
水平分岐スペーサ、水平分岐スペーサの製造方法
【課題】両端に接地を施す必要のない、水平分岐スペーサを提供する。
【解決手段】水平分岐する電線を支持すべくメッセンジャーワイヤの間に取り付けられる水平分岐スペーサ10は、表面が絶縁材22からなり、内部に軸方向に延びる鉄芯21が設けられてなるスペーサ本体20と、スペーサ本体20の両端に鉄芯21と電気的に導通するように取り付けられ、メッセンジャーワイヤが接続される一対の把持金具30と、を備える。
【解決手段】水平分岐する電線を支持すべくメッセンジャーワイヤの間に取り付けられる水平分岐スペーサ10は、表面が絶縁材22からなり、内部に軸方向に延びる鉄芯21が設けられてなるスペーサ本体20と、スペーサ本体20の両端に鉄芯21と電気的に導通するように取り付けられ、メッセンジャーワイヤが接続される一対の把持金具30と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電柱の柱間に掛け渡された電線から水平に分岐された電線を支持するための水平分岐スペーサ及びこの水平分岐スペーサの製造方法に関する。
【背景技術】
【0002】
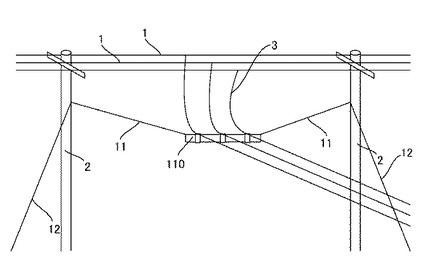
従来より、図9に示すように、電柱2の間に亘って掛け渡された電線1を分岐する際には、亜鉛めっき鋼より線からなるメッセンジャーワイヤ11により両端が吊持され、電柱2の間に設置された水平分岐スペーサ110により分岐された電線3を支持している。
【0003】
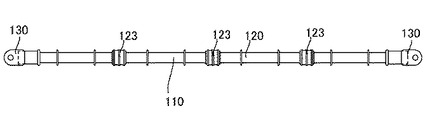
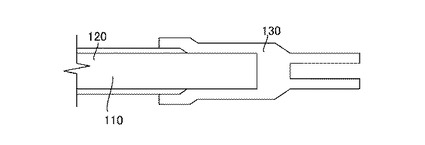
図10は、従来用いられている水平分岐スペーサ110の構成を示す図であり、図11は水平分岐スペーサ110の端部を拡大して示す図である。図10及び図11に示すように、従来の水平分岐スペーサ110は、FRP(繊維強化プラスチック)製の棒状部材120と、棒状部材120に適宜間隔を空けて取り付けられた電線3を保持するためのボビン123と、棒状部材120の両端に取り付けられた把持金具130とから構成される(例えば、特許文献1及び2参照)。
【特許文献1】特開2003−32863号公報
【特許文献2】特開2000−278846号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、事故等により電線1が損傷を受けた場合などには、水平分岐スペーサ110を支持するメッセンジャーワイヤ11に電気が流れる虞があるため、メッセンジャーワイヤ11も接地しなければならない。上記の水平分岐スペーサ110は、棒状部材120が絶縁体であるFRPからなるため、その両端に取り付けられた把持金具130は電気的に導通しておらず、図9に示すように、両側のメッセンジャーワイヤ11に接地12する必要があり、接地作業に手間がかかるとともにコスト高となっていた。
【0005】
本発明は、上記の問題に鑑みなされたものであり、水平分岐スペーサを支持するメッセンジャーワイヤのうち、片側のメッセンジャーワイヤのみ接地すればよいようにすることを目的とする。
【課題を解決するための手段】
【0006】
本発明の水平分岐スペーサは、水平分岐する電線を支持すべくメッセンジャーワイヤの間に取り付けられる水平分岐スペーサであって、表面が非導電性材料からなり、内部に軸方向に延びる棒状の導電性材料が設けられてなるスペーサ本体と、前記スペーサ本体の両端に前記導電性材料と電気的に導通するように取り付けられ、前記メッセンジャーワイヤが接続される一対の把持金具と、を備えることを特徴とする。
【0007】
上記の水平分岐スペーサにおいて、前記絶縁材は、繊維強化樹脂からなるものであってもよい。
また、前記棒状の導電性材料は鉄製の棒材であってもよく、さらに、前記芯材は、前記スペーサ本体の両端から突出しており、前記把持金具は、当該芯材の突出部分を把持してもよい。
また、前記芯材の突出部分及び前記把持金具は互いに螺合する螺子部を備えてもよい。
【0008】
また、本発明の水平分岐スペーサの製造方法は、上記の水平分岐スペーサの製造方法であって、前記繊維強化樹脂からなる筒状部材を引抜成形法により製作し、この筒状部材の内部に前記鉄製の棒材を挿入し、前記鉄製の棒材の両端に前記一対の把持金具を電気的に接続されるように取り付けることを特徴とする。
【発明の効果】
【0009】
本発明によれば、メッセンジャーワイヤが接続される把持金物がスペーサ本体の芯材の両端部に電気的に導通するように取り付けられているため、一方のメッセンジャーワイヤを接地すれば、他方のメッセンジャーワイヤも接地することができ、接地作業にかかるコストを削減することができる。
【発明を実施するための最良の形態】
【0010】
以下、本実施形態の水平分岐スペーサの一実施形態を図面を参照しながら詳細に説明する。
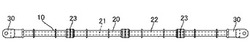
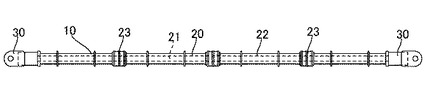
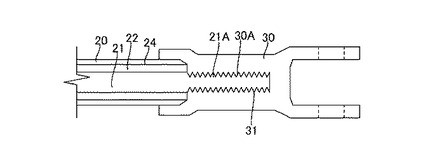
図1は、本実施形態の水平分岐スペーサ10の構成を示す平面図であり、図2は、本実施形態の水平分岐スペーサ10の端部の構成を示す断面図である。なお、図2には、一端部のみを示すが、他端部も同様の構成である。図1及び図2に示すように、本実施形態の水平分岐スペーサ10は、その軸方向に延びる鉄芯21及びこの鉄芯21を囲繞する円筒状に形成された絶縁材22からなるスペーサ本体20と、スペーサ本体20の両端に取り付けられた把持金具30と、から構成される。なお、把持金具30は腐食防止のため、表面に亜鉛メッキが施されている。
【0011】
絶縁材22は、例えば、エポキシ樹脂にガラス繊維が混入されたFRP(繊維強化プラスチック)からなり、絶縁性が高いとともに剛性に優れている。絶縁材22の外周面には、絶縁材22を保護するために、例えば、シリコーンゴム製の被覆24が施されている。
鉄芯21は、スペーサ本体20の両端からその端部が突出するような長さを有し、スペーサ本体20の端部から突出した部分には螺条21Aが形成されている。また、把持金具30のスペーサ本体20に接続される側の端部には、内周面に螺条30Aを有する孔31が形成されている。把持金具30は、孔31に形成された螺条30Aと鉄芯21の両端の螺条21Aが螺合した状態で外周側から圧着されることにより鉄芯21に接続されている。これにより、把持金具30と鉄芯21との接続強度が向上している。
【0012】
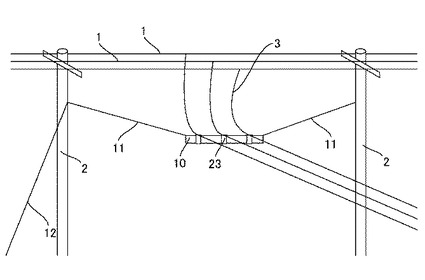
図3は、本実施形態の水平分岐スペーサ10により分岐した電線3を支持する様子を示す図である。同図に示すように、水平分岐スペーサ10は、その両端の把持金具30を電柱から延びるメッセンジャーワイヤ11に接続することで支持されている。そして、電柱2の間に掛け渡された電線1から分岐した電線3は、水平分岐スペーサ10のボビン23により下方から支持される。また、水平分岐スペーサ10の一端の把持金具30から延びるメッセンジャーワイヤ11には接地極12が接続されている。本実施形態の水平分岐スペーサ10によれば、鉄芯21により両端に取り付けられた把持金具30が互いに導通しているため、一方のメッセンジャーワイヤ11に接地極12を接続するのみで、水平分岐スペーサ10の両端に取り付けられたメッセンジャーワイヤ11を接地することができる。
【0013】
以下、上記の水平分岐スペーサ10の製造方法を説明する。
図4は、スペーサ本体20を構成する円筒形状の絶縁材22を製造する工程を示す図である。本実施形態では絶縁材22を製造するためにFRPを中空成形する方法として、以下に説明する引抜成形法を採用した。
【0014】
まず、図4に示すように、ガラス繊維の巻かれたボビン40から繰り出されるガラス繊維50を液状のエポキシ樹脂51に浸す。なお、ガラス繊維50は、後述するように冷却され、硬化したFRP53の端部が送りロール42により送り出されることで、ボビン42から繰り出される。
【0015】
次に、図5に示すように、エポキシ樹脂51が浸透したガラス繊維50をダイス41を通過させて成形する。ダイス41には円形状の孔41Aが形成されており、孔41Aの中心には成形用口金43が配置されている。エポキシ樹脂51が浸透したガラス繊維50はこの円形状の孔41Aを通過することで円筒状に成形される。また、ダイス41は高温に熱せられており、エポキシ樹脂51は円筒状に成形された状態で硬化する。ダイス41を通過した後も、エポキシ樹脂51は加熱され、ゲル化、硬化することにより円筒状のFRP53が製造される。そして、所定の長さごとにFRP53を切断することで、絶縁材22を製造することができる。
【0016】
次に、上記のようにして製造された絶縁材22の内部に、両端に螺条21Aが形成された鉄芯21を、その両端の螺条30Aが形成された部分が絶縁材22の両端面から突出するように挿入する。
【0017】
次に、絶縁材22の表面にプライマーを塗布し、塗布したプライマーを乾燥させる。
次に、絶縁材22の表面に所定の間隔を空けてボビン23を取り付ける。
次に、絶縁材22の外周面にシリコーンゴム24を被覆する。この際、絶縁材22と鉄芯21との間に隙間がある場合には、この隙間にシリコーンゴム24が入り込むため、絶縁材22と鉄芯21とが一体となる。
【0018】
次に、鉄芯21の両端部に形成された螺条21Aと、把持金具30の孔31に形成された螺条30Aとを螺合させて、鉄芯21の両端部に把持金具30を取り付ける。そして、把持金具30の外周側より圧着し、把持金具30と鉄芯21との回り止めを行う。この際、中空状のFRP製の絶縁体22を外部から圧着すると、FRPが破損する虞があるが、本実施形態では、上記のように、絶縁体22の両端から鉄芯21を突出させ、この突出した部分に把持金具30を取り付け、把持金具30を圧着させることとしたため、FRPが破損するのを防止できる。
以上の工程により、本実施形態の水平分岐スペーサ10を製造することができる。
【0019】
ここで、本実施形態の水平分岐スペーサ10が充分な性能を備えることを実験により確認したので以下説明する。本実験では、鉄芯21としてS45C製の直径14mmの部材を、絶縁材22として外径28mm、内径15.1mmの円筒状に形成したFRP製の部材を、把持金具30としてSS400製の金物を用いて水平分岐スペーサ10を製作し、この水平分岐スペーサ10を試験体として以下の試験項目について検討を行った。図6は検討を行った試験項目を示す表である。同図に示すように、電気性能については、AC注水耐電圧、雷インパルス耐電圧、人工汚損実験(等価霧中)、人工汚損実験(漏れ電流)、及び急峻波電圧試験を、機械性能については、引張耐荷重、引張破壊荷重、曲げ耐荷重、曲げ破壊荷重、及び振動疲労試験を行った。夫々、試験方法としては、AC注水耐電圧、雷インパルス耐電圧、引張耐荷重、及び引張破壊荷重についてはJIS C3801、人工汚損試験(等価霧中)についてはJEC 0201、人工汚損試験(漏れ電流)については電力規格、急峻波電圧試験についてはIEC61109に基き、試験を行った。
【0020】
図7は試験結果を示す表である。同図に示すように、作成した試験体は、水平分岐スペーサとして必要とされる電気性能、機械性能を備えていることが確認された。
特に、本実施形態の水平分岐スペーサ10では、内部に鉄芯21を貫通させているので、絶縁性能が損なわれる虞があったが、急峻波電圧試験において、内部貫通破壊することなく外面せん絡を起したことから、充分な絶縁性能が確保されていることが確認できた。
【0021】
以上説明した本実施形態の水平分岐スペーサ10によれば、スペーサ本体20を鉄芯21が貫通し、この鉄芯21により両端の把持金具30が導通するため、片側の把持金具30に接地するだけで、両端に接続されたメッセンジャーワイヤ11を接地することができる。
【0022】
また、鉄芯21の両端に螺条21Aを形成し、また、把持金具30に内周に螺条30Aが形成された孔31を設け、これらの螺条を螺合させ、さらに、把持金具30と鉄芯21とを圧着することとしたため、把持金具30と鉄芯21とが強固に接続される。
【0023】
また、鉄芯21の端部をスペーサ本体20から突出させ、この突出した部分を把持金具30に把持させることとしたため、把持金具30を圧着させる際に、絶縁材22が破損するのを防止できる。
【0024】
また、絶縁材22を製造する際に引抜成形法を用いることで、FRPを円筒状に容易に成形できる。
【0025】
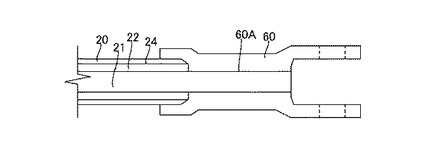
なお、上記の実施形態では、鉄芯21の両端部に螺条21Aを設けるとともに、把持金具30に内周面に螺条30Aの形成された孔31を設け、これらの螺条21A、30Aを螺合させ、さらに、把持金具30を鉄芯21に圧着させることにより、これら鉄芯21と把持金具30とを接続するものとしたが、把持金具と鉄芯との接続方法はこれに限られない。図8は、鉄芯21と把持金具60とを接続する別の方法を示す図である。同図に示す方法では、把持金具30に鉄芯21が貫通可能な孔60Aを設けておき、この孔60Aに鉄芯21を貫通させ、把持金具30と鉄芯21とを溶接接合する。かかる方法によっても、把持金具60と鉄芯21とを電気的に導通可能に、かつ、強固に接続することができる。
【0026】
また、本実施形態では、鉄芯21と把持金具30とに互いに螺合する螺条21A,30Aを設けることとしたが、鉄芯21と把持金具30との間が強固に接続することができれば、必ずしも螺条を設ける必要はない。
【0027】
また、本実施形態では、水平分岐スペーサ10の両端を電気的に導通させるため、スペーサ本体20に鉄芯21を用いることとしたが、これに限らず、例えば、導電性を有し、所定の剛性を有する材料であれば用いることができる。また、本実施形態では、絶縁材としてガラス繊維が混入されたエポキシ樹脂を用いることとしたが、これに限らず、絶縁性及び所定の強度を有する材料であれば用いることができる。
【図面の簡単な説明】
【0028】
【図1】本実施形態の水平分岐スペーサを示す図である。
【図2】本実施形態の水平分岐スペーサの端部を示す図である。
【図3】本実施形態の水平分岐スペーサが取り付けられた状態を示す図である。
【図4】FRPを円筒状に形成する方法を説明するための図である。
【図5】FRPを円筒状に成形するダイスの構成を示す図である。
【図6】本実施形態の水平分岐スペーサを試験体として行った試験の試験項目を示す表である。
【図7】本実施形態の水平分岐スペーサを試験体として行った試験の試験結果を示す表である。
【図8】スペーサ本体と把持金具との別の接続方法を示す図である。
【図9】従来の水平分岐スペーサが取り付けられた状態を示す図である。
【図10】従来用いられていた水平分岐スペーサを示す図である。
【図11】従来用いられていた水平分岐スペーサの端部を示す図である。
【符号の説明】
【0029】
1 電線
2 電柱 3 (分岐された)電線
10 水平分岐スペーサ 20 スペーサ本体
21 鉄芯 21A 螺条
22 絶縁材 23 ボビン
24 被覆 30、60 把持金具
30A 螺条 31 孔
40 ボビン 41 ダイス
42 送りロール 43 成形用口金
50 ガラス繊維 51 エポキシ樹脂
【技術分野】
【0001】
本発明は、電柱の柱間に掛け渡された電線から水平に分岐された電線を支持するための水平分岐スペーサ及びこの水平分岐スペーサの製造方法に関する。
【背景技術】
【0002】
従来より、図9に示すように、電柱2の間に亘って掛け渡された電線1を分岐する際には、亜鉛めっき鋼より線からなるメッセンジャーワイヤ11により両端が吊持され、電柱2の間に設置された水平分岐スペーサ110により分岐された電線3を支持している。
【0003】
図10は、従来用いられている水平分岐スペーサ110の構成を示す図であり、図11は水平分岐スペーサ110の端部を拡大して示す図である。図10及び図11に示すように、従来の水平分岐スペーサ110は、FRP(繊維強化プラスチック)製の棒状部材120と、棒状部材120に適宜間隔を空けて取り付けられた電線3を保持するためのボビン123と、棒状部材120の両端に取り付けられた把持金具130とから構成される(例えば、特許文献1及び2参照)。
【特許文献1】特開2003−32863号公報
【特許文献2】特開2000−278846号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、事故等により電線1が損傷を受けた場合などには、水平分岐スペーサ110を支持するメッセンジャーワイヤ11に電気が流れる虞があるため、メッセンジャーワイヤ11も接地しなければならない。上記の水平分岐スペーサ110は、棒状部材120が絶縁体であるFRPからなるため、その両端に取り付けられた把持金具130は電気的に導通しておらず、図9に示すように、両側のメッセンジャーワイヤ11に接地12する必要があり、接地作業に手間がかかるとともにコスト高となっていた。
【0005】
本発明は、上記の問題に鑑みなされたものであり、水平分岐スペーサを支持するメッセンジャーワイヤのうち、片側のメッセンジャーワイヤのみ接地すればよいようにすることを目的とする。
【課題を解決するための手段】
【0006】
本発明の水平分岐スペーサは、水平分岐する電線を支持すべくメッセンジャーワイヤの間に取り付けられる水平分岐スペーサであって、表面が非導電性材料からなり、内部に軸方向に延びる棒状の導電性材料が設けられてなるスペーサ本体と、前記スペーサ本体の両端に前記導電性材料と電気的に導通するように取り付けられ、前記メッセンジャーワイヤが接続される一対の把持金具と、を備えることを特徴とする。
【0007】
上記の水平分岐スペーサにおいて、前記絶縁材は、繊維強化樹脂からなるものであってもよい。
また、前記棒状の導電性材料は鉄製の棒材であってもよく、さらに、前記芯材は、前記スペーサ本体の両端から突出しており、前記把持金具は、当該芯材の突出部分を把持してもよい。
また、前記芯材の突出部分及び前記把持金具は互いに螺合する螺子部を備えてもよい。
【0008】
また、本発明の水平分岐スペーサの製造方法は、上記の水平分岐スペーサの製造方法であって、前記繊維強化樹脂からなる筒状部材を引抜成形法により製作し、この筒状部材の内部に前記鉄製の棒材を挿入し、前記鉄製の棒材の両端に前記一対の把持金具を電気的に接続されるように取り付けることを特徴とする。
【発明の効果】
【0009】
本発明によれば、メッセンジャーワイヤが接続される把持金物がスペーサ本体の芯材の両端部に電気的に導通するように取り付けられているため、一方のメッセンジャーワイヤを接地すれば、他方のメッセンジャーワイヤも接地することができ、接地作業にかかるコストを削減することができる。
【発明を実施するための最良の形態】
【0010】
以下、本実施形態の水平分岐スペーサの一実施形態を図面を参照しながら詳細に説明する。
図1は、本実施形態の水平分岐スペーサ10の構成を示す平面図であり、図2は、本実施形態の水平分岐スペーサ10の端部の構成を示す断面図である。なお、図2には、一端部のみを示すが、他端部も同様の構成である。図1及び図2に示すように、本実施形態の水平分岐スペーサ10は、その軸方向に延びる鉄芯21及びこの鉄芯21を囲繞する円筒状に形成された絶縁材22からなるスペーサ本体20と、スペーサ本体20の両端に取り付けられた把持金具30と、から構成される。なお、把持金具30は腐食防止のため、表面に亜鉛メッキが施されている。
【0011】
絶縁材22は、例えば、エポキシ樹脂にガラス繊維が混入されたFRP(繊維強化プラスチック)からなり、絶縁性が高いとともに剛性に優れている。絶縁材22の外周面には、絶縁材22を保護するために、例えば、シリコーンゴム製の被覆24が施されている。
鉄芯21は、スペーサ本体20の両端からその端部が突出するような長さを有し、スペーサ本体20の端部から突出した部分には螺条21Aが形成されている。また、把持金具30のスペーサ本体20に接続される側の端部には、内周面に螺条30Aを有する孔31が形成されている。把持金具30は、孔31に形成された螺条30Aと鉄芯21の両端の螺条21Aが螺合した状態で外周側から圧着されることにより鉄芯21に接続されている。これにより、把持金具30と鉄芯21との接続強度が向上している。
【0012】
図3は、本実施形態の水平分岐スペーサ10により分岐した電線3を支持する様子を示す図である。同図に示すように、水平分岐スペーサ10は、その両端の把持金具30を電柱から延びるメッセンジャーワイヤ11に接続することで支持されている。そして、電柱2の間に掛け渡された電線1から分岐した電線3は、水平分岐スペーサ10のボビン23により下方から支持される。また、水平分岐スペーサ10の一端の把持金具30から延びるメッセンジャーワイヤ11には接地極12が接続されている。本実施形態の水平分岐スペーサ10によれば、鉄芯21により両端に取り付けられた把持金具30が互いに導通しているため、一方のメッセンジャーワイヤ11に接地極12を接続するのみで、水平分岐スペーサ10の両端に取り付けられたメッセンジャーワイヤ11を接地することができる。
【0013】
以下、上記の水平分岐スペーサ10の製造方法を説明する。
図4は、スペーサ本体20を構成する円筒形状の絶縁材22を製造する工程を示す図である。本実施形態では絶縁材22を製造するためにFRPを中空成形する方法として、以下に説明する引抜成形法を採用した。
【0014】
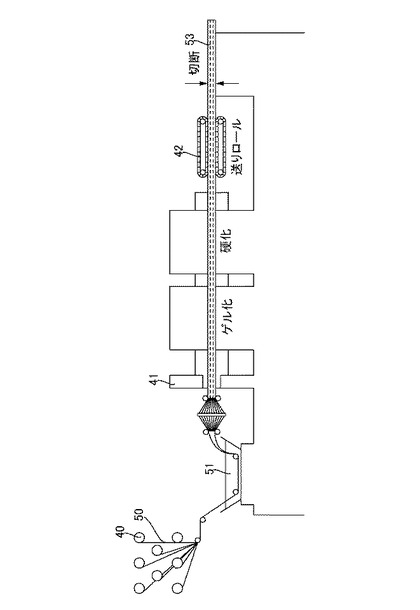
まず、図4に示すように、ガラス繊維の巻かれたボビン40から繰り出されるガラス繊維50を液状のエポキシ樹脂51に浸す。なお、ガラス繊維50は、後述するように冷却され、硬化したFRP53の端部が送りロール42により送り出されることで、ボビン42から繰り出される。
【0015】
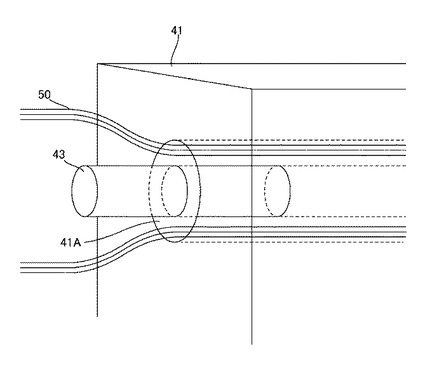
次に、図5に示すように、エポキシ樹脂51が浸透したガラス繊維50をダイス41を通過させて成形する。ダイス41には円形状の孔41Aが形成されており、孔41Aの中心には成形用口金43が配置されている。エポキシ樹脂51が浸透したガラス繊維50はこの円形状の孔41Aを通過することで円筒状に成形される。また、ダイス41は高温に熱せられており、エポキシ樹脂51は円筒状に成形された状態で硬化する。ダイス41を通過した後も、エポキシ樹脂51は加熱され、ゲル化、硬化することにより円筒状のFRP53が製造される。そして、所定の長さごとにFRP53を切断することで、絶縁材22を製造することができる。
【0016】
次に、上記のようにして製造された絶縁材22の内部に、両端に螺条21Aが形成された鉄芯21を、その両端の螺条30Aが形成された部分が絶縁材22の両端面から突出するように挿入する。
【0017】
次に、絶縁材22の表面にプライマーを塗布し、塗布したプライマーを乾燥させる。
次に、絶縁材22の表面に所定の間隔を空けてボビン23を取り付ける。
次に、絶縁材22の外周面にシリコーンゴム24を被覆する。この際、絶縁材22と鉄芯21との間に隙間がある場合には、この隙間にシリコーンゴム24が入り込むため、絶縁材22と鉄芯21とが一体となる。
【0018】
次に、鉄芯21の両端部に形成された螺条21Aと、把持金具30の孔31に形成された螺条30Aとを螺合させて、鉄芯21の両端部に把持金具30を取り付ける。そして、把持金具30の外周側より圧着し、把持金具30と鉄芯21との回り止めを行う。この際、中空状のFRP製の絶縁体22を外部から圧着すると、FRPが破損する虞があるが、本実施形態では、上記のように、絶縁体22の両端から鉄芯21を突出させ、この突出した部分に把持金具30を取り付け、把持金具30を圧着させることとしたため、FRPが破損するのを防止できる。
以上の工程により、本実施形態の水平分岐スペーサ10を製造することができる。
【0019】
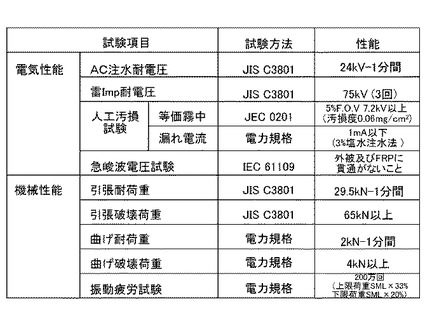
ここで、本実施形態の水平分岐スペーサ10が充分な性能を備えることを実験により確認したので以下説明する。本実験では、鉄芯21としてS45C製の直径14mmの部材を、絶縁材22として外径28mm、内径15.1mmの円筒状に形成したFRP製の部材を、把持金具30としてSS400製の金物を用いて水平分岐スペーサ10を製作し、この水平分岐スペーサ10を試験体として以下の試験項目について検討を行った。図6は検討を行った試験項目を示す表である。同図に示すように、電気性能については、AC注水耐電圧、雷インパルス耐電圧、人工汚損実験(等価霧中)、人工汚損実験(漏れ電流)、及び急峻波電圧試験を、機械性能については、引張耐荷重、引張破壊荷重、曲げ耐荷重、曲げ破壊荷重、及び振動疲労試験を行った。夫々、試験方法としては、AC注水耐電圧、雷インパルス耐電圧、引張耐荷重、及び引張破壊荷重についてはJIS C3801、人工汚損試験(等価霧中)についてはJEC 0201、人工汚損試験(漏れ電流)については電力規格、急峻波電圧試験についてはIEC61109に基き、試験を行った。
【0020】
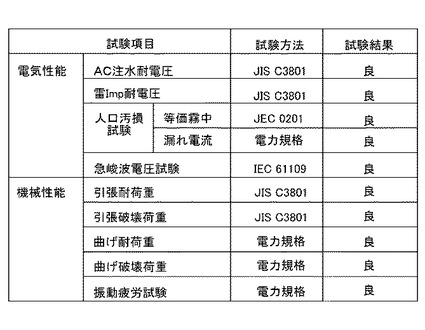
図7は試験結果を示す表である。同図に示すように、作成した試験体は、水平分岐スペーサとして必要とされる電気性能、機械性能を備えていることが確認された。
特に、本実施形態の水平分岐スペーサ10では、内部に鉄芯21を貫通させているので、絶縁性能が損なわれる虞があったが、急峻波電圧試験において、内部貫通破壊することなく外面せん絡を起したことから、充分な絶縁性能が確保されていることが確認できた。
【0021】
以上説明した本実施形態の水平分岐スペーサ10によれば、スペーサ本体20を鉄芯21が貫通し、この鉄芯21により両端の把持金具30が導通するため、片側の把持金具30に接地するだけで、両端に接続されたメッセンジャーワイヤ11を接地することができる。
【0022】
また、鉄芯21の両端に螺条21Aを形成し、また、把持金具30に内周に螺条30Aが形成された孔31を設け、これらの螺条を螺合させ、さらに、把持金具30と鉄芯21とを圧着することとしたため、把持金具30と鉄芯21とが強固に接続される。
【0023】
また、鉄芯21の端部をスペーサ本体20から突出させ、この突出した部分を把持金具30に把持させることとしたため、把持金具30を圧着させる際に、絶縁材22が破損するのを防止できる。
【0024】
また、絶縁材22を製造する際に引抜成形法を用いることで、FRPを円筒状に容易に成形できる。
【0025】
なお、上記の実施形態では、鉄芯21の両端部に螺条21Aを設けるとともに、把持金具30に内周面に螺条30Aの形成された孔31を設け、これらの螺条21A、30Aを螺合させ、さらに、把持金具30を鉄芯21に圧着させることにより、これら鉄芯21と把持金具30とを接続するものとしたが、把持金具と鉄芯との接続方法はこれに限られない。図8は、鉄芯21と把持金具60とを接続する別の方法を示す図である。同図に示す方法では、把持金具30に鉄芯21が貫通可能な孔60Aを設けておき、この孔60Aに鉄芯21を貫通させ、把持金具30と鉄芯21とを溶接接合する。かかる方法によっても、把持金具60と鉄芯21とを電気的に導通可能に、かつ、強固に接続することができる。
【0026】
また、本実施形態では、鉄芯21と把持金具30とに互いに螺合する螺条21A,30Aを設けることとしたが、鉄芯21と把持金具30との間が強固に接続することができれば、必ずしも螺条を設ける必要はない。
【0027】
また、本実施形態では、水平分岐スペーサ10の両端を電気的に導通させるため、スペーサ本体20に鉄芯21を用いることとしたが、これに限らず、例えば、導電性を有し、所定の剛性を有する材料であれば用いることができる。また、本実施形態では、絶縁材としてガラス繊維が混入されたエポキシ樹脂を用いることとしたが、これに限らず、絶縁性及び所定の強度を有する材料であれば用いることができる。
【図面の簡単な説明】
【0028】
【図1】本実施形態の水平分岐スペーサを示す図である。
【図2】本実施形態の水平分岐スペーサの端部を示す図である。
【図3】本実施形態の水平分岐スペーサが取り付けられた状態を示す図である。
【図4】FRPを円筒状に形成する方法を説明するための図である。
【図5】FRPを円筒状に成形するダイスの構成を示す図である。
【図6】本実施形態の水平分岐スペーサを試験体として行った試験の試験項目を示す表である。
【図7】本実施形態の水平分岐スペーサを試験体として行った試験の試験結果を示す表である。
【図8】スペーサ本体と把持金具との別の接続方法を示す図である。
【図9】従来の水平分岐スペーサが取り付けられた状態を示す図である。
【図10】従来用いられていた水平分岐スペーサを示す図である。
【図11】従来用いられていた水平分岐スペーサの端部を示す図である。
【符号の説明】
【0029】
1 電線
2 電柱 3 (分岐された)電線
10 水平分岐スペーサ 20 スペーサ本体
21 鉄芯 21A 螺条
22 絶縁材 23 ボビン
24 被覆 30、60 把持金具
30A 螺条 31 孔
40 ボビン 41 ダイス
42 送りロール 43 成形用口金
50 ガラス繊維 51 エポキシ樹脂
【特許請求の範囲】
【請求項1】
水平分岐する電線を支持すべくメッセンジャーワイヤの間に取り付けられる水平分岐スペーサであって、
表面が非導電性材料からなり、内部に軸方向に延びる棒状の導電性材料が設けられてなるスペーサ本体と、
前記スペーサ本体の両端に前記導電性材料と電気的に導通するように取り付けられ、前記メッセンジャーワイヤが接続される一対の把持金具と、を備えることを特徴とする水平分岐スペーサ。
【請求項2】
請求項1記載の水平分岐スペーサであって、
前記非導電性材料は、繊維強化樹脂からなることを特徴とする水平分岐スペーサ。
【請求項3】
請求項2記載の水平分岐スペーサであって、
前記棒状の導電性材料は鉄製の棒材であることを特徴とする水平分岐スペーサ。
【請求項4】
請求項1から3何れかに記載の水平分岐スペーサであって、
前記芯材は、前記スペーサ本体の両端から突出しており、
前記把持金具は、当該芯材の突出部分を把持することを特徴とする水平分岐スペーサ。
【請求項5】
請求項4記載の水平分岐スペーサであって、
前記芯材の突出部分及び前記把持金具は互いに螺合する螺子部を備えることを特徴とする水平分岐スペーサ。
【請求項6】
請求項3記載の水平分岐スペーサの製造方法であって、
前記繊維強化樹脂からなる筒状部材を引抜成形法により製作し、
この筒状部材の内部に前記鉄製の棒材を挿入し、
前記鉄製の棒材の両端に前記一対の把持金具を電気的に接続されるように取り付けることを特徴とする水平分岐スペーサの製造方法。
【請求項1】
水平分岐する電線を支持すべくメッセンジャーワイヤの間に取り付けられる水平分岐スペーサであって、
表面が非導電性材料からなり、内部に軸方向に延びる棒状の導電性材料が設けられてなるスペーサ本体と、
前記スペーサ本体の両端に前記導電性材料と電気的に導通するように取り付けられ、前記メッセンジャーワイヤが接続される一対の把持金具と、を備えることを特徴とする水平分岐スペーサ。
【請求項2】
請求項1記載の水平分岐スペーサであって、
前記非導電性材料は、繊維強化樹脂からなることを特徴とする水平分岐スペーサ。
【請求項3】
請求項2記載の水平分岐スペーサであって、
前記棒状の導電性材料は鉄製の棒材であることを特徴とする水平分岐スペーサ。
【請求項4】
請求項1から3何れかに記載の水平分岐スペーサであって、
前記芯材は、前記スペーサ本体の両端から突出しており、
前記把持金具は、当該芯材の突出部分を把持することを特徴とする水平分岐スペーサ。
【請求項5】
請求項4記載の水平分岐スペーサであって、
前記芯材の突出部分及び前記把持金具は互いに螺合する螺子部を備えることを特徴とする水平分岐スペーサ。
【請求項6】
請求項3記載の水平分岐スペーサの製造方法であって、
前記繊維強化樹脂からなる筒状部材を引抜成形法により製作し、
この筒状部材の内部に前記鉄製の棒材を挿入し、
前記鉄製の棒材の両端に前記一対の把持金具を電気的に接続されるように取り付けることを特徴とする水平分岐スペーサの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2009−219321(P2009−219321A)
【公開日】平成21年9月24日(2009.9.24)
【国際特許分類】
【出願番号】特願2008−63089(P2008−63089)
【出願日】平成20年3月12日(2008.3.12)
【出願人】(000211307)中国電力株式会社 (6,505)
【出願人】(000227722)株式会社日本ネットワークサポート (19)
【Fターム(参考)】
【公開日】平成21年9月24日(2009.9.24)
【国際特許分類】
【出願日】平成20年3月12日(2008.3.12)
【出願人】(000211307)中国電力株式会社 (6,505)
【出願人】(000227722)株式会社日本ネットワークサポート (19)
【Fターム(参考)】
[ Back to top ]