
水性プライマーの吐出制御システム
【課題】乾燥の速い水性プライマーを使用したとしても、塗装ブツを発生させることのない水性プライマーの吐出制御システムを提供する。
【解決手段】本発明は、水性プライマーを吐出するノズル12及びノズル12を開閉させるニードル13が設けられたスプレーガン5と、スプレーガン5に水性プライマーを供給するポンプ4と、を備えた水性プライマーの吐出制御システム1であって、ニードル13を引いてノズル12を開放させた状態でポンプ4をON/OFFさせることにより、ノズル12からの水性プライマーの吐出のON/OFFを制御することを特徴とする。
【解決手段】本発明は、水性プライマーを吐出するノズル12及びノズル12を開閉させるニードル13が設けられたスプレーガン5と、スプレーガン5に水性プライマーを供給するポンプ4と、を備えた水性プライマーの吐出制御システム1であって、ニードル13を引いてノズル12を開放させた状態でポンプ4をON/OFFさせることにより、ノズル12からの水性プライマーの吐出のON/OFFを制御することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車ボディ等の塗装に用いられる水性プライマーの吐出構造に関し、特に、上記吐出構造に設けられて水性プライマーの吐出のON/OFFを制御する水性プライマーの吐出制御システムに関する。
【背景技術】
【0002】
従来、自動車ボディ等の塗装においては、接着性の改善等を目的として、被塗装物と上塗り塗料との間に、下塗り塗料(以下、「プライマー」と称す。)が塗布されている。
【0003】
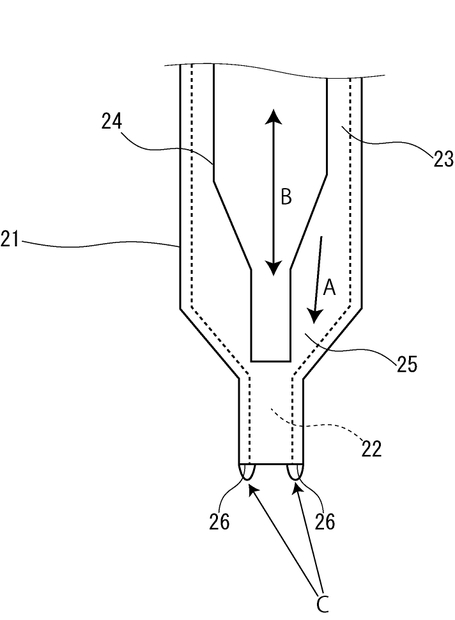
上記したプライマーの塗布には、一般的に、図4に示されるようなエアースプレーガン21が用いられている。このエアースプレーガン21の先端部にはガンノズル22が設けられており、定量ポンプ(図示せず)から圧送されてきたプライマーが、エアースプレーガン21の内部に設けられた移送経路23を通過してガンノズル22から吐出されることで、製造ライン上を定ピッチで搬送されてくる被塗装物に対してプライマーの塗布が行われる。また、上記した定量ポンプの上流側には絞り弁(図示せず)が設けられ、この絞り弁の開度の絞り量が調整されることで、水性プライマーの絞り弁からの流出圧力が3.0kgf/cm2程度に設定されている。なお、図4における矢印Aは、プライマーの移送方向を示している。
【0004】
また、エアースプレーガン21の移送経路23には、ガンノズル22を開閉可能なニードル24が設けられており、ガンノズル22先端でのニードル24の動作により、プライマーの吐出のON/OFFが制御されている。即ち、一の被塗装物への塗装から次の被塗装物への塗装の間、ニードル24によりガンノズル22を閉止することで、ガンノズル22からのプライマーの吐出を停止できるように構成されている。なお、図4における矢印Bは、ニードル24の移動方向を示している。
【0005】
ところで、近年、VOC(揮発性有機化合物)の排出規制により、自動車ボディ等の塗装に用いられる塗料は、有機溶剤を使用したものから水溶性のものへと切り替えられており、ワークの洗浄や下地調整工程においても、有機溶剤が廃止されてきている。このような背景の下、上記したプライマーについても、有機溶剤を使用したものから水性のものへと切り替えられている。一方で、このようにプライマーを水性とすると、プライマーの乾燥が遅くなるという新たな不具合が生じる。そこで、乾燥が速い水性プライマーが開発されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開2010/16617号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、図4に示されるようなエアースプレーガン21においては、一の被塗装物への塗装から次の被塗装物への塗装の間にプライマーの吐出を停止する度に、ニードル24によりガンノズル22を閉止することで、移送経路23の先端部25に残留するプライマーがニードル24によって押し出されることになる。そのため、このようなエアースプレーガン21で上記した乾燥が速い水性プライマーを吐出させると、移送経路23から押し出された水性プライマーがノズルエッジ部26に固着し、表面張力による塗料溜まり(図4の矢印C参照)が発生する。そして、この塗料溜まりが乾いて被塗装品の表面に落下すると、被塗装品の表面に「塗装ブツ」と呼ばれる不具合が発生し、被塗装品の美観を損ねる原因となる。更に、上記の如く絞り弁からの水性プライマーの流出圧力が3.0kgf/cm2程度と高いため、上記した塗装溜まり及び塗装ブツがより発生しやすくなっていた。
【0008】
そこで、本発明は上記の事情を考慮し、乾燥の速い水性プライマーを使用したとしても、塗装ブツを発生させることのない水性プライマーの吐出制御システムを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、水性プライマーを吐出するノズル及び該ノズルを開閉させるニードルが設けられたスプレーガンと、該スプレーガンに前記水性プライマーを供給するポンプと、を備えた水性プライマーの吐出制御システムであって、前記ニードルを引いて前記ノズルを開放させた状態で前記ポンプをON/OFFさせることにより、前記ノズルからの前記水性プライマーの吐出のON/OFFを制御することを特徴とする。
【0010】
このように、ニードルを引いてノズルを開放させた状態でポンプをON/OFFさせることにより、ノズルからの水性プライマーの吐出のON/OFFを制御することで、スプレーガン内に残留する水性プライマーがニードルによって外部に押し出されるのを防止することが可能となる。そのため、ノズルエッジ部に塗装溜まりが発生するのを抑制することができ、これに伴って塗装ブツの発生も抑制することが可能となり、塗装ブツによって被塗装品の美観が損なわれる虞も無い。
【0011】
また、前記ポンプの上流側に絞り弁を設け、該絞り弁の開度の絞り量を増大させることで、該絞り弁からの前記水性プライマーの流出圧力を0.5kgf/cm2まで低下させても良い。
【0012】
このような構成を採用することにより、ポンプのOFF時にノズルから水性プライマーが流出するのを抑制することが可能となる。
【発明の効果】
【0013】
本発明によれば、乾燥の速い水性プライマーを使用したとしても、塗装ブツを発生させることのない水性プライマーの吐出制御システムを提供することが可能となる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施形態にかかる水性プライマーの吐出制御システムの構成図である。
【図2】本発明の一実施形態にかかる水性プライマーの吐出制御システムにおいて、エアースプレーガンの構造を示す断面図である。
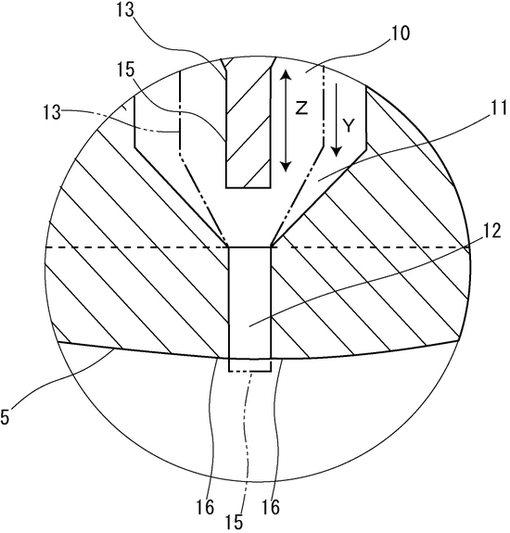
【図3】図2のX部分の拡大図である。
【図4】従来例のエアースプレーガンにおいて、塗装溜まりが生じた状態を示す説明図である。
【発明を実施するための形態】
【0015】
以下、図面に基づき、本発明の好適な実施形態について説明する。本実施形態では、水性プライマーを用いて、被塗装品としての自動車ボディに対して塗装処理を行う場合について説明する。なお、図1〜図3において、矢印Yは水性プライマーの搬送方向を示している。
【0016】
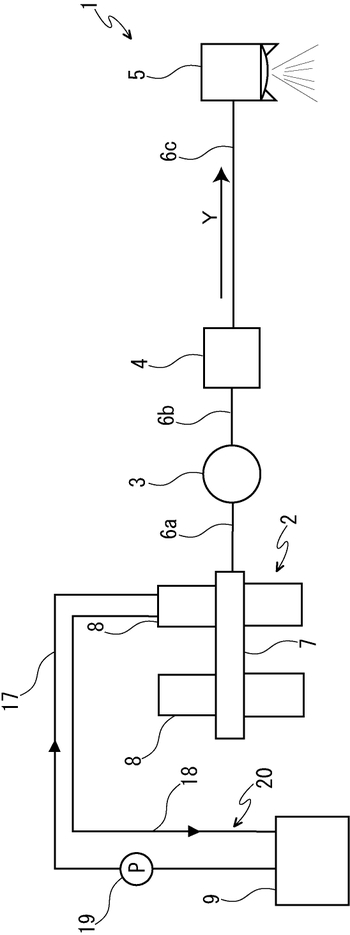
図1に示されるように、本実施形態の水性プライマーの吐出制御システム1(以下、「吐出制御システム1」と略称する。)は、水性プライマーの移送方向において最も上流側に設けられたカラーチェンジバルブユニット2と、カラーチェンジバルブユニット2の下流側に設けられた絞り弁3と、絞り弁3の下流側に設けられた定量ポンプ4と、定量ポンプ4の下流側に設けられたエアースプレーガン5とを備えており、これらの部材がホース6a〜6cによって接続されることで、水性プライマーの圧送経路が形成されている。
【0017】
カラーチェンジバルブユニット2は、ホース6aの上流端と接続される搬送経路(図示せず)が内部に設けられたマニホールド7と、マニホールド7の搬送経路と接続して設けられた複数個のカラーチェンジバルブ8と、を備えている。
【0018】
各カラーチェンジバルブ8は、異なる色の水性プライマーが収容された塗料タンク9とそれぞれ流入管17、流出管18を介して接続されており、流入管17にはポンプ19が設けられている。そして、ポンプ19を稼働させることで、塗料タンク9、流入管17、カラーチェンジバルブ8、流出管18により構成される循環経路20内を水性プライマーが循環するように構成されている。各カラーチェンジバルブ8は、流入管17から流入した水性プライマーの流出先を、流出管18又はマニホールド7に選択的に切替可能な三方弁となっている。なお、図1においては、マニホールド7の右上に記載されたカラーチェンジバルブ8に接続されているものを除き、塗料タンク9、流入管17、流出管18及びポンプ19の記載が省略されている。
【0019】
絞り弁3は、その開度の絞り量を増減できるように制御されており、この開度の絞り量の増減に伴って、絞り弁3からの水性プライマーの流出圧力を増減できるように構成されている。本実施形態では、絞り弁3からの水性プライマーの流出圧力が0.5kgf/cm2まで低下するように、絞り弁3の開度の絞り量を増大させている。
【0020】
定量ポンプ4はギヤポンプであり、定量ポンプ4内に設けられた一対の歯車をサーボモータ等の駆動源(図示せず)により一定の速度で回転させることで、一定量の水性プライマーが搬送方向の上流側から下流側へと圧送されるように構成されている。
【0021】
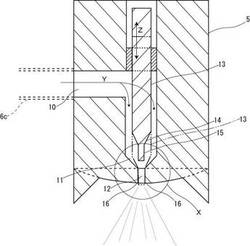
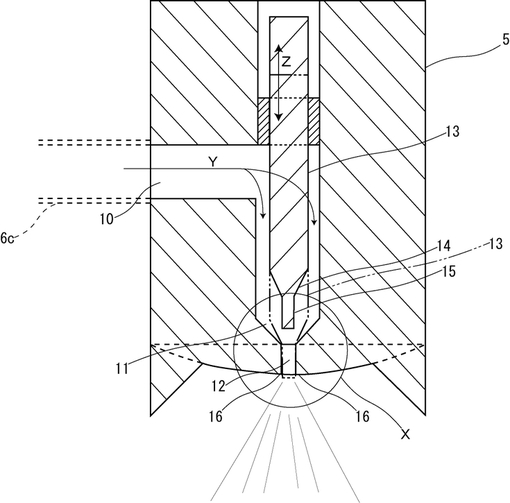
図2に示されるように、エアースプレーガン5の内部には、ホース6cの下流端と接続される移送経路10が設けられている。移送経路10は、L字型に屈曲して設けられるとともに先端部11が先細り形状を成すように構成されている。移送経路10の先端部11は、ガンノズル12を介してエアースプレーガン5の外部空間(図示では下方空間)と連通している。
【0022】
移送経路10内には、ニードル13が進退動可能に設けられている。ニードル13の先端には、先細り形状の縮径部14が設けられ、この縮径部14の先端側には、挿入部15が設けられている。そして、ニードル13をガンノズル12側(図示では下側)に前進させることで、挿入部15がガンノズル12内に挿入されてガンノズル12が閉止され、ニードル13をガンノズル12から離間する側(図示では上側)に後退させることで、ニードル13がガンノズル12から分離されてガンノズル12が開放されるように構成されている(図3参照)。なお、図2、図3において、矢印Zは、ニードル13の進退動方向を示している。ニードル13は、定量ポンプ4をOFFさせてから少なくとも5秒間の遅延時間が経過する迄は、ガンノズル12側に前進せず、ガンノズル12の開放状態を維持するように制御されている。
【0023】
上述の如く構成されたものにおいて、ガンノズル12から水性プライマーを吐出させて自動車ボディの塗装処理を行う方法について説明する。本実施形態では、製造ライン上を等ピッチで搬送されてくる自動車ボディ(第1の自動車ボディ、第2の自動車ボディ、第3の自動車ボディ、…)に対して、ロボット(図示せず)に取り付けられたエアースプレーガン5によって塗装処理を連続的に行う場合について説明する。
【0024】
第1の自動車ボディへの塗装処理の開始前の状態においては、各カラーチェンジバルブ8の流出先が流出管18側に選択された状態でポンプ19が稼働しており、循環経路20内を水性プライマーが循環している。
【0025】
この状態から、カラーチェンジバルブ8のうちのいずれか一つの流出先を流出管18側からマニホールド7側に選択的に切り換えるとともに駆動源(図示せず)を稼働させるように制御を行い、定量ポンプ4を駆動させる。これにより、カラーチェンジバルブ8、マニホールド7、ホース6a、絞り弁3、ホース6b、定量ポンプ4、ホース6cを介して、一定量の水性プライマーが前記した循環経路20からエアースプレーガン5の移送経路10内に圧送される。
【0026】
上記の如く移送経路10内に圧送された水性プライマーは、移送経路10を通過して先端部11からガンノズル12内に進入し、ガンノズル12の先端から外方(図示では下方)に向かって吐出される。これにより、製造ライン上を搬送されてくる第1の自動車ボディに対して、水性プライマーによる塗装処理が行われる。
【0027】
この水性プライマーによる第1の自動車ボディへの塗装処理が完了したら、駆動源を停止させて定量ポンプ4をOFFさせる。その際、本実施形態の吐出制御システム1では、水性プライマーの絞り弁3からの流出圧力を従来例の吐出制御システムよりも遥かに低い0.5kgf/cm2としているため、ガンノズル12からの水性プライマーの吐出がOFFされる。
【0028】
このようにガンノズル12からの水性プライマーの吐出をOFFさせた状態で、エアースプレーガン5が取り付けられたロボットを塗装完了位置から塗装開始位置に復元させ、第2の自動車ボディへの塗装の準備をする。この塗装の準備が完了したら、上記した第1の自動車ボディへの塗装と同様に定量ポンプ4を駆動させて、第2の自動車ボディへの塗装を開始する。その際、本実施形態では、一の自動車ボディへの塗装が完了して定量ポンプ4を停止させてから、次の自動車ボディへの塗装を開始するために定量ポンプ4を駆動させるまでの所要時間が、MAXで4秒間となるように設定されている。即ち、定量ポンプ4の停止時間(4秒間)が、前記したニードル13の遅延時間(5秒間)よりも短く設定されているため、上記した第1の自動車ボディへの塗装完了から第2の自動車ボディへの塗装開始の間にニードル13がガンノズル12側に前進することはなく、ニードル13は引きっ放しになり、ガンノズル12の開放状態が維持される。
【0029】
上記した第2の自動車ボディへの塗装が完了したら、製造ライン上を搬送されてくる第3の自動車ボディ以降についても同様の工程で水性プライマーの塗装を行う。なお、第3の自動車ボディ以降についても、定量ポンプ4の停止時間(4秒間)とニードル13の遅延時間(5秒間)は同様であるから、ニードル13は引きっ放しになっており、定量ポンプ4のON/OFFのみによって、ガンノズル12からの水性プライマーの吐出が制御される。
【0030】
一方で、所定の個数の自動車ボディへの塗装が完了した時や製造ラインに何らかのトラブルが生じた時などに製造ラインを停止させる場合には、最後の自動車ボディへの塗装が完了した後、定量ポンプ4がニードル13の遅延時間(5秒間)よりも長く停止状態を継続する。これにより、ニードル13が一方向(図示では下方)に移動するように制御され、ニードル13の挿入部15によってガンノズル12が閉止される(図2、図3の2点鎖線参照)。これにより、ガンノズル12からの水性プライマーの吐出が完全に遮断される。
【0031】
本実施形態では上述の如く、ニードル13を引いてガンノズル12を開放させた状態で定量ポンプ4をON/OFFさせることにより、ガンノズル12からの水性プライマーの吐出のON/OFFを制御しているため、エアースプレーガン5内に残留する水性プライマーがニードル13によって外部に押し出されるのを防止することが可能となる。そのため、ノズルエッジ部16に塗装溜まりが発生するのを抑制することができ、これに伴って、塗装ブツの発生も抑制することが可能となり、塗装ブツによって被塗装品の美観が損なわれる虞も無い。
【0032】
本実施形態ではこのように、ニードル13の開閉ではなく、定量ポンプ4のON/OFFに基づいて、水性プライマーの吐出のON/OFFを制御することで、塗装溜まり及び塗装ブツの発生を、効果的に抑制している。
【0033】
また、絞り弁3からの水性プライマーの流出圧力を0.5kgf/cm2まで低下させることで、ポンプのOFF時にノズルから水性プライマーが流出するのをより一層効果的に抑制することが可能となる。
【0034】
また、ニードル13の遅延時間(5秒間)を、一の自動車ボディへの塗装が完了して定量ポンプ4を停止させてから、次の自動車ボディへの塗装を開始するために定量ポンプ4を駆動させるまでの所要時間(4秒間)よりも1秒だけ長く設定することにより、吐出制御システム1の稼働時においては、常にニードル13を引きっ放しにしておくことができる。
【符号の説明】
【0035】
1 吐出制御システム
3 絞り弁
4 定量ポンプ
5 エアースプレーガン
12 ガンノズル
13 ニードル
【技術分野】
【0001】
本発明は、自動車ボディ等の塗装に用いられる水性プライマーの吐出構造に関し、特に、上記吐出構造に設けられて水性プライマーの吐出のON/OFFを制御する水性プライマーの吐出制御システムに関する。
【背景技術】
【0002】
従来、自動車ボディ等の塗装においては、接着性の改善等を目的として、被塗装物と上塗り塗料との間に、下塗り塗料(以下、「プライマー」と称す。)が塗布されている。
【0003】
上記したプライマーの塗布には、一般的に、図4に示されるようなエアースプレーガン21が用いられている。このエアースプレーガン21の先端部にはガンノズル22が設けられており、定量ポンプ(図示せず)から圧送されてきたプライマーが、エアースプレーガン21の内部に設けられた移送経路23を通過してガンノズル22から吐出されることで、製造ライン上を定ピッチで搬送されてくる被塗装物に対してプライマーの塗布が行われる。また、上記した定量ポンプの上流側には絞り弁(図示せず)が設けられ、この絞り弁の開度の絞り量が調整されることで、水性プライマーの絞り弁からの流出圧力が3.0kgf/cm2程度に設定されている。なお、図4における矢印Aは、プライマーの移送方向を示している。
【0004】
また、エアースプレーガン21の移送経路23には、ガンノズル22を開閉可能なニードル24が設けられており、ガンノズル22先端でのニードル24の動作により、プライマーの吐出のON/OFFが制御されている。即ち、一の被塗装物への塗装から次の被塗装物への塗装の間、ニードル24によりガンノズル22を閉止することで、ガンノズル22からのプライマーの吐出を停止できるように構成されている。なお、図4における矢印Bは、ニードル24の移動方向を示している。
【0005】
ところで、近年、VOC(揮発性有機化合物)の排出規制により、自動車ボディ等の塗装に用いられる塗料は、有機溶剤を使用したものから水溶性のものへと切り替えられており、ワークの洗浄や下地調整工程においても、有機溶剤が廃止されてきている。このような背景の下、上記したプライマーについても、有機溶剤を使用したものから水性のものへと切り替えられている。一方で、このようにプライマーを水性とすると、プライマーの乾燥が遅くなるという新たな不具合が生じる。そこで、乾燥が速い水性プライマーが開発されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開2010/16617号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、図4に示されるようなエアースプレーガン21においては、一の被塗装物への塗装から次の被塗装物への塗装の間にプライマーの吐出を停止する度に、ニードル24によりガンノズル22を閉止することで、移送経路23の先端部25に残留するプライマーがニードル24によって押し出されることになる。そのため、このようなエアースプレーガン21で上記した乾燥が速い水性プライマーを吐出させると、移送経路23から押し出された水性プライマーがノズルエッジ部26に固着し、表面張力による塗料溜まり(図4の矢印C参照)が発生する。そして、この塗料溜まりが乾いて被塗装品の表面に落下すると、被塗装品の表面に「塗装ブツ」と呼ばれる不具合が発生し、被塗装品の美観を損ねる原因となる。更に、上記の如く絞り弁からの水性プライマーの流出圧力が3.0kgf/cm2程度と高いため、上記した塗装溜まり及び塗装ブツがより発生しやすくなっていた。
【0008】
そこで、本発明は上記の事情を考慮し、乾燥の速い水性プライマーを使用したとしても、塗装ブツを発生させることのない水性プライマーの吐出制御システムを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、水性プライマーを吐出するノズル及び該ノズルを開閉させるニードルが設けられたスプレーガンと、該スプレーガンに前記水性プライマーを供給するポンプと、を備えた水性プライマーの吐出制御システムであって、前記ニードルを引いて前記ノズルを開放させた状態で前記ポンプをON/OFFさせることにより、前記ノズルからの前記水性プライマーの吐出のON/OFFを制御することを特徴とする。
【0010】
このように、ニードルを引いてノズルを開放させた状態でポンプをON/OFFさせることにより、ノズルからの水性プライマーの吐出のON/OFFを制御することで、スプレーガン内に残留する水性プライマーがニードルによって外部に押し出されるのを防止することが可能となる。そのため、ノズルエッジ部に塗装溜まりが発生するのを抑制することができ、これに伴って塗装ブツの発生も抑制することが可能となり、塗装ブツによって被塗装品の美観が損なわれる虞も無い。
【0011】
また、前記ポンプの上流側に絞り弁を設け、該絞り弁の開度の絞り量を増大させることで、該絞り弁からの前記水性プライマーの流出圧力を0.5kgf/cm2まで低下させても良い。
【0012】
このような構成を採用することにより、ポンプのOFF時にノズルから水性プライマーが流出するのを抑制することが可能となる。
【発明の効果】
【0013】
本発明によれば、乾燥の速い水性プライマーを使用したとしても、塗装ブツを発生させることのない水性プライマーの吐出制御システムを提供することが可能となる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施形態にかかる水性プライマーの吐出制御システムの構成図である。
【図2】本発明の一実施形態にかかる水性プライマーの吐出制御システムにおいて、エアースプレーガンの構造を示す断面図である。
【図3】図2のX部分の拡大図である。
【図4】従来例のエアースプレーガンにおいて、塗装溜まりが生じた状態を示す説明図である。
【発明を実施するための形態】
【0015】
以下、図面に基づき、本発明の好適な実施形態について説明する。本実施形態では、水性プライマーを用いて、被塗装品としての自動車ボディに対して塗装処理を行う場合について説明する。なお、図1〜図3において、矢印Yは水性プライマーの搬送方向を示している。
【0016】
図1に示されるように、本実施形態の水性プライマーの吐出制御システム1(以下、「吐出制御システム1」と略称する。)は、水性プライマーの移送方向において最も上流側に設けられたカラーチェンジバルブユニット2と、カラーチェンジバルブユニット2の下流側に設けられた絞り弁3と、絞り弁3の下流側に設けられた定量ポンプ4と、定量ポンプ4の下流側に設けられたエアースプレーガン5とを備えており、これらの部材がホース6a〜6cによって接続されることで、水性プライマーの圧送経路が形成されている。
【0017】
カラーチェンジバルブユニット2は、ホース6aの上流端と接続される搬送経路(図示せず)が内部に設けられたマニホールド7と、マニホールド7の搬送経路と接続して設けられた複数個のカラーチェンジバルブ8と、を備えている。
【0018】
各カラーチェンジバルブ8は、異なる色の水性プライマーが収容された塗料タンク9とそれぞれ流入管17、流出管18を介して接続されており、流入管17にはポンプ19が設けられている。そして、ポンプ19を稼働させることで、塗料タンク9、流入管17、カラーチェンジバルブ8、流出管18により構成される循環経路20内を水性プライマーが循環するように構成されている。各カラーチェンジバルブ8は、流入管17から流入した水性プライマーの流出先を、流出管18又はマニホールド7に選択的に切替可能な三方弁となっている。なお、図1においては、マニホールド7の右上に記載されたカラーチェンジバルブ8に接続されているものを除き、塗料タンク9、流入管17、流出管18及びポンプ19の記載が省略されている。
【0019】
絞り弁3は、その開度の絞り量を増減できるように制御されており、この開度の絞り量の増減に伴って、絞り弁3からの水性プライマーの流出圧力を増減できるように構成されている。本実施形態では、絞り弁3からの水性プライマーの流出圧力が0.5kgf/cm2まで低下するように、絞り弁3の開度の絞り量を増大させている。
【0020】
定量ポンプ4はギヤポンプであり、定量ポンプ4内に設けられた一対の歯車をサーボモータ等の駆動源(図示せず)により一定の速度で回転させることで、一定量の水性プライマーが搬送方向の上流側から下流側へと圧送されるように構成されている。
【0021】
図2に示されるように、エアースプレーガン5の内部には、ホース6cの下流端と接続される移送経路10が設けられている。移送経路10は、L字型に屈曲して設けられるとともに先端部11が先細り形状を成すように構成されている。移送経路10の先端部11は、ガンノズル12を介してエアースプレーガン5の外部空間(図示では下方空間)と連通している。
【0022】
移送経路10内には、ニードル13が進退動可能に設けられている。ニードル13の先端には、先細り形状の縮径部14が設けられ、この縮径部14の先端側には、挿入部15が設けられている。そして、ニードル13をガンノズル12側(図示では下側)に前進させることで、挿入部15がガンノズル12内に挿入されてガンノズル12が閉止され、ニードル13をガンノズル12から離間する側(図示では上側)に後退させることで、ニードル13がガンノズル12から分離されてガンノズル12が開放されるように構成されている(図3参照)。なお、図2、図3において、矢印Zは、ニードル13の進退動方向を示している。ニードル13は、定量ポンプ4をOFFさせてから少なくとも5秒間の遅延時間が経過する迄は、ガンノズル12側に前進せず、ガンノズル12の開放状態を維持するように制御されている。
【0023】
上述の如く構成されたものにおいて、ガンノズル12から水性プライマーを吐出させて自動車ボディの塗装処理を行う方法について説明する。本実施形態では、製造ライン上を等ピッチで搬送されてくる自動車ボディ(第1の自動車ボディ、第2の自動車ボディ、第3の自動車ボディ、…)に対して、ロボット(図示せず)に取り付けられたエアースプレーガン5によって塗装処理を連続的に行う場合について説明する。
【0024】
第1の自動車ボディへの塗装処理の開始前の状態においては、各カラーチェンジバルブ8の流出先が流出管18側に選択された状態でポンプ19が稼働しており、循環経路20内を水性プライマーが循環している。
【0025】
この状態から、カラーチェンジバルブ8のうちのいずれか一つの流出先を流出管18側からマニホールド7側に選択的に切り換えるとともに駆動源(図示せず)を稼働させるように制御を行い、定量ポンプ4を駆動させる。これにより、カラーチェンジバルブ8、マニホールド7、ホース6a、絞り弁3、ホース6b、定量ポンプ4、ホース6cを介して、一定量の水性プライマーが前記した循環経路20からエアースプレーガン5の移送経路10内に圧送される。
【0026】
上記の如く移送経路10内に圧送された水性プライマーは、移送経路10を通過して先端部11からガンノズル12内に進入し、ガンノズル12の先端から外方(図示では下方)に向かって吐出される。これにより、製造ライン上を搬送されてくる第1の自動車ボディに対して、水性プライマーによる塗装処理が行われる。
【0027】
この水性プライマーによる第1の自動車ボディへの塗装処理が完了したら、駆動源を停止させて定量ポンプ4をOFFさせる。その際、本実施形態の吐出制御システム1では、水性プライマーの絞り弁3からの流出圧力を従来例の吐出制御システムよりも遥かに低い0.5kgf/cm2としているため、ガンノズル12からの水性プライマーの吐出がOFFされる。
【0028】
このようにガンノズル12からの水性プライマーの吐出をOFFさせた状態で、エアースプレーガン5が取り付けられたロボットを塗装完了位置から塗装開始位置に復元させ、第2の自動車ボディへの塗装の準備をする。この塗装の準備が完了したら、上記した第1の自動車ボディへの塗装と同様に定量ポンプ4を駆動させて、第2の自動車ボディへの塗装を開始する。その際、本実施形態では、一の自動車ボディへの塗装が完了して定量ポンプ4を停止させてから、次の自動車ボディへの塗装を開始するために定量ポンプ4を駆動させるまでの所要時間が、MAXで4秒間となるように設定されている。即ち、定量ポンプ4の停止時間(4秒間)が、前記したニードル13の遅延時間(5秒間)よりも短く設定されているため、上記した第1の自動車ボディへの塗装完了から第2の自動車ボディへの塗装開始の間にニードル13がガンノズル12側に前進することはなく、ニードル13は引きっ放しになり、ガンノズル12の開放状態が維持される。
【0029】
上記した第2の自動車ボディへの塗装が完了したら、製造ライン上を搬送されてくる第3の自動車ボディ以降についても同様の工程で水性プライマーの塗装を行う。なお、第3の自動車ボディ以降についても、定量ポンプ4の停止時間(4秒間)とニードル13の遅延時間(5秒間)は同様であるから、ニードル13は引きっ放しになっており、定量ポンプ4のON/OFFのみによって、ガンノズル12からの水性プライマーの吐出が制御される。
【0030】
一方で、所定の個数の自動車ボディへの塗装が完了した時や製造ラインに何らかのトラブルが生じた時などに製造ラインを停止させる場合には、最後の自動車ボディへの塗装が完了した後、定量ポンプ4がニードル13の遅延時間(5秒間)よりも長く停止状態を継続する。これにより、ニードル13が一方向(図示では下方)に移動するように制御され、ニードル13の挿入部15によってガンノズル12が閉止される(図2、図3の2点鎖線参照)。これにより、ガンノズル12からの水性プライマーの吐出が完全に遮断される。
【0031】
本実施形態では上述の如く、ニードル13を引いてガンノズル12を開放させた状態で定量ポンプ4をON/OFFさせることにより、ガンノズル12からの水性プライマーの吐出のON/OFFを制御しているため、エアースプレーガン5内に残留する水性プライマーがニードル13によって外部に押し出されるのを防止することが可能となる。そのため、ノズルエッジ部16に塗装溜まりが発生するのを抑制することができ、これに伴って、塗装ブツの発生も抑制することが可能となり、塗装ブツによって被塗装品の美観が損なわれる虞も無い。
【0032】
本実施形態ではこのように、ニードル13の開閉ではなく、定量ポンプ4のON/OFFに基づいて、水性プライマーの吐出のON/OFFを制御することで、塗装溜まり及び塗装ブツの発生を、効果的に抑制している。
【0033】
また、絞り弁3からの水性プライマーの流出圧力を0.5kgf/cm2まで低下させることで、ポンプのOFF時にノズルから水性プライマーが流出するのをより一層効果的に抑制することが可能となる。
【0034】
また、ニードル13の遅延時間(5秒間)を、一の自動車ボディへの塗装が完了して定量ポンプ4を停止させてから、次の自動車ボディへの塗装を開始するために定量ポンプ4を駆動させるまでの所要時間(4秒間)よりも1秒だけ長く設定することにより、吐出制御システム1の稼働時においては、常にニードル13を引きっ放しにしておくことができる。
【符号の説明】
【0035】
1 吐出制御システム
3 絞り弁
4 定量ポンプ
5 エアースプレーガン
12 ガンノズル
13 ニードル
【特許請求の範囲】
【請求項1】
水性プライマーを吐出するノズル及び該ノズルを開閉させるニードルが設けられたスプレーガンと、該スプレーガンに前記水性プライマーを供給するポンプと、を備えた水性プライマーの吐出制御システムであって、
前記ニードルを引いて前記ノズルを開放させた状態で前記ポンプをON/OFFさせることにより、前記ノズルからの前記水性プライマーの吐出のON/OFFを制御することを特徴とする水性プライマーの吐出制御システム。
【請求項2】
前記ポンプの上流側に絞り弁を設け、該絞り弁の開度の絞り量を増大させることで、該絞り弁からの前記水性プライマーの流出圧力を0.5kgf/cm2まで低下させることを特徴とする請求項1に記載の水性プライマーの吐出制御システム。
【請求項1】
水性プライマーを吐出するノズル及び該ノズルを開閉させるニードルが設けられたスプレーガンと、該スプレーガンに前記水性プライマーを供給するポンプと、を備えた水性プライマーの吐出制御システムであって、
前記ニードルを引いて前記ノズルを開放させた状態で前記ポンプをON/OFFさせることにより、前記ノズルからの前記水性プライマーの吐出のON/OFFを制御することを特徴とする水性プライマーの吐出制御システム。
【請求項2】
前記ポンプの上流側に絞り弁を設け、該絞り弁の開度の絞り量を増大させることで、該絞り弁からの前記水性プライマーの流出圧力を0.5kgf/cm2まで低下させることを特徴とする請求項1に記載の水性プライマーの吐出制御システム。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−616(P2013−616A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−131177(P2011−131177)
【出願日】平成23年6月13日(2011.6.13)
【出願人】(000002082)スズキ株式会社 (3,196)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月13日(2011.6.13)
【出願人】(000002082)スズキ株式会社 (3,196)
【Fターム(参考)】
[ Back to top ]