
水中用摺動部材ならびにその製造方法
【課題】 異物濃度の高い環境においても充分な耐摩耗性を有するとともに、起動時のドライ運転の条件下においても良好な摺動特性を有する水中用摺動部材ならびにその製造方法を提供すること。
【解決手段】 グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を含有した炭素繊維布の積層体からなる水中用摺動部材。
【解決手段】 グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を含有した炭素繊維布の積層体からなる水中用摺動部材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、軸受、すべり板、スラストワッシャー等に使用されて好適な水中用摺動部材ならびにその製造方法に関する。
【背景技術】
【0002】
従来、綿布を補強基材とするフェノール樹脂からなる水中軸受はよく知られている。しかしながら、土砂などの異物濃度の高い環境で使用される場合は充分な性能が得られなかった。また、ポンプなどに使用される場合、起動時の短時間ではあるがドライ条件での運転となる。ところが、従来の補強基材そのものおよびフェノール樹脂自体は何ら潤滑性を有さないものであるため、起動時の摩擦が大きい、摩耗が進行するといった問題があった。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明は上記の実情に鑑みなされたもので、その目的は、異物濃度の高い環境においても充分な耐摩耗性を有するとともに、起動時のドライ運転の条件下においても良好な摺動特性を有する水中用摺動部材ならびにその製造方法を提供することにある。
【課題を解決するための手段】
【0004】
本発明者らは、上記目的を達成すべく鋭意検討を重ねた結果、特定のフェノール樹脂組成物を含有する炭素繊維布を用いて摺動層を形成することにより、上記目的を達成し得るとの知見を得た。
【0005】
本発明は、上記知見に基づき完成されたものであり、その第一の要旨は、グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を含有した炭素繊維布の積層体からなる水中用摺動部材に存する。該積層体は円筒状であっても平板状であってもよい。
【0006】
本発明の第二の要旨は、(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥して炭素繊維布プリプレグを製造する工程、(ロ)該炭素繊維布プリプレグを芯金に加熱加圧しながら所定の厚みになるまで巻きつけ円筒状積層体を形成する工程、(ハ)該円筒状積層体を芯金とともに加熱硬化処理する工程、からなる円筒状の水中用摺動部材の製造方法に存する。
【0007】
本発明の第三の要旨は、(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥した後所定の寸法に裁断して炭素繊維布プリプレグを製造する工程、(ロ)該炭素繊維布プリプレグを所定の枚数重ね合わせて平板状積層体を形成する工程、(ハ)該平板状積層体を加圧しながら加熱硬化処理する工程、からなる平板状の水中用摺動部材の製造方法に存する。
【0008】
本発明の第四の要旨は、グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を含有した炭素繊維布の1層または2層以上からなる摺動層が、熱硬化性合成樹脂を含有したガラス繊維布の積層補強層に一体に接合されてなる水中用摺動部材に存する。このとき、円筒状の積層補強層の内周面に摺動層が一体に接合された構成、平板状の積層補強層上に摺動層が一体に接合された構成をとることができる。
【0009】
本発明の第五の要旨は、(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥して炭素繊維布プリプレグを製造する工程、(ロ)該炭素繊維布プリプレグを芯金に加熱加圧しながら1層または2層以上巻きつけて摺動層を形成する工程、(ハ)該摺動層の外周に熱硬化性合成樹脂を含有したガラス繊維布プリプレグを加熱加圧しながら所定の厚みになるまで巻きつけ摺動層および積層補強層からなる円筒状積層体を形成する工程、(ニ)該円筒状積層体を芯金とともに加熱硬化処理する工程、からなる円筒状の水中用摺動部材の製造方法に存する。
【0010】
本発明の第六の要旨は、(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥した後所定の寸法に裁断して炭素繊維布プリプレグを製造する工程、(ロ)熱硬化性合成樹脂を含有したガラス繊維布プリプレグを所定の大きさに裁断し所定の枚数重ね合わせ、その上に前記炭素繊維布プリプレグを1層または2層以上重ね合わせ平板状積層体を形成する工程、(ハ)該平板状積層体を加圧しながら加熱硬化処理する工程、からなる平板状の水中用摺動部材の製造方法に存する。
【発明の効果】
【0011】
本発明の請求項1に記載された水中用摺動部材によれば、炭素繊維布を用いたことにより摺動面の表面硬度が向上するので、耐摩耗性が高められる。また、耐吸水性が向上するので、水中での使用において摺動部材の膨潤が抑えられ、膨潤に起因する寸法変化、これによる相手材への抱きつき、さらには焼付きなどの発生を防止できる。さらに、熱伝導性も向上するので、いっそう焼付きの防止に効果を発揮する。また、炭素繊維布にグラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂組成物からなるフェノール樹脂組成物を含有した構成としたので、異物濃度の高い水中においても充分な耐摩耗性を有するとともに、ドライ条件においても良好な摺動特性を示す。
【0012】
ここで、フェノール樹脂組成物と炭素繊維布の配合比率を重量比で、フェノール樹脂組成物:炭素繊維布=80:20〜60:40とした場合、積層された炭素繊維布間の結合力を向上させる。
【0013】
本発明の請求項5に記載の製造方法によれば、円筒状の水中用摺動部材を得ることができ、ロールド成形法を用いているので大口径の摺動部材も容易に得ることができる。
【0014】
本発明の請求項6に記載の製造方法によれば、平板状の水中用摺動部材が得られる。
【0015】
本発明の請求項8に記載された水中用摺動部材によれば、摺動特性に重要な摺動層のみをフェノール樹脂組成物を含有した炭素繊維布で構成し、摺動層以外を熱硬化性合成樹脂を含有したガラス繊維布で構成したので、炭素繊維布のみを使用した場合に比較して、摺動部材全体の強度が向上するとともに、寸法変化量がさらに低く抑えられる。
【0016】
本発明の請求項12に記載の製造方法によれば、円筒状の積層補強層の内周面に摺動層が一体に接合されてなる、円筒状の水中用摺動部材が得られる。
【0017】
本発明の請求項13の製造方法によれば、平板状の積層補強層の上に摺動層が一体に接合されてなる、平板状の水中用摺動部材が得られる。
【図面の簡単な説明】
【0018】
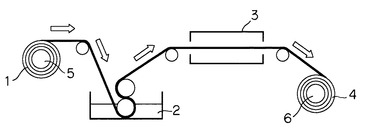
【図1】本発明のプリプレグの製造方法の一例を示す説明図である。
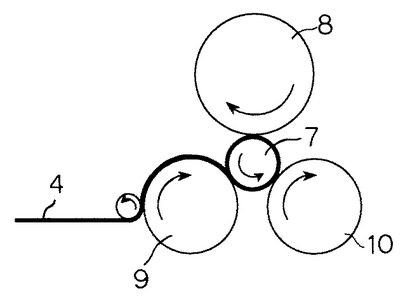
【図2】本発明の円筒状の摺動部材を製造するロールド成形法の説明図である。
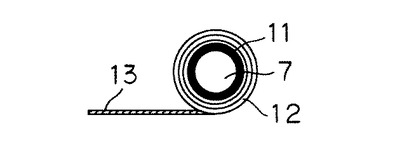
【図3】本発明の円筒状の積層補強層の内周面に摺動層を有する摺動部材の説明図である。
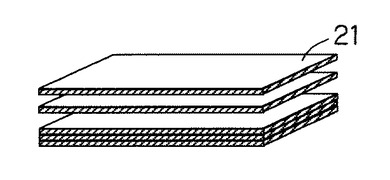
【図4】本発明の平板状の摺動部材の説明図である。
【発明を実施するための形態】
【0019】
以下、本発明を説明する。先ず、炭素繊維布について説明する。本発明に用いる炭素繊維布としては従来公知の二次元織物を用いることができる。織物の形態としては、平織、斜文織、朱子織、バスケット織などが使用されるが、これらの中でも樹脂含浸性の点で平織、バスケット織が好ましい。具体的には、呉羽化学工業社製「クレカクロス(商品名)」、東レ社製「トレカクロス(商品名)」、東邦レーヨン社製「ベスファイトクロス(商品名)」等が挙げられる。
【0020】
フェノール樹脂としては、レゾール型、ノボラック型いずれであってもよいが、加熱のみによって硬化可能なレゾール型フェノール樹脂がプリプレグ作製時における取扱い性の点から好ましい。具体的には、群栄化学工業社製「レヂトップ(商品名)」、昭和高分子社製「ショウノール(商品名)」等が挙げられる。
【0021】
上記フェノール樹脂に配合される充填材としては、グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素が使用される。これらは単独または2種以上を組合わせて使用される。
【0022】
グラファイトは特に限定はされないが、鱗片状黒鉛、鱗状黒鉛、土状黒鉛等の天然黒鉛が好ましい。
【0023】
四フッ化エチレン樹脂としては、潤滑用四フッ化エチレン樹脂が好ましく、具体的には、三井デュポンフロロケミカル社製「TLP−10(商品名)」、ダイキン工業社製「ルブロンL−5(商品名)」、喜多村社製「KTL−8N(商品名)」等が挙げられる。
【0024】
無定形炭素としては、カーボンブラック、コークス粉末、炭化フェノール樹脂等が挙げられる。ここで、炭化フェノール樹脂とは、粒状のフェノール・ホルムアルデヒド樹脂を不活性雰囲気で400〜2200℃の高温焼成によって炭素化させたもので、例えば、鐘紡社製「ベルパールC−800(商品名)」、「ベルパールC−2000(商品名)」が挙げられる。
【0025】
上記充填材およびフェノール樹脂により炭素繊維布に含有させるフェノール樹脂組成物が形成されるが、フェノール樹脂組成物における充填材の配合割合は、5〜40重量%、好ましくは10〜40重量%、さらに好ましくは20〜30重量%である。5重量%より少ない場合は配合の効果が現われず、40重量%を超えて配合した場合は炭素繊維布同士の結合力が低下し摺動部材としての強度が不充分となってしまう。
【0026】
上記フェノール樹脂と充填材からなるフェノール樹脂組成物が炭素繊維布に含有されるのだが、フェノール樹脂組成物と炭素繊維布の配合比率は、重量比でフェノール樹脂組成物:炭素繊維布=80:20〜60:40である。フェノール樹脂組成物の配合割合が前記割合より多い場合は耐摩耗性が不充分となり、少ない場合は炭素繊維布同士の結合力が低下してしまう。
【0027】
積層補強層に使用されるガラス繊維布としては従来公知のものが使用され、このガラス繊維布に含有される熱硬化性合成樹脂としては、フェノール樹脂、エポキシ樹脂、不飽和ポリエステル樹脂などが使用される。そして、この熱硬化性合成樹脂とガラス繊維布の配合割合は、熱硬化性合成樹脂:ガラス繊維布=40:60〜60:40が好ましい。熱硬化性合成樹脂の配合割合が前記割合より多い場合は補強層としての強度が不充分となり、少ない場合はガラス繊維布同士の結合力が低下し製造が困難となる。
【0028】
つぎに、上述した構成からなる摺動部材の製造方法について説明する。
【0029】
まず、グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材をフェノール樹脂ワニスと混合して、必要であればさらに溶剤を加えて混合して、固形分が50〜70重量%の含浸液を調製する。
【0030】
次にこの含浸液を基材である炭素繊維布に含浸させて、成形材料である炭素繊維布プリプレグを製造する。製造方法の一例を図1に示す。図において、ローラー5に巻きつけられた基材である炭素繊維布1が引き出され、含浸液2に浸漬された後、乾燥炉3を通して溶剤を飛ばして半硬化状態に乾燥される。こうして得られた成形材料としての炭素繊維布プリプレグ4をローラー6に巻きつける。
【0031】
得られた炭素繊維布プリプレグを用いて円筒状の摺動部材(軸受ブッシュ)を製造するには、ロールド成形法が適用される。ロールド成形法は、ローラー端面から見て、三角形を形成するように3本のローラーを平行に配設し、この3本のローラーで挟むように芯金を配し、この芯金にプリプレグを巻きつけ、芯金を一定方向に駆動回転させるとともに、芯金に接する各ローラーを芯金に従動するように回転させ、積層管を成形する方法である。ロールド成形法の概略を図2に示す。図1において得られた炭素繊維布プリプレグ4をローラー6より、予め80〜100℃に加温された加熱ローラー9、冷却ローラー10を介し、加圧ローラー8で2〜2.5kgf/mm(線圧に換算した値である)で加圧しながら、予め100〜110℃に加温された芯金7に連続的に所望の径まで巻きつけて円筒状積層体を製造する。
【0032】
得られた円筒状積層体を芯金とともに120〜180℃の雰囲気に調製された加熱炉に入れて硬化処理を行なう。この加熱硬化処理は一般には加圧することなく行なわれるが、必要に応じて加圧しながら行なってもよい。硬化処理終了後冷却して芯金を抜き取り、円筒状成形物を得る。このようにして得られた円筒状成形物は、用途に応じて適当な長さに切断し、内外径面および端面を切削加工することによって、フェノール樹脂組成物を含有する炭素繊維布の積層体からなる円筒状の摺動部材が得られる。
【0033】
外周側に熱硬化性合成樹脂を含有したガラス繊維布からなる積層補強層を設ける場合は、図3に示すように、芯金7にまず炭素繊維布プリプレグを1層または2層以上巻きつけ摺動層11を形成し、その外側に炭素繊維布プリプレグと同様の方法により得たガラス繊維布プリプレグ13を巻きつけて積層補強層12を形成する。こうして得られた円筒状積層体を加熱硬化処理した後、切削加工することにより、内周面にフェノール樹脂組成物を含有する炭素繊維布からなる摺動層を有し、外周側に熱硬化性合成樹脂を含有するガラス繊維布の積層補強層を有する円筒状の摺動部材を得ることができる。
【0034】
平板状の摺動部材(すべり板)を製造する場合は、図4に示すように、成形品形状に応じて様々な形に炭素繊維布プリプレグを裁断し、得られた板状の炭素繊維布プリプレグ21を必要な枚数だけ積み重ね、温度120〜180℃、圧力20〜40kgf/cm2で加圧加熱成形を行なう。
【0035】
熱硬化性合成樹脂を含有したガラス繊維布からなる積層補強層を有するすべり板を製造する場合は、所望の寸法に裁断したガラス繊維布プリプレグを必要枚数積み重ね、その上に同様の寸法に裁断した炭素繊維布プリプレグを必要枚数積み重ねて、これを加圧加熱成形すればよい。
【実施例】
【0036】
以下、実施例により本発明を詳細に説明するが、本発明は、その要旨を超えない限り、以下の実施例に限定されるものではない。
【0037】
<実施例1〜5、比較例1〜2>
固形分濃度が62重量%のフェノール樹脂ワニス(群栄化学工業社製「レヂトップPL−4222(商品名)」)および充填材を固形分組成が表1〜3に示す組成となるように混合し、この混合液にメタノールを加えて固形分濃度が60重量%の含浸液を調製した。図1に示す装置を用いて炭素繊維布に前記含浸液を含浸させた後、110〜140℃に雰囲気調整された乾燥炉を通して溶剤を飛ばし、フェノール樹脂および充填材からなるフェノール樹脂組成物が含浸された炭素繊維布プリプレグを製造した。
【0038】
この炭素繊維布プリプレグを用いて図2に示す装置によりロールド成形を行ない、得られた円筒状積層体を芯金とともに120〜180℃に雰囲気調整された加熱炉に入れて12時間程度加熱硬化処理せしめた後、冷却して芯金を抜き取り、機械加工して内径60mm、外径75mm、長さ60mmの円筒状摺動部材を得た。
【0039】
<実施例6〜7>
前述の実施例と同様にして固形分組成が表2に示す組成であるフェノール樹脂組成物が含有された炭素繊維布プリプレグを製造した。
【0040】
図2に示す装置を用いて、まず芯金の回りに前記炭素繊維布プリプレグを所定の厚さになるまで巻き付けて摺動層を形成し、その外周にエポキシ樹脂を50重量%含浸させたガラス繊維布プリプレグを巻き付けて円筒状積層体を得た。得られた円筒状積層体を芯金とともに120〜180℃に雰囲気調整された加熱炉に入れて12時間程度加熱硬化処理せしめた後、冷却して芯金を抜き取り、機械加工して内径60mm、外径75mm、長さ60mm、摺動層の厚さが2.5mm、積層補強層の厚さが5mmの円筒状摺動部材を得た。
【0041】
<比較例3>
固形分濃度が62重量%のフェノール樹脂ワニス(群栄化学工業社製「レヂトップPL−4222(商品名)」)および充填材を固形分組成が表3に示す組成となるように混合し、これに綿布の4mm角細片を加えて充分撹拌混合してフェノール樹脂組成物を綿布細布に含浸させ、加温して溶剤を飛ばして所定の縮合度に乾燥した。このようにして得られたものを成形材料として金型に入れ加熱加圧成形して内径60mm、外径75mm、長さ60mmの円筒状摺動部材を得た。
【0042】
表中、フェノール樹脂組成物の各成分の割合は重量%であり、フェノール樹脂組成物と炭素繊維布の配合比率は重量比である。また、無定形炭素としては、鐘紡社製炭化フェノール樹脂「ベルパールC−2000(商品名)」を使用した。
【0043】
【表1】

【0044】
【表2】
【0045】
【表3】
【0046】
上述した実施例1〜7および比較例1〜3で作製した円筒状摺動部材について、表4に示す条件で異物の存在する水中での累積負荷試験を行なった。表5〜6に各荷重における摩擦係数および試験終了後の摩耗量を示す。摩擦係数は各荷重において終了直前の値を示し、摩耗量は摺動部材の寸法変化量で示した。
【0047】
【表4】
【0048】
【表5】
【0049】
【表6】
【0050】
以上の結果より、本発明による摺動部材はいずれも良好な摺動特性を示した。特に摩耗量が少ないという特徴を有する。これに対して、比較例の摺動部材は、摩擦係数は本発明の摺動部材とあまり変わらぬ値を示すものの、摩耗量が多かった。
【0051】
また、ドライ条件での性能を調べるために表7に示す条件にて評価を行なった。その結果を表8〜9に示す。摩擦係数は試験開始後5分経過以降の安定後の摩擦係数を示し、摩耗量は試験終了後の摺動部材の寸法変化量で示した。
【0052】
【表7】
【0053】
【表8】
【0054】
【表9】
【0055】
以上の結果より、本発明による摺動部材はドライ条件においても良好な摺動特性を示した。これに対して、比較例1の摺動部材は試験開始後7分で摩擦係数が0.3を超えたため試験を中止した。表の摩擦係数は摩擦係数が上昇する直前の値である。試験を途中で中止したため摩耗量は測定しなかった。比較例2の摺動部材は摩擦係数は低い値を示すものの摩耗量が多かった。比較例3の摺動部材は摩擦係数も高く、摩耗量も多かった。
【符号の説明】
【0056】
4 成形材料(炭素繊維布プリプレグ)
7 芯金
8 加圧ローラー
9 加熱ローラー
10 冷却ローラー
11 摺動層
12 積層補強層
【技術分野】
【0001】
本発明は、軸受、すべり板、スラストワッシャー等に使用されて好適な水中用摺動部材ならびにその製造方法に関する。
【背景技術】
【0002】
従来、綿布を補強基材とするフェノール樹脂からなる水中軸受はよく知られている。しかしながら、土砂などの異物濃度の高い環境で使用される場合は充分な性能が得られなかった。また、ポンプなどに使用される場合、起動時の短時間ではあるがドライ条件での運転となる。ところが、従来の補強基材そのものおよびフェノール樹脂自体は何ら潤滑性を有さないものであるため、起動時の摩擦が大きい、摩耗が進行するといった問題があった。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明は上記の実情に鑑みなされたもので、その目的は、異物濃度の高い環境においても充分な耐摩耗性を有するとともに、起動時のドライ運転の条件下においても良好な摺動特性を有する水中用摺動部材ならびにその製造方法を提供することにある。
【課題を解決するための手段】
【0004】
本発明者らは、上記目的を達成すべく鋭意検討を重ねた結果、特定のフェノール樹脂組成物を含有する炭素繊維布を用いて摺動層を形成することにより、上記目的を達成し得るとの知見を得た。
【0005】
本発明は、上記知見に基づき完成されたものであり、その第一の要旨は、グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を含有した炭素繊維布の積層体からなる水中用摺動部材に存する。該積層体は円筒状であっても平板状であってもよい。
【0006】
本発明の第二の要旨は、(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥して炭素繊維布プリプレグを製造する工程、(ロ)該炭素繊維布プリプレグを芯金に加熱加圧しながら所定の厚みになるまで巻きつけ円筒状積層体を形成する工程、(ハ)該円筒状積層体を芯金とともに加熱硬化処理する工程、からなる円筒状の水中用摺動部材の製造方法に存する。
【0007】
本発明の第三の要旨は、(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥した後所定の寸法に裁断して炭素繊維布プリプレグを製造する工程、(ロ)該炭素繊維布プリプレグを所定の枚数重ね合わせて平板状積層体を形成する工程、(ハ)該平板状積層体を加圧しながら加熱硬化処理する工程、からなる平板状の水中用摺動部材の製造方法に存する。
【0008】
本発明の第四の要旨は、グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を含有した炭素繊維布の1層または2層以上からなる摺動層が、熱硬化性合成樹脂を含有したガラス繊維布の積層補強層に一体に接合されてなる水中用摺動部材に存する。このとき、円筒状の積層補強層の内周面に摺動層が一体に接合された構成、平板状の積層補強層上に摺動層が一体に接合された構成をとることができる。
【0009】
本発明の第五の要旨は、(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥して炭素繊維布プリプレグを製造する工程、(ロ)該炭素繊維布プリプレグを芯金に加熱加圧しながら1層または2層以上巻きつけて摺動層を形成する工程、(ハ)該摺動層の外周に熱硬化性合成樹脂を含有したガラス繊維布プリプレグを加熱加圧しながら所定の厚みになるまで巻きつけ摺動層および積層補強層からなる円筒状積層体を形成する工程、(ニ)該円筒状積層体を芯金とともに加熱硬化処理する工程、からなる円筒状の水中用摺動部材の製造方法に存する。
【0010】
本発明の第六の要旨は、(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥した後所定の寸法に裁断して炭素繊維布プリプレグを製造する工程、(ロ)熱硬化性合成樹脂を含有したガラス繊維布プリプレグを所定の大きさに裁断し所定の枚数重ね合わせ、その上に前記炭素繊維布プリプレグを1層または2層以上重ね合わせ平板状積層体を形成する工程、(ハ)該平板状積層体を加圧しながら加熱硬化処理する工程、からなる平板状の水中用摺動部材の製造方法に存する。
【発明の効果】
【0011】
本発明の請求項1に記載された水中用摺動部材によれば、炭素繊維布を用いたことにより摺動面の表面硬度が向上するので、耐摩耗性が高められる。また、耐吸水性が向上するので、水中での使用において摺動部材の膨潤が抑えられ、膨潤に起因する寸法変化、これによる相手材への抱きつき、さらには焼付きなどの発生を防止できる。さらに、熱伝導性も向上するので、いっそう焼付きの防止に効果を発揮する。また、炭素繊維布にグラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂組成物からなるフェノール樹脂組成物を含有した構成としたので、異物濃度の高い水中においても充分な耐摩耗性を有するとともに、ドライ条件においても良好な摺動特性を示す。
【0012】
ここで、フェノール樹脂組成物と炭素繊維布の配合比率を重量比で、フェノール樹脂組成物:炭素繊維布=80:20〜60:40とした場合、積層された炭素繊維布間の結合力を向上させる。
【0013】
本発明の請求項5に記載の製造方法によれば、円筒状の水中用摺動部材を得ることができ、ロールド成形法を用いているので大口径の摺動部材も容易に得ることができる。
【0014】
本発明の請求項6に記載の製造方法によれば、平板状の水中用摺動部材が得られる。
【0015】
本発明の請求項8に記載された水中用摺動部材によれば、摺動特性に重要な摺動層のみをフェノール樹脂組成物を含有した炭素繊維布で構成し、摺動層以外を熱硬化性合成樹脂を含有したガラス繊維布で構成したので、炭素繊維布のみを使用した場合に比較して、摺動部材全体の強度が向上するとともに、寸法変化量がさらに低く抑えられる。
【0016】
本発明の請求項12に記載の製造方法によれば、円筒状の積層補強層の内周面に摺動層が一体に接合されてなる、円筒状の水中用摺動部材が得られる。
【0017】
本発明の請求項13の製造方法によれば、平板状の積層補強層の上に摺動層が一体に接合されてなる、平板状の水中用摺動部材が得られる。
【図面の簡単な説明】
【0018】
【図1】本発明のプリプレグの製造方法の一例を示す説明図である。
【図2】本発明の円筒状の摺動部材を製造するロールド成形法の説明図である。
【図3】本発明の円筒状の積層補強層の内周面に摺動層を有する摺動部材の説明図である。
【図4】本発明の平板状の摺動部材の説明図である。
【発明を実施するための形態】
【0019】
以下、本発明を説明する。先ず、炭素繊維布について説明する。本発明に用いる炭素繊維布としては従来公知の二次元織物を用いることができる。織物の形態としては、平織、斜文織、朱子織、バスケット織などが使用されるが、これらの中でも樹脂含浸性の点で平織、バスケット織が好ましい。具体的には、呉羽化学工業社製「クレカクロス(商品名)」、東レ社製「トレカクロス(商品名)」、東邦レーヨン社製「ベスファイトクロス(商品名)」等が挙げられる。
【0020】
フェノール樹脂としては、レゾール型、ノボラック型いずれであってもよいが、加熱のみによって硬化可能なレゾール型フェノール樹脂がプリプレグ作製時における取扱い性の点から好ましい。具体的には、群栄化学工業社製「レヂトップ(商品名)」、昭和高分子社製「ショウノール(商品名)」等が挙げられる。
【0021】
上記フェノール樹脂に配合される充填材としては、グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素が使用される。これらは単独または2種以上を組合わせて使用される。
【0022】
グラファイトは特に限定はされないが、鱗片状黒鉛、鱗状黒鉛、土状黒鉛等の天然黒鉛が好ましい。
【0023】
四フッ化エチレン樹脂としては、潤滑用四フッ化エチレン樹脂が好ましく、具体的には、三井デュポンフロロケミカル社製「TLP−10(商品名)」、ダイキン工業社製「ルブロンL−5(商品名)」、喜多村社製「KTL−8N(商品名)」等が挙げられる。
【0024】
無定形炭素としては、カーボンブラック、コークス粉末、炭化フェノール樹脂等が挙げられる。ここで、炭化フェノール樹脂とは、粒状のフェノール・ホルムアルデヒド樹脂を不活性雰囲気で400〜2200℃の高温焼成によって炭素化させたもので、例えば、鐘紡社製「ベルパールC−800(商品名)」、「ベルパールC−2000(商品名)」が挙げられる。
【0025】
上記充填材およびフェノール樹脂により炭素繊維布に含有させるフェノール樹脂組成物が形成されるが、フェノール樹脂組成物における充填材の配合割合は、5〜40重量%、好ましくは10〜40重量%、さらに好ましくは20〜30重量%である。5重量%より少ない場合は配合の効果が現われず、40重量%を超えて配合した場合は炭素繊維布同士の結合力が低下し摺動部材としての強度が不充分となってしまう。
【0026】
上記フェノール樹脂と充填材からなるフェノール樹脂組成物が炭素繊維布に含有されるのだが、フェノール樹脂組成物と炭素繊維布の配合比率は、重量比でフェノール樹脂組成物:炭素繊維布=80:20〜60:40である。フェノール樹脂組成物の配合割合が前記割合より多い場合は耐摩耗性が不充分となり、少ない場合は炭素繊維布同士の結合力が低下してしまう。
【0027】
積層補強層に使用されるガラス繊維布としては従来公知のものが使用され、このガラス繊維布に含有される熱硬化性合成樹脂としては、フェノール樹脂、エポキシ樹脂、不飽和ポリエステル樹脂などが使用される。そして、この熱硬化性合成樹脂とガラス繊維布の配合割合は、熱硬化性合成樹脂:ガラス繊維布=40:60〜60:40が好ましい。熱硬化性合成樹脂の配合割合が前記割合より多い場合は補強層としての強度が不充分となり、少ない場合はガラス繊維布同士の結合力が低下し製造が困難となる。
【0028】
つぎに、上述した構成からなる摺動部材の製造方法について説明する。
【0029】
まず、グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材をフェノール樹脂ワニスと混合して、必要であればさらに溶剤を加えて混合して、固形分が50〜70重量%の含浸液を調製する。
【0030】
次にこの含浸液を基材である炭素繊維布に含浸させて、成形材料である炭素繊維布プリプレグを製造する。製造方法の一例を図1に示す。図において、ローラー5に巻きつけられた基材である炭素繊維布1が引き出され、含浸液2に浸漬された後、乾燥炉3を通して溶剤を飛ばして半硬化状態に乾燥される。こうして得られた成形材料としての炭素繊維布プリプレグ4をローラー6に巻きつける。
【0031】
得られた炭素繊維布プリプレグを用いて円筒状の摺動部材(軸受ブッシュ)を製造するには、ロールド成形法が適用される。ロールド成形法は、ローラー端面から見て、三角形を形成するように3本のローラーを平行に配設し、この3本のローラーで挟むように芯金を配し、この芯金にプリプレグを巻きつけ、芯金を一定方向に駆動回転させるとともに、芯金に接する各ローラーを芯金に従動するように回転させ、積層管を成形する方法である。ロールド成形法の概略を図2に示す。図1において得られた炭素繊維布プリプレグ4をローラー6より、予め80〜100℃に加温された加熱ローラー9、冷却ローラー10を介し、加圧ローラー8で2〜2.5kgf/mm(線圧に換算した値である)で加圧しながら、予め100〜110℃に加温された芯金7に連続的に所望の径まで巻きつけて円筒状積層体を製造する。
【0032】
得られた円筒状積層体を芯金とともに120〜180℃の雰囲気に調製された加熱炉に入れて硬化処理を行なう。この加熱硬化処理は一般には加圧することなく行なわれるが、必要に応じて加圧しながら行なってもよい。硬化処理終了後冷却して芯金を抜き取り、円筒状成形物を得る。このようにして得られた円筒状成形物は、用途に応じて適当な長さに切断し、内外径面および端面を切削加工することによって、フェノール樹脂組成物を含有する炭素繊維布の積層体からなる円筒状の摺動部材が得られる。
【0033】
外周側に熱硬化性合成樹脂を含有したガラス繊維布からなる積層補強層を設ける場合は、図3に示すように、芯金7にまず炭素繊維布プリプレグを1層または2層以上巻きつけ摺動層11を形成し、その外側に炭素繊維布プリプレグと同様の方法により得たガラス繊維布プリプレグ13を巻きつけて積層補強層12を形成する。こうして得られた円筒状積層体を加熱硬化処理した後、切削加工することにより、内周面にフェノール樹脂組成物を含有する炭素繊維布からなる摺動層を有し、外周側に熱硬化性合成樹脂を含有するガラス繊維布の積層補強層を有する円筒状の摺動部材を得ることができる。
【0034】
平板状の摺動部材(すべり板)を製造する場合は、図4に示すように、成形品形状に応じて様々な形に炭素繊維布プリプレグを裁断し、得られた板状の炭素繊維布プリプレグ21を必要な枚数だけ積み重ね、温度120〜180℃、圧力20〜40kgf/cm2で加圧加熱成形を行なう。
【0035】
熱硬化性合成樹脂を含有したガラス繊維布からなる積層補強層を有するすべり板を製造する場合は、所望の寸法に裁断したガラス繊維布プリプレグを必要枚数積み重ね、その上に同様の寸法に裁断した炭素繊維布プリプレグを必要枚数積み重ねて、これを加圧加熱成形すればよい。
【実施例】
【0036】
以下、実施例により本発明を詳細に説明するが、本発明は、その要旨を超えない限り、以下の実施例に限定されるものではない。
【0037】
<実施例1〜5、比較例1〜2>
固形分濃度が62重量%のフェノール樹脂ワニス(群栄化学工業社製「レヂトップPL−4222(商品名)」)および充填材を固形分組成が表1〜3に示す組成となるように混合し、この混合液にメタノールを加えて固形分濃度が60重量%の含浸液を調製した。図1に示す装置を用いて炭素繊維布に前記含浸液を含浸させた後、110〜140℃に雰囲気調整された乾燥炉を通して溶剤を飛ばし、フェノール樹脂および充填材からなるフェノール樹脂組成物が含浸された炭素繊維布プリプレグを製造した。
【0038】
この炭素繊維布プリプレグを用いて図2に示す装置によりロールド成形を行ない、得られた円筒状積層体を芯金とともに120〜180℃に雰囲気調整された加熱炉に入れて12時間程度加熱硬化処理せしめた後、冷却して芯金を抜き取り、機械加工して内径60mm、外径75mm、長さ60mmの円筒状摺動部材を得た。
【0039】
<実施例6〜7>
前述の実施例と同様にして固形分組成が表2に示す組成であるフェノール樹脂組成物が含有された炭素繊維布プリプレグを製造した。
【0040】
図2に示す装置を用いて、まず芯金の回りに前記炭素繊維布プリプレグを所定の厚さになるまで巻き付けて摺動層を形成し、その外周にエポキシ樹脂を50重量%含浸させたガラス繊維布プリプレグを巻き付けて円筒状積層体を得た。得られた円筒状積層体を芯金とともに120〜180℃に雰囲気調整された加熱炉に入れて12時間程度加熱硬化処理せしめた後、冷却して芯金を抜き取り、機械加工して内径60mm、外径75mm、長さ60mm、摺動層の厚さが2.5mm、積層補強層の厚さが5mmの円筒状摺動部材を得た。
【0041】
<比較例3>
固形分濃度が62重量%のフェノール樹脂ワニス(群栄化学工業社製「レヂトップPL−4222(商品名)」)および充填材を固形分組成が表3に示す組成となるように混合し、これに綿布の4mm角細片を加えて充分撹拌混合してフェノール樹脂組成物を綿布細布に含浸させ、加温して溶剤を飛ばして所定の縮合度に乾燥した。このようにして得られたものを成形材料として金型に入れ加熱加圧成形して内径60mm、外径75mm、長さ60mmの円筒状摺動部材を得た。
【0042】
表中、フェノール樹脂組成物の各成分の割合は重量%であり、フェノール樹脂組成物と炭素繊維布の配合比率は重量比である。また、無定形炭素としては、鐘紡社製炭化フェノール樹脂「ベルパールC−2000(商品名)」を使用した。
【0043】
【表1】
【0044】
【表2】
【0045】
【表3】
【0046】
上述した実施例1〜7および比較例1〜3で作製した円筒状摺動部材について、表4に示す条件で異物の存在する水中での累積負荷試験を行なった。表5〜6に各荷重における摩擦係数および試験終了後の摩耗量を示す。摩擦係数は各荷重において終了直前の値を示し、摩耗量は摺動部材の寸法変化量で示した。
【0047】
【表4】
【0048】
【表5】
【0049】
【表6】
【0050】
以上の結果より、本発明による摺動部材はいずれも良好な摺動特性を示した。特に摩耗量が少ないという特徴を有する。これに対して、比較例の摺動部材は、摩擦係数は本発明の摺動部材とあまり変わらぬ値を示すものの、摩耗量が多かった。
【0051】
また、ドライ条件での性能を調べるために表7に示す条件にて評価を行なった。その結果を表8〜9に示す。摩擦係数は試験開始後5分経過以降の安定後の摩擦係数を示し、摩耗量は試験終了後の摺動部材の寸法変化量で示した。
【0052】
【表7】
【0053】
【表8】
【0054】
【表9】
【0055】
以上の結果より、本発明による摺動部材はドライ条件においても良好な摺動特性を示した。これに対して、比較例1の摺動部材は試験開始後7分で摩擦係数が0.3を超えたため試験を中止した。表の摩擦係数は摩擦係数が上昇する直前の値である。試験を途中で中止したため摩耗量は測定しなかった。比較例2の摺動部材は摩擦係数は低い値を示すものの摩耗量が多かった。比較例3の摺動部材は摩擦係数も高く、摩耗量も多かった。
【符号の説明】
【0056】
4 成形材料(炭素繊維布プリプレグ)
7 芯金
8 加圧ローラー
9 加熱ローラー
10 冷却ローラー
11 摺動層
12 積層補強層
【特許請求の範囲】
【請求項1】
グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を含有した炭素繊維布の積層体からなることを特徴とする水中用摺動部材。
【請求項2】
積層体が円筒状である請求項1に記載の水中用摺動部材。
【請求項3】
積層体が平板状である請求項1に記載の水中用摺動部材。
【請求項4】
フェノール樹脂組成物と炭素繊維布の配合比率が、重量比でフェノール樹脂組成物:炭素繊維布=80:20〜60:40である請求項1〜3のいずれか一項に記載の水中用摺動部材。
【請求項5】
(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥して炭素繊維布プリプレグを製造する工程、
(ロ)該炭素繊維布プリプレグを芯金に加熱加圧しながら所定の厚みになるまで巻きつけ円筒状積層体を形成する工程、
(ハ)該円筒状積層体を芯金とともに加熱硬化処理する工程、
からなることを特徴とする円筒状の水中用摺動部材の製造方法。
【請求項6】
(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥した後所定の寸法に裁断して炭素繊維布プリプレグを製造する工程、
(ロ)該炭素繊維布プリプレグを所定の枚数重ね合わせて平板状積層体を形成する工程、
(ハ)該平板状積層体を加圧しながら加熱硬化処理する工程、
からなることを特徴とする平板状の水中用摺動部材の製造方法。
【請求項7】
フェノール樹脂組成物と炭素繊維布の配合比率が、重量比でフェノール樹脂組成物:炭素繊維布=80:20〜60:40である請求項5または6に記載の水中用摺動部材の製造方法。
【請求項8】
グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を含有した炭素繊維布の1層または2層以上からなる摺動層が、熱硬化性合成樹脂を含有したガラス繊維布の積層補強層に一体に接合されてなることを特徴とする水中用摺動部材。
【請求項9】
円筒状の積層補強層の内周面に摺動層が一体に接合されてなる請求項8に記載の水中用摺動部材。
【請求項10】
平板状の積層補強層上に摺動層が一体に接合されてなる請求項8に記載の水中用摺動部材。
【請求項11】
フェノール樹脂組成物と炭素繊維布の配合比率が、重量比でフェノール樹脂組成物:炭素繊維布=80:20〜60:40である請求項8〜10のいずれか一項に記載の水中用摺動部材。
【請求項12】
(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥して炭素繊維布プリプレグを製造する工程、
(ロ)該炭素繊維布プリプレグを芯金に加熱加圧しながら1層または2層以上巻きつけて摺動層を形成する工程、
(ハ)該摺動層の外周に熱硬化性合成樹脂を含有したガラス繊維布プリプレグを加熱加圧しながら所定の厚みになるまで巻きつけ摺動層および積層補強層からなる円筒状積層体を形成する工程、
(ニ)該円筒状積層体を芯金とともに加熱硬化処理する工程、
からなることを特徴とする円筒状の水中用摺動部材の製造方法。
【請求項13】
(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥した後所定の寸法に裁断して炭素繊維布プリプレグを製造する工程、
(ロ)熱硬化性合成樹脂を含有したガラス繊維布プリプレグを所定の大きさに裁断し所定の枚数重ね合わせ、その上に前記炭素繊維布プリプレグを1層または2層以上重ね合わせ平板状積層体を形成する工程、
(ハ)該平板状積層体を加圧しながら加熱硬化処理する工程、
からなることを特徴とする平板状の水中用摺動部材の製造方法。
【請求項14】
フェノール樹脂組成物と炭素繊維布の配合比率が、重量比でフェノール樹脂組成物:炭素繊維布=80:20〜60:40である請求項12または13に記載の水中用摺動部材の製造方法。
【請求項1】
グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を含有した炭素繊維布の積層体からなることを特徴とする水中用摺動部材。
【請求項2】
積層体が円筒状である請求項1に記載の水中用摺動部材。
【請求項3】
積層体が平板状である請求項1に記載の水中用摺動部材。
【請求項4】
フェノール樹脂組成物と炭素繊維布の配合比率が、重量比でフェノール樹脂組成物:炭素繊維布=80:20〜60:40である請求項1〜3のいずれか一項に記載の水中用摺動部材。
【請求項5】
(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥して炭素繊維布プリプレグを製造する工程、
(ロ)該炭素繊維布プリプレグを芯金に加熱加圧しながら所定の厚みになるまで巻きつけ円筒状積層体を形成する工程、
(ハ)該円筒状積層体を芯金とともに加熱硬化処理する工程、
からなることを特徴とする円筒状の水中用摺動部材の製造方法。
【請求項6】
(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥した後所定の寸法に裁断して炭素繊維布プリプレグを製造する工程、
(ロ)該炭素繊維布プリプレグを所定の枚数重ね合わせて平板状積層体を形成する工程、
(ハ)該平板状積層体を加圧しながら加熱硬化処理する工程、
からなることを特徴とする平板状の水中用摺動部材の製造方法。
【請求項7】
フェノール樹脂組成物と炭素繊維布の配合比率が、重量比でフェノール樹脂組成物:炭素繊維布=80:20〜60:40である請求項5または6に記載の水中用摺動部材の製造方法。
【請求項8】
グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を含有した炭素繊維布の1層または2層以上からなる摺動層が、熱硬化性合成樹脂を含有したガラス繊維布の積層補強層に一体に接合されてなることを特徴とする水中用摺動部材。
【請求項9】
円筒状の積層補強層の内周面に摺動層が一体に接合されてなる請求項8に記載の水中用摺動部材。
【請求項10】
平板状の積層補強層上に摺動層が一体に接合されてなる請求項8に記載の水中用摺動部材。
【請求項11】
フェノール樹脂組成物と炭素繊維布の配合比率が、重量比でフェノール樹脂組成物:炭素繊維布=80:20〜60:40である請求項8〜10のいずれか一項に記載の水中用摺動部材。
【請求項12】
(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥して炭素繊維布プリプレグを製造する工程、
(ロ)該炭素繊維布プリプレグを芯金に加熱加圧しながら1層または2層以上巻きつけて摺動層を形成する工程、
(ハ)該摺動層の外周に熱硬化性合成樹脂を含有したガラス繊維布プリプレグを加熱加圧しながら所定の厚みになるまで巻きつけ摺動層および積層補強層からなる円筒状積層体を形成する工程、
(ニ)該円筒状積層体を芯金とともに加熱硬化処理する工程、
からなることを特徴とする円筒状の水中用摺動部材の製造方法。
【請求項13】
(イ)グラファイト、四フッ化エチレン樹脂、窒化ホウ素および無定形炭素から選択される1種または2種以上の充填材5〜40重量%と残部フェノール樹脂からなるフェノール樹脂組成物を炭素繊維布に含浸せしめ乾燥した後所定の寸法に裁断して炭素繊維布プリプレグを製造する工程、
(ロ)熱硬化性合成樹脂を含有したガラス繊維布プリプレグを所定の大きさに裁断し所定の枚数重ね合わせ、その上に前記炭素繊維布プリプレグを1層または2層以上重ね合わせ平板状積層体を形成する工程、
(ハ)該平板状積層体を加圧しながら加熱硬化処理する工程、
からなることを特徴とする平板状の水中用摺動部材の製造方法。
【請求項14】
フェノール樹脂組成物と炭素繊維布の配合比率が、重量比でフェノール樹脂組成物:炭素繊維布=80:20〜60:40である請求項12または13に記載の水中用摺動部材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−196894(P2010−196894A)
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願番号】特願2010−58026(P2010−58026)
【出願日】平成22年3月15日(2010.3.15)
【分割の表示】特願2001−128383(P2001−128383)の分割
【原出願日】平成13年4月25日(2001.4.25)
【出願人】(000103644)オイレス工業株式会社 (384)
【Fターム(参考)】
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願日】平成22年3月15日(2010.3.15)
【分割の表示】特願2001−128383(P2001−128383)の分割
【原出願日】平成13年4月25日(2001.4.25)
【出願人】(000103644)オイレス工業株式会社 (384)
【Fターム(参考)】
[ Back to top ]