
気体捕集袋
【課題】安定した品質にて製造可能な気体の捕集袋を提供することを課題とする。
【解決手段】サンプリングした気体を注入および/または排出する注出口を有する気体の捕集袋であって、該捕集袋の袋本体が、ポリエステル系樹脂からなる基材フィルム1とポリエステル系樹脂からなるシーラント2とが積層されたポリエステル系樹脂のみからなる積層体3を熱融着してなる捕集袋。ここで積層体3は、二軸延伸ポリエチレンテレフタレートフィルムにポリエステル系樹脂からなるシーラント2を、アンカー剤層を介することなく押出ラミネートしたものであることが好ましい。シーラント2のポリエステル系樹脂は、イソフタル酸変性ポリエチレンテレフタレートであることが好ましい。
【解決手段】サンプリングした気体を注入および/または排出する注出口を有する気体の捕集袋であって、該捕集袋の袋本体が、ポリエステル系樹脂からなる基材フィルム1とポリエステル系樹脂からなるシーラント2とが積層されたポリエステル系樹脂のみからなる積層体3を熱融着してなる捕集袋。ここで積層体3は、二軸延伸ポリエチレンテレフタレートフィルムにポリエステル系樹脂からなるシーラント2を、アンカー剤層を介することなく押出ラミネートしたものであることが好ましい。シーラント2のポリエステル系樹脂は、イソフタル酸変性ポリエチレンテレフタレートであることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、揮発性有機化合物(VOC)の検査等に際し気体を捕集するために用いられる捕集袋に関する。
【背景技術】
【0002】
従来、気体の捕集袋としては、気体中のVOC等の微量成分を吸着しにくいことから、ポリエチレンテレフタレート(PET)等のポリエステル系樹脂やポリフッ化ビニル(PVF)等のフッ素系樹脂のフィルムからなる袋が用いられている。中でも、入手が容易でコスト的にも優れ、延伸することで高い機械的強度が得られるので、ポリエステル系フィルムからなる袋が多用される。
特許文献1には、ポリエステル系フィルムの外側面全周にわたり臭気の弱い接着剤を塗布し、その面上に第1のフィルムテープを重ね合わせて貼り付け、さらにその上に強力な接着剤を用いて第2のフィルムテープを重ね合わせて貼り付けて開口周縁を閉鎖した公害ガス採集用袋が記載されている。
特許文献2には、ポリエステルフィルムを加熱して溶融させた後、速やかに加熱体を離反させることによるポリエステルフィルムの熱接着法が記載されている。
特許文献3には、ポリエステルフィルムからなる袋体の周縁部に溶融融着部を形成し、該周縁部を、両面粘着テープ片を介して、同一面へ反転して接着し折曲接着部を形成するとともに、折曲接着部を片面粘着テープで囲繞して被覆した公害ガス等の採集用袋体が記載されている。
【特許文献1】実開昭48−88787号公報
【特許文献2】特開昭52−105976号公報
【特許文献3】特開平1−153936号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
特許文献1、3に記載されたように、接着剤や粘着テープを用いる方法では、テープを重ね合わせるため構造が複雑になり、捕集袋の製造が煩瑣で、コストが増大するとともに、接着剤や粘着剤に用いられる溶剤等が袋の内部に浸入して検査対象の気体に影響するおそれがある。また、捕集袋の用途や検査の目的によっては、官公庁の規定(例えば環境省告示第61号の「揮発性有機化合物濃度の測定法」)等により、接着剤や粘着剤の使用が望ましくない場合がある。
【0004】
特許文献2に記載されたように、フィルムを溶融切断しながら熱融着する方法(いわゆる「溶断シール」)では、フィルムの切断した端縁のわずかな幅しか融着させることができず、特許文献3の〔従来の技術〕に記載されているように、融着強度のばらつきが大きく、捕集袋の品質が安定しないため、気体の捕集や輸送時に熱融着部が剥離して破損しやすいという問題がある。
【0005】
本発明は、上記事情に鑑みてなされたものであり、安定した品質にて製造可能な気体の捕集袋を提供することを課題とする。
【課題を解決するための手段】
【0006】
前記課題を解決するため、本発明は、サンプリングした気体を注入および/または排出する注出口を有する気体の捕集袋であって、該捕集袋の袋本体が、ポリエステル系樹脂からなる基材フィルムとポリエステル系樹脂からなるシーラントとが積層されたポリエステル系樹脂のみからなる積層体を熱融着してなることを特徴とする捕集袋を提供する。
【0007】
本発明において、前記積層体は、二軸延伸ポリエチレンテレフタレートフィルムにポリエステル系樹脂からなるシーラントを、アンカー剤層を介することなく押出ラミネートしたものであることが好ましい。
前記シーラントのポリエステル系樹脂が、イソフタル酸変性ポリエチレンテレフタレートであることが好ましい。
【0008】
前記袋本体の少なくとも一隅に、前記袋本体の収納部から隅部を区分する熱融着部が設けられ、該熱融着部により区分された隅部に孔が設けられていることが好ましい。
前記孔の周縁が熱融着されていることが好ましい。
前記注出口の少なくとも前記袋本体に接合される接合基部がポリエチレンテレフタレートからなり、該接合基部が前記袋本体のシーラントと熱融着されていることが好ましい。
前記袋本体は、ガゼット袋であることが好ましい。
【発明の効果】
【0009】
本発明によれば、捕集袋の製造に際して、接着剤や粘着剤を使用しないので、それらに用いられる溶剤等が袋の内部に浸入して検査対象の気体に影響するおそれがない。また、シーラントを用いて熱融着するので、溶断シールに比べて熱融着作業が容易で自由度が高い。このため、例えば、所定幅の熱溶着部を形成することができるので、強度のばらつきを抑制して熱融着することが可能である。また、熱溶着部を、フィルムの端縁から離れた袋本体の任意の位置に形成することができる。これにより、熱融着部を介して袋本体の隅部を気体収納部から区分し、該隅部に紐やリング等を通すための孔を設けることができるので、複数の捕集袋の運搬が容易になる。また、形成した隅部の孔の周縁を熱融着できるので、ここを熱融着すると、孔の周囲が補強され、破れることがない。
さらに、注出口の接合基部をポリエステル系樹脂で成形しておけば、積層体のシーラントと熱融着が可能となるので、注出口の周囲の気密性を高くして容易に取り付けることが可能で、取り付け強度も高いものとなる。
そして、本発明で用いる積層体は、シーラント同士は、基材フィルム同士に比べて、容易に熱融着できるので、ガゼット袋に製袋することが容易である。捕集袋をガゼット袋とすると、空袋時の減容化が可能で、気体捕集後も六面体に近い形状となるので、保管や輸送に便利である。
【発明を実施するための最良の形態】
【0010】
以下、最良の形態に基づき、図面を参照して本発明を説明する。図1は、本発明に係る捕集袋の袋本体を構成する積層体の一例を示す断面図である。図2は、本発明に係る捕集袋の第1形態例を示す平面図である。図3は、図2に示す捕集袋を複数、紐で連結した状態を示す説明図である。図4は、本発明に係る捕集袋の第2形態例を示す平面図である。図5は、本発明に係る捕集袋の第3形態例を示す図面であり、図5(a)は平面図、図5(b)は斜視図である。図6は、本発明に係る捕集袋の第4形態例を示す図面であり、図6(a)は平面図、図6(b)は斜視図である。
【0011】
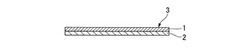
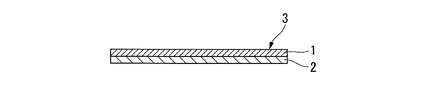
本発明の捕集袋は、サンプリング(捕集)した気体を注入および/または排出する注出口を有する気体の捕集袋であって、該捕集袋の袋本体が、図1に示すように、ポリエステル系樹脂からなる基材フィルム1とポリエステル系樹脂からなるシーラント2とが積層されたポリエステル系樹脂のみからなる積層体3の周縁を熱融着してなるものである。
【0012】
積層体3の基材フィルム1に用いられるポリエステル系樹脂としては、ポリエチレンテレフタレート(PET)やポリエチレン−2,6−ナフタレート(PEN)などが挙げられる。これらの樹脂は、二種以上が混合されたり、積層されたりして用いられてもよい。特に、高融点の樹脂と低融点の樹脂、好ましくは、シーラント2を構成する樹脂と同一ないし類似の樹脂を共押出等で積層し延伸した延伸フィルムは、低融点の樹脂層にシーラント2を押出ラミネート等で積層する場合に、高い接着強度が得られ、高いシール強度を有する積層体3とすることができるので好ましい。
基材フィルム1は、耐熱性や強度などの機械的特性、捕集袋に印刷を付す場合の印刷適性に優れた延伸フィルムが好ましく、具体的には、二軸延伸ポリエチレンテレフタレート(O−PET)フィルム等のポリエステル系樹脂の延伸フィルムを挙げることができる。なお、捕集袋に印刷を付す場合は、基材フィルム1の裏面に印刷を施して、シーラント2を積層すると、見栄えが良く、印刷インキが脱落しないので好ましい。もちろん、基材フィルム1は、未延伸フィルムであってもよい。
基材フィルム1の厚さは、捕集袋の用途や検査の目的にも依存し、特に限定されるものではないが、通常は10μm〜50μm程度であり、好ましくは10μm〜30μmである。
【0013】
シーラント2は、熱融着可能なポリエステル系樹脂であれば、特に限定なく使用することができる。熱融着可能なポリエステル系樹脂としては、イソフタル酸変性ポリエチレンテレフタレート等の共重合ポリエステル系樹脂や、合成シリカ粒子が添加されたポリエステル系樹脂などが挙げられる。これらの樹脂は、二種以上が混合されたり、共押出等で積層されたりして用いられてもよい。
シーラント2の厚さは、捕集袋の用途や検査の目的にも依存し、特に限定されるものではないが、通常は5μm〜150μm程度であり、好ましくは15μm〜80μmである。
【0014】
熱融着可能な共重合ポリエステル系樹脂の共重合成分は、ジカルボン酸成分でもジオール成分でもよい。共重合ポリエステル系樹脂は、ジカルボン酸成分またはジオール成分の一方または両方を、二種以上用いることによって得ることができる。
このジカルボン酸成分としてはテレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸等の芳香族ジカルボン酸、アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸等の脂肪族ジカルボン酸、シクロヘキサンジカルボン酸等の脂環族ジカルボン酸等が例示できる。
【0015】
また、ジオール成分としてはエチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、ジエチレングリコール等の脂肪族ジオール、1,4−シクロヘキサンジメタノール等の脂環族ジオール、ビスフェノールA等の芳香族ジオールが例示できる。
これらの共重合成分のうち、諸特性の発揮のしやすさ、原料の入手のしやすさ、共重合ポリエステルの製造のしやすさなどから、イソフタル酸、および/または、2,6−ナフタレンジカルボン酸が特に好ましく用いられる。
【0016】
本発明におけるシーラント2のポリエステル系樹脂は、イソフタル酸変性ポリエチレンテレフタレートであることが好ましい。本発明におけるイソフタル酸変性ポリエチレンテレフタレート樹脂とは、ジカルボン酸成分とジオール成分との縮合重合によって得られる線状ポリエステル樹脂のうち、ジカルボン酸成分としてはテレフタル酸を第1の主成分、イソフタル酸を第2の主成分とし、ジオール成分としてはエチレングリコールを主成分とする共重合体である。ここで、ジカルボン酸成分のうちテレフタル酸とイソフタル酸の共重合比率の和は、95モル%〜100モル%が好ましく、99モル%〜100モル%がより好ましい。また、ジオール成分のうちエチレングリコールの共重合比率は、95モル%〜100モル%が好ましく、99モル%〜100モル%がより好ましい。
【0017】
シーラント2を構成するイソフタル酸変性ポリエチレンテレフタレート樹脂中のイソフタル酸成分の共重合比率は、特に限定されるものではないが、例えば3モル%〜30モル%である。ここで、イソフタル酸成分の共重合比率とは、ジカルボン酸成分のうちイソフタル酸成分が占めるモル百分率である。
イソフタル酸変性ポリエチレンテレフタレート樹脂は、ポリオレフィン系樹脂の押出ラミネートに用いられる通常の単軸押出機およびTダイを用いて押出ラミネートを実施することが可能である。よって、後述するように、高い倍率で延伸された基材フィルム1にヒートシール性(熱融着のしやすさ)の良いシーラント2を容易に積層できるので、ヒートシール性に優れた機械的強度の高い積層体3を経済的に生産することが可能である。
【0018】
このような積層体3を形成する方法としては、接着剤やアンカーに用いられる溶剤等が袋の内部に浸入して検査対象の気体に影響することを防止する観点から、接着剤やアンカー剤層を介することなく積層できる積層方法が好ましい。その様な積層方法としては、押出ラミネートや、共押出、熱ラミネート(熱圧着)などが挙げられる。これらのうち、押出ラミネートが以下の理由により好ましい。
押出ラミネートは、シーラント2となる樹脂を溶融し、Tダイより溶融状態の膜を基材フィルム1の上に押し出し、基材フィルム1とともに溶融樹脂膜を冷却ロールで急冷しつつピンチロール(「バックアップロール」ともいう。)で圧着する。これにより、接着剤やアンカー剤層を介することなく、ポリエステル系樹脂からなるシーラントを積層することができる。押出ラミネートは、シーラント2の急冷固化と基材フィルム1への積層とを同時に行うことができるため、加工回数を減らすことができ、経済的である。また、シーラント2が基材フィルム1と直ちに積層されることにより、シーラント2が実質的に無延伸のまま形成され、結晶化度が低い状態を維持することができるため、ヒートシール性の良いシーラントを容易に積層できるので、好ましい。
【0019】
一方、共押出は、リングダイスやTダイを用いて、複数の樹脂を溶融状態で押し出してフィルムに成形する。したがって、通常は、積層体3は未延伸であり、基材フィルム1とシーラント2はともに未延伸となるが、機械的強度やヒートシール性の向上のために、この積層体3を延伸してもよい。ただし、あまり高い倍率で延伸するとシーラント2のヒートシール性が低下する場合がある。なお、リングダイスを用いた場合は、チューブ状の積層体3が得られるので、上下2辺を熱融着するだけで袋本体とすることができる。また、Tダイを用いた場合は、押出ラミネートと同様に押出樹脂を急冷固化させることができる。なお、基材フィルム1とシーラント2がともに未延伸である場合は、基材フィルム1を構成する樹脂の融点がシーラント2を構成する樹脂の融点より高いと、積層体3を熱板シールで熱溶着することが容易となるので好ましい。
【0020】
上述の基材フィルム1とシーラント2を積層した積層体3は、ヒートシール性と加工適性がともに優れるので、通常の製袋機を用いた製袋に適している。捕集袋の袋本体を形成するための熱融着は、十分なシール強度を安定的に得るため、インパルスシールや熱板シールなど、積層体3を加圧しながら加熱して熱融着する方法が好ましい。特に、熱板シールは、製袋機等を用いて高速で製袋する場合に有利である。気体捕集袋の場合、収容される内容品が極めて軽いので、熱融着部におけるシール強度は1.5kgf/15mm程度あれば十分である。シール幅は3mm以上あればよく、安全を見て5〜10mmが好ましい。なお、従来の溶断シールの場合、シール強度は高いが、強度がばらつきやすく(3〜7kgf/15mm)、しかも、フィルムの切断した端縁のわずかな幅しか融着させることができないのでシール幅が1mm程度と狭く、安定しないため、衝撃や引っ掛かり等によって破損する問題があった。これに比べて本発明の捕集袋においては、気体収納部の周囲に十分なシール幅を確保することにより、衝撃や引っ掛かり等による破損を回避することができる。そして、気体収納部の周囲の熱融着部が袋本体の周縁に配置される場合でも、熱融着部の破損や気体の漏洩を防止することができる。また、通常の製袋機を用いた製袋も可能になり、製造コストを低減できる。
【0021】
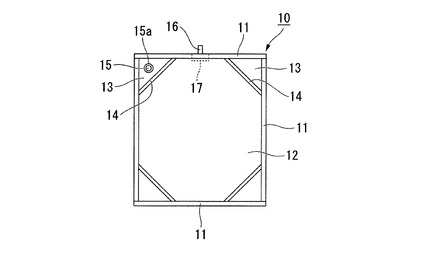
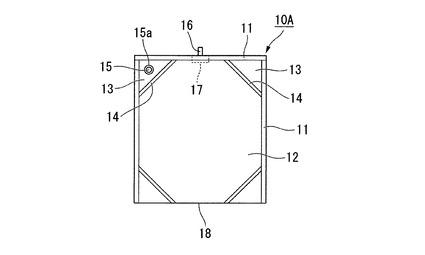
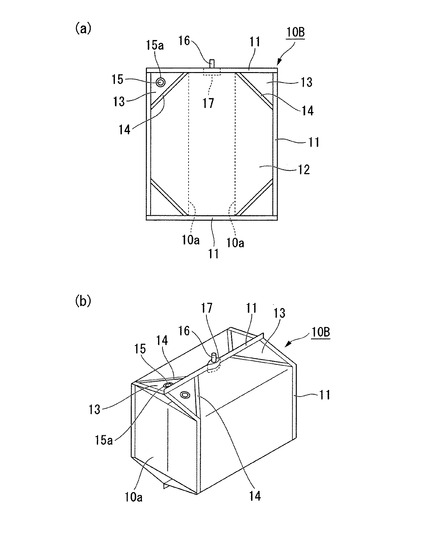
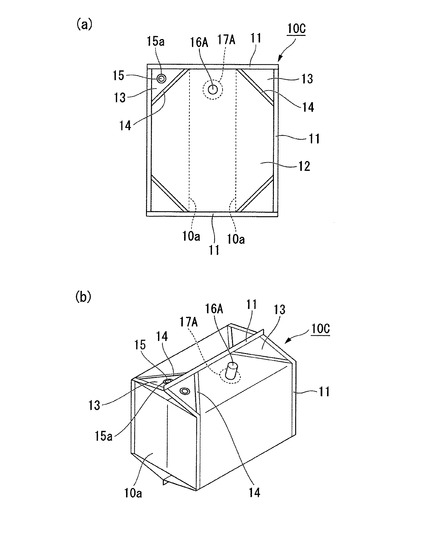
袋本体の形状は特に限定されるものではなく任意であるが、通常は、図2に示すように、袋本体10の周縁の四方に熱融着部11を形成した四方袋、図4に示す第2形態例のように、袋本体10Aの周縁のうち一方を折返し部18として三方に熱融着部11を形成した三方袋、図5および図6に示す第3形態例および第4形態例のように、袋本体10Bおよび袋本体10Cの両側部にガゼット折り込みフィルム10aを有するガゼット袋あるいは底部にガゼット折り込みフィルムを有するスタンディングパウチなどが挙げられる。ガゼット袋の場合、空袋時の減容化が可能で、収納部12に気体が封入されて膨らんだ状態ではほぼ角型(六面体)となるので、箱等の角型容器へと収納しやすく、容器に収納されない状態で多数が並べ置かれる場合などに、捕集袋の姿勢の安定性が高いものとなり、好ましい。
【0022】
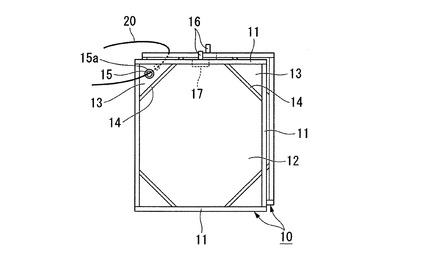
本発明によれば、熱溶着部を、フィルムの端縁から離れた袋本体の内方にも形成することができるため、熱融着部14を介して袋本体の隅部13を気体の収納部12から区分し、隅部13に紐、棒やリング等を通すための孔15を設ける。これにより、図3に示すように、紐20等によって複数の捕集袋を連ねて持ち運ぶことも可能になり、捕集袋の運搬が容易になる。特に、気体捕集後の捕集袋は、収納部12が膨らんでいるので多数を持つことは容易ではないが、紐20等に孔15を通すことによって、捕集袋の運搬が容易になる。また、多数の捕集袋を通い箱や段ボール等に集合包装して輸送する場合に、箱内に棒をさし渡し、この棒に孔15で捕集袋を吊るすと、捕集袋同士の接触による袋本体や注出口16の破損を防止することができるので好ましい。この場合、孔15は、袋本体の上部および/または下部の両側に設けて、2本の棒で水平に吊すことが好ましい。一方、従来の溶断シールによる捕集袋では、紐通し用の孔を形成することができないため、捕集袋より大きな他の袋や箱の中に入れて運ぶなどの工夫が必要であり、不便であった。
なお、図3には2個の捕集袋を連ねた例を示すが、3〜5個程度もしくはそれ以上の連結も可能である。
【0023】
隅部13を区分する熱融着部14は、複数の隅部13に対して形成しても良い。また、熱融着部14が形成されたすべての隅部13に孔15を設けても良く、一部にのみ孔15を設けても良い。
【0024】
隅部13が気体の収納部12から区分されているため、孔15は単なる貫通孔であっても良いが、補強のため、孔15の周縁に熱融着部15aを形成することが好ましい。これにより、孔15に通した紐20等が孔15の周縁を擦過しても、孔15の周縁の破損を防止することができる。この場合、孔15の周縁の熱融着部15aが気密に形成されていれば、隅部13を区分する熱融着部14を省略してもよい。
【0025】
注出口16は、サンプリングした気体の注入や排出に用いられるものである。従来は、分割された接合基部を有する注出口を用いて、袋本体を構成するフィルムに孔を設け、この孔と周囲のフィルムを分割された接合基部で挟み、分割された接合基部同士を、孔を介して嵌合や螺合で一体化して取り付ける方法が採用されていた。この方法は、注出口の周囲の気密性が不安定で、取り付け作業も煩瑣であり、取り付け強度も低いものとなるという問題があった。本発明においては、この方法も採用できるが、注出口16を、袋本体を構成する積層体3のシーラント2と熱融着して接合して、取り付けることもできる。熱融着による取り付け方法は、従来の方法の問題がないので好ましく、捕集袋としての密封性が容易に確保できるので好適に使用できる。具体的には、注出口16の全体または一部(少なくとも接合基部17)が、前記積層体3のシーラント2と熱融着可能な樹脂からなる注出口16を用いて、注出口16と積層体3とを熱融着によって接合する。この接合のためには、注出口16としてポリエステル系樹脂、好ましくは、シーラント2を構成する樹脂と同一ないしは類似の樹脂により形成された注出口を用いれば、積層体3のシーラント2と容易にかつ強固に熱融着することが可能である。また、注出口16全体がポリエステル系樹脂により形成された注出口を用いれば、非吸着性やガスバリア性に優れるので好ましい。
【0026】
注出口16を積層体3と熱融着する場合、シーラント2を内側として積層体3を重ね合わせた隙間に注出口(より詳しくは接合基部)を挿入して熱融着しても良い。この場合、図5(b)に示すように、舟形形状の接合基部17を有する注出口16を用いることが好ましい。
あるいは、図6(b)に示すように積層体3に形成した孔に注出口16Aの筒部を内側から外側へ挿入貫通して、フランジ状の接合基部17Aを袋本体の内側でシーラント2に熱融着する。この場合、図6(b)に示すように、フランジ形状の接合基部17Aを有する注出口16Aを用いることが望ましい。この様に熱融着すると注出口16Aを袋本体の任意の位置に取り付けることができるので好ましい。
【0027】
本形態例の捕集袋によれば、熱板シールやインパルスシール等により所定幅の熱溶着部を形成することができ、強度のばらつきを抑制して製造することが可能である。
また、熱溶着部を、フィルムの端縁から離れた袋本体の内方にも形成することができるため、熱融着部を介して袋本体の隅部を気体収納部から区分し、該隅部に紐やリング等を通すための孔を設けることができるので、捕集袋の運搬が容易になる。
【産業上の利用可能性】
【0028】
本発明は、揮発性有機化合物(VOC)の検査等に際し気体を捕集するために用いられる捕集袋として利用することができる。
【図面の簡単な説明】
【0029】
【図1】本発明に係る捕集袋の袋本体を構成する積層体の一例を示す断面図である。
【図2】本発明に係る捕集袋の第1形態例を示す平面図である。
【図3】図2に示す捕集袋を複数、紐で連結した状態を示す説明図である。
【図4】本発明に係る捕集袋の第2形態例を示す平面図である。
【図5】本発明に係る捕集袋の第3形態例を示す図面であり、(a)は平面図、(b)は斜視図である。
【図6】本発明に係る捕集袋の第4形態例を示す図面であり、(a)は平面図、(b)は斜視図である。
【符号の説明】
【0030】
1…基材フィルム、2…シーラント、3…積層体、10,10A,10B,10C…袋本体、11…周縁の熱融着部、12…収納部、13…隅部、14…隅部を区分する熱融着部、15…孔、15a…孔の周囲の熱融着部、16,16A…注出口、17,17A…接合基部。
【技術分野】
【0001】
本発明は、揮発性有機化合物(VOC)の検査等に際し気体を捕集するために用いられる捕集袋に関する。
【背景技術】
【0002】
従来、気体の捕集袋としては、気体中のVOC等の微量成分を吸着しにくいことから、ポリエチレンテレフタレート(PET)等のポリエステル系樹脂やポリフッ化ビニル(PVF)等のフッ素系樹脂のフィルムからなる袋が用いられている。中でも、入手が容易でコスト的にも優れ、延伸することで高い機械的強度が得られるので、ポリエステル系フィルムからなる袋が多用される。
特許文献1には、ポリエステル系フィルムの外側面全周にわたり臭気の弱い接着剤を塗布し、その面上に第1のフィルムテープを重ね合わせて貼り付け、さらにその上に強力な接着剤を用いて第2のフィルムテープを重ね合わせて貼り付けて開口周縁を閉鎖した公害ガス採集用袋が記載されている。
特許文献2には、ポリエステルフィルムを加熱して溶融させた後、速やかに加熱体を離反させることによるポリエステルフィルムの熱接着法が記載されている。
特許文献3には、ポリエステルフィルムからなる袋体の周縁部に溶融融着部を形成し、該周縁部を、両面粘着テープ片を介して、同一面へ反転して接着し折曲接着部を形成するとともに、折曲接着部を片面粘着テープで囲繞して被覆した公害ガス等の採集用袋体が記載されている。
【特許文献1】実開昭48−88787号公報
【特許文献2】特開昭52−105976号公報
【特許文献3】特開平1−153936号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
特許文献1、3に記載されたように、接着剤や粘着テープを用いる方法では、テープを重ね合わせるため構造が複雑になり、捕集袋の製造が煩瑣で、コストが増大するとともに、接着剤や粘着剤に用いられる溶剤等が袋の内部に浸入して検査対象の気体に影響するおそれがある。また、捕集袋の用途や検査の目的によっては、官公庁の規定(例えば環境省告示第61号の「揮発性有機化合物濃度の測定法」)等により、接着剤や粘着剤の使用が望ましくない場合がある。
【0004】
特許文献2に記載されたように、フィルムを溶融切断しながら熱融着する方法(いわゆる「溶断シール」)では、フィルムの切断した端縁のわずかな幅しか融着させることができず、特許文献3の〔従来の技術〕に記載されているように、融着強度のばらつきが大きく、捕集袋の品質が安定しないため、気体の捕集や輸送時に熱融着部が剥離して破損しやすいという問題がある。
【0005】
本発明は、上記事情に鑑みてなされたものであり、安定した品質にて製造可能な気体の捕集袋を提供することを課題とする。
【課題を解決するための手段】
【0006】
前記課題を解決するため、本発明は、サンプリングした気体を注入および/または排出する注出口を有する気体の捕集袋であって、該捕集袋の袋本体が、ポリエステル系樹脂からなる基材フィルムとポリエステル系樹脂からなるシーラントとが積層されたポリエステル系樹脂のみからなる積層体を熱融着してなることを特徴とする捕集袋を提供する。
【0007】
本発明において、前記積層体は、二軸延伸ポリエチレンテレフタレートフィルムにポリエステル系樹脂からなるシーラントを、アンカー剤層を介することなく押出ラミネートしたものであることが好ましい。
前記シーラントのポリエステル系樹脂が、イソフタル酸変性ポリエチレンテレフタレートであることが好ましい。
【0008】
前記袋本体の少なくとも一隅に、前記袋本体の収納部から隅部を区分する熱融着部が設けられ、該熱融着部により区分された隅部に孔が設けられていることが好ましい。
前記孔の周縁が熱融着されていることが好ましい。
前記注出口の少なくとも前記袋本体に接合される接合基部がポリエチレンテレフタレートからなり、該接合基部が前記袋本体のシーラントと熱融着されていることが好ましい。
前記袋本体は、ガゼット袋であることが好ましい。
【発明の効果】
【0009】
本発明によれば、捕集袋の製造に際して、接着剤や粘着剤を使用しないので、それらに用いられる溶剤等が袋の内部に浸入して検査対象の気体に影響するおそれがない。また、シーラントを用いて熱融着するので、溶断シールに比べて熱融着作業が容易で自由度が高い。このため、例えば、所定幅の熱溶着部を形成することができるので、強度のばらつきを抑制して熱融着することが可能である。また、熱溶着部を、フィルムの端縁から離れた袋本体の任意の位置に形成することができる。これにより、熱融着部を介して袋本体の隅部を気体収納部から区分し、該隅部に紐やリング等を通すための孔を設けることができるので、複数の捕集袋の運搬が容易になる。また、形成した隅部の孔の周縁を熱融着できるので、ここを熱融着すると、孔の周囲が補強され、破れることがない。
さらに、注出口の接合基部をポリエステル系樹脂で成形しておけば、積層体のシーラントと熱融着が可能となるので、注出口の周囲の気密性を高くして容易に取り付けることが可能で、取り付け強度も高いものとなる。
そして、本発明で用いる積層体は、シーラント同士は、基材フィルム同士に比べて、容易に熱融着できるので、ガゼット袋に製袋することが容易である。捕集袋をガゼット袋とすると、空袋時の減容化が可能で、気体捕集後も六面体に近い形状となるので、保管や輸送に便利である。
【発明を実施するための最良の形態】
【0010】
以下、最良の形態に基づき、図面を参照して本発明を説明する。図1は、本発明に係る捕集袋の袋本体を構成する積層体の一例を示す断面図である。図2は、本発明に係る捕集袋の第1形態例を示す平面図である。図3は、図2に示す捕集袋を複数、紐で連結した状態を示す説明図である。図4は、本発明に係る捕集袋の第2形態例を示す平面図である。図5は、本発明に係る捕集袋の第3形態例を示す図面であり、図5(a)は平面図、図5(b)は斜視図である。図6は、本発明に係る捕集袋の第4形態例を示す図面であり、図6(a)は平面図、図6(b)は斜視図である。
【0011】
本発明の捕集袋は、サンプリング(捕集)した気体を注入および/または排出する注出口を有する気体の捕集袋であって、該捕集袋の袋本体が、図1に示すように、ポリエステル系樹脂からなる基材フィルム1とポリエステル系樹脂からなるシーラント2とが積層されたポリエステル系樹脂のみからなる積層体3の周縁を熱融着してなるものである。
【0012】
積層体3の基材フィルム1に用いられるポリエステル系樹脂としては、ポリエチレンテレフタレート(PET)やポリエチレン−2,6−ナフタレート(PEN)などが挙げられる。これらの樹脂は、二種以上が混合されたり、積層されたりして用いられてもよい。特に、高融点の樹脂と低融点の樹脂、好ましくは、シーラント2を構成する樹脂と同一ないし類似の樹脂を共押出等で積層し延伸した延伸フィルムは、低融点の樹脂層にシーラント2を押出ラミネート等で積層する場合に、高い接着強度が得られ、高いシール強度を有する積層体3とすることができるので好ましい。
基材フィルム1は、耐熱性や強度などの機械的特性、捕集袋に印刷を付す場合の印刷適性に優れた延伸フィルムが好ましく、具体的には、二軸延伸ポリエチレンテレフタレート(O−PET)フィルム等のポリエステル系樹脂の延伸フィルムを挙げることができる。なお、捕集袋に印刷を付す場合は、基材フィルム1の裏面に印刷を施して、シーラント2を積層すると、見栄えが良く、印刷インキが脱落しないので好ましい。もちろん、基材フィルム1は、未延伸フィルムであってもよい。
基材フィルム1の厚さは、捕集袋の用途や検査の目的にも依存し、特に限定されるものではないが、通常は10μm〜50μm程度であり、好ましくは10μm〜30μmである。
【0013】
シーラント2は、熱融着可能なポリエステル系樹脂であれば、特に限定なく使用することができる。熱融着可能なポリエステル系樹脂としては、イソフタル酸変性ポリエチレンテレフタレート等の共重合ポリエステル系樹脂や、合成シリカ粒子が添加されたポリエステル系樹脂などが挙げられる。これらの樹脂は、二種以上が混合されたり、共押出等で積層されたりして用いられてもよい。
シーラント2の厚さは、捕集袋の用途や検査の目的にも依存し、特に限定されるものではないが、通常は5μm〜150μm程度であり、好ましくは15μm〜80μmである。
【0014】
熱融着可能な共重合ポリエステル系樹脂の共重合成分は、ジカルボン酸成分でもジオール成分でもよい。共重合ポリエステル系樹脂は、ジカルボン酸成分またはジオール成分の一方または両方を、二種以上用いることによって得ることができる。
このジカルボン酸成分としてはテレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸等の芳香族ジカルボン酸、アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸等の脂肪族ジカルボン酸、シクロヘキサンジカルボン酸等の脂環族ジカルボン酸等が例示できる。
【0015】
また、ジオール成分としてはエチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、ジエチレングリコール等の脂肪族ジオール、1,4−シクロヘキサンジメタノール等の脂環族ジオール、ビスフェノールA等の芳香族ジオールが例示できる。
これらの共重合成分のうち、諸特性の発揮のしやすさ、原料の入手のしやすさ、共重合ポリエステルの製造のしやすさなどから、イソフタル酸、および/または、2,6−ナフタレンジカルボン酸が特に好ましく用いられる。
【0016】
本発明におけるシーラント2のポリエステル系樹脂は、イソフタル酸変性ポリエチレンテレフタレートであることが好ましい。本発明におけるイソフタル酸変性ポリエチレンテレフタレート樹脂とは、ジカルボン酸成分とジオール成分との縮合重合によって得られる線状ポリエステル樹脂のうち、ジカルボン酸成分としてはテレフタル酸を第1の主成分、イソフタル酸を第2の主成分とし、ジオール成分としてはエチレングリコールを主成分とする共重合体である。ここで、ジカルボン酸成分のうちテレフタル酸とイソフタル酸の共重合比率の和は、95モル%〜100モル%が好ましく、99モル%〜100モル%がより好ましい。また、ジオール成分のうちエチレングリコールの共重合比率は、95モル%〜100モル%が好ましく、99モル%〜100モル%がより好ましい。
【0017】
シーラント2を構成するイソフタル酸変性ポリエチレンテレフタレート樹脂中のイソフタル酸成分の共重合比率は、特に限定されるものではないが、例えば3モル%〜30モル%である。ここで、イソフタル酸成分の共重合比率とは、ジカルボン酸成分のうちイソフタル酸成分が占めるモル百分率である。
イソフタル酸変性ポリエチレンテレフタレート樹脂は、ポリオレフィン系樹脂の押出ラミネートに用いられる通常の単軸押出機およびTダイを用いて押出ラミネートを実施することが可能である。よって、後述するように、高い倍率で延伸された基材フィルム1にヒートシール性(熱融着のしやすさ)の良いシーラント2を容易に積層できるので、ヒートシール性に優れた機械的強度の高い積層体3を経済的に生産することが可能である。
【0018】
このような積層体3を形成する方法としては、接着剤やアンカーに用いられる溶剤等が袋の内部に浸入して検査対象の気体に影響することを防止する観点から、接着剤やアンカー剤層を介することなく積層できる積層方法が好ましい。その様な積層方法としては、押出ラミネートや、共押出、熱ラミネート(熱圧着)などが挙げられる。これらのうち、押出ラミネートが以下の理由により好ましい。
押出ラミネートは、シーラント2となる樹脂を溶融し、Tダイより溶融状態の膜を基材フィルム1の上に押し出し、基材フィルム1とともに溶融樹脂膜を冷却ロールで急冷しつつピンチロール(「バックアップロール」ともいう。)で圧着する。これにより、接着剤やアンカー剤層を介することなく、ポリエステル系樹脂からなるシーラントを積層することができる。押出ラミネートは、シーラント2の急冷固化と基材フィルム1への積層とを同時に行うことができるため、加工回数を減らすことができ、経済的である。また、シーラント2が基材フィルム1と直ちに積層されることにより、シーラント2が実質的に無延伸のまま形成され、結晶化度が低い状態を維持することができるため、ヒートシール性の良いシーラントを容易に積層できるので、好ましい。
【0019】
一方、共押出は、リングダイスやTダイを用いて、複数の樹脂を溶融状態で押し出してフィルムに成形する。したがって、通常は、積層体3は未延伸であり、基材フィルム1とシーラント2はともに未延伸となるが、機械的強度やヒートシール性の向上のために、この積層体3を延伸してもよい。ただし、あまり高い倍率で延伸するとシーラント2のヒートシール性が低下する場合がある。なお、リングダイスを用いた場合は、チューブ状の積層体3が得られるので、上下2辺を熱融着するだけで袋本体とすることができる。また、Tダイを用いた場合は、押出ラミネートと同様に押出樹脂を急冷固化させることができる。なお、基材フィルム1とシーラント2がともに未延伸である場合は、基材フィルム1を構成する樹脂の融点がシーラント2を構成する樹脂の融点より高いと、積層体3を熱板シールで熱溶着することが容易となるので好ましい。
【0020】
上述の基材フィルム1とシーラント2を積層した積層体3は、ヒートシール性と加工適性がともに優れるので、通常の製袋機を用いた製袋に適している。捕集袋の袋本体を形成するための熱融着は、十分なシール強度を安定的に得るため、インパルスシールや熱板シールなど、積層体3を加圧しながら加熱して熱融着する方法が好ましい。特に、熱板シールは、製袋機等を用いて高速で製袋する場合に有利である。気体捕集袋の場合、収容される内容品が極めて軽いので、熱融着部におけるシール強度は1.5kgf/15mm程度あれば十分である。シール幅は3mm以上あればよく、安全を見て5〜10mmが好ましい。なお、従来の溶断シールの場合、シール強度は高いが、強度がばらつきやすく(3〜7kgf/15mm)、しかも、フィルムの切断した端縁のわずかな幅しか融着させることができないのでシール幅が1mm程度と狭く、安定しないため、衝撃や引っ掛かり等によって破損する問題があった。これに比べて本発明の捕集袋においては、気体収納部の周囲に十分なシール幅を確保することにより、衝撃や引っ掛かり等による破損を回避することができる。そして、気体収納部の周囲の熱融着部が袋本体の周縁に配置される場合でも、熱融着部の破損や気体の漏洩を防止することができる。また、通常の製袋機を用いた製袋も可能になり、製造コストを低減できる。
【0021】
袋本体の形状は特に限定されるものではなく任意であるが、通常は、図2に示すように、袋本体10の周縁の四方に熱融着部11を形成した四方袋、図4に示す第2形態例のように、袋本体10Aの周縁のうち一方を折返し部18として三方に熱融着部11を形成した三方袋、図5および図6に示す第3形態例および第4形態例のように、袋本体10Bおよび袋本体10Cの両側部にガゼット折り込みフィルム10aを有するガゼット袋あるいは底部にガゼット折り込みフィルムを有するスタンディングパウチなどが挙げられる。ガゼット袋の場合、空袋時の減容化が可能で、収納部12に気体が封入されて膨らんだ状態ではほぼ角型(六面体)となるので、箱等の角型容器へと収納しやすく、容器に収納されない状態で多数が並べ置かれる場合などに、捕集袋の姿勢の安定性が高いものとなり、好ましい。
【0022】
本発明によれば、熱溶着部を、フィルムの端縁から離れた袋本体の内方にも形成することができるため、熱融着部14を介して袋本体の隅部13を気体の収納部12から区分し、隅部13に紐、棒やリング等を通すための孔15を設ける。これにより、図3に示すように、紐20等によって複数の捕集袋を連ねて持ち運ぶことも可能になり、捕集袋の運搬が容易になる。特に、気体捕集後の捕集袋は、収納部12が膨らんでいるので多数を持つことは容易ではないが、紐20等に孔15を通すことによって、捕集袋の運搬が容易になる。また、多数の捕集袋を通い箱や段ボール等に集合包装して輸送する場合に、箱内に棒をさし渡し、この棒に孔15で捕集袋を吊るすと、捕集袋同士の接触による袋本体や注出口16の破損を防止することができるので好ましい。この場合、孔15は、袋本体の上部および/または下部の両側に設けて、2本の棒で水平に吊すことが好ましい。一方、従来の溶断シールによる捕集袋では、紐通し用の孔を形成することができないため、捕集袋より大きな他の袋や箱の中に入れて運ぶなどの工夫が必要であり、不便であった。
なお、図3には2個の捕集袋を連ねた例を示すが、3〜5個程度もしくはそれ以上の連結も可能である。
【0023】
隅部13を区分する熱融着部14は、複数の隅部13に対して形成しても良い。また、熱融着部14が形成されたすべての隅部13に孔15を設けても良く、一部にのみ孔15を設けても良い。
【0024】
隅部13が気体の収納部12から区分されているため、孔15は単なる貫通孔であっても良いが、補強のため、孔15の周縁に熱融着部15aを形成することが好ましい。これにより、孔15に通した紐20等が孔15の周縁を擦過しても、孔15の周縁の破損を防止することができる。この場合、孔15の周縁の熱融着部15aが気密に形成されていれば、隅部13を区分する熱融着部14を省略してもよい。
【0025】
注出口16は、サンプリングした気体の注入や排出に用いられるものである。従来は、分割された接合基部を有する注出口を用いて、袋本体を構成するフィルムに孔を設け、この孔と周囲のフィルムを分割された接合基部で挟み、分割された接合基部同士を、孔を介して嵌合や螺合で一体化して取り付ける方法が採用されていた。この方法は、注出口の周囲の気密性が不安定で、取り付け作業も煩瑣であり、取り付け強度も低いものとなるという問題があった。本発明においては、この方法も採用できるが、注出口16を、袋本体を構成する積層体3のシーラント2と熱融着して接合して、取り付けることもできる。熱融着による取り付け方法は、従来の方法の問題がないので好ましく、捕集袋としての密封性が容易に確保できるので好適に使用できる。具体的には、注出口16の全体または一部(少なくとも接合基部17)が、前記積層体3のシーラント2と熱融着可能な樹脂からなる注出口16を用いて、注出口16と積層体3とを熱融着によって接合する。この接合のためには、注出口16としてポリエステル系樹脂、好ましくは、シーラント2を構成する樹脂と同一ないしは類似の樹脂により形成された注出口を用いれば、積層体3のシーラント2と容易にかつ強固に熱融着することが可能である。また、注出口16全体がポリエステル系樹脂により形成された注出口を用いれば、非吸着性やガスバリア性に優れるので好ましい。
【0026】
注出口16を積層体3と熱融着する場合、シーラント2を内側として積層体3を重ね合わせた隙間に注出口(より詳しくは接合基部)を挿入して熱融着しても良い。この場合、図5(b)に示すように、舟形形状の接合基部17を有する注出口16を用いることが好ましい。
あるいは、図6(b)に示すように積層体3に形成した孔に注出口16Aの筒部を内側から外側へ挿入貫通して、フランジ状の接合基部17Aを袋本体の内側でシーラント2に熱融着する。この場合、図6(b)に示すように、フランジ形状の接合基部17Aを有する注出口16Aを用いることが望ましい。この様に熱融着すると注出口16Aを袋本体の任意の位置に取り付けることができるので好ましい。
【0027】
本形態例の捕集袋によれば、熱板シールやインパルスシール等により所定幅の熱溶着部を形成することができ、強度のばらつきを抑制して製造することが可能である。
また、熱溶着部を、フィルムの端縁から離れた袋本体の内方にも形成することができるため、熱融着部を介して袋本体の隅部を気体収納部から区分し、該隅部に紐やリング等を通すための孔を設けることができるので、捕集袋の運搬が容易になる。
【産業上の利用可能性】
【0028】
本発明は、揮発性有機化合物(VOC)の検査等に際し気体を捕集するために用いられる捕集袋として利用することができる。
【図面の簡単な説明】
【0029】
【図1】本発明に係る捕集袋の袋本体を構成する積層体の一例を示す断面図である。
【図2】本発明に係る捕集袋の第1形態例を示す平面図である。
【図3】図2に示す捕集袋を複数、紐で連結した状態を示す説明図である。
【図4】本発明に係る捕集袋の第2形態例を示す平面図である。
【図5】本発明に係る捕集袋の第3形態例を示す図面であり、(a)は平面図、(b)は斜視図である。
【図6】本発明に係る捕集袋の第4形態例を示す図面であり、(a)は平面図、(b)は斜視図である。
【符号の説明】
【0030】
1…基材フィルム、2…シーラント、3…積層体、10,10A,10B,10C…袋本体、11…周縁の熱融着部、12…収納部、13…隅部、14…隅部を区分する熱融着部、15…孔、15a…孔の周囲の熱融着部、16,16A…注出口、17,17A…接合基部。
【特許請求の範囲】
【請求項1】
サンプリングした気体を注入および/または排出する注出口を有する気体の捕集袋であって、該捕集袋の袋本体が、ポリエステル系樹脂からなる基材フィルムとポリエステル系樹脂からなるシーラントとが積層されたポリエステル系樹脂のみからなる積層体を熱融着してなることを特徴とする捕集袋。
【請求項2】
前記積層体が、二軸延伸ポリエチレンテレフタレートフィルムにポリエステル系樹脂からなるシーラントを、アンカー剤層を介することなく押出ラミネートしたものであることを特徴とする請求項1に記載の捕集袋。
【請求項3】
前記シーラントのポリエステル系樹脂が、イソフタル酸変性ポリエチレンテレフタレートであることを特徴とする請求項2に記載の捕集袋。
【請求項4】
前記袋本体の少なくとも一隅に、前記袋本体の収納部から隅部を区分する熱融着部が設けられ、該熱融着部により区分された隅部に孔が設けられていることを特徴とする請求項1ないし3のいずれかに記載の捕集袋。
【請求項5】
前記孔の周縁が熱融着されていることを特徴とする請求項4に記載の捕集袋。
【請求項6】
前記注出口の少なくとも前記袋本体に接合される接合基部がポリエチレンテレフタレートからなり、該接合基部が前記袋本体のシーラントと熱融着されていることを特徴とする請求項1ないし5のいずれかに記載の捕集袋。
【請求項7】
前記袋本体が、ガゼット袋であることを特徴とする請求項1ないし6のいずれかに記載の捕集袋。
【請求項1】
サンプリングした気体を注入および/または排出する注出口を有する気体の捕集袋であって、該捕集袋の袋本体が、ポリエステル系樹脂からなる基材フィルムとポリエステル系樹脂からなるシーラントとが積層されたポリエステル系樹脂のみからなる積層体を熱融着してなることを特徴とする捕集袋。
【請求項2】
前記積層体が、二軸延伸ポリエチレンテレフタレートフィルムにポリエステル系樹脂からなるシーラントを、アンカー剤層を介することなく押出ラミネートしたものであることを特徴とする請求項1に記載の捕集袋。
【請求項3】
前記シーラントのポリエステル系樹脂が、イソフタル酸変性ポリエチレンテレフタレートであることを特徴とする請求項2に記載の捕集袋。
【請求項4】
前記袋本体の少なくとも一隅に、前記袋本体の収納部から隅部を区分する熱融着部が設けられ、該熱融着部により区分された隅部に孔が設けられていることを特徴とする請求項1ないし3のいずれかに記載の捕集袋。
【請求項5】
前記孔の周縁が熱融着されていることを特徴とする請求項4に記載の捕集袋。
【請求項6】
前記注出口の少なくとも前記袋本体に接合される接合基部がポリエチレンテレフタレートからなり、該接合基部が前記袋本体のシーラントと熱融着されていることを特徴とする請求項1ないし5のいずれかに記載の捕集袋。
【請求項7】
前記袋本体が、ガゼット袋であることを特徴とする請求項1ないし6のいずれかに記載の捕集袋。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−128223(P2009−128223A)
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願番号】特願2007−304410(P2007−304410)
【出願日】平成19年11月26日(2007.11.26)
【出願人】(000224101)藤森工業株式会社 (292)
【Fターム(参考)】
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願日】平成19年11月26日(2007.11.26)
【出願人】(000224101)藤森工業株式会社 (292)
【Fターム(参考)】
[ Back to top ]