
水アトマイズ用固液分離機

【課題】水アトマイズ用固液分離機を使用して原液の濃度変化に対応して、差速電動機の電流値の増大があっても、運転の継続が可能な水アトマイズ用固液分離機を提供する。
【解決手段】水アトマイズ法により製造した金属粒子を、水と金属粒子からなる原液から分離脱水するための水アトマイズ用固液分離機10であって、金属粒子を原液から分離脱水するために、主速電動機17による回転ボウル11の回転数に対して差速電動機19によるスクリューコンベヤ12の回転数を下げて差速を持たせるとともに、原液の濃度変化に対応すべく、差速電動機19の電流値を検出する電流計21と、電流値に対応した所定の差速で前記差速電動機19の回転を自動制御する制御装置20と、を備えたことを特徴とする
【解決手段】水アトマイズ法により製造した金属粒子を、水と金属粒子からなる原液から分離脱水するための水アトマイズ用固液分離機10であって、金属粒子を原液から分離脱水するために、主速電動機17による回転ボウル11の回転数に対して差速電動機19によるスクリューコンベヤ12の回転数を下げて差速を持たせるとともに、原液の濃度変化に対応すべく、差速電動機19の電流値を検出する電流計21と、電流値に対応した所定の差速で前記差速電動機19の回転を自動制御する制御装置20と、を備えたことを特徴とする
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、水アトマイズ法により製造した金属粒子を、原液である水から分離する水アトマイズ用固液分離機に関する。
【背景技術】
【0002】
例えば、焼結金属を製造する場合の材料となる金属粒子(粉末)は、水アトマイズ法で製造される。この水アトマイズ法は、タンディッシュ(受け皿)に貯留した溶融金属をタンディッシュの下部に設けられた注湯ノズルから流出させ、この流出した溶融金属流に高圧水を噴射することで、溶融金属を飛散させて粉末化する金属粒子製造方法である。この水アトマイズ法による金属粒子製造の後工程では、微細な金属粒子を多量の水と分離し、金属粉末にする必要がある。
【0003】
水アトマイズ製造における金属粒子と水とが一緒になった状態の原液から、分離・脱水する方法として従来の技術では、フィルター(例えば、特許文献1参照)や、真空脱水機(例えば、特許文献2参照)などが知られている。
【0004】
しかしながら、フィルター方式や真空脱水機では、ろ布を使用するため、原液を分離・脱水する際に、金属粒子の微粒子がフィルターに目詰まりするという問題があった。そのため、回収率が低く、含水率が高いという問題があった。
また、水アトマイズ法はバッチ製造であることから、分離脱水工程は、連続的に高回収率、低含水率で分離脱水することが高品質の金属粒子を製造する上で必要不可欠であるが、この連続的な処理が出来ないという問題があった。さらに、脱水後、空気にさらされる金属粒子は、時間の経過とともに酸化して変質するという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−35799号公報(段落0034)
【特許文献2】特開平10−280001号公報(段落0010)
【特許文献3】特開2005−144279号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
これらの問題を解決するために、立型デカンタ式遠心分離機(以下、固液分離機という)で行うことが強く要望されていたが、従来の固液分離機は、固形分を原液から分離脱水するために、主速電動機による回転ボウルの回転数に対して、差速電動機によるスクリューコンベヤの回転数を下げて差速を持たせ、さらに、原液中の固形分の濃度が一定であるという条件に基づいて、この差速を一定にしている(例えば、特許文献3参照)。
このため、原液の濃度が増加すると、差速電動機の負荷(電流値)が増大するため、差速電動機の温度上昇によりサーマルが落ちて、安定した運転ができないという問題があった。
【0007】
そこで、本発明は、原液の濃度に増減の変化があっても運転が継続できるように改良して、これらの問題を一挙に解決するために創案されたものであり、フィルターのような目詰まりはなく、金属粒子は高回収率、低含水率で分離脱水を行い、連続的な分離脱水処理ができて、分離脱水後に金属粒子が空気にさらされて酸化することもなく、水アトマイズ用固液分離機を使用して原液の濃度変化に対応して、差速電動機も電流値の増大があっても、運転の継続が可能であり、かつ、差速電動機の回転を自動制御して差速の最適化による省エネでCO2の発生が削減可能な水アトマイズ用固液分離機を提供することを課題とする。
【課題を解決するための手段】
【0008】
請求項1に記載された発明は、上部端板(11c)に接続された円筒部(11b)および下部のテーパ部(11a)とが立形の円筒状に一体に形成され、上部端板(11c)に堰板を設けた分離液溢流口(11e)を有し、回転自在に軸支させた円筒状の回転ボウル(11)と、前記回転ボウル(11)内に同軸に設けられ、差速装置(18)を介して前記回転ボウル(11)と差速をもって回転する回転自在のスクリューコンベヤ(12)と、前記回転ボウル(11)の円筒部の上部端板(11c)の挿管孔(11d)から軸心部に挿入され、前記円筒部に原液を供給する原液供給管(15)と、前記原液供給管(15)の下端部に連接して回転ボウル(11)内に、半径方向に設けられた分流リブ板(16)と、から主要部が構成され、水アトマイズ法により製造した金属粒子を、水と金属粒子からなる原液から分離脱水する水アトマイズ用の立形固液分離機(10)であって、前記差速電動機(19)の電流値を検出する電流計(21)と、前記電流値に対応した所定の差速で前記差速電動機(19)の回転を自動制御する制御装置(20)と、を備えたことを特徴とする。
【0009】
請求項2に記載された発明は、請求項1に記載の水アトマイズ用固液分離機であって、前記制御装置(20)による前記差速電動機(19)の回転の自動制御は、前記差速電動機(19)の電流値が定格電流の70%の値までは、差速を4min−1で保ち、前記電流値が71〜75%の値になった場合は差速を、プラス1の5min−1、前記電流値が76〜80%の値になった場合は差速を、プラス2の6min−1、前記電流値が81〜85%の値になった場合は差速を、プラス3の7min−1、前記電流値が86〜90%の値になった場合は差速を、プラス4の8min−1、前記電流値が91〜95%の値になった場合は差速を、プラス5の9min−1、前記電流値が96〜100%の値になった場合は差速を、プラス6の10min−1に差速を増加させ、それ以下の電流値になった場合は、差速を減少させることを特徴とする。
【0010】
請求項3に記載された発明は、請求項1に記載の水アトマイズ用固液分離機(10)であって、前記水アトマイズ用固液分離機(10)の内部に窒素ガスを供給することを特徴とする。
【発明の効果】
【0011】
請求項1に係る発明によれば、水アトマイズ法により製造した金属粒子を原液から分離脱水する装置に、これまで用いられていない水アトマイズ用固液分離機に差速電動機の回転を自動制御する制御装置を備え、主速電動機による回転ボウルの回転数に対して、差速電動機によるスクリューコンベヤの回転数を下げて差速を持たせ、原液の濃度変化に対応すべく差速電動機の電流値を検出し、この電流値に対応した所定の差速で回転を制御することにより、フィルターのような目詰まりがなく、金属粒子を高回収率で回収でき、回収した金属粒子は低含水率で分離脱水を行うことができる。また、連続的な分離脱水処理ができる水アトマイズ用固液分離機を提供することができる。
【0012】
請求項2に係る発明によれば、負荷(電流値)が定格電流の70%までは、差速を、4min−1で一定に保ち、負荷が70%から5%の幅で上昇した場合は差速を、プラス1の5min−1、負荷が76〜80%になった場合は差速を、プラス2の6min−1、負荷が81〜85%になった場合は差速を、プラス3の7min−1、負荷が86〜90%になった場合は差速を、プラス4の8min−1、負荷が91〜95%になった場合は差速を、プラス5の9min−1、負荷が96〜100%になった場合は差速を、プラス6の10min−1に差速を増加させ、それ以下の負荷になった場合は、差速を減少させる木目細かな差速の回転数の自動制御をすることにより、電気エネルギーを削減できるため、CO2の発生が削減可能な水アトマイズ用固液分離機を提供することができる。
ちなみに、差速の最適化による省エネで、回転一時間当り2.25kwの低減ができる。
CO2の発生量は、1kwh当り0.36kgであるから、年間では、2.25kw×22h×250日×0.36=4.5ton、年間4.5tonのCO2の削減ができる。
【0013】
請求項3に係る発明によれば、水アトマイズ用固液分離機の内部に、窒素ガスを供給することにより、空気は窒素ガスと置換され、金属粒子が空気中の酸素にさらされて酸化するのを防止することができる。さらに、金属粒子間には窒素ガスが充満されるため、時間の経過とともに酸化して変質するのを防止することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の分離脱水方法で使用する水アトマイズ用固液分離機の拡大断面図である。
【図2】本発明の水アトマイズ用固液分離機の制御装置の配置を示す摸式図である。
【図3】差速電動機の回転を制御する流れを示すフローチャートである。
【発明を実施するための形態】
【0015】
本発明に係る水アトマイズ用固液分離機の一実施の形態について、図面を参照して詳細に説明する。
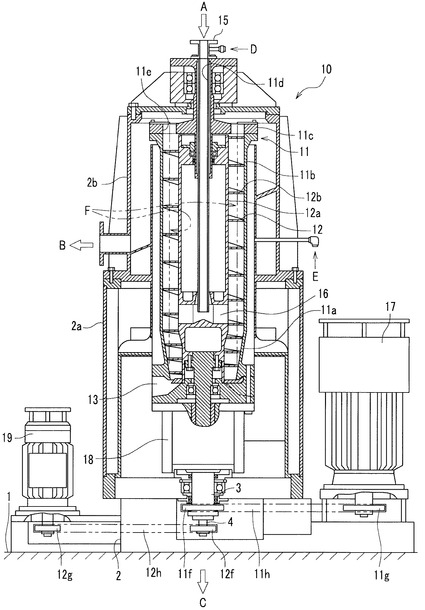
図1に示すように、本発明に係る水アトマイズ用固液分離機10の最上部の原液供給口Aから、水アトマイズ法による金属粒子を製造した水と金属粒子とが一緒になった原液を、例えば定量ポンプで供給し、後記するスクリューコンベヤ12の回転を、後記する回転ボウル11の回転よりも遅く(差速)回転させることにより、原液を金属粒子と水とに分離脱水処理が連続してできて、分離液の水は分離液出口B、分離した固形分の金属粒子は分離固形分排出口Cから排出する。また、金属粒子の酸化を防止するため、水アトマイズ用固液分離機10の内部に窒素ガスを供給する窒素供給口D,Eが設けられている。
なお、差速とは、固形物を原液から分離脱水するために、主速電動機による回転ボウルの回転数に対して差速電動機によるスクリューコンベヤの回転数を下げて回転数に差を持たせる回転速度差をいう。この差速により回転に位相差を設けることで、比重差により分離された固形分をスクリューコンベヤ12の差速の回転により下側に搬送して外部に排出することができる。
また、原液とは、ここでは固形物である金属粒子が混入した状態の水をいう。また、この水(液体)を分離液、分離される固形物を分離固形物ともいう。
【0016】
<水アトマイズ用固液分離機の構成>
本発明に係る水アトマイズ用固液分離機10は、下部小径端側に固形物排出口13を有するテーパ部11aと、前記テーパ部11aの上部大径端側に連なり、上部端板11cに堰板(図示せず)を設けた分離液溢流口11eを有する円筒部11bとから構成される回転ボウル11と、この回転ボウル11内に同一軸に設けられ、差速装置18を介して前記回転ボウル11と若干の差速をもって回転するスクリューコンベヤ12が設けられている。
【0017】
また、原液を供給する原液供給管15と、原液を回転ボウル11の内壁に分配する分流リブ板16と、前記回転ボウル11の下方に配設され、前記回転ボウル11の回転速度と若干の差速を持たせてスクリューコンベヤ12を回転させる差速装置18と、前記差速装置18の下方の主軸に配設され、前記回転ボウル11をプーリ11f,11gとベルト11hを介して高速回転させる主速電動機17と、前記差速装置18の下方に設けられ、前記差速装置18を介して前記スクリューコンベヤ12をプーリ12f,12gとベルト12hを介して低速回転させる差速電動機19と、これらをその上方に配設・固定する架台2と、主速電動機17と差速装置18と差速電動機19を制御する制御装置20と、から水アトマイズ用固液分離機10の主要部が構成されている。
【0018】
回転ボウル11を高速回転させる高速軸3(図1の下部参照)は、軸端部に設けられているベアリング(図示せず)によって回転自在に軸支されている。また、スクリューコンベヤ12に連結された低速軸4は、高速軸3の内径に装着されたベアリングによって回転自在に軸支されている。
【0019】
<回転ボウルの構成>
回転ボウル11は、上部端板11cと、この上部端板11cに接続された円筒部11b、そして、下部のテーパ部11aとを一体に、回転自在に形成されている。
【0020】
<スクリューコンベヤの構成>
スクリューコンベヤ12は、回転ボウル11の内周面に装着され、スクリューコンベヤ軸12aと、このスクリューコンベヤ軸12aの外周を螺旋状に形成したスクリューコンベヤ羽根12bとから構成されている。スクリューコンベヤ12の駆動は、差速電動機19を駆動源として差速装置18を介して行われ、回転ボウル11の回転速度と差速電動機19の回転速度の差に比例する差速でスクリューコンベヤ12を回転する。
【0021】
<原液供給管の構成>
原液供給管15は、上部にフランジが形成された円筒管である。回転ボウル11の円筒部11bの前記上部端板11cの中心部に突出する挿管孔11dから挿入され、原液を回転ボウル11内の分流リブ板16に供給される。
分離液(水)の排出は、原液が供給されて回転ボウル11が回転すると、遠心力により原液が回転ボウル11の円筒部11bの内周面に、液面Fを形成し、分離液(水)は、上部端板11cに堰板を設けられた分離液溢流口11eから溢れ出て、分離液出口Bから機外に排出される。
固形物の排出は、テーパ部11aの下部小径端側には、固形物排出口13が設けられ、スクリューコンベヤ12によりテーパ部11a側に搬送され、脱水された固形物は、固形物排出口13から下方に落下し、分離固形物排出口Cからピット(図示せず)に設けられた機外搬出用コンベヤ(図示せず)等によって、機外に排出される。
なお、原液の供給は、水アトマイズ法による図示しない金属粒子製造装置から一旦、攪拌槽を経由して定量ポンプで原液供給管15から供給してもよいし、攪拌槽を経由しないでダイレクトに原液供給管15から原液を供給しても構わない。
【0022】
<分流リブ板の構成>
分流リブ板16は、回転ボウル11内の半径方向に放射状に配置された原液分配治具である。原液の流れを縦に分割し、原液を回転ボウル11の内壁に移送する。分流リブ板16の1枚の形状は、平面(半径方向断面)から見ると回転ボウル11の中心から内壁に向かって幅が略一定の分割部材であり、軸方向に沿った正面断面図で見ると回転ボウル11の中心側から内壁側に向かって台形(末広がりの形)をしており、原液供給管15からの原液の流れを軸方向に縦分割する。すなわち、中心側と内壁側は開口している。
【0023】
分流リブ板16は、中空のスクリューコンベヤ12に挿入される原液供給管15の下端部に連接して設けられ、スクリューコンベヤ軸12aの半径方向の軸方向に放射状に穿設された図示しない細溝に挿入して固定される。原液供給管15と隣接する分流リブ板16との間は連通している配管である。
分流リブ板16の開口している下底側(回転ボウル11の内壁側)はスクリューコンベヤ軸12aの外壁まで延びて位置している。このように分流リブ板16を設けることにより、原液の流れを軸方向から半径方向に変えて回転ボウル11の内壁に確実に原液を供給することができるので、回転ボウル11中で原液中の固形物を分離するのに必要な滞留時間を確保できる。
【0024】
<主速電動機>
主速電動機17は、三相誘導電動機または三相同期電動機が使用され、定トルク/インバータ制御のため、回転数は周波数の制御により自動変速される。主速電動機17の回転数は、必要な遠心効果を得るためのものであり、原液の性状や必要な性能により決められる。主速電動機17の回転数は、例えば、高速(1000〜3500min−1)で回転し、ベルト11hを介してプーリ11f、11gによって減速機軸3を回転する。減速機軸3が回転すると、回転ボウル11が回転する。
【0025】
<差速電動機>
差速電動機19は、三相誘導電動機または三相同期電動機が使用され、定トルク/インバータ制御のため、回転数は周波数の制御により自動変速される。差速電動機19の回転は、差速装置18を介して主速電動機17の回転に対して、最適な差速で制御される。
差速電動機19の回転は、ベルト12hを介してとプーリ12f、12gによって減速機入力軸4が回転する。減速機入力軸4が回転すると、差速装置18を介してスクリューコンベヤ軸12を同一方向へ低速回転させる。
【0026】
<差速装置>
差速装置18は、3段で減速する遊星歯車減速装置である。差速装置18の減速機軸3と、スクリューコンベヤ軸12aの減速機入力軸4とは同一芯上にあり、同一方向に回転する。差速装置18は、差速1回転当りの減速比分の回転数を減速する。したがって、大きな差速を得るためには、減速比を小さくしなければならないが、極端に小さくすると大きなトルクが電動機に求められることから、結果的に電動機の出力が大きくなり、消費電力が大きくなるが、消費電力が大きくなるのを抑制して、最適な減速比と出力トルクを設定している。
差速装置18の速比は、ここでは、例えば150である。したがって、例えば、主速電動機17の回転数は2500min−1、差速電動機19の回転数は1900min−1、とすれば、差速は、(2500−1900)÷150=4min−1となり、
回転数は2500min−1、差速電動機19の回転数は1000min−1、とすれば、差速は、(2500−1000)÷150=10min−1となる。
【0027】
<差速電動機の出力と制御方法>
差速電動機19の出力を小さくするためには、大きな減速比が必要になるが、減速比を大きくすると、差速範囲が狭くなるため、大きな減速比は採用しない。また、差速電動機19のトルクは、回転数に反比例して大きくなる。
そこで、使用する差速電動機19を定トルク/インバータ制御とし、基底回転数を常用差速付近(低速側)に設定にすることにより、最高回転数時より高トルクを得ることができる。
また、トルク特性を定トルク仕様にすることで、低速域から基底回転数まで一定のトルクを得ることができる。このような電動機の仕様の設定により、差速範囲全域で一定トルクを保つことができ、濃度に対応させた差速制御運転による24時間連続の安定運転が可能になり、長時間稼動可能な水アトマイズ用固液分離機の提供ができる。
【0028】
つぎに、水アトマイズ用固液分離機10の動作について説明する。
主速電動機17が自動起動されると、回転ボウル11が例えば高速(1000〜3500min−1)で回転する。そして、つづいて差速電動機19が自動起動されると、主速電動機17の回転数に対して差速電動機19の回転速度は、例えば差速が4min−1となる低い回転速度が設定され、スクリューコンベヤ12が回転する。この時、差速電動機19の電流値が定格電流の70%の値以下であれば、この差速が4min−1で回転が維持される。
【0029】
窒素供給口D,Eから窒素ガスが供給され、機内の空気が窒素ガスに置換される。また、回転ボウル11の上部の原液供給口Aの原液供給管15から原液が供給されると、原液は分流リブ板16に衝突して放射状に均一に分割され、遠心力を受けて均一に分散する。分流リブ板16から回転ボウル11の円筒部11bに供給された原液中の固形物(金属粒子)は、遠心力を受けて円筒部11bの内壁側に沈降する。沈降した固形物は、スクリューコンベヤ12のスクリューコンベヤ羽根12bにより分離され、つぎに、テーパ部11aに於ける遠心力により、脱水されて固形物排出口13に搬送される。そして、その脱水された金属粒子の固形物は、固形物排出口13から落下し、図示しないピット等に設けられたベルトコンベヤ等により機外に排出される。
一方、回転ボウル11内で分離され、スクリューコンベヤ12のスクリューコンベヤ羽根12bにより分離された分離液の水は、上方に移動し、円筒部11bの上部端板11cに設けた分離液溢流口11eから堰板を溢流し、分離液出口Bから機外に排出される。なお、窒素ガスは、空気中に78%含まれており、不燃性で、不活性である。
【0030】
従来、固液分離機の差速制御は、運転条件としては固定値でよかった理由は、原液の濃度は一定であり、原液の供給条件は、流量も変化せず、一定であったからである。
供給条件が一定であるから、分離液及び分離固形物の性状も一定になった。
しかしながら、水アトマイズ製造では、原液の濃度を一定に保つことは困難であることが判ったことから、分離する固形物である金属粒子の性状(含水率)などに範囲を定め、許容できる範囲で差速を制御する方法をあみ出した。これは、運転制御(シーケンス含)と、それを可能にする機器(差速電動機、主速電動機含む)の仕様の設定を変更したことにより、安定した連続運転ができる。
【0031】
例えば、水アトマイズ後の金属粉は比重が大きいため、水の中で分散し難く沈降するのが早い。ポンプなどで循環させて分散させるが、不規則な原液の濃度変化により、脱水時に発生するトルクが増減する。
そこで、差速が制御される差速電動機19や、差速装置18の運転状態を安定させるため、発生トルクに合わせて差速を制御装置20によって自動制御する。
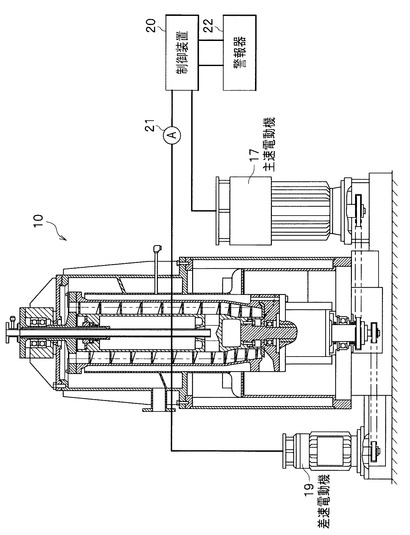
図2は、水アトマイズ用固液分離機の制御装置の配置を示す摸式図である。
図2に示すように、機外には制御装置20が設けられている。差速電動機19と制御装置20とは電気的に接続され、電流計21が配置されている。また、主速電動機17と制御装置20とも電気的に接続され、主速電動機17、差速電動機19の回転数の変更が可能になっている。
そして、原液の濃度変化に対応するため、差速電動機19の電流値を検出し、この電流値の数値を基にして制御装置20内の図示しない演算回路にて演算されて、差速を決め、差速電動機19の回転数を変更して制御する。
【0032】
差速電動機19の電流値の検出は、電流計21の電気信号を連続的にシーケンサに取込み、図3のフローチャートに基づいて瞬時に最適な差速が求められ、変更される。
例えば、原液の濃度に変化があり、濃度が下がった場合は、差速電動機19の電流値も下がるため、差速が見直され、適正な差速まで下げられる。
このように、原液の濃度の変化に対応して、木目細かに差速電動機19の回転を適正な差速の回転数にする回転の制御をすることにより高負荷運転を抑制でき、安定運転が可能になり、差速電動機19の出力も低出力方向で安定するため、省エネ30%となり、年間当り相当量のCO2の削減が可能である。
【0033】
ここで、本発明の水アトマイズ製造設備における原液に濃度変化があっても、それに対応できる水アトマイズ用固液分離機10の制御装置20の制御を説明する。
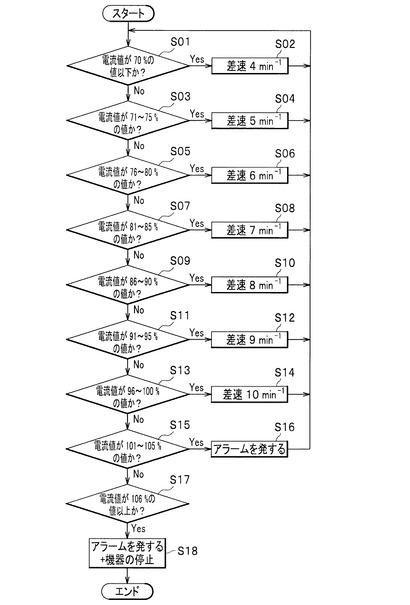
図3は、差速電動機の回転を制御する流れを示すフローチャートである。
図3に示すように、ステップS01は、差速電動機19の電流値が定格電流の70%の値以下かどうかを電流計21(図2参照)で検出し、定格電流の70%の値以下の場合(S01/Yes)はステップS02に進み、制御装置20が差速電動機19の回転数を、主速電動機19の回転数より下げ、例えば、差速を4min−1にして回転を制御する。
差速電動機19の定格電流値の70%の値以上の場合(S01/No)は、ステップS03に進む。
ステップS03は、前記同様に、差速電動機19の電流値が定格電流の71〜75%の値かどうかを電流計21で検出し、定格電流の71〜75%の値の場合(S03/Yes)はステップS04に進み、制御装置20が差速電動機19の差速をプラス1の5min−1にして回転を制御する。差速電動機19の定格電流の71〜75%の値以上の場合(S03/No)は、ステップS05に進む。
ステップS05は、差速電動機19の電流値が定格電流の76〜80%の値かどうかを検出し、その範囲内の場合(S05/Yes)はステップS06に進み、制御装置20が差速電動機19の差速をプラス2の6min−1にして回転を制御する。
定格電流の76〜80%以上の場合(S05/No)は、ステップS07に進む。
ステップS07は、差速電動機19の電流値が定格電流の81〜85%の値かどうかを電流計21で検出し、その範囲内の場合(S07/Yes)はステップS08に進み、制御装置20が差速電動機19の差速をプラス3の7min−1にして回転を制御する。
定格電流の81〜85%の値以上の場合(S07/No)は、ステップS09に進む。
【0034】
ステップS09は、差速電動機19の電流値が定格電流の86〜90%の値かどうかを電流計21で検出し、その範囲内の場合(S09/Yes)はステップS10に進み、制御装置20が差速電動機19の差速をプラス4の8min−1にして回転を制御する。
定格電流の86〜90%の値以上の場合(S09/No)は、ステップS11に進む。
ステップS11は、差速電動機19の電流値が定格電流の91〜95%の値かどうかを電流計21で検出し、その範囲内の場合(S11/Yes)はステップS12に進み、制御装置20が差速電動機19の差速をプラス5の9min−1にして回転を制御する。
定格電流の91〜95%の値以上の場合(S11/No)は、ステップS13に進む。
ステップS13は、差速電動機19の電流値が定格電流の96〜100%の値かどうかを電流計21で検出し、その範囲内の場合(S13/Yes)はステップS14に進み、制御装置20が差速電動機19の差速をプラス6の10min−1にして回転を制御する。
定格電流値の96〜100%の値以上の場合(S13/No)は、ステップS15に進む。
ステップS15は、差速電動機19の電流値が定格電流の101〜105%の値かどうかを電流計21で検出し、その範囲内の場合(S15/Yes)は、ステップS16に進み、制御装置20が警報器(図示せず)を作動させて送り、例えばアラームを発する。また、定格電流値の101〜105%の値以上の場合(S15/No)は、ステップS17に進む。
ステップS17は、差速電動機19の電流値が定格電流の106%の値以上かどうかを電流計21で検出し、106%の値以上の場合(S17/Yes)は、ステップS18に進み、制御装置20が警報器(22)を作動させて、例えばアラーム音を発し、主速電動機17と差速電動機19の停止をさせる。
【0035】
以上、本発明の水アトマイズ用固液分離機を使用した一実施の形態について説明したが、本発明は、前記した一実施の形態に限定されることなく、適宜変更して実施することができる。
なお、電流値に対する差速は、プラス1、プラス2…と段階的に増加させるようにしたが、プラス1→1.1→1.2…のように無段階的に増加させる方法であっても構わない。
また、アラーム(警報)は、図示しない操作盤のCRT画面に警告文の表示をするほか、スピーカーからの警報音やパトライトによる光の点滅によってアラームを発してもよい。また、動力伝達手段はプーリ・ベルト方式として開示したが、ギヤ方式やその他の動力伝達手段を採用しても構わない。
また、立型の固液分離機を使用する効果としては、固液分離機の停止時、横型では内部に水及び固形分が堆積し酸化などの変質の恐れが高いのに対し、立型は停止時、固形分は機外に排出されるので酸化しにくい構造になっている。
さらに、金属粒子は従来95%の回収率が99.5%へ、従来20%の含水率が10%以下へ向上し、性能がアップした。
また、窒素ガスを供給して機内の空気を置換することにより、分離脱水後に金属粒子が空気の酸素にさらされて酸化することもない。
さらに、水アトマイズ用固液分離機を使用して原液の濃度変化に対応して、むら、むだのない効率のよい運転が可能になり、差速電動機19の回転を制御して差速の最適化により、例えば7.5kwの差速電動機19の場合、1時間当り2.25kwhの消費電力の低減が可能になり、年間4.5tonのCO2の削減に貢献できる。
【符号の説明】
【0036】
1 床面(基礎)
2 架台
2a 下ハウジング
2b 上ハウジング
3 減速機軸
4 減速機入力軸
5,6 ベアリング
10 水アトマイズ用の固液分離機
11 回転ボウル
11a テーパ部
11b 円筒部
11c 上部端板
11d 挿管孔
11e 分離液溢流口
12 スクリューコンベヤ
12a スクリューコンベヤ軸
12b スクリューコンベヤ羽根
13 固形物排出口
14 分離液排出口
15 原液供給管
16 分流リブ板
17 主速電動機
18 差速装置
19 差速電動機
20 制御装置
21 電流計
22 警報器
A 原液供給口
B 分離液出口
C 分離固形物排出口
D,E 窒素供給口
【技術分野】
【0001】
本発明は、水アトマイズ法により製造した金属粒子を、原液である水から分離する水アトマイズ用固液分離機に関する。
【背景技術】
【0002】
例えば、焼結金属を製造する場合の材料となる金属粒子(粉末)は、水アトマイズ法で製造される。この水アトマイズ法は、タンディッシュ(受け皿)に貯留した溶融金属をタンディッシュの下部に設けられた注湯ノズルから流出させ、この流出した溶融金属流に高圧水を噴射することで、溶融金属を飛散させて粉末化する金属粒子製造方法である。この水アトマイズ法による金属粒子製造の後工程では、微細な金属粒子を多量の水と分離し、金属粉末にする必要がある。
【0003】
水アトマイズ製造における金属粒子と水とが一緒になった状態の原液から、分離・脱水する方法として従来の技術では、フィルター(例えば、特許文献1参照)や、真空脱水機(例えば、特許文献2参照)などが知られている。
【0004】
しかしながら、フィルター方式や真空脱水機では、ろ布を使用するため、原液を分離・脱水する際に、金属粒子の微粒子がフィルターに目詰まりするという問題があった。そのため、回収率が低く、含水率が高いという問題があった。
また、水アトマイズ法はバッチ製造であることから、分離脱水工程は、連続的に高回収率、低含水率で分離脱水することが高品質の金属粒子を製造する上で必要不可欠であるが、この連続的な処理が出来ないという問題があった。さらに、脱水後、空気にさらされる金属粒子は、時間の経過とともに酸化して変質するという問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−35799号公報(段落0034)
【特許文献2】特開平10−280001号公報(段落0010)
【特許文献3】特開2005−144279号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
これらの問題を解決するために、立型デカンタ式遠心分離機(以下、固液分離機という)で行うことが強く要望されていたが、従来の固液分離機は、固形分を原液から分離脱水するために、主速電動機による回転ボウルの回転数に対して、差速電動機によるスクリューコンベヤの回転数を下げて差速を持たせ、さらに、原液中の固形分の濃度が一定であるという条件に基づいて、この差速を一定にしている(例えば、特許文献3参照)。
このため、原液の濃度が増加すると、差速電動機の負荷(電流値)が増大するため、差速電動機の温度上昇によりサーマルが落ちて、安定した運転ができないという問題があった。
【0007】
そこで、本発明は、原液の濃度に増減の変化があっても運転が継続できるように改良して、これらの問題を一挙に解決するために創案されたものであり、フィルターのような目詰まりはなく、金属粒子は高回収率、低含水率で分離脱水を行い、連続的な分離脱水処理ができて、分離脱水後に金属粒子が空気にさらされて酸化することもなく、水アトマイズ用固液分離機を使用して原液の濃度変化に対応して、差速電動機も電流値の増大があっても、運転の継続が可能であり、かつ、差速電動機の回転を自動制御して差速の最適化による省エネでCO2の発生が削減可能な水アトマイズ用固液分離機を提供することを課題とする。
【課題を解決するための手段】
【0008】
請求項1に記載された発明は、上部端板(11c)に接続された円筒部(11b)および下部のテーパ部(11a)とが立形の円筒状に一体に形成され、上部端板(11c)に堰板を設けた分離液溢流口(11e)を有し、回転自在に軸支させた円筒状の回転ボウル(11)と、前記回転ボウル(11)内に同軸に設けられ、差速装置(18)を介して前記回転ボウル(11)と差速をもって回転する回転自在のスクリューコンベヤ(12)と、前記回転ボウル(11)の円筒部の上部端板(11c)の挿管孔(11d)から軸心部に挿入され、前記円筒部に原液を供給する原液供給管(15)と、前記原液供給管(15)の下端部に連接して回転ボウル(11)内に、半径方向に設けられた分流リブ板(16)と、から主要部が構成され、水アトマイズ法により製造した金属粒子を、水と金属粒子からなる原液から分離脱水する水アトマイズ用の立形固液分離機(10)であって、前記差速電動機(19)の電流値を検出する電流計(21)と、前記電流値に対応した所定の差速で前記差速電動機(19)の回転を自動制御する制御装置(20)と、を備えたことを特徴とする。
【0009】
請求項2に記載された発明は、請求項1に記載の水アトマイズ用固液分離機であって、前記制御装置(20)による前記差速電動機(19)の回転の自動制御は、前記差速電動機(19)の電流値が定格電流の70%の値までは、差速を4min−1で保ち、前記電流値が71〜75%の値になった場合は差速を、プラス1の5min−1、前記電流値が76〜80%の値になった場合は差速を、プラス2の6min−1、前記電流値が81〜85%の値になった場合は差速を、プラス3の7min−1、前記電流値が86〜90%の値になった場合は差速を、プラス4の8min−1、前記電流値が91〜95%の値になった場合は差速を、プラス5の9min−1、前記電流値が96〜100%の値になった場合は差速を、プラス6の10min−1に差速を増加させ、それ以下の電流値になった場合は、差速を減少させることを特徴とする。
【0010】
請求項3に記載された発明は、請求項1に記載の水アトマイズ用固液分離機(10)であって、前記水アトマイズ用固液分離機(10)の内部に窒素ガスを供給することを特徴とする。
【発明の効果】
【0011】
請求項1に係る発明によれば、水アトマイズ法により製造した金属粒子を原液から分離脱水する装置に、これまで用いられていない水アトマイズ用固液分離機に差速電動機の回転を自動制御する制御装置を備え、主速電動機による回転ボウルの回転数に対して、差速電動機によるスクリューコンベヤの回転数を下げて差速を持たせ、原液の濃度変化に対応すべく差速電動機の電流値を検出し、この電流値に対応した所定の差速で回転を制御することにより、フィルターのような目詰まりがなく、金属粒子を高回収率で回収でき、回収した金属粒子は低含水率で分離脱水を行うことができる。また、連続的な分離脱水処理ができる水アトマイズ用固液分離機を提供することができる。
【0012】
請求項2に係る発明によれば、負荷(電流値)が定格電流の70%までは、差速を、4min−1で一定に保ち、負荷が70%から5%の幅で上昇した場合は差速を、プラス1の5min−1、負荷が76〜80%になった場合は差速を、プラス2の6min−1、負荷が81〜85%になった場合は差速を、プラス3の7min−1、負荷が86〜90%になった場合は差速を、プラス4の8min−1、負荷が91〜95%になった場合は差速を、プラス5の9min−1、負荷が96〜100%になった場合は差速を、プラス6の10min−1に差速を増加させ、それ以下の負荷になった場合は、差速を減少させる木目細かな差速の回転数の自動制御をすることにより、電気エネルギーを削減できるため、CO2の発生が削減可能な水アトマイズ用固液分離機を提供することができる。
ちなみに、差速の最適化による省エネで、回転一時間当り2.25kwの低減ができる。
CO2の発生量は、1kwh当り0.36kgであるから、年間では、2.25kw×22h×250日×0.36=4.5ton、年間4.5tonのCO2の削減ができる。
【0013】
請求項3に係る発明によれば、水アトマイズ用固液分離機の内部に、窒素ガスを供給することにより、空気は窒素ガスと置換され、金属粒子が空気中の酸素にさらされて酸化するのを防止することができる。さらに、金属粒子間には窒素ガスが充満されるため、時間の経過とともに酸化して変質するのを防止することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の分離脱水方法で使用する水アトマイズ用固液分離機の拡大断面図である。
【図2】本発明の水アトマイズ用固液分離機の制御装置の配置を示す摸式図である。
【図3】差速電動機の回転を制御する流れを示すフローチャートである。
【発明を実施するための形態】
【0015】
本発明に係る水アトマイズ用固液分離機の一実施の形態について、図面を参照して詳細に説明する。
図1に示すように、本発明に係る水アトマイズ用固液分離機10の最上部の原液供給口Aから、水アトマイズ法による金属粒子を製造した水と金属粒子とが一緒になった原液を、例えば定量ポンプで供給し、後記するスクリューコンベヤ12の回転を、後記する回転ボウル11の回転よりも遅く(差速)回転させることにより、原液を金属粒子と水とに分離脱水処理が連続してできて、分離液の水は分離液出口B、分離した固形分の金属粒子は分離固形分排出口Cから排出する。また、金属粒子の酸化を防止するため、水アトマイズ用固液分離機10の内部に窒素ガスを供給する窒素供給口D,Eが設けられている。
なお、差速とは、固形物を原液から分離脱水するために、主速電動機による回転ボウルの回転数に対して差速電動機によるスクリューコンベヤの回転数を下げて回転数に差を持たせる回転速度差をいう。この差速により回転に位相差を設けることで、比重差により分離された固形分をスクリューコンベヤ12の差速の回転により下側に搬送して外部に排出することができる。
また、原液とは、ここでは固形物である金属粒子が混入した状態の水をいう。また、この水(液体)を分離液、分離される固形物を分離固形物ともいう。
【0016】
<水アトマイズ用固液分離機の構成>
本発明に係る水アトマイズ用固液分離機10は、下部小径端側に固形物排出口13を有するテーパ部11aと、前記テーパ部11aの上部大径端側に連なり、上部端板11cに堰板(図示せず)を設けた分離液溢流口11eを有する円筒部11bとから構成される回転ボウル11と、この回転ボウル11内に同一軸に設けられ、差速装置18を介して前記回転ボウル11と若干の差速をもって回転するスクリューコンベヤ12が設けられている。
【0017】
また、原液を供給する原液供給管15と、原液を回転ボウル11の内壁に分配する分流リブ板16と、前記回転ボウル11の下方に配設され、前記回転ボウル11の回転速度と若干の差速を持たせてスクリューコンベヤ12を回転させる差速装置18と、前記差速装置18の下方の主軸に配設され、前記回転ボウル11をプーリ11f,11gとベルト11hを介して高速回転させる主速電動機17と、前記差速装置18の下方に設けられ、前記差速装置18を介して前記スクリューコンベヤ12をプーリ12f,12gとベルト12hを介して低速回転させる差速電動機19と、これらをその上方に配設・固定する架台2と、主速電動機17と差速装置18と差速電動機19を制御する制御装置20と、から水アトマイズ用固液分離機10の主要部が構成されている。
【0018】
回転ボウル11を高速回転させる高速軸3(図1の下部参照)は、軸端部に設けられているベアリング(図示せず)によって回転自在に軸支されている。また、スクリューコンベヤ12に連結された低速軸4は、高速軸3の内径に装着されたベアリングによって回転自在に軸支されている。
【0019】
<回転ボウルの構成>
回転ボウル11は、上部端板11cと、この上部端板11cに接続された円筒部11b、そして、下部のテーパ部11aとを一体に、回転自在に形成されている。
【0020】
<スクリューコンベヤの構成>
スクリューコンベヤ12は、回転ボウル11の内周面に装着され、スクリューコンベヤ軸12aと、このスクリューコンベヤ軸12aの外周を螺旋状に形成したスクリューコンベヤ羽根12bとから構成されている。スクリューコンベヤ12の駆動は、差速電動機19を駆動源として差速装置18を介して行われ、回転ボウル11の回転速度と差速電動機19の回転速度の差に比例する差速でスクリューコンベヤ12を回転する。
【0021】
<原液供給管の構成>
原液供給管15は、上部にフランジが形成された円筒管である。回転ボウル11の円筒部11bの前記上部端板11cの中心部に突出する挿管孔11dから挿入され、原液を回転ボウル11内の分流リブ板16に供給される。
分離液(水)の排出は、原液が供給されて回転ボウル11が回転すると、遠心力により原液が回転ボウル11の円筒部11bの内周面に、液面Fを形成し、分離液(水)は、上部端板11cに堰板を設けられた分離液溢流口11eから溢れ出て、分離液出口Bから機外に排出される。
固形物の排出は、テーパ部11aの下部小径端側には、固形物排出口13が設けられ、スクリューコンベヤ12によりテーパ部11a側に搬送され、脱水された固形物は、固形物排出口13から下方に落下し、分離固形物排出口Cからピット(図示せず)に設けられた機外搬出用コンベヤ(図示せず)等によって、機外に排出される。
なお、原液の供給は、水アトマイズ法による図示しない金属粒子製造装置から一旦、攪拌槽を経由して定量ポンプで原液供給管15から供給してもよいし、攪拌槽を経由しないでダイレクトに原液供給管15から原液を供給しても構わない。
【0022】
<分流リブ板の構成>
分流リブ板16は、回転ボウル11内の半径方向に放射状に配置された原液分配治具である。原液の流れを縦に分割し、原液を回転ボウル11の内壁に移送する。分流リブ板16の1枚の形状は、平面(半径方向断面)から見ると回転ボウル11の中心から内壁に向かって幅が略一定の分割部材であり、軸方向に沿った正面断面図で見ると回転ボウル11の中心側から内壁側に向かって台形(末広がりの形)をしており、原液供給管15からの原液の流れを軸方向に縦分割する。すなわち、中心側と内壁側は開口している。
【0023】
分流リブ板16は、中空のスクリューコンベヤ12に挿入される原液供給管15の下端部に連接して設けられ、スクリューコンベヤ軸12aの半径方向の軸方向に放射状に穿設された図示しない細溝に挿入して固定される。原液供給管15と隣接する分流リブ板16との間は連通している配管である。
分流リブ板16の開口している下底側(回転ボウル11の内壁側)はスクリューコンベヤ軸12aの外壁まで延びて位置している。このように分流リブ板16を設けることにより、原液の流れを軸方向から半径方向に変えて回転ボウル11の内壁に確実に原液を供給することができるので、回転ボウル11中で原液中の固形物を分離するのに必要な滞留時間を確保できる。
【0024】
<主速電動機>
主速電動機17は、三相誘導電動機または三相同期電動機が使用され、定トルク/インバータ制御のため、回転数は周波数の制御により自動変速される。主速電動機17の回転数は、必要な遠心効果を得るためのものであり、原液の性状や必要な性能により決められる。主速電動機17の回転数は、例えば、高速(1000〜3500min−1)で回転し、ベルト11hを介してプーリ11f、11gによって減速機軸3を回転する。減速機軸3が回転すると、回転ボウル11が回転する。
【0025】
<差速電動機>
差速電動機19は、三相誘導電動機または三相同期電動機が使用され、定トルク/インバータ制御のため、回転数は周波数の制御により自動変速される。差速電動機19の回転は、差速装置18を介して主速電動機17の回転に対して、最適な差速で制御される。
差速電動機19の回転は、ベルト12hを介してとプーリ12f、12gによって減速機入力軸4が回転する。減速機入力軸4が回転すると、差速装置18を介してスクリューコンベヤ軸12を同一方向へ低速回転させる。
【0026】
<差速装置>
差速装置18は、3段で減速する遊星歯車減速装置である。差速装置18の減速機軸3と、スクリューコンベヤ軸12aの減速機入力軸4とは同一芯上にあり、同一方向に回転する。差速装置18は、差速1回転当りの減速比分の回転数を減速する。したがって、大きな差速を得るためには、減速比を小さくしなければならないが、極端に小さくすると大きなトルクが電動機に求められることから、結果的に電動機の出力が大きくなり、消費電力が大きくなるが、消費電力が大きくなるのを抑制して、最適な減速比と出力トルクを設定している。
差速装置18の速比は、ここでは、例えば150である。したがって、例えば、主速電動機17の回転数は2500min−1、差速電動機19の回転数は1900min−1、とすれば、差速は、(2500−1900)÷150=4min−1となり、
回転数は2500min−1、差速電動機19の回転数は1000min−1、とすれば、差速は、(2500−1000)÷150=10min−1となる。
【0027】
<差速電動機の出力と制御方法>
差速電動機19の出力を小さくするためには、大きな減速比が必要になるが、減速比を大きくすると、差速範囲が狭くなるため、大きな減速比は採用しない。また、差速電動機19のトルクは、回転数に反比例して大きくなる。
そこで、使用する差速電動機19を定トルク/インバータ制御とし、基底回転数を常用差速付近(低速側)に設定にすることにより、最高回転数時より高トルクを得ることができる。
また、トルク特性を定トルク仕様にすることで、低速域から基底回転数まで一定のトルクを得ることができる。このような電動機の仕様の設定により、差速範囲全域で一定トルクを保つことができ、濃度に対応させた差速制御運転による24時間連続の安定運転が可能になり、長時間稼動可能な水アトマイズ用固液分離機の提供ができる。
【0028】
つぎに、水アトマイズ用固液分離機10の動作について説明する。
主速電動機17が自動起動されると、回転ボウル11が例えば高速(1000〜3500min−1)で回転する。そして、つづいて差速電動機19が自動起動されると、主速電動機17の回転数に対して差速電動機19の回転速度は、例えば差速が4min−1となる低い回転速度が設定され、スクリューコンベヤ12が回転する。この時、差速電動機19の電流値が定格電流の70%の値以下であれば、この差速が4min−1で回転が維持される。
【0029】
窒素供給口D,Eから窒素ガスが供給され、機内の空気が窒素ガスに置換される。また、回転ボウル11の上部の原液供給口Aの原液供給管15から原液が供給されると、原液は分流リブ板16に衝突して放射状に均一に分割され、遠心力を受けて均一に分散する。分流リブ板16から回転ボウル11の円筒部11bに供給された原液中の固形物(金属粒子)は、遠心力を受けて円筒部11bの内壁側に沈降する。沈降した固形物は、スクリューコンベヤ12のスクリューコンベヤ羽根12bにより分離され、つぎに、テーパ部11aに於ける遠心力により、脱水されて固形物排出口13に搬送される。そして、その脱水された金属粒子の固形物は、固形物排出口13から落下し、図示しないピット等に設けられたベルトコンベヤ等により機外に排出される。
一方、回転ボウル11内で分離され、スクリューコンベヤ12のスクリューコンベヤ羽根12bにより分離された分離液の水は、上方に移動し、円筒部11bの上部端板11cに設けた分離液溢流口11eから堰板を溢流し、分離液出口Bから機外に排出される。なお、窒素ガスは、空気中に78%含まれており、不燃性で、不活性である。
【0030】
従来、固液分離機の差速制御は、運転条件としては固定値でよかった理由は、原液の濃度は一定であり、原液の供給条件は、流量も変化せず、一定であったからである。
供給条件が一定であるから、分離液及び分離固形物の性状も一定になった。
しかしながら、水アトマイズ製造では、原液の濃度を一定に保つことは困難であることが判ったことから、分離する固形物である金属粒子の性状(含水率)などに範囲を定め、許容できる範囲で差速を制御する方法をあみ出した。これは、運転制御(シーケンス含)と、それを可能にする機器(差速電動機、主速電動機含む)の仕様の設定を変更したことにより、安定した連続運転ができる。
【0031】
例えば、水アトマイズ後の金属粉は比重が大きいため、水の中で分散し難く沈降するのが早い。ポンプなどで循環させて分散させるが、不規則な原液の濃度変化により、脱水時に発生するトルクが増減する。
そこで、差速が制御される差速電動機19や、差速装置18の運転状態を安定させるため、発生トルクに合わせて差速を制御装置20によって自動制御する。
図2は、水アトマイズ用固液分離機の制御装置の配置を示す摸式図である。
図2に示すように、機外には制御装置20が設けられている。差速電動機19と制御装置20とは電気的に接続され、電流計21が配置されている。また、主速電動機17と制御装置20とも電気的に接続され、主速電動機17、差速電動機19の回転数の変更が可能になっている。
そして、原液の濃度変化に対応するため、差速電動機19の電流値を検出し、この電流値の数値を基にして制御装置20内の図示しない演算回路にて演算されて、差速を決め、差速電動機19の回転数を変更して制御する。
【0032】
差速電動機19の電流値の検出は、電流計21の電気信号を連続的にシーケンサに取込み、図3のフローチャートに基づいて瞬時に最適な差速が求められ、変更される。
例えば、原液の濃度に変化があり、濃度が下がった場合は、差速電動機19の電流値も下がるため、差速が見直され、適正な差速まで下げられる。
このように、原液の濃度の変化に対応して、木目細かに差速電動機19の回転を適正な差速の回転数にする回転の制御をすることにより高負荷運転を抑制でき、安定運転が可能になり、差速電動機19の出力も低出力方向で安定するため、省エネ30%となり、年間当り相当量のCO2の削減が可能である。
【0033】
ここで、本発明の水アトマイズ製造設備における原液に濃度変化があっても、それに対応できる水アトマイズ用固液分離機10の制御装置20の制御を説明する。
図3は、差速電動機の回転を制御する流れを示すフローチャートである。
図3に示すように、ステップS01は、差速電動機19の電流値が定格電流の70%の値以下かどうかを電流計21(図2参照)で検出し、定格電流の70%の値以下の場合(S01/Yes)はステップS02に進み、制御装置20が差速電動機19の回転数を、主速電動機19の回転数より下げ、例えば、差速を4min−1にして回転を制御する。
差速電動機19の定格電流値の70%の値以上の場合(S01/No)は、ステップS03に進む。
ステップS03は、前記同様に、差速電動機19の電流値が定格電流の71〜75%の値かどうかを電流計21で検出し、定格電流の71〜75%の値の場合(S03/Yes)はステップS04に進み、制御装置20が差速電動機19の差速をプラス1の5min−1にして回転を制御する。差速電動機19の定格電流の71〜75%の値以上の場合(S03/No)は、ステップS05に進む。
ステップS05は、差速電動機19の電流値が定格電流の76〜80%の値かどうかを検出し、その範囲内の場合(S05/Yes)はステップS06に進み、制御装置20が差速電動機19の差速をプラス2の6min−1にして回転を制御する。
定格電流の76〜80%以上の場合(S05/No)は、ステップS07に進む。
ステップS07は、差速電動機19の電流値が定格電流の81〜85%の値かどうかを電流計21で検出し、その範囲内の場合(S07/Yes)はステップS08に進み、制御装置20が差速電動機19の差速をプラス3の7min−1にして回転を制御する。
定格電流の81〜85%の値以上の場合(S07/No)は、ステップS09に進む。
【0034】
ステップS09は、差速電動機19の電流値が定格電流の86〜90%の値かどうかを電流計21で検出し、その範囲内の場合(S09/Yes)はステップS10に進み、制御装置20が差速電動機19の差速をプラス4の8min−1にして回転を制御する。
定格電流の86〜90%の値以上の場合(S09/No)は、ステップS11に進む。
ステップS11は、差速電動機19の電流値が定格電流の91〜95%の値かどうかを電流計21で検出し、その範囲内の場合(S11/Yes)はステップS12に進み、制御装置20が差速電動機19の差速をプラス5の9min−1にして回転を制御する。
定格電流の91〜95%の値以上の場合(S11/No)は、ステップS13に進む。
ステップS13は、差速電動機19の電流値が定格電流の96〜100%の値かどうかを電流計21で検出し、その範囲内の場合(S13/Yes)はステップS14に進み、制御装置20が差速電動機19の差速をプラス6の10min−1にして回転を制御する。
定格電流値の96〜100%の値以上の場合(S13/No)は、ステップS15に進む。
ステップS15は、差速電動機19の電流値が定格電流の101〜105%の値かどうかを電流計21で検出し、その範囲内の場合(S15/Yes)は、ステップS16に進み、制御装置20が警報器(図示せず)を作動させて送り、例えばアラームを発する。また、定格電流値の101〜105%の値以上の場合(S15/No)は、ステップS17に進む。
ステップS17は、差速電動機19の電流値が定格電流の106%の値以上かどうかを電流計21で検出し、106%の値以上の場合(S17/Yes)は、ステップS18に進み、制御装置20が警報器(22)を作動させて、例えばアラーム音を発し、主速電動機17と差速電動機19の停止をさせる。
【0035】
以上、本発明の水アトマイズ用固液分離機を使用した一実施の形態について説明したが、本発明は、前記した一実施の形態に限定されることなく、適宜変更して実施することができる。
なお、電流値に対する差速は、プラス1、プラス2…と段階的に増加させるようにしたが、プラス1→1.1→1.2…のように無段階的に増加させる方法であっても構わない。
また、アラーム(警報)は、図示しない操作盤のCRT画面に警告文の表示をするほか、スピーカーからの警報音やパトライトによる光の点滅によってアラームを発してもよい。また、動力伝達手段はプーリ・ベルト方式として開示したが、ギヤ方式やその他の動力伝達手段を採用しても構わない。
また、立型の固液分離機を使用する効果としては、固液分離機の停止時、横型では内部に水及び固形分が堆積し酸化などの変質の恐れが高いのに対し、立型は停止時、固形分は機外に排出されるので酸化しにくい構造になっている。
さらに、金属粒子は従来95%の回収率が99.5%へ、従来20%の含水率が10%以下へ向上し、性能がアップした。
また、窒素ガスを供給して機内の空気を置換することにより、分離脱水後に金属粒子が空気の酸素にさらされて酸化することもない。
さらに、水アトマイズ用固液分離機を使用して原液の濃度変化に対応して、むら、むだのない効率のよい運転が可能になり、差速電動機19の回転を制御して差速の最適化により、例えば7.5kwの差速電動機19の場合、1時間当り2.25kwhの消費電力の低減が可能になり、年間4.5tonのCO2の削減に貢献できる。
【符号の説明】
【0036】
1 床面(基礎)
2 架台
2a 下ハウジング
2b 上ハウジング
3 減速機軸
4 減速機入力軸
5,6 ベアリング
10 水アトマイズ用の固液分離機
11 回転ボウル
11a テーパ部
11b 円筒部
11c 上部端板
11d 挿管孔
11e 分離液溢流口
12 スクリューコンベヤ
12a スクリューコンベヤ軸
12b スクリューコンベヤ羽根
13 固形物排出口
14 分離液排出口
15 原液供給管
16 分流リブ板
17 主速電動機
18 差速装置
19 差速電動機
20 制御装置
21 電流計
22 警報器
A 原液供給口
B 分離液出口
C 分離固形物排出口
D,E 窒素供給口
【特許請求の範囲】
【請求項1】
上部端板(11c)に接続された円筒部(11b)および下部のテーパ部(11a)とが立形の円筒状に一体に形成され、上部端板(11c)に堰板を設けた分離液溢流口(11e)を有し、回転自在に軸支させた円筒状の回転ボウル(11)と、
前記回転ボウル(11)内に同軸に設けられ、差速装置(18)を介して前記回転ボウル(11)と差速をもって回転する回転自在のスクリューコンベヤ(12)と、
前記回転ボウル(11)の円筒部の上部端板(11c)の挿管孔(11d)から軸心部に挿入され、前記円筒部に原液を供給する原液供給管(15)と、
前記原液供給管(15)の下端部に連接して回転ボウル(11)内に、半径方向に設けられた分流リブ板(16)と、から主要部が構成され、
水アトマイズ法により製造した金属粒子を、水と金属粒子からなる原液から分離脱水する水アトマイズ用の立形固液分離機(10)であって、
前記差速電動機(19)の電流値を検出する電流計(21)と、
前記電流値に対応した所定の差速で前記差速電動機(19)の回転を自動制御する制御装置(20)と、
を備えたことを特徴とする水アトマイズ用固液分離機(10)。
【請求項2】
前記制御装置(20)による前記差速電動機(19)の回転の自動制御は、前記差速電動機(19)の電流値が定格電流の70%の値までは、差速を4min−1で保ち、前記電流値が71〜75%の値になった場合は差速を、プラス1の5min−1、前記電流値が76〜80%の値になった場合は差速を、プラス2の6min−1、前記電流値が81〜85%の値になった場合は差速を、プラス3の7min−1、前記電流値が86〜90%の値になった場合は差速を、プラス4の8min−1、前記電流値が91〜95%の値になった場合は差速を、プラス5の9min−1、前記電流値が96〜100%の値になった場合は差速を、プラス6の10min−1に差速を自動増加させ、それ以下の電流値になった場合は、差速を自動減少させることを特徴とする請求項1に記載の水アトマイズ用固液分離機(10)。
【請求項3】
前記水アトマイズ用固液分離機(10)の内部に窒素ガスを供給することを特徴とする請求項1に記載の水アトマイズ用固液分離機(10)。
【請求項1】
上部端板(11c)に接続された円筒部(11b)および下部のテーパ部(11a)とが立形の円筒状に一体に形成され、上部端板(11c)に堰板を設けた分離液溢流口(11e)を有し、回転自在に軸支させた円筒状の回転ボウル(11)と、
前記回転ボウル(11)内に同軸に設けられ、差速装置(18)を介して前記回転ボウル(11)と差速をもって回転する回転自在のスクリューコンベヤ(12)と、
前記回転ボウル(11)の円筒部の上部端板(11c)の挿管孔(11d)から軸心部に挿入され、前記円筒部に原液を供給する原液供給管(15)と、
前記原液供給管(15)の下端部に連接して回転ボウル(11)内に、半径方向に設けられた分流リブ板(16)と、から主要部が構成され、
水アトマイズ法により製造した金属粒子を、水と金属粒子からなる原液から分離脱水する水アトマイズ用の立形固液分離機(10)であって、
前記差速電動機(19)の電流値を検出する電流計(21)と、
前記電流値に対応した所定の差速で前記差速電動機(19)の回転を自動制御する制御装置(20)と、
を備えたことを特徴とする水アトマイズ用固液分離機(10)。
【請求項2】
前記制御装置(20)による前記差速電動機(19)の回転の自動制御は、前記差速電動機(19)の電流値が定格電流の70%の値までは、差速を4min−1で保ち、前記電流値が71〜75%の値になった場合は差速を、プラス1の5min−1、前記電流値が76〜80%の値になった場合は差速を、プラス2の6min−1、前記電流値が81〜85%の値になった場合は差速を、プラス3の7min−1、前記電流値が86〜90%の値になった場合は差速を、プラス4の8min−1、前記電流値が91〜95%の値になった場合は差速を、プラス5の9min−1、前記電流値が96〜100%の値になった場合は差速を、プラス6の10min−1に差速を自動増加させ、それ以下の電流値になった場合は、差速を自動減少させることを特徴とする請求項1に記載の水アトマイズ用固液分離機(10)。
【請求項3】
前記水アトマイズ用固液分離機(10)の内部に窒素ガスを供給することを特徴とする請求項1に記載の水アトマイズ用固液分離機(10)。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−223713(P2012−223713A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2011−94079(P2011−94079)
【出願日】平成23年4月20日(2011.4.20)
【出願人】(391019706)日本フローサーブ株式会社 (5)
【Fターム(参考)】
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成23年4月20日(2011.4.20)
【出願人】(391019706)日本フローサーブ株式会社 (5)
【Fターム(参考)】
[ Back to top ]