
水中補修溶接方法
【課題】補修作業の工数低減を実現したうえで、水中構造物の欠陥部を完全且つ確実に封止することが可能である水中補修溶接方法を提供する。
【解決手段】水中構造物Sに生じた欠陥部Xを含む水中構造物Sの底面Saを被覆板10で覆いつつ、この被覆板10をレーザ溶接により水中構造物Sの底面Saに溶接する水中補修溶接方法であって、被覆板10に母材である水中構造物Sと同じ材料で且つ板厚0.5〜4mmの薄板を用い、被覆板10の周縁部11から中心側に入り込んだ位置において、水中構造物Sの底面Saにおける欠陥部Xを井桁状に囲むように、不活性ガスGを供給しながらレーザ光Lを照射して貫通溶接を施す。
【解決手段】水中構造物Sに生じた欠陥部Xを含む水中構造物Sの底面Saを被覆板10で覆いつつ、この被覆板10をレーザ溶接により水中構造物Sの底面Saに溶接する水中補修溶接方法であって、被覆板10に母材である水中構造物Sと同じ材料で且つ板厚0.5〜4mmの薄板を用い、被覆板10の周縁部11から中心側に入り込んだ位置において、水中構造物Sの底面Saにおける欠陥部Xを井桁状に囲むように、不活性ガスGを供給しながらレーザ光Lを照射して貫通溶接を施す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、水中構造物に対してレーザ光を照射して、前記水中構造物の補修を行うのに用いられる水中補修溶接方法に関するものである。
【背景技術】
【0002】
水中構造物、例えば、原子炉の炉内水中構造物や使用済燃料貯蔵プール内張りに溶接欠陥、応力腐食割れ等の欠陥部が発生した場合には、グラインダや放電加工によって欠陥部を完全に除去した後に、この欠陥部の除去加工で形成された窪みに肉盛溶接による補修を行うことが望ましい。
【0003】
この欠陥部を除去する補修作業には、多くの手間隙がかかることから、これに代わる有効な補修方法として、例えば、特許文献1に記載された欠陥部を炉水やプール水から隔離する水中補修溶接方法が知られている。
この水中補修溶接方法では、炉内水中構造物や使用済燃料貯蔵プール内張りに生じた欠陥部を含む水中構造物の被補修面を養生板で覆い、不活性ガスを供給しながら養生板の周縁部をレーザ溶接により隅肉溶接することで、欠陥部を炉水やプール水から隔離するようにしている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007-229757号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、上記した従来の水中補修溶接方法において、レーザ溶接により養生板の周縁部を隅肉溶接するようにしているので、光軸の細いレーザ光が養生板の周縁部からそれて照射された場合には、養生板の周縁部と炉内水中構造物や使用済燃料貯蔵プール内張りとの間に隙間が生じて、欠陥部に炉水やプール水が浸入する可能性がないとは言えないという問題があり、この問題を解決することが従来の課題となっていた。
【0006】
本発明は、上記した従来の課題に着目してなされたもので、補修作業の工数低減を実現したうえで、水中構造物の欠陥部を完全且つ確実に修復することが可能である水中補修溶接方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明の請求項1に係る発明は、水中構造物に生じた欠陥部を含む前記水中構造物の被補修面を被覆板で覆いつつ、該被覆板をレーザ溶接により前記水中構造物の被補修面に溶接する水中補修溶接方法であって、前記被覆板に母材である前記水中構造物と同じ材料で且つ板厚0.5〜4mmの薄板を用い、例えば、母材がSUSであればSUSの薄板を用い、前記被覆板の周縁部から中心側に入り込んだ位置において、前記水中構造物の被補修面における欠陥部を囲む線又は欠陥部に重なる線に沿って、アルゴンガスやヘリウムガスや窒素ガスなどの不活性ガスを供給しながらレーザ光を照射して貫通溶接を施す構成としており、この構成の水中補修溶接方法を前述した従来の課題を解決するための手段としている。
【0008】
また、本発明の請求項2に係る水中補修溶接方法は、前記被覆板の周縁部から中心側に入り込んだ位置において、前記水中構造物の被補修面における欠陥部を井桁状に囲んでレーザ光を照射して貫通溶接を施す構成としている。
【0009】
さらに、本発明の請求項3に係る水中補修溶接方法では、前記被覆板の周縁部から中心側に入り込んだ位置において、前記水中構造物の被補修面における欠陥部を口状に囲んでレーザ光を照射して貫通溶接を施す構成とし、本発明の請求項4に係る水中補修溶接方法では、前記被覆板の周縁部から中心側に入り込んだ位置において、レーザ光をラップパターンで照射して前記水中構造物の被補修面における欠陥部に重ねて貫通溶接を施す構成としている。
【0010】
本発明に係る水中補修溶接方法において、レーザ溶接には、YAGレーザやファイバーレーザを用いることができるほか、半導体レーザやディスクレーザを用いることができる。
この際、レーザ出力を0.8〜4.0kWとした場合、レーザ光のビーム径は、入熱過多や入熱不足を防ぐうえで、0.6〜1.0mmとすることが望ましい。
【0011】
また、本発明に係る水中補修溶接方法は、下向姿勢及び横向姿勢のいずれの姿勢にも適用できる、すなわち、被補修面が水中構造物の底面である場合の補修及び被補修面が水中構造物の壁面である場合の補修のいずれの補修にも適用することができる。
【0012】
本発明に係る水中補修溶接方法では、水中構造物の補修を行うに際して、まず、母材である水中構造物と同じ材料で且つ板厚0.5〜4mmの薄板からなる被覆板で水中構造物に生じた欠陥部を含む被補修面を覆い、必要に応じて被覆板を被補修面に仮付けする。
【0013】
次いで、被覆板の周縁部から中心側に入り込んだ位置において、前記水中構造物の被補修面における欠陥部を囲む線又は欠陥部に重なる線に沿って、不活性ガスを供給しながらレーザ光を照射して貫通溶接を施すと、被覆板はフィラーワイヤを用いることなく被補修面に固定されることとなる、すなわち、薄板の被覆板を溶加材としているので、多層盛りをしなくても溶接部の必要な肉厚を確保し得ることとなる。
【0014】
このとき、欠陥部を囲む直線に沿って、すなわち、欠陥部を井桁状に囲むようにしてレーザ光を照射すると、隅肉溶接の場合に懸念される隙間の発生が回避されて、欠陥部が必要最低限の貫通溶接で完全に封止され、また、欠陥部を口状に囲むようにしてレーザ光を照射すると、井桁状に囲む場合と同じく、欠陥部が必要最低限の貫通溶接で完全に封止され、加えて、連続して溶接し得る分だけ施工時間の短縮化が図られることとなる。
【0015】
一方、欠陥部に重なるようにしてラップパターンでレーザ光を照射すると、欠陥部が溶融して修復されることとなる。
【0016】
なお、被覆板で被補修面を覆う時点では、両者間に水分が残存する。厚みのある養生板を用いて多層盛りが必要な上記した従来の水中補修溶接方法では入熱が大きいので、残存した水分から生じる水蒸気を逃がすための開口を養生板に設置して、養生板の溶接後にこの開口を封止する場合があるが、本発明に係る水中補修溶接方法では、被覆板に多層盛りが不要で入熱が小さい板厚0.5〜4mmの薄板を用いているので、開口の設置やその封止作業を必要としない。
【発明の効果】
【0017】
本発明の請求項1に係る水中補修溶接方法では、上記した構成としているので、補修作業の工数低減を実現することができるのは勿論のこと、フィラーワイヤを用いずに水中構造物の欠陥部を完全且つ確実に封止することが可能であるという非常に優れた効果がもたらされる。
【0018】
また、本発明の請求項2及び3に係る水中補修溶接方法では、上記した構成としているので、補修作業の一層の工数低減、とくに請求項3に係る水中補修溶接方法では、より一層の工数低減を実現でき、本発明の請求項4に係る水中補修溶接方法では、上記した構成としているので、水中構造物の欠陥部を完全且つ確実に取り除くことができる。
【図面の簡単な説明】
【0019】
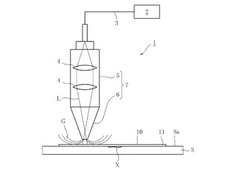
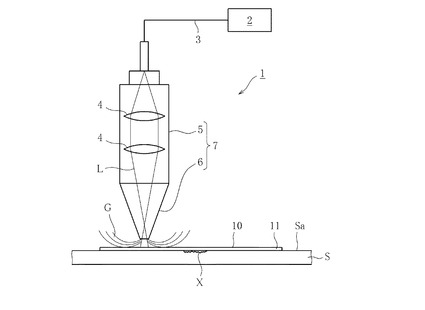
【図1】本発明の一実施例による水中補修溶接方法で使用するレーザ溶接装置を示す構成説明図である。
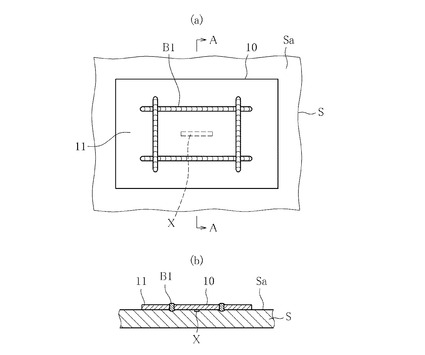
【図2】本発明の一実施例による水中補修溶接方法の井桁状の溶接パターンを示す被補修部分の平面説明図(a)及び図2(a)におけるA−A線位置での断面説明図(b)である。
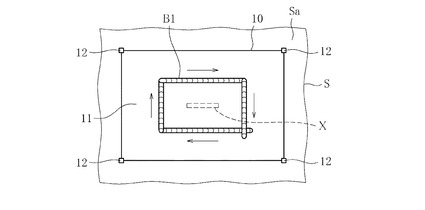
【図3】本発明の他の実施例による水中補修溶接方法の口状の溶接パターンを示す被補修部分の平面説明図である。
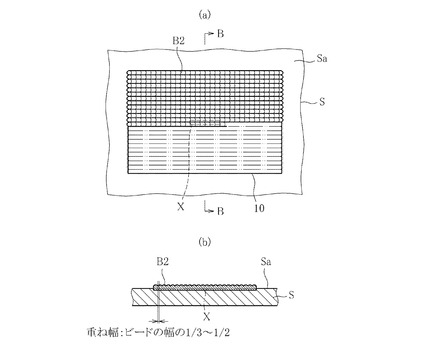
【図4】本発明のさらに他の実施例による水中補修溶接方法のラップ状の溶接パターンを示す被補修部分の平面説明図(a)及び図4(a)におけるB−B線位置での断面説明図(b)である。
【発明を実施するための形態】
【0020】
以下、本発明を図面に基づいて説明する。
図1は、本発明の一実施例に係る水中補修溶接方法で用いるレーザ溶接装置を示しており、図1に示すように、このレーザ溶接装置1は、YAGレーザ発振器2と、このYAGレーザ発振器2で発振されたレーザ光Lの光路である光ファイバ3と、この光ファイバ3を通して伝送されるレーザ光Lを適切なサイズに集光して水中構造物Sの被補修面である底面Saに照射する集光レンズ4を内蔵した集光部5と、レーザ光Lと同軸に配置されて溶接部分に酸化防止用のアルゴンガスやヘリウムガスや窒素ガスなど不活性シールドガスGを供給するノズル6を備えており、集光部5とノズル6とでレーザ溶接ヘッド7を構成している。
【0021】
このような構成を有するレーザ溶接装置1を用いて、水中構造物Sの補修を行うに際しては、まず、母材である水中構造物Sと同じ材料(例えばSUS材)で且つ板厚0.5〜4mmの薄板からなる矩形状の被覆板10で水中構造物Sに生じた欠陥部Xを含む底面Saを覆い、必要に応じて被覆板10を底面Saに仮付けする。
【0022】
次いで、被覆板10の周縁部11から中心側に入り込んだ位置において、レーザ溶接ヘッド7のノズル6からシールドガスGを流量15〜30(l/min)で供給してドライ環境を作りながら、図2(a)に示すように、底面Saの欠陥部Xを井桁状に囲むようにして、レーザ光Lを照射する。
【0023】
具体的には、ビーム径0.6〜1.0(mm)、レーザ出力0.8〜4.0(kW)のレーザ光Lを溶接速度1〜2(m/min)で照射する貫通溶接を行って、被覆板10に溶接ビードB1を井桁状に形成すると、溶加材でもある薄板の被覆板10はフィラーワイヤを用いることなく水中構造物Sの底面Saに固定されることとなり、多層盛りをしなくても溶接部の必要な肉厚を確保し得ることとなる。
【0024】
この実施形態では、被覆板10にレーザ光Lを照射しつつ貫通溶接を行って、欠陥部Xの周囲に井桁状の溶接ビードB1を形成するようにしているので、隅肉溶接の場合に懸念されるような隙間が生じることが全くなく、その結果、図2(b)に示すように、欠陥部Xは必要最低限の貫通溶接で完全に封止されることとなる。
【0025】
また、水中構造物Sの底面Saの欠陥部Xに対して、より広いエリアを被覆板10でカバーするようにしているので、欠陥部Xにおいていわゆる逆吹き現象が発生しなくなり、したがって、良質な溶接(修復)が可能になる。
【0026】
図3は、本発明の他の実施例による水中補修溶接方法の溶接パターンを示している。
この実施例では、被覆板10の周縁部11から中心側に入り込んだ位置において、レーザ溶接ヘッド7のノズル6からシールドガスGを流量15〜30(l/min)で供給しながら、図3に示すように、底面Saの欠陥部Xを口状に囲むようにして、レーザ光Lを照射する。
【0027】
具体的には、上記した実施例と同様に、ビーム径0.6〜1.0(mm)、レーザ出力0.8〜4.0(kW)のレーザ光Lを溶接速度1〜2(m/min)で照射する貫通溶接を行って、被覆板10に溶接ビードB1を口状に形成すると、溶加材でもある薄板の被覆板10はフィラーワイヤを用いることなく水中構造物Sの底面Saに固定されることとなり、多層盛りをしなくても溶接部の必要な肉厚を確保し得ることとなる。
【0028】
この実施形態では、被覆板10に貫通溶接を行って、欠陥部Xの周囲に口状の溶接ビードB1を形成するようにしているので、隅肉溶接の場合に懸念されるような隙間が生じることが全くなく、欠陥部Xは必要最低限の貫通溶接で完全に封止されることとなり、加えて、連続して溶接し得る分だけ施工時間の短縮化が図られることとなる。
【0029】
また、水中構造物Sの底面Saの欠陥部Xに対して、より広いエリアを被覆板10でカバーするようにしているので、欠陥部Xにおいていわゆる逆吹き現象が発生しなくなって、良質な溶接(修復)が可能になる。
【0030】
図4は、本発明のさらに他の実施例による水中補修溶接方法の溶接パターンを示している。
この実施例では、被覆板10の周縁部11から中心側に入り込んだ位置において、レーザ溶接ヘッド7のノズル6からシールドガスGを流量15〜30(l/min)で供給しながら、図4(a)に示すように、水中構造物Sの底面Saの欠陥部Xに重なるようにして、レーザ光Lを照射し、ラップパターンのビードを形成する。この際、図4(b)に示すように、ラップパターンのビードの重ね幅はビードの幅の1/3〜1/2とする。
【0031】
具体的には、上記した実施例と同様に、ビーム径0.6〜1.0(mm)、レーザ出力0.8〜4.0(kW)のレーザ光Lを溶接速度1〜2(m/min)で照射する貫通溶接を行って、被覆板10にラップパターンの溶接ビードB2を形成すると、被覆板10はフィラーワイヤを用いることなく被補修面Saに固定されることとなる。
【0032】
この実施形態では、被覆板10にレーザ光Lを照射しつつ貫通溶接を行って、水中構造物Sの底面Saの欠陥部Xに重なるようにして、ラップパターンの溶接ビードB2を形成するようにしているので、欠陥部Xが溶融して修復されることとなり、その結果、欠陥部Xを完全且つ確実に無くし得ることとなる。
【0033】
上記した実施例による水中補修溶接方法では、レーザ溶接にYAGレーザを用いた場合を示したが、これに限定されるものではなく、ファイバーレーザや半導体レーザを用いることができるほか、ディスクレーザを用いることができる。
【0034】
また、上記した実施例では、本発明に係る水中補修溶接方法を下向姿勢での補修、すなわち、被補修面が水中構造物Sの底面Saである場合の補修に適用した状況を示したが、これに限定されるものではなく、横向姿勢、すなわち、被補修面が水中構造物の壁面である場合の補修にも適用することができる。
【0035】
さらに、上記した実施例では、レーザ光Lのビーム径を0.6〜1.0(mm)、レーザ出力を0.8〜4.0(kW)、レーザ光Lの照射による溶接速度を1〜2(m/min)、不活性シールドガスGの流量を15〜30(l/min)と規定しているが、これに限定されるものではない。
【0036】
本発明に係る水中補修溶接方法の構成は、上記した実施例の構成に限定されるものではない。
【符号の説明】
【0037】
10 被覆板
11 被覆板の周縁部
B1 欠陥部を囲む溶接ビード
B2 欠陥部をラップパターンで覆う溶接ビード
G 不活性シールドガス
L レーザ光
S 水中構造物
Sa 水中構造物の底面(被補修面)
X 欠陥部
【技術分野】
【0001】
本発明は、水中構造物に対してレーザ光を照射して、前記水中構造物の補修を行うのに用いられる水中補修溶接方法に関するものである。
【背景技術】
【0002】
水中構造物、例えば、原子炉の炉内水中構造物や使用済燃料貯蔵プール内張りに溶接欠陥、応力腐食割れ等の欠陥部が発生した場合には、グラインダや放電加工によって欠陥部を完全に除去した後に、この欠陥部の除去加工で形成された窪みに肉盛溶接による補修を行うことが望ましい。
【0003】
この欠陥部を除去する補修作業には、多くの手間隙がかかることから、これに代わる有効な補修方法として、例えば、特許文献1に記載された欠陥部を炉水やプール水から隔離する水中補修溶接方法が知られている。
この水中補修溶接方法では、炉内水中構造物や使用済燃料貯蔵プール内張りに生じた欠陥部を含む水中構造物の被補修面を養生板で覆い、不活性ガスを供給しながら養生板の周縁部をレーザ溶接により隅肉溶接することで、欠陥部を炉水やプール水から隔離するようにしている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007-229757号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、上記した従来の水中補修溶接方法において、レーザ溶接により養生板の周縁部を隅肉溶接するようにしているので、光軸の細いレーザ光が養生板の周縁部からそれて照射された場合には、養生板の周縁部と炉内水中構造物や使用済燃料貯蔵プール内張りとの間に隙間が生じて、欠陥部に炉水やプール水が浸入する可能性がないとは言えないという問題があり、この問題を解決することが従来の課題となっていた。
【0006】
本発明は、上記した従来の課題に着目してなされたもので、補修作業の工数低減を実現したうえで、水中構造物の欠陥部を完全且つ確実に修復することが可能である水中補修溶接方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明の請求項1に係る発明は、水中構造物に生じた欠陥部を含む前記水中構造物の被補修面を被覆板で覆いつつ、該被覆板をレーザ溶接により前記水中構造物の被補修面に溶接する水中補修溶接方法であって、前記被覆板に母材である前記水中構造物と同じ材料で且つ板厚0.5〜4mmの薄板を用い、例えば、母材がSUSであればSUSの薄板を用い、前記被覆板の周縁部から中心側に入り込んだ位置において、前記水中構造物の被補修面における欠陥部を囲む線又は欠陥部に重なる線に沿って、アルゴンガスやヘリウムガスや窒素ガスなどの不活性ガスを供給しながらレーザ光を照射して貫通溶接を施す構成としており、この構成の水中補修溶接方法を前述した従来の課題を解決するための手段としている。
【0008】
また、本発明の請求項2に係る水中補修溶接方法は、前記被覆板の周縁部から中心側に入り込んだ位置において、前記水中構造物の被補修面における欠陥部を井桁状に囲んでレーザ光を照射して貫通溶接を施す構成としている。
【0009】
さらに、本発明の請求項3に係る水中補修溶接方法では、前記被覆板の周縁部から中心側に入り込んだ位置において、前記水中構造物の被補修面における欠陥部を口状に囲んでレーザ光を照射して貫通溶接を施す構成とし、本発明の請求項4に係る水中補修溶接方法では、前記被覆板の周縁部から中心側に入り込んだ位置において、レーザ光をラップパターンで照射して前記水中構造物の被補修面における欠陥部に重ねて貫通溶接を施す構成としている。
【0010】
本発明に係る水中補修溶接方法において、レーザ溶接には、YAGレーザやファイバーレーザを用いることができるほか、半導体レーザやディスクレーザを用いることができる。
この際、レーザ出力を0.8〜4.0kWとした場合、レーザ光のビーム径は、入熱過多や入熱不足を防ぐうえで、0.6〜1.0mmとすることが望ましい。
【0011】
また、本発明に係る水中補修溶接方法は、下向姿勢及び横向姿勢のいずれの姿勢にも適用できる、すなわち、被補修面が水中構造物の底面である場合の補修及び被補修面が水中構造物の壁面である場合の補修のいずれの補修にも適用することができる。
【0012】
本発明に係る水中補修溶接方法では、水中構造物の補修を行うに際して、まず、母材である水中構造物と同じ材料で且つ板厚0.5〜4mmの薄板からなる被覆板で水中構造物に生じた欠陥部を含む被補修面を覆い、必要に応じて被覆板を被補修面に仮付けする。
【0013】
次いで、被覆板の周縁部から中心側に入り込んだ位置において、前記水中構造物の被補修面における欠陥部を囲む線又は欠陥部に重なる線に沿って、不活性ガスを供給しながらレーザ光を照射して貫通溶接を施すと、被覆板はフィラーワイヤを用いることなく被補修面に固定されることとなる、すなわち、薄板の被覆板を溶加材としているので、多層盛りをしなくても溶接部の必要な肉厚を確保し得ることとなる。
【0014】
このとき、欠陥部を囲む直線に沿って、すなわち、欠陥部を井桁状に囲むようにしてレーザ光を照射すると、隅肉溶接の場合に懸念される隙間の発生が回避されて、欠陥部が必要最低限の貫通溶接で完全に封止され、また、欠陥部を口状に囲むようにしてレーザ光を照射すると、井桁状に囲む場合と同じく、欠陥部が必要最低限の貫通溶接で完全に封止され、加えて、連続して溶接し得る分だけ施工時間の短縮化が図られることとなる。
【0015】
一方、欠陥部に重なるようにしてラップパターンでレーザ光を照射すると、欠陥部が溶融して修復されることとなる。
【0016】
なお、被覆板で被補修面を覆う時点では、両者間に水分が残存する。厚みのある養生板を用いて多層盛りが必要な上記した従来の水中補修溶接方法では入熱が大きいので、残存した水分から生じる水蒸気を逃がすための開口を養生板に設置して、養生板の溶接後にこの開口を封止する場合があるが、本発明に係る水中補修溶接方法では、被覆板に多層盛りが不要で入熱が小さい板厚0.5〜4mmの薄板を用いているので、開口の設置やその封止作業を必要としない。
【発明の効果】
【0017】
本発明の請求項1に係る水中補修溶接方法では、上記した構成としているので、補修作業の工数低減を実現することができるのは勿論のこと、フィラーワイヤを用いずに水中構造物の欠陥部を完全且つ確実に封止することが可能であるという非常に優れた効果がもたらされる。
【0018】
また、本発明の請求項2及び3に係る水中補修溶接方法では、上記した構成としているので、補修作業の一層の工数低減、とくに請求項3に係る水中補修溶接方法では、より一層の工数低減を実現でき、本発明の請求項4に係る水中補修溶接方法では、上記した構成としているので、水中構造物の欠陥部を完全且つ確実に取り除くことができる。
【図面の簡単な説明】
【0019】
【図1】本発明の一実施例による水中補修溶接方法で使用するレーザ溶接装置を示す構成説明図である。
【図2】本発明の一実施例による水中補修溶接方法の井桁状の溶接パターンを示す被補修部分の平面説明図(a)及び図2(a)におけるA−A線位置での断面説明図(b)である。
【図3】本発明の他の実施例による水中補修溶接方法の口状の溶接パターンを示す被補修部分の平面説明図である。
【図4】本発明のさらに他の実施例による水中補修溶接方法のラップ状の溶接パターンを示す被補修部分の平面説明図(a)及び図4(a)におけるB−B線位置での断面説明図(b)である。
【発明を実施するための形態】
【0020】
以下、本発明を図面に基づいて説明する。
図1は、本発明の一実施例に係る水中補修溶接方法で用いるレーザ溶接装置を示しており、図1に示すように、このレーザ溶接装置1は、YAGレーザ発振器2と、このYAGレーザ発振器2で発振されたレーザ光Lの光路である光ファイバ3と、この光ファイバ3を通して伝送されるレーザ光Lを適切なサイズに集光して水中構造物Sの被補修面である底面Saに照射する集光レンズ4を内蔵した集光部5と、レーザ光Lと同軸に配置されて溶接部分に酸化防止用のアルゴンガスやヘリウムガスや窒素ガスなど不活性シールドガスGを供給するノズル6を備えており、集光部5とノズル6とでレーザ溶接ヘッド7を構成している。
【0021】
このような構成を有するレーザ溶接装置1を用いて、水中構造物Sの補修を行うに際しては、まず、母材である水中構造物Sと同じ材料(例えばSUS材)で且つ板厚0.5〜4mmの薄板からなる矩形状の被覆板10で水中構造物Sに生じた欠陥部Xを含む底面Saを覆い、必要に応じて被覆板10を底面Saに仮付けする。
【0022】
次いで、被覆板10の周縁部11から中心側に入り込んだ位置において、レーザ溶接ヘッド7のノズル6からシールドガスGを流量15〜30(l/min)で供給してドライ環境を作りながら、図2(a)に示すように、底面Saの欠陥部Xを井桁状に囲むようにして、レーザ光Lを照射する。
【0023】
具体的には、ビーム径0.6〜1.0(mm)、レーザ出力0.8〜4.0(kW)のレーザ光Lを溶接速度1〜2(m/min)で照射する貫通溶接を行って、被覆板10に溶接ビードB1を井桁状に形成すると、溶加材でもある薄板の被覆板10はフィラーワイヤを用いることなく水中構造物Sの底面Saに固定されることとなり、多層盛りをしなくても溶接部の必要な肉厚を確保し得ることとなる。
【0024】
この実施形態では、被覆板10にレーザ光Lを照射しつつ貫通溶接を行って、欠陥部Xの周囲に井桁状の溶接ビードB1を形成するようにしているので、隅肉溶接の場合に懸念されるような隙間が生じることが全くなく、その結果、図2(b)に示すように、欠陥部Xは必要最低限の貫通溶接で完全に封止されることとなる。
【0025】
また、水中構造物Sの底面Saの欠陥部Xに対して、より広いエリアを被覆板10でカバーするようにしているので、欠陥部Xにおいていわゆる逆吹き現象が発生しなくなり、したがって、良質な溶接(修復)が可能になる。
【0026】
図3は、本発明の他の実施例による水中補修溶接方法の溶接パターンを示している。
この実施例では、被覆板10の周縁部11から中心側に入り込んだ位置において、レーザ溶接ヘッド7のノズル6からシールドガスGを流量15〜30(l/min)で供給しながら、図3に示すように、底面Saの欠陥部Xを口状に囲むようにして、レーザ光Lを照射する。
【0027】
具体的には、上記した実施例と同様に、ビーム径0.6〜1.0(mm)、レーザ出力0.8〜4.0(kW)のレーザ光Lを溶接速度1〜2(m/min)で照射する貫通溶接を行って、被覆板10に溶接ビードB1を口状に形成すると、溶加材でもある薄板の被覆板10はフィラーワイヤを用いることなく水中構造物Sの底面Saに固定されることとなり、多層盛りをしなくても溶接部の必要な肉厚を確保し得ることとなる。
【0028】
この実施形態では、被覆板10に貫通溶接を行って、欠陥部Xの周囲に口状の溶接ビードB1を形成するようにしているので、隅肉溶接の場合に懸念されるような隙間が生じることが全くなく、欠陥部Xは必要最低限の貫通溶接で完全に封止されることとなり、加えて、連続して溶接し得る分だけ施工時間の短縮化が図られることとなる。
【0029】
また、水中構造物Sの底面Saの欠陥部Xに対して、より広いエリアを被覆板10でカバーするようにしているので、欠陥部Xにおいていわゆる逆吹き現象が発生しなくなって、良質な溶接(修復)が可能になる。
【0030】
図4は、本発明のさらに他の実施例による水中補修溶接方法の溶接パターンを示している。
この実施例では、被覆板10の周縁部11から中心側に入り込んだ位置において、レーザ溶接ヘッド7のノズル6からシールドガスGを流量15〜30(l/min)で供給しながら、図4(a)に示すように、水中構造物Sの底面Saの欠陥部Xに重なるようにして、レーザ光Lを照射し、ラップパターンのビードを形成する。この際、図4(b)に示すように、ラップパターンのビードの重ね幅はビードの幅の1/3〜1/2とする。
【0031】
具体的には、上記した実施例と同様に、ビーム径0.6〜1.0(mm)、レーザ出力0.8〜4.0(kW)のレーザ光Lを溶接速度1〜2(m/min)で照射する貫通溶接を行って、被覆板10にラップパターンの溶接ビードB2を形成すると、被覆板10はフィラーワイヤを用いることなく被補修面Saに固定されることとなる。
【0032】
この実施形態では、被覆板10にレーザ光Lを照射しつつ貫通溶接を行って、水中構造物Sの底面Saの欠陥部Xに重なるようにして、ラップパターンの溶接ビードB2を形成するようにしているので、欠陥部Xが溶融して修復されることとなり、その結果、欠陥部Xを完全且つ確実に無くし得ることとなる。
【0033】
上記した実施例による水中補修溶接方法では、レーザ溶接にYAGレーザを用いた場合を示したが、これに限定されるものではなく、ファイバーレーザや半導体レーザを用いることができるほか、ディスクレーザを用いることができる。
【0034】
また、上記した実施例では、本発明に係る水中補修溶接方法を下向姿勢での補修、すなわち、被補修面が水中構造物Sの底面Saである場合の補修に適用した状況を示したが、これに限定されるものではなく、横向姿勢、すなわち、被補修面が水中構造物の壁面である場合の補修にも適用することができる。
【0035】
さらに、上記した実施例では、レーザ光Lのビーム径を0.6〜1.0(mm)、レーザ出力を0.8〜4.0(kW)、レーザ光Lの照射による溶接速度を1〜2(m/min)、不活性シールドガスGの流量を15〜30(l/min)と規定しているが、これに限定されるものではない。
【0036】
本発明に係る水中補修溶接方法の構成は、上記した実施例の構成に限定されるものではない。
【符号の説明】
【0037】
10 被覆板
11 被覆板の周縁部
B1 欠陥部を囲む溶接ビード
B2 欠陥部をラップパターンで覆う溶接ビード
G 不活性シールドガス
L レーザ光
S 水中構造物
Sa 水中構造物の底面(被補修面)
X 欠陥部
【特許請求の範囲】
【請求項1】
水中構造物に生じた欠陥部を含む前記水中構造物の被補修面を被覆板で覆いつつ、該被覆板をレーザ溶接により前記水中構造物の被補修面に溶接する水中補修溶接方法であって、
前記被覆板に母材である前記水中構造物と同じ材料で且つ板厚0.5〜4mmの薄板を用い、
前記被覆板の周縁部から中心側に入り込んだ位置において、前記水中構造物の被補修面における欠陥部を囲む線又は欠陥部に重なる線に沿って、不活性ガスを供給しながらレーザ光を照射して貫通溶接を施す
ことを特徴とする水中補修溶接方法。
【請求項2】
前記被覆板の周縁部から中心側に入り込んだ位置において、前記水中構造物の被補修面における欠陥部を井桁状に囲んでレーザ光を照射して貫通溶接を施す請求項1に記載の水中補修溶接方法。
【請求項3】
前記被覆板の周縁部から中心側に入り込んだ位置において、前記水中構造物の被補修面における欠陥部を口状に囲んでレーザ光を照射して貫通溶接を施す請求項1に記載の水中補修溶接方法。
【請求項4】
前記被覆板の周縁部から中心側に入り込んだ位置において、レーザ光をラップパターンで照射して前記水中構造物の被補修面における欠陥部に重ねて貫通溶接を施す請求項1に記載の水中補修溶接方法。
【請求項1】
水中構造物に生じた欠陥部を含む前記水中構造物の被補修面を被覆板で覆いつつ、該被覆板をレーザ溶接により前記水中構造物の被補修面に溶接する水中補修溶接方法であって、
前記被覆板に母材である前記水中構造物と同じ材料で且つ板厚0.5〜4mmの薄板を用い、
前記被覆板の周縁部から中心側に入り込んだ位置において、前記水中構造物の被補修面における欠陥部を囲む線又は欠陥部に重なる線に沿って、不活性ガスを供給しながらレーザ光を照射して貫通溶接を施す
ことを特徴とする水中補修溶接方法。
【請求項2】
前記被覆板の周縁部から中心側に入り込んだ位置において、前記水中構造物の被補修面における欠陥部を井桁状に囲んでレーザ光を照射して貫通溶接を施す請求項1に記載の水中補修溶接方法。
【請求項3】
前記被覆板の周縁部から中心側に入り込んだ位置において、前記水中構造物の被補修面における欠陥部を口状に囲んでレーザ光を照射して貫通溶接を施す請求項1に記載の水中補修溶接方法。
【請求項4】
前記被覆板の周縁部から中心側に入り込んだ位置において、レーザ光をラップパターンで照射して前記水中構造物の被補修面における欠陥部に重ねて貫通溶接を施す請求項1に記載の水中補修溶接方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−66909(P2013−66909A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−207104(P2011−207104)
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000198318)株式会社IHI検査計測 (132)
【出願人】(504176911)国立大学法人大阪大学 (1,536)
【出願人】(000156938)関西電力株式会社 (1,442)
【出願人】(000241957)北海道電力株式会社 (78)
【出願人】(000222037)東北電力株式会社 (228)
【出願人】(000003687)東京電力株式会社 (2,580)
【出願人】(000213297)中部電力株式会社 (811)
【出願人】(000242644)北陸電力株式会社 (112)
【出願人】(000211307)中国電力株式会社 (6,505)
【出願人】(000180368)四国電力株式会社 (95)
【出願人】(000164438)九州電力株式会社 (245)
【出願人】(000230940)日本原子力発電株式会社 (130)
【出願人】(000217686)電源開発株式会社 (207)
【出願人】(597006470)日本原燃株式会社 (21)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000198318)株式会社IHI検査計測 (132)
【出願人】(504176911)国立大学法人大阪大学 (1,536)
【出願人】(000156938)関西電力株式会社 (1,442)
【出願人】(000241957)北海道電力株式会社 (78)
【出願人】(000222037)東北電力株式会社 (228)
【出願人】(000003687)東京電力株式会社 (2,580)
【出願人】(000213297)中部電力株式会社 (811)
【出願人】(000242644)北陸電力株式会社 (112)
【出願人】(000211307)中国電力株式会社 (6,505)
【出願人】(000180368)四国電力株式会社 (95)
【出願人】(000164438)九州電力株式会社 (245)
【出願人】(000230940)日本原子力発電株式会社 (130)
【出願人】(000217686)電源開発株式会社 (207)
【出願人】(597006470)日本原燃株式会社 (21)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]