
気体分離装置

【課題】混合気体中の所定の成分をある程度の濃度に濃縮した気体を大量に効率よく生成できる気体分離装置を提供することを目的とする。
【解決手段】ハウジング内に気体分離膜を備えた膜エレメントを配し、この膜エレメントによってハウジング内で互いに隔てられた1次側気体通路と2次側気体通路とを形成する気体分離装置とした。さらに、気体分離装置の膜エレメントは、気体分離膜をプリーツ状に丸めたプリーツ成形体とマニホールド部とを備えている。マニホールド部は、混合気体がマニホールド部の内部に流入される吸気口と、混合気体がマニホールド部の内部から排気される排気口と、吸気口と排気口との間でマニホールド部の内部を閉塞する閉塞部と、閉塞部よりも吸気口側に設けられ、マニホールド部の内部とひだ部の内面側とを連通する通気口と、閉塞部よりも排気口側に設けられ、ひだ部の内面側とマニホールド部の内部とを連通する通気口と、を有する。
【解決手段】ハウジング内に気体分離膜を備えた膜エレメントを配し、この膜エレメントによってハウジング内で互いに隔てられた1次側気体通路と2次側気体通路とを形成する気体分離装置とした。さらに、気体分離装置の膜エレメントは、気体分離膜をプリーツ状に丸めたプリーツ成形体とマニホールド部とを備えている。マニホールド部は、混合気体がマニホールド部の内部に流入される吸気口と、混合気体がマニホールド部の内部から排気される排気口と、吸気口と排気口との間でマニホールド部の内部を閉塞する閉塞部と、閉塞部よりも吸気口側に設けられ、マニホールド部の内部とひだ部の内面側とを連通する通気口と、閉塞部よりも排気口側に設けられ、ひだ部の内面側とマニホールド部の内部とを連通する通気口と、を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数の特定成分を含有する空気などの混合気体から、酸素などの特定気体を分離して窒素や酸素などを濃縮する気体分離装置に関する。
【背景技術】
【0002】
従来から、空気から高濃度の酸素を取り出す酸素濃縮器などが知られている。大気中の酸素濃度は通常約21%程度であるが、この空気から酸素以外の成分を取り除くことで高い酸素濃度の空気を生成することが可能になる。この種の酸素濃縮器としては、例えば、PSA方式(Pressure Swing Adsorption)と称される方式が採用されている。PSA方式は、吸着式とも呼ばれる方式であり、ゼオライトの窒素を吸着するという特性を利用して酸素濃度を高めている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
しかしながら、高純度ではなくても目的の気体がある程度の濃度に濃縮された大量の混合気体が必要な用途も有り、このような用途では、従来の高濃度に気体が濃縮できる装置では、設備が複雑になり設備導入コストが大きくなる欠点がある。
【0004】
本発明は、以上の課題を解決することを目的としており、混合気体中の所定の成分をある程度の濃度に濃縮した気体を大量に効率よく生成できる気体分離装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明は、少なくとも第1の成分及び第2の成分を含む混合気体から、第1の成分からなる特定気体を分離して第2の成分を濃縮する気体分離装置において、混合気体が流動する1次側気体通路と、分離された特定気体が流動する2次側気体通路と、1次側気体通路と2次側気体通路とを隔てると共に、混合気体中の特定気体を1次側気体通路から2次側気体通路に選択透過させる膜エレメントと、膜エレメントを収容する筒状の筐体部と、を備え、膜エレメントは、交互に折り返されて複数のひだ部が形成され、且つ筐体部内で筐体部の軸線回りに配置されたプリーツ状のプリーツ成形体と、マニホールド部とを有し、ひだ部は、筐体部の軸線側の内面と筐体部側の外面とを有し、1次側気体通路は、ひだ部の内面側に形成され、2次側気体通路は、ひだ部の外面側に形成され、マニホールド部は、ひだ部の内面側に配置され、さらに、マニホールド部は、混合気体がマニホールド部の内部に流入される吸気口と、その混合気体がマニホールド部の内部から排気される排気口と、吸気口と排気口との間でマニホールド部の内部を閉塞する閉塞部と、閉塞部よりも吸気口側に設けられ、マニホールド部の内部とひだ部の内面側とを連通する通気口と、閉塞部よりも排気口側に設けられ、ひだ部の内面側とマニホールド部の内部とを連通する通気口と、を有することを特徴とする。
【0006】
本発明によれば、膜エレメントによって第1の成分からなる特定気体を混合気体中から分離して第2の成分を濃縮するため、従来の濃縮器に比べて、第2の成分を濃縮した混合気体を大量に生成できる。さらに、膜エレメントは、複数のひだ部が形成されたプリーツ状(ひだ折状)であるため、筐体部内で特定気体の選択透過に寄与する膜エレメントの面積は拡がり、特定気体の分離効率は高まる。従って、プリーツ状では無い膜エレメントに比べて効率よく第2の成分を濃縮できるようになる。
【0007】
さらに、膜エレメントは、複数のひだ部が筺体部の軸線回りの一方側に傾き、スパイラル状に積層されていると好適である。複数のひだ部がスパイラル状に纏まって筐体部内に収容されているため、筐体部の小型化に有効であり、コンパクト化を図り易くなる。
【0008】
さらに、2次側気体通路には、分離された特定気体を押し流すための掃気用気体が流動すると好適である。ひだ部の内面側と外面側との特定気体の分圧差が大きくなるほど、特定気体はひだ部の1次側から2次側に選択透過し易くなる。従って、2次側の特定気体の分圧を減少させるように掃気用気体を流動させることで、1次側気体通路と2次側気体通路との特定気体の分圧差が大きくなり、混合気体中から特定気体の分離効率を向上させることができ、第2の成分の濃縮効率は向上する。
【0009】
さらに、混合気体は空気であり、第1の成分は酸素または窒素であり、第2の成分として窒素または酸素を濃縮すると好適である。この構成によれば、窒素富化空気を大量に且つ簡単に生成することができる。また、酸素富化空気を大量に且つ簡単に生成することができる。
【発明の効果】
【0010】
本発明によれば、混合気体中の所定の成分を濃縮した気体を大量に効率よく生成できる。
【図面の簡単な説明】
【0011】
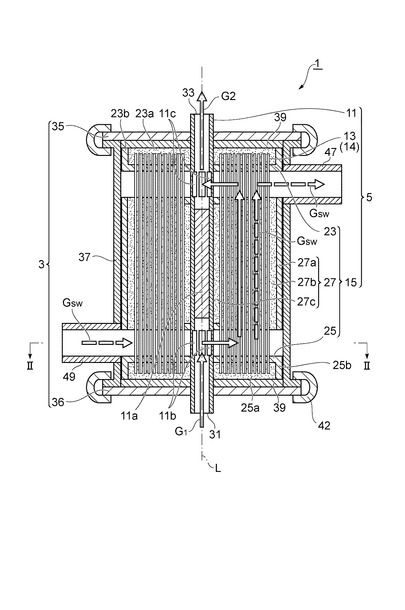
【図1】本発明の実施形態に係る気体分離装置の断面図である。
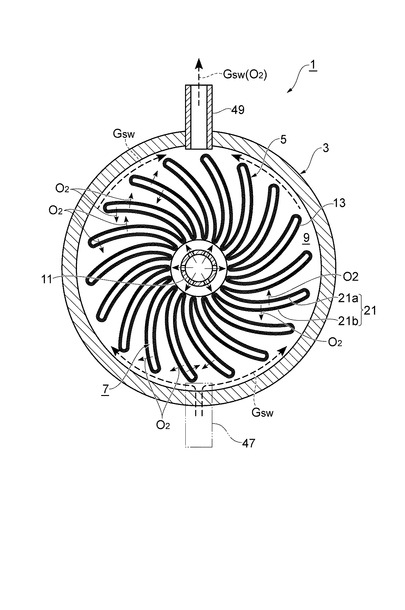
【図2】図1のII−II線に沿った概略的な断面図である。
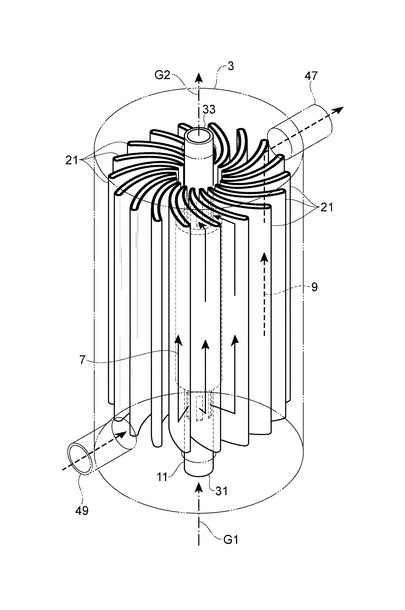
【図3】本実施形態に係る気体分離装置の概略的な斜視図である。
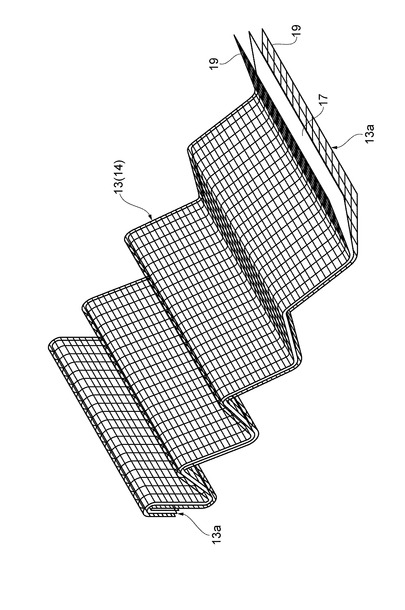
【図4】プリーツ加工する前の気体分離膜基材を示す斜視図である。
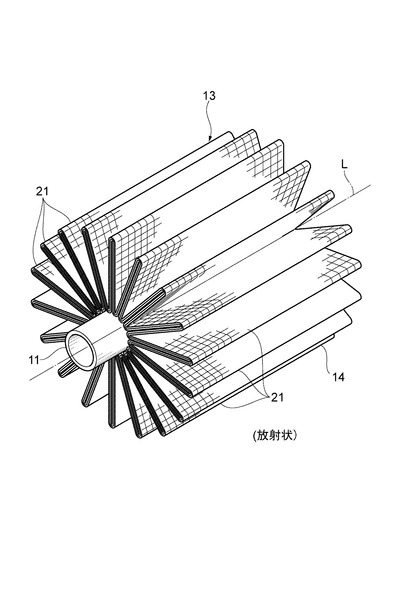
【図5】放射状のひだ部を有するプリーツ成形体を簡素化して示す斜視図である。
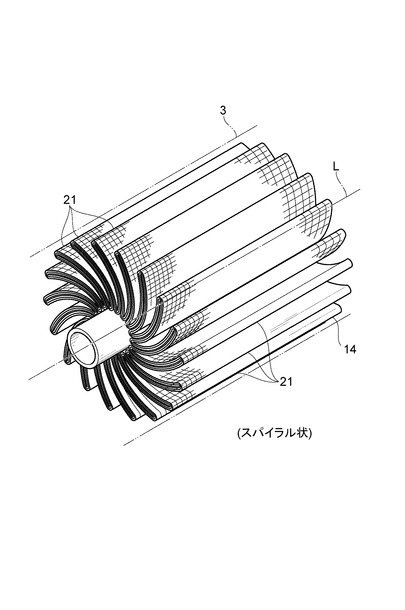
【図6】スパイラル状のひだ部を有するプリーツ成形体を簡素化して示す斜視図である。
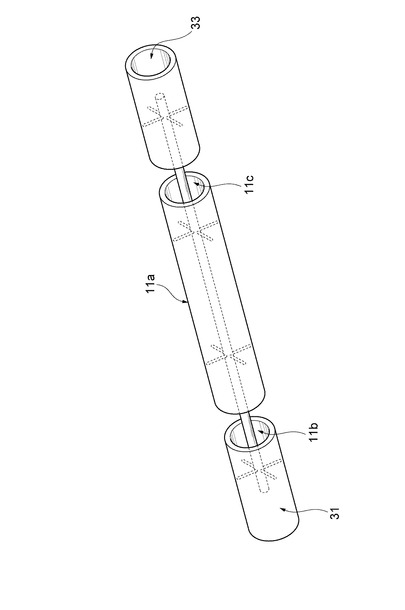
【図7】実施例に係るマニホールド部の形状を示す斜視図である。
【図8】プリーツをシールする方法を概略的に示す説明図である。
【発明を実施するための形態】
【0012】
以下、本発明の好適な実施形態について図面を参照しながら説明する。図1は、本発明の実施形態に係る気体分離装置の断面を概略的に示す断面図である。また、図2は、図1のII−II線に沿った概略的な断面図であり、図3は、気体の流れを中心に示す気体分離装置の概略的な斜視図である。なお、本実施形態では、円筒形に成形されたプリーツを膜エレメントと言い、膜エレメントがハウジングに収められたものを気体分離装置(膜モジュール)と言う。
【0013】
気体分離装置の用途としては、燃焼炉用途、空調機用途、ディーゼルエンジン用途などが考えられる。
燃焼炉用途としては、空気中の酸素と窒素を分離し、酸素富化空気を燃焼炉に導入することで燃焼温度を上昇させダイオキシンの発生を抑える使用方法が考えられる。また、窒素富化空気を燃焼炉に導入し、窒素酸化物を抑える使用方法が考えられる。
空調機用途としては、空気中の酸素と窒素を分離して酸素富化空気を室内に導入する使用方法が考えられる。また、水蒸気を膜透過させることにより、加湿または除湿を行う使用方法が考えられる。
【0014】
自動車エンジンに広く用いられている内燃機関には、燃焼温度が高くなると窒素と酸素が反応して窒素酸化物(NOX)を生成、排出するという特徴がある。ガソリンエンジンの場合、窒素酸化物(NOX)を除去するシステムとして排気ガスの炭化水素(HC)、一酸化炭素(CO)、窒素酸化物(NOX)を酸化還元反応によって同時除去する三元触媒が有効である。しかしながら、ディーゼルエンジンでは排気ガス中の酸素濃度が高いために三元触媒が有効に機能しない。そこで、ディーゼルエンジンの場合には、機関内部の酸素濃度を低減することが窒素酸化物(NOX)の低減に有効である。本実施形態に係る気体分離装置1は、ディーゼルエンジンに酸素濃度を低減した空気、すなわち窒素富化空気を供給するのに適した装置である。
【0015】
図1〜図3に示されるように、本実施形態に係る気体分離装置1は、第1の成分としての酸素及び第2の成分としての窒素を含む空気(混合気体)G1から酸素(特定気体)を膜エレメント5によって分離して窒素富化気体、例えば窒素富化空気G2を生成する装置である。または、酸素富化気体、例えば、酸素富化空気を生成する装置である。
【0016】
気体分離装置1は、円筒状の(筺体部)ハウジング3と、ハウジング3に収容された膜エレメント5とを備えている。ハウジング3内には、1次側気体通路7(図2及び図3参照)と2次側気体通路9とが形成され、1次側気体通路7と2次側気体通路9とは膜エレメント5によって隔てられている。1次側気体通路7は分離対象となる混合気体の流路であり、本実施形態では空気G1が流動する。また、2次側気体通路9は膜エレメント5を透過した特定気体が主として流動する流路であり、本実施形態では主として酸素富化された空気が流動する。一般に、1次側は、膜エレメント5を選択的に透過する気体成分に着目したときに分圧が高い方と定義されるが、多くの場合は1次側の方が全圧も高い。
【0017】
膜エレメント5は、ハウジング3の軸線L上に配置されたマニホールド部11と、マニホールド部11の周囲に配置されて略円筒状の外観形状となるプリーツ成形体13と、プリーツ成形体13を保持する膜保持部15とを備えている。
【0018】
図4〜図6に示されるように、プリーツ成形体13は、平膜状の気体分離膜基材14(図4参照)をプリーツ加工することによって得られた構造体である。気体分離膜基材14は、平膜状の気体分離膜17と、気体分離膜17を挟むように配置されたメッシュ状の一対の通気性補強材19とが一体となって形成されている。
【0019】
気体分離膜17は平膜であり、分離対象となる気体、例えば空気G1から酸素ガス(O2)を優先的に透過させる性質を持った選択透過膜である。なお、本発明における気体分離膜は、空気から酸素を優先的に透過させる選択透過膜に限定されず、混合気体から特定気体を優先的に透過させる性質を持った選択透過膜であればよい。なお、本発明に適用できる気体分離膜の材質、寸法及び特性については、後に詳しく説明する。
【0020】
通気性補強材19はプリーツ加工を施した際に、気体分離膜17の隣接するひだ部21同士の密着を防ぐことによって気体通路を確保し、良好な膜利用効率を達成するための手段に資するものであり、更にプリーツ成形体13に必要な自立性を付与するための補助的な機能を担う。なお、通気性補強材19の材質、寸法及び特性については、後に詳しく説明する。
【0021】
プリーツ加工とは、平膜状の気体分離膜基材14を特定のピッチで山折り谷折りを繰り返すことでV字状、U字状、Ω字状等の断面形状を付与する加工をいう。プリーツ加工を施すことにより、気体分離膜基材14は、蛇腹折りとなるように交互に折り返されて複数のひだ部21が形成された形態、すなわちプリーツ状の形態となってプリーツ成形体13を構成する。プリーツ加工により、このような加工を行わない平膜に比べ、同じ投影面積、同じ容積の中により大きな面積を収納することができる。通常は気体分離膜17と通気性補強材19を積層したのちプリーツ加工を施すが、気体分離膜17単独でプリーツ加工を施したあとひだ部21間に通気性補強材19を挿入することも可能である。本実施形態では、ひだ部21の枚数は300枚程度である。ひだ部21の枚数は気体処理能力により設計され特に制限は無い。なお、図2、図3、図5及び図6では、プリーツ成形体13を簡素化して示すため、意図的に18枚のひだ部21しか記載されていない。
【0022】
プリーツ成形体13は、一方の面(内面)21aをマニホールド部11側に向け、マニホールド部11を巻くように配置される(図5参照)。プリーツ成形体13は、マニホールド部11の横断面における円周方向の両端縁13a、すなわちひだ部21が並ぶ方向の両端縁13a同士が突き合わせられて合わせ目となり、この合わせ目が接着剤などで接続され、気密的にシールされる。
【0023】
さらに、プリーツ成形体13は、ハウジング3の軸線L回りの一方向側に僅かに回転させて絞ったような形状、すなわち軸線L回りの一方側に傾いた形状(円筒スパイラル型)になっており(図6参照)、複数のひだ部21がスパイラル状に積層された状態で纏まっていることが好ましい。スパイラル状とは、平面螺旋曲線の一部に沿った形状を意味し、例えば、一つのひだ部21をマニホールド部11の軸線Lに直交する面上で横断したときに、ひだ部21が螺旋の一部に沿って湾曲した形状を意味する。
【0024】
以下、ハウジング3及び膜エレメント5の内部構造の一例について図1を参照して説明する。図1に示されるように、膜保持部15は、上部膜保持部23、下部膜保持部25及び中段膜保持部27からなり、膜保持部15によってプリーツ成形体13はマニホールド部11に固定されている。
【0025】
上部膜保持部23は、スパイラル状に纏まった複数のひだ部21の上端をシール材23aによってドーナツ状に被覆しており、複数のひだ部21の上縁は、シール材23aによって固着一体化されている。また、下部膜保持部25は、複数のひだ部21の下端をシール材25aによってドーナツ状に被覆しており、複数のひだ部21の下縁はシール材25aによって固着一体化されている。上部膜保持部23及び下部膜保持部25の各シール材23a,25aによって、ひだ部21の内面21a側及び外面21b側の隙間は上端及び下端で閉鎖される。なお、各シール材23a,25aは、それぞれ内筒部23b,25bで保持されている。内筒部23b,25bは省略される場合もある。
【0026】
中段膜保持部27は、略円筒状のプリーツ成形体13の内周面、すなわちひだ部21を形成する内側の折り返し部分とマニホールド部11とを固着一対化させる内側保持材27cを有する。内側保持材27cは、接着剤またはクッション剤からなる。さらに、中段膜保持部27は、プリーツ成形体13の外周面を囲む内筒部27aを有し、内筒部27aの内側には、接着剤またはクッション剤からなる外側保持材27bが取り付けられている。外側保持材27bは、プリーツ成形体13の外周面、すなわちひだ部21を形成する外側の折り返し部分と内筒部27aとを固着一体化させる。中段膜保持部27によってプリーツ成形体13のスパイラル状は安定して保持される。なお、内側及び外側の各保持材27b,27cは、プリーツ成形体13の内部にまでは充填されておらず、ひだ部21の内面21a側及び外面21b側には上下方向に連通する隙間が存在する。その隙間によって1次側及び2次側気体通路7,9が形成される。なお、スパイラル状に積層されたひだ部21同士の間隔は、0.5mm程度である。この間隔はプリーツ枚数により異なるので、これに限定されない。また、内筒部27a及び外側保持材27bのいずれか一方は省略した態様とすることもできる。
【0027】
図1に示されるように、マニホールド部11は直線状に延在するパイプであり、例えば、外径は48.6mm、外周は152.6mm程度である。マニホールド部11の中央には充填物が充填されて閉塞部11aが形成されている。マニホールド部11の一方端、本実施形態では下端の開口が吸気口31となり、吸気口31側のマニホールド部11の側部には、軸線L回りに等間隔で形成された複数の通気口11bが形成されている。また、マニホールド部11の他方端、本実施形態では上端の開口が排気口33となり、排気口33側のマニホールド部11の側部には、軸線L回りに等間隔で形成された複数の通気口11cが形成されている。なお、図7に示されるように、閉塞部11aとマニホールド11とは、通気口11b,11cの部分で、通気口11b,11cの円筒部分の側面が完全に離れた状態にあってもよい。
【0028】
マニホールド部11の吸気口31から分離対象となる空気(混合気体)が供給される。この空気は、通気口11bを通過してプリーツ成形体13の内面21a側に流出し、プリーツ成形体13のひだ部21の内面21a側を通って上昇する。さらに、この空気は、上部の通気口11cを通ってマニホールド部11内に流入し、マニホールド部11の排気口33から流出する。本実施形態では、マニホールド部11の吸気口31からプリーツ成形体13の内面21a側を通ってマニホールド部11の排気口33まで通じる通路によって1次側気体通路7が形成される。
【0029】
プリーツ成形体13は、略円筒状のハウジング3内に収容されている。プリーツ成形体13は、ひだ部21がスパイラル状に纏まっている。従って、プリーツ成形体13は、例えば、ひだ部21が放射状に拡がっている状態(図5参照)での最大外径よりも小さな外径となっている。ハウジング3の内径は、スパイラル状に纏まったプリーツ成形体13の外径に対応した寸法になっており、放射状に拡がったひだ部21を収容する場合に比べてコンパクトな形態になっている。
【0030】
ハウジング3は、SUS、アルミ、プラスチックなどの各種材料で製造され、上下一対の蓋部35,36と、筒状の胴体部37とによって構成される。上蓋部35は、有底円筒状であり、中央にマニホールド部11が挿入される孔が形成されている。上蓋部35内には、膜エレメント5の上部膜保持部23との間で挟着されるパッキン39が装着される。下蓋部36も実質的に上蓋部35と同様の構成を備え、内部には、膜エレメント5の下部膜保持部25との間で挟着されるパッキン39が装着される。上蓋部35及び下蓋部36と胴体部37は閉め具42で接続される。
【0031】
外筒部37には、ハウジング3内に供給される掃気用気体Gswの導入管49と、プリーツ成形体13の気体分離膜17を選択透過した酸素(O2)を同伴する掃気用気体Gswの排出管47が接続されている。
【0032】
掃気用気体Gswは、導入管49を通過してハウジング3内に導入され、ひだ部21の外面21bに沿って上昇し、排出管47から排出される。掃気用気体Gswは、ひだ部21の外面21bに沿って上昇する際に、プリーツ成形体13を透過した酸素富化空気を押し流すように同伴する。従って、1次側気体通路7を2次側気体通路9よりも高圧力にすると、ひだ部21の内面21a側と外面21b側との間には大きな酸素分圧差が発生して酸素(O2)の選択透過が促進される。プリーツ成形体13のひだ部21の外面21b側に形成された気体通路が2次側気体通路9である。そして、掃気用気体Gswが導入される導入管49は2次側気体通路9の吸気口となり、排出管47は2次側気体通路9の排気口となる。なお、掃気用気体Gswとしては、窒素などの不活性気体、空気、水蒸気などを利用することができる。水蒸気を使用する場合には、導入管49から水を流し、水に同伴する水蒸気を掃気気体として使用する方法も採用できる。水の温度は0℃以上100℃以下の範囲が好適である。
【0033】
なお、1次側と2次側の気体通路7,9については上記に述べた態様と逆の位置関係を採用することも可能である。すなわち、導入管49より吸気を導入して排出管47から排出すると共に、導入管31から掃気用気体Gswを導入し排出管33より排出する方法である。以上がハウジング3および膜エレメント5の内部構造の一例に関する説明である。
【0034】
次に気体分離装置1の作用について説明する。気体分離装置1の1次側気体通路7には、吸気口31から混合気体としての加圧された空気G1が供給される。吸気口31に供給された空気G1は、マニホールド部11の通気口11bを通過し、プリーツ成形体13のひだ部21の内面21a側に流出する。そこで、空気は、内面側、すなわち1次側の膜面に広がり、気体分離膜17の選択透過性に従って主として酸素(O2)が2次側の膜面(外面21b)に透過する。1次側気体通路7に沿って上昇する空気は、上昇過程で、酸素(O2)が低減され、窒素富化気体G2となって排気口33から排出される。
【0035】
一方で、2次側気体通路9には、導入管49から必要に応じて掃気用気体Gswが導入される。掃気用気体Gswは、気体分離膜17を透過して2次側(外面側)に抜けた酸素(O2)を同伴しながらひだ部21の外面21bに沿って上昇し、ハウジング3の上部に設けられた排出管47から排出される。その結果、2次側気体通路9と1次側気体通路7との間に酸素(特定気体)の分圧差が生じ、酸素(O2)の選択透過が促進される。
【0036】
なお、排出管47から排出される気体は酸素富化空気として使用することが可能である。この場合は、酸素濃度を高めるために導入管49からは掃気用気体Gswを入れ無い方が、酸素富化空気中の酸素濃度を高くすることができるので好ましい。
【0037】
以上の気体分離装置1によれば、プリーツ成形体13の気体分離膜17によって酸素(O2)を空気中から分離して窒素を濃縮するため、PSA方式を利用した従来の濃縮器に比べて、窒素富化空気G2を大量に生成できる。また同時に2次側気体通路9より酸素富化空気を得ることができる。さらに、プリーツ成形体13は、複数のひだ部21が形成されたプリーツ状であるため、ハウジング3内で酸素の選択透過に寄与する気体分離膜17の面積を大きくとることができるので、酸素の分離効率は高まる。従って、プリーツ状では無い気体分離膜17に比べて効率よく窒素を濃縮できるようになる。
【0038】
さらに、複数のひだ部21が軸線L回りの一方側に傾き、スパイラル状に積層されてハウジング3内に収容されているため、ハウジング3の小型化に有効である。
【0039】
さらに、1次側気体通路7は、ひだ部21の内面21a側に形成され、2次側気体通路9は、ひだ部21の外面21b側に形成されており、必要に応じて2次側気体通路9に掃気用気体Gswを流動させることにより酸素(特定気体)の分圧が減少し、気体分離膜17の内面21a側(1次側)と外面21b側(2次側)との酸素の分圧差が大きくなるために、酸素は気体分離膜17の内面21a側から外面21b側に選択透過し易くなる。
【0040】
次に、本発明の膜エレメントに適用できる気体分離膜や通気性補強材の材質や寸法及び特性について更に詳しく説明する。
【0041】
(気体分離膜)
気体分離膜は平膜であり、混合気体から特定気体を優先的に透過させる性質を持った選択透過膜であればよい。特定気体としては、酸素や窒素の他、水蒸気、二酸化炭素、水素、ヘリウム、アルゴン、脂肪族炭化水素、芳香族炭化水素、硫化水素、アンモニアなどが例示できる。気体分離膜の素材は、様々なものを用いることができるが、上記の実施形態のように窒素富化空気の生成を目的とするものであれば、ポリジメチルシロキサン、ポリジフェニルシロキサン、ポリメチルフェニルシロキサン、ポリジメチルシロキサンの共重合体、ポリ−4−メチルペンテン−1、ポリテトラフルオロエチレン、ポリテトラフルオロエチレンの共重合体、パーフルオロ−2,2−ジメチル−1,3−ジオキソールの共重合体、ポリ−p−フェニレンオキシド、ポリビニルトリメチルシラン、フッ素化ポリマー/シロキサンコポリマー、ポリ〔1−(トリメチルシリル)−1−プロピン〕、酢酸セルロース、ポリプロピレン、ポリエチレン、ポリブタジエン、ポリ酢酸ビニル、ポリスチレン、およびこれらの共重合体などが挙げられる。この中でもオルガノポリシロキサン−ポリ尿素−ポリウレタンブロック共重合体やパーフルオロ−2,2−ジメチル−1,3−ジオキソールとテトラフルオロエチレンの共重合体が好ましい。また、A型ゼオライトに代表されるような選択透過性無機材料を用いることもできる。
【0042】
気体分離膜の気体透過性は、透過速度と分離係数で表現することができる。ここで、透過速度Rは単位時間、単位面積、単位分圧差における気体透過量で表され、慣習的にGPU(Gas Permeation Unit)=10−6cm3(STP)/cm2seccmHgという単位が広く使用されている。更に、単位膜厚あたりの透過速度を透過係数Pといい、慣習的にバーラー(barrer)=10−10cm3(STP)cm/cm2seccmHgという単位が広く使用されている。透過速度が膜物性であるのに対して透過係数は材料物性であり、いくら透過係数に優れる素材であっても、必要十分な薄膜化適性を兼ね備えない場合は気体分離に適さない。また、分離係数αは任意の気体透過係数の比である。透過速度と分離係数は目的とする用途に応じて適切に選択されるが、たとえば内燃機関用窒素富化気体を供給する装置として用いる場合は以下の値であることが好ましい。
【0043】
酸素の透過速度Rは、100GPU以上が好ましく、1000GPU以上がより好ましく、2000GPU以上が更に好ましく、3000GPU以上がより更に好ましく、5000GPU以上が特に好ましい。
【0044】
酸素と窒素の分離係数α(=RO2/RN2)は、1.1以上が好ましく、1.5以上がより好ましく、1.8以上が更に好ましく、2.0以上がより更に好ましく、2.2以上が特に好ましく、2.4以上が極めて好ましく、2.6以上が最も好ましい。αが1.1より小さい場合は、酸素に随伴して多量の窒素が1次側から2次側へ移動するため好ましくない。αが高いほど酸素に随伴する窒素の量を抑えることができるため好ましいが、一般的に分離係数と透過係数はトレードオフの関係にある。
【0045】
気体分離膜の膜厚は、1μm以上1000μm以下が好ましい。膜厚の下限は5μm以上がより好ましく、8μm以上が更に好ましく、10μm以上が最も好ましい。膜厚の上限は500μm以下がより好ましく、200μm以下が更に好ましく、100μm以下がより更に好ましく、50μm以下が特に好ましく、20μm以下が最も好ましい。膜厚が1μm未満になると、機械強度が不足する場合があり、膜厚が1000μmを越えると透過速度が不足する場合がある。
【0046】
気体分離膜の膜厚は、一般的に薄いほど分離係数を維持しながら透過速度を向上できるため好ましいが、薄膜化に伴う破損等を避けるため、気体透過性と機械強度に優れた支持膜の上に形成されることが多い。こうした構造を持つ気体分離膜を複合膜と呼び、支持膜の上に形成した気体分離層のことを分離層、スキン層、活性層、と呼び、支持膜のことを支持層と呼ぶことがある。複合膜は、例えば、支持膜に気体透過性材料を塗布または含浸または接触することにより得ることができる。本実施形態では複合膜を用いている。
【0047】
気体分離膜の支持層は、気体透過性と機械強度に優れ、プリーツ加工可能な平膜であれば様々なものを用いることができるが、織布、不織布、微多孔膜等を用いることができる。微多孔膜としては、ポリイミド微多孔膜、PVDF微多孔膜、ポリオレフィン微多孔膜、ポリスルホン微多孔膜、ポリエーテルスルホン微多孔膜など公知の様々な微多孔膜を用いることができるが、このうちリチウムイオン電池用セパレーターとして用いられるポリオレフィン微多孔膜、特に、ポリエチレン微多孔膜が好ましい。また、UF膜として使用されるポリスルホン微多孔膜やポリエーテルスルホン微多孔膜が好ましい。
【0048】
気体分離膜の支持層の気孔率は、5%以上95%以下が好ましい。気孔率の下限は10%以上がより好ましく、20%以上が更に好ましく、30%以上がより更に好ましく、40%以上が最も好ましい。気孔率が5%未満では、気体透過性が不足する場合があり、気孔率が95%を越えると、機械強度が不足する場合がある。
【0049】
気体分離膜の支持層の平均孔径は、0.1nm以上10μm以下が好ましい。平均孔径の下限は1nm以上がより好ましく、10nm以上が更に好ましい。平均孔径の上限は1μm以下がより好ましく、500nm以下が更に好ましく、200nm以下がより更に好ましく、100nm以下が特に好ましい。平均孔径が0.1nm未満の場合は気孔率や表面開口率が低い場合が多いため好ましくない。平均孔径が10μmを超える場合は気体分離層にピンホールが生成しやすくなるので好ましくない。
【0050】
気体分離膜の分離層の膜厚は、1nm以上10μm以下が好ましい。膜厚の下限は10μm以下がより好ましく、20nm以上が更に好ましく、50nm以上が最も好ましい。膜厚の上限は3μm以下がより好ましく、1μm以下が更に好ましく、500nm以下がより更に好ましく、300nmが特に好ましく、200nm以下が極めて好ましく、100nm以下が最も好ましい。透過係数が十分に高い場合は膜厚が3μmを超える場合も好適に用いることができる。
【0051】
(通気性補強材)
通気性補強材は、気体分離膜の両面もしくは片面に設けることができるが、気体分離膜両面での圧力差が顕著な場合は少なくとも低圧側に設けることが好ましい。通気性補強材は、織布、不織布、樹脂製ネット、例えば、ポリプロピレン、ポリエステル、ナイロン等、金属製ネット等を使用することができるが、このうち、樹脂製ネット、金属製ネットが好ましい。
【0052】
通気性補強材の厚さは、10μm以上5000μm以下が好ましく、厚さの下限は50μm以上がより好ましく、100μm以上が更に好ましく、200μm以上がより更に好ましく、300μm以上が特に好ましい。厚さの上限は2000μm以下がより好ましく、1000μm以下が更に好ましく、500μm以下が最も好ましい。厚さが10μm未満では、機械強度が不足する場合があり、厚さが5000μmを越えると、気体透過性が低下する場合がある。通気性補強材の厚さは、測定時の圧縮の程度によるため、膜エレメントを構成した場合の圧縮の程度、および、膜エレメントに運転時の全圧差を与えた場合の圧縮の程度で測定することが好ましい。
【0053】
通気性補強材の気孔率は、30%以上95%以下が好ましく、気孔率の下限は40%以上がより好ましく、50%以上が更に好ましく、60%以上がより更に好ましく、70%以上が特に好ましく、80%以上が極めて好ましく、90%以上が最も好ましい。気孔率が30%未満では、気体分離性が不足する場合があり、気孔率が95%未満では、機械強度が不足する場合がある。通気性補強材の気孔率は、測定時の圧縮の程度によるため、プリーツ成形体を構成した場合の圧縮の程度、および、プリーツ成形体に運転時の全圧差を与えた場合の圧縮の程度で測定することが好ましい。
【0054】
通気性補強材にネットを使用する際の線径は、0.01mm以上2mm以下が好ましい。線径の下限は0.02mm以上がより好ましく、0.04mm以上が更に好ましく、0.06mm以上がより更に好ましく、0.08mm以上が特に好ましい。線径の上限は1mm以下がより好ましく、0.6mm以下が更に好ましく、0.4mm以下がより更に好ましく、0.2mm以下が特に好ましい。
通気性補強材にネットを使用する際のメッシュは、2以上1000以下が好ましい。メッシュ数の下限は10以上がより好ましく、15以上が更に好ましく、20以上がより更に好ましい。メッシュ数の上限は100以下がより好ましく、50以下が更に好ましく、30以下がより更に好ましい。気体分離膜を保護するため、気体分離膜と通気性補強材の間に薄手の通気性補強材を設けてもよい。この種の通気性補強材は片面または両面を平滑化処理したものがより好ましい。
【実施例】
【0055】
(1)気体分離膜の作成
水銀ポロシメーターによるモード径が90nm、膜厚20μmのポリエチレン製微多孔膜(旭化成イーマテリアルズ)を幅300mmに裁断した後、微多孔膜の片表面のみに、下記(A)に記載の方法で調整した溶液を、下記(B)に記載のマイクログラビア塗工法により塗工速度4.0m/minで塗工し、70℃で乾燥させることにより気体分離膜を得た。得られた気体分離膜の酸素透過速度を下記(C)の方法で測定したところ、1800GPU、酸素窒素選択率α‘(酸素透過速度と窒素透過速度の比)は2.3であった。
【0056】
(2)スペーサー
直径約126μmの複数の糸からなる撚糸で作成した平織物であって、糸の交点が熱融着により固定された、厚さ 183μm、オープニング(糸間距離) 1mm、幅300mmのスペーサーを使用した。
【0057】
(3)プリーツの作製
上記スペーサーを二枚用意し、その間に上記気体分離膜を挟み、プリーツ機を用いてプリーツ高さ60mmの条件でプリーツ加工を行った後、幅140mmに裁断してプリーツ枚数300枚のプリーツを得た。
【0058】
(4)プリーツの成形とシール(封止)
プリーツを図7に示す形状の直径約76mmのアルミパイプに図5に示すように巻きつけ、さらに図6に示すようにアルミパイプに巻きつけるようにして円筒スパイラル型に成形した。図8に示すように、アルミパイプの両端部分のプリーツ断面に深さ約12mmの樹脂性の蓋を配し、重力の方向に回転軸を有する回転半径約2mの遠心機に設置した。このとき、プリーツの端面は遠心力と重力の合力の方向に垂直となるように設置した。内径4mmのチューブで接着剤容器と連結し、接着剤容器に、粘度約10,000 mPa・sのエポキシ系接着剤の主剤と、粘度約3,000 mPa・sのエポキシ系接着剤の硬化剤を100対45で混合したものを約50g入れ、温度35℃の条件下、シール部に30Gの遠心力がかかるように遠心機を回転させ、接着剤をプリーツ端面方向からプリーツ間に充填させた。樹脂性の蓋に入りきらない接着剤はオーバーフローさせた。そのまま回転を続け、4時間後にプリーツ端面が約10mm高さでシール(封止)されたプリーツを取り出した。もう片方のプリーツ端面も同様な操作でシールを行った。シールされたプリーツを50℃のオーブンで48時間加熱キュアを行って、円筒スパイラル型膜エレメントを得た。
【0059】
(5)気体分離装置の組み立てと性能評価
以上の方法で得られた膜エレメントを図1に示すようなハウジングに収めて気体分離装置(膜モジュール)を組み立てた。この装置の吸気口31から200kPa(ゲージ圧)、1545NL/minの空気を供給したところ、排気口33から1200NL/minの窒素富化空気を得た。この窒素富化空気中の酸素濃度は19%であり、効率的な酸素窒素分離が確認された。
【0060】
(A)気体分離性樹脂溶液の調整
沸点93℃のフッ素系溶媒(3M社製、NOVEC7300)に1.25質量%の濃度で、パーフルオロアモルファスポリマー(デュポン社製、テフロン(登録商標)AF1600、密度1.78g/cm3)を溶解した。
【0061】
(B)気体分離膜の作製
マイクログラビア塗工機(康井精機製)を用い、微多孔膜に、前記(A)で調整した気体分離性樹脂溶液を塗工した。塗工条件は以下の通りである。
塗工速度4m/min
マイクログラビアロール #180 (直径30mm 溝本数180本/inch)
マイクログラビアロール回転数 40rpm(微多孔膜進行方向に対して逆回転)
乾燥温度 24℃
コーターヘッドと巻き取りロール間の距離 約10m
(C)気体分離膜の気体透過性
気体分離膜を直径47mmの円形に切り取り、ステンレス製ホルダー(アドバンテック社製、KS−47Fホルダー)に固定した。ホルダーの1次側から99.9%以上の酸素、もしくは99.9%以上の窒素を所定の圧力で加圧した。2次側の雰囲気が酸素99%以上、もしくは窒素99%以上に置換されていることを酸素濃度計で確認した後、透過した気体の量を石鹸膜流量計で測定した。透過した気体量、気温、大気圧から標準状態における気体透過速度(GPU:Gas permeation unit=10−6cm3(STP)/cm2・sec・cmHg)を計算し、酸素と窒素の気体透過速度の比から分離係数αを計算した。
【符号の説明】
【0062】
1…気体分離装置、3…ハウジング(筐体部)、5…膜エレメント、7…1次側気体通路、9…2次側気体通路、11…マニホールド部、11a…閉塞部、11b…吸気口側の通気口、11c…排気口側の通気口、13…プリーツ成形体、21…ひだ部、31…吸気口、33…排気口、L…ハウジングの軸線、G1…空気(混合気体)、Gsw…掃気用気体。
【技術分野】
【0001】
本発明は、複数の特定成分を含有する空気などの混合気体から、酸素などの特定気体を分離して窒素や酸素などを濃縮する気体分離装置に関する。
【背景技術】
【0002】
従来から、空気から高濃度の酸素を取り出す酸素濃縮器などが知られている。大気中の酸素濃度は通常約21%程度であるが、この空気から酸素以外の成分を取り除くことで高い酸素濃度の空気を生成することが可能になる。この種の酸素濃縮器としては、例えば、PSA方式(Pressure Swing Adsorption)と称される方式が採用されている。PSA方式は、吸着式とも呼ばれる方式であり、ゼオライトの窒素を吸着するという特性を利用して酸素濃度を高めている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
しかしながら、高純度ではなくても目的の気体がある程度の濃度に濃縮された大量の混合気体が必要な用途も有り、このような用途では、従来の高濃度に気体が濃縮できる装置では、設備が複雑になり設備導入コストが大きくなる欠点がある。
【0004】
本発明は、以上の課題を解決することを目的としており、混合気体中の所定の成分をある程度の濃度に濃縮した気体を大量に効率よく生成できる気体分離装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明は、少なくとも第1の成分及び第2の成分を含む混合気体から、第1の成分からなる特定気体を分離して第2の成分を濃縮する気体分離装置において、混合気体が流動する1次側気体通路と、分離された特定気体が流動する2次側気体通路と、1次側気体通路と2次側気体通路とを隔てると共に、混合気体中の特定気体を1次側気体通路から2次側気体通路に選択透過させる膜エレメントと、膜エレメントを収容する筒状の筐体部と、を備え、膜エレメントは、交互に折り返されて複数のひだ部が形成され、且つ筐体部内で筐体部の軸線回りに配置されたプリーツ状のプリーツ成形体と、マニホールド部とを有し、ひだ部は、筐体部の軸線側の内面と筐体部側の外面とを有し、1次側気体通路は、ひだ部の内面側に形成され、2次側気体通路は、ひだ部の外面側に形成され、マニホールド部は、ひだ部の内面側に配置され、さらに、マニホールド部は、混合気体がマニホールド部の内部に流入される吸気口と、その混合気体がマニホールド部の内部から排気される排気口と、吸気口と排気口との間でマニホールド部の内部を閉塞する閉塞部と、閉塞部よりも吸気口側に設けられ、マニホールド部の内部とひだ部の内面側とを連通する通気口と、閉塞部よりも排気口側に設けられ、ひだ部の内面側とマニホールド部の内部とを連通する通気口と、を有することを特徴とする。
【0006】
本発明によれば、膜エレメントによって第1の成分からなる特定気体を混合気体中から分離して第2の成分を濃縮するため、従来の濃縮器に比べて、第2の成分を濃縮した混合気体を大量に生成できる。さらに、膜エレメントは、複数のひだ部が形成されたプリーツ状(ひだ折状)であるため、筐体部内で特定気体の選択透過に寄与する膜エレメントの面積は拡がり、特定気体の分離効率は高まる。従って、プリーツ状では無い膜エレメントに比べて効率よく第2の成分を濃縮できるようになる。
【0007】
さらに、膜エレメントは、複数のひだ部が筺体部の軸線回りの一方側に傾き、スパイラル状に積層されていると好適である。複数のひだ部がスパイラル状に纏まって筐体部内に収容されているため、筐体部の小型化に有効であり、コンパクト化を図り易くなる。
【0008】
さらに、2次側気体通路には、分離された特定気体を押し流すための掃気用気体が流動すると好適である。ひだ部の内面側と外面側との特定気体の分圧差が大きくなるほど、特定気体はひだ部の1次側から2次側に選択透過し易くなる。従って、2次側の特定気体の分圧を減少させるように掃気用気体を流動させることで、1次側気体通路と2次側気体通路との特定気体の分圧差が大きくなり、混合気体中から特定気体の分離効率を向上させることができ、第2の成分の濃縮効率は向上する。
【0009】
さらに、混合気体は空気であり、第1の成分は酸素または窒素であり、第2の成分として窒素または酸素を濃縮すると好適である。この構成によれば、窒素富化空気を大量に且つ簡単に生成することができる。また、酸素富化空気を大量に且つ簡単に生成することができる。
【発明の効果】
【0010】
本発明によれば、混合気体中の所定の成分を濃縮した気体を大量に効率よく生成できる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態に係る気体分離装置の断面図である。
【図2】図1のII−II線に沿った概略的な断面図である。
【図3】本実施形態に係る気体分離装置の概略的な斜視図である。
【図4】プリーツ加工する前の気体分離膜基材を示す斜視図である。
【図5】放射状のひだ部を有するプリーツ成形体を簡素化して示す斜視図である。
【図6】スパイラル状のひだ部を有するプリーツ成形体を簡素化して示す斜視図である。
【図7】実施例に係るマニホールド部の形状を示す斜視図である。
【図8】プリーツをシールする方法を概略的に示す説明図である。
【発明を実施するための形態】
【0012】
以下、本発明の好適な実施形態について図面を参照しながら説明する。図1は、本発明の実施形態に係る気体分離装置の断面を概略的に示す断面図である。また、図2は、図1のII−II線に沿った概略的な断面図であり、図3は、気体の流れを中心に示す気体分離装置の概略的な斜視図である。なお、本実施形態では、円筒形に成形されたプリーツを膜エレメントと言い、膜エレメントがハウジングに収められたものを気体分離装置(膜モジュール)と言う。
【0013】
気体分離装置の用途としては、燃焼炉用途、空調機用途、ディーゼルエンジン用途などが考えられる。
燃焼炉用途としては、空気中の酸素と窒素を分離し、酸素富化空気を燃焼炉に導入することで燃焼温度を上昇させダイオキシンの発生を抑える使用方法が考えられる。また、窒素富化空気を燃焼炉に導入し、窒素酸化物を抑える使用方法が考えられる。
空調機用途としては、空気中の酸素と窒素を分離して酸素富化空気を室内に導入する使用方法が考えられる。また、水蒸気を膜透過させることにより、加湿または除湿を行う使用方法が考えられる。
【0014】
自動車エンジンに広く用いられている内燃機関には、燃焼温度が高くなると窒素と酸素が反応して窒素酸化物(NOX)を生成、排出するという特徴がある。ガソリンエンジンの場合、窒素酸化物(NOX)を除去するシステムとして排気ガスの炭化水素(HC)、一酸化炭素(CO)、窒素酸化物(NOX)を酸化還元反応によって同時除去する三元触媒が有効である。しかしながら、ディーゼルエンジンでは排気ガス中の酸素濃度が高いために三元触媒が有効に機能しない。そこで、ディーゼルエンジンの場合には、機関内部の酸素濃度を低減することが窒素酸化物(NOX)の低減に有効である。本実施形態に係る気体分離装置1は、ディーゼルエンジンに酸素濃度を低減した空気、すなわち窒素富化空気を供給するのに適した装置である。
【0015】
図1〜図3に示されるように、本実施形態に係る気体分離装置1は、第1の成分としての酸素及び第2の成分としての窒素を含む空気(混合気体)G1から酸素(特定気体)を膜エレメント5によって分離して窒素富化気体、例えば窒素富化空気G2を生成する装置である。または、酸素富化気体、例えば、酸素富化空気を生成する装置である。
【0016】
気体分離装置1は、円筒状の(筺体部)ハウジング3と、ハウジング3に収容された膜エレメント5とを備えている。ハウジング3内には、1次側気体通路7(図2及び図3参照)と2次側気体通路9とが形成され、1次側気体通路7と2次側気体通路9とは膜エレメント5によって隔てられている。1次側気体通路7は分離対象となる混合気体の流路であり、本実施形態では空気G1が流動する。また、2次側気体通路9は膜エレメント5を透過した特定気体が主として流動する流路であり、本実施形態では主として酸素富化された空気が流動する。一般に、1次側は、膜エレメント5を選択的に透過する気体成分に着目したときに分圧が高い方と定義されるが、多くの場合は1次側の方が全圧も高い。
【0017】
膜エレメント5は、ハウジング3の軸線L上に配置されたマニホールド部11と、マニホールド部11の周囲に配置されて略円筒状の外観形状となるプリーツ成形体13と、プリーツ成形体13を保持する膜保持部15とを備えている。
【0018】
図4〜図6に示されるように、プリーツ成形体13は、平膜状の気体分離膜基材14(図4参照)をプリーツ加工することによって得られた構造体である。気体分離膜基材14は、平膜状の気体分離膜17と、気体分離膜17を挟むように配置されたメッシュ状の一対の通気性補強材19とが一体となって形成されている。
【0019】
気体分離膜17は平膜であり、分離対象となる気体、例えば空気G1から酸素ガス(O2)を優先的に透過させる性質を持った選択透過膜である。なお、本発明における気体分離膜は、空気から酸素を優先的に透過させる選択透過膜に限定されず、混合気体から特定気体を優先的に透過させる性質を持った選択透過膜であればよい。なお、本発明に適用できる気体分離膜の材質、寸法及び特性については、後に詳しく説明する。
【0020】
通気性補強材19はプリーツ加工を施した際に、気体分離膜17の隣接するひだ部21同士の密着を防ぐことによって気体通路を確保し、良好な膜利用効率を達成するための手段に資するものであり、更にプリーツ成形体13に必要な自立性を付与するための補助的な機能を担う。なお、通気性補強材19の材質、寸法及び特性については、後に詳しく説明する。
【0021】
プリーツ加工とは、平膜状の気体分離膜基材14を特定のピッチで山折り谷折りを繰り返すことでV字状、U字状、Ω字状等の断面形状を付与する加工をいう。プリーツ加工を施すことにより、気体分離膜基材14は、蛇腹折りとなるように交互に折り返されて複数のひだ部21が形成された形態、すなわちプリーツ状の形態となってプリーツ成形体13を構成する。プリーツ加工により、このような加工を行わない平膜に比べ、同じ投影面積、同じ容積の中により大きな面積を収納することができる。通常は気体分離膜17と通気性補強材19を積層したのちプリーツ加工を施すが、気体分離膜17単独でプリーツ加工を施したあとひだ部21間に通気性補強材19を挿入することも可能である。本実施形態では、ひだ部21の枚数は300枚程度である。ひだ部21の枚数は気体処理能力により設計され特に制限は無い。なお、図2、図3、図5及び図6では、プリーツ成形体13を簡素化して示すため、意図的に18枚のひだ部21しか記載されていない。
【0022】
プリーツ成形体13は、一方の面(内面)21aをマニホールド部11側に向け、マニホールド部11を巻くように配置される(図5参照)。プリーツ成形体13は、マニホールド部11の横断面における円周方向の両端縁13a、すなわちひだ部21が並ぶ方向の両端縁13a同士が突き合わせられて合わせ目となり、この合わせ目が接着剤などで接続され、気密的にシールされる。
【0023】
さらに、プリーツ成形体13は、ハウジング3の軸線L回りの一方向側に僅かに回転させて絞ったような形状、すなわち軸線L回りの一方側に傾いた形状(円筒スパイラル型)になっており(図6参照)、複数のひだ部21がスパイラル状に積層された状態で纏まっていることが好ましい。スパイラル状とは、平面螺旋曲線の一部に沿った形状を意味し、例えば、一つのひだ部21をマニホールド部11の軸線Lに直交する面上で横断したときに、ひだ部21が螺旋の一部に沿って湾曲した形状を意味する。
【0024】
以下、ハウジング3及び膜エレメント5の内部構造の一例について図1を参照して説明する。図1に示されるように、膜保持部15は、上部膜保持部23、下部膜保持部25及び中段膜保持部27からなり、膜保持部15によってプリーツ成形体13はマニホールド部11に固定されている。
【0025】
上部膜保持部23は、スパイラル状に纏まった複数のひだ部21の上端をシール材23aによってドーナツ状に被覆しており、複数のひだ部21の上縁は、シール材23aによって固着一体化されている。また、下部膜保持部25は、複数のひだ部21の下端をシール材25aによってドーナツ状に被覆しており、複数のひだ部21の下縁はシール材25aによって固着一体化されている。上部膜保持部23及び下部膜保持部25の各シール材23a,25aによって、ひだ部21の内面21a側及び外面21b側の隙間は上端及び下端で閉鎖される。なお、各シール材23a,25aは、それぞれ内筒部23b,25bで保持されている。内筒部23b,25bは省略される場合もある。
【0026】
中段膜保持部27は、略円筒状のプリーツ成形体13の内周面、すなわちひだ部21を形成する内側の折り返し部分とマニホールド部11とを固着一対化させる内側保持材27cを有する。内側保持材27cは、接着剤またはクッション剤からなる。さらに、中段膜保持部27は、プリーツ成形体13の外周面を囲む内筒部27aを有し、内筒部27aの内側には、接着剤またはクッション剤からなる外側保持材27bが取り付けられている。外側保持材27bは、プリーツ成形体13の外周面、すなわちひだ部21を形成する外側の折り返し部分と内筒部27aとを固着一体化させる。中段膜保持部27によってプリーツ成形体13のスパイラル状は安定して保持される。なお、内側及び外側の各保持材27b,27cは、プリーツ成形体13の内部にまでは充填されておらず、ひだ部21の内面21a側及び外面21b側には上下方向に連通する隙間が存在する。その隙間によって1次側及び2次側気体通路7,9が形成される。なお、スパイラル状に積層されたひだ部21同士の間隔は、0.5mm程度である。この間隔はプリーツ枚数により異なるので、これに限定されない。また、内筒部27a及び外側保持材27bのいずれか一方は省略した態様とすることもできる。
【0027】
図1に示されるように、マニホールド部11は直線状に延在するパイプであり、例えば、外径は48.6mm、外周は152.6mm程度である。マニホールド部11の中央には充填物が充填されて閉塞部11aが形成されている。マニホールド部11の一方端、本実施形態では下端の開口が吸気口31となり、吸気口31側のマニホールド部11の側部には、軸線L回りに等間隔で形成された複数の通気口11bが形成されている。また、マニホールド部11の他方端、本実施形態では上端の開口が排気口33となり、排気口33側のマニホールド部11の側部には、軸線L回りに等間隔で形成された複数の通気口11cが形成されている。なお、図7に示されるように、閉塞部11aとマニホールド11とは、通気口11b,11cの部分で、通気口11b,11cの円筒部分の側面が完全に離れた状態にあってもよい。
【0028】
マニホールド部11の吸気口31から分離対象となる空気(混合気体)が供給される。この空気は、通気口11bを通過してプリーツ成形体13の内面21a側に流出し、プリーツ成形体13のひだ部21の内面21a側を通って上昇する。さらに、この空気は、上部の通気口11cを通ってマニホールド部11内に流入し、マニホールド部11の排気口33から流出する。本実施形態では、マニホールド部11の吸気口31からプリーツ成形体13の内面21a側を通ってマニホールド部11の排気口33まで通じる通路によって1次側気体通路7が形成される。
【0029】
プリーツ成形体13は、略円筒状のハウジング3内に収容されている。プリーツ成形体13は、ひだ部21がスパイラル状に纏まっている。従って、プリーツ成形体13は、例えば、ひだ部21が放射状に拡がっている状態(図5参照)での最大外径よりも小さな外径となっている。ハウジング3の内径は、スパイラル状に纏まったプリーツ成形体13の外径に対応した寸法になっており、放射状に拡がったひだ部21を収容する場合に比べてコンパクトな形態になっている。
【0030】
ハウジング3は、SUS、アルミ、プラスチックなどの各種材料で製造され、上下一対の蓋部35,36と、筒状の胴体部37とによって構成される。上蓋部35は、有底円筒状であり、中央にマニホールド部11が挿入される孔が形成されている。上蓋部35内には、膜エレメント5の上部膜保持部23との間で挟着されるパッキン39が装着される。下蓋部36も実質的に上蓋部35と同様の構成を備え、内部には、膜エレメント5の下部膜保持部25との間で挟着されるパッキン39が装着される。上蓋部35及び下蓋部36と胴体部37は閉め具42で接続される。
【0031】
外筒部37には、ハウジング3内に供給される掃気用気体Gswの導入管49と、プリーツ成形体13の気体分離膜17を選択透過した酸素(O2)を同伴する掃気用気体Gswの排出管47が接続されている。
【0032】
掃気用気体Gswは、導入管49を通過してハウジング3内に導入され、ひだ部21の外面21bに沿って上昇し、排出管47から排出される。掃気用気体Gswは、ひだ部21の外面21bに沿って上昇する際に、プリーツ成形体13を透過した酸素富化空気を押し流すように同伴する。従って、1次側気体通路7を2次側気体通路9よりも高圧力にすると、ひだ部21の内面21a側と外面21b側との間には大きな酸素分圧差が発生して酸素(O2)の選択透過が促進される。プリーツ成形体13のひだ部21の外面21b側に形成された気体通路が2次側気体通路9である。そして、掃気用気体Gswが導入される導入管49は2次側気体通路9の吸気口となり、排出管47は2次側気体通路9の排気口となる。なお、掃気用気体Gswとしては、窒素などの不活性気体、空気、水蒸気などを利用することができる。水蒸気を使用する場合には、導入管49から水を流し、水に同伴する水蒸気を掃気気体として使用する方法も採用できる。水の温度は0℃以上100℃以下の範囲が好適である。
【0033】
なお、1次側と2次側の気体通路7,9については上記に述べた態様と逆の位置関係を採用することも可能である。すなわち、導入管49より吸気を導入して排出管47から排出すると共に、導入管31から掃気用気体Gswを導入し排出管33より排出する方法である。以上がハウジング3および膜エレメント5の内部構造の一例に関する説明である。
【0034】
次に気体分離装置1の作用について説明する。気体分離装置1の1次側気体通路7には、吸気口31から混合気体としての加圧された空気G1が供給される。吸気口31に供給された空気G1は、マニホールド部11の通気口11bを通過し、プリーツ成形体13のひだ部21の内面21a側に流出する。そこで、空気は、内面側、すなわち1次側の膜面に広がり、気体分離膜17の選択透過性に従って主として酸素(O2)が2次側の膜面(外面21b)に透過する。1次側気体通路7に沿って上昇する空気は、上昇過程で、酸素(O2)が低減され、窒素富化気体G2となって排気口33から排出される。
【0035】
一方で、2次側気体通路9には、導入管49から必要に応じて掃気用気体Gswが導入される。掃気用気体Gswは、気体分離膜17を透過して2次側(外面側)に抜けた酸素(O2)を同伴しながらひだ部21の外面21bに沿って上昇し、ハウジング3の上部に設けられた排出管47から排出される。その結果、2次側気体通路9と1次側気体通路7との間に酸素(特定気体)の分圧差が生じ、酸素(O2)の選択透過が促進される。
【0036】
なお、排出管47から排出される気体は酸素富化空気として使用することが可能である。この場合は、酸素濃度を高めるために導入管49からは掃気用気体Gswを入れ無い方が、酸素富化空気中の酸素濃度を高くすることができるので好ましい。
【0037】
以上の気体分離装置1によれば、プリーツ成形体13の気体分離膜17によって酸素(O2)を空気中から分離して窒素を濃縮するため、PSA方式を利用した従来の濃縮器に比べて、窒素富化空気G2を大量に生成できる。また同時に2次側気体通路9より酸素富化空気を得ることができる。さらに、プリーツ成形体13は、複数のひだ部21が形成されたプリーツ状であるため、ハウジング3内で酸素の選択透過に寄与する気体分離膜17の面積を大きくとることができるので、酸素の分離効率は高まる。従って、プリーツ状では無い気体分離膜17に比べて効率よく窒素を濃縮できるようになる。
【0038】
さらに、複数のひだ部21が軸線L回りの一方側に傾き、スパイラル状に積層されてハウジング3内に収容されているため、ハウジング3の小型化に有効である。
【0039】
さらに、1次側気体通路7は、ひだ部21の内面21a側に形成され、2次側気体通路9は、ひだ部21の外面21b側に形成されており、必要に応じて2次側気体通路9に掃気用気体Gswを流動させることにより酸素(特定気体)の分圧が減少し、気体分離膜17の内面21a側(1次側)と外面21b側(2次側)との酸素の分圧差が大きくなるために、酸素は気体分離膜17の内面21a側から外面21b側に選択透過し易くなる。
【0040】
次に、本発明の膜エレメントに適用できる気体分離膜や通気性補強材の材質や寸法及び特性について更に詳しく説明する。
【0041】
(気体分離膜)
気体分離膜は平膜であり、混合気体から特定気体を優先的に透過させる性質を持った選択透過膜であればよい。特定気体としては、酸素や窒素の他、水蒸気、二酸化炭素、水素、ヘリウム、アルゴン、脂肪族炭化水素、芳香族炭化水素、硫化水素、アンモニアなどが例示できる。気体分離膜の素材は、様々なものを用いることができるが、上記の実施形態のように窒素富化空気の生成を目的とするものであれば、ポリジメチルシロキサン、ポリジフェニルシロキサン、ポリメチルフェニルシロキサン、ポリジメチルシロキサンの共重合体、ポリ−4−メチルペンテン−1、ポリテトラフルオロエチレン、ポリテトラフルオロエチレンの共重合体、パーフルオロ−2,2−ジメチル−1,3−ジオキソールの共重合体、ポリ−p−フェニレンオキシド、ポリビニルトリメチルシラン、フッ素化ポリマー/シロキサンコポリマー、ポリ〔1−(トリメチルシリル)−1−プロピン〕、酢酸セルロース、ポリプロピレン、ポリエチレン、ポリブタジエン、ポリ酢酸ビニル、ポリスチレン、およびこれらの共重合体などが挙げられる。この中でもオルガノポリシロキサン−ポリ尿素−ポリウレタンブロック共重合体やパーフルオロ−2,2−ジメチル−1,3−ジオキソールとテトラフルオロエチレンの共重合体が好ましい。また、A型ゼオライトに代表されるような選択透過性無機材料を用いることもできる。
【0042】
気体分離膜の気体透過性は、透過速度と分離係数で表現することができる。ここで、透過速度Rは単位時間、単位面積、単位分圧差における気体透過量で表され、慣習的にGPU(Gas Permeation Unit)=10−6cm3(STP)/cm2seccmHgという単位が広く使用されている。更に、単位膜厚あたりの透過速度を透過係数Pといい、慣習的にバーラー(barrer)=10−10cm3(STP)cm/cm2seccmHgという単位が広く使用されている。透過速度が膜物性であるのに対して透過係数は材料物性であり、いくら透過係数に優れる素材であっても、必要十分な薄膜化適性を兼ね備えない場合は気体分離に適さない。また、分離係数αは任意の気体透過係数の比である。透過速度と分離係数は目的とする用途に応じて適切に選択されるが、たとえば内燃機関用窒素富化気体を供給する装置として用いる場合は以下の値であることが好ましい。
【0043】
酸素の透過速度Rは、100GPU以上が好ましく、1000GPU以上がより好ましく、2000GPU以上が更に好ましく、3000GPU以上がより更に好ましく、5000GPU以上が特に好ましい。
【0044】
酸素と窒素の分離係数α(=RO2/RN2)は、1.1以上が好ましく、1.5以上がより好ましく、1.8以上が更に好ましく、2.0以上がより更に好ましく、2.2以上が特に好ましく、2.4以上が極めて好ましく、2.6以上が最も好ましい。αが1.1より小さい場合は、酸素に随伴して多量の窒素が1次側から2次側へ移動するため好ましくない。αが高いほど酸素に随伴する窒素の量を抑えることができるため好ましいが、一般的に分離係数と透過係数はトレードオフの関係にある。
【0045】
気体分離膜の膜厚は、1μm以上1000μm以下が好ましい。膜厚の下限は5μm以上がより好ましく、8μm以上が更に好ましく、10μm以上が最も好ましい。膜厚の上限は500μm以下がより好ましく、200μm以下が更に好ましく、100μm以下がより更に好ましく、50μm以下が特に好ましく、20μm以下が最も好ましい。膜厚が1μm未満になると、機械強度が不足する場合があり、膜厚が1000μmを越えると透過速度が不足する場合がある。
【0046】
気体分離膜の膜厚は、一般的に薄いほど分離係数を維持しながら透過速度を向上できるため好ましいが、薄膜化に伴う破損等を避けるため、気体透過性と機械強度に優れた支持膜の上に形成されることが多い。こうした構造を持つ気体分離膜を複合膜と呼び、支持膜の上に形成した気体分離層のことを分離層、スキン層、活性層、と呼び、支持膜のことを支持層と呼ぶことがある。複合膜は、例えば、支持膜に気体透過性材料を塗布または含浸または接触することにより得ることができる。本実施形態では複合膜を用いている。
【0047】
気体分離膜の支持層は、気体透過性と機械強度に優れ、プリーツ加工可能な平膜であれば様々なものを用いることができるが、織布、不織布、微多孔膜等を用いることができる。微多孔膜としては、ポリイミド微多孔膜、PVDF微多孔膜、ポリオレフィン微多孔膜、ポリスルホン微多孔膜、ポリエーテルスルホン微多孔膜など公知の様々な微多孔膜を用いることができるが、このうちリチウムイオン電池用セパレーターとして用いられるポリオレフィン微多孔膜、特に、ポリエチレン微多孔膜が好ましい。また、UF膜として使用されるポリスルホン微多孔膜やポリエーテルスルホン微多孔膜が好ましい。
【0048】
気体分離膜の支持層の気孔率は、5%以上95%以下が好ましい。気孔率の下限は10%以上がより好ましく、20%以上が更に好ましく、30%以上がより更に好ましく、40%以上が最も好ましい。気孔率が5%未満では、気体透過性が不足する場合があり、気孔率が95%を越えると、機械強度が不足する場合がある。
【0049】
気体分離膜の支持層の平均孔径は、0.1nm以上10μm以下が好ましい。平均孔径の下限は1nm以上がより好ましく、10nm以上が更に好ましい。平均孔径の上限は1μm以下がより好ましく、500nm以下が更に好ましく、200nm以下がより更に好ましく、100nm以下が特に好ましい。平均孔径が0.1nm未満の場合は気孔率や表面開口率が低い場合が多いため好ましくない。平均孔径が10μmを超える場合は気体分離層にピンホールが生成しやすくなるので好ましくない。
【0050】
気体分離膜の分離層の膜厚は、1nm以上10μm以下が好ましい。膜厚の下限は10μm以下がより好ましく、20nm以上が更に好ましく、50nm以上が最も好ましい。膜厚の上限は3μm以下がより好ましく、1μm以下が更に好ましく、500nm以下がより更に好ましく、300nmが特に好ましく、200nm以下が極めて好ましく、100nm以下が最も好ましい。透過係数が十分に高い場合は膜厚が3μmを超える場合も好適に用いることができる。
【0051】
(通気性補強材)
通気性補強材は、気体分離膜の両面もしくは片面に設けることができるが、気体分離膜両面での圧力差が顕著な場合は少なくとも低圧側に設けることが好ましい。通気性補強材は、織布、不織布、樹脂製ネット、例えば、ポリプロピレン、ポリエステル、ナイロン等、金属製ネット等を使用することができるが、このうち、樹脂製ネット、金属製ネットが好ましい。
【0052】
通気性補強材の厚さは、10μm以上5000μm以下が好ましく、厚さの下限は50μm以上がより好ましく、100μm以上が更に好ましく、200μm以上がより更に好ましく、300μm以上が特に好ましい。厚さの上限は2000μm以下がより好ましく、1000μm以下が更に好ましく、500μm以下が最も好ましい。厚さが10μm未満では、機械強度が不足する場合があり、厚さが5000μmを越えると、気体透過性が低下する場合がある。通気性補強材の厚さは、測定時の圧縮の程度によるため、膜エレメントを構成した場合の圧縮の程度、および、膜エレメントに運転時の全圧差を与えた場合の圧縮の程度で測定することが好ましい。
【0053】
通気性補強材の気孔率は、30%以上95%以下が好ましく、気孔率の下限は40%以上がより好ましく、50%以上が更に好ましく、60%以上がより更に好ましく、70%以上が特に好ましく、80%以上が極めて好ましく、90%以上が最も好ましい。気孔率が30%未満では、気体分離性が不足する場合があり、気孔率が95%未満では、機械強度が不足する場合がある。通気性補強材の気孔率は、測定時の圧縮の程度によるため、プリーツ成形体を構成した場合の圧縮の程度、および、プリーツ成形体に運転時の全圧差を与えた場合の圧縮の程度で測定することが好ましい。
【0054】
通気性補強材にネットを使用する際の線径は、0.01mm以上2mm以下が好ましい。線径の下限は0.02mm以上がより好ましく、0.04mm以上が更に好ましく、0.06mm以上がより更に好ましく、0.08mm以上が特に好ましい。線径の上限は1mm以下がより好ましく、0.6mm以下が更に好ましく、0.4mm以下がより更に好ましく、0.2mm以下が特に好ましい。
通気性補強材にネットを使用する際のメッシュは、2以上1000以下が好ましい。メッシュ数の下限は10以上がより好ましく、15以上が更に好ましく、20以上がより更に好ましい。メッシュ数の上限は100以下がより好ましく、50以下が更に好ましく、30以下がより更に好ましい。気体分離膜を保護するため、気体分離膜と通気性補強材の間に薄手の通気性補強材を設けてもよい。この種の通気性補強材は片面または両面を平滑化処理したものがより好ましい。
【実施例】
【0055】
(1)気体分離膜の作成
水銀ポロシメーターによるモード径が90nm、膜厚20μmのポリエチレン製微多孔膜(旭化成イーマテリアルズ)を幅300mmに裁断した後、微多孔膜の片表面のみに、下記(A)に記載の方法で調整した溶液を、下記(B)に記載のマイクログラビア塗工法により塗工速度4.0m/minで塗工し、70℃で乾燥させることにより気体分離膜を得た。得られた気体分離膜の酸素透過速度を下記(C)の方法で測定したところ、1800GPU、酸素窒素選択率α‘(酸素透過速度と窒素透過速度の比)は2.3であった。
【0056】
(2)スペーサー
直径約126μmの複数の糸からなる撚糸で作成した平織物であって、糸の交点が熱融着により固定された、厚さ 183μm、オープニング(糸間距離) 1mm、幅300mmのスペーサーを使用した。
【0057】
(3)プリーツの作製
上記スペーサーを二枚用意し、その間に上記気体分離膜を挟み、プリーツ機を用いてプリーツ高さ60mmの条件でプリーツ加工を行った後、幅140mmに裁断してプリーツ枚数300枚のプリーツを得た。
【0058】
(4)プリーツの成形とシール(封止)
プリーツを図7に示す形状の直径約76mmのアルミパイプに図5に示すように巻きつけ、さらに図6に示すようにアルミパイプに巻きつけるようにして円筒スパイラル型に成形した。図8に示すように、アルミパイプの両端部分のプリーツ断面に深さ約12mmの樹脂性の蓋を配し、重力の方向に回転軸を有する回転半径約2mの遠心機に設置した。このとき、プリーツの端面は遠心力と重力の合力の方向に垂直となるように設置した。内径4mmのチューブで接着剤容器と連結し、接着剤容器に、粘度約10,000 mPa・sのエポキシ系接着剤の主剤と、粘度約3,000 mPa・sのエポキシ系接着剤の硬化剤を100対45で混合したものを約50g入れ、温度35℃の条件下、シール部に30Gの遠心力がかかるように遠心機を回転させ、接着剤をプリーツ端面方向からプリーツ間に充填させた。樹脂性の蓋に入りきらない接着剤はオーバーフローさせた。そのまま回転を続け、4時間後にプリーツ端面が約10mm高さでシール(封止)されたプリーツを取り出した。もう片方のプリーツ端面も同様な操作でシールを行った。シールされたプリーツを50℃のオーブンで48時間加熱キュアを行って、円筒スパイラル型膜エレメントを得た。
【0059】
(5)気体分離装置の組み立てと性能評価
以上の方法で得られた膜エレメントを図1に示すようなハウジングに収めて気体分離装置(膜モジュール)を組み立てた。この装置の吸気口31から200kPa(ゲージ圧)、1545NL/minの空気を供給したところ、排気口33から1200NL/minの窒素富化空気を得た。この窒素富化空気中の酸素濃度は19%であり、効率的な酸素窒素分離が確認された。
【0060】
(A)気体分離性樹脂溶液の調整
沸点93℃のフッ素系溶媒(3M社製、NOVEC7300)に1.25質量%の濃度で、パーフルオロアモルファスポリマー(デュポン社製、テフロン(登録商標)AF1600、密度1.78g/cm3)を溶解した。
【0061】
(B)気体分離膜の作製
マイクログラビア塗工機(康井精機製)を用い、微多孔膜に、前記(A)で調整した気体分離性樹脂溶液を塗工した。塗工条件は以下の通りである。
塗工速度4m/min
マイクログラビアロール #180 (直径30mm 溝本数180本/inch)
マイクログラビアロール回転数 40rpm(微多孔膜進行方向に対して逆回転)
乾燥温度 24℃
コーターヘッドと巻き取りロール間の距離 約10m
(C)気体分離膜の気体透過性
気体分離膜を直径47mmの円形に切り取り、ステンレス製ホルダー(アドバンテック社製、KS−47Fホルダー)に固定した。ホルダーの1次側から99.9%以上の酸素、もしくは99.9%以上の窒素を所定の圧力で加圧した。2次側の雰囲気が酸素99%以上、もしくは窒素99%以上に置換されていることを酸素濃度計で確認した後、透過した気体の量を石鹸膜流量計で測定した。透過した気体量、気温、大気圧から標準状態における気体透過速度(GPU:Gas permeation unit=10−6cm3(STP)/cm2・sec・cmHg)を計算し、酸素と窒素の気体透過速度の比から分離係数αを計算した。
【符号の説明】
【0062】
1…気体分離装置、3…ハウジング(筐体部)、5…膜エレメント、7…1次側気体通路、9…2次側気体通路、11…マニホールド部、11a…閉塞部、11b…吸気口側の通気口、11c…排気口側の通気口、13…プリーツ成形体、21…ひだ部、31…吸気口、33…排気口、L…ハウジングの軸線、G1…空気(混合気体)、Gsw…掃気用気体。
【特許請求の範囲】
【請求項1】
少なくとも第1の成分及び第2の成分を含む混合気体から、前記第1の成分からなる特定気体を分離して前記第2の成分を濃縮する気体分離装置において、
前記混合気体が流動する1次側気体通路と、
前記分離された特定気体が流動する2次側気体通路と、
前記1次側気体通路と前記2次側気体通路とを隔てると共に、前記混合気体中の前記特定気体を前記1次側気体通路から前記2次側気体通路に選択透過させる膜エレメントと、
前記膜エレメントを収容する筒状の筐体部と、を備え、
前記膜エレメントは、交互に折り返されて複数のひだ部が形成され、且つ前記筐体部内で前記筐体部の軸線回りに配置されたプリーツ状のプリーツ成形体と、マニホールド部とを有し、
前記ひだ部は、前記筐体部の前記軸線側の内面と前記筐体部側の外面とを有し、
前記1次側気体通路は、前記ひだ部の内面側に形成され、前記2次側気体通路は、前記ひだ部の前記外面側に形成され、
前記マニホールド部は、前記ひだ部の内面側に配置され、
さらに、前記マニホールド部は、前記混合気体が前記マニホールド部の内部に流入される吸気口と、当該混合気体が前記マニホールド部の内部から排気される排気口と、前記吸気口と前記排気口との間で前記マニホールド部の内部を閉塞する閉塞部と、前記閉塞部よりも前記吸気口側に設けられ、前記マニホールド部の内部と前記ひだ部の内面側とを連通する通気口と、前記閉塞部よりも前記排気口側に設けられ、前記ひだ部の内面側と前記マニホールド部の内部とを連通する通気口と、を有することを特徴とする気体分離装置。
【請求項2】
前記膜エレメントは、
前記複数のひだ部が前記軸線回りの一方側に傾き、スパイラル状に積層されていることを特徴とする請求項1記載の気体分離装置。
【請求項3】
前記2次側気体通路には、前記分離された特定気体を押し流すための掃気用気体が流動することを特徴とする請求項1または2記載の気体分離装置。
【請求項4】
前記混合気体は空気であり、前記第1の成分は酸素または窒素であり、第2の成分として窒素または酸素を濃縮することを特徴とする請求項1〜3のいずれか一項記載の気体分離装置。
【請求項1】
少なくとも第1の成分及び第2の成分を含む混合気体から、前記第1の成分からなる特定気体を分離して前記第2の成分を濃縮する気体分離装置において、
前記混合気体が流動する1次側気体通路と、
前記分離された特定気体が流動する2次側気体通路と、
前記1次側気体通路と前記2次側気体通路とを隔てると共に、前記混合気体中の前記特定気体を前記1次側気体通路から前記2次側気体通路に選択透過させる膜エレメントと、
前記膜エレメントを収容する筒状の筐体部と、を備え、
前記膜エレメントは、交互に折り返されて複数のひだ部が形成され、且つ前記筐体部内で前記筐体部の軸線回りに配置されたプリーツ状のプリーツ成形体と、マニホールド部とを有し、
前記ひだ部は、前記筐体部の前記軸線側の内面と前記筐体部側の外面とを有し、
前記1次側気体通路は、前記ひだ部の内面側に形成され、前記2次側気体通路は、前記ひだ部の前記外面側に形成され、
前記マニホールド部は、前記ひだ部の内面側に配置され、
さらに、前記マニホールド部は、前記混合気体が前記マニホールド部の内部に流入される吸気口と、当該混合気体が前記マニホールド部の内部から排気される排気口と、前記吸気口と前記排気口との間で前記マニホールド部の内部を閉塞する閉塞部と、前記閉塞部よりも前記吸気口側に設けられ、前記マニホールド部の内部と前記ひだ部の内面側とを連通する通気口と、前記閉塞部よりも前記排気口側に設けられ、前記ひだ部の内面側と前記マニホールド部の内部とを連通する通気口と、を有することを特徴とする気体分離装置。
【請求項2】
前記膜エレメントは、
前記複数のひだ部が前記軸線回りの一方側に傾き、スパイラル状に積層されていることを特徴とする請求項1記載の気体分離装置。
【請求項3】
前記2次側気体通路には、前記分離された特定気体を押し流すための掃気用気体が流動することを特徴とする請求項1または2記載の気体分離装置。
【請求項4】
前記混合気体は空気であり、前記第1の成分は酸素または窒素であり、第2の成分として窒素または酸素を濃縮することを特徴とする請求項1〜3のいずれか一項記載の気体分離装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−49059(P2013−49059A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2012−273993(P2012−273993)
【出願日】平成24年12月14日(2012.12.14)
【分割の表示】特願2009−134373(P2009−134373)の分割
【原出願日】平成21年6月3日(2009.6.3)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成24年12月14日(2012.12.14)
【分割の表示】特願2009−134373(P2009−134373)の分割
【原出願日】平成21年6月3日(2009.6.3)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]