
水性コーティング剤組成物
【課題】本発明は優れた塗膜密着性、作業性、耐熱性、耐薬品を有する水性コーティング剤組成物に関し、特に螺着部材に好適な封止用水性コーティング剤組成物を提供する。
【解決手段】(A)エチレン−酢酸ビニル共重合樹脂エマルジョン、(B)粒径の異なるPTFE樹脂パウダー2種以上よりなり、好ましくは前記成分(A)の固形分と前記成分(B)の重量比が、(A)/(B)=0.03〜0.40である組成物、さらに好ましくは(C)ポリアクリル酸ナトリウムを含む組成物により課題を解決することができる。
【解決手段】(A)エチレン−酢酸ビニル共重合樹脂エマルジョン、(B)粒径の異なるPTFE樹脂パウダー2種以上よりなり、好ましくは前記成分(A)の固形分と前記成分(B)の重量比が、(A)/(B)=0.03〜0.40である組成物、さらに好ましくは(C)ポリアクリル酸ナトリウムを含む組成物により課題を解決することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属またはプラスチック等への塗工に用いられる水性コーティング剤、特に塗膜密着性、塗膜形成時の作業性、高温時における塗膜の耐油性に優れた水性コーティング剤組成物に関する。さらに詳しくは、各種油脂や気体、水等を封止するために塗工される封止用水性コーティング剤組成物に関する。
【背景技術】
【0002】
従来より液状の樹脂組成物は塗料、インキ、接着剤、シール剤、コーティング剤など様々な用途に用いられてきた。これらの液状樹脂組成物は、大別して反応性樹脂組成物と非反応性の樹脂組成物とに分類することができる。反応性樹脂組成物はエポキシ樹脂やアクリル樹脂、シリコーン樹脂等の反応性樹脂をバインダ成分とし、任意のタイミングで固化、硬化できるよう各種の硬化剤、架橋剤、反応開始剤、触媒等が加えられている。このため、使途により種々の原料成分を組み合わせることができ、設計の自由度が高いものであった。他方で、バインダ成分の固化、硬化は化学反応によるものであるため、保存性や作業性、安全性や環境負荷等に問題を有していた。
【0003】
非反応性樹脂組成物は、化学反応により固化、硬化するものでない非反応性樹脂をバインダ成分として用い、主に溶剤揮散によりこれが固化することでその機能を発現するというものであった。そのため、一般に保存性や作業性、安全性は良好であるが、固化したものの耐久性や密着性といった機能は反応性樹脂組成物より劣るものであった。
【0004】
液状樹脂組成物の特殊な用途として、ネジ、ボルト、プラグ、ナット等の螺着部材の螺着表面に塗工処理することにより、螺着時に螺着部材を強固に固着し、また螺着部の隙間からオイルやガスといった流体が漏洩することを防ぎ封止するという機能を有する封止用コーティング剤がある。
【0005】
このような封止用コーティング剤、例えば特許文献1の樹脂組成物は、反応性樹脂を硬化させるための成分をマイクロカプセル化し、勘合や螺着と言った外力により該マイクロカプセルが破壊されることで反応性樹脂と硬化剤が反応するというものである。反応の結果、樹脂組成物は螺着部または勘合部で硬化し、固着性や封止性を発揮する。しかしながら、この樹脂組成物は反応性樹脂を用いており、マイクロカプセル化されていることで保存性が高められてはいるが長期の保存は困難で、また輸送時などに強い刺激が加えられるとマイクロカプセルが破壊され、保存性低下の要因となりうる。また、マイクロカプセルの性質上、水性化が困難であるため安全性や環境負荷の点で問題を抱えていた。
【0006】
上記の問題を解決するための樹脂組成物として、特許文献2にはバインダとしてアクリル官能性単量体のエマルジョンと、硬化剤としてカプセル化された有機過酸化物を用いたネジの弛み止め接着剤が提案されている。しかしながら、これら従来から知られているマイクロカプセル型接着剤の内、反応性主剤と反応開始剤(硬化剤)をそれぞれマイクロカプセル化したタイプは接着剤としての保存安定性に優れているものの、マイクロカプセルを多量に使用するためコスト的に問題があり、また使用できる反応性主剤の量が制限されるため、接着力そのものが不十分であった。また、耐油性に関しても十分なものではなかった。
【0007】
特許文献3には、熱可塑性フッ素樹脂組成物と改質エチレン−酢酸ビニル共重合体よりなる層とエチレン共重合体、塩素含有樹脂、ポリカーボネートおよび熱可塑性ポリエステルから選ばれる樹脂の層とからなる接着性や耐熱性に優れた樹脂積層物が記載されている。しかしながら、この樹脂積層物では被着体に2種の異なる樹脂組成物による積層構造を形成する必要があるため、塗工時の作業性に問題がある。また接着性、耐熱性には優れるものの螺着部材に塗布して螺着する場合には、エチレン共重合体、塩素含有樹脂、ポリカーボネートおよび熱可塑性ポリエステルから選ばれる樹脂の層(B層)は、凝集力と柔軟性が足りないために脱落して多量の削粉を生じ、作業環境を汚染してしまうという問題があった。
【特許文献1】特開2007−31559号公報
【特許文献2】特開平2−308876号公報
【特許文献3】特開平5−286086号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、係る従来技術の課題を解決することであり、即ち塗膜密着性、塗膜形成時の作業性、高温時における塗膜の耐久性に優れた水性コーティング剤組成物を提供することであり、さらに詳しくは、各種油脂や気体、水等を封止するために塗工される封止用の水性コーティング剤組成物に関する。
【課題を解決するための手段】
【0009】
本発明は非反応性のエチレン−酢酸ビニル共重合樹脂エマルジョンをバインダ成分として用い、さらに前記バインダ成分に粒径の異なるPTFE樹脂パウダーを組み合わせることにより、組成物の保存性や塗布作業時の作業性、安全性や低環境負荷性を保持しつつ、高い耐久性や強固な塗膜密着性、特に螺着部材に使用した際の封止性といった、コーティング剤として優れた機能を兼ね備えたコーティング剤組成物を実現するに至った。
【0010】
以下、本発明について詳細に説明する。本発明に使用される成分(A)エチレン−酢酸ビニル共重合樹脂エマルジョンは、本発明のコーティング剤組成物における密着性に優れたバインダ成分として働くものであり、本発明の成分(B)粒径の異なるPTFE樹脂パウダー2種以上と組み合わせることにより、コーティング剤として使用した際に優れた塗膜密着性を発揮し、特に螺着部材に使用する際、その優れた凝集力と柔軟性により螺着する際にほとんど脱落することが無く、従って削粉により周辺を汚染することがない。また本発明の構成に含まれる水は、前記(A)と(B)を希釈するために用いられるものであり、当該希釈成分として水を用いることにより環境への付加を著しく低減することができる。
【0011】
ここで該エチレン−酢酸ビニル共重合樹脂エマルジョンは、例えば特開平03−041144に示されるように、ポリビニルアルコールを乳化安定剤とし、エチレン、酢酸ビニル及び酢酸ビニルと共重合可能なビニル化合物より製造されたエチレン−酢酸ビニル共重合樹脂エマルジョンなどを使用することができるが、特にこの製法に限定されるものではない。なお本発明のコーティング剤組成物は、成分(A)と後述の成分(B)の合計100重量部に対して、水を35〜80重量部、好ましくは40〜60重量部含有するものである。また、成分(A)の固形分と成分(B)の重量比は、(A)/(B)=0.03〜0.40であることが好ましく、さらには(A)/(B)=0.10〜0.25であることがより好ましい。また、成分(A)の粘度は、JIS K 7117(BL型粘度計、60rpm1分間25℃)に基づく粘度測定において1000〜5500mPa・sの範囲にあることが好ましく、さらに望ましくは2000〜4000mPa・sの範囲であることが好ましい。成分(A)は高伸張率なものが望ましいため、成分(A)の固化成型体の伸び率は500%以上であることが好ましく、より望ましくは660%以上であることが好ましい。加えて本発明のコーティング剤組成物は、高温時の塗膜安定性確保のため高耐熱性が要求される上、室温での使用もあることから、物性の変曲点の目安であるガラス転移温度(Tg)が室温から高温の範囲に無いことが望ましい。望ましくはTg<40℃であり、さらに望ましくはTg<0℃である。また、良好な塗膜密着性を確保するには、成分(A)のエチレン−酢酸ビニル共重合体中におけるエチレンの存在比率が高いものが特に好ましいが、本発明においては必ずしもこの限りではない。
【0012】
成分(A)の固形分と成分(B)の重量比(A)/(B)が0.03より小さい場合、成分(A)は成分(B)に対して少量すぎるためバインダとしての機能を十分に発揮できず、塗膜密着性に問題が生じる。他方、(A)/(B)が0.40より大きい場合、成分(B)が均等に分散することが困難となり、塗膜が不均一となって寄りと呼ばれる塗膜ムラが発生してしまう。成分(A)の粘度が1000mPa・s未満である場合、本発明コーティング剤組成物を用いる際、保持性を有しないため被着体から流出していまい均質な塗膜を形成することができず、また自動塗布装置を用いて螺着部材に塗布する際、螺着部材が筒状体である場合にコーティング剤が流出してしまう。他方、5500mPa・s以上である場合には粘度が高過ぎるため、例えば自動塗布装置を用いて螺着部材に塗布する際に均質な塗膜を形成できないといった、作業性に問題が生じることがある。本発明のコーティング剤組成物は鉄−アルミ等の異材質間の線膨張に追従できるような柔軟性が必要であり、配合するバインダには、高伸張率なものが選ばれる。成分(A)の伸び率が500%未満である場合、本発明のコーティング剤組成物により被覆されたネジなどの螺着部材を螺着した際、特に螺着部材がアルミ製の雌ねじと鉄製の雄ねじ等といった異材質の組み合わせである場合、熱が加わり各基材間の線膨張差が大きくなったときに各基材の変位に追従できず、その結果該螺着部材における封止性能が低下してしまう。
【0013】
本発明に使用される成分(B)粒径の異なるPTFE樹脂パウダー2種以上は、本発明のコーティング剤組成物における塗膜強度維持成分として働くものであり、特に塗膜に耐熱性を付与する上で重要な成分である。本発明においては、異なる粒径のPTFE樹脂パウダーを2種以上組み合わせることにより、コーティング剤組成物液中で均一に分散され、かつ塗膜中で高密度に充填されうる。本発明のコーティング剤組成物において、PTFE樹脂パウダーは成分(A)を含む組成物液中で粒径が同じ、特に20μm以下の小さい粒子のみであると著しく凝集し易いため、粒径の異なる複数のPTFE樹脂パウダー、特に粒径が2〜20μmのものと20〜100μmのものを組み合わせて用いることに本発明の特徴がある。前記粒径範囲のPTFE樹脂パウダーの組み合わせを用いることで、これらの樹脂パウダー同士が凝集することを防ぎ、これらを組成物液中で均一に分散させうるものとなる。また組成物液中での性質を引き継いで、塗膜中でもPTFE樹脂パウダーの分布に偏りがなく均等、高密度に充填され、その結果優れた塗膜強度を発揮することができるものである。
【0014】
ここで該PTFE樹脂パウダーの特に好ましい平均粒径としては、(b−1)2〜20μmの範囲にある小粒径のものと、(b−2)20〜100μmの範囲にある大粒径のものを少なくとも含むものであり、さらに望ましくは(b−1)3〜8μmの範囲にあるものと、(b−2)25〜70μmの範囲にあるものを少なくとも含むものである。上記の範囲より(b−1)と(b−2)の粒径差が小さいと、組成物液中でそれぞれのPTFE樹脂パウダーが凝集してしまい、均一な塗膜を形成することができず、したがって良好な塗膜強度を発現することはできない。粒径差が上記の範囲より大きいと、大粒径のものが小粒径のものの凝集を妨げる機能を果たせず、従って前記同様に良好な塗膜強度を発現することができない。また、(b−2)の粒径が上記範囲より大きい場合、螺着部材に塗布して塗膜を形成し螺着部を封止するという使い方をする際に、螺着時の螺着作用によって塗膜が脱落しやすくなってしまい、削粉が発生して作業環境を汚染してしまうという問題が生じる。さらに(b−1)の粒径が上記範囲より小さい場合、組成物の粘度が増大してしまい、作業性が低下する要因となりうる。これは(b−1)が組成物液中で成分(A)と物理的に結合することに起因するためであると考えられる。
【0015】
本発明に好適に用いることのできる(b−1)小粒径PTFE樹脂パウダーは、放射線熱分解法、熱分解法、乳化重合法、懸濁重合法などによって製造される分子量1000〜100万のポリテトラフルオロエチレンを造粒した粉末が典型的であるが、特に前記のものに限定されるものではない。市販品としては例えばルブロンL5、ルブロンL5F(以上、ダイキン工業社製品)、TLP−10、TLP−10F−1(以上、三井デュポンフロロケミカル社製品)、フルオンL169、フルオンL170、フルオンL171、フルオンL173J(以上、旭硝子社製品)、KTL−20N、KTL−10N、KTL−8N、KTL−4N、KTL−2N、KTL−450、KT−600M、KTL−610、KTL−620(以上、喜多村社製品)などが挙げられる。
【0016】
本発明に好適に用いることのできる(b−2)大粒径PTFE樹脂パウダーは、主に懸濁重合や乳化重合などで重合させたポリテトラフルオロエチレンを粉末にしたものであり、分子量は100万〜1000万程度のものであるが、特にこの範囲に限定されるものではない。市販品としては例えばポリフロンM12、ポリフロンM15、(以上、ダイキン工業社製品)テフロン6J、テフロン62XT、テフロン6CJ(以上、三井デュポンフロロケミカル社製品)、フルオンG163、フルオンG190、フルオン307、フルオンG340、フルオンG201、フルオンCD1、フルオンCD123、フルオンCD076(以上、旭硝子社製品)、KT−300M、KT−400M(以上、喜多村社製品)などが挙げられる。
【0017】
さらに本発明において、成分(B)中における(b−1)と(b−2)の重量比は、(b−1):(b−2)=5〜35:95〜65であることが好ましく、より望ましくは(b−1):(b−2)=10〜30:90〜70である。成分(B)中の(b−1)の重量比が5/100より小さい場合、及び35/100より大きい場合には、それぞれ(b−1)、(b−2)ともに本発明のコーティング剤組成物中で均一に分散し辛く、組成物液中で凝集を生じる結果塗膜に寄りを発生してしまったり、また粘度が上がりすぎることにより作業性が低下してしまうなどの問題が生じる可能性がある。
【0018】
本発明においては、前記成分(A)、(B)の合計重量100重量部に対し、さらに成分(C)ポリアクリル酸ナトリウムを0.0005〜1.0重量部、より望ましくは0.001〜0.1重量部含むという構成を取ることができる。本発明において成分(C)は、塗膜の粘弾性調整剤として機能するものであり、塗膜形成時において平滑で均一な塗膜を形成するのに寄与する成分である。特に本発明のコーティング剤組成物を自動塗布装置を用いてネジなどの螺着部材に塗布する際、自動塗布装置では一定の回転数で螺着部材を水平状態で回しながらコーティング剤組成物を塗布し、回転したまま乾燥炉へ導入され乾燥が行われるため、ネジの螺旋によってコーティング組成物がネジの先端あるいは頭の方向へ寄る現象が見られる。自動塗布装置の回転を止めてしまうと直ちに垂れが始まるため、回転を止めずに塗布を行うことができないが、成分(C)を添加することでこの現象を抑制することができる。本発明において、成分(A),(B)の組み合わせに対して成分(C)を加えると、特に自動塗布装置での塗布工程において有用である。
【0019】
本発明において使用することのできる成分(C)としては、平均分子量が10万〜1000万、より望ましくは50万〜500万の範囲にあるポリアクリル酸ナトリウムが望ましい。本発明における成分(C)の役割は、前述の通り粘弾性調整剤であるが、本発明中の主要成分である成分(A)と成分(B)の組み合わせに対し、特に有効に機能する粘弾性調整剤がポリアクリル酸ナトリウムである。また、その添加量は成分(A)、(B)の合計100重量部に対し、成分(C)が0.0005〜1.0重量部の範囲であることが好ましく、より望ましくは0.01〜0.5の範囲であることが好ましい。成分(C)の前記添加量が0.0005重量部より小さいと、粘弾性調整効果が足りず、螺着部に塗布した際ネジ山を被覆することのできる均一な塗膜を形成することができない。他方、成分(C)の前記添加量が1.0重量部より大きい場合、粘弾性調整効果が大きくなり過ぎ、浸透性や塗布時の流動性が低減してしまうため、塗布作業性が低下してしまう。また組成物液の粘度も高くなり、組成物液のハンドリング性、吐出性が低下してしまう。市販品としては例えば、SNシックナー618、SNシックナーA−818(以上、サンノプコ社製品)、アロンA−20L(東亞合成社製品)などが挙げられる。
【0020】
本発明の水性コーティング剤組成物は、上述の成分(A)、(B)、場合により(C)をその主要な構成成分とするが、必要に応じてその他の成分を添加することができる。例えば、pH調整剤、防錆剤、消泡剤、体質顔料、安定剤、着色剤、密着性付与剤、老化防止剤、分散助剤、造膜助剤、沈降防止剤など本発明の機能を妨げない範囲で必要量添加し、適切な物性に調製することができる。特に消泡剤あるいは分散剤を添加することで、組成物液を塗布する際に均質な塗膜を得ることができる。前記消泡・分散剤としては、シリコーン系界面活性剤であるBYK−019、BYK−020,BYK−023,BYK−024,BYK−065、BYK−066、BYK−067,BYK−070、BYK−088,BYK−080A(全てビックケミー社製品)を1種以上用いることが好ましい 。
【0021】
本発明の水性コーティング剤組成物の好ましい使用態様としては、部材表面に前記水性コーティング剤組成物を塗布し硬化塗膜を形成させ、該部材を被覆処理するという態様である。特に摩擦面等における耐摩擦性、密着性を要求される部材への適用が好適である。本発明は、前記水性コーティング剤組成物により表面が被覆処理された部材にも関する。
【0022】
本発明の被覆処理された前記部材における最も好ましい態様は、螺着部材の封止である。とくにネジに塗布することにより、耐摩擦性、密着性に優れた塗膜を形成し、螺着により該塗膜は剥がれ落ちることがなく、螺着面を長期にわたって強固に封止するため、プレコート型のネジ封止剤として有用である。
【0023】
ネジ以外の螺着部材としては、例えば螺着面を有するニップル、ソケット、プラグ、エルボ等のネジ継手などが挙げられるが、特にこれらに限られるものではない。
【発明の効果】
【0024】
本発明の水性コーティング剤組成物は、優れた塗膜密着性、塗膜形成時の作業性、高温時における塗膜の耐久性などを有しており、さらに該水性コーティング剤組成物の被着体として螺着部材を用いた場合には、油脂類を効果的に封止することのできるため、プレコート型のネジ封止剤として特に有用である。
【発明を実施するための最良の形態】
【0025】
以下、本発明の水性コーティング剤組成物を以下の実施例に基づいてさらに具体的に説明するが、これら実施例は本発明の理解を助けるためのものであり、本発明の範囲が係る実施例によって限定されるものではない。
【0026】
(製造例1〜10)
水性コーティング剤組成物の作製
実施例及び比較例にて使用した水性コーティング剤組成物は以下の成分を用い調製した。
【0027】
[成分(A)]
・スミカフレックス410HQ(エチレン−酢酸ビニル共重合樹脂エマルジョン、Tg−18℃、粘度3000mPa・s、伸び700%、固形分53%、住化ケムテックス社製品、以下「410HQ」という)
・スミカフレックス408HQE(エチレン−酢酸ビニル共重合樹脂エマルジョン、Tg0℃、粘度800mPa・s、伸び650%、固形分50%、住化ケムテックス社製品、以下「408HQE」という)
・ポリゾールEVA EL−851(エチレン−酢酸ビニル共重合樹脂エマルジョン、Tg0℃、粘度10,000mPa・s、伸び1200%、固形分50%、昭和高分子社製品、以下「EL−851」という)
・ポリゾールAP−6750(スチレン・アクリル合成樹脂エマルジョン、Tg36℃、粘度4000mPa・s、伸び150%、固形分45%、昭和高分子社製品、以下「AP−6750」という)
・VONCOAT4280(スチレン・アクリル合成樹脂エマルジョン、Tg20℃、粘度500mPa・s、伸び450%、固形分40%、大日本インキ化学工業社製品、以下「4280」という)
【0028】
[成分(B)]
・ルブロンL−5F(平均粒径5μmのPTFEパウダー、ダイキン工業社製品、以下「L−5F」という)
・KTL−450(平均粒径19μmのPTFEパウダー、喜多村社製品)
・KT−300M(平均粒径40μmのPTFEパウダー、喜多村社製品)
・ルブロンL−2(平均粒径0.3μmのPTFEパウダー、ダイキン工業社製品、以下「L−2」という)
・テフロン850A(平均粒径350μmのPTFEパウダー、三井・デュポンフロロケミカル社製品、以下「850A」という)
・トレフィルR−900(平均粒径20μmのシリコーン樹脂パウダー、東レ・ダウコーニングシリコーン社製品、以下「R−900」という)
・PPW−5(平均粒径5μmのポリプロピレンパウダー、セイシン企業社製品)
・SK−PE−20L(平均粒径20μmのポリエチレンパウダー、セイシン企業社製品)
【0029】
[成分(C)]
・SNシックナーA−818(平均分子量140万のポリアクリル酸ナトリウム、サンノプコ社製品、以下「A−818」という)
・ジュリマーAC−70N(平均分子量10000のポリアクリル酸ナトリウム、日本純薬社製品、以下「AC−70N」という)
・アロンA−20L(平均分子量50万のポリアクリル酸、東亞合成社製品、以下「A−20L」という)
・アロンA−7155(平均分子量50万のポリカルボン酸ナトリウム、東亞合成社製品、以下「A−7155」という)
・アロンA−7185(平均分子量50万のポリスルホン酸ナトリウム、東亞合成社製品、以下「A−7185」という)
【0030】
[その他の添加成分]
造膜助剤
・ソルフィット(3−メトキシ−3−メチル−1−ブタノール、クラレ社製品)
・PhFG(プロピレングリコールモノメチルエーテルアセテート、日本乳化剤社製品)
消泡剤
・BYK−019(シリコーン系界面活性剤、ビックケミー社製品、以下「019」という)
・BYK−024(シリコーン系界面活性剤、ビックケミー社製品、以下「024」という)
湿潤分散剤
・SILWET L−77(ポリエーテル変性シリコーン系界面活性剤、モメンティブ社製品、以下「L−77」という)
本発明の水性コーティング剤組成物は、上記の各成分を用いて表1、表2の処方により調製した。なお、表1に記載の数値はそれぞれ添加した重量部を示す。
【0031】
【表1】

【0032】
【表2】
【0033】
(実施例1〜10、比較例1〜9)
水性コーティング剤組成物の特性評価方法
・液性状評価方法;製造例及び比較製造例にて製造した各組成物について、初期粘度と初期の液性状変化について評価を行った。初期粘度は、各組成物を製造後10分間放置した後攪拌棒で攪拌を行い、JIS K 7117(BL型粘度計、60rpm1分間25℃)にて規定される粘度測定法に従いそれぞれ測定を行った。初期の液性状変化は、製造直後及び製造後10分間放置した各組成物について、攪拌棒で攪拌を行いそれぞれの液性状の変化を確認した。初期の液性状変化の評価としては、製造直後、10分後ともにほとんど性状の変化が見られなかったものを◎、ごく僅かに粘りが高まったものについては○、明らかに粘りが高まっているものには△、ゲル化して攪拌できなくなってしまったものは×として評価を行った。
【0034】
・塗膜性状評価方法;製造例及び比較製造例にて製造した各組成物の塗膜を作成し、乾燥後の外観を目視にて確認することにより評価した。なお、塗膜性状評価に用いた塗膜は、JIS G 3141にて規定される鋼板試験片の外周にPP板にて土手を作り、各組成物液を土手の内側に注入して乾燥膜厚が400μmになるよう調整し、これを80℃で30分間放置することにより作成した。目視確認の結果、表面が平滑で割れ、寄り、ピンホ−ル等の発生のないものを◎、ごく僅かに発生が認められるものを○、比較的多く発生が認められるものを△、多量に発生しているものを×として評価した。
【0035】
・塗膜強度評価法方法;製造例及び比較製造例にて製造した各組成物の塗膜強度を、JIS K 5400にて規定される、耐屈曲性試験により評価を行った。塗膜の作成は上記の塗膜性状評価時と同じ方法にて作成し、JIS G 3141にて規定される鋼板に塗布を行った。耐屈曲試験を行った結果、塗膜表面に割れ、剥がれ等が認められなかったものは◎、割れが認められたものは「割」、剥がれが認められたものは「剥」、割れ、剥がれ共に認められたものは×として評価した。
【0036】
・乾燥性評価方法;製造例及び比較製造例にて製造した各組成物の乾燥性を、JIS K 5400にて規定される、乾燥時間試験により評価を行った。塗膜の作成は上記の塗膜性状評価時と同じ方法にて作成し、JIS G 3141にて規定される鋼板に塗布を行い、常温で静置し、指先で軽く触れた時に指先に付着しなくなるまでの時間でもって評価を行った。
【0037】
・装置塗布性評価方法;回転数を制御できる回転体の先端に磁石製の固定部が取り付けられ、回転体の外縁部に液滴供給部が固定されて成る簡易自動塗布装置を用い、前記回転体の回転速度が40回転/minになるよう設定し塗布装置性を評価した。亜鉛メッキクロメート処理されたピッチ:1.5、M10、長さ20mmのボルトの頭部を前記自動塗布装置の固定部に固定し、前記ボルト1個につき製造例及び比較製造例にて製造した各組成物を、それぞれネジ谷部における乾燥膜厚が400μmになるよう調整し、ボルトの先端からボルト頭の方向に16mmの幅で液滴供給部より滴下塗布を行った。塗布後も前記回転速度で1分間回転を続けた。その後、簡易自動塗布装置よりボルトを取り外し、ボルトに付着している各組成物の状況を目視にて確認した。塗布直後と回転終了後の未硬化組成物の付着状況が殆ど変わらないものを◎、ごく僅かに寄り(組成物液のボルトに対する付着の偏り)が見られるものを○、移動後に組成物液を塗布した部分のボルト表面が一部露出しているものを△、ボルト表面の大半が露出しているものを×として評価した。
【0038】
・締付抵抗評価方法;製造例及び比較製造例にて製造した各組成物を、亜鉛メッキクロメート処理されたピッチ:1.5、M10、長さ20mmのボルト1個につきそれぞれ塗膜のネジ谷部における乾燥膜厚が400μmになるよう調整し均一に塗布を行った。これと、同径同ピッチの亜鉛メッキクロメート処理されたナットを、ネジ山1〜2山分締結し、各ボルトの頭を万力により固定した。これらのボルトに仮締結されたナットを、東日製作所社製のトルクレンチにて0.5〜1回転/secの速さで1回転ずつ締結していった。その際、1回転毎の締め付けトルクを測定し、5回転するまでの最大値を持って評価した。
【0039】
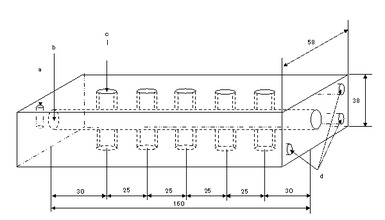
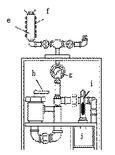
・ガス封止性評価方法;製造例及び比較製造例にて製造した各組成物を、前記装置塗布性評価にて塗布した方法にてボルトに塗布加工を行い、これらのボルトを図1で示したアルミ製封止試験ブロックに10本ずつ組み付け、そのブロックを更に図2で示す封止試験機に組み付けた。前記アルミ製封止試験ブロックに、窒素ガスによる圧力の供給を行い、ガス封止性の評価を行った。封止試験ブロックに加える窒素ガスの圧力は、始めは0.5MPaとし、5分間保持して漏れの有無を確認した。この時点で漏れが発生したものは×とした。さらにその後、圧力を2分毎に段階的に0.2MPaずつ上昇して行き、漏れが発生した時点での圧力を確認した。なお、最終的な圧力は2MPaまでとし、漏れが発生した時点での圧力の値でもって評価を行った。
【0040】
・オイル封止性評価方法;上記のガス封止性評価方法と同様の封止試験ブロック中に、タービン油(ジャパンエナジー社製品、RIXタービン油)を充填し、これを上記のガス封止性評価と同様の封止試験ブロックに組み付け、2分毎に段階的に0.5MPaずつ上昇して行き、最終的に12MPaまで圧力を加えた。その他の試験方法及び評価方法については前記のガス封止性評価に準じる。なお、当該オイル封止性評価においては、封止試験ブロックに充填するオイルの温度を25℃及び170℃に保ち、試験を行った。
【0041】
・塗膜耐油性評価方法;製造例及び比較製造例にて製造した各組成物の塗膜の耐油性を、塗膜性状評価と同様の試験片を作成し、これを100℃に保ったタービン油(ジャパンエナジー社製品、RIXタービン油)に7日間浸漬することにより評価を行った。なお、塗膜の乾燥膜厚は0.5mmになるよう調整して試験片を作成し、前記タービン油に浸漬する前後での重量変化を測定することにより評価を行った。浸漬後の試験片は、軽くエタノールで拭き取り清浄した。浸漬前後での重量変化率が−5〜20%のものを合格として○で表し、−5%未満及び20%を超えるものに関しては×で表した。
【0042】
・耐熱性評価方法;JIS K 7117(BL型粘度計、60rpm1分間25℃)にて規定される粘度測定及び前記のオイル封止性評価にて行った試験方法を用い、40℃にて6日間保存する前後での特性変化を比較評価した。粘度測定においては、製造例及び比較製造例にて製造した各組成物を未硬化の組成物液として保存し、封止性評価においては前記各組成物をボルトに塗布加工した状態で保存を行った。
【0043】
・耐研削性評価方法;製造例及び比較製造例にて製造した各組成物を、締付抵抗評価と同じ方法にてボルトに塗布を行い、このボルトとナットと螺着させることにより試験片を作成した。この試験片より螺着した前記ボルトとナットを取り外し、ボルト表面におけるナット螺着部位より塗膜の残存量を確認した。全くボルト表面より塗膜が殆ど剥離せず残存しているものを◎、ごく僅かに剥離しているものを○、明らかに剥離が見られるものを×として評価を行った。
【0044】
製造例1〜15、比較製造例1〜8により製造した水性コーティング剤組成物の特性を上記方法により評価した。その結果を表2に示す。
【0045】
【表3】
【0046】
【表4】
【産業上の利用可能性】
【0047】
本発明の水性コーティング剤組成物は、塗膜密着性、塗膜形成時の作業性、高温時における塗膜の耐久性、各種薬品、アルカリ、アルコール、油、水、ガス等に対する耐久性に優れており、さらには螺着部材間に塗工した際において、異材質の螺着部材の組み合わせに対しても熱時の各基材への変位追従に優れるため、油脂、ガス、水等を封止するためのプレコート型ネジ封止剤として特に好適に利用することができる。
【図面の簡単な説明】
【0048】
【図1】本発明の水性コーティング剤組成物の封止性評価に用いるアルミ製封止試験ブロックである
【図2】本発明の水性コーティング剤組成物の封止性評価に用いる封止試験機である
【符号の説明】
【0049】
a.温度センサー用孔
b.オイル流入経路(封止試験ブロックに接続)
c.試験ボルト挿入孔
d.熱電対用孔
e.アルミ製封止試験ブロック
f.試験ボルト
g.圧力計
h.減圧弁
i.手動ポンプ
j.オイルタンク
【技術分野】
【0001】
本発明は、金属またはプラスチック等への塗工に用いられる水性コーティング剤、特に塗膜密着性、塗膜形成時の作業性、高温時における塗膜の耐油性に優れた水性コーティング剤組成物に関する。さらに詳しくは、各種油脂や気体、水等を封止するために塗工される封止用水性コーティング剤組成物に関する。
【背景技術】
【0002】
従来より液状の樹脂組成物は塗料、インキ、接着剤、シール剤、コーティング剤など様々な用途に用いられてきた。これらの液状樹脂組成物は、大別して反応性樹脂組成物と非反応性の樹脂組成物とに分類することができる。反応性樹脂組成物はエポキシ樹脂やアクリル樹脂、シリコーン樹脂等の反応性樹脂をバインダ成分とし、任意のタイミングで固化、硬化できるよう各種の硬化剤、架橋剤、反応開始剤、触媒等が加えられている。このため、使途により種々の原料成分を組み合わせることができ、設計の自由度が高いものであった。他方で、バインダ成分の固化、硬化は化学反応によるものであるため、保存性や作業性、安全性や環境負荷等に問題を有していた。
【0003】
非反応性樹脂組成物は、化学反応により固化、硬化するものでない非反応性樹脂をバインダ成分として用い、主に溶剤揮散によりこれが固化することでその機能を発現するというものであった。そのため、一般に保存性や作業性、安全性は良好であるが、固化したものの耐久性や密着性といった機能は反応性樹脂組成物より劣るものであった。
【0004】
液状樹脂組成物の特殊な用途として、ネジ、ボルト、プラグ、ナット等の螺着部材の螺着表面に塗工処理することにより、螺着時に螺着部材を強固に固着し、また螺着部の隙間からオイルやガスといった流体が漏洩することを防ぎ封止するという機能を有する封止用コーティング剤がある。
【0005】
このような封止用コーティング剤、例えば特許文献1の樹脂組成物は、反応性樹脂を硬化させるための成分をマイクロカプセル化し、勘合や螺着と言った外力により該マイクロカプセルが破壊されることで反応性樹脂と硬化剤が反応するというものである。反応の結果、樹脂組成物は螺着部または勘合部で硬化し、固着性や封止性を発揮する。しかしながら、この樹脂組成物は反応性樹脂を用いており、マイクロカプセル化されていることで保存性が高められてはいるが長期の保存は困難で、また輸送時などに強い刺激が加えられるとマイクロカプセルが破壊され、保存性低下の要因となりうる。また、マイクロカプセルの性質上、水性化が困難であるため安全性や環境負荷の点で問題を抱えていた。
【0006】
上記の問題を解決するための樹脂組成物として、特許文献2にはバインダとしてアクリル官能性単量体のエマルジョンと、硬化剤としてカプセル化された有機過酸化物を用いたネジの弛み止め接着剤が提案されている。しかしながら、これら従来から知られているマイクロカプセル型接着剤の内、反応性主剤と反応開始剤(硬化剤)をそれぞれマイクロカプセル化したタイプは接着剤としての保存安定性に優れているものの、マイクロカプセルを多量に使用するためコスト的に問題があり、また使用できる反応性主剤の量が制限されるため、接着力そのものが不十分であった。また、耐油性に関しても十分なものではなかった。
【0007】
特許文献3には、熱可塑性フッ素樹脂組成物と改質エチレン−酢酸ビニル共重合体よりなる層とエチレン共重合体、塩素含有樹脂、ポリカーボネートおよび熱可塑性ポリエステルから選ばれる樹脂の層とからなる接着性や耐熱性に優れた樹脂積層物が記載されている。しかしながら、この樹脂積層物では被着体に2種の異なる樹脂組成物による積層構造を形成する必要があるため、塗工時の作業性に問題がある。また接着性、耐熱性には優れるものの螺着部材に塗布して螺着する場合には、エチレン共重合体、塩素含有樹脂、ポリカーボネートおよび熱可塑性ポリエステルから選ばれる樹脂の層(B層)は、凝集力と柔軟性が足りないために脱落して多量の削粉を生じ、作業環境を汚染してしまうという問題があった。
【特許文献1】特開2007−31559号公報
【特許文献2】特開平2−308876号公報
【特許文献3】特開平5−286086号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、係る従来技術の課題を解決することであり、即ち塗膜密着性、塗膜形成時の作業性、高温時における塗膜の耐久性に優れた水性コーティング剤組成物を提供することであり、さらに詳しくは、各種油脂や気体、水等を封止するために塗工される封止用の水性コーティング剤組成物に関する。
【課題を解決するための手段】
【0009】
本発明は非反応性のエチレン−酢酸ビニル共重合樹脂エマルジョンをバインダ成分として用い、さらに前記バインダ成分に粒径の異なるPTFE樹脂パウダーを組み合わせることにより、組成物の保存性や塗布作業時の作業性、安全性や低環境負荷性を保持しつつ、高い耐久性や強固な塗膜密着性、特に螺着部材に使用した際の封止性といった、コーティング剤として優れた機能を兼ね備えたコーティング剤組成物を実現するに至った。
【0010】
以下、本発明について詳細に説明する。本発明に使用される成分(A)エチレン−酢酸ビニル共重合樹脂エマルジョンは、本発明のコーティング剤組成物における密着性に優れたバインダ成分として働くものであり、本発明の成分(B)粒径の異なるPTFE樹脂パウダー2種以上と組み合わせることにより、コーティング剤として使用した際に優れた塗膜密着性を発揮し、特に螺着部材に使用する際、その優れた凝集力と柔軟性により螺着する際にほとんど脱落することが無く、従って削粉により周辺を汚染することがない。また本発明の構成に含まれる水は、前記(A)と(B)を希釈するために用いられるものであり、当該希釈成分として水を用いることにより環境への付加を著しく低減することができる。
【0011】
ここで該エチレン−酢酸ビニル共重合樹脂エマルジョンは、例えば特開平03−041144に示されるように、ポリビニルアルコールを乳化安定剤とし、エチレン、酢酸ビニル及び酢酸ビニルと共重合可能なビニル化合物より製造されたエチレン−酢酸ビニル共重合樹脂エマルジョンなどを使用することができるが、特にこの製法に限定されるものではない。なお本発明のコーティング剤組成物は、成分(A)と後述の成分(B)の合計100重量部に対して、水を35〜80重量部、好ましくは40〜60重量部含有するものである。また、成分(A)の固形分と成分(B)の重量比は、(A)/(B)=0.03〜0.40であることが好ましく、さらには(A)/(B)=0.10〜0.25であることがより好ましい。また、成分(A)の粘度は、JIS K 7117(BL型粘度計、60rpm1分間25℃)に基づく粘度測定において1000〜5500mPa・sの範囲にあることが好ましく、さらに望ましくは2000〜4000mPa・sの範囲であることが好ましい。成分(A)は高伸張率なものが望ましいため、成分(A)の固化成型体の伸び率は500%以上であることが好ましく、より望ましくは660%以上であることが好ましい。加えて本発明のコーティング剤組成物は、高温時の塗膜安定性確保のため高耐熱性が要求される上、室温での使用もあることから、物性の変曲点の目安であるガラス転移温度(Tg)が室温から高温の範囲に無いことが望ましい。望ましくはTg<40℃であり、さらに望ましくはTg<0℃である。また、良好な塗膜密着性を確保するには、成分(A)のエチレン−酢酸ビニル共重合体中におけるエチレンの存在比率が高いものが特に好ましいが、本発明においては必ずしもこの限りではない。
【0012】
成分(A)の固形分と成分(B)の重量比(A)/(B)が0.03より小さい場合、成分(A)は成分(B)に対して少量すぎるためバインダとしての機能を十分に発揮できず、塗膜密着性に問題が生じる。他方、(A)/(B)が0.40より大きい場合、成分(B)が均等に分散することが困難となり、塗膜が不均一となって寄りと呼ばれる塗膜ムラが発生してしまう。成分(A)の粘度が1000mPa・s未満である場合、本発明コーティング剤組成物を用いる際、保持性を有しないため被着体から流出していまい均質な塗膜を形成することができず、また自動塗布装置を用いて螺着部材に塗布する際、螺着部材が筒状体である場合にコーティング剤が流出してしまう。他方、5500mPa・s以上である場合には粘度が高過ぎるため、例えば自動塗布装置を用いて螺着部材に塗布する際に均質な塗膜を形成できないといった、作業性に問題が生じることがある。本発明のコーティング剤組成物は鉄−アルミ等の異材質間の線膨張に追従できるような柔軟性が必要であり、配合するバインダには、高伸張率なものが選ばれる。成分(A)の伸び率が500%未満である場合、本発明のコーティング剤組成物により被覆されたネジなどの螺着部材を螺着した際、特に螺着部材がアルミ製の雌ねじと鉄製の雄ねじ等といった異材質の組み合わせである場合、熱が加わり各基材間の線膨張差が大きくなったときに各基材の変位に追従できず、その結果該螺着部材における封止性能が低下してしまう。
【0013】
本発明に使用される成分(B)粒径の異なるPTFE樹脂パウダー2種以上は、本発明のコーティング剤組成物における塗膜強度維持成分として働くものであり、特に塗膜に耐熱性を付与する上で重要な成分である。本発明においては、異なる粒径のPTFE樹脂パウダーを2種以上組み合わせることにより、コーティング剤組成物液中で均一に分散され、かつ塗膜中で高密度に充填されうる。本発明のコーティング剤組成物において、PTFE樹脂パウダーは成分(A)を含む組成物液中で粒径が同じ、特に20μm以下の小さい粒子のみであると著しく凝集し易いため、粒径の異なる複数のPTFE樹脂パウダー、特に粒径が2〜20μmのものと20〜100μmのものを組み合わせて用いることに本発明の特徴がある。前記粒径範囲のPTFE樹脂パウダーの組み合わせを用いることで、これらの樹脂パウダー同士が凝集することを防ぎ、これらを組成物液中で均一に分散させうるものとなる。また組成物液中での性質を引き継いで、塗膜中でもPTFE樹脂パウダーの分布に偏りがなく均等、高密度に充填され、その結果優れた塗膜強度を発揮することができるものである。
【0014】
ここで該PTFE樹脂パウダーの特に好ましい平均粒径としては、(b−1)2〜20μmの範囲にある小粒径のものと、(b−2)20〜100μmの範囲にある大粒径のものを少なくとも含むものであり、さらに望ましくは(b−1)3〜8μmの範囲にあるものと、(b−2)25〜70μmの範囲にあるものを少なくとも含むものである。上記の範囲より(b−1)と(b−2)の粒径差が小さいと、組成物液中でそれぞれのPTFE樹脂パウダーが凝集してしまい、均一な塗膜を形成することができず、したがって良好な塗膜強度を発現することはできない。粒径差が上記の範囲より大きいと、大粒径のものが小粒径のものの凝集を妨げる機能を果たせず、従って前記同様に良好な塗膜強度を発現することができない。また、(b−2)の粒径が上記範囲より大きい場合、螺着部材に塗布して塗膜を形成し螺着部を封止するという使い方をする際に、螺着時の螺着作用によって塗膜が脱落しやすくなってしまい、削粉が発生して作業環境を汚染してしまうという問題が生じる。さらに(b−1)の粒径が上記範囲より小さい場合、組成物の粘度が増大してしまい、作業性が低下する要因となりうる。これは(b−1)が組成物液中で成分(A)と物理的に結合することに起因するためであると考えられる。
【0015】
本発明に好適に用いることのできる(b−1)小粒径PTFE樹脂パウダーは、放射線熱分解法、熱分解法、乳化重合法、懸濁重合法などによって製造される分子量1000〜100万のポリテトラフルオロエチレンを造粒した粉末が典型的であるが、特に前記のものに限定されるものではない。市販品としては例えばルブロンL5、ルブロンL5F(以上、ダイキン工業社製品)、TLP−10、TLP−10F−1(以上、三井デュポンフロロケミカル社製品)、フルオンL169、フルオンL170、フルオンL171、フルオンL173J(以上、旭硝子社製品)、KTL−20N、KTL−10N、KTL−8N、KTL−4N、KTL−2N、KTL−450、KT−600M、KTL−610、KTL−620(以上、喜多村社製品)などが挙げられる。
【0016】
本発明に好適に用いることのできる(b−2)大粒径PTFE樹脂パウダーは、主に懸濁重合や乳化重合などで重合させたポリテトラフルオロエチレンを粉末にしたものであり、分子量は100万〜1000万程度のものであるが、特にこの範囲に限定されるものではない。市販品としては例えばポリフロンM12、ポリフロンM15、(以上、ダイキン工業社製品)テフロン6J、テフロン62XT、テフロン6CJ(以上、三井デュポンフロロケミカル社製品)、フルオンG163、フルオンG190、フルオン307、フルオンG340、フルオンG201、フルオンCD1、フルオンCD123、フルオンCD076(以上、旭硝子社製品)、KT−300M、KT−400M(以上、喜多村社製品)などが挙げられる。
【0017】
さらに本発明において、成分(B)中における(b−1)と(b−2)の重量比は、(b−1):(b−2)=5〜35:95〜65であることが好ましく、より望ましくは(b−1):(b−2)=10〜30:90〜70である。成分(B)中の(b−1)の重量比が5/100より小さい場合、及び35/100より大きい場合には、それぞれ(b−1)、(b−2)ともに本発明のコーティング剤組成物中で均一に分散し辛く、組成物液中で凝集を生じる結果塗膜に寄りを発生してしまったり、また粘度が上がりすぎることにより作業性が低下してしまうなどの問題が生じる可能性がある。
【0018】
本発明においては、前記成分(A)、(B)の合計重量100重量部に対し、さらに成分(C)ポリアクリル酸ナトリウムを0.0005〜1.0重量部、より望ましくは0.001〜0.1重量部含むという構成を取ることができる。本発明において成分(C)は、塗膜の粘弾性調整剤として機能するものであり、塗膜形成時において平滑で均一な塗膜を形成するのに寄与する成分である。特に本発明のコーティング剤組成物を自動塗布装置を用いてネジなどの螺着部材に塗布する際、自動塗布装置では一定の回転数で螺着部材を水平状態で回しながらコーティング剤組成物を塗布し、回転したまま乾燥炉へ導入され乾燥が行われるため、ネジの螺旋によってコーティング組成物がネジの先端あるいは頭の方向へ寄る現象が見られる。自動塗布装置の回転を止めてしまうと直ちに垂れが始まるため、回転を止めずに塗布を行うことができないが、成分(C)を添加することでこの現象を抑制することができる。本発明において、成分(A),(B)の組み合わせに対して成分(C)を加えると、特に自動塗布装置での塗布工程において有用である。
【0019】
本発明において使用することのできる成分(C)としては、平均分子量が10万〜1000万、より望ましくは50万〜500万の範囲にあるポリアクリル酸ナトリウムが望ましい。本発明における成分(C)の役割は、前述の通り粘弾性調整剤であるが、本発明中の主要成分である成分(A)と成分(B)の組み合わせに対し、特に有効に機能する粘弾性調整剤がポリアクリル酸ナトリウムである。また、その添加量は成分(A)、(B)の合計100重量部に対し、成分(C)が0.0005〜1.0重量部の範囲であることが好ましく、より望ましくは0.01〜0.5の範囲であることが好ましい。成分(C)の前記添加量が0.0005重量部より小さいと、粘弾性調整効果が足りず、螺着部に塗布した際ネジ山を被覆することのできる均一な塗膜を形成することができない。他方、成分(C)の前記添加量が1.0重量部より大きい場合、粘弾性調整効果が大きくなり過ぎ、浸透性や塗布時の流動性が低減してしまうため、塗布作業性が低下してしまう。また組成物液の粘度も高くなり、組成物液のハンドリング性、吐出性が低下してしまう。市販品としては例えば、SNシックナー618、SNシックナーA−818(以上、サンノプコ社製品)、アロンA−20L(東亞合成社製品)などが挙げられる。
【0020】
本発明の水性コーティング剤組成物は、上述の成分(A)、(B)、場合により(C)をその主要な構成成分とするが、必要に応じてその他の成分を添加することができる。例えば、pH調整剤、防錆剤、消泡剤、体質顔料、安定剤、着色剤、密着性付与剤、老化防止剤、分散助剤、造膜助剤、沈降防止剤など本発明の機能を妨げない範囲で必要量添加し、適切な物性に調製することができる。特に消泡剤あるいは分散剤を添加することで、組成物液を塗布する際に均質な塗膜を得ることができる。前記消泡・分散剤としては、シリコーン系界面活性剤であるBYK−019、BYK−020,BYK−023,BYK−024,BYK−065、BYK−066、BYK−067,BYK−070、BYK−088,BYK−080A(全てビックケミー社製品)を1種以上用いることが好ましい 。
【0021】
本発明の水性コーティング剤組成物の好ましい使用態様としては、部材表面に前記水性コーティング剤組成物を塗布し硬化塗膜を形成させ、該部材を被覆処理するという態様である。特に摩擦面等における耐摩擦性、密着性を要求される部材への適用が好適である。本発明は、前記水性コーティング剤組成物により表面が被覆処理された部材にも関する。
【0022】
本発明の被覆処理された前記部材における最も好ましい態様は、螺着部材の封止である。とくにネジに塗布することにより、耐摩擦性、密着性に優れた塗膜を形成し、螺着により該塗膜は剥がれ落ちることがなく、螺着面を長期にわたって強固に封止するため、プレコート型のネジ封止剤として有用である。
【0023】
ネジ以外の螺着部材としては、例えば螺着面を有するニップル、ソケット、プラグ、エルボ等のネジ継手などが挙げられるが、特にこれらに限られるものではない。
【発明の効果】
【0024】
本発明の水性コーティング剤組成物は、優れた塗膜密着性、塗膜形成時の作業性、高温時における塗膜の耐久性などを有しており、さらに該水性コーティング剤組成物の被着体として螺着部材を用いた場合には、油脂類を効果的に封止することのできるため、プレコート型のネジ封止剤として特に有用である。
【発明を実施するための最良の形態】
【0025】
以下、本発明の水性コーティング剤組成物を以下の実施例に基づいてさらに具体的に説明するが、これら実施例は本発明の理解を助けるためのものであり、本発明の範囲が係る実施例によって限定されるものではない。
【0026】
(製造例1〜10)
水性コーティング剤組成物の作製
実施例及び比較例にて使用した水性コーティング剤組成物は以下の成分を用い調製した。
【0027】
[成分(A)]
・スミカフレックス410HQ(エチレン−酢酸ビニル共重合樹脂エマルジョン、Tg−18℃、粘度3000mPa・s、伸び700%、固形分53%、住化ケムテックス社製品、以下「410HQ」という)
・スミカフレックス408HQE(エチレン−酢酸ビニル共重合樹脂エマルジョン、Tg0℃、粘度800mPa・s、伸び650%、固形分50%、住化ケムテックス社製品、以下「408HQE」という)
・ポリゾールEVA EL−851(エチレン−酢酸ビニル共重合樹脂エマルジョン、Tg0℃、粘度10,000mPa・s、伸び1200%、固形分50%、昭和高分子社製品、以下「EL−851」という)
・ポリゾールAP−6750(スチレン・アクリル合成樹脂エマルジョン、Tg36℃、粘度4000mPa・s、伸び150%、固形分45%、昭和高分子社製品、以下「AP−6750」という)
・VONCOAT4280(スチレン・アクリル合成樹脂エマルジョン、Tg20℃、粘度500mPa・s、伸び450%、固形分40%、大日本インキ化学工業社製品、以下「4280」という)
【0028】
[成分(B)]
・ルブロンL−5F(平均粒径5μmのPTFEパウダー、ダイキン工業社製品、以下「L−5F」という)
・KTL−450(平均粒径19μmのPTFEパウダー、喜多村社製品)
・KT−300M(平均粒径40μmのPTFEパウダー、喜多村社製品)
・ルブロンL−2(平均粒径0.3μmのPTFEパウダー、ダイキン工業社製品、以下「L−2」という)
・テフロン850A(平均粒径350μmのPTFEパウダー、三井・デュポンフロロケミカル社製品、以下「850A」という)
・トレフィルR−900(平均粒径20μmのシリコーン樹脂パウダー、東レ・ダウコーニングシリコーン社製品、以下「R−900」という)
・PPW−5(平均粒径5μmのポリプロピレンパウダー、セイシン企業社製品)
・SK−PE−20L(平均粒径20μmのポリエチレンパウダー、セイシン企業社製品)
【0029】
[成分(C)]
・SNシックナーA−818(平均分子量140万のポリアクリル酸ナトリウム、サンノプコ社製品、以下「A−818」という)
・ジュリマーAC−70N(平均分子量10000のポリアクリル酸ナトリウム、日本純薬社製品、以下「AC−70N」という)
・アロンA−20L(平均分子量50万のポリアクリル酸、東亞合成社製品、以下「A−20L」という)
・アロンA−7155(平均分子量50万のポリカルボン酸ナトリウム、東亞合成社製品、以下「A−7155」という)
・アロンA−7185(平均分子量50万のポリスルホン酸ナトリウム、東亞合成社製品、以下「A−7185」という)
【0030】
[その他の添加成分]
造膜助剤
・ソルフィット(3−メトキシ−3−メチル−1−ブタノール、クラレ社製品)
・PhFG(プロピレングリコールモノメチルエーテルアセテート、日本乳化剤社製品)
消泡剤
・BYK−019(シリコーン系界面活性剤、ビックケミー社製品、以下「019」という)
・BYK−024(シリコーン系界面活性剤、ビックケミー社製品、以下「024」という)
湿潤分散剤
・SILWET L−77(ポリエーテル変性シリコーン系界面活性剤、モメンティブ社製品、以下「L−77」という)
本発明の水性コーティング剤組成物は、上記の各成分を用いて表1、表2の処方により調製した。なお、表1に記載の数値はそれぞれ添加した重量部を示す。
【0031】
【表1】
【0032】
【表2】
【0033】
(実施例1〜10、比較例1〜9)
水性コーティング剤組成物の特性評価方法
・液性状評価方法;製造例及び比較製造例にて製造した各組成物について、初期粘度と初期の液性状変化について評価を行った。初期粘度は、各組成物を製造後10分間放置した後攪拌棒で攪拌を行い、JIS K 7117(BL型粘度計、60rpm1分間25℃)にて規定される粘度測定法に従いそれぞれ測定を行った。初期の液性状変化は、製造直後及び製造後10分間放置した各組成物について、攪拌棒で攪拌を行いそれぞれの液性状の変化を確認した。初期の液性状変化の評価としては、製造直後、10分後ともにほとんど性状の変化が見られなかったものを◎、ごく僅かに粘りが高まったものについては○、明らかに粘りが高まっているものには△、ゲル化して攪拌できなくなってしまったものは×として評価を行った。
【0034】
・塗膜性状評価方法;製造例及び比較製造例にて製造した各組成物の塗膜を作成し、乾燥後の外観を目視にて確認することにより評価した。なお、塗膜性状評価に用いた塗膜は、JIS G 3141にて規定される鋼板試験片の外周にPP板にて土手を作り、各組成物液を土手の内側に注入して乾燥膜厚が400μmになるよう調整し、これを80℃で30分間放置することにより作成した。目視確認の結果、表面が平滑で割れ、寄り、ピンホ−ル等の発生のないものを◎、ごく僅かに発生が認められるものを○、比較的多く発生が認められるものを△、多量に発生しているものを×として評価した。
【0035】
・塗膜強度評価法方法;製造例及び比較製造例にて製造した各組成物の塗膜強度を、JIS K 5400にて規定される、耐屈曲性試験により評価を行った。塗膜の作成は上記の塗膜性状評価時と同じ方法にて作成し、JIS G 3141にて規定される鋼板に塗布を行った。耐屈曲試験を行った結果、塗膜表面に割れ、剥がれ等が認められなかったものは◎、割れが認められたものは「割」、剥がれが認められたものは「剥」、割れ、剥がれ共に認められたものは×として評価した。
【0036】
・乾燥性評価方法;製造例及び比較製造例にて製造した各組成物の乾燥性を、JIS K 5400にて規定される、乾燥時間試験により評価を行った。塗膜の作成は上記の塗膜性状評価時と同じ方法にて作成し、JIS G 3141にて規定される鋼板に塗布を行い、常温で静置し、指先で軽く触れた時に指先に付着しなくなるまでの時間でもって評価を行った。
【0037】
・装置塗布性評価方法;回転数を制御できる回転体の先端に磁石製の固定部が取り付けられ、回転体の外縁部に液滴供給部が固定されて成る簡易自動塗布装置を用い、前記回転体の回転速度が40回転/minになるよう設定し塗布装置性を評価した。亜鉛メッキクロメート処理されたピッチ:1.5、M10、長さ20mmのボルトの頭部を前記自動塗布装置の固定部に固定し、前記ボルト1個につき製造例及び比較製造例にて製造した各組成物を、それぞれネジ谷部における乾燥膜厚が400μmになるよう調整し、ボルトの先端からボルト頭の方向に16mmの幅で液滴供給部より滴下塗布を行った。塗布後も前記回転速度で1分間回転を続けた。その後、簡易自動塗布装置よりボルトを取り外し、ボルトに付着している各組成物の状況を目視にて確認した。塗布直後と回転終了後の未硬化組成物の付着状況が殆ど変わらないものを◎、ごく僅かに寄り(組成物液のボルトに対する付着の偏り)が見られるものを○、移動後に組成物液を塗布した部分のボルト表面が一部露出しているものを△、ボルト表面の大半が露出しているものを×として評価した。
【0038】
・締付抵抗評価方法;製造例及び比較製造例にて製造した各組成物を、亜鉛メッキクロメート処理されたピッチ:1.5、M10、長さ20mmのボルト1個につきそれぞれ塗膜のネジ谷部における乾燥膜厚が400μmになるよう調整し均一に塗布を行った。これと、同径同ピッチの亜鉛メッキクロメート処理されたナットを、ネジ山1〜2山分締結し、各ボルトの頭を万力により固定した。これらのボルトに仮締結されたナットを、東日製作所社製のトルクレンチにて0.5〜1回転/secの速さで1回転ずつ締結していった。その際、1回転毎の締め付けトルクを測定し、5回転するまでの最大値を持って評価した。
【0039】
・ガス封止性評価方法;製造例及び比較製造例にて製造した各組成物を、前記装置塗布性評価にて塗布した方法にてボルトに塗布加工を行い、これらのボルトを図1で示したアルミ製封止試験ブロックに10本ずつ組み付け、そのブロックを更に図2で示す封止試験機に組み付けた。前記アルミ製封止試験ブロックに、窒素ガスによる圧力の供給を行い、ガス封止性の評価を行った。封止試験ブロックに加える窒素ガスの圧力は、始めは0.5MPaとし、5分間保持して漏れの有無を確認した。この時点で漏れが発生したものは×とした。さらにその後、圧力を2分毎に段階的に0.2MPaずつ上昇して行き、漏れが発生した時点での圧力を確認した。なお、最終的な圧力は2MPaまでとし、漏れが発生した時点での圧力の値でもって評価を行った。
【0040】
・オイル封止性評価方法;上記のガス封止性評価方法と同様の封止試験ブロック中に、タービン油(ジャパンエナジー社製品、RIXタービン油)を充填し、これを上記のガス封止性評価と同様の封止試験ブロックに組み付け、2分毎に段階的に0.5MPaずつ上昇して行き、最終的に12MPaまで圧力を加えた。その他の試験方法及び評価方法については前記のガス封止性評価に準じる。なお、当該オイル封止性評価においては、封止試験ブロックに充填するオイルの温度を25℃及び170℃に保ち、試験を行った。
【0041】
・塗膜耐油性評価方法;製造例及び比較製造例にて製造した各組成物の塗膜の耐油性を、塗膜性状評価と同様の試験片を作成し、これを100℃に保ったタービン油(ジャパンエナジー社製品、RIXタービン油)に7日間浸漬することにより評価を行った。なお、塗膜の乾燥膜厚は0.5mmになるよう調整して試験片を作成し、前記タービン油に浸漬する前後での重量変化を測定することにより評価を行った。浸漬後の試験片は、軽くエタノールで拭き取り清浄した。浸漬前後での重量変化率が−5〜20%のものを合格として○で表し、−5%未満及び20%を超えるものに関しては×で表した。
【0042】
・耐熱性評価方法;JIS K 7117(BL型粘度計、60rpm1分間25℃)にて規定される粘度測定及び前記のオイル封止性評価にて行った試験方法を用い、40℃にて6日間保存する前後での特性変化を比較評価した。粘度測定においては、製造例及び比較製造例にて製造した各組成物を未硬化の組成物液として保存し、封止性評価においては前記各組成物をボルトに塗布加工した状態で保存を行った。
【0043】
・耐研削性評価方法;製造例及び比較製造例にて製造した各組成物を、締付抵抗評価と同じ方法にてボルトに塗布を行い、このボルトとナットと螺着させることにより試験片を作成した。この試験片より螺着した前記ボルトとナットを取り外し、ボルト表面におけるナット螺着部位より塗膜の残存量を確認した。全くボルト表面より塗膜が殆ど剥離せず残存しているものを◎、ごく僅かに剥離しているものを○、明らかに剥離が見られるものを×として評価を行った。
【0044】
製造例1〜15、比較製造例1〜8により製造した水性コーティング剤組成物の特性を上記方法により評価した。その結果を表2に示す。
【0045】
【表3】
【0046】
【表4】
【産業上の利用可能性】
【0047】
本発明の水性コーティング剤組成物は、塗膜密着性、塗膜形成時の作業性、高温時における塗膜の耐久性、各種薬品、アルカリ、アルコール、油、水、ガス等に対する耐久性に優れており、さらには螺着部材間に塗工した際において、異材質の螺着部材の組み合わせに対しても熱時の各基材への変位追従に優れるため、油脂、ガス、水等を封止するためのプレコート型ネジ封止剤として特に好適に利用することができる。
【図面の簡単な説明】
【0048】
【図1】本発明の水性コーティング剤組成物の封止性評価に用いるアルミ製封止試験ブロックである
【図2】本発明の水性コーティング剤組成物の封止性評価に用いる封止試験機である
【符号の説明】
【0049】
a.温度センサー用孔
b.オイル流入経路(封止試験ブロックに接続)
c.試験ボルト挿入孔
d.熱電対用孔
e.アルミ製封止試験ブロック
f.試験ボルト
g.圧力計
h.減圧弁
i.手動ポンプ
j.オイルタンク
【特許請求の範囲】
【請求項1】
(A)エチレン−酢酸ビニル共重合樹脂エマルジョン、
(B)粒径の異なるPTFE樹脂パウダー2種以上、
前記(A)及び(B)を主成分とする水性コーティング剤組成物であって、(A)と(B)の合計100重量部に対し、水を35〜80重量部含有することを特徴とする水性コーティング剤組成物。
【請求項2】
前記成分(A)の固形分と成分(B)の重量比が、(A)/(B)=0.03〜0.40である請求項1に記載の水性コーティング剤組成物。
【請求項3】
前記成分(B)が、(b−1)平均粒径2〜20μmであるPTFE樹脂パウダーと、(b−2)平均粒径20〜100μmであるPTFE樹脂パウダーを少なくとも含む請求項1,2に記載の水性コーティング剤組成物。
【請求項4】
前記成分(B)が(b−1)平均粒径2〜20μmであるPTFE樹脂パウダーと(b−2)平均粒径20〜100μmであるPTFE樹脂パウダーよりなり、成分(B)中における(b−1)と(b−2)の重量比が、(b−1):(b−2)=5〜35:95〜65である請求項1,2に記載の水性コーティング剤組成物。
【請求項5】
前記成分(A)、(B)の合計100重量部に対し、さらに(C)ポリアクリル酸ナトリウムを0.0005〜1.0重量部含む請求項1〜4に記載の水性コーティング剤組成物。
【請求項6】
前記成分(A)の粘度が1000〜5500mPa・sである請求項1〜5に記載の水性コーティング剤組成物。
【請求項7】
前記請求項1〜6に記載の水性コーティング剤組成物により表面が被覆処理された部材。
【請求項8】
前記部材が螺着部材である請求項7に記載の部材。
【請求項1】
(A)エチレン−酢酸ビニル共重合樹脂エマルジョン、
(B)粒径の異なるPTFE樹脂パウダー2種以上、
前記(A)及び(B)を主成分とする水性コーティング剤組成物であって、(A)と(B)の合計100重量部に対し、水を35〜80重量部含有することを特徴とする水性コーティング剤組成物。
【請求項2】
前記成分(A)の固形分と成分(B)の重量比が、(A)/(B)=0.03〜0.40である請求項1に記載の水性コーティング剤組成物。
【請求項3】
前記成分(B)が、(b−1)平均粒径2〜20μmであるPTFE樹脂パウダーと、(b−2)平均粒径20〜100μmであるPTFE樹脂パウダーを少なくとも含む請求項1,2に記載の水性コーティング剤組成物。
【請求項4】
前記成分(B)が(b−1)平均粒径2〜20μmであるPTFE樹脂パウダーと(b−2)平均粒径20〜100μmであるPTFE樹脂パウダーよりなり、成分(B)中における(b−1)と(b−2)の重量比が、(b−1):(b−2)=5〜35:95〜65である請求項1,2に記載の水性コーティング剤組成物。
【請求項5】
前記成分(A)、(B)の合計100重量部に対し、さらに(C)ポリアクリル酸ナトリウムを0.0005〜1.0重量部含む請求項1〜4に記載の水性コーティング剤組成物。
【請求項6】
前記成分(A)の粘度が1000〜5500mPa・sである請求項1〜5に記載の水性コーティング剤組成物。
【請求項7】
前記請求項1〜6に記載の水性コーティング剤組成物により表面が被覆処理された部材。
【請求項8】
前記部材が螺着部材である請求項7に記載の部材。
【図1】

【図2】
【図2】
【公開番号】特開2010−106222(P2010−106222A)
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願番号】特願2008−282310(P2008−282310)
【出願日】平成20年10月31日(2008.10.31)
【出願人】(000132404)株式会社スリーボンド (140)
【Fターム(参考)】
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願日】平成20年10月31日(2008.10.31)
【出願人】(000132404)株式会社スリーボンド (140)
【Fターム(参考)】
[ Back to top ]