孔が形成されていることを特徴とする。
前記脆弱部がミシン目であると、線状の破断容易な部分を好適に形成することができるものである。そして、包装体本体の二つ折り状態を開こうとした際に、最も応力のかかる該ミシン目の中央部の(貫通)孔密度を高くすると、より破断が容易なミシン目とすることができる。
【0013】
第4の発明は、第1ないし3のいずれかの発明の構成において、少なくとも、前記第1の領域に収容された第1の母乳パッドの表面に形成した仮接着部に対して、剥離部材の一面が貼付されており、さらに該剥離部材の他面は、前記包装体本体の内面に対して接着されていて、該剥離部材の前記第1の母乳パッドの前記仮接着部に対する貼付強度よりも前記包装体本体の内面に対する接着強度が高くなるようにされており、かつ、該剥離部材が、前記第1および第2のシートをまたぐように、前記包装体本体の内面に接着されていて、しかも該剥離部材の前記第1および第2の各シートの間に相当する箇所に脆弱部を形成したことを特徴とする。
第4の発明の構成によれば、二つ折り状態の包装体本体の第1の領域を開いて、収容されている第1の母乳パッドを取り出すと、該第1の母乳パッドに接着されていた前記剥離部材は、前記包装体本体の内面に対する接着強度の方が、該第1の母乳パッド自体に対する貼付強度よりも高くされているので、第1の母乳パッドを取り出す作業では、該第1の母乳パッド側から前記剥離部材が外れて、前記包装体本体の内面に接着されたまま残ることになる。
そして、該剥離部材が、前記第1および第2のシートをまたぐように、前記包装体本体の内面に接着されている状態であるため、外部に開かれた第1の領域と、第2の母乳パッドを収容していて未だ開かれていない第2の領域を閉じて保持できるようになっている。
さらに、この状態から、剥離部材の両端をつかんで軽く力を加えるだけで、該剥離部材の前記第1および第2の各シートの間に相当する箇所に設けた脆弱部が破断するので、前記第2の母乳パッドを収容した第2の領域を開き、該第2母乳パッドを露出できる。
【0014】
また、上記目的は、第5の発明にあっては、母乳パッドを製造する前工程と、該前工程により製造した母乳パッドを包装体により包装する後工程とを含む母乳パッド包装体の製造方法において、前記前工程が、液体を吸収するための吸収体を成形する成形工程と、成形後の前記吸収体を液体の透過を防止するバックシートと、液体透過性のトップシートの間に配置する積層工程と、製品の外周となる部分の前記トップシートとバックシートとを接着する工程と、前記トップシートが内側になるようにして二つ折りに折り畳む折り畳み工程と、個々の母乳パッドの単位に切断する切断工程とを含んでおり、前記後工程が、それぞれ長さ方向に連続する長尺のシート体である第1のシート体および第2のシート体を用意し、これら第1および第2のシート体の各一面に、母乳パッド固定部を形成するための接着剤塗布工程と、該母乳パッド固定部に対して位置決めされるようにして、第1および第2のシート体の互いに対向された前記各一面の間に、前記二つ折りした母乳パッドを一列に挟み込んで、これら第1および第2のシート体を重ねる母乳パッド収容工程と、前記二つ折りの母乳パッドが2個ずつ収容されるための個包装の区画毎に、前記重ねた第1および第2のシート体の周縁部を接合する接合工程と、前記区画毎に、前記長さ方向と直交する幅方向に沿って切断分離する個包装分離工程とを有しており、少なくとも前記母乳パッド収容工程以前に、前記第1および第2のシート体のいずれか一方に、前記個包装の長さ方向の端部近傍において、予め前記幅方向に延びる脆弱部を形成する脆弱部形成工程と、さらに、前記個包装分離工程後に、前記脆弱部が形成されたシート体の、前記脆弱部が形成された長さ方向の端部と反対側の端部付近に接着剤を塗布する接着剤塗布工程と、前記接着剤塗布工程により塗布した接着剤の塗布部が内側となるように、前記個包装を二つ折りする個包装の折り畳み工程とを含んでいる母乳パッド包装体の製造方法により、達成される。
【0015】
第5の発明の構成によれば、前工程を実行することで、包装体本体に収容される二つ折りの母乳パッドが形成される。
後工程では、包装体本体を形成するための第1のシート体および第2のシート体を用意し、これら第1および第2のシート体の各一面に、母乳パッド固定部を形成するための接着剤塗布工程を実行して、そこに、二つ折りした母乳パッドを一列に挟み込んで、これら第1および第2のシート体を重ね、母乳パッドを収容する。その状態で、二つ折りの母乳パッドが2個ずつ収容されるための個包装の区画毎に、前記重ねた第1および第2のシート体の周縁部を接合する接合工程を行い、個包装分離工程として前記区画毎に、前記長さ方向と直交する幅方向に沿って切断分離する。この段階で個包装単位の形態ができあがる。このような各工程を経るにあたり、少なくとも前記母乳パッド収容工程以前に、前記第1および第2のシート体のいずれか一方に、前記個包装の長さ方向の端部近傍において、予め前記幅方向に延びる脆弱部を形成する脆弱部形成工程を実行することで、二つ折り形態でなる母乳パッド包装体を開くだけで、シート体の一部を簡単に破断して、収容された母乳パッドを取り出すための手段を形成することができる。また、前記個包装分離工程後に、前記脆弱部が形成されたシート体の前記脆弱部が形成された長さ方向の端部と反対側の端部付近に接着剤を塗布する接着剤塗布工程と、前記接着剤塗布工程により塗布した接着剤の塗布部が内側となるように、前記個包装を二つ折りする個包装の折り畳み工程とを実行することで、個包装を二つ折りした状態で保持できるようにすることができる。
かくして、この発明によれば、二つ折りされた母乳パッド包装体を開く作業をするだけで、シートを破断することができ、ひとつ、あるいは2つの母乳パッドを順次容易に取り出すことができるようにした、母乳パッド包装体の製造方法を提供することができるものである。
【0016】
第6の発明は、第5の発明の構成において、前記前工程の前記積層工程において、前記バックシートに剥離部材を貼ることを特徴とする。
第6の発明の構成によれば、母乳パッドが直接、包装体本体内面に貼りついてしまうことを防止することができる。また、この剥離部材自体が包装体内面に接着されるようにすることで、これを使って、ひとつの母乳パッドを取り出した後の残りの母乳パッド収容部を閉じることができる。
【0017】
第7の発明は、第6の発明の構成において、前記剥離部材が、その長さ寸法をほぼ2分する位置に脆弱部を備えることを特徴とする。
第7の発明の構成によれば、前記剥離部材が、上記したように、ひとつの母乳パッドを取り出した後の残りの母乳パッド収容部を閉じている状態から、残りの母乳パッドを取り出そうとする際に、前記剥離部材の両端を押えて力を加えるだけで、前記脆弱部で破断させることができ、閉じた状態を容易に開放できる手段を形成することができる。
【0018】
第8の発明は、第7の発明の構成において、前記剥離部材が、前記バックシートに貼られる際に、前記脆弱部の位置と、前記母乳パッドを二つ折りする折り線とが重なることがないようなずれた位置に貼られることを特徴とする。
第8の発明の構成によれば、前記剥離部材が貼られた前記母乳パッドを二つ折りにする際に、前記脆弱部の位置と、前記母乳パッドを二つ折りする折線部とが重なって、使用前に該脆弱部が破断することを有効に防止することができる。
【0019】
また、上記目的は、第9の発明にあっては、それぞれ長さ方向に連続する長尺のシート体である第1のシート体および第2のシート体を用意し、これら第1および第2のシート体の各一面に、母乳パッド固定部を形成するための接着剤塗布工程と、該母乳パッド固定部に対して位置決めされるようにして、第1および第2のシート体の互いに対向された前記各一面の間に、二つ折りした母乳パッドを一列に挟み込んで、これら第1および第2のシート体を重ねる母乳パッド収容工程と、前記二つ折りの母乳パッドが2個ずつ収容されるための個包装の区画毎に、前記重ねた第1および第2のシート体の周縁部を接合する接合工程と、前記区画毎に、前記長さ方向と直交する幅方向に沿って切断分離する個包装分離工程とを有しており、少なくとも前記母乳パッド収容工程以前に、前記第1および第2のシート体のいずれか一方に、前記個包装の長さ方向の端部近傍において、予め前記幅方向に延びる脆弱部を形成する脆弱部形成工程と、さらに、前記個包装分離工程後に、前記脆弱部が形成されたシート体の、前記脆弱部が形成された長さ方向の端部と反対側の端部付近に接着剤を塗布する接着剤塗布工程と、前記接着剤塗布工程により塗布した接着剤の塗布部が内側となるように、前記個包装を二つ折りする個包装の折り畳み工程とを含んでいる母乳パッドの包装方法により、達成される。
【0020】
第9の発明の構成によれば、上記した説明から理解されるとおり、二つ折りされた母乳パッド包装体を開く作業をするだけで、シートを破断することができ、ひとつ、あるいは2つの母乳パッドを順次容易に取り出すことができるようにした、母乳パッドの包装方法を提供することができるものである。
【発明を実施するための最良の形態】
【0021】
以下、この発明の好適な実施形態を添付図面を参照しながら、詳細に説明する。
尚、以下に述べる実施形態は、本発明の好適な具体例であるから、技術的に好ましい種々の限定が付されているが、本発明の範囲は、以下の説明において特に本発明を限定する旨の記載がない限り、これらの態様に限られるものではない。
【0022】
先ず、本発明の実施形態に係る母乳パッド包装体に利用される母乳パッドの一例を説明する。
図1は、母乳パッドの外側から見た概略斜視図であり、図2は図1のA−A線断面図である。
図1と図2に示す母乳パッド10の外側(図1の上面側)には、バックシート11が配置されており、装着した時に使用者の肌に接する内面側(図2において下面側)には、トップシート13が配置されている。
トップシート13とバックシート11の間には、吸収体12が配置されて、母乳パッド10は全体として、例えばほぼ円形の製品とされている。
この吸収体12は、好ましくはティシュ15により包まれている。
さらに、トップシート13のすぐ内側で、ティシュ15に包まれた吸収体12の外側には、吸収拡散層(サブレイヤー)16が設けられている。
【0023】
上記バックシート11は、液体を通さないが、好ましくは水蒸気を透過させて蒸れを防止でき、ある程度可撓性を備えている材料が選択されることが好ましい。また、バックシート11は、従来用いられていた熱変形可能なバックシートと比べると柔軟な素材で形成されている。このような材料としては、例えばポリエチレン等の樹脂製フィルム、ポリエチレンラミネート不織布等の樹脂製フィルムの外側に不織布をラミネートしたシート材やメルトブロー製法の不織布等が用いられるが、感触の良さや、製造しやすさから、不織布と樹脂製フィルムのラミネート材を使用することが好ましい。
【0024】
上記トップシート13は、直接使用者の肌と接触する部材であり、母乳等の水分を良く透過し、肌ざわりのよい素材が選択される。つまり、トップシート13は、直接使用者の肌に触れるため、肌を必要以上に損なうことなく、肌触りのよい点等を考慮して、これに適した材料が選択される。好ましくはドライメッシュシート(ポリエチレン等により形成した網目状シート)や、レーヨン等の天然繊維やポリエチレン等の樹脂繊維等からなる不織布が用いられるが、感触の良さや製造しやすさから、天然繊維と熱融着性繊維とを混合した不織布を使用することが好ましい。
【0025】
吸収体12は、液体吸収性に優れた素材が選択され、例えば、パルプの繊維体や積層体,シート体等が用いられる。さらに吸収体12には、好ましくは、これらパルプ素材等に液体吸収性に優れ、液体をそのまま,あるいは半固化もしくは固化して保持する機能を備える材質の粒状物であるポリマー14が混入されている。
ポリマー14を構成するためのこのような材料としては、例えば吸水性の重合体が適しており、例えばポリアクリル酸塩系共重合体、澱粉−アクリロニトリルグラフト共重合体の加水分解物、澱粉−アクリル酸グラフト共重合体、ポリビニルアルコール−アクリル酸塩共重合体、カルボキシメチルセルロース変成物等が挙げられる。
そして、吸収体12は、ティシュ15に包まれている。これにより、上記粒状のポリマー等が漏れ出ないようになっている。
【0026】
このティシュ15に覆われた吸収体12の中央部は厚みを有するよう形成された厚肉部12aとされて、乳首への当接に伴うクッション性を高めて柔らかい感触となるよう構成されている。また、吸収体12の外周部は薄く形成された薄肉部12bとされて、乳房にフィットするよう構成されている。この時、厚肉部12aは中心に向かって高さが高まるよう曲面状に形成されている。
ここでは、ティシュ15で包んだ後に、薄肉部12bに厚肉部12aより強い圧縮を行って、厚みの違いを形成しているが、厚肉部12aを積層して形成しても良い。
吸収拡散層16は、吸収体12の略中心部で乳首に対応する位置に配置されている。そして、吸収体12よりも密度が粗くされることで、液体の初期吸収スピードが高く、拡散性に優れた材料であって、密度が粗いため、クッション性を有している。好ましくは、吸収体12よりも吸水性の低い繊維として、2.2デシテックス乃至7.7デシテックス程度の太さのポリエチレンやポリエステル、ポリプロピレン等を単独または組み合せて使用して嵩高(かさだか)とされた不織布や、連続発泡されたスポンジ体等を使用することができる。
【0027】
また、母乳パッド10のバックシート11の外側の上下に、使用者が着用するブラジャーなどの下着に仮固定可能な仮接着部19,19が設けられている。仮接着部19,19は粘着剤の上にさらに剥離部材が固定されている。剥離部材の材質は限られないが、例えば、容易に剥離できる処理がされた紙製の剥離部材である剥離紙を用いることができる。この実施形態では、仮接着部19に、後述する接着剤を介して剥離紙18が貼着ないし貼付されている。
【0028】
さらに、母乳パッド10の外縁付近の互いに対向する位置、もしくは円形の形状の中心に対して互いに対称の位置に接合部21,21を形成することにより、全体としてお椀を伏せたようなほぼドーム状の形態を形成している。
この接合部21,21は、次のようにして形成されている。
例えば、円形の吸収体12をトップシート13とバックシート11とで挟んだ構造において、外周の互いに対向する位置から、吸収体12だけについて切欠きを形成する。この切欠きは内方へ向かって縮幅するほぼ三角形の切欠きであり、このときトップシート13とバックシート11は切欠きを形成しない。吸収体12に切欠きを形成した領域では、バックシート11とトップシート13が、その一部を重ねられる。そして、これら切欠きの頂点どうしを結ぶ仮想の中心線23に沿って全体を二つ折りにして、前記切欠きの領域においては、対向するトップシート同士を接合してなるものである。
【0029】
このような構成にあっては、接合部21に対応した部位は、吸収体12の厚肉部12aや吸収拡散層16が配置されておらず、トップシート13とバックシート11だけが積層された状態であり、母乳パッド10全体では、両端になる接合部21,21の部分を摘んだ形態とされる結果、接合部21,21の支持力により母乳パッド10全体は、ほぼドーム状の形態を形成することになる。
好ましくは、各接合部21,21の角部を面取りして、面取り部が形成されている。
【0030】
このような母乳パッド10は、例えば、後述する方法により製造され、包装体本体に包装されて収容される。以下、この母乳パッドを包装体に収容した製品としての母乳パッド包装体の製造方法の実施形態を説明する。
(母乳パッド包装体の製造方法)
(母乳パッドの製造方法)
先ず、母乳パッド包装体に収容される前記母乳パッドの製造方法の一例を説明する。
【0031】
(前工程)
(成形工程)
図示しない搬送ラインの最初の部分では、図示しない供給ロールからティシュ15−1が帯状の材料として送りだされる。ティシュ15−1は上記搬送ラインに沿って送られる。そして、搬送ライン上のティシュ15−1の中央には、図示しないパルプ供給手段から粉砕されたパルプがポリマーと混合されて成形された吸収体が配置され、さらに、吸収体の上へ、別のティシュ15−2が送られてくる。ティシュ15−1とティシュ15−2とでパルプ等からなる吸収体12を包んで吸収体本体を形成する。
【0032】
続いて、ティシュ15で包まれた吸収体12を各製品における円形の形状および大きさおよび、図1で説明した接合部21を形成するための切欠き状の打ち抜き部に対応するように、吸収体の外形をティシュと共に、略円形にカットする。
この時、吸収体12に対して、中央部よりも外周部の圧力が高くなるよう上下から圧力がかけられて、中央部が厚肉部12aに、外周部が薄肉部12bになるよう圧縮する(図2参照)。そして、ティシュ15と吸収体12が確実に一体化される。
【0033】
その後、ティシュ15で覆われた吸収体12は、以降の工程で、トップシートとバックシートに挟まれて収容されることになる。
【0034】
(積層工程および接着工程)
上記したティシュ15で覆われた吸収体12を、トップシート13を切り出すためのシート状をした帯状材料13−1と、予め接着剤を塗布したバックシート11を切り出すためのシート状をした帯状材料11−1の間に挟み込んで、バックシートの帯状材料とティシュ15で覆われた吸収体12とを積層固定すると共に、ティシュ15で覆われた吸収体12の外周となる領域と、切欠き部におけるバックシートの帯状材料とトップシートの帯状材料についても接着して固定し、トップシート13とバックシート11とで該ティシュ15で覆われた吸収体12を挟んだ状態で固定する。この状態では積層した状態で連続するひとつの帯状材料となっている。
好ましくは、この発明では、上記した前工程の一部である積層工程において、以下の工程を予め実行しておき、剥離部材を用意しておく。
【0035】
図3は、剥離部材の好ましい形成方法について概略を示したもので、剥離部材18としては、既に説明したように、剥離紙を用いる。
図3(a)の剥離紙材料31は図1の剥離部材18を複数もしくは多数分離可能な大きさの紙のシート体である。
図において剥離紙材料31の幅寸法の約1/2程度の箇所において、長さ方向に延びる脆弱部、例えば、ミシン目32を形成する。
次に、図3(b)に示すように、剥離紙材料31の表面に、前記ミシン目32を挟んでほぼ対称の位置に、接着剤を塗布し、母乳パッドに対して貼付されることができるように接着部34,34を形成する。この接着部34,34はズレ止めであり、例えば、ホットメルト接着剤を塗布して形成される。
続いて、図3(c)に示すように、剥離紙部材31から、ひとつずつの剥離紙18−1,18−2を切断、分離する。
【0036】
次いで、図4は、バックシート11を形成するための帯状材料11−1に剥離紙18−1,18−2を貼る工程を示している。
ここで、バックシートを形成するための帯状材料11−1は、具体的には、ポリエチレン等の樹脂製フィルム、ポリエチレンラミネート不織布等の樹脂製フィルムの外側に不織布をラミネートしたシート材やメルトブロー製法の不織布等で形成されることができる。製造工程では、このような素材でなるバックシートを成形するための帯状材料11−1が図示しない供給ロールから送出され搬送方向に沿って送られる。
このようなバックシートを形成するための帯状材料11−1の一面には、包装体本体に収容される母乳パッドどうしの間隔に合わせて剥離紙18−1,18−2が順次貼り付けられる。
【0037】
図5は図4の状態の上に、トップシート13を形成するための帯状材料13−1が配置される様子を示しており、製造工程では、トップシートを形成するための帯状材料13−1も図示しない供給ロールから送出される。このトップシ−トを形成するための帯状材料13−1は、具体的には、ポリエチレン等により形成した網目状シートであるドライメッシュシートやレーヨン等の天然繊維やポリエチレン等の樹脂繊維等からなる不織布で、例えば、熱融着性繊維を混合したものである。
ここで、トップシートを形成するための帯状材料13−1とバックシートを形成するための帯状材料11−1は次のような位置関係となるようにして、前記した積層工程が行われる。すなわち、バックシート11の剥離紙が貼付けられていない面とトップシート13とでティシュ15で覆われた吸収体12を挟んだ状態で固定する。これによりトップシートを形成するための帯状材料13−1と、剥離紙が貼付けられたバックシートを形成するための帯状材料11−1はティシュ15で覆われた吸収体12を挟んで積層した状態で連続するひとつの帯状材料33となっている。
なお、点線30で示す領域が、これより後の工程で製品である母乳パッドとしてカットされる領域を示している。
この点線30の外側領域を接着する。
【0038】
また、点線30の領域との関係では、図6に示す位置に剥離紙18−1が貼られる。すなわち、剥離紙18−1の脆弱部であるミシン目32の位置と、母乳パッドを二つ折りする折線部23(仮想の中心線)とが重なることがないようなずれた位置に貼られることを示している。
(折り畳み工程)
次に、上記積層した帯状材料33について、トップシートとなる帯状材料13−1側が内側になるようにして、製造工程に設けた材料の折り手段、例えば、折り板によって、図1で説明した折り線23に沿って二つ折りする(図7)。
【0039】
(シール工程)
次にシール工程を実行することにより、図1で説明した接合部21の部分を加熱加圧接合する(図8)。
この際、接合部21以外の外側領域にもシール工程を実行しても良い。
(切断工程)
次いで、帯状材料33について、個々の円形の製品に対応してその外周に沿ってカットする。この際、外周カット線は製品どうしの間である特定の箇所を完全に切り離さないように形成される。
次に、帯状材料33の連続する各母乳パッド10どうしの間の切断線でカットする。
これにより、図9に示すように個々の母乳パッド10が得られるので、さらに、後述する工程を経ることにより、二つ折りにした母乳パッド10を2個ずつ個装する包装方法を実行する。
その包装工程を実行する前に、矢印で示す搬送方向に関して、図9に示すように包装の際の整列方向に合わせて向きを変える。
【0040】
(後工程)
(母乳パッドの包装方法)
(接着剤塗布工程)
まず、第1および第2のシート体を用意する。これらのシート体はそれぞれ長尺の帯状のシート体であり、例えば、透明で気密および液密構造を備えるフィルム体が適しており、例えば、ポリエチレンフィルムにより形成することができる。
図10の符合51は、第1のシートでなる上シートである。
上シート51に関して、鎖線で示す領域Aは、個包装の包装単位を示す領域である。この領域Aは、上シート51の長さ方向に関して、連続して並ぶように設けられる。領域Aを長さ方向に2分した第1の領域A1と第2の領域A2は、それぞれ母乳パッドがひとつずつ収容されるべき領域である。すなわち、個装単位の領域A内には、2個の母乳パッドが収容されることになる。
【0041】
図10では、領域Aの第1の領域A1の前端よりに、上シート51の幅方向に延びる脆弱部が形成される。脆弱部はこの場合、ミシン目55である。このミシン目55は、好ましくは、その長さ寸法に関して中央部では、端部に比べて高い密度で貫通孔が形成される。
さらに、第1の領域A1と第2の領域A2のほぼ中央部に、母乳パッド固定部56,56を形成する。母乳パッド固定部は、図10では、上シート51の裏面側において、点線による符号56で示す箇所に接着剤を塗布することにより形成される。接着剤としてはホットメルトが好適に使用される。この母乳パッド固定部56は、剥離紙を介して母乳パッドを包装体内で固定し、位置ズレしないようにするものである。
図11に示す下シート52は、上記した第2のシートであり、上シート51と同様の材質でなるものである。
下シート52は、図10の上シートと対向させて配置され、下シート52について、上シート51に形成した母乳パッド固定部56に対向する位置であって、図11における下シート52の表面側の対応する位置に、接着剤を塗布することで、母乳パッド固定部57が形成される。
【0042】
(母乳パッド収容工程)
図12に示すように、裏面側に母乳パッド10を所定の間隔で一列にならぶように母乳パッド固定部56に母乳パッド10の剥離部材18を固定した上シート51と、上記した工程を経た下シート52とを、図13に示すように、例えば所定の間隔で対向させた一対の送りローラの間に導く。これにより、図14に示すように上シート51と下シート52の互いに対向された前記各一面の間に、二つ折りした母乳パッド10を一列に挟み込んで、これら上シート51と下シート52を重ねる。
この際に、下シート52の母乳パッド固定部57に母乳パッド10の剥離部材18が固定されるようにする。
【0043】
(接合工程)
図15(a)に示すように、上記した母乳パッド収容工程により上シート51と下シート52を重合した重合シート57は、個包装の区画B毎に、図示しない二つ折り母乳パッドが同じ向きで並んで2個ずつ収容されており、この区画Bの周縁部であり上シート51と下シート52の重ねたシート接合端部58を、例えばヒートシールなどの手段で接合する。
(個包装分離工程)
続いて、図15(b)に示すように、個包装の区画B毎になるように、その境界位置59で幅方向に沿って切断することによって、個包装単位で切り離す。これにより包装体本体61が切り離される。なお、この明細書では、収容された母乳パッドを除く個装のシート部分を包装体本体61という。
(接着剤塗布工程)
次に、図15(c)に示すように、脆弱部であるミシン目55が形成された上シート51の長さ方向のミシン目55が形成された側と反対側の端部付近に接着剤62を塗布する。
これにより、母乳パッド包装体60が完成する。
【0044】
(母乳パッド包装体の構成)
この母乳パッド包装体60の構成を図16を参照してより詳しく説明すると、図16において、包装体本体61は、第1のシートおよび第2のシートである上シート51と下シート52から形成されたものであることは上述の通りである。この包装体本体61は、長さ方向の仮想の中心線OLで二つ折りされ、それにより区分される第1の領域B1と第2の領域B2にそれぞれ母乳パッド10−1,10−2が同じ向きに揃えて収容されている。
【0045】
ここで、符号55は脆弱部であり、第1の領域B1の端部において、仮想の中心線OLに対向するシート接合端部58−1より僅かに内側に長さ方向に沿って形成されている。
他方、第2の領域B2の表面には、仮想の中心線OLに対向するシート接合端部58−2から、第1の領域B1側で上記脆弱部55が形成される位置よりさらに内側で、ひとつ、もしくは複数の接着剤塗布部62,62を形成している。
これにより、図17(a)に示すように、包装体本体61を仮想の中心線OLで二つ折りにして、図17(b)に示すように重合すると、図16の接着剤塗布部62,62が、
第1の領域B1側に固着して、固定されることになる。
このため、本実施形態の母乳パッド包装体60は、包装体本体61という完全に密封された袋体の中に母乳パッド10−1,10−2が収容されていることになる。このため、湿気が入り込む恐れなどがなく、製品品質を良好に維持できる。
【0046】
また、包装体本体61は、前記第1および第2の各母乳パッド10−1,10−2が収容されている第1、第2の各領域B1,B2に分かれるようにこれら領域の間で二つ折りされて、その重合部が接着剤塗布部62により固定されているので、2つの母乳パッド10−1,10−2を収容した個装体としてはコンパクトに保持できる。
さらに、包装体本体61の上シート51の一端が長さ方向に容易に破断することができるようにした脆弱部55が形成されているので、前記重合状態でシート接合端部58−1,58−2をそれぞれ外側方向に開くと、脆弱部55に力が集中し、該脆弱部が破断して、さらにシート接合端部58が徐々に破れ、内部に収容された母乳パッドを取り出すことができる。
【0047】
図18ないし図21は、母乳パッド包装体60の使用例を示している。
図18において、母乳パッド包装体60の包装体本体61において、その第1の領域B1のシート接合端部58−1と、第2の領域B2のシート接合端部58−2を左右それぞれの手でつまんで、開く。
この時、上述のように脆弱部が破断し、さらにシート接合端部58が徐々に破れる。そのまま大きく開くと、母乳パッド10−1が二つ折り状態から開いた状態となって露出する。この状態では、母乳パッド10−1の裏側で、図1で説明した剥離紙が包装体本体61の内面との間に介在して、母乳パッド10−1を保持している。
そこで、この母乳パッド10−1を持って引っ張ると、剥離紙の母乳パッド10−1の仮接着部に対する貼付強度よりも包装体本体61の内面に対する接着強度が高くなるようにされているので、図19のように、母乳パッド10−1が剥離紙18−1より剥がれ、剥離紙18−1だけが包装体本体61側に固定された状態で残る。
【0048】
このとき、図19に示されているように、該剥離紙18−1が、第1のシートである上シート51と第2のシートである下シート52をまたぐように、包装体本体61の内面に接着されている状態であるためもうひとつの母乳パッド10−2を収容していて未だ開かれていない第2の領域B2を閉じて保持できるようになっている。
さらに、この状態から、剥離紙18−1の両端をつかんで軽く力を加えると、図20に示すように、該剥離紙18−1に設けた脆弱部32が破断する。さらに、矢印に示すように、第2の領域B2を開く(周辺の重合端部を開く)と、図21に示す状態となる。
すなわち、第2の領域B2内の母乳パッド10−2が露出するので、これを容易に取り出すことができる。
かくして、上述した実施形態によれば、二つ折りされた母乳パッド包装体60を開く作業をするだけで、フィルムを破断することができ、ひとつ、あるいは2つの母乳パッドを順次容易に取り出すことができるようにした、母乳パッド包装体60とその製造方法、ならびにこのようなことを可能とする母乳パッドの包装方法を提供することができる。
【0049】
本発明は上述の実施形態に限定されない。
例えばバックシート11やトップシート13の内側には、吸収体12やサブレイヤー16、ティシュ15だけでなく、他の物をさらに収容してもよい。
包装体本体は上述の素材以外のもので形成することもできる。
また、上述の各実施形態の各構成部分を、任意に選択して組み合わせてもよい。
【図面の簡単な説明】
【0050】
【図1】本発明による母乳パッドの実施形態の概略斜視図。
【図2】図1の母乳パッドのA−A線概略断面図。
【図3】本発明に利用される剥離部材の形成方法の一例を示す工程図。
【図4】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図5】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図6】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図7】図1の母乳パッドのシール構造を示す拡大図である。
【図8】図1の母乳パッドのシール構造を示す拡大図である。
【図9】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図10】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図11】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図12】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図13】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図14】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図15】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図16】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図であり、母乳パッド構造体の構成を示す図。
【図17】本発明の母乳パッド包装体の製造方法の実施形態の一例に関する工程図。
【図18】母乳パッド包装体の使用方法を示す説明図。
【図19】母乳パッド包装体の使用方法を示す説明図。
【図20】母乳パッド包装体の使用方法を示す説明図。
【図21】母乳パッド包装体の使用方法を示す説明図。
【符号の説明】
【0051】
10(10−1,10−2)・・・母乳パッド、11・・・バックシート、12・・・吸収体、13・・・トップシート、16・・・吸収拡散層(サブレイヤー)、21・・・接合部、22・・・切欠き部、23・・・折り線、60・・・母乳パッド包装体、61・・・包装体本体、B1・・・第1の領域、B2・・・第2の領域
【特許請求の範囲】
【請求項1】
包装体本体を形成するための第1のシートおよび第2のシートと、
それぞれ二つ折りされて、前記第1のシートと第2のシートとの間に一列に並んで収容された第1の母乳パッドおよび第2の母乳パッドと
を備えており、
前記第1のシートおよび第2のシートの各外周縁が互いに接合されていて、
かつ、該接合状態で前記包装体本体は、前記第1および第2の各母乳パッドが収容されている第1、第2の各領域に分かれるようにこれら領域の間で二つ折りされて、その重合部の一部を固定されており、
さらに、前記第1の領域の内側の前記重合部を固定した箇所より外周縁側にはシート一枚が前記包装体本体の二つ折りの折り線と同一の方向に容易に破断することができるようにした脆弱部が形成されている
ことを特徴とする母乳パッド包装体。
【請求項2】
前記第1および第2の各母乳パッドが、前記包装体本体内に同じ向きに一列に並べられることにより、前記包装体本体を前記二つ折りした状態で、これら第1および第2の母乳パッドが互い違いに重合される構成としたことを特徴とする請求項1に記載の母乳パッド包装体。
【請求項3】
前記脆弱部が前記包装体本体の二つ折りの折り線と同一の方向に延びるミシン目でなり、該ミシン目の中央部では端部に比べて高い密度で孔が形成されていることを特徴とする請求項1または2のいずれかに記載の母乳パッド包装体。
【請求項4】
少なくとも、前記第1の領域に収容された第1の母乳パッドの表面に形成した仮接着部に対して、剥離部材の一面が貼付されており、さらに該剥離部材の他面は、前記包装体本体の内面に対して接着されていて、該剥離部材の前記第1の母乳パッドの前記仮接着部に対する貼付強度よりも前記包装体本体の内面に対する接着強度が高くなるようにされており、かつ、該剥離部材が、前記第1および第2のシートをまたぐように、前記包装体本体の内面に接着されていて、しかも該剥離部材の前記第1および第2の各シートの間に相当する箇所に脆弱部を形成したことを特徴とする請求項1ないし3のいずれかに記載の母乳パッド包装体。
【請求項5】
母乳パッドを製造する前工程と、該前工程により製造した母乳パッドを包装体により包装する後工程とを含む母乳パッド包装体の製造方法において、
前記前工程が、
液体を吸収するための吸収体を成形する成形工程と、
成形後の前記吸収体を液体の透過を防止するバックシートと、液体透過性のトップシートの間に配置する積層工程と、
製品の外周となる部分の前記トップシートとバックシートとを接着する工程と、
前記トップシートが内側になるようにして二つ折りに折り畳む折り畳み工程と、
個々の母乳パッドの単位に切断する切断工程と
を含んでおり、
前記後工程が、
それぞれ長さ方向に連続する長尺のシート体である第1のシート体および第2のシート体を用意し、これら第1および第2のシート体の各一面に、母乳パッド固定部を形成するための接着剤塗布工程と、
該母乳パッド固定部に対して位置決めされるようにして、第1および第2のシート体の互いに対向された前記各一面の間に、前記二つ折りした母乳パッドを一列に挟み込んで、これら第1および第2のシート体を重ねる母乳パッド収容工程と、
前記二つ折りの母乳パッドが2個ずつ収容されるための個包装の区画毎に、前記重ねた第1および第2のシート体の周縁部を接合する接合工程と、
前記区画毎に、前記長さ方向と直交する幅方向に沿って切断分離する個包装分離工程と
を有しており、
少なくとも前記母乳パッド収容工程以前に、前記第1および第2のシート体のいずれか一方に、前記個包装の長さ方向の端部近傍において、予め前記幅方向に延びる脆弱部を形成する脆弱部形成工程と、
さらに、前記個包装分離工程後に、前記脆弱部が形成されたシート体の、前記脆弱部が形成された長さ方向の端部と反対側の端部付近に接着剤を塗布する接着剤塗布工程と、
前記接着剤塗布工程により塗布した接着剤の塗布部が内側となるように、前記個包装を二つ折りする個包装の折り畳み工程と
を含んでいることを特徴とする母乳パッド包装体の製造方法。
【請求項6】
前記前工程の前記積層工程において、前記バックシートに剥離部材を貼ることを特徴とする請求項5に記載の母乳パッド包装体の製造方法。
【請求項7】
前記剥離部材は、その長さ寸法をほぼ2分する位置に脆弱部を備えることを特徴とする請求項6に記載の母乳パッド包装体の製造方法。
【請求項8】
前記剥離部材が、前記バックシートに貼られる際に、前記脆弱部の位置と、前記母乳パッドを二つ折りする折り線とが重なることがないようなずれた位置に貼られることを特徴とする請求項7に記載の母乳パッド包装体の製造方法。
【請求項9】
それぞれ長さ方向に連続する長尺のシート体である第1のシート体および第2のシート体を用意し、これら第1および第2のシート体の各一面に、母乳パッド固定部を形成するための接着剤塗布工程と、
該母乳パッド固定部に対して位置決めされるようにして、第1および第2のシート体の互いに対向された前記各一面の間に、二つ折りした母乳パッドを一列に挟み込んで、これら第1および第2のシート体を重ねる母乳パッド収容工程と、
前記二つ折りの母乳パッドが2個ずつ収容されるための個包装の区画毎に、前記重ねた第1および第2のシート体の周縁部を接合する接合工程と、
前記区画毎に、前記長さ方向と直交する幅方向に沿って切断分離する個包装分離工程と
を有しており、
少なくとも前記母乳パッド収容工程以前に、前記第1および第2のシート体のいずれか一方に、前記個包装の長さ方向の端部近傍において、予め前記幅方向に延びる脆弱部を形成する脆弱部形成工程と、
さらに、前記個包装分離工程後に、前記脆弱部が形成されたシート体の、前記脆弱部が形成された長さ方向の端部と反対側の端部付近に接着剤を塗布する接着剤塗布工程と、
前記接着剤塗布工程により塗布した接着剤の塗布部が内側となるように、前記個包装を二つ折りする個包装の折り畳み工程と
を含んでいることを特徴とする母乳パッドの包装方法。
【請求項1】
包装体本体を形成するための第1のシートおよび第2のシートと、
それぞれ二つ折りされて、前記第1のシートと第2のシートとの間に一列に並んで収容された第1の母乳パッドおよび第2の母乳パッドと
を備えており、
前記第1のシートおよび第2のシートの各外周縁が互いに接合されていて、
かつ、該接合状態で前記包装体本体は、前記第1および第2の各母乳パッドが収容されている第1、第2の各領域に分かれるようにこれら領域の間で二つ折りされて、その重合部の一部を固定されており、
さらに、前記第1の領域の内側の前記重合部を固定した箇所より外周縁側にはシート一枚が前記包装体本体の二つ折りの折り線と同一の方向に容易に破断することができるようにした脆弱部が形成されている
ことを特徴とする母乳パッド包装体。
【請求項2】
前記第1および第2の各母乳パッドが、前記包装体本体内に同じ向きに一列に並べられることにより、前記包装体本体を前記二つ折りした状態で、これら第1および第2の母乳パッドが互い違いに重合される構成としたことを特徴とする請求項1に記載の母乳パッド包装体。
【請求項3】
前記脆弱部が前記包装体本体の二つ折りの折り線と同一の方向に延びるミシン目でなり、該ミシン目の中央部では端部に比べて高い密度で孔が形成されていることを特徴とする請求項1または2のいずれかに記載の母乳パッド包装体。
【請求項4】
少なくとも、前記第1の領域に収容された第1の母乳パッドの表面に形成した仮接着部に対して、剥離部材の一面が貼付されており、さらに該剥離部材の他面は、前記包装体本体の内面に対して接着されていて、該剥離部材の前記第1の母乳パッドの前記仮接着部に対する貼付強度よりも前記包装体本体の内面に対する接着強度が高くなるようにされており、かつ、該剥離部材が、前記第1および第2のシートをまたぐように、前記包装体本体の内面に接着されていて、しかも該剥離部材の前記第1および第2の各シートの間に相当する箇所に脆弱部を形成したことを特徴とする請求項1ないし3のいずれかに記載の母乳パッド包装体。
【請求項5】
母乳パッドを製造する前工程と、該前工程により製造した母乳パッドを包装体により包装する後工程とを含む母乳パッド包装体の製造方法において、
前記前工程が、
液体を吸収するための吸収体を成形する成形工程と、
成形後の前記吸収体を液体の透過を防止するバックシートと、液体透過性のトップシートの間に配置する積層工程と、
製品の外周となる部分の前記トップシートとバックシートとを接着する工程と、
前記トップシートが内側になるようにして二つ折りに折り畳む折り畳み工程と、
個々の母乳パッドの単位に切断する切断工程と
を含んでおり、
前記後工程が、
それぞれ長さ方向に連続する長尺のシート体である第1のシート体および第2のシート体を用意し、これら第1および第2のシート体の各一面に、母乳パッド固定部を形成するための接着剤塗布工程と、
該母乳パッド固定部に対して位置決めされるようにして、第1および第2のシート体の互いに対向された前記各一面の間に、前記二つ折りした母乳パッドを一列に挟み込んで、これら第1および第2のシート体を重ねる母乳パッド収容工程と、
前記二つ折りの母乳パッドが2個ずつ収容されるための個包装の区画毎に、前記重ねた第1および第2のシート体の周縁部を接合する接合工程と、
前記区画毎に、前記長さ方向と直交する幅方向に沿って切断分離する個包装分離工程と
を有しており、
少なくとも前記母乳パッド収容工程以前に、前記第1および第2のシート体のいずれか一方に、前記個包装の長さ方向の端部近傍において、予め前記幅方向に延びる脆弱部を形成する脆弱部形成工程と、
さらに、前記個包装分離工程後に、前記脆弱部が形成されたシート体の、前記脆弱部が形成された長さ方向の端部と反対側の端部付近に接着剤を塗布する接着剤塗布工程と、
前記接着剤塗布工程により塗布した接着剤の塗布部が内側となるように、前記個包装を二つ折りする個包装の折り畳み工程と
を含んでいることを特徴とする母乳パッド包装体の製造方法。
【請求項6】
前記前工程の前記積層工程において、前記バックシートに剥離部材を貼ることを特徴とする請求項5に記載の母乳パッド包装体の製造方法。
【請求項7】
前記剥離部材は、その長さ寸法をほぼ2分する位置に脆弱部を備えることを特徴とする請求項6に記載の母乳パッド包装体の製造方法。
【請求項8】
前記剥離部材が、前記バックシートに貼られる際に、前記脆弱部の位置と、前記母乳パッドを二つ折りする折り線とが重なることがないようなずれた位置に貼られることを特徴とする請求項7に記載の母乳パッド包装体の製造方法。
【請求項9】
それぞれ長さ方向に連続する長尺のシート体である第1のシート体および第2のシート体を用意し、これら第1および第2のシート体の各一面に、母乳パッド固定部を形成するための接着剤塗布工程と、
該母乳パッド固定部に対して位置決めされるようにして、第1および第2のシート体の互いに対向された前記各一面の間に、二つ折りした母乳パッドを一列に挟み込んで、これら第1および第2のシート体を重ねる母乳パッド収容工程と、
前記二つ折りの母乳パッドが2個ずつ収容されるための個包装の区画毎に、前記重ねた第1および第2のシート体の周縁部を接合する接合工程と、
前記区画毎に、前記長さ方向と直交する幅方向に沿って切断分離する個包装分離工程と
を有しており、
少なくとも前記母乳パッド収容工程以前に、前記第1および第2のシート体のいずれか一方に、前記個包装の長さ方向の端部近傍において、予め前記幅方向に延びる脆弱部を形成する脆弱部形成工程と、
さらに、前記個包装分離工程後に、前記脆弱部が形成されたシート体の、前記脆弱部が形成された長さ方向の端部と反対側の端部付近に接着剤を塗布する接着剤塗布工程と、
前記接着剤塗布工程により塗布した接着剤の塗布部が内側となるように、前記個包装を二つ折りする個包装の折り畳み工程と
を含んでいることを特徴とする母乳パッドの包装方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公開番号】特開2009−113856(P2009−113856A)
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願番号】特願2007−292207(P2007−292207)
【出願日】平成19年11月9日(2007.11.9)
【出願人】(000112288)ピジョン株式会社 (144)
【Fターム(参考)】
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願日】平成19年11月9日(2007.11.9)
【出願人】(000112288)ピジョン株式会社 (144)
【Fターム(参考)】
[ Back to top ]