
水性コーティング組成物及びガラス製品
【課題】熱水や高温の水蒸気処理に付しても傷付き防止機能を維持でき,摩耗・脱落に起因する搬送ラインの汚染を低減でき,さらに超高速充填ラインにも対応可能で,安定なラベリングと易剥離性とを表面に与えることのできる,ガラス用の水性コーティング組成物,及び当該組成物でコーティングしたガラス製品の提供。
【解決手段】塩基の存在下,水中に樹脂(A)と樹脂(B)とを分散した状態で含有させてなる水性コーティング組成物であって,樹脂(A)が,軟化点110℃以上のポリエチレンワックスであり,樹脂(B)が,α−オレフィン/無水マレイン酸共重合体及び該共重合体の部分反応物のうちの少なくとも1種であることを特徴とする水性コーティング組成物,及び当該組成物を表面にコーティングしたガラス製品。
【解決手段】塩基の存在下,水中に樹脂(A)と樹脂(B)とを分散した状態で含有させてなる水性コーティング組成物であって,樹脂(A)が,軟化点110℃以上のポリエチレンワックスであり,樹脂(B)が,α−オレフィン/無水マレイン酸共重合体及び該共重合体の部分反応物のうちの少なくとも1種であることを特徴とする水性コーティング組成物,及び当該組成物を表面にコーティングしたガラス製品。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は,表面処理用水性コーティング組成物,特にガラス製品表面の滑性を増大させて擦り傷等がつき難くするためのガラス表面処理用水性コーティング組成物,及び,該組成物で表面がコーティングされた,耐スクラッチ性,耐摩耗性,滑性,ガラス容器ユーザーの工場におけるラインの汚染低減に優れたガラス製品に関する。特に,本発明は食品メーカーや製薬メーカーの超高速充填ラインにおいて,ガラスびんが殺菌目的で70〜80℃以上の熱水や高温の水蒸気に曝される等の非常に厳しい耐熱性が要求される条件下でも,上記機能を保持できる水性コーティング組成物に関する。
【背景技術】
【0002】
従来,ガラス製品表面の滑性を増大させて擦り傷等がつき難くし,それにより擦り傷等に起因する強度劣化を防止するために,アニオン系界面活性剤,非イオン系界面活性剤,ポリエチレンワックスの水性エマルジョン等を含有するコーティング剤が用いられている。ガラス容器の製造においては,この種のコーティング剤はコールドエンドコーティング剤と呼ばれている。ガラス容器は内容物の充填前に洗浄され,また内容物の殺菌の目的で充填後熱水処理を行うことが多いが,施したコーティングがこのとき脱離するのを防止するには,水に不溶のポリエチレンワックスを水性エマルジョンの形で含有するコールドエンドコーティング剤を使用するのが好ましい。この種のコールドエンドコーティング剤としては,ポリエチレンワックスをアニオン系界面活性剤(高級脂肪酸のカリウム塩)で乳化した組成物が知られている(特許文献1参照)。
【0003】
一方,近年のガラス容器製造ラインや食品メーカーや製薬メーカー等のガラス容器ユーザーにおける充填ラインでは,年々一層の高速化や殺菌条件の高温化が進んでおり,これに伴い,ガラス容器に施されたコールドエンドコーティングの摩耗やガラス容器表面からの摩耗・脱落に起因する搬送ラインの汚染,ガラス容器表面のコーティング剤の軟化や吸水による滑り性悪化の問題が顕在化してきた。
【0004】
これらの課題を解決するため,ポリエチレンワックスとシランカップリング剤を含有するコールドエンドコーティング剤の開発も行われており(特許文献2参照),一定の成果が得られているが,ガラス容器ユーザーでのラインの更なる高速化に伴い,更に磨耗や脱落をし難いコーティングを可能にするコールドエンドコーティング剤が求められている。
【0005】
これに加えて,ガラス容器表面へのラベルの貼付け(ラベリング)については,従来,ラベル易剥離性(リサイクル時ラベルを剥がそうとするときは容易に剥がすことができるという特徴)に重点をおいた改良もなされてきたが,生産ラインが益々高速化するに伴い,易剥離性と共に従来よりも一層安定性に優れたラベリング技術が求められるようになっている。
【0006】
従来,コールドエンドコーティング剤以外に,ガラス容器のコーティング剤として,樹脂(ポリエチレン,ポリプロピレン,ポリスチレン,ポリウレタン,塩化ビニル樹脂,アクリル樹脂,エポキシ樹脂,アイオノマー樹脂)とシランカップリング剤とを含む組成物が刊行物に記載されている(特許文献3,4)。しかしながら,同記載によれば,それらのコーティング剤は最低でも約2〜50μmといった厚い膜を形成するためのコーティング剤であり,また,それらによりびん表面にコーティングを施した場合,その表面滑り角度は20°以上と大きい(すなわち,滑性が悪い)ことが示されている。同文献には,アイオノマー樹脂の例として,炭素数2〜7の低級オレフィンとマレイン酸その他の不飽和カルボン酸との共重合体であって少なくとも一部を中和(アルカリ金属又はアルカリ土類金属で)したもの,その他種々の樹脂が列挙されているものの,コーティング剤の具体例としては,樹脂成分としてポリウレタン樹脂エマルジョン又はメタクリル酸とエチレンとの共重合体(ケミパールS−100(登録商標))を用いたものが記載されているに止まる。
【0007】
また,α−オレフィンと無水マレイン酸との共重合体やその部分エステル体からなる樹脂とシランカップリング剤とを含有させてなる水性コーティング組成物が開発されている(特許文献5)。このコーティング剤を用いることにより,通常の高速ラインにおいてもガラス容器表面からの摩耗・脱落に起因する搬送ラインの汚染を防止できる。しかしながら,近年食品メーカーや製薬メーカーにおいて,毎分1000本以上の充填を行う超高速ラインも使用されるようになり,また殺菌条件の更なる高温化により,上記のような親水性が高く,軟化点がそれほど高くない樹脂を用いた場合,樹脂の軟化や吸水によってラインでの滑りが不十分になり,超高速充填にガラス容器が追従できないという問題が生じている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特公昭42−1758号公報(第3頁右欄ほか)
【特許文献2】特開2002−241145号公報
【特許文献3】特開昭57−165466号公報
【特許文献4】特開昭57−3869号公報
【特許文献5】国際公開第2007/097376号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
このような状況において,本発明の一目的は,ガラス用の水性コーティング組成物であって,(1)これによるコーティング後にガラス容器の洗浄及び内容物の殺菌のために行われる熱水処理に付されてもガラス容器表面の傷付き防止機能を維持でき,また(2)ガラス容器表面のコーティングの摩耗・脱落に起因する搬送ライン,特にコンベアガイドの汚染を低減でき,(3)特に,殺菌目的で70〜80℃以上の熱水や高温の水蒸気等に曝され,かつ毎分1000本以上の充填を行う超高速ラインにおいても,十分な滑り性を維持できるという特徴を有する,ガラス用の水性コーティング組成物を提供することである。
【0010】
本発明の更なる一目的は,上記特徴を有するガラス用の水性コーティング組成物で表面をコーティングしたガラス容器,板ガラスその他のガラス製品を提供することである。
【0011】
本発明の尚も更なる一目的は,上記特徴を有するガラス用の水性コーティング組成物であって,(1)これによりコーティングしたガラス容器表面に安定したラベリングが可能であり,また(2)流通過程でラベルが自然に剥離する虞はないがリサイクル時ラベルを剥がそうとするときは容易に剥がすことができるという特徴(易剥離性)をガラス製品表面に付与する,ガラス用の水性コーティング組成物を提供することである。
【0012】
本発明の尚も更なる一目的は,上記易剥離性を有するガラス用の水性コーティング組成物で表面をコーティングしたガラス容器,板ガラスその他のガラス製品を提供することである。
【課題を解決するための手段】
【0013】
本発明者らは,上記の課題を解決するために研究を重ねた結果,(1)樹脂として,軟化点110℃以上のポリエチレンワックスと,α−オレフィン/無水マレイン酸共重合体及び該共重合体の部分反応物(すなわち,無水マレイン酸モノマー単位の少なくとも一部をアルコール系化合物又はアミンやアミノ酸等と反応させてエステル体,アミド体又はイミド体とすることによりグラフト変性させたもの)のうちの少なくとも1種を併用して水性コーティング組成物とすれば,これでガラス表面を処理したとき,該樹脂を安定してガラス表面に接着させておくことができ,形成された摩擦係数の低い表面が維持され,従ってガラス製品(ガラス容器,板ガラス等)の強度劣化を防止できること,(2)上記水性コーティング組成物をコールドエンドコーティング組成物としてガラス容器の表面に適度に塗布したガラス製品では,ガラス容器製造ラインやユーザーサイド(食品工場等)での,コーティングの摩耗や脱落に起因するコンベアガイド等搬送ラインの汚染が低減できること,(3)殺菌目的で70〜80℃以上の熱水や高温の水蒸気等に曝され,かつ毎分1000本以上の充填を行う超高速ラインにおいても,十分な滑り性を維持できること,(4)更には,デンプン系の糊や合成樹脂製接着剤等を用いたラベルやシール(製品の側面に貼付するもの)等の貼付が確実に行え,流通過程でそれらが自然に剥離する虞はないが,リサイクル時それらを剥がそうとするときは容易に剥がすことができ,また板ガラス等ではシールの貼付が確実に行えるが(例えば,ドアガラス等に使用後に)剥す必要のあるときは容易に剥がせるという性質(易剥離性)と,貼付したラベルが強固に接着するという相反する性質の何れをも,コーティング量の制御によって選択して,ガラス製品の表面に付与できることを見出した。本発明は,これらの知見に基づいて完成されたものである。
【0014】
すなわち本発明は,以下のものを提供する。
1.塩基の存在下,水中に樹脂(A)と樹脂(B)とを分散した状態で含有させてなる水性コーティング組成物であって,樹脂(A)が,軟化点110℃以上のポリエチレンワックスであり,樹脂(B)が,α−オレフィン/無水マレイン酸共重合体及び該共重合体の部分反応物のうちの少なくとも1種であることを特徴とする水性コーティング組成物。
2.樹脂(A)と樹脂(B)の重量混合比が,それらのカリウム塩重量換算で,(A)/(B)=35/65〜80/20である,上記1の水性コーティング組成物。
3.樹脂(A)の酸価が20〜40mg−KOH/gであり,樹脂(B)の酸価が100〜300mg−KOH/gである,上記1又は2の水性コーティング組成物。
4.樹脂(A)の軟化点が130℃以上である,上記1ないし3の何れかの水性コーティング組成物。
5.樹脂(A)の25℃における針入度が0.1mm以下である,上記1ないし4の何れかの水性コーティング組成物。
6.該α−オレフィンの炭素数が10〜50である,上記1ないし5の何れかの水性コーティング組成物。
7.該共重合体の部分反応物が,少なくとも一部の無水マレイン酸モノマー単位においてアルキルエステル化によりグラフト変性されてなるものである,上記1ないし6の何れかの水性コーティング組成物。
8.該アルキルエステル化がモノアルキルエステル化である,上記7の水性コーティング組成物。
9.樹脂(A)及び樹脂(B)の合計濃度が,それらのカリウム塩重量換算で,0.05〜1重量%である,上記1ないし8の何れかの水性コーティング組成物。
10.樹脂(A)の酸価が25〜35mg−KOH/gであり,樹脂(B)の酸価が120〜250mg−KOH/gである,上記1ないし9の何れかの水性コーティング組成物。
11.樹脂(A)と樹脂(B)の重量混合比が,それらのカリウム塩重量換算で,(A)/(B)=40/60〜75/25である,上記1ないし10の何れかの水性コーティング組成物。
12.該α−オレフィンの炭素数が14〜40である,上記1ないし11の何れかの水性コーティング組成物。
13.上記1ないし12の何れかの水性コーティング組成物を表面にコーティングしたことを特徴とするガラス製品。
14.該水性コーティング組成物を表面にコーティングした該ガラス製品が,該表面を,該コーティングより前にホットエンドコーティングしてあるものである,上記13のガラス製品。
15.ガラス容器である,上記13又は14のガラス製品。
16.板ガラスである,上記13のガラス製品。
17.ガラス表面を,表面温度80〜130℃にて上記1ないし12の何れかの水性コーティング組成物と接触させることを特徴とする,ガラス表面処理方法。
【発明の効果】
【0015】
上記の水性コーティング組成物によリ表面処理を施したガラス製品には,その表面に樹脂として所定のポリエチレンワックス〔樹脂(A)〕と所定のα−オレフィン/無水マレイン酸共重合体及び該共重合体の部分反応物のうちの少なくとも1種である樹脂〔樹脂(B)〕が塩の形で共存して接着している。このためガラス表面の摩擦係数がこれらの樹脂の作用で低下し,ガラス表面の傷付き防止効果がそれにより発現し,その結果,ガラスの強度劣化が防止される。また,該水性コーティング組成物により表面処理を施したガラス容器は,その製造ラインやユーザーサイド(食品工場等)でコンベアガイド等の搬送ラインを汚染し難く,殺菌目的で70〜80℃以上の熱水や高温の水蒸気等に曝され,かつ毎分1000本以上の充填を行う超高速ラインにおいても,十分な滑り性を維持できるという際立った特徴を有する。更には,該水性コーティング組成物により表面処理を施したガラス製品には,デンプン系の糊や合成樹脂製接着剤等を用いたラベルやシール(製品の側面に貼付するもの)等の確実な貼付が,超高速ラインであっても行い易く,しかも易剥離性のラベリングを達成するのにも適している。
【図面の簡単な説明】
【0016】
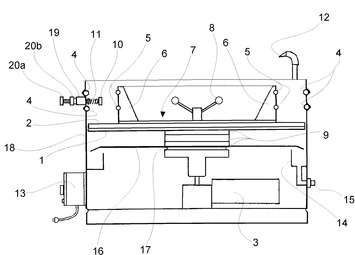
【図1】ラインシミュレーターの側面から見た概要図
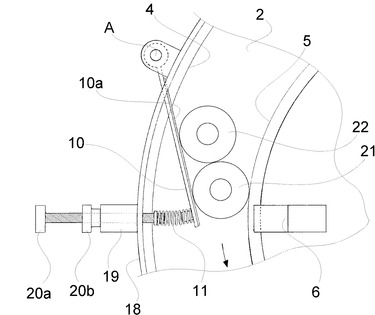
【図2】ラインシミュレーターのゲート付近の構造を示す平面図
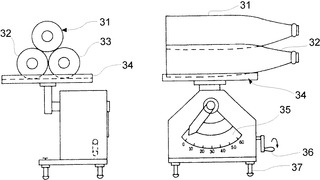
【図3】表面滑り角度測定方法を示す概要図
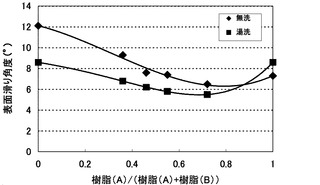
【図4】実施例1〜4及び比較例1〜2でそれぞれ得たガラス容器の無洗浄及び湯洗後の表面滑り角度を示すグラフ
【図5】実施例5,6及び比較例3,4でそれぞれ得たガラス容器のラインシミュレーター試験後の,ガイド部材の典型的な表面状態を示す写真
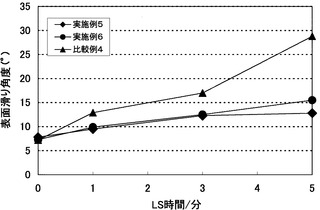
【図6】ラインシミュレーター試験経過時間に伴う実施例5,6及び比較例4のガラス容器の表面滑り角度の変化を示すグラフ
【発明を実施するための形態】
【0017】
本明細書において「ガラス容器」とは,ガラスびん,ガラス製の食器や花瓶等を含む。
【0018】
本発明の水性コーティング組成物において,軟化点が110℃以上のポリエチレンワックス〔樹脂(A)〕は,塩基の存在下において超微粒子状態で安定に分散させることができる。本発明の水性コーティング組成物の調製に用いる際には,樹脂(A)は,塩基の存在下で水中に分散させた,例えば固形分25〜45重量%程度の水分散体としておけばよい。
【0019】
なお,樹脂(A)の軟化点を110℃以上とするのは,軟化点が110℃未満の場合,殺菌目的で70〜80℃以上の熱水や高温の水蒸気等に曝され,かつ毎分1000本以上の充填を行うガラス容器ユーザーの超高速ラインにおいて,コーティングが十分な滑り性を維持できず,ガラス容器がこの充填速度に追従できなくなる虞があるためである。樹脂(A)の軟化点は高温殺菌,超高速充填を考慮すると,130℃以上であることが更に好ましい。
【0020】
本発明の水性コーティング組成物において,α−オレフィン/無水マレイン酸共重合体及び該共重合体の部分反応物のうちの少なくとも1種である樹脂〔樹脂(B)〕は,塩基の存在下において超微粒子状態で安定に分散させることができる。本発明の水性コーティング組成物の調製に用いる際には,樹脂(B)は,塩基の存在下で水中に分散させた,例えば固形分10〜20重量%程度の水分散体としておけばよい。
【0021】
本発明において樹脂(A)と樹脂(B)は,特定の混合比率で,水性コーティング組成物に含有させることが好ましい。
【0022】
本発明の水性コーティング組成物に含有させる樹脂(A)と樹脂(B)の重量混合比は,それらのカリウム塩重量換算で,(A)/(B)=35/65〜80/20であることが好ましい。これは,樹脂(A)と樹脂(B)の合計重量のうち,樹脂(A)の重量割合が35%未満(従って,樹脂(B)の重量割合は65%を超える)であると,70〜80℃以上の熱水や高温の水蒸気等に曝され,かつ毎分1000本以上の充填を行うガラス容器ユーザーの超高速ラインに追従できなくなる虞があり,逆に樹脂(A)の重量割合が80%を超える(従って,樹脂(B)の重量割合は20%未満)と,ガラス表面へのコーティングの接着性が悪化し,充填ラインのコンベアガイドの汚染が酷くなると共に,ガラス容器の強度も劣化する虞がある。
樹脂(A)と樹脂(B)の重量混合比は,高温,超高速充填ラインでの使用,充填ラインの汚染性,ガラス容器の強度維持等を考慮すると,それらのカリウム塩重量換算で,(A)/(B)=40/60〜75/25であることがより好ましく,(A)/(B)=50/50〜75/25であることが更に好ましい。
【0023】
本発明の水性コーティング組成物に含有させる上記樹脂(水に分散前の樹脂そのもの)の酸価は,樹脂(A)については20〜40mg−KOH/g,樹脂(B)については100〜300mg−KOH/gであることが好ましい。
樹脂(A)の酸価が20mg−KOH/g未満であると,水性コーティング組成物中における樹脂(A)の分散安定性が低下すると共に,コーティング表面へのラベルやシールの接着性が不十分となる虞があり,ガラス容器ユーザーにおけるコンベアガイドの汚染が酷くなる虞もある。逆に酸価が40mg−KOH/gを超えると,ラベルやシールの易剥離性が得られなくなる虞がある。
【0024】
樹脂(B)の酸価が100mg−KOH/g未満であると,水性コーティング組成物中における樹脂(B)の分散安定性が低下すると共に,コーティング表面へのラベルやシールの接着性が不十分となる虞がある。逆に酸価が300mg−KOH/gを超えると,コーティングの耐水性が低下すると共に,ラベルやシールの易剥離性が得られなくなる虞がある。また,コーティングの吸水性が増し,ガラス容器ユーザーにおける高温殺菌や,超高速充填ラインでの使用が不可能となる虞がある。
水性コーティング組成物の分散安定性,ラベルやシールの接着性,易剥離性,コーティングの耐水性,高温殺菌,高速充填ラインでの使用,コンベアガイドの汚染低減等を考慮すると,樹脂(A)の酸価は25〜35mg−KOH/gであり,樹脂(B)の酸価は120〜250mg−KOH/gであることがより好ましい。なおここに,「酸価」とは,樹脂1g中に含まれるカルボキシル基を中和するのに要する水酸化カリウムのミリグラム数をいう。
【0025】
また,本発明の水性コーティング組成物に含有させる樹脂(B)(水に分散前の樹脂そのもの)のケン化価は,150〜320mg−KOH/gであることが好ましく,160〜270mg−KOH/gであることがより好ましい。なおここに,「ケン化価」とは,樹脂1gをケン化するに要する水酸化カリウムのミリグラム数をいい,酸価とエステル価の和に相当する。
【0026】
また,本発明の水性コーティング組成物に含有させる樹脂(B)の数平均分子量(GPC法,標準物質:ポリアクリル酸メチル)は,1500〜4000であることが好ましい。数平均分子量が1500未満であると,コーティングの耐摩耗性が低下する虞がある。逆に,4000を超えると当該樹脂の軟化点が高くなり,コーティングしたときのガラス表面への広がりが制限され,表面の摩擦係数を十分に低下させられない虞がある。樹脂は,スプレー等による塗布時のガラス製品表面への付着性を考慮すると,60〜130℃の軟化点(ASTM D127法)を有することが好ましい。
【0027】
また,本発明の水性コーティング組成物に含有させる樹脂(A)の25℃における針入度(ASTM D1321法)は0.1mm(1dmm)以下であることが好ましい。樹脂(A)の針入度が0.1mmを超えると,コーティングの樹脂の硬さが不十分となり,十分小さな摩擦係数を維持できず,70〜80℃以上の熱水や高温の水蒸気等に曝され,かつ毎分1000本以上の充填を行うガラス容器ユーザーの超高速ラインに追従できなくなる虞がある。
高温殺菌,高速充填ラインでの使用を考慮すると,樹脂(A)の針入度は0.05mm(0.5dmm)以下であることがより好ましい。
【0028】
また,本発明の水性コーティング組成物に含有させる樹脂(B)の構成モノマーであるα−オレフィンの炭素数は,10〜50であることが好ましい。これは,炭素数が10未満では,コーティング表面の摩擦係数が高くなり,ガラス表面への傷付き防止効果が低下する虞があり,炭素数が50を超える場合は,水への分散性が低下すると共に表面自由エネルギーが低くなりすぎ,ラベルやシールが貼付できなくなる虞があるためである。表面の摩擦係数,分散性,ラベリング適性等を考慮すると,α−オレフィンの炭素数は14〜40であることがより好ましく,18〜34であることが特に好ましい。α−オレフィンは単独で用いても良いが,2種以上の混合物を用いることもできる。α−オレフィンと無水マレイン酸及び/又は無水マレイン酸部分反応物との共重合方法は無溶剤で行ってもまた溶剤を併用して行ってもよく,ラジカル重合法等,常法に従って行うことができる。
【0029】
本発明の水性コーティング組成物において,α−オレフィン/無水マレイン酸共重合体の部分反応物としては,α−オレフィン/無水マレイン酸共重合体の無水マレイン酸モノマー単位の少なくとも一部を,アルコール系化合物又はアミンやアミノ酸等と反応させてエステル体,アミド体又はイミド体とすることによりグラフト変性させたものが挙げられる。酸価を制御する上で,アルコール系化合物との反応物であるエステル体とすることが好ましい。すなわち,無水マレイン酸由来の構成単位としてマレイン酸モノアルキルエステル又はジアルキルエステルを有するものが好ましく,モノアルキルエステルをジアルキルエステルより多く含むものがより好ましい。実質的にモノアルキルエステルを主体としジアルキルエステルを実質的に含まないものであってもよい。ここにアルコール系化合物としては特に制限はないが,好ましい例として炭素数1〜20,より好ましくは炭素数1〜16,特に好ましくは炭素数1〜8のアルコールを挙げることができる。具体例としては,メタノール,エタノール,1−プロパノール,2−プロパノール,1−ブタノール,2−ブタノール,tert−ブチルアルコール,ペンタノール,ヘキサノール,ヘプタノール,オクタノール,並びに,より炭素数の多いアルコール,例えばデシルアルコール,ラウリルアルコール,ミリスチルアルコール,セチルアルコール等が挙げられる。なお,エステル化等の変性方法としては,無水マレイン酸がモノマーのうちにアルコール系化合物等を反応させ,その後重合させて所望の樹脂としてもよいし,重合してからグラフト変性してもよい。
なお,アルキル側鎖にカルボキシル基を別途導入する等の方法で,酸価を増大させてもよい。
【0030】
本発明の水性コーティング組成物において,樹脂(A)を塩基の存在下,水に均一に分散させるために,ポリオキシエチレン鎖を構造中に有する非イオン界面活性剤を含有させることができる。そのような非イオン界面活性剤としては,ポリオキシエチレン鎖を構造中に有する以外に特に制限はなく,例えば,多価アルコールエステルエチレンオキシド付加物,ポリエチレングリコールモノエステル,ポリエチレングリコールジエステル,高級アルコールエチレンオキシド付加物,アルキルフェノールエチレンオキシド付加物等が挙げられる。
【0031】
一方,本発明の水性コーティング組成物において,樹脂(B)は,塩基の存在下,該樹脂以外の界面活性剤を添加せずに水中に分散させることができる。上記範囲の酸価及び分子量を有する樹脂であれば,分散させるのに別途界面活性剤を添加することは不要である。本発明の水性コーティング組成物において,樹脂(B)を分散させるための界面活性剤を含有させないことにより,全体としての界面活性剤量を低減することができる。その結果,コーティングの表面状態が洗びんやパストライザーによる熱水殺菌処理の条件に依存し難くなるため,ラベリングや易剥離性が安定する。また,洗びん後の水の泡立ち防止にも有利である。
【0032】
樹脂の分散に際して用いられる塩基の種類に特に制限はないが,アンモニア,トリエチルアミン,トリエタノールアミン,N,N−ジメチルアミノエタノール,N,N−ジエチルアミノエタノール,NaOH,KOH等が好ましいものの代表例として挙げられる。
【0033】
本発明の水性コーティング組成物中の樹脂(A),(B)の合計濃度は,それらのカリウム塩重量換算で,0.05〜1重量%であることが好ましい。これは,合計濃度が0.05重量%未満では,十分な滑性が得られなくなる虞があると共にガラス表面の露出割合が増大し,ラベルやシールの易剥離性が達成できなくなる虞があり,逆に合計濃度が1重量%を超えると,ガラス表面が若干不透明になり,外観が悪化する虞があるほか経済性も悪く,更に,コンベアガイドの汚染の問題も顕在化する虞があり,加えて,ラベルやシールが流通過程で剥離する虞もあるためである。ガラス表面への傷付き防止,ラベルやシールの適度の接着力,外観,コンベアガイドの汚染等を考慮すると,上記合計濃度は,0.07〜0.5重量%であることがより好ましい。
【0034】
本発明の水性コーティング組成物には,ラベル易剥離性をより確実にする等,目的によってはシランカップリング剤を含ませることができる。シランカップリング剤としては,アミノ基を有するものが好ましい。シランカップリング剤は,一般式,RnSiX4−n(nは1,2又は3。nが2または3の場合,Rは全て同一でも異なっていてもよい)で表され,有機物及び無機物の双方に親和性を有する化合物として種々の用途に用いられている化合物であり,多種のものが市販されている。該一般式中Xは,加水分解性の基であり,例えば,アルコキシ基,アセトキシ基,オキシム基,エノキシ基又はイソシアナート基等が挙げられる。またRは,Siに直接に結合した炭素原子を有する種々の有機基であり,例えば,置換されていてよいアルキル基,置換されていてよいアルケニル基等や,炭素以外の原子例えば酸素,窒素等を介して2個以上の,置換されていてよいアルキル基や置換されていてよいアルケニル基等が連結したものが挙げられる。シランカップリング剤が有する置換基としては種々のものが知られている。それら種々のシランカップリング剤のうち,本発明においては,置換基としてアミノ基を有するものを用いることが特に好ましい。シランカップリング剤RnSiX4−nは,その分子中の基Xが水中で加水分解を受け,徐々に又は速やかに基OHに変換される性質を有する。本発明において,「アミノ基を有するシランカップリング剤」というときは,RnSiX4−nの形のもの及び,また部分的に若しくは完全に加水分解が進行したもの,それが一部縮重合したもの全てを包含する。
【0035】
アミノ基を有するシランカップリング剤は,樹脂(A)及び樹脂(B)をガラス表面に強固に接着させるのに極めて有効であることが本発明者らによって見出された。本発明において用いられるアミノ基を有するシランカップリング剤としては特に制限はないが,例として,γ−アミノプロピルトリエトキシシラン,γ−アミノプロピルトリメトキシシラン,N−β−アミノエチル−γ−アミノプロピルトリメトキシシラン,N−β−アミノエチル−γ−アミノプロピルトリエトキシシラン,N−β−アミノエチル−γ−アミノプロピルメチルジメトキシシラン等を挙げることができる。
【0036】
本発明の水性コーティング組成物中のシランカップリング剤濃度は,0.01〜1重量%であることが好ましく,0.05〜0.5重量%であることがより好ましい。シランカップリング剤濃度が0.01重量%未満では,樹脂(A)及び樹脂(B)のガラス表面への接着強度が弱まって,コーティングの耐久性が低下する虞がある。他方,シランカップリング剤濃度を,1重量%を超えて高めても効果は変わらず,経済的でない。
【0037】
本明細書において,「水性コーティング組成物」は,水を主たる媒質とする組成物を意味しており,その限りにおいて,水と混和性の他の媒質が共存することを排除しない。
【0038】
また,本発明の水性コーティング組成物によりガラス製品にコーティングを行うには,ガラス容器や板ガラス等のガラス製品の外表面に,熱時に該水性組成物を接触させればよい。これは,例えば該組成物を単に吹き付けるだけでよいが,これに限定されず,他の方法によってもよい。作業効率及びコーティングの付着効率等を考慮すれば,外表面温度は通常約80〜約130℃の範囲とするのが好ましく,約90〜約120℃の範囲とするのがより好ましい。
【0039】
なお,ガラス容器は,強度とその上に施す有機系コーティングの接着力を増す目的で,成形後徐冷前に三塩化ブチル錫,四塩化錫,四塩化チタン等の蒸気に接触させることによるホットエンドコーティング(酸化錫又は酸化チタンによる表面処理)が,多くの場合に行われるが,本発明のコールドエンドコーティング組成物は,ホットエンドコーティング処理の有無に関わりなく,ガラス容器に広く好適に用いることができる。
【0040】
本発明のガラス製品は,(ユーザーでの使用態様に応じてそのまま又は水洗された後),従来ガラス容器のラベル貼付けに用いられている通常のデンプン系の糊で,紙製等のラベルやシールを貼付してその易剥離性を実現することができる。そのようなデンプン系の糊としては,デンプンや変性デンプン等を主成分とする,あるいはデンプン−アクリル混合系等の,デンプンや変性デンプン等を主要構成成分とし,45〜65%程度の水を含有するものを用いることができる。また,合成樹脂製接着剤や予め合成樹脂製接着剤が塗布されている感熱ラベル等においても,ラベルやシールを貼付してその易剥離性を実現することができる。
【0041】
本発明において評価に用いられる装置及び方法について説明する。
1.ラベル剥離試験
実験室においてガラス容器へ紙製ラベルを貼り付ける場合は,糊の使用量が過剰にならないよう,200メッシュスクリーンに(線幅1.2mm,線間隔1.1mmの)線状パターン(全長,前幅はラベルサイズに合わせる)を形成し,スキージーを用いて糊を紙製ラベル裏面に直接塗布し,ガラス容器表面に貼りつける。食品工場,製薬工場等においてガラス容器へ紙製ラベルを貼り付ける場合は,通常のラベラーまたは感熱ラベラーを用いる。
ガラス容器表面に貼り付けた紙製ラベルの角部を爪で剥がし,剥がれた部分を摘んでラベルを引き剥がし,ラベルが破断した時点をもって1回の剥離操作とする。ラベルが破断せず1回でラベルが剥がれた場合を◎,2〜3回でラベルが剥がれた場合を○,3回目の操作後もラベルが完全には剥がれないが,残存率が30%以下の場合を△,残存率が30%を超える場合を×として評価する。
【0042】
2.コンベアガイド汚染評価促進試験
ガラス容器製造ラインや食品メーカー,製薬メーカーの充填ラインにおけるコンベアガイド汚染評価のための促進試験は,ラインシミュレーターを用いて行う。本明細書において「ラインシミュレーター」とは,製造後に流通過程に置かれたガラス容器の表面に通常加えられるであろう物理的損傷を実験的に予測するための手段としてガラスびん業界で従来より用いられている,アメリカングラスリサーチ社(AGR International, INC., Butler,
PA, USA)製の試験装置をいう。その構造,寸法等,各種の設定及び使用方法は以下の通りである。
【0043】
図1は,ラインシミュレーターの側面から見た概要図である。ラインシミュレーターは,概略円筒状の形態であり装置本体の外枠を形成している,上部の開放されたカバー18の内側に,回転円板1(ステンレス鋼製)と,この上面に固定されて回転円板1と共に回転する同径の回転円板2(ベークライト製)とが備えられている。回転円板1及び2は,モーター3によって駆動され,所定速度で回転される。カバー18の内壁全周に沿って,断面概略円形のプラスチック製ガイドレール4が,上下2段に環状に設けられている。回転円板2上には,試験するガラス容器のサイズに応じて4通りのサイズのものから規定に従って選択される円形の交換プレート7の1つが載せられ,ハンドル8を有するネジ式の固定具により回転円板1及び2の軸に取り付けられる。交換プレート7は,その外周に沿ってブラケット6を備えており,ブラケット6の外周側には,断面概略円形のプラスチック製ガイドレール5が,上下2段に環状に設けられている。図において,回転円板1の下には3枚のスペーサー9が挿入されている。個々に分離できるこれらのスペーサー9は,回転円板1を下方から支える働きをすると共に,回転円板1の高さを調節するために用いられる。すなわち,試験すべきガラス容器の高さに応じ,後述する規定に従って,スペーサー9の幾つか(0〜3枚)を回転円板2と交換プレート7との間に挿入することにより,回転円板1の(従って同時に回転円板2の)高さが調節される。試験すべきガラス容器は,ガイドレール4及び5の間において回転円板2上に立てて並べられる。
【0044】
図1において,10は,回転円板2上に突出したゲートである。ゲート10は,図2において詳細に図解するように,カバー18の外側に位置する支点において鉛直な軸の周りに回動可能に支持されたレバーの形態であり,カバー18に設けられたスロットを通って
カバー18の内側,回転円板2の上方に突出するように配置されている。図1においては,ゲート10はそのレバーの先端のみが示されている。ゲート10には,その先端付近につる巻バネ11の一端が取り付けられている。カバー18の外面には,貫通する雌ネジを備えたブロック19が固定されている。ゲート調整ネジ20aが,この雌ネジ内にねじ込まれており,ゲート調整ネジ20aの先端はブロック19を通ってカバー18の内側に突出している。ゲート調整ネジ20aの先端には,前記つる巻バネ11の他端が取り付けられている。20bは,ゲート調整固定ネジであり,これを調整済みのゲート調整ネジ20aの周りに回してブロック19に対して押しつけることにより,ゲート調整ネジ20aを動かないようその位置に固定することができる。
【0045】
図1において,12は,回転円板2に載せられたガラス容器の外表面に常温の水を掛けるためのスプレーヘッドである(噴出口内径2mm)。掛けられた水は回転円板1及び2とカバー18との隙間より落下し,外周において下方へと傾斜の付けられた円形のアルミ板16とカバー18との隙間よりドレーントラップ14内に落下してドレーン用接続口15を介して排出される。回転円板1及び2の回転時間は,セットタイマー13を操作することにより所定長さに設定される。
【0046】
図2は,図1に示したラインシミュレーターのゲート10付近の構造を示す平面図である。図1が示すように,ゲート10は支点Aを中心として鉛直軸周りに回動可能に支持されている。つる巻バネ11はその一端において,ゲート調整ネジ20aの先端に取り付け
られ,他端においてゲート10の先端付近に設けられた円柱状のピンに取り付けられている。ゲート10には,ガラス容器と接触する面にコンベアガイド材と同じガイド部材「ニューライト(登録商標)板」(作新工業株式会社製 超高分子量ポリエチレン)10aが皿ネジで固定されており,ガイド部材10aは,ガラス容器が連続的に接触したときの汚染の評価に供される。21及び22は,装置内に並べられたガラス容器のうちの2個を表している。ガラス容器は,試験に当たってガイドレール4と5の間の回転円板2上に,後述の仕方で多数並べられる。矢印は,回転円板2の回転方向を示す。
【0047】
図2を参照して,各部位の寸法は次の通りである。
1)ガイドレール4の内径:613mm
2)カバー18の外径:637mm
3)カバー18の外周と支点Aとの最短距離:19mm
4)ゲート調整ネジ20aの中心軸と支点Aとが回転円板1の中心軸に対して作る角度:26.3°
5)支点Aとゲート先端との距離:178mm
6)ガイド部材先端表面とカバー18との距離:30mm
【0048】
<交換プレートの選択方法>
また,ブラケット6及びガイドレール5を伴った4通りのサイズの交換プレート7(No.1〜4)は,そのガイドレール5の外径がそれぞれ48.3cm(No.1),44.5cm(No.2),40.3cm(No.3)及び32.0cm(No.4)である。試験において用いる交換プレート7のサイズの選択は,ガラス容器の外径に従って行われる。すなわち:
1)ガラス容器外径58.4mm以下・・・・・・・No.1
2)ガラス容器外径58.4〜73.7mm・・・・No.2
3)ガラス容器外径73.7〜96.5mm・・・・No.3
4)ガラス容器外径96.5〜129.5mm・・・No.4
【0049】
<スペーサーの配置方法>
図1に示したスペーサー9は,試験すべきガラス容器の高さに応じて,次の通りに配置される。すなわち:
1)容器高さ228.6mm以下:3枚のスペーサー9全てを回転円板1とアルミ板16との間に配置する。
2)容器高さ152.4〜254.0mm:2枚のスペーサー9を回転円板1とアルミ板16との間に配置し,1枚のスペーサー9を回転円板2と交換プレート7との間に配置する。
3)容器高さ177.8〜279.4mm:1枚のスペーサー9を回転円板1とアルミ板16との間に配置し,2枚のスペーサー9を回転円板2と交換プレート7との間に配置する。
4)容器高さ203.2〜304.8mm:3枚のスペーサー9全てを回転円板2と交換プレート7との間に配置する。
【0050】
<ゲートの調整方法>
図2を参照。直径約45mmのガラス容器表面のコーティングを評価するにあたり,ゲート10に取り付けた厚さ約5mmのガイド部材10aの表面先端とカバー18との距離が40mmとなるように,ゲート調整ネジ20aで位置決めし,次いで,ゲート調整固定ネジ20bを締め付けることにより,ゲート調整ネジを固定する。ここにおいて,ラインシミュレーターで用いられるつる巻バネ11は,自然長3.6cm,ゲート調整ネジ20aの先端がゲート10の先端付近の円柱状のピンに突き当ったときの長さ1.3cm,及びバネ定数65.4N/cmである。
【0051】
<回転数,噴出水量>
回転円板1及び2の回転数:35回転/分
スプレーヘッド12からの噴出水量:200mL/分
【0052】
<使用方法>
前記の各規定に従って,試験すべきガラス容器の外径及び高さに応じて交換プレート7及びスペーサー9を取り付け,ゲートを調整し固定する。ガラス容器をガイドレール4の内周に沿って,該内周に接触させた状態で,ガラス容器相互に隙間をあけないように一列に,先頭のガラス容器と最後尾のガラス容器との間の間隔がガラス容器1個分に満たなくなるまで,順次並べる。セットタイマー13を所望の時間に設定すると共に,スプレーヘッド12から噴出される水の流量を設定する。回転円板1及び2の回転を開始し,スプレーヘッドからの水をガラス容器の外表面に掛けながら,設定した時間の長さにわたって装置の運転を持続する。
【0053】
<ラインシミュレーターの機能>
回転円板1及び2の回転に伴い,その上に載っているガラス容器(21,22等)はゲート10へと順次送られ,次々とゲート10を押し,つる巻バネ11による付勢に抗してゲート10を押し広げて通過するが,そのときガラス容器表面のコーティングがガイド部材との摩擦により擦れ落ち,その程度の大小により,ガイド部材の汚染程度が変化する。ガラス容器をこの状態に一定時間置くことにより,ラインシミュレーター処理は,搬送ラインにおけるガラス容器のコーティングの耐久性を,より過酷な条件で短期間に評価することを可能にする。
【0054】
3.表面滑り角度測定方法
日本ガラスびん協会規格(昭和52年6月15日制定,平成22年5月19日追加・改正(7))「7.12 表面滑り角度測定方法」は,ガラスびんにつき以下の手順及び基準により表面滑り角度を測定すべきことを規定している。
<試料>
(1)試料びん: コーティング剤が完全に乾燥したびんを採取し,びん温度が室温になるまで放冷したものを試料びんとする。
(2)試料びんの採取: 1測定ごとに9本以上の試料びんを採取する。但し,サンプリング時および測定時においてびんの胴面を手で触れないこと。
<測定方法>(図3を参照)
(1)平行調整ネジ37で水平にしたびん保持台34上に試料びん32及び33を接して並べ,びん底をストッパーに密着させ,更にびん32と33が横方向にズレないようストッパーを当てる。
(2)試料びん32と33の上に試料びん31を置き三角形に積み重ねる。
(3)試料びんは3本とも同一方向に並べ,びん表面は彫刻や合わせ目のある面は避けストレート面が接するようにする。
(4)びん保持台に徐々に傾斜角度をつけるため,ハンドル36を廻し,試料びん31が滑り始めた位置の目盛りを読み記録する。
(5)測定は,1測定に3本のびんを用い,再度測定に使うことはしない。但し,測定は3回以上行う。
【0055】
4.強度測定方法
耐内圧力強度は,JIS S2302−1994「炭酸飲料用ガラスびんの耐内圧力試験方法」に準じて測定を行い,サンプル数は20とした。機械衝撃強度は,JIS S2303−2003「炭酸飲料用ガラスびんの機械衝撃試験方法」に準じて測定を行い,サンプル数は上下コンタクトポイント(びん同士が接触する部位)各20とした。
【実施例】
【0056】
以下,実施例を挙げて本発明を更に詳細に説明するが,本発明がこれらの実施例により限定されることは意図しない。
【0057】
〔実施例1〜4および比較例1〜2〕
<樹脂及び水性分散体>
樹脂(A)として,軟化点138℃のポリエチレンワックス〔ハネウェル社製,商品名:A−C392,酸価30mg−KOH/g(以下,単位省略),針入度<0.05mm(<0.5dmm)〕を,水酸化カリウムの存在下,非イオン界面活性剤(高級アルコールエチレンオキシド付加物)を用い,常法により水性分散体としたものを用意した(水性分散体A)。ポリエチレンワックスの濃度は,そのカリウム塩重量換算で,35重量%である。
また,樹脂(B)として,α−オレフィンと無水マレイン酸及び無水マレイン酸モノ・イソプロピルエステルの共重合体(α−オレフィンは炭素数10超)〔ベーカー・ペトロライト社製,商品名:セラマー1608,CAS No.75535−27−2,酸価154,ケン化価190mg−KOH/g(以下,単位省略),数平均分子量2580〕を用い,水酸化カリウムの存在下,常法により水性分散体としたものを用意した(水性分散体B)。樹脂(B)の濃度は,そのカリウム塩重量換算で,16.8重量%である。
【0058】
<各水性コーティング組成物の調製>
(1)水性分散体Bの6.7gを1000mLのイオン交換水に加えて混合し,ガラス表面処理用水性コーティング(コールドエンドコーティング)組成物とした。この組成物は,樹脂(B)を含むが,樹脂(A)は含まない(比較例1)。
(2)水性分散体Aの2.7gを1000mLのイオン交換水に加えて混合し,ガラス表面処理用水性コーティング(コールドエンドコーティング)組成物とした。この組成物は,樹脂(A)を含むが,樹脂(B)は含まない(比較例2)。
(3)水性分散体Aの1.08gを500mLのイオン交換水に加え混合した液と水性分散体Bの4.02gを500mLのイオン交換水に加え混合した液とを合わせ,ガラス表面処理用水性コーティング(コールドエンドコーティング)組成物とした。樹脂(A)と樹脂(B)の重量混合比は,それらのカリウム塩重量換算で,(A)/(B)=約0.36/0.64であった(実施例1)。
(4)水性分散体Aの1.35gを500mLのイオン交換水に加え混合した液と水性分散体Bの3.35gを500mLのイオン交換水に加え混合した液とを合わせ,ガラス表面処理用水性コーティング(コールドエンドコーティング)組成物とした。樹脂(A)と樹脂(B)の重量混合比は,それらのカリウム塩重量換算で,(A)/(B)=約0.46/0.54であった(実施例2)。
(5)水性分散体Aの1.62gを500mLのイオン交換水に加え混合した液と水性分散体Bの2.68gを500mLのイオン交換水に加え混合した液とを合わせ,ガラス表面処理用水性コーティング(コールドエンドコーティング)組成物とした。樹脂(A)と樹脂(B)の重量混合比は,それらのカリウム塩重量換算で,(A)/(B)=約0.55/0.45であった(実施例3)。
(6)水性分散体Aの2.02gを500mLのイオン交換水に加え混合した液と水性分散体Bの1.68gを500mLのイオン交換水に加え混合した液とを合わせ,ガラス表面処理用水性コーティング(コールドエンドコーティング)組成物とした。樹脂(A)と樹脂(B)の重量混合比は,それらのカリウム塩重量換算で,(A)/(B)=約0.72/0.28であった(実施例4)。
【0059】
<コーティング処理>
次に,慣用の方法で表面にホットエンドコーティングを施した内容量100mL,質量103gのドリンク剤用ガラス容器を用意し,それらを恒温乾燥器中で115℃にて60分間保持した。上記6種類のガラス表面処理用水性コーティング組成物をハンド式スプレーガンのカップに移し,コンプレッサーから供給されるエアの噴出量とその圧力をスプレーガンの手元で調整することにより,スプレー量を70mL/分に固定した。次いで,外表面温度約100℃に加温した上記ガラス容器を1個ずつターンテーブルの中心に置き,該ターンテーブルを2回転(1回転約2秒)させる間に,そのガラス容器に約50cmの距離から上記コーティング組成物をスプレーすることにより,ガラス容器の外表面に該組成物を均一に,液垂れのないように塗布した。塗布後,そのままの状態でガラス容器を室温まで放冷した。この手順により,以下の試験に必要な個数のコールドエンドコーティング済みガラス容器をそれぞれ用意した。
【0060】
<滑性の評価>
ガラス容器表面の滑性の評価を,前記の日本ガラスびん協会規格7.12 表面滑り角度測定方法に基づいて行った(n=12)。無洗浄のガラス容器の測定の結果,表面滑り角度は,比較例1:11〜14°(平均値12.1°),実施例1:7〜10°(平均値9.3°),実施例2:6〜9°(平均値7.6°),実施例3:6〜8°(平均値7.4°),実施例4:6〜7°(平均値6.5°),比較例2:6〜8°(平均値7.3°)であった。
また,80℃の湯に10分間浸漬(湯洗)後乾燥したガラス容器の表面滑り角度は,比較例1:7〜10°(平均値8.6°),実施例1:6〜8°(平均値6.8°),実施例2:5〜7°(平均値6.2°),実施例3:5〜7°(平均値5.8°),実施例4:5〜6°(平均値5.5°),比較例2:7〜9°(平均値8.6°)であった。コールドエンドコーティングを施さなかった同じ規格のガラス容器について別途測定した滑り角度は,25〜30°であった。これらのことから,得られた無洗浄,湯洗いずれのガラス容器表面においても,実施例1〜4のコーティングは比較例1および2に対して,より低い表面滑り角度を示している(表1参照)。カリウム塩重量換算での樹脂(A)と樹脂(B)の合計重量のうちの樹脂(A)の重量割合と,表面滑り角度の平均値との関係を図4に示す。
【0061】
【表1】

【0062】
〔比較例3〕
<樹脂及び水性コーティング組成物>
軟化点101℃のポリエチレンワックス〔ハネウェル社製,商品名:A−C629,酸価15〕を,水酸化カリウムの存在下,乳化剤として高級アルコールエチレンオキシド付加物およびオレイン酸カリウムを用いて常法により水性分散体としたものを用意した(水性分散体C;固形分濃度:約12重量%)。
これをイオン交換水で100倍希釈し,ガラス表面処理用水性コーティング(コールドエンドコーティング)組成物100Lを調製した。このコーティング組成物は従来長期に亘って使用されてきたものである。
【0063】
<コーティング処理>
製びん工場の製造ラインでホットエンドコーティング処理され,さらに徐冷炉で徐歪された外表面温度約100〜110℃の内容量100mL,質量103gのドリンク剤用ガラス容器の表面に,3本のスプレーガンを用いて該コーティング組成物をスプレーした。スプレー量はガン1本あたり70mL/分とし,スプレーは,1列35本のガラス容器に対し,列の両側から約3.2秒かけてスプレーガンを走行させながら行った。
【0064】
<滑性の評価>
室温まで放冷した後,ガラス容器表面の滑性の評価を,前記の日本ガラスびん協会規格7.12 表面滑り角度測定方法に基づいて行った(n=12)。無洗浄のガラス容器の表面滑り角度はそれぞれ6〜8°であった。
【0065】
<ガイド部材の汚染の評価>
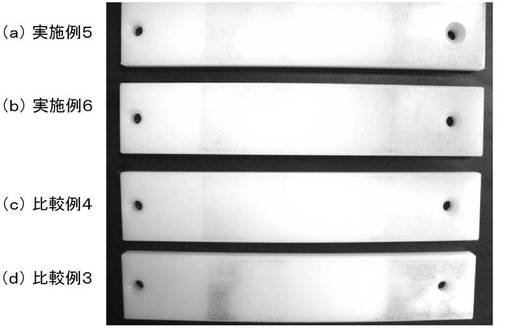
上記水性コーティング組成物を用いて上記コーティング処理を行ったガラス容器を新たに195本用意した。39本ずつラインシミュレーター(LS)にかけ,10分ごとに全数を入れ替え,計50分間試験を実施した。試験実施後のラインシミュレーターのゲートに固定したガイド部材表面の汚染を観察したところ,比較例3のガラス容器はガイド部材を著しく汚染した(図5(d)参照)。
【0066】
〔実施例5,6,比較例4〕
<水性コーティング組成物及びコーティング処理>
実施例3,4及び比較例2と同じガラス表面処理用水性コーティング(コールドエンドコーティング)組成物各100Lを調製し,それぞれ,実施例5,6及び比較例4の水性コーティング組成物とした。これらを用いて,比較例3の「コーティング処理」の部に記載したのと同じ条件及び手順で同じ規格のガラス容器のスプレーコーティングを行った。
【0067】
<滑性の評価1>
スプレーコーティング後,室温まで放冷した後,ガラス容器表面の滑性の評価を,前記の日本ガラスびん協会規格7.12 表面滑り角度測定方法に基づいて行った(n=12)。無洗浄のガラス容器の表面滑り角度は,実施例5:7〜10°(平均値7.8°),実施例6:6〜8°(平均値7.3°),比較例4:6〜9°(平均値7.2°)であった(表2参照)。
【0068】
<評価2>
上記「水性コーティング組成物及びコーティング処理」の部の記載に準じてコーティングを行い,各組成物毎にコーティング済みガラス容器を117本用意し,39本ずつ3グループに分けた。各グループ39本のガラス容器について,ラインシミュレーター(LS)による処理に伴う表面の滑性の変化を,処理時間1,3又は5分間のそれぞれについて,前記の日本ガラスびん協会規格7.12
表面滑り角度測定方法に基づいて評価した(各n=12)。結果を表2に示す。また,LS試験経過時間と表面滑り角度の平均値の変化を図6に示す。これらの結果から,実施例5および6の水性コーティング組成物で処理したガラス容器では,比較例4と比べて表面滑り角度の上昇が顕著に抑えられ,滑り性が維持されていることが分かる。これに対し,樹脂(B)を含まず,シランカップリング剤も含まない比較例4のコーティングは,ガラス容器表面から脱落し表面の滑りを維持できない。
【0069】
【表2】
【0070】
<ガイド部材の汚染の評価1>
上記「水性コーティング組成物及びコーティング処理」の部の記載に準じてコーティングを行い,各組成物毎にコーティング済みガラス容器を新たに195本用意した。39本ずつラインシミュレーター(LS)にかけ,10分ごとに全数を入れ替え,実施例5,6および比較例4のガラス容器についてそれぞれ計50分間試験を実施した。試験実施後のラインシミュレーターのゲートに固定したガイド部材表面の汚染を観察したところ,比較例3の水性コーティング剤でコーティングしたガラス容器はガイド部材を著しく汚染(図5(d)参照)したのに対し,実施例5,6及び比較例4の水性コーティング剤でコーティングしたガラス容器でのガイド部材の汚染は軽微であった(図5(a),(b),(c)参照)。
【0071】
<ガイド部材の汚染の評価2>
上記「水性コーティング組成物及びコーティング処理」の部の記載に準じてコーティングを行い,各組成物毎にコーティング済みガラス容器を約7500本用意した。これらのガラス容器について,熱水処理,高温の水蒸気処理が行われる,充填速度1,200本/分のラインでライン適正試験を行った。実施例5,6および比較例4のいずれのガラス容器もラインのガイド部材をほとんど汚染することなく,1,200本/分の速度で充填可能であった。
【0072】
<ラベル剥離性の評価>
また,このラインを通過したガラス容器に,ラベラーで,デンプン−アクリル系糊を用いて紙製ラベル(132mm×60mm,90g/m2)を貼付した。ラベリングは安定して行われ,接着力は強固であり,乾燥後のラベル剥離試験ではラベルを剥がすことはできなかった。
【0073】
<耐内圧力強度及び機械衝撃強度の評価>
上記「水性コーティング組成物及びコーティング処理」の部の記載に準じてコーティングを行い,各組成物毎にコーティング済みガラス容器を120本用意した。これらのガラス容器につき,ラインシミュレーターにより0および5分間処理した後の耐内圧力強度および機械衝撃強度を測定した。耐内圧力試験のサンプル数はそれぞれ20本とし,機械衝撃試験については,上下のコンタクトポイントについてそれぞれ20本とした。結果を表3に示す。実施例5および6については上記5分間処理後も十分に強度が維持されており,特に実施例5のガラス容器に用いられたコーティング組成物が,強度維持に優れている。比較例4のガラス容器は,従来のコーティング組成物で処理された比較例3のガラス容器よりも強度が劣る結果となった。
【0074】
【表3】
【0075】
〔実施例7〕
<コーティング処理>
実施例5と同じガラス表面処理用水性コーティング(コールドエンドコーティング)組成物100Lを調製し,製びん工場の製造ラインでホットエンドコーティング処理され,さらに徐冷炉で徐歪された外表面温度約100〜110℃の内容量100mL,質量103gのドリンク剤用ガラス容器の表面に,3本のスプレーガンを用いて該コーティング組成物をスプレーした。スプレー量はガン1本あたり45,55,65又は75mL/分とし,スプレーは,1列30本のガラス容器に対し,列の両側から約3.7秒かけてスプレーガンを走行させながら行った。
【0076】
<滑性の評価>
室温まで放冷した後,ガラス容器表面の滑性の評価を,前記の日本ガラスびん協会規格7.12 表面滑り角度測定方法に基づいて行った(n=12)。無洗浄のガラス容器の表面滑り角度は,ガン1本あたり45,55,65,75mL/分について,それぞれ6〜8°(平均値7.0°),6〜8°(平均値7.1°),6〜7°(平均値6.4°),5〜7(平均値5.9°)であった。また,80℃の湯に10分間浸漬(湯洗)後乾燥したガラス容器の測定の結果,表面滑り角度は,それぞれ7〜9°(平均値7.7°),7〜8°(平均値7.8°),7〜8°(平均値7.4°),6〜8°(平均値7.1°)であった。
【0077】
<ラベル剥離性の評価>
上記のガラス容器を80℃の湯に10分間浸漬(湯洗)後乾燥させ,中に73℃の湯を詰め,表面温度60〜65℃のときに,デンプン−アクリル系糊を塗布した紙製ラベル(132mm×60mm,90g/m2)をその表面に貼付した。紙製ラベル裏面への糊の塗布は,200メッシュスクリーンに形成した線状パターンを,スキージーを用いて通過させることにより行った。ラベル当たりの糊の塗布量は,0.15〜0.20gであった。評価は1ガン当りのスプレー流量45,75mL/分について6本ずつとし,室温で10日間乾燥後に行った。
【0078】
スプレーガン3本を用い,1ガン当りのスプレー量を45mL/分としたガラス容器については,各ラベルはガラス容器に確実に貼付されており表面を指で強く擦っても全く影響を受けなかった。これらのラベルにつき剥離試験を行ったところ,×が6本であった。すなわち,1ガン当りのスプレー量を45mL/分としたガラス容器では,ガラス容器表面の湯洗後にデンプン−アクリル系糊を用いて貼り付けた紙製ラベルの強固な接着が維持されている。
【0079】
スプレーガン3本を用い,1ガン当りのスプレー量を75mL/分としたガラス容器については,各ラベルはガラス容器に確実に貼付されており表面を指で強く擦っても全く影響を受けなかった。これらのラベルにつき剥離試験を行ったところ,◎が2本,○が4本であった。すなわち,1ガン当りのスプレー量を75mL/分としたガラス容器では,ガラス容器表面の湯洗後にデンプン−アクリル系糊を用いて貼り付けた紙製ラベルの易剥離性を示している。
【0080】
以上の結果から,実施例7で用いたガラス表面処理用水性コーティング(コールドエンドコーティング)組成物〔樹脂(A)と樹脂(B)の重量混合比は,それらのカリウム塩重量換算で,(A)/(B)=約0.55/0.45〕は,コーティングに際し流量を制御することで,ガラス容器に,ラベルが強固に接着する表面とラベル易剥離を達成する表面の何れをも提供できるという,相反する目的に柔軟に対応できる水性コーティング組成物であることが判明した。
【産業上の利用可能性】
【0081】
本発明は,表面の摩擦係数低下による傷付き防止により強度劣化の防止されたガラス製品を得るための水性コーティング剤及び該コーティング剤で処理したガラス製品であって,搬送ライン,特にコーティングの摩耗や脱落によるコンベアガイドの汚染を低減することができ,デンプン系の糊,合成樹脂製接着剤のいずれを用いても安定したラベリングが可能で,流通過程でラベルが自然に剥離する虞がないが,使用後リサイクル時にラベルを剥がそうとするときは容易に剥がすことができるという特徴(易剥離性)を有するガラス製品を得ることができる。
また,本発明の水性コーティング剤で処理したガラス製品は,殺菌目的で70〜80℃以上の熱水や高温の水蒸気等に曝され,かつ毎分1000本以上の充填を行う超高速ラインにおいても,十分な滑り性を維持できるという際立った特徴を有する。
【符号の説明】
【0082】
1=回転円板(ステンレス鋼製)
2=回転円板(ベークライト製)
3=モーター
4=ガイドレール
5=ガイドレール
6=ブラケット
7=交換プレート
8=ハンドル
9=スペーサー
10=ゲート
11=バネ
12=スプレーヘッド
13=セットタイマー
14=ドレーントラップ
15=ドレーン用接続口
16=アルミ板
17=パッキング
18=カバー
19=ブロック
20a=ゲート調整ネジ
20b=ゲート調整固定ネジ
21=ガラス容器
22=ガラス容器
31〜33=試料びん
34=びん保持台
35=目盛り板
36=ハンドル
37=平行調整ネジ
【技術分野】
【0001】
本発明は,表面処理用水性コーティング組成物,特にガラス製品表面の滑性を増大させて擦り傷等がつき難くするためのガラス表面処理用水性コーティング組成物,及び,該組成物で表面がコーティングされた,耐スクラッチ性,耐摩耗性,滑性,ガラス容器ユーザーの工場におけるラインの汚染低減に優れたガラス製品に関する。特に,本発明は食品メーカーや製薬メーカーの超高速充填ラインにおいて,ガラスびんが殺菌目的で70〜80℃以上の熱水や高温の水蒸気に曝される等の非常に厳しい耐熱性が要求される条件下でも,上記機能を保持できる水性コーティング組成物に関する。
【背景技術】
【0002】
従来,ガラス製品表面の滑性を増大させて擦り傷等がつき難くし,それにより擦り傷等に起因する強度劣化を防止するために,アニオン系界面活性剤,非イオン系界面活性剤,ポリエチレンワックスの水性エマルジョン等を含有するコーティング剤が用いられている。ガラス容器の製造においては,この種のコーティング剤はコールドエンドコーティング剤と呼ばれている。ガラス容器は内容物の充填前に洗浄され,また内容物の殺菌の目的で充填後熱水処理を行うことが多いが,施したコーティングがこのとき脱離するのを防止するには,水に不溶のポリエチレンワックスを水性エマルジョンの形で含有するコールドエンドコーティング剤を使用するのが好ましい。この種のコールドエンドコーティング剤としては,ポリエチレンワックスをアニオン系界面活性剤(高級脂肪酸のカリウム塩)で乳化した組成物が知られている(特許文献1参照)。
【0003】
一方,近年のガラス容器製造ラインや食品メーカーや製薬メーカー等のガラス容器ユーザーにおける充填ラインでは,年々一層の高速化や殺菌条件の高温化が進んでおり,これに伴い,ガラス容器に施されたコールドエンドコーティングの摩耗やガラス容器表面からの摩耗・脱落に起因する搬送ラインの汚染,ガラス容器表面のコーティング剤の軟化や吸水による滑り性悪化の問題が顕在化してきた。
【0004】
これらの課題を解決するため,ポリエチレンワックスとシランカップリング剤を含有するコールドエンドコーティング剤の開発も行われており(特許文献2参照),一定の成果が得られているが,ガラス容器ユーザーでのラインの更なる高速化に伴い,更に磨耗や脱落をし難いコーティングを可能にするコールドエンドコーティング剤が求められている。
【0005】
これに加えて,ガラス容器表面へのラベルの貼付け(ラベリング)については,従来,ラベル易剥離性(リサイクル時ラベルを剥がそうとするときは容易に剥がすことができるという特徴)に重点をおいた改良もなされてきたが,生産ラインが益々高速化するに伴い,易剥離性と共に従来よりも一層安定性に優れたラベリング技術が求められるようになっている。
【0006】
従来,コールドエンドコーティング剤以外に,ガラス容器のコーティング剤として,樹脂(ポリエチレン,ポリプロピレン,ポリスチレン,ポリウレタン,塩化ビニル樹脂,アクリル樹脂,エポキシ樹脂,アイオノマー樹脂)とシランカップリング剤とを含む組成物が刊行物に記載されている(特許文献3,4)。しかしながら,同記載によれば,それらのコーティング剤は最低でも約2〜50μmといった厚い膜を形成するためのコーティング剤であり,また,それらによりびん表面にコーティングを施した場合,その表面滑り角度は20°以上と大きい(すなわち,滑性が悪い)ことが示されている。同文献には,アイオノマー樹脂の例として,炭素数2〜7の低級オレフィンとマレイン酸その他の不飽和カルボン酸との共重合体であって少なくとも一部を中和(アルカリ金属又はアルカリ土類金属で)したもの,その他種々の樹脂が列挙されているものの,コーティング剤の具体例としては,樹脂成分としてポリウレタン樹脂エマルジョン又はメタクリル酸とエチレンとの共重合体(ケミパールS−100(登録商標))を用いたものが記載されているに止まる。
【0007】
また,α−オレフィンと無水マレイン酸との共重合体やその部分エステル体からなる樹脂とシランカップリング剤とを含有させてなる水性コーティング組成物が開発されている(特許文献5)。このコーティング剤を用いることにより,通常の高速ラインにおいてもガラス容器表面からの摩耗・脱落に起因する搬送ラインの汚染を防止できる。しかしながら,近年食品メーカーや製薬メーカーにおいて,毎分1000本以上の充填を行う超高速ラインも使用されるようになり,また殺菌条件の更なる高温化により,上記のような親水性が高く,軟化点がそれほど高くない樹脂を用いた場合,樹脂の軟化や吸水によってラインでの滑りが不十分になり,超高速充填にガラス容器が追従できないという問題が生じている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特公昭42−1758号公報(第3頁右欄ほか)
【特許文献2】特開2002−241145号公報
【特許文献3】特開昭57−165466号公報
【特許文献4】特開昭57−3869号公報
【特許文献5】国際公開第2007/097376号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
このような状況において,本発明の一目的は,ガラス用の水性コーティング組成物であって,(1)これによるコーティング後にガラス容器の洗浄及び内容物の殺菌のために行われる熱水処理に付されてもガラス容器表面の傷付き防止機能を維持でき,また(2)ガラス容器表面のコーティングの摩耗・脱落に起因する搬送ライン,特にコンベアガイドの汚染を低減でき,(3)特に,殺菌目的で70〜80℃以上の熱水や高温の水蒸気等に曝され,かつ毎分1000本以上の充填を行う超高速ラインにおいても,十分な滑り性を維持できるという特徴を有する,ガラス用の水性コーティング組成物を提供することである。
【0010】
本発明の更なる一目的は,上記特徴を有するガラス用の水性コーティング組成物で表面をコーティングしたガラス容器,板ガラスその他のガラス製品を提供することである。
【0011】
本発明の尚も更なる一目的は,上記特徴を有するガラス用の水性コーティング組成物であって,(1)これによりコーティングしたガラス容器表面に安定したラベリングが可能であり,また(2)流通過程でラベルが自然に剥離する虞はないがリサイクル時ラベルを剥がそうとするときは容易に剥がすことができるという特徴(易剥離性)をガラス製品表面に付与する,ガラス用の水性コーティング組成物を提供することである。
【0012】
本発明の尚も更なる一目的は,上記易剥離性を有するガラス用の水性コーティング組成物で表面をコーティングしたガラス容器,板ガラスその他のガラス製品を提供することである。
【課題を解決するための手段】
【0013】
本発明者らは,上記の課題を解決するために研究を重ねた結果,(1)樹脂として,軟化点110℃以上のポリエチレンワックスと,α−オレフィン/無水マレイン酸共重合体及び該共重合体の部分反応物(すなわち,無水マレイン酸モノマー単位の少なくとも一部をアルコール系化合物又はアミンやアミノ酸等と反応させてエステル体,アミド体又はイミド体とすることによりグラフト変性させたもの)のうちの少なくとも1種を併用して水性コーティング組成物とすれば,これでガラス表面を処理したとき,該樹脂を安定してガラス表面に接着させておくことができ,形成された摩擦係数の低い表面が維持され,従ってガラス製品(ガラス容器,板ガラス等)の強度劣化を防止できること,(2)上記水性コーティング組成物をコールドエンドコーティング組成物としてガラス容器の表面に適度に塗布したガラス製品では,ガラス容器製造ラインやユーザーサイド(食品工場等)での,コーティングの摩耗や脱落に起因するコンベアガイド等搬送ラインの汚染が低減できること,(3)殺菌目的で70〜80℃以上の熱水や高温の水蒸気等に曝され,かつ毎分1000本以上の充填を行う超高速ラインにおいても,十分な滑り性を維持できること,(4)更には,デンプン系の糊や合成樹脂製接着剤等を用いたラベルやシール(製品の側面に貼付するもの)等の貼付が確実に行え,流通過程でそれらが自然に剥離する虞はないが,リサイクル時それらを剥がそうとするときは容易に剥がすことができ,また板ガラス等ではシールの貼付が確実に行えるが(例えば,ドアガラス等に使用後に)剥す必要のあるときは容易に剥がせるという性質(易剥離性)と,貼付したラベルが強固に接着するという相反する性質の何れをも,コーティング量の制御によって選択して,ガラス製品の表面に付与できることを見出した。本発明は,これらの知見に基づいて完成されたものである。
【0014】
すなわち本発明は,以下のものを提供する。
1.塩基の存在下,水中に樹脂(A)と樹脂(B)とを分散した状態で含有させてなる水性コーティング組成物であって,樹脂(A)が,軟化点110℃以上のポリエチレンワックスであり,樹脂(B)が,α−オレフィン/無水マレイン酸共重合体及び該共重合体の部分反応物のうちの少なくとも1種であることを特徴とする水性コーティング組成物。
2.樹脂(A)と樹脂(B)の重量混合比が,それらのカリウム塩重量換算で,(A)/(B)=35/65〜80/20である,上記1の水性コーティング組成物。
3.樹脂(A)の酸価が20〜40mg−KOH/gであり,樹脂(B)の酸価が100〜300mg−KOH/gである,上記1又は2の水性コーティング組成物。
4.樹脂(A)の軟化点が130℃以上である,上記1ないし3の何れかの水性コーティング組成物。
5.樹脂(A)の25℃における針入度が0.1mm以下である,上記1ないし4の何れかの水性コーティング組成物。
6.該α−オレフィンの炭素数が10〜50である,上記1ないし5の何れかの水性コーティング組成物。
7.該共重合体の部分反応物が,少なくとも一部の無水マレイン酸モノマー単位においてアルキルエステル化によりグラフト変性されてなるものである,上記1ないし6の何れかの水性コーティング組成物。
8.該アルキルエステル化がモノアルキルエステル化である,上記7の水性コーティング組成物。
9.樹脂(A)及び樹脂(B)の合計濃度が,それらのカリウム塩重量換算で,0.05〜1重量%である,上記1ないし8の何れかの水性コーティング組成物。
10.樹脂(A)の酸価が25〜35mg−KOH/gであり,樹脂(B)の酸価が120〜250mg−KOH/gである,上記1ないし9の何れかの水性コーティング組成物。
11.樹脂(A)と樹脂(B)の重量混合比が,それらのカリウム塩重量換算で,(A)/(B)=40/60〜75/25である,上記1ないし10の何れかの水性コーティング組成物。
12.該α−オレフィンの炭素数が14〜40である,上記1ないし11の何れかの水性コーティング組成物。
13.上記1ないし12の何れかの水性コーティング組成物を表面にコーティングしたことを特徴とするガラス製品。
14.該水性コーティング組成物を表面にコーティングした該ガラス製品が,該表面を,該コーティングより前にホットエンドコーティングしてあるものである,上記13のガラス製品。
15.ガラス容器である,上記13又は14のガラス製品。
16.板ガラスである,上記13のガラス製品。
17.ガラス表面を,表面温度80〜130℃にて上記1ないし12の何れかの水性コーティング組成物と接触させることを特徴とする,ガラス表面処理方法。
【発明の効果】
【0015】
上記の水性コーティング組成物によリ表面処理を施したガラス製品には,その表面に樹脂として所定のポリエチレンワックス〔樹脂(A)〕と所定のα−オレフィン/無水マレイン酸共重合体及び該共重合体の部分反応物のうちの少なくとも1種である樹脂〔樹脂(B)〕が塩の形で共存して接着している。このためガラス表面の摩擦係数がこれらの樹脂の作用で低下し,ガラス表面の傷付き防止効果がそれにより発現し,その結果,ガラスの強度劣化が防止される。また,該水性コーティング組成物により表面処理を施したガラス容器は,その製造ラインやユーザーサイド(食品工場等)でコンベアガイド等の搬送ラインを汚染し難く,殺菌目的で70〜80℃以上の熱水や高温の水蒸気等に曝され,かつ毎分1000本以上の充填を行う超高速ラインにおいても,十分な滑り性を維持できるという際立った特徴を有する。更には,該水性コーティング組成物により表面処理を施したガラス製品には,デンプン系の糊や合成樹脂製接着剤等を用いたラベルやシール(製品の側面に貼付するもの)等の確実な貼付が,超高速ラインであっても行い易く,しかも易剥離性のラベリングを達成するのにも適している。
【図面の簡単な説明】
【0016】
【図1】ラインシミュレーターの側面から見た概要図
【図2】ラインシミュレーターのゲート付近の構造を示す平面図
【図3】表面滑り角度測定方法を示す概要図
【図4】実施例1〜4及び比較例1〜2でそれぞれ得たガラス容器の無洗浄及び湯洗後の表面滑り角度を示すグラフ
【図5】実施例5,6及び比較例3,4でそれぞれ得たガラス容器のラインシミュレーター試験後の,ガイド部材の典型的な表面状態を示す写真
【図6】ラインシミュレーター試験経過時間に伴う実施例5,6及び比較例4のガラス容器の表面滑り角度の変化を示すグラフ
【発明を実施するための形態】
【0017】
本明細書において「ガラス容器」とは,ガラスびん,ガラス製の食器や花瓶等を含む。
【0018】
本発明の水性コーティング組成物において,軟化点が110℃以上のポリエチレンワックス〔樹脂(A)〕は,塩基の存在下において超微粒子状態で安定に分散させることができる。本発明の水性コーティング組成物の調製に用いる際には,樹脂(A)は,塩基の存在下で水中に分散させた,例えば固形分25〜45重量%程度の水分散体としておけばよい。
【0019】
なお,樹脂(A)の軟化点を110℃以上とするのは,軟化点が110℃未満の場合,殺菌目的で70〜80℃以上の熱水や高温の水蒸気等に曝され,かつ毎分1000本以上の充填を行うガラス容器ユーザーの超高速ラインにおいて,コーティングが十分な滑り性を維持できず,ガラス容器がこの充填速度に追従できなくなる虞があるためである。樹脂(A)の軟化点は高温殺菌,超高速充填を考慮すると,130℃以上であることが更に好ましい。
【0020】
本発明の水性コーティング組成物において,α−オレフィン/無水マレイン酸共重合体及び該共重合体の部分反応物のうちの少なくとも1種である樹脂〔樹脂(B)〕は,塩基の存在下において超微粒子状態で安定に分散させることができる。本発明の水性コーティング組成物の調製に用いる際には,樹脂(B)は,塩基の存在下で水中に分散させた,例えば固形分10〜20重量%程度の水分散体としておけばよい。
【0021】
本発明において樹脂(A)と樹脂(B)は,特定の混合比率で,水性コーティング組成物に含有させることが好ましい。
【0022】
本発明の水性コーティング組成物に含有させる樹脂(A)と樹脂(B)の重量混合比は,それらのカリウム塩重量換算で,(A)/(B)=35/65〜80/20であることが好ましい。これは,樹脂(A)と樹脂(B)の合計重量のうち,樹脂(A)の重量割合が35%未満(従って,樹脂(B)の重量割合は65%を超える)であると,70〜80℃以上の熱水や高温の水蒸気等に曝され,かつ毎分1000本以上の充填を行うガラス容器ユーザーの超高速ラインに追従できなくなる虞があり,逆に樹脂(A)の重量割合が80%を超える(従って,樹脂(B)の重量割合は20%未満)と,ガラス表面へのコーティングの接着性が悪化し,充填ラインのコンベアガイドの汚染が酷くなると共に,ガラス容器の強度も劣化する虞がある。
樹脂(A)と樹脂(B)の重量混合比は,高温,超高速充填ラインでの使用,充填ラインの汚染性,ガラス容器の強度維持等を考慮すると,それらのカリウム塩重量換算で,(A)/(B)=40/60〜75/25であることがより好ましく,(A)/(B)=50/50〜75/25であることが更に好ましい。
【0023】
本発明の水性コーティング組成物に含有させる上記樹脂(水に分散前の樹脂そのもの)の酸価は,樹脂(A)については20〜40mg−KOH/g,樹脂(B)については100〜300mg−KOH/gであることが好ましい。
樹脂(A)の酸価が20mg−KOH/g未満であると,水性コーティング組成物中における樹脂(A)の分散安定性が低下すると共に,コーティング表面へのラベルやシールの接着性が不十分となる虞があり,ガラス容器ユーザーにおけるコンベアガイドの汚染が酷くなる虞もある。逆に酸価が40mg−KOH/gを超えると,ラベルやシールの易剥離性が得られなくなる虞がある。
【0024】
樹脂(B)の酸価が100mg−KOH/g未満であると,水性コーティング組成物中における樹脂(B)の分散安定性が低下すると共に,コーティング表面へのラベルやシールの接着性が不十分となる虞がある。逆に酸価が300mg−KOH/gを超えると,コーティングの耐水性が低下すると共に,ラベルやシールの易剥離性が得られなくなる虞がある。また,コーティングの吸水性が増し,ガラス容器ユーザーにおける高温殺菌や,超高速充填ラインでの使用が不可能となる虞がある。
水性コーティング組成物の分散安定性,ラベルやシールの接着性,易剥離性,コーティングの耐水性,高温殺菌,高速充填ラインでの使用,コンベアガイドの汚染低減等を考慮すると,樹脂(A)の酸価は25〜35mg−KOH/gであり,樹脂(B)の酸価は120〜250mg−KOH/gであることがより好ましい。なおここに,「酸価」とは,樹脂1g中に含まれるカルボキシル基を中和するのに要する水酸化カリウムのミリグラム数をいう。
【0025】
また,本発明の水性コーティング組成物に含有させる樹脂(B)(水に分散前の樹脂そのもの)のケン化価は,150〜320mg−KOH/gであることが好ましく,160〜270mg−KOH/gであることがより好ましい。なおここに,「ケン化価」とは,樹脂1gをケン化するに要する水酸化カリウムのミリグラム数をいい,酸価とエステル価の和に相当する。
【0026】
また,本発明の水性コーティング組成物に含有させる樹脂(B)の数平均分子量(GPC法,標準物質:ポリアクリル酸メチル)は,1500〜4000であることが好ましい。数平均分子量が1500未満であると,コーティングの耐摩耗性が低下する虞がある。逆に,4000を超えると当該樹脂の軟化点が高くなり,コーティングしたときのガラス表面への広がりが制限され,表面の摩擦係数を十分に低下させられない虞がある。樹脂は,スプレー等による塗布時のガラス製品表面への付着性を考慮すると,60〜130℃の軟化点(ASTM D127法)を有することが好ましい。
【0027】
また,本発明の水性コーティング組成物に含有させる樹脂(A)の25℃における針入度(ASTM D1321法)は0.1mm(1dmm)以下であることが好ましい。樹脂(A)の針入度が0.1mmを超えると,コーティングの樹脂の硬さが不十分となり,十分小さな摩擦係数を維持できず,70〜80℃以上の熱水や高温の水蒸気等に曝され,かつ毎分1000本以上の充填を行うガラス容器ユーザーの超高速ラインに追従できなくなる虞がある。
高温殺菌,高速充填ラインでの使用を考慮すると,樹脂(A)の針入度は0.05mm(0.5dmm)以下であることがより好ましい。
【0028】
また,本発明の水性コーティング組成物に含有させる樹脂(B)の構成モノマーであるα−オレフィンの炭素数は,10〜50であることが好ましい。これは,炭素数が10未満では,コーティング表面の摩擦係数が高くなり,ガラス表面への傷付き防止効果が低下する虞があり,炭素数が50を超える場合は,水への分散性が低下すると共に表面自由エネルギーが低くなりすぎ,ラベルやシールが貼付できなくなる虞があるためである。表面の摩擦係数,分散性,ラベリング適性等を考慮すると,α−オレフィンの炭素数は14〜40であることがより好ましく,18〜34であることが特に好ましい。α−オレフィンは単独で用いても良いが,2種以上の混合物を用いることもできる。α−オレフィンと無水マレイン酸及び/又は無水マレイン酸部分反応物との共重合方法は無溶剤で行ってもまた溶剤を併用して行ってもよく,ラジカル重合法等,常法に従って行うことができる。
【0029】
本発明の水性コーティング組成物において,α−オレフィン/無水マレイン酸共重合体の部分反応物としては,α−オレフィン/無水マレイン酸共重合体の無水マレイン酸モノマー単位の少なくとも一部を,アルコール系化合物又はアミンやアミノ酸等と反応させてエステル体,アミド体又はイミド体とすることによりグラフト変性させたものが挙げられる。酸価を制御する上で,アルコール系化合物との反応物であるエステル体とすることが好ましい。すなわち,無水マレイン酸由来の構成単位としてマレイン酸モノアルキルエステル又はジアルキルエステルを有するものが好ましく,モノアルキルエステルをジアルキルエステルより多く含むものがより好ましい。実質的にモノアルキルエステルを主体としジアルキルエステルを実質的に含まないものであってもよい。ここにアルコール系化合物としては特に制限はないが,好ましい例として炭素数1〜20,より好ましくは炭素数1〜16,特に好ましくは炭素数1〜8のアルコールを挙げることができる。具体例としては,メタノール,エタノール,1−プロパノール,2−プロパノール,1−ブタノール,2−ブタノール,tert−ブチルアルコール,ペンタノール,ヘキサノール,ヘプタノール,オクタノール,並びに,より炭素数の多いアルコール,例えばデシルアルコール,ラウリルアルコール,ミリスチルアルコール,セチルアルコール等が挙げられる。なお,エステル化等の変性方法としては,無水マレイン酸がモノマーのうちにアルコール系化合物等を反応させ,その後重合させて所望の樹脂としてもよいし,重合してからグラフト変性してもよい。
なお,アルキル側鎖にカルボキシル基を別途導入する等の方法で,酸価を増大させてもよい。
【0030】
本発明の水性コーティング組成物において,樹脂(A)を塩基の存在下,水に均一に分散させるために,ポリオキシエチレン鎖を構造中に有する非イオン界面活性剤を含有させることができる。そのような非イオン界面活性剤としては,ポリオキシエチレン鎖を構造中に有する以外に特に制限はなく,例えば,多価アルコールエステルエチレンオキシド付加物,ポリエチレングリコールモノエステル,ポリエチレングリコールジエステル,高級アルコールエチレンオキシド付加物,アルキルフェノールエチレンオキシド付加物等が挙げられる。
【0031】
一方,本発明の水性コーティング組成物において,樹脂(B)は,塩基の存在下,該樹脂以外の界面活性剤を添加せずに水中に分散させることができる。上記範囲の酸価及び分子量を有する樹脂であれば,分散させるのに別途界面活性剤を添加することは不要である。本発明の水性コーティング組成物において,樹脂(B)を分散させるための界面活性剤を含有させないことにより,全体としての界面活性剤量を低減することができる。その結果,コーティングの表面状態が洗びんやパストライザーによる熱水殺菌処理の条件に依存し難くなるため,ラベリングや易剥離性が安定する。また,洗びん後の水の泡立ち防止にも有利である。
【0032】
樹脂の分散に際して用いられる塩基の種類に特に制限はないが,アンモニア,トリエチルアミン,トリエタノールアミン,N,N−ジメチルアミノエタノール,N,N−ジエチルアミノエタノール,NaOH,KOH等が好ましいものの代表例として挙げられる。
【0033】
本発明の水性コーティング組成物中の樹脂(A),(B)の合計濃度は,それらのカリウム塩重量換算で,0.05〜1重量%であることが好ましい。これは,合計濃度が0.05重量%未満では,十分な滑性が得られなくなる虞があると共にガラス表面の露出割合が増大し,ラベルやシールの易剥離性が達成できなくなる虞があり,逆に合計濃度が1重量%を超えると,ガラス表面が若干不透明になり,外観が悪化する虞があるほか経済性も悪く,更に,コンベアガイドの汚染の問題も顕在化する虞があり,加えて,ラベルやシールが流通過程で剥離する虞もあるためである。ガラス表面への傷付き防止,ラベルやシールの適度の接着力,外観,コンベアガイドの汚染等を考慮すると,上記合計濃度は,0.07〜0.5重量%であることがより好ましい。
【0034】
本発明の水性コーティング組成物には,ラベル易剥離性をより確実にする等,目的によってはシランカップリング剤を含ませることができる。シランカップリング剤としては,アミノ基を有するものが好ましい。シランカップリング剤は,一般式,RnSiX4−n(nは1,2又は3。nが2または3の場合,Rは全て同一でも異なっていてもよい)で表され,有機物及び無機物の双方に親和性を有する化合物として種々の用途に用いられている化合物であり,多種のものが市販されている。該一般式中Xは,加水分解性の基であり,例えば,アルコキシ基,アセトキシ基,オキシム基,エノキシ基又はイソシアナート基等が挙げられる。またRは,Siに直接に結合した炭素原子を有する種々の有機基であり,例えば,置換されていてよいアルキル基,置換されていてよいアルケニル基等や,炭素以外の原子例えば酸素,窒素等を介して2個以上の,置換されていてよいアルキル基や置換されていてよいアルケニル基等が連結したものが挙げられる。シランカップリング剤が有する置換基としては種々のものが知られている。それら種々のシランカップリング剤のうち,本発明においては,置換基としてアミノ基を有するものを用いることが特に好ましい。シランカップリング剤RnSiX4−nは,その分子中の基Xが水中で加水分解を受け,徐々に又は速やかに基OHに変換される性質を有する。本発明において,「アミノ基を有するシランカップリング剤」というときは,RnSiX4−nの形のもの及び,また部分的に若しくは完全に加水分解が進行したもの,それが一部縮重合したもの全てを包含する。
【0035】
アミノ基を有するシランカップリング剤は,樹脂(A)及び樹脂(B)をガラス表面に強固に接着させるのに極めて有効であることが本発明者らによって見出された。本発明において用いられるアミノ基を有するシランカップリング剤としては特に制限はないが,例として,γ−アミノプロピルトリエトキシシラン,γ−アミノプロピルトリメトキシシラン,N−β−アミノエチル−γ−アミノプロピルトリメトキシシラン,N−β−アミノエチル−γ−アミノプロピルトリエトキシシラン,N−β−アミノエチル−γ−アミノプロピルメチルジメトキシシラン等を挙げることができる。
【0036】
本発明の水性コーティング組成物中のシランカップリング剤濃度は,0.01〜1重量%であることが好ましく,0.05〜0.5重量%であることがより好ましい。シランカップリング剤濃度が0.01重量%未満では,樹脂(A)及び樹脂(B)のガラス表面への接着強度が弱まって,コーティングの耐久性が低下する虞がある。他方,シランカップリング剤濃度を,1重量%を超えて高めても効果は変わらず,経済的でない。
【0037】
本明細書において,「水性コーティング組成物」は,水を主たる媒質とする組成物を意味しており,その限りにおいて,水と混和性の他の媒質が共存することを排除しない。
【0038】
また,本発明の水性コーティング組成物によりガラス製品にコーティングを行うには,ガラス容器や板ガラス等のガラス製品の外表面に,熱時に該水性組成物を接触させればよい。これは,例えば該組成物を単に吹き付けるだけでよいが,これに限定されず,他の方法によってもよい。作業効率及びコーティングの付着効率等を考慮すれば,外表面温度は通常約80〜約130℃の範囲とするのが好ましく,約90〜約120℃の範囲とするのがより好ましい。
【0039】
なお,ガラス容器は,強度とその上に施す有機系コーティングの接着力を増す目的で,成形後徐冷前に三塩化ブチル錫,四塩化錫,四塩化チタン等の蒸気に接触させることによるホットエンドコーティング(酸化錫又は酸化チタンによる表面処理)が,多くの場合に行われるが,本発明のコールドエンドコーティング組成物は,ホットエンドコーティング処理の有無に関わりなく,ガラス容器に広く好適に用いることができる。
【0040】
本発明のガラス製品は,(ユーザーでの使用態様に応じてそのまま又は水洗された後),従来ガラス容器のラベル貼付けに用いられている通常のデンプン系の糊で,紙製等のラベルやシールを貼付してその易剥離性を実現することができる。そのようなデンプン系の糊としては,デンプンや変性デンプン等を主成分とする,あるいはデンプン−アクリル混合系等の,デンプンや変性デンプン等を主要構成成分とし,45〜65%程度の水を含有するものを用いることができる。また,合成樹脂製接着剤や予め合成樹脂製接着剤が塗布されている感熱ラベル等においても,ラベルやシールを貼付してその易剥離性を実現することができる。
【0041】
本発明において評価に用いられる装置及び方法について説明する。
1.ラベル剥離試験
実験室においてガラス容器へ紙製ラベルを貼り付ける場合は,糊の使用量が過剰にならないよう,200メッシュスクリーンに(線幅1.2mm,線間隔1.1mmの)線状パターン(全長,前幅はラベルサイズに合わせる)を形成し,スキージーを用いて糊を紙製ラベル裏面に直接塗布し,ガラス容器表面に貼りつける。食品工場,製薬工場等においてガラス容器へ紙製ラベルを貼り付ける場合は,通常のラベラーまたは感熱ラベラーを用いる。
ガラス容器表面に貼り付けた紙製ラベルの角部を爪で剥がし,剥がれた部分を摘んでラベルを引き剥がし,ラベルが破断した時点をもって1回の剥離操作とする。ラベルが破断せず1回でラベルが剥がれた場合を◎,2〜3回でラベルが剥がれた場合を○,3回目の操作後もラベルが完全には剥がれないが,残存率が30%以下の場合を△,残存率が30%を超える場合を×として評価する。
【0042】
2.コンベアガイド汚染評価促進試験
ガラス容器製造ラインや食品メーカー,製薬メーカーの充填ラインにおけるコンベアガイド汚染評価のための促進試験は,ラインシミュレーターを用いて行う。本明細書において「ラインシミュレーター」とは,製造後に流通過程に置かれたガラス容器の表面に通常加えられるであろう物理的損傷を実験的に予測するための手段としてガラスびん業界で従来より用いられている,アメリカングラスリサーチ社(AGR International, INC., Butler,
PA, USA)製の試験装置をいう。その構造,寸法等,各種の設定及び使用方法は以下の通りである。
【0043】
図1は,ラインシミュレーターの側面から見た概要図である。ラインシミュレーターは,概略円筒状の形態であり装置本体の外枠を形成している,上部の開放されたカバー18の内側に,回転円板1(ステンレス鋼製)と,この上面に固定されて回転円板1と共に回転する同径の回転円板2(ベークライト製)とが備えられている。回転円板1及び2は,モーター3によって駆動され,所定速度で回転される。カバー18の内壁全周に沿って,断面概略円形のプラスチック製ガイドレール4が,上下2段に環状に設けられている。回転円板2上には,試験するガラス容器のサイズに応じて4通りのサイズのものから規定に従って選択される円形の交換プレート7の1つが載せられ,ハンドル8を有するネジ式の固定具により回転円板1及び2の軸に取り付けられる。交換プレート7は,その外周に沿ってブラケット6を備えており,ブラケット6の外周側には,断面概略円形のプラスチック製ガイドレール5が,上下2段に環状に設けられている。図において,回転円板1の下には3枚のスペーサー9が挿入されている。個々に分離できるこれらのスペーサー9は,回転円板1を下方から支える働きをすると共に,回転円板1の高さを調節するために用いられる。すなわち,試験すべきガラス容器の高さに応じ,後述する規定に従って,スペーサー9の幾つか(0〜3枚)を回転円板2と交換プレート7との間に挿入することにより,回転円板1の(従って同時に回転円板2の)高さが調節される。試験すべきガラス容器は,ガイドレール4及び5の間において回転円板2上に立てて並べられる。
【0044】
図1において,10は,回転円板2上に突出したゲートである。ゲート10は,図2において詳細に図解するように,カバー18の外側に位置する支点において鉛直な軸の周りに回動可能に支持されたレバーの形態であり,カバー18に設けられたスロットを通って
カバー18の内側,回転円板2の上方に突出するように配置されている。図1においては,ゲート10はそのレバーの先端のみが示されている。ゲート10には,その先端付近につる巻バネ11の一端が取り付けられている。カバー18の外面には,貫通する雌ネジを備えたブロック19が固定されている。ゲート調整ネジ20aが,この雌ネジ内にねじ込まれており,ゲート調整ネジ20aの先端はブロック19を通ってカバー18の内側に突出している。ゲート調整ネジ20aの先端には,前記つる巻バネ11の他端が取り付けられている。20bは,ゲート調整固定ネジであり,これを調整済みのゲート調整ネジ20aの周りに回してブロック19に対して押しつけることにより,ゲート調整ネジ20aを動かないようその位置に固定することができる。
【0045】
図1において,12は,回転円板2に載せられたガラス容器の外表面に常温の水を掛けるためのスプレーヘッドである(噴出口内径2mm)。掛けられた水は回転円板1及び2とカバー18との隙間より落下し,外周において下方へと傾斜の付けられた円形のアルミ板16とカバー18との隙間よりドレーントラップ14内に落下してドレーン用接続口15を介して排出される。回転円板1及び2の回転時間は,セットタイマー13を操作することにより所定長さに設定される。
【0046】
図2は,図1に示したラインシミュレーターのゲート10付近の構造を示す平面図である。図1が示すように,ゲート10は支点Aを中心として鉛直軸周りに回動可能に支持されている。つる巻バネ11はその一端において,ゲート調整ネジ20aの先端に取り付け
られ,他端においてゲート10の先端付近に設けられた円柱状のピンに取り付けられている。ゲート10には,ガラス容器と接触する面にコンベアガイド材と同じガイド部材「ニューライト(登録商標)板」(作新工業株式会社製 超高分子量ポリエチレン)10aが皿ネジで固定されており,ガイド部材10aは,ガラス容器が連続的に接触したときの汚染の評価に供される。21及び22は,装置内に並べられたガラス容器のうちの2個を表している。ガラス容器は,試験に当たってガイドレール4と5の間の回転円板2上に,後述の仕方で多数並べられる。矢印は,回転円板2の回転方向を示す。
【0047】
図2を参照して,各部位の寸法は次の通りである。
1)ガイドレール4の内径:613mm
2)カバー18の外径:637mm
3)カバー18の外周と支点Aとの最短距離:19mm
4)ゲート調整ネジ20aの中心軸と支点Aとが回転円板1の中心軸に対して作る角度:26.3°
5)支点Aとゲート先端との距離:178mm
6)ガイド部材先端表面とカバー18との距離:30mm
【0048】
<交換プレートの選択方法>
また,ブラケット6及びガイドレール5を伴った4通りのサイズの交換プレート7(No.1〜4)は,そのガイドレール5の外径がそれぞれ48.3cm(No.1),44.5cm(No.2),40.3cm(No.3)及び32.0cm(No.4)である。試験において用いる交換プレート7のサイズの選択は,ガラス容器の外径に従って行われる。すなわち:
1)ガラス容器外径58.4mm以下・・・・・・・No.1
2)ガラス容器外径58.4〜73.7mm・・・・No.2
3)ガラス容器外径73.7〜96.5mm・・・・No.3
4)ガラス容器外径96.5〜129.5mm・・・No.4
【0049】
<スペーサーの配置方法>
図1に示したスペーサー9は,試験すべきガラス容器の高さに応じて,次の通りに配置される。すなわち:
1)容器高さ228.6mm以下:3枚のスペーサー9全てを回転円板1とアルミ板16との間に配置する。
2)容器高さ152.4〜254.0mm:2枚のスペーサー9を回転円板1とアルミ板16との間に配置し,1枚のスペーサー9を回転円板2と交換プレート7との間に配置する。
3)容器高さ177.8〜279.4mm:1枚のスペーサー9を回転円板1とアルミ板16との間に配置し,2枚のスペーサー9を回転円板2と交換プレート7との間に配置する。
4)容器高さ203.2〜304.8mm:3枚のスペーサー9全てを回転円板2と交換プレート7との間に配置する。
【0050】
<ゲートの調整方法>
図2を参照。直径約45mmのガラス容器表面のコーティングを評価するにあたり,ゲート10に取り付けた厚さ約5mmのガイド部材10aの表面先端とカバー18との距離が40mmとなるように,ゲート調整ネジ20aで位置決めし,次いで,ゲート調整固定ネジ20bを締め付けることにより,ゲート調整ネジを固定する。ここにおいて,ラインシミュレーターで用いられるつる巻バネ11は,自然長3.6cm,ゲート調整ネジ20aの先端がゲート10の先端付近の円柱状のピンに突き当ったときの長さ1.3cm,及びバネ定数65.4N/cmである。
【0051】
<回転数,噴出水量>
回転円板1及び2の回転数:35回転/分
スプレーヘッド12からの噴出水量:200mL/分
【0052】
<使用方法>
前記の各規定に従って,試験すべきガラス容器の外径及び高さに応じて交換プレート7及びスペーサー9を取り付け,ゲートを調整し固定する。ガラス容器をガイドレール4の内周に沿って,該内周に接触させた状態で,ガラス容器相互に隙間をあけないように一列に,先頭のガラス容器と最後尾のガラス容器との間の間隔がガラス容器1個分に満たなくなるまで,順次並べる。セットタイマー13を所望の時間に設定すると共に,スプレーヘッド12から噴出される水の流量を設定する。回転円板1及び2の回転を開始し,スプレーヘッドからの水をガラス容器の外表面に掛けながら,設定した時間の長さにわたって装置の運転を持続する。
【0053】
<ラインシミュレーターの機能>
回転円板1及び2の回転に伴い,その上に載っているガラス容器(21,22等)はゲート10へと順次送られ,次々とゲート10を押し,つる巻バネ11による付勢に抗してゲート10を押し広げて通過するが,そのときガラス容器表面のコーティングがガイド部材との摩擦により擦れ落ち,その程度の大小により,ガイド部材の汚染程度が変化する。ガラス容器をこの状態に一定時間置くことにより,ラインシミュレーター処理は,搬送ラインにおけるガラス容器のコーティングの耐久性を,より過酷な条件で短期間に評価することを可能にする。
【0054】
3.表面滑り角度測定方法
日本ガラスびん協会規格(昭和52年6月15日制定,平成22年5月19日追加・改正(7))「7.12 表面滑り角度測定方法」は,ガラスびんにつき以下の手順及び基準により表面滑り角度を測定すべきことを規定している。
<試料>
(1)試料びん: コーティング剤が完全に乾燥したびんを採取し,びん温度が室温になるまで放冷したものを試料びんとする。
(2)試料びんの採取: 1測定ごとに9本以上の試料びんを採取する。但し,サンプリング時および測定時においてびんの胴面を手で触れないこと。
<測定方法>(図3を参照)
(1)平行調整ネジ37で水平にしたびん保持台34上に試料びん32及び33を接して並べ,びん底をストッパーに密着させ,更にびん32と33が横方向にズレないようストッパーを当てる。
(2)試料びん32と33の上に試料びん31を置き三角形に積み重ねる。
(3)試料びんは3本とも同一方向に並べ,びん表面は彫刻や合わせ目のある面は避けストレート面が接するようにする。
(4)びん保持台に徐々に傾斜角度をつけるため,ハンドル36を廻し,試料びん31が滑り始めた位置の目盛りを読み記録する。
(5)測定は,1測定に3本のびんを用い,再度測定に使うことはしない。但し,測定は3回以上行う。
【0055】
4.強度測定方法
耐内圧力強度は,JIS S2302−1994「炭酸飲料用ガラスびんの耐内圧力試験方法」に準じて測定を行い,サンプル数は20とした。機械衝撃強度は,JIS S2303−2003「炭酸飲料用ガラスびんの機械衝撃試験方法」に準じて測定を行い,サンプル数は上下コンタクトポイント(びん同士が接触する部位)各20とした。
【実施例】
【0056】
以下,実施例を挙げて本発明を更に詳細に説明するが,本発明がこれらの実施例により限定されることは意図しない。
【0057】
〔実施例1〜4および比較例1〜2〕
<樹脂及び水性分散体>
樹脂(A)として,軟化点138℃のポリエチレンワックス〔ハネウェル社製,商品名:A−C392,酸価30mg−KOH/g(以下,単位省略),針入度<0.05mm(<0.5dmm)〕を,水酸化カリウムの存在下,非イオン界面活性剤(高級アルコールエチレンオキシド付加物)を用い,常法により水性分散体としたものを用意した(水性分散体A)。ポリエチレンワックスの濃度は,そのカリウム塩重量換算で,35重量%である。
また,樹脂(B)として,α−オレフィンと無水マレイン酸及び無水マレイン酸モノ・イソプロピルエステルの共重合体(α−オレフィンは炭素数10超)〔ベーカー・ペトロライト社製,商品名:セラマー1608,CAS No.75535−27−2,酸価154,ケン化価190mg−KOH/g(以下,単位省略),数平均分子量2580〕を用い,水酸化カリウムの存在下,常法により水性分散体としたものを用意した(水性分散体B)。樹脂(B)の濃度は,そのカリウム塩重量換算で,16.8重量%である。
【0058】
<各水性コーティング組成物の調製>
(1)水性分散体Bの6.7gを1000mLのイオン交換水に加えて混合し,ガラス表面処理用水性コーティング(コールドエンドコーティング)組成物とした。この組成物は,樹脂(B)を含むが,樹脂(A)は含まない(比較例1)。
(2)水性分散体Aの2.7gを1000mLのイオン交換水に加えて混合し,ガラス表面処理用水性コーティング(コールドエンドコーティング)組成物とした。この組成物は,樹脂(A)を含むが,樹脂(B)は含まない(比較例2)。
(3)水性分散体Aの1.08gを500mLのイオン交換水に加え混合した液と水性分散体Bの4.02gを500mLのイオン交換水に加え混合した液とを合わせ,ガラス表面処理用水性コーティング(コールドエンドコーティング)組成物とした。樹脂(A)と樹脂(B)の重量混合比は,それらのカリウム塩重量換算で,(A)/(B)=約0.36/0.64であった(実施例1)。
(4)水性分散体Aの1.35gを500mLのイオン交換水に加え混合した液と水性分散体Bの3.35gを500mLのイオン交換水に加え混合した液とを合わせ,ガラス表面処理用水性コーティング(コールドエンドコーティング)組成物とした。樹脂(A)と樹脂(B)の重量混合比は,それらのカリウム塩重量換算で,(A)/(B)=約0.46/0.54であった(実施例2)。
(5)水性分散体Aの1.62gを500mLのイオン交換水に加え混合した液と水性分散体Bの2.68gを500mLのイオン交換水に加え混合した液とを合わせ,ガラス表面処理用水性コーティング(コールドエンドコーティング)組成物とした。樹脂(A)と樹脂(B)の重量混合比は,それらのカリウム塩重量換算で,(A)/(B)=約0.55/0.45であった(実施例3)。
(6)水性分散体Aの2.02gを500mLのイオン交換水に加え混合した液と水性分散体Bの1.68gを500mLのイオン交換水に加え混合した液とを合わせ,ガラス表面処理用水性コーティング(コールドエンドコーティング)組成物とした。樹脂(A)と樹脂(B)の重量混合比は,それらのカリウム塩重量換算で,(A)/(B)=約0.72/0.28であった(実施例4)。
【0059】
<コーティング処理>
次に,慣用の方法で表面にホットエンドコーティングを施した内容量100mL,質量103gのドリンク剤用ガラス容器を用意し,それらを恒温乾燥器中で115℃にて60分間保持した。上記6種類のガラス表面処理用水性コーティング組成物をハンド式スプレーガンのカップに移し,コンプレッサーから供給されるエアの噴出量とその圧力をスプレーガンの手元で調整することにより,スプレー量を70mL/分に固定した。次いで,外表面温度約100℃に加温した上記ガラス容器を1個ずつターンテーブルの中心に置き,該ターンテーブルを2回転(1回転約2秒)させる間に,そのガラス容器に約50cmの距離から上記コーティング組成物をスプレーすることにより,ガラス容器の外表面に該組成物を均一に,液垂れのないように塗布した。塗布後,そのままの状態でガラス容器を室温まで放冷した。この手順により,以下の試験に必要な個数のコールドエンドコーティング済みガラス容器をそれぞれ用意した。
【0060】
<滑性の評価>
ガラス容器表面の滑性の評価を,前記の日本ガラスびん協会規格7.12 表面滑り角度測定方法に基づいて行った(n=12)。無洗浄のガラス容器の測定の結果,表面滑り角度は,比較例1:11〜14°(平均値12.1°),実施例1:7〜10°(平均値9.3°),実施例2:6〜9°(平均値7.6°),実施例3:6〜8°(平均値7.4°),実施例4:6〜7°(平均値6.5°),比較例2:6〜8°(平均値7.3°)であった。
また,80℃の湯に10分間浸漬(湯洗)後乾燥したガラス容器の表面滑り角度は,比較例1:7〜10°(平均値8.6°),実施例1:6〜8°(平均値6.8°),実施例2:5〜7°(平均値6.2°),実施例3:5〜7°(平均値5.8°),実施例4:5〜6°(平均値5.5°),比較例2:7〜9°(平均値8.6°)であった。コールドエンドコーティングを施さなかった同じ規格のガラス容器について別途測定した滑り角度は,25〜30°であった。これらのことから,得られた無洗浄,湯洗いずれのガラス容器表面においても,実施例1〜4のコーティングは比較例1および2に対して,より低い表面滑り角度を示している(表1参照)。カリウム塩重量換算での樹脂(A)と樹脂(B)の合計重量のうちの樹脂(A)の重量割合と,表面滑り角度の平均値との関係を図4に示す。
【0061】
【表1】
【0062】
〔比較例3〕
<樹脂及び水性コーティング組成物>
軟化点101℃のポリエチレンワックス〔ハネウェル社製,商品名:A−C629,酸価15〕を,水酸化カリウムの存在下,乳化剤として高級アルコールエチレンオキシド付加物およびオレイン酸カリウムを用いて常法により水性分散体としたものを用意した(水性分散体C;固形分濃度:約12重量%)。
これをイオン交換水で100倍希釈し,ガラス表面処理用水性コーティング(コールドエンドコーティング)組成物100Lを調製した。このコーティング組成物は従来長期に亘って使用されてきたものである。
【0063】
<コーティング処理>
製びん工場の製造ラインでホットエンドコーティング処理され,さらに徐冷炉で徐歪された外表面温度約100〜110℃の内容量100mL,質量103gのドリンク剤用ガラス容器の表面に,3本のスプレーガンを用いて該コーティング組成物をスプレーした。スプレー量はガン1本あたり70mL/分とし,スプレーは,1列35本のガラス容器に対し,列の両側から約3.2秒かけてスプレーガンを走行させながら行った。
【0064】
<滑性の評価>
室温まで放冷した後,ガラス容器表面の滑性の評価を,前記の日本ガラスびん協会規格7.12 表面滑り角度測定方法に基づいて行った(n=12)。無洗浄のガラス容器の表面滑り角度はそれぞれ6〜8°であった。
【0065】
<ガイド部材の汚染の評価>
上記水性コーティング組成物を用いて上記コーティング処理を行ったガラス容器を新たに195本用意した。39本ずつラインシミュレーター(LS)にかけ,10分ごとに全数を入れ替え,計50分間試験を実施した。試験実施後のラインシミュレーターのゲートに固定したガイド部材表面の汚染を観察したところ,比較例3のガラス容器はガイド部材を著しく汚染した(図5(d)参照)。
【0066】
〔実施例5,6,比較例4〕
<水性コーティング組成物及びコーティング処理>
実施例3,4及び比較例2と同じガラス表面処理用水性コーティング(コールドエンドコーティング)組成物各100Lを調製し,それぞれ,実施例5,6及び比較例4の水性コーティング組成物とした。これらを用いて,比較例3の「コーティング処理」の部に記載したのと同じ条件及び手順で同じ規格のガラス容器のスプレーコーティングを行った。
【0067】
<滑性の評価1>
スプレーコーティング後,室温まで放冷した後,ガラス容器表面の滑性の評価を,前記の日本ガラスびん協会規格7.12 表面滑り角度測定方法に基づいて行った(n=12)。無洗浄のガラス容器の表面滑り角度は,実施例5:7〜10°(平均値7.8°),実施例6:6〜8°(平均値7.3°),比較例4:6〜9°(平均値7.2°)であった(表2参照)。
【0068】
<評価2>
上記「水性コーティング組成物及びコーティング処理」の部の記載に準じてコーティングを行い,各組成物毎にコーティング済みガラス容器を117本用意し,39本ずつ3グループに分けた。各グループ39本のガラス容器について,ラインシミュレーター(LS)による処理に伴う表面の滑性の変化を,処理時間1,3又は5分間のそれぞれについて,前記の日本ガラスびん協会規格7.12
表面滑り角度測定方法に基づいて評価した(各n=12)。結果を表2に示す。また,LS試験経過時間と表面滑り角度の平均値の変化を図6に示す。これらの結果から,実施例5および6の水性コーティング組成物で処理したガラス容器では,比較例4と比べて表面滑り角度の上昇が顕著に抑えられ,滑り性が維持されていることが分かる。これに対し,樹脂(B)を含まず,シランカップリング剤も含まない比較例4のコーティングは,ガラス容器表面から脱落し表面の滑りを維持できない。
【0069】
【表2】
【0070】
<ガイド部材の汚染の評価1>
上記「水性コーティング組成物及びコーティング処理」の部の記載に準じてコーティングを行い,各組成物毎にコーティング済みガラス容器を新たに195本用意した。39本ずつラインシミュレーター(LS)にかけ,10分ごとに全数を入れ替え,実施例5,6および比較例4のガラス容器についてそれぞれ計50分間試験を実施した。試験実施後のラインシミュレーターのゲートに固定したガイド部材表面の汚染を観察したところ,比較例3の水性コーティング剤でコーティングしたガラス容器はガイド部材を著しく汚染(図5(d)参照)したのに対し,実施例5,6及び比較例4の水性コーティング剤でコーティングしたガラス容器でのガイド部材の汚染は軽微であった(図5(a),(b),(c)参照)。
【0071】
<ガイド部材の汚染の評価2>
上記「水性コーティング組成物及びコーティング処理」の部の記載に準じてコーティングを行い,各組成物毎にコーティング済みガラス容器を約7500本用意した。これらのガラス容器について,熱水処理,高温の水蒸気処理が行われる,充填速度1,200本/分のラインでライン適正試験を行った。実施例5,6および比較例4のいずれのガラス容器もラインのガイド部材をほとんど汚染することなく,1,200本/分の速度で充填可能であった。
【0072】
<ラベル剥離性の評価>
また,このラインを通過したガラス容器に,ラベラーで,デンプン−アクリル系糊を用いて紙製ラベル(132mm×60mm,90g/m2)を貼付した。ラベリングは安定して行われ,接着力は強固であり,乾燥後のラベル剥離試験ではラベルを剥がすことはできなかった。
【0073】
<耐内圧力強度及び機械衝撃強度の評価>
上記「水性コーティング組成物及びコーティング処理」の部の記載に準じてコーティングを行い,各組成物毎にコーティング済みガラス容器を120本用意した。これらのガラス容器につき,ラインシミュレーターにより0および5分間処理した後の耐内圧力強度および機械衝撃強度を測定した。耐内圧力試験のサンプル数はそれぞれ20本とし,機械衝撃試験については,上下のコンタクトポイントについてそれぞれ20本とした。結果を表3に示す。実施例5および6については上記5分間処理後も十分に強度が維持されており,特に実施例5のガラス容器に用いられたコーティング組成物が,強度維持に優れている。比較例4のガラス容器は,従来のコーティング組成物で処理された比較例3のガラス容器よりも強度が劣る結果となった。
【0074】
【表3】
【0075】
〔実施例7〕
<コーティング処理>
実施例5と同じガラス表面処理用水性コーティング(コールドエンドコーティング)組成物100Lを調製し,製びん工場の製造ラインでホットエンドコーティング処理され,さらに徐冷炉で徐歪された外表面温度約100〜110℃の内容量100mL,質量103gのドリンク剤用ガラス容器の表面に,3本のスプレーガンを用いて該コーティング組成物をスプレーした。スプレー量はガン1本あたり45,55,65又は75mL/分とし,スプレーは,1列30本のガラス容器に対し,列の両側から約3.7秒かけてスプレーガンを走行させながら行った。
【0076】
<滑性の評価>
室温まで放冷した後,ガラス容器表面の滑性の評価を,前記の日本ガラスびん協会規格7.12 表面滑り角度測定方法に基づいて行った(n=12)。無洗浄のガラス容器の表面滑り角度は,ガン1本あたり45,55,65,75mL/分について,それぞれ6〜8°(平均値7.0°),6〜8°(平均値7.1°),6〜7°(平均値6.4°),5〜7(平均値5.9°)であった。また,80℃の湯に10分間浸漬(湯洗)後乾燥したガラス容器の測定の結果,表面滑り角度は,それぞれ7〜9°(平均値7.7°),7〜8°(平均値7.8°),7〜8°(平均値7.4°),6〜8°(平均値7.1°)であった。
【0077】
<ラベル剥離性の評価>
上記のガラス容器を80℃の湯に10分間浸漬(湯洗)後乾燥させ,中に73℃の湯を詰め,表面温度60〜65℃のときに,デンプン−アクリル系糊を塗布した紙製ラベル(132mm×60mm,90g/m2)をその表面に貼付した。紙製ラベル裏面への糊の塗布は,200メッシュスクリーンに形成した線状パターンを,スキージーを用いて通過させることにより行った。ラベル当たりの糊の塗布量は,0.15〜0.20gであった。評価は1ガン当りのスプレー流量45,75mL/分について6本ずつとし,室温で10日間乾燥後に行った。
【0078】
スプレーガン3本を用い,1ガン当りのスプレー量を45mL/分としたガラス容器については,各ラベルはガラス容器に確実に貼付されており表面を指で強く擦っても全く影響を受けなかった。これらのラベルにつき剥離試験を行ったところ,×が6本であった。すなわち,1ガン当りのスプレー量を45mL/分としたガラス容器では,ガラス容器表面の湯洗後にデンプン−アクリル系糊を用いて貼り付けた紙製ラベルの強固な接着が維持されている。
【0079】
スプレーガン3本を用い,1ガン当りのスプレー量を75mL/分としたガラス容器については,各ラベルはガラス容器に確実に貼付されており表面を指で強く擦っても全く影響を受けなかった。これらのラベルにつき剥離試験を行ったところ,◎が2本,○が4本であった。すなわち,1ガン当りのスプレー量を75mL/分としたガラス容器では,ガラス容器表面の湯洗後にデンプン−アクリル系糊を用いて貼り付けた紙製ラベルの易剥離性を示している。
【0080】
以上の結果から,実施例7で用いたガラス表面処理用水性コーティング(コールドエンドコーティング)組成物〔樹脂(A)と樹脂(B)の重量混合比は,それらのカリウム塩重量換算で,(A)/(B)=約0.55/0.45〕は,コーティングに際し流量を制御することで,ガラス容器に,ラベルが強固に接着する表面とラベル易剥離を達成する表面の何れをも提供できるという,相反する目的に柔軟に対応できる水性コーティング組成物であることが判明した。
【産業上の利用可能性】
【0081】
本発明は,表面の摩擦係数低下による傷付き防止により強度劣化の防止されたガラス製品を得るための水性コーティング剤及び該コーティング剤で処理したガラス製品であって,搬送ライン,特にコーティングの摩耗や脱落によるコンベアガイドの汚染を低減することができ,デンプン系の糊,合成樹脂製接着剤のいずれを用いても安定したラベリングが可能で,流通過程でラベルが自然に剥離する虞がないが,使用後リサイクル時にラベルを剥がそうとするときは容易に剥がすことができるという特徴(易剥離性)を有するガラス製品を得ることができる。
また,本発明の水性コーティング剤で処理したガラス製品は,殺菌目的で70〜80℃以上の熱水や高温の水蒸気等に曝され,かつ毎分1000本以上の充填を行う超高速ラインにおいても,十分な滑り性を維持できるという際立った特徴を有する。
【符号の説明】
【0082】
1=回転円板(ステンレス鋼製)
2=回転円板(ベークライト製)
3=モーター
4=ガイドレール
5=ガイドレール
6=ブラケット
7=交換プレート
8=ハンドル
9=スペーサー
10=ゲート
11=バネ
12=スプレーヘッド
13=セットタイマー
14=ドレーントラップ
15=ドレーン用接続口
16=アルミ板
17=パッキング
18=カバー
19=ブロック
20a=ゲート調整ネジ
20b=ゲート調整固定ネジ
21=ガラス容器
22=ガラス容器
31〜33=試料びん
34=びん保持台
35=目盛り板
36=ハンドル
37=平行調整ネジ
【特許請求の範囲】
【請求項1】
塩基の存在下,水中に樹脂(A)と樹脂(B)とを分散した状態で含有させてなる水性コーティング組成物であって,樹脂(A)が,軟化点110℃以上のポリエチレンワックスであり,樹脂(B)が,α−オレフィン/無水マレイン酸共重合体及び該共重合体の部分反応物のうちの少なくとも1種であることを特徴とする水性コーティング組成物。
【請求項2】
樹脂(A)と樹脂(B)の重量混合比が,それらのカリウム塩重量換算で,(A)/(B)=35/65〜80/20である,請求項1の水性コーティング組成物。
【請求項3】
樹脂(A)の酸価が20〜40mg−KOH/gであり,樹脂(B)の酸価が100〜300mg−KOH/gである,請求項1又は2の水性コーティング組成物。
【請求項4】
樹脂(A)の軟化点が130℃以上である,請求項1ないし3の何れかの水性コーティング組成物。
【請求項5】
樹脂(A)の25℃における針入度が0.1mm以下である,請求項1ないし4の何れかの水性コーティング組成物。
【請求項6】
該α−オレフィンの炭素数が10〜50である,請求項1ないし5の何れかの水性コーティング組成物。
【請求項7】
該共重合体の部分反応物が,少なくとも一部の無水マレイン酸モノマー単位においてアルキルエステル化によりグラフト変性されてなるものである,請求項1ないし6の何れかの水性コーティング組成物。
【請求項8】
該アルキルエステル化がモノアルキルエステル化である,請求項7の水性コーティング組成物。
【請求項9】
樹脂(A)及び樹脂(B)の合計濃度が,それらのカリウム塩重量換算で,0.05〜1重量%である,請求項1ないし8の何れかの水性コーティング組成物。
【請求項10】
樹脂(A)の酸価が25〜35mg−KOH/gであり,樹脂(B)の酸価が120〜250mg−KOH/gである,請求項1ないし9の何れかの水性コーティング組成物。
【請求項11】
樹脂(A)と樹脂(B)の重量混合比が,それらのカリウム塩重量換算で,(A)/(B)=40/60〜75/25である,請求項1ないし10の何れかの水性コーティング組成物。
【請求項12】
該α−オレフィンの炭素数が14〜40である,請求項1ないし11の何れかの水性コーティング組成物。
【請求項13】
請求項1ないし12の何れかの水性コーティング組成物を表面にコーティングしたことを特徴とするガラス製品。
【請求項14】
該水性コーティング組成物を表面にコーティングした該ガラス製品が,該表面を,該コーティングより前にホットエンドコーティングしてあるものである,請求項13のガラス製品。
【請求項15】
ガラス容器である,請求項13又は14のガラス製品。
【請求項16】
板ガラスである,請求項13のガラス製品。
【請求項17】
ガラス表面を,表面温度80〜130℃にて請求項1ないし12の何れかの水性コーティング組成物と接触させることを特徴とする,ガラス表面処理方法。
【請求項1】
塩基の存在下,水中に樹脂(A)と樹脂(B)とを分散した状態で含有させてなる水性コーティング組成物であって,樹脂(A)が,軟化点110℃以上のポリエチレンワックスであり,樹脂(B)が,α−オレフィン/無水マレイン酸共重合体及び該共重合体の部分反応物のうちの少なくとも1種であることを特徴とする水性コーティング組成物。
【請求項2】
樹脂(A)と樹脂(B)の重量混合比が,それらのカリウム塩重量換算で,(A)/(B)=35/65〜80/20である,請求項1の水性コーティング組成物。
【請求項3】
樹脂(A)の酸価が20〜40mg−KOH/gであり,樹脂(B)の酸価が100〜300mg−KOH/gである,請求項1又は2の水性コーティング組成物。
【請求項4】
樹脂(A)の軟化点が130℃以上である,請求項1ないし3の何れかの水性コーティング組成物。
【請求項5】
樹脂(A)の25℃における針入度が0.1mm以下である,請求項1ないし4の何れかの水性コーティング組成物。
【請求項6】
該α−オレフィンの炭素数が10〜50である,請求項1ないし5の何れかの水性コーティング組成物。
【請求項7】
該共重合体の部分反応物が,少なくとも一部の無水マレイン酸モノマー単位においてアルキルエステル化によりグラフト変性されてなるものである,請求項1ないし6の何れかの水性コーティング組成物。
【請求項8】
該アルキルエステル化がモノアルキルエステル化である,請求項7の水性コーティング組成物。
【請求項9】
樹脂(A)及び樹脂(B)の合計濃度が,それらのカリウム塩重量換算で,0.05〜1重量%である,請求項1ないし8の何れかの水性コーティング組成物。
【請求項10】
樹脂(A)の酸価が25〜35mg−KOH/gであり,樹脂(B)の酸価が120〜250mg−KOH/gである,請求項1ないし9の何れかの水性コーティング組成物。
【請求項11】
樹脂(A)と樹脂(B)の重量混合比が,それらのカリウム塩重量換算で,(A)/(B)=40/60〜75/25である,請求項1ないし10の何れかの水性コーティング組成物。
【請求項12】
該α−オレフィンの炭素数が14〜40である,請求項1ないし11の何れかの水性コーティング組成物。
【請求項13】
請求項1ないし12の何れかの水性コーティング組成物を表面にコーティングしたことを特徴とするガラス製品。
【請求項14】
該水性コーティング組成物を表面にコーティングした該ガラス製品が,該表面を,該コーティングより前にホットエンドコーティングしてあるものである,請求項13のガラス製品。
【請求項15】
ガラス容器である,請求項13又は14のガラス製品。
【請求項16】
板ガラスである,請求項13のガラス製品。
【請求項17】
ガラス表面を,表面温度80〜130℃にて請求項1ないし12の何れかの水性コーティング組成物と接触させることを特徴とする,ガラス表面処理方法。
【図1】

【図2】
【図3】
【図4】
【図6】
【図5】
【図2】
【図3】
【図4】
【図6】
【図5】
【公開番号】特開2013−71974(P2013−71974A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−210812(P2011−210812)
【出願日】平成23年9月27日(2011.9.27)
【出願人】(000178826)日本山村硝子株式会社 (140)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月27日(2011.9.27)
【出願人】(000178826)日本山村硝子株式会社 (140)
【Fターム(参考)】
[ Back to top ]