
母材の強度を超過する接合強度を有する、中間層を使用した鋼系合金とチタンまたはチタン系合金との高強度異種金属接合方法及び該方法で接合された鋼系合金及びチタンまたはチタン系合金を含む高強度接合合金
【課題】中間層を使用した鋼系合金とチタンまたはチタン系合金との間の高強度異種金属接合方法を提供する。
【解決手段】鋼系合金母材A1とチタンまたはチタン系合金母材A2との間に、鋼系合金母材から第1中間層B1としてニッケル層、第2中間層B2としてクロム層及び第3中間層B3としてバナジウム、モリブデンまたはタングステン層の順に積層される中間層と、該中間層のバナジウム、モリブデンまたはタングステン層とチタンまたはチタン系合金母材との間に、チタン系またはジルコニウム系挿入材Cを挿入させた後、前記チタン系またはジルコニウム系挿入材の溶融温度以上、前記母材の溶融点以下の温度で加熱して、鋼系合金及びチタンまたはチタン系合金を接合する。
【解決手段】鋼系合金母材A1とチタンまたはチタン系合金母材A2との間に、鋼系合金母材から第1中間層B1としてニッケル層、第2中間層B2としてクロム層及び第3中間層B3としてバナジウム、モリブデンまたはタングステン層の順に積層される中間層と、該中間層のバナジウム、モリブデンまたはタングステン層とチタンまたはチタン系合金母材との間に、チタン系またはジルコニウム系挿入材Cを挿入させた後、前記チタン系またはジルコニウム系挿入材の溶融温度以上、前記母材の溶融点以下の温度で加熱して、鋼系合金及びチタンまたはチタン系合金を接合する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、母材の強度を超過する接合強度を有する、中間層を使用した鋼系合金とチタンまたはチタン系合金との高強度異種金属接合方法に関するものである。
【背景技術】
【0002】
大部分の構造物すなわち、建築物、自動車、船舶、飛行機、列車などの輸送機器、各種配管及びパイプ類などには、金属及び合金の接合が必要な機器部品がたくさん存在し、このような金属及び合金の接合には、大部分、アーク溶接技術を使用した高温溶融溶接方式が使用されている。しかし、溶融接合(または溶接)工程は、作業温度が高くて粒子の粗大化及び熱影響部の形成など周囲母材の組織を変化させて機械的物性を低下させる問題点を有しているのみならず、高温処理による内部応力形成によって応力腐食亀裂などの素材的欠陥を発生させている。このような点を考慮して最近では、このような構造部品の金属及び合金間に十分な引張強度及び接着強度、そして優秀な漏洩防止特性を付与して母材が溶融しない非溶融方式を使用した低温固相接合技術に対する研究が活発に進められている。
【0003】
このような固相接合技術の一つであるブレイジング技術は、最近、溶融接合技術では接合が不可能な異種金属及びセラミックス、高温特殊素材などの接合に適用されていて、溶融接合と比較して母材の変形がなく、機械的物性に影響を与えないので接合部の熱応力側面でも非常に好ましい効果を示すので、前記ブレイジング技術を使用した各種先端核心産業設備部品への適用研究が進められている。
【0004】
特に、チタンの場合、耐食性、耐熱性、高比強度などの高付加価値の金属として、既存構造素材である鋼系合金との異種接合または異種複合化ができれば、高機能の先端複合素材技術を確保することができるのみならず、技術の波及性及び市場形成可能性が非常に大きいため、チタンと鋼系合金との異種接合に対する関心が高まっている。
【0005】
しかし、ブレイジング接合方法によって同種ではない異種金属(または合金)を接合する時には、多くの場合、二つの母材金属成分間または挿入合金成分との反応によって、非常に脆弱な金属化合物が接合部に形成され、接合部の靭性を下げるという問題がある。具体的に、ブレイジング時に溶融された挿入材の中に、二つの母材金属あるいは合金成分が多量に溶出して、挿入合金成分及び母材成分との反応によって冷却時に脆弱な金属化合物が生成される。例えば、チタンブレイジング用挿入材であるAg−Cu系合金の場合は、Ti−Cu、Ti−Feの脆弱な金属化合物が接合部に形成されて、Ti−Zr−Ni、Ti−Zr−Cu−NiなどのTi系非晶質挿入合金を使用する場合は、Ti−Fe−Ni、Ti−Cu−Fe、Ti−Zr−Fe−Niなどの脆弱層が形成されて接合部の靭性を下げて、接合部の強度低下を誘発するようになる。このような現象は、どのような挿入合金を使用したとしても、単一挿入合金の適用では、チタンまたはチタン系合金と鋼系合金との間の異種接合部の根源的な脆弱性問題を克復することは難しい一般的な現象であると報告されている。
【0006】
特許文献1では、炭素鋼と耐食性素材(ニッケル、チタンなど)を接合させるために、第1バインダーとして鉄を主成分とする非晶質合金の薄板ストリップを単独で使用したり、さらに第2バインダーとしてニッケルまたはステンレス、銅合金の薄板ストリップを一緒に使用して、抵抗溶接を使用して異種金属を接合させる方法を開示している。
【0007】
また、特許文献2では、異種金属材料としてチタン合金と合金鋼を接合させるため、前記異種金属材料間に中間材としてタンタル、モリブデン、バナジウム、ニオブ、ジルコニウム、ハフニウム、チタン、ニッケル、パラジウムの中のいずれか一つの中間材を単独で使用して固相接合させる方法を開示している。さらに、特許文献3では、鋼鉄のような異種金属材料とチタン合金を接合させるため、挿入材としてタンタル、モリブデン、タングステン、ニオブ、バナジウムの中のいずれか一つ以上の挿入材を使用して真空中で加圧接合させる方法を開示している。
【0008】
しかし、前記の発明は、中間材または挿入材として可能な材料を単純に単独でまたは混合して選択して使用しているだけであり、接合部に形成される脆弱な金属化合物を制御したり、接合部の根本的な脆弱性を解決することができないので、高強度の接合部を実現することができない。
【0009】
上述したように、従来のいかなる接合方法も、チタンまたはチタン系合金と鋼系合金との間の異種接合時の接合部の脆弱性を根本的に解決することができる方法を提示することができないので、相変らずこれを解決するための努力が求められている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】韓国公開特許第2002−0042108号公報
【特許文献2】特開平11−090650号公報
【特許文献3】特開平11−170066号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明の目的は、鋼系合金とチタンまたはチタン系合金との間の異種金属接合時に形成される脆弱な金属化合物の形成を防止し、接合部の接合強度を高めることができる異種金属接合方法を提供することにある。
【0012】
本発明の他の目的は、前記接合方法によって製造される鋼系合金とチタンまたはチタン系合金との間の高強度接合合金を提供することにある。
【課題を解決するための手段】
【0013】
本発明者らは、前記課題を解決するため鋭意研究を重ねる中で、ブレイジング方法によって鋼系合金やチタンまたはチタン系合金といった異種金属を接合する場合に、異種金属接合部の脆弱性を防止して接合力を高めるために研究する中で、鋼系合金母材とチタンまたはチタン系合金母材との間において、前記鋼系合金母材上に第1中間層としてニッケル層、第2中間層としてクロム層及び第3中間層としてバナジウム、モリブデンまたはタングステン層からなる連続3重層で形成された中間層を、鋼系合金母材と従来の挿入材との間に新しい構成要素として追加して接合させることにより、二つの金属または合金母材間における金属化合物の形成を防止するのみならず、接合強度が母材自体の強度を超過する異種金属接合部を得ることができることを見出し、さらに研究を進めた結果、本発明を完成するに至った。
【0014】
すなわち、本発明は、鋼系合金母材とチタンまたはチタン系合金母材との間に、鋼系合金母材から第1中間層としてニッケル層、第2中間層としてクロム層及び第3中間層としてバナジウム、モリブデンまたはタングステン層の順に積層される中間層と、該中間層のバナジウム、モリブデンまたはタングステン層とチタンまたはチタン系合金母材との間にチタン系またはジルコニウム系挿入材を挿入させた後、前記チタン系またはジルコニウム系挿入材の溶融温度以上、前記母材の溶融点以下の温度で加熱して、鋼系合金及びチタンまたはチタン系合金を接合させる工程を含む、高強度異種金属接合方法に関する。
また、本発明は、チタン系またはジルコニウム系挿入材の溶融温度以上で溶融されたチタン系またはジルコニウム系挿入材、第3中間層としてのバナジウム、モリブデンまたはタングステン層及びチタンまたはチタン系合金母材の間における等温凝固及びそれによる相互原子拡散反応と、第1中間層としてのニッケル層と鋼系合金母材との界面、前記ニッケル層と第2中間層としてのクロム層との界面及び前記クロム層と前記バナジウム、モリブデンまたはタングステン層との界面における固相拡散反応とによって、鋼系合金母材とチタンまたはチタン系合金母材との間の高強度の接合が形成されることを特徴とする、前記方法に関する。
【0015】
さらに、本発明は、中間層が、鋼系合金母材の拡散を制御してチタン系またはジルコニウム系挿入材内部で鋼系合金母材が溶出することを防止することにより、鋼系合金母材とチタンまたはチタン系合金母材との間の金属化合物の生成を抑制することを特徴とする、前記方法に関する。
また、本発明は、中間層が、メッキ、コーティング、蒸着、クラッディング及びホイル(foil)からなる群から選択されたいずれか一つの方法を使用して形成されることを特徴とする、前記方法に関する。
さらに、本発明は、チタン系挿入材が、Ti−Cu−Ni、Ti−Zr−Ni、Ti−Zr−Cu、Ti−Zr−Cu−Ni及びTi−Zr−Cu−Ni−Beからなる群から選択されることを特徴とする、前記方法に関する。
また、本発明は、ジルコニウム系挿入材が、Zr−Ti−Ni、Zr−Ti−Cu、Zr−Ti−Cu−Ni及びZr−Ti−Cu−Ni−Beからなる群から選択されることを特徴とする、前記方法に関する。
【0016】
さらに、本発明は、挿入材の形態が、パウダー、リボン、薄板及び板材からなる群から選択されるいずれか一つであることを特徴とする、前記方法に関する。
また、本発明は、加熱温度が、730〜1400℃であることを特徴とする、前記方法に関する。
さらに、本発明は、前記方法によって製造される、鋼系合金及びチタンまたはチタン系合金を含む高強度接合合金に関する。
また、本発明は、接合合金の接合部の強度が、母材の強度を超過することを特徴とする、前記高強度接合合金に関する。
【発明の効果】
【0017】
本発明によると、中間層を使用することによって、鋼系合金とチタンまたはチタン系合金との間の異種金属接合部における金属化合物の生成を抑制するだけでなく、中間層を構成するそれぞれの層を含むすべての接合界面間に強い界面結合を形成させることで母材の強度を超過する高強度の接合合金を製造することができるので、高強度、高機能の先端複合素材の開発に有用に使用することができる。
【図面の簡単な説明】
【0018】
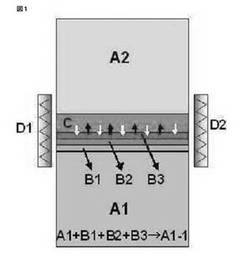
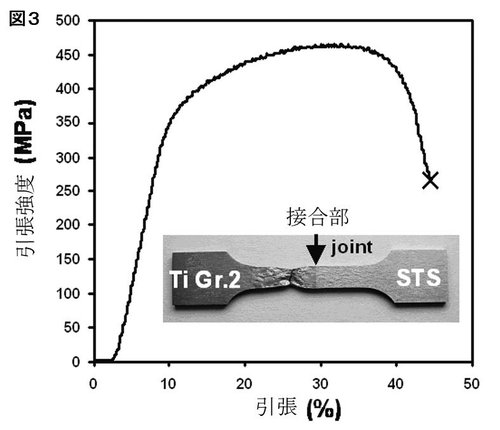
【図1】本発明の中間層を使用した鋼系合金と、チタンまたはチタン系合金との間の高強度異種金属接合方法の模式図である。
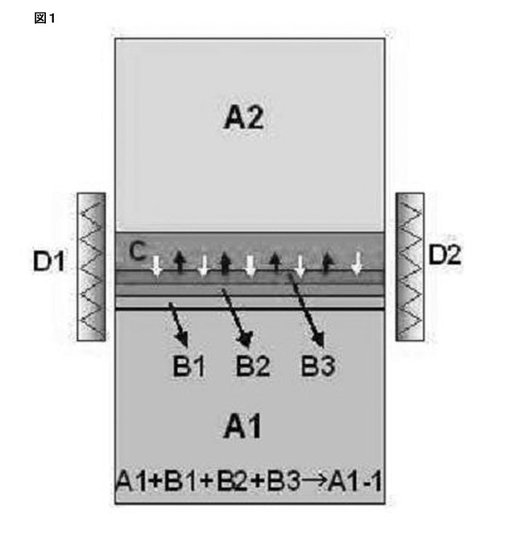
【図2】本発明の実施例1で接合されたチタン・ステンレス鋼の異種接合部の微細組織を示す写真及び各成分の組成比である。
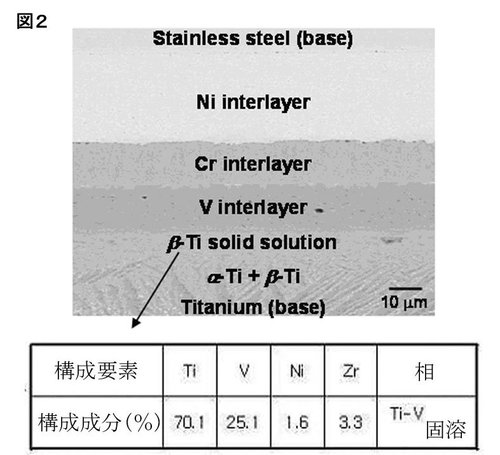
【図3】本発明の実施例1で接合されたチタン・ステンレス鋼の試片の接合部(矢印)の接合強度測定結果を示す引張試験曲線を示したグラフである。
【発明を実施するための形態】
【0019】
以下、本発明を詳しく説明する。
【0020】
本発明は、中間層を使用して鋼系合金とチタンまたはチタン合金との間の接合部の接合強度が母材の強度を超過する異種金属接合方法を提供する。
【0021】
本発明の前記異種金属接合方法は、鋼系合金母材とチタンまたはチタン系合金母材との間に鋼系合金母材から第1中間層としてニッケル層、第2中間層としてクロム層及び第3中間層としてバナジウム、モリブデンまたはタングステン層の順に積層される中間層と、前記バナジウム、モリブデンまたはタングステン層とチタンまたはチタン系合金母材との間にチタン系またはジルコニウム系挿入材を挿入させた後、前記挿入材の溶融温度以上、前記母材の溶融点以下の温度で加熱して、鋼系合金及びチタンまたはチタン系合金を接合させる工程から構成される。
【0022】
本発明の前記中間層を含む鋼系合金母材及びチタンまたはチタン系合金母材を、前記チタン系またはジルコニウム系挿入材の溶融温度以上で加熱すると、前記溶融されたチタン系またはジルコニウム系挿入材、第3中間層としてのバナジウム、モリブデンまたはタングステン層及びチタンまたはチタン系合金母材の間における等温凝固及びそれによる相互原子拡散反応と、前記中間層を構成するニッケル層と鋼系合金母材との界面、前記中間層を構成するニッケル層とクロム層との界面及び前記クロム層とバナジウム、モリブデンまたはタングステン層との界面における固相拡散反応によって、鋼系合金母材とチタンまたはチタン系合金母材との間の高強度の接合が形成される。
【0023】
本発明の異種金属接合方法において、前記中間層は、鋼系合金母材の拡散を制御して前記チタン系またはジルコニウム系挿入材内部で鋼系合金母材が溶出することを防止することにより、鋼系合金母材とチタンまたはチタン系合金母材との間の金属化合物の生成を抑制する役割をする。この場合、前記中間層の積層順序は、鋼系合金母材から順にニッケル層(第1中間層)、クロム層(第2中間層)及びバナジウム、モリブデンまたはタングステン層(第3中間層)が積層されることが好ましいが、これに制限されない。
【0024】
前記中間層は、本発明の技術分野で一般的に使用される積層方法を使用して形成することができるが、メッキ、コーティング、蒸着、クラッディング、ホイル(foil)などの方法を使用して形成することが好ましい。
【0025】
本発明の異種金属接合方法において、前記チタン系またはジルコニウム系挿入材は、前記中間層、例えばバナジウム、モリブデンまたはタングステン層とチタンまたはチタン系合金母材との組成成分の差によって固相拡散反応が生じて強い接合を起こすことができるものなら制限なしに使用することができる。チタン系挿入材では、Ti−Cu−Ni、Ti−Zr−Ni、Ti−Zr−Cu、Ti−Zr−Cu−Ni、Ti−Zr−Cu−Ni−Beなどを使用することが好ましく、ジルコニウム系挿入材では、Zr−Ti−Ni、Zr−Ti−Cu、Zr−Ti−Cu−Ni、Zr−Ti−Cu−Ni−Beなどを使用することができるが、これらに制限されない。
【0026】
また、前記チタン系またはジルコニウム系挿入材の形態は、本発明の鋼系合金母材とチタンまたはチタン系合金母材との間に均一に挿入することができる形態なら特別な制限なしに使用することができ、これらの中でパウダー、リボン、薄板、板材などの形態を使用することが好ましい。
【0027】
本発明の異種金属接合方法において、前記加熱温度は、挿入材が溶融する温度以上、接合される異種合金母材の中で溶融温度が相対的に低い母材の溶融温度以下の範囲で加熱することが好ましい。さらに好ましくは、730〜1400℃の範囲である。
【0028】
本発明の異種金属接合方法を模式化した図1を参照して、本発明をさらに具体的に説明する。
【0029】
図1に示すように、本発明の異種金属接合方法は、まず、接合させようとする金属母材(A1、鋼系合金母材)の上に第1中間層としてニッケル層(B1)を形成させて、第2中間層としてクロム層(B2)を形成させて、第3中間層としてバナジウム、モリブデンまたはタングステン層(B3)を連続的に形成させる。前記鋼系合金母材(A1)の上に中間層として前記ニッケル層(B1)、クロム層(B2)及びバナジウム、モリブデンまたはタングステン層(B3)の3重層が形成された鋼系合金母材(A1−1)と接合させようとする異種金属母材(A2、チタンまたはチタン系合金母材)との間にチタン系またはジルコニウム系挿入材(C)を挿入する。
【0030】
次に、前記チタン系またはジルコニウム系挿入材(C)が挿入され中間層が形成された鋼系合金母材(A1−1)と、チタンまたはチタン系合金母材(A2)とを第1加熱手段(D1)及び第2加熱手段(D2)を作動させて、前記チタン系またはジルコニウム系挿入材(C)の溶融温度以上に加熱する。加熱状態を一定時間維持すると、溶融したチタン系またはジルコニウム系挿入材(C)と中間層が形成された鋼系合金母材(A1−1)のバナジウム、モリブデンまたはタングステン層(B3)との間、チタン系またはジルコニウム系挿入材(C)とチタンまたはチタン系合金母材(A2)との間には、組成成分の差による合金元素の拡散が起きる。その結果、チタン系またはジルコニウム系挿入材(C)と中間層が形成された鋼系合金母材(A1−1)との間、及びチタン系またはジルコニウム系挿入材(C)とチタンまたはチタン系合金母材(A2)との間に強い接合が形成される。同様に、鋼系合金母材(A1)とニッケル層(B1)との間にも固相拡散反応が発生して強い接合が成り立つ。さらに、ニッケル層(B1)とクロム層(B2)との界面、クロム層(B2)とバナジウム、モリブデンまたはタングステン層(B3)との界面でも、固相拡散反応による強い接合が形成される。これら界面は、界面反応する二つの金属層の間に脆弱層が形成されないように、固溶度が大きいか完全固溶を成す金属で合金設計されている。
【0031】
結果的に、本発明の異種金属接合方法によって前記中間層(B1、B2、B3)が効果的な拡散制御層の役割を遂行することで、前記鋼系合金母材(A1)が、溶融したチタン系またはジルコニウム系挿入材(C)内部に溶出(dissolution)することを抑制するようになる結果、異種金属の接合部を脆弱にさせるチタンと鋼との間の金属化合物が生成されることを抑制する。
【0032】
本発明は、また前記異種金属接合方法によって製造される、鋼系合金母材とチタンまたはチタン系合金母材との間に鋼系合金母材から第1中間層としてニッケル層、第2中間層としてクロム層及び第3中間層としてバナジウム、モリブデンまたはタングステン層の順に積層される中間層と、前記中間層のバナジウム、モリブデンまたはタングステン層とチタンまたはチタン系合金母材の間にチタン系またはジルコニウム系挿入材が挿入された、鋼系合金母材とチタンまたはチタン系合金母材との間の金属化合物の生成が抑制される鋼系合金及びチタンまたはチタン系合金を含む高強度の接合合金を提供する。
【0033】
本発明の前記高強度接合合金の接合部の強度は、母材の強度を超過する。本発明の高強度接合合金の接合部の接合強度を測定した実験例1及び図3を参照すると、本発明の高強度接合合金の接合部の強度は、チタンまたはチタン系合金母材の破断強度を超過して引張試験を行なった場合、異種金属接合部で破断が発生しないで、チタン母材で破断が起きたことが分かる。このことから、中間層を挿入して接合させた本発明の高強度接合合金は、母材の強度を超過する高強度の接合強度を示すことが分かる。
【0034】
以下、本発明を実施例及び実験例によってさらに具体的に説明する。但し、下記の実施例は、本発明の内容を例示するだけのものであって、本発明が下記の実施例によって制限されるものではない。
【0035】
<実施例1>
スーパーステンレス鋼上にニッケル層、クロム層、バナジウム層の順にコーティングして中間層を形成した。前記形成された中間層と純粋チタン(Gr.2)との間にチタン系挿入材としてチタン58原子%、ジルコニウム16原子%及びニッケル26原子%からなる40μm厚のリボンを挟んだ後、アルゴン雰囲気下で温度が930℃になるまで100℃/分の速度で昇温させながら赤外線ブレイジング(infrared brazing)を行なった。930℃で10分間温度を維持した後、平均50℃/分の冷却速度で冷却してチタンとスーパーステンレス鋼とが接合された高強度接合合金を製造した。
【0036】
前記高強度接合合金接合部の微細組織を撮影した写真を図2に示した。図2を参照すると、スーパーステンレス鋼母材(Stainless steel (base))の上にNi(Ni interlayer)−Cr(Cr interlayer)−V(V interlayer)中間層が拡散制御層で均一に形成されていて、接合部には完全固溶体を形成するβ−Ti二元系反応、すなわち、バナジウム層とTi系非晶質挿入材合金との反応でバナジウム層近くにβ−Ti固溶体(β-Ti solid solution)を形成し、母材であるチタン(Titanium (base))から多量のチタンが溶出されてTi系非晶質挿入材合金成分との固溶反応が継続的に成立して偏析層や、その他の脆弱層が全く形成されないことを確認することができた。
【0037】
<実施例2>
中間層にバナジウム層の代わりにモリブデン層を使用したことを除き、実施例1と同一な方法で遂行して、チタンとスーパーステンレス鋼とが接合された高強度接合合金を製造した。
【0038】
<実施例3>
中間層にバナジウム層の代わりにタングステン層を使用したことを除き、実施例1と同一な方法で遂行して、チタンとスーパーステンレス鋼とが接合された高強度接合合金を製造した。
【0039】
<比較例1>
中間層を挿入しないことを除いて実施例1と同一に遂行して、チタンとスーパーステンレス鋼とが接合された高強度接合合金を製造した。
【0040】
<実験例1>接合強度の測定
実施例1及び比較例1で製造された高強度接合合金試片の接合強度を測定するために引張試験(ASTM E 8/E 8M−08)を行い、その結果を下記の表1及び図3に示した。
【0041】
【表1】

【0042】
表1及び図3を参照すると、本発明の実施例1の高強度接合合金の接合部では、破断が発生せず、むしろチタン母材自体で破断が起きたことが分かる。ここで、破断強度は、約450MPaで、これは表1に示されたチタン母材の引張強度とほぼ同じで、引張挙動も母材と類似であることが分かる。したがって、実際には、前記チタン・ステンレス鋼試片の接合部の接合強度は、チタン母材の引張強度を超過する値を示すということが分かる。
【符号の説明】
【0043】
A1:鋼系合金母材
A1−1:中間層が形成された鋼系合金母材
A2:チタンまたはチタン系合金母材
B1:第1中間層(ニッケル層)
B2:第2中間層(クロム層)
B3:第3中間層(バナジウム、モリブデンまたはタングステン層)
C:チタン系またはジルコニウム系挿入材
D1:第1加熱手段
D2:第2加熱手段
【技術分野】
【0001】
本発明は、母材の強度を超過する接合強度を有する、中間層を使用した鋼系合金とチタンまたはチタン系合金との高強度異種金属接合方法に関するものである。
【背景技術】
【0002】
大部分の構造物すなわち、建築物、自動車、船舶、飛行機、列車などの輸送機器、各種配管及びパイプ類などには、金属及び合金の接合が必要な機器部品がたくさん存在し、このような金属及び合金の接合には、大部分、アーク溶接技術を使用した高温溶融溶接方式が使用されている。しかし、溶融接合(または溶接)工程は、作業温度が高くて粒子の粗大化及び熱影響部の形成など周囲母材の組織を変化させて機械的物性を低下させる問題点を有しているのみならず、高温処理による内部応力形成によって応力腐食亀裂などの素材的欠陥を発生させている。このような点を考慮して最近では、このような構造部品の金属及び合金間に十分な引張強度及び接着強度、そして優秀な漏洩防止特性を付与して母材が溶融しない非溶融方式を使用した低温固相接合技術に対する研究が活発に進められている。
【0003】
このような固相接合技術の一つであるブレイジング技術は、最近、溶融接合技術では接合が不可能な異種金属及びセラミックス、高温特殊素材などの接合に適用されていて、溶融接合と比較して母材の変形がなく、機械的物性に影響を与えないので接合部の熱応力側面でも非常に好ましい効果を示すので、前記ブレイジング技術を使用した各種先端核心産業設備部品への適用研究が進められている。
【0004】
特に、チタンの場合、耐食性、耐熱性、高比強度などの高付加価値の金属として、既存構造素材である鋼系合金との異種接合または異種複合化ができれば、高機能の先端複合素材技術を確保することができるのみならず、技術の波及性及び市場形成可能性が非常に大きいため、チタンと鋼系合金との異種接合に対する関心が高まっている。
【0005】
しかし、ブレイジング接合方法によって同種ではない異種金属(または合金)を接合する時には、多くの場合、二つの母材金属成分間または挿入合金成分との反応によって、非常に脆弱な金属化合物が接合部に形成され、接合部の靭性を下げるという問題がある。具体的に、ブレイジング時に溶融された挿入材の中に、二つの母材金属あるいは合金成分が多量に溶出して、挿入合金成分及び母材成分との反応によって冷却時に脆弱な金属化合物が生成される。例えば、チタンブレイジング用挿入材であるAg−Cu系合金の場合は、Ti−Cu、Ti−Feの脆弱な金属化合物が接合部に形成されて、Ti−Zr−Ni、Ti−Zr−Cu−NiなどのTi系非晶質挿入合金を使用する場合は、Ti−Fe−Ni、Ti−Cu−Fe、Ti−Zr−Fe−Niなどの脆弱層が形成されて接合部の靭性を下げて、接合部の強度低下を誘発するようになる。このような現象は、どのような挿入合金を使用したとしても、単一挿入合金の適用では、チタンまたはチタン系合金と鋼系合金との間の異種接合部の根源的な脆弱性問題を克復することは難しい一般的な現象であると報告されている。
【0006】
特許文献1では、炭素鋼と耐食性素材(ニッケル、チタンなど)を接合させるために、第1バインダーとして鉄を主成分とする非晶質合金の薄板ストリップを単独で使用したり、さらに第2バインダーとしてニッケルまたはステンレス、銅合金の薄板ストリップを一緒に使用して、抵抗溶接を使用して異種金属を接合させる方法を開示している。
【0007】
また、特許文献2では、異種金属材料としてチタン合金と合金鋼を接合させるため、前記異種金属材料間に中間材としてタンタル、モリブデン、バナジウム、ニオブ、ジルコニウム、ハフニウム、チタン、ニッケル、パラジウムの中のいずれか一つの中間材を単独で使用して固相接合させる方法を開示している。さらに、特許文献3では、鋼鉄のような異種金属材料とチタン合金を接合させるため、挿入材としてタンタル、モリブデン、タングステン、ニオブ、バナジウムの中のいずれか一つ以上の挿入材を使用して真空中で加圧接合させる方法を開示している。
【0008】
しかし、前記の発明は、中間材または挿入材として可能な材料を単純に単独でまたは混合して選択して使用しているだけであり、接合部に形成される脆弱な金属化合物を制御したり、接合部の根本的な脆弱性を解決することができないので、高強度の接合部を実現することができない。
【0009】
上述したように、従来のいかなる接合方法も、チタンまたはチタン系合金と鋼系合金との間の異種接合時の接合部の脆弱性を根本的に解決することができる方法を提示することができないので、相変らずこれを解決するための努力が求められている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】韓国公開特許第2002−0042108号公報
【特許文献2】特開平11−090650号公報
【特許文献3】特開平11−170066号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明の目的は、鋼系合金とチタンまたはチタン系合金との間の異種金属接合時に形成される脆弱な金属化合物の形成を防止し、接合部の接合強度を高めることができる異種金属接合方法を提供することにある。
【0012】
本発明の他の目的は、前記接合方法によって製造される鋼系合金とチタンまたはチタン系合金との間の高強度接合合金を提供することにある。
【課題を解決するための手段】
【0013】
本発明者らは、前記課題を解決するため鋭意研究を重ねる中で、ブレイジング方法によって鋼系合金やチタンまたはチタン系合金といった異種金属を接合する場合に、異種金属接合部の脆弱性を防止して接合力を高めるために研究する中で、鋼系合金母材とチタンまたはチタン系合金母材との間において、前記鋼系合金母材上に第1中間層としてニッケル層、第2中間層としてクロム層及び第3中間層としてバナジウム、モリブデンまたはタングステン層からなる連続3重層で形成された中間層を、鋼系合金母材と従来の挿入材との間に新しい構成要素として追加して接合させることにより、二つの金属または合金母材間における金属化合物の形成を防止するのみならず、接合強度が母材自体の強度を超過する異種金属接合部を得ることができることを見出し、さらに研究を進めた結果、本発明を完成するに至った。
【0014】
すなわち、本発明は、鋼系合金母材とチタンまたはチタン系合金母材との間に、鋼系合金母材から第1中間層としてニッケル層、第2中間層としてクロム層及び第3中間層としてバナジウム、モリブデンまたはタングステン層の順に積層される中間層と、該中間層のバナジウム、モリブデンまたはタングステン層とチタンまたはチタン系合金母材との間にチタン系またはジルコニウム系挿入材を挿入させた後、前記チタン系またはジルコニウム系挿入材の溶融温度以上、前記母材の溶融点以下の温度で加熱して、鋼系合金及びチタンまたはチタン系合金を接合させる工程を含む、高強度異種金属接合方法に関する。
また、本発明は、チタン系またはジルコニウム系挿入材の溶融温度以上で溶融されたチタン系またはジルコニウム系挿入材、第3中間層としてのバナジウム、モリブデンまたはタングステン層及びチタンまたはチタン系合金母材の間における等温凝固及びそれによる相互原子拡散反応と、第1中間層としてのニッケル層と鋼系合金母材との界面、前記ニッケル層と第2中間層としてのクロム層との界面及び前記クロム層と前記バナジウム、モリブデンまたはタングステン層との界面における固相拡散反応とによって、鋼系合金母材とチタンまたはチタン系合金母材との間の高強度の接合が形成されることを特徴とする、前記方法に関する。
【0015】
さらに、本発明は、中間層が、鋼系合金母材の拡散を制御してチタン系またはジルコニウム系挿入材内部で鋼系合金母材が溶出することを防止することにより、鋼系合金母材とチタンまたはチタン系合金母材との間の金属化合物の生成を抑制することを特徴とする、前記方法に関する。
また、本発明は、中間層が、メッキ、コーティング、蒸着、クラッディング及びホイル(foil)からなる群から選択されたいずれか一つの方法を使用して形成されることを特徴とする、前記方法に関する。
さらに、本発明は、チタン系挿入材が、Ti−Cu−Ni、Ti−Zr−Ni、Ti−Zr−Cu、Ti−Zr−Cu−Ni及びTi−Zr−Cu−Ni−Beからなる群から選択されることを特徴とする、前記方法に関する。
また、本発明は、ジルコニウム系挿入材が、Zr−Ti−Ni、Zr−Ti−Cu、Zr−Ti−Cu−Ni及びZr−Ti−Cu−Ni−Beからなる群から選択されることを特徴とする、前記方法に関する。
【0016】
さらに、本発明は、挿入材の形態が、パウダー、リボン、薄板及び板材からなる群から選択されるいずれか一つであることを特徴とする、前記方法に関する。
また、本発明は、加熱温度が、730〜1400℃であることを特徴とする、前記方法に関する。
さらに、本発明は、前記方法によって製造される、鋼系合金及びチタンまたはチタン系合金を含む高強度接合合金に関する。
また、本発明は、接合合金の接合部の強度が、母材の強度を超過することを特徴とする、前記高強度接合合金に関する。
【発明の効果】
【0017】
本発明によると、中間層を使用することによって、鋼系合金とチタンまたはチタン系合金との間の異種金属接合部における金属化合物の生成を抑制するだけでなく、中間層を構成するそれぞれの層を含むすべての接合界面間に強い界面結合を形成させることで母材の強度を超過する高強度の接合合金を製造することができるので、高強度、高機能の先端複合素材の開発に有用に使用することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の中間層を使用した鋼系合金と、チタンまたはチタン系合金との間の高強度異種金属接合方法の模式図である。
【図2】本発明の実施例1で接合されたチタン・ステンレス鋼の異種接合部の微細組織を示す写真及び各成分の組成比である。
【図3】本発明の実施例1で接合されたチタン・ステンレス鋼の試片の接合部(矢印)の接合強度測定結果を示す引張試験曲線を示したグラフである。
【発明を実施するための形態】
【0019】
以下、本発明を詳しく説明する。
【0020】
本発明は、中間層を使用して鋼系合金とチタンまたはチタン合金との間の接合部の接合強度が母材の強度を超過する異種金属接合方法を提供する。
【0021】
本発明の前記異種金属接合方法は、鋼系合金母材とチタンまたはチタン系合金母材との間に鋼系合金母材から第1中間層としてニッケル層、第2中間層としてクロム層及び第3中間層としてバナジウム、モリブデンまたはタングステン層の順に積層される中間層と、前記バナジウム、モリブデンまたはタングステン層とチタンまたはチタン系合金母材との間にチタン系またはジルコニウム系挿入材を挿入させた後、前記挿入材の溶融温度以上、前記母材の溶融点以下の温度で加熱して、鋼系合金及びチタンまたはチタン系合金を接合させる工程から構成される。
【0022】
本発明の前記中間層を含む鋼系合金母材及びチタンまたはチタン系合金母材を、前記チタン系またはジルコニウム系挿入材の溶融温度以上で加熱すると、前記溶融されたチタン系またはジルコニウム系挿入材、第3中間層としてのバナジウム、モリブデンまたはタングステン層及びチタンまたはチタン系合金母材の間における等温凝固及びそれによる相互原子拡散反応と、前記中間層を構成するニッケル層と鋼系合金母材との界面、前記中間層を構成するニッケル層とクロム層との界面及び前記クロム層とバナジウム、モリブデンまたはタングステン層との界面における固相拡散反応によって、鋼系合金母材とチタンまたはチタン系合金母材との間の高強度の接合が形成される。
【0023】
本発明の異種金属接合方法において、前記中間層は、鋼系合金母材の拡散を制御して前記チタン系またはジルコニウム系挿入材内部で鋼系合金母材が溶出することを防止することにより、鋼系合金母材とチタンまたはチタン系合金母材との間の金属化合物の生成を抑制する役割をする。この場合、前記中間層の積層順序は、鋼系合金母材から順にニッケル層(第1中間層)、クロム層(第2中間層)及びバナジウム、モリブデンまたはタングステン層(第3中間層)が積層されることが好ましいが、これに制限されない。
【0024】
前記中間層は、本発明の技術分野で一般的に使用される積層方法を使用して形成することができるが、メッキ、コーティング、蒸着、クラッディング、ホイル(foil)などの方法を使用して形成することが好ましい。
【0025】
本発明の異種金属接合方法において、前記チタン系またはジルコニウム系挿入材は、前記中間層、例えばバナジウム、モリブデンまたはタングステン層とチタンまたはチタン系合金母材との組成成分の差によって固相拡散反応が生じて強い接合を起こすことができるものなら制限なしに使用することができる。チタン系挿入材では、Ti−Cu−Ni、Ti−Zr−Ni、Ti−Zr−Cu、Ti−Zr−Cu−Ni、Ti−Zr−Cu−Ni−Beなどを使用することが好ましく、ジルコニウム系挿入材では、Zr−Ti−Ni、Zr−Ti−Cu、Zr−Ti−Cu−Ni、Zr−Ti−Cu−Ni−Beなどを使用することができるが、これらに制限されない。
【0026】
また、前記チタン系またはジルコニウム系挿入材の形態は、本発明の鋼系合金母材とチタンまたはチタン系合金母材との間に均一に挿入することができる形態なら特別な制限なしに使用することができ、これらの中でパウダー、リボン、薄板、板材などの形態を使用することが好ましい。
【0027】
本発明の異種金属接合方法において、前記加熱温度は、挿入材が溶融する温度以上、接合される異種合金母材の中で溶融温度が相対的に低い母材の溶融温度以下の範囲で加熱することが好ましい。さらに好ましくは、730〜1400℃の範囲である。
【0028】
本発明の異種金属接合方法を模式化した図1を参照して、本発明をさらに具体的に説明する。
【0029】
図1に示すように、本発明の異種金属接合方法は、まず、接合させようとする金属母材(A1、鋼系合金母材)の上に第1中間層としてニッケル層(B1)を形成させて、第2中間層としてクロム層(B2)を形成させて、第3中間層としてバナジウム、モリブデンまたはタングステン層(B3)を連続的に形成させる。前記鋼系合金母材(A1)の上に中間層として前記ニッケル層(B1)、クロム層(B2)及びバナジウム、モリブデンまたはタングステン層(B3)の3重層が形成された鋼系合金母材(A1−1)と接合させようとする異種金属母材(A2、チタンまたはチタン系合金母材)との間にチタン系またはジルコニウム系挿入材(C)を挿入する。
【0030】
次に、前記チタン系またはジルコニウム系挿入材(C)が挿入され中間層が形成された鋼系合金母材(A1−1)と、チタンまたはチタン系合金母材(A2)とを第1加熱手段(D1)及び第2加熱手段(D2)を作動させて、前記チタン系またはジルコニウム系挿入材(C)の溶融温度以上に加熱する。加熱状態を一定時間維持すると、溶融したチタン系またはジルコニウム系挿入材(C)と中間層が形成された鋼系合金母材(A1−1)のバナジウム、モリブデンまたはタングステン層(B3)との間、チタン系またはジルコニウム系挿入材(C)とチタンまたはチタン系合金母材(A2)との間には、組成成分の差による合金元素の拡散が起きる。その結果、チタン系またはジルコニウム系挿入材(C)と中間層が形成された鋼系合金母材(A1−1)との間、及びチタン系またはジルコニウム系挿入材(C)とチタンまたはチタン系合金母材(A2)との間に強い接合が形成される。同様に、鋼系合金母材(A1)とニッケル層(B1)との間にも固相拡散反応が発生して強い接合が成り立つ。さらに、ニッケル層(B1)とクロム層(B2)との界面、クロム層(B2)とバナジウム、モリブデンまたはタングステン層(B3)との界面でも、固相拡散反応による強い接合が形成される。これら界面は、界面反応する二つの金属層の間に脆弱層が形成されないように、固溶度が大きいか完全固溶を成す金属で合金設計されている。
【0031】
結果的に、本発明の異種金属接合方法によって前記中間層(B1、B2、B3)が効果的な拡散制御層の役割を遂行することで、前記鋼系合金母材(A1)が、溶融したチタン系またはジルコニウム系挿入材(C)内部に溶出(dissolution)することを抑制するようになる結果、異種金属の接合部を脆弱にさせるチタンと鋼との間の金属化合物が生成されることを抑制する。
【0032】
本発明は、また前記異種金属接合方法によって製造される、鋼系合金母材とチタンまたはチタン系合金母材との間に鋼系合金母材から第1中間層としてニッケル層、第2中間層としてクロム層及び第3中間層としてバナジウム、モリブデンまたはタングステン層の順に積層される中間層と、前記中間層のバナジウム、モリブデンまたはタングステン層とチタンまたはチタン系合金母材の間にチタン系またはジルコニウム系挿入材が挿入された、鋼系合金母材とチタンまたはチタン系合金母材との間の金属化合物の生成が抑制される鋼系合金及びチタンまたはチタン系合金を含む高強度の接合合金を提供する。
【0033】
本発明の前記高強度接合合金の接合部の強度は、母材の強度を超過する。本発明の高強度接合合金の接合部の接合強度を測定した実験例1及び図3を参照すると、本発明の高強度接合合金の接合部の強度は、チタンまたはチタン系合金母材の破断強度を超過して引張試験を行なった場合、異種金属接合部で破断が発生しないで、チタン母材で破断が起きたことが分かる。このことから、中間層を挿入して接合させた本発明の高強度接合合金は、母材の強度を超過する高強度の接合強度を示すことが分かる。
【0034】
以下、本発明を実施例及び実験例によってさらに具体的に説明する。但し、下記の実施例は、本発明の内容を例示するだけのものであって、本発明が下記の実施例によって制限されるものではない。
【0035】
<実施例1>
スーパーステンレス鋼上にニッケル層、クロム層、バナジウム層の順にコーティングして中間層を形成した。前記形成された中間層と純粋チタン(Gr.2)との間にチタン系挿入材としてチタン58原子%、ジルコニウム16原子%及びニッケル26原子%からなる40μm厚のリボンを挟んだ後、アルゴン雰囲気下で温度が930℃になるまで100℃/分の速度で昇温させながら赤外線ブレイジング(infrared brazing)を行なった。930℃で10分間温度を維持した後、平均50℃/分の冷却速度で冷却してチタンとスーパーステンレス鋼とが接合された高強度接合合金を製造した。
【0036】
前記高強度接合合金接合部の微細組織を撮影した写真を図2に示した。図2を参照すると、スーパーステンレス鋼母材(Stainless steel (base))の上にNi(Ni interlayer)−Cr(Cr interlayer)−V(V interlayer)中間層が拡散制御層で均一に形成されていて、接合部には完全固溶体を形成するβ−Ti二元系反応、すなわち、バナジウム層とTi系非晶質挿入材合金との反応でバナジウム層近くにβ−Ti固溶体(β-Ti solid solution)を形成し、母材であるチタン(Titanium (base))から多量のチタンが溶出されてTi系非晶質挿入材合金成分との固溶反応が継続的に成立して偏析層や、その他の脆弱層が全く形成されないことを確認することができた。
【0037】
<実施例2>
中間層にバナジウム層の代わりにモリブデン層を使用したことを除き、実施例1と同一な方法で遂行して、チタンとスーパーステンレス鋼とが接合された高強度接合合金を製造した。
【0038】
<実施例3>
中間層にバナジウム層の代わりにタングステン層を使用したことを除き、実施例1と同一な方法で遂行して、チタンとスーパーステンレス鋼とが接合された高強度接合合金を製造した。
【0039】
<比較例1>
中間層を挿入しないことを除いて実施例1と同一に遂行して、チタンとスーパーステンレス鋼とが接合された高強度接合合金を製造した。
【0040】
<実験例1>接合強度の測定
実施例1及び比較例1で製造された高強度接合合金試片の接合強度を測定するために引張試験(ASTM E 8/E 8M−08)を行い、その結果を下記の表1及び図3に示した。
【0041】
【表1】
【0042】
表1及び図3を参照すると、本発明の実施例1の高強度接合合金の接合部では、破断が発生せず、むしろチタン母材自体で破断が起きたことが分かる。ここで、破断強度は、約450MPaで、これは表1に示されたチタン母材の引張強度とほぼ同じで、引張挙動も母材と類似であることが分かる。したがって、実際には、前記チタン・ステンレス鋼試片の接合部の接合強度は、チタン母材の引張強度を超過する値を示すということが分かる。
【符号の説明】
【0043】
A1:鋼系合金母材
A1−1:中間層が形成された鋼系合金母材
A2:チタンまたはチタン系合金母材
B1:第1中間層(ニッケル層)
B2:第2中間層(クロム層)
B3:第3中間層(バナジウム、モリブデンまたはタングステン層)
C:チタン系またはジルコニウム系挿入材
D1:第1加熱手段
D2:第2加熱手段
【特許請求の範囲】
【請求項1】
鋼系合金母材とチタンまたはチタン系合金母材との間に、鋼系合金母材から第1中間層としてニッケル層、第2中間層としてクロム層及び第3中間層としてバナジウム、モリブデンまたはタングステン層の順に積層される中間層と、該中間層のバナジウム、モリブデンまたはタングステン層とチタンまたはチタン系合金母材との間にチタン系またはジルコニウム系挿入材を挿入させた後、前記チタン系またはジルコニウム系挿入材の溶融温度以上、前記母材の溶融点以下の温度で加熱して、鋼系合金及びチタンまたはチタン系合金を接合させる工程を含む、高強度異種金属接合方法。
【請求項2】
チタン系またはジルコニウム系挿入材の溶融温度以上で溶融されたチタン系またはジルコニウム系挿入材、第3中間層としてのバナジウム、モリブデンまたはタングステン層及びチタンまたはチタン系合金母材の間における等温凝固及びそれによる相互原子拡散反応と、第1中間層としてのニッケル層と鋼系合金母材との界面、前記ニッケル層と第2中間層としてのクロム層との界面及び前記クロム層と前記バナジウム、モリブデンまたはタングステン層との界面における固相拡散反応とによって、鋼系合金母材とチタンまたはチタン系合金母材との間の高強度の接合が形成されることを特徴とする、請求項1に記載の方法。
【請求項3】
中間層が、鋼系合金母材の拡散を制御してチタン系またはジルコニウム系挿入材内部で鋼系合金母材が溶出することを防止することにより、鋼系合金母材とチタンまたはチタン系合金母材との間の金属化合物の生成を抑制することを特徴とする、請求項1に記載の方法。
【請求項4】
中間層が、メッキ、コーティング、蒸着、クラッディング及びホイル(foil)からなる群から選択されたいずれか一つの方法を使用して形成されることを特徴とする、請求項1に記載の方法。
【請求項5】
チタン系挿入材が、Ti−Cu−Ni、Ti−Zr−Ni、Ti−Zr−Cu、Ti−Zr−Cu−Ni及びTi−Zr−Cu−Ni−Beからなる群から選択されることを特徴とする、請求項1に記載の方法。
【請求項6】
ジルコニウム系挿入材が、Zr−Ti−Ni、Zr−Ti−Cu、Zr−Ti−Cu−Ni及びZr−Ti−Cu−Ni−Beからなる群から選択されることを特徴とする、請求項1に記載の方法。
【請求項7】
挿入材の形態が、パウダー、リボン、薄板及び板材からなる群から選択されるいずれか一つであることを特徴とする、請求項1に記載の方法。
【請求項8】
加熱温度が、730〜1400℃であることを特徴とする、請求項1に記載の方法。
【請求項9】
請求項1に記載の方法によって製造される、鋼系合金及びチタンまたはチタン系合金を含む高強度接合合金。
【請求項10】
接合合金の接合部の強度が、母材の強度を超過することを特徴とする、請求項9に記載の高強度接合合金。
【請求項1】
鋼系合金母材とチタンまたはチタン系合金母材との間に、鋼系合金母材から第1中間層としてニッケル層、第2中間層としてクロム層及び第3中間層としてバナジウム、モリブデンまたはタングステン層の順に積層される中間層と、該中間層のバナジウム、モリブデンまたはタングステン層とチタンまたはチタン系合金母材との間にチタン系またはジルコニウム系挿入材を挿入させた後、前記チタン系またはジルコニウム系挿入材の溶融温度以上、前記母材の溶融点以下の温度で加熱して、鋼系合金及びチタンまたはチタン系合金を接合させる工程を含む、高強度異種金属接合方法。
【請求項2】
チタン系またはジルコニウム系挿入材の溶融温度以上で溶融されたチタン系またはジルコニウム系挿入材、第3中間層としてのバナジウム、モリブデンまたはタングステン層及びチタンまたはチタン系合金母材の間における等温凝固及びそれによる相互原子拡散反応と、第1中間層としてのニッケル層と鋼系合金母材との界面、前記ニッケル層と第2中間層としてのクロム層との界面及び前記クロム層と前記バナジウム、モリブデンまたはタングステン層との界面における固相拡散反応とによって、鋼系合金母材とチタンまたはチタン系合金母材との間の高強度の接合が形成されることを特徴とする、請求項1に記載の方法。
【請求項3】
中間層が、鋼系合金母材の拡散を制御してチタン系またはジルコニウム系挿入材内部で鋼系合金母材が溶出することを防止することにより、鋼系合金母材とチタンまたはチタン系合金母材との間の金属化合物の生成を抑制することを特徴とする、請求項1に記載の方法。
【請求項4】
中間層が、メッキ、コーティング、蒸着、クラッディング及びホイル(foil)からなる群から選択されたいずれか一つの方法を使用して形成されることを特徴とする、請求項1に記載の方法。
【請求項5】
チタン系挿入材が、Ti−Cu−Ni、Ti−Zr−Ni、Ti−Zr−Cu、Ti−Zr−Cu−Ni及びTi−Zr−Cu−Ni−Beからなる群から選択されることを特徴とする、請求項1に記載の方法。
【請求項6】
ジルコニウム系挿入材が、Zr−Ti−Ni、Zr−Ti−Cu、Zr−Ti−Cu−Ni及びZr−Ti−Cu−Ni−Beからなる群から選択されることを特徴とする、請求項1に記載の方法。
【請求項7】
挿入材の形態が、パウダー、リボン、薄板及び板材からなる群から選択されるいずれか一つであることを特徴とする、請求項1に記載の方法。
【請求項8】
加熱温度が、730〜1400℃であることを特徴とする、請求項1に記載の方法。
【請求項9】
請求項1に記載の方法によって製造される、鋼系合金及びチタンまたはチタン系合金を含む高強度接合合金。
【請求項10】
接合合金の接合部の強度が、母材の強度を超過することを特徴とする、請求項9に記載の高強度接合合金。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−120081(P2010−120081A)
【公開日】平成22年6月3日(2010.6.3)
【国際特許分類】
【出願番号】特願2009−192774(P2009−192774)
【出願日】平成21年8月24日(2009.8.24)
【出願人】(500002490)コリア アトミック エナジー リサーチ インスティチュート (20)
【出願人】(502043352)コリア ハイドロ アンド ニュークリア パワー カンパニー リミティッド (23)
【Fターム(参考)】
【公開日】平成22年6月3日(2010.6.3)
【国際特許分類】
【出願日】平成21年8月24日(2009.8.24)
【出願人】(500002490)コリア アトミック エナジー リサーチ インスティチュート (20)
【出願人】(502043352)コリア ハイドロ アンド ニュークリア パワー カンパニー リミティッド (23)
【Fターム(参考)】
[ Back to top ]