
水槽付き厨房用天板およびその製造方法
【課題】プレコート鋼板を使用して水槽付き厨房用天板を製造する際に、天板と水槽との溶接を良好に行うことができ、かつその溶接部位の見栄えを向上させることができる水槽付き厨房用天板を提供すること。
【解決手段】ステンレス鋼板の表面側に予めプレコートが施されたステンレス鋼板により水槽取付開口部を有する天板9が形成され、天板9の水槽取付開口部の縁辺にプレコート9aが研磨除去された研磨帯9bが形成され、天板9の水槽取付開口部の縁辺の裏面側に水槽40のフランジ部41が重ね合わされ、水槽取付開口部の縁辺とフランジ部41とが互いに溶接される。
【解決手段】ステンレス鋼板の表面側に予めプレコートが施されたステンレス鋼板により水槽取付開口部を有する天板9が形成され、天板9の水槽取付開口部の縁辺にプレコート9aが研磨除去された研磨帯9bが形成され、天板9の水槽取付開口部の縁辺の裏面側に水槽40のフランジ部41が重ね合わされ、水槽取付開口部の縁辺とフランジ部41とが互いに溶接される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ステンレス鋼板の表面側に予めプレコートが施されたステンレス鋼板により水槽取付開口部を有する天板が形成され、該天板の水槽取付開口部の縁辺の裏面側に水槽のフランジ部が重ね合わされ、該水槽取付開口部の縁辺と該フランジ部とが互いに溶接された水槽付き厨房用天板およびその製造方法に関する。
【背景技術】
【0002】
従来、金属製流し台を製造する際に、上面部材(天板)の開口部(水槽取付開口部)に下面側からシンク部材(水槽)を取り付けて溶接により接合している(例えば、特許文献1参照)。
【0003】
また、このような水槽付き厨房用天板ではないが、厨房周辺の壁材に適用するための、耐汚染性、耐磨耗性に優れたキッチンパネル用プレコートステンレス鋼板も開示されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−9579号公報
【特許文献2】特開平11−48402号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献2に記載のプレコートステンレス鋼板にあっては、外観、塗装密着性、加工性、耐汚染性、耐摩耗性、塗装硬度で良好な性能が得られたとの記載があり、矩形平板状に加工した後のステンレス鋼板にポストコートを施すよりも、予め塗装されたプレコート鋼板を使用し、その後、矩形平板状に加工する方が生産性の向上を図ることができることは推測できるものの、天板の水槽取付開口部に水槽を取り付けて溶接する際に、電気抵抗を利用した抵抗溶接などの溶接方法を用いると、プレコートが電流の流れを阻害し、良好な溶接状態にできないばかりか、溶接による熱でプレコートが剥離し、水槽付き厨房用天板の見栄えが悪くなるという問題がある。
【0006】
本発明は、このような問題点に着目してなされたもので、プレコート鋼板を使用して水槽付き厨房用天板を製造する際に、天板と水槽との溶接を良好に行うことができ、かつその溶接部位の見栄えを向上させることができる水槽付き厨房用天板およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記課題を解決するために、本発明の水槽付き厨房用天板の製造方法は、
所定のプレコートが施されたステンレス鋼板により水槽取付開口部を有する天板を形成する天板形成工程と、該天板の水槽取付開口部の縁辺の裏面側に水槽のフランジ部を重ね合わせて該水槽取付開口部の縁辺と該フランジ部とを互いに溶接する溶接工程と、を含む水槽付き厨房用天板の製造方法において、
前記天板の水槽取付開口部の縁辺のプレコートを研磨除去して研磨帯を形成する研磨帯形成工程をさらに含み、前記溶接工程にて、前記研磨帯が形成された水槽取付開口部の縁辺と該フランジ部とが互いに溶接されることを特徴としている。
この特徴によれば、水槽付き厨房用天板を製造する際に、金属製の厨房用天板を成形後に所定の塗装を行うポストコートに代えて、事前に塗装が行なわれているプレコート鋼板を使用することでポストコート工程が省工程できるとともに、天板と水槽との溶接を良好に行うことができ、かつ溶接熱の影響を受ける水槽取付開口部の縁辺が、研磨帯の形成によりプレコートが存在しない部位となり、溶接による熱でプレコートが剥離等をおこすことを防止して、その溶接部位の見栄えを向上させることができる。
【0008】
本発明の水槽付き厨房用天板の製造方法は、
前記溶接工程にて、前記水槽取付開口部の縁辺と前記フランジ部とを上下の電極で押圧しながら電圧をかけて互いに溶接することを特徴としている。
この特徴によれば、水槽取付開口部の縁辺は、研磨帯の形成によりプレコートが存在しない部位となっており、電流の流れが阻害されず、電気抵抗を利用した抵抗溶接などの溶接方法を用いることができ、かつ水槽取付開口部の縁辺とフランジ部とを、上下の電極で押圧しながら溶接することで互いに強固に接合される。
【0009】
本発明の水槽付き厨房用天板の製造方法は、
前記溶接工程後に、前記水槽取付開口部の縁辺のエッジ部を研磨除去するエッジ部研磨工程をさらに含み、該エッジ部研磨工程は、前記エッジ部から前記研磨帯にかけて研磨を行うことを特徴としている。
この特徴によれば、研磨帯の研磨目とエッジ部の研磨目を一つの模様にすることができるばかりか、水槽取付時の位置ズレを目立たなくすることができる。
【0010】
本発明の水槽付き厨房用天板は、
ステンレス鋼板の表面側に予めプレコートが施されたステンレス鋼板により水槽取付開口部を有する天板が形成され、該天板の水槽取付開口部の縁辺の裏面側に水槽のフランジ部が重ね合わされ、該水槽取付開口部の縁辺と該フランジ部とが互いに溶接された水槽付き厨房用天板において、
前記天板の水槽取付開口部の縁辺に前記プレコートが研磨除去された研磨帯が形成され、該研磨帯が形成された水槽取付開口部の縁辺と該フランジ部とが互いに溶接されることを特徴としている。
この特徴によれば、水槽付き厨房用天板を製造する際に、金属製の厨房用天板を成形後に所定の塗装を行うポストコートに代えて、事前に塗装が行なわれているプレコート鋼板を使用することでポストコート工程が省工程できるとともに、天板と水槽との溶接を良好に行うことができ、かつ溶接熱の影響を受ける水槽取付開口部の縁辺が、研磨帯の形成によりプレコートが存在しない部位となり、溶接による熱でプレコートが剥離等をおこすことを防止して、その溶接部位の見栄えを向上させることができる。
【0011】
本発明の水槽付き厨房用天板は、
前記天板は、エンボス加工が施されたステンレス鋼板により形成されることを特徴としている。
この特徴によれば、エンボス加工により微小な凹凸により、天板を使用するに際して、天板表面に付いた傷が目立ちにくくなる。
【図面の簡単な説明】
【0012】
【図1】本発明の水槽付き厨房用天板の製造工程を説明する図面である。
【図2】水槽溶接箇所の表面塗膜を除去したプレコート鋼板の平面図である。
【図3】プレコート鋼板の周辺端部を天板展開形状に切断加工した一実施例である。
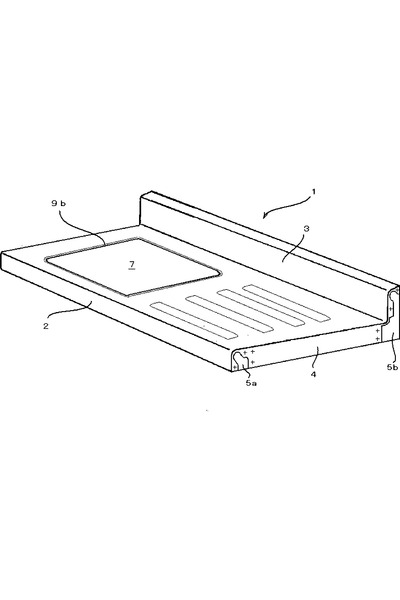
【図4】図3の天板展開形状を折曲加工した厨房用天板の斜視図である。
【図5】水槽取付開口部に水槽のフランジ部をシーム溶接する説明模式図である。
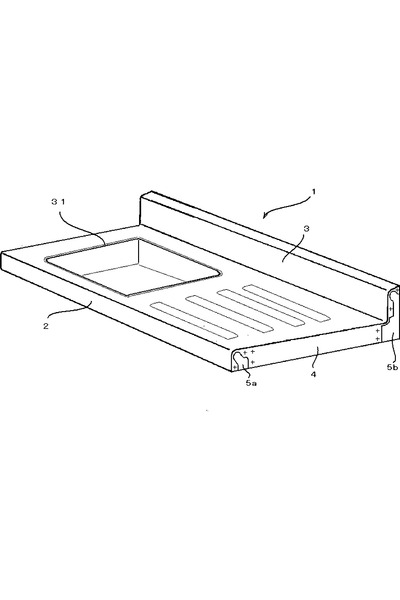
【図6】本発明の一実施例である水槽付き厨房用天板の完成斜視図である。
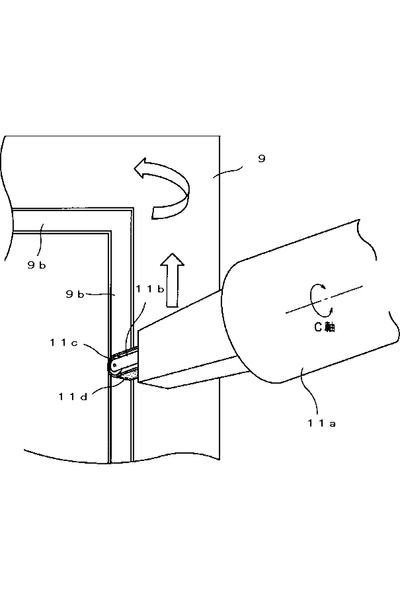
【図7】図2の表面塗膜を除去するプレコート研磨機の説明模式図である。
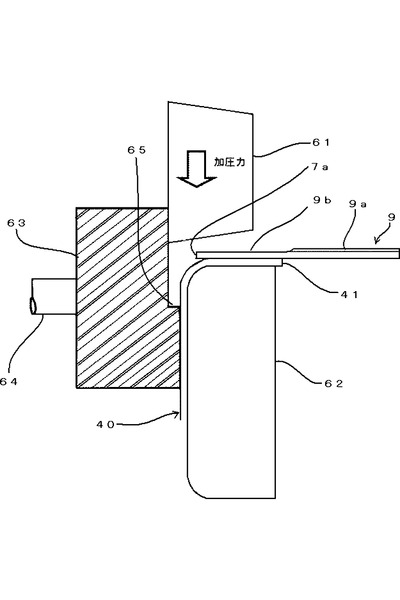
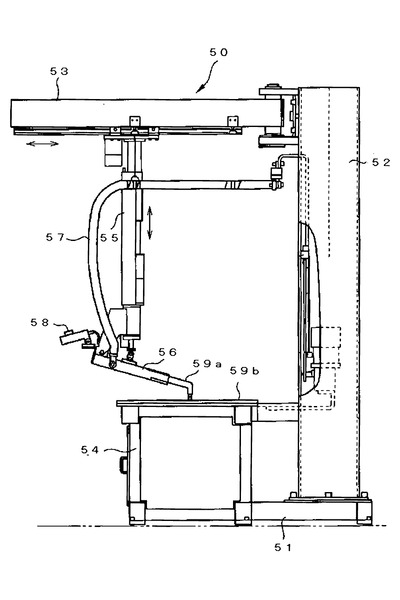
【図8】スポット溶接機の説明模式図である。
【発明を実施するための形態】
【0013】
本発明に係る水槽付き厨房用天板およびその製造方法を実施するための形態を実施例に基づいて以下に説明する。
【実施例】
【0014】
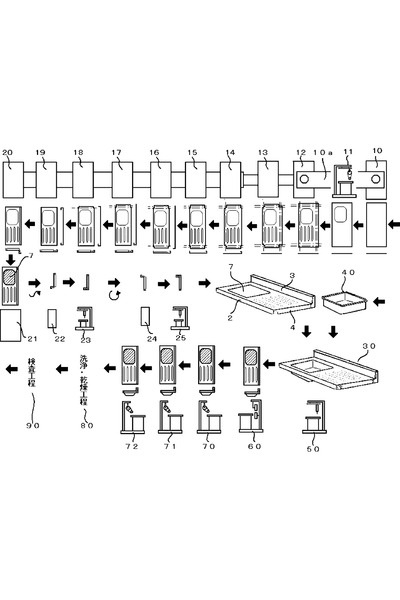
実施例に係る水槽付き厨房用天板およびその製造方法につき、図1から図8を参照して説明する。本発明の水槽付き厨房用天板の製造方法は、図1に示す手順で行う。図1の黒矢印のない紙面上下外側や21等の符号を附した部分は製造設備のレイアウトイメージを示し、黒矢印のある部分はプレコート鋼板が水槽付き厨房用天板に加工される平面形状イメージ(一部側面視も含む)を記載している。本発明は、水槽付き厨房用天板であり、システムキッチン用でもセクショナルキッチン用でも適用可能であるが、ここでは、天板部分に加熱器用の取り付け開口部のないセクショナルキッチンを例として以下説明する。また、本実施例は、厨房用天板1の水槽取付開口部7や調理台部分に水切り用の凹凸のある流し台を例に説明する。
【0015】
製造設備は、図面右上部側から、一連の加工が自動的に行えるように配置され、本実施例では、金属板置台10、プレコート研削機11、移載機10aの次に第1プレス機12、第2プレス切断機13、第1折曲加工機14、第2折曲加工機15、第3折曲加工機16、第4折曲加工機17、第5折曲加工機18、第6折曲加工機19、第7折曲加工機20の順でマルチベンディングマシンを配置しており、次いで第3プレス切断機21、第1側板プレス機22、第1溶接機23、第2側板プレス機24、第2溶接機25が連続配置され、水槽部分か開口した厨房用天板1が形成される。
【0016】
そして、予め準備されたステンレス製の水槽40(シンク)を厨房用天板1の水槽取付開口部7に裏側から接合させて水槽付き厨房用天板30として完成させるが、その製造設備は、スポット溶接機50で水槽取付開口部7に水槽40を仮止めし、シーム溶接機60で水槽取付開口部7の全周を水密に溶接して、第1研磨機(粗研磨機)70で水槽40の内側に食み出したエッジ部7aを除去し、順次第2研磨機71、第3研磨機(仕上研磨機)72で所定の仕上研磨目31(図6参照)となるように研磨した後、水槽付き厨房用天板30の表面に付着した油分等の汚れを洗浄後乾燥する洗浄・乾燥工程80を経て、最後に検査工程90で不良品を除去することで、完成品となる。
【0017】
マルチベンディングマシンは、周知の設備で、各種の天板間口長さや天板形状に対応して金型等のワークを交換したり、折り曲げ位置を機械に設定することで対応できるようになっており、プレコート鋼板9を所定天板展開形状1aに切断したり、天板表面に浅絞りの任意模様を設けたり、所定個所を折り曲げたりすることが可能である。また、第1、第2溶接機にはロボットアーム設備が併設されており、側板の切り欠き部6(6a,6b)に金属板小片5(5a,5b)を当てて溶接するための所定個所への小片5の自動セットが行えるようになっている(図3及び図4参照)。
【0018】
金属板置台10に積み上げられた複数枚の矩形状のステンレス製プレコート鋼板9は、その最上部の1枚毎に真空吸着機構を備えた移載機10aにより、プレコート研削機11や第1プレス機12に運搬セットされる。プレコート研削機11は、後工程で水槽取付開口部7に水槽40をシーム溶接機60で接合するために、絶縁素材や難導電性素材等でステンレス鋼表面に塗布された塗膜を事前に除去するものである。
【0019】
図7にプレコート研削機11の概要図を示す。プレコート研磨機11は、XY方向に任意に移動操作可能な主軸11aの先端に接触輪11cを設け、その接触輪11cにエンドレスの研磨ベルト11dを架渡して回転させることで金属板9の表面を研削するものであり、コンタクトアーム11bに所定圧力を加えて所定深さの塗膜9aを除去することができる。塗膜面を上方にプレコート鋼板9を基台に固定し、その上方から予定する水槽取付開口部7に沿って接触輪11cを操作して所定深さを研削することで、片面プレコートされた水槽取付開口部7周辺の塗膜9aを除去して研磨帯9bを形成し、その研磨帯9bに沿ってシーム溶接を確実にすることができる(図5参照)。研磨帯9bを形成後のプレコート鋼板9の平面図を図2に示す。
【0020】
なお、本実施例では、プレコート鋼板9に研磨帯9bを形成するプレコート研削機11を第1プレス機12の前に配置し、研磨帯9bを成形後にプレス機で所定天板展開形状1aにプレコート鋼板9を切断しているが、本発明はそれに限定されるもではなく、第3プレス切断機21の後で、水槽取付開口部7を成形した後に該水槽取付部開口部7のエッジ部7aの端部に習い、表面塗膜幕の所定巾を研削するようにしてもよい。
【0021】
第1プレス機12では、水槽取付開口部7に相当する形状部分と水切り形状が浅絞り加工され、次工程での切断や折り曲げ加工時に加工歪が天板上面に波及しないように前もって天板上面に所定の模様を成形しておく。
【0022】
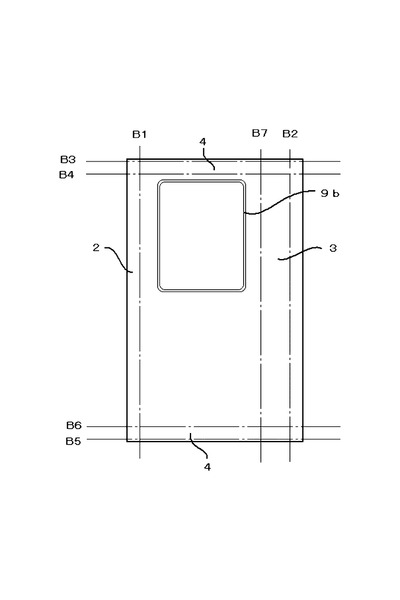
次いで、浅絞り加工された矩形状のプレコート鋼板9は第2プレス切断機13に移送される。第2プレス切断機13では、矩形状のプレコート鋼板9を図3に示す天板展開形状1aに周辺をプレス切断する。図3に一点破線で示す記号B1乃至B7線は折り曲げ加工線を示し、内部の細線は前記第1プレス機12で浅絞り加工した水切り等の模様である。
【0023】
天板展開形状1aの前たれ切り欠き部6aおよびバックガード切り欠き部6bは、天板両側の側板部4に線対称に設けられ、B1、B2、B7線に沿う折り曲げ加工に際し皺発生を防止するため、折り曲げ線上はB4、B6線近くまで深く切り欠き切断しており、少し離れた個所は後述する小片5の溶接代とするため浅く切り欠き切断する。以上が概略矩形のプレコート鋼板9をプレス機で所定天板展開形状1aに切断加工する工程であり、次に折り曲げ加工順を説明する。
【0024】
尚、厨房用天板1はステンレス鋼板が耐久性および耐候性上好ましく、意匠性を考慮すると鏡面仕上げ、ヘアライン仕上げ、またはエンボス加工仕上げ材が使用されると共に、天板製造時に疵防止のため、該鋼板はフィルムが鋼板面に貼り付けられたものを使用することが好ましい。
【0025】
折り曲げ加工は、第1折曲加工機14から第7折曲加工機20で、天板展開形状1aのプレコート鋼板9を順次各折曲加工機に移送して行う。図1の平面形状イメージ図の下方に各折曲加工機での側面形状を示している。
【0026】
まず、第2プレス切断機13から天板展開形状1aに切断されたプレコート鋼板9が第1折曲加工機14に移送されると、第1折曲加工機14ではB2線に沿ってバックガード部3の端部を山方向に湾曲折り曲げ成形する。第2折曲加工機15ではB1線に沿って前たれ部2を山方向に湾曲折り曲げ成形する。そして、第3折曲加工機16からは側板部4の曲げに移り、B3線に沿って側板部4の強度確保のために山方向に鋭角又は直角に折り曲げ成形し、第4折曲加工機17ではB4線に沿って側板部4を山方向に直角折り曲げ成形し、第5折曲加工機18、第6折曲加工機19ではB5線、B6線を第3、第4折曲加工機17で行ったのと同様に折り曲げ成形する。そして、第7折曲加工機20ではB7線でバックガード部3立ち上げの谷方向に湾曲曲げ成形する。
【0027】
尚、折り曲げ方向を示すため、その方向を山谷で記載したが、一連の記載を逆にしてもよい。また、第1、第2折曲加工機14、15の順を変えてもよく、第3、第4折曲加工機16、17と第5、第6折曲加工機18、19との順も逆にしてもよい。更にプレコート鋼板厚みが厚い場合は第3、第5折曲加工機16、18を省略してもよい。
【0028】
前たれ部2およびバックガード部3の折り曲げ加工が終了すると、次いで第3プレス切断機21に移送し、水槽取付開口部7の切断加工を行う。開口部の切断加工は前述の第1プレス機12で浅絞り加工した開口部形状に沿って切断するが、水槽取り付け後の開口部を滑らかな曲面とするため、浅絞りのR曲面を残すように若干内側で切断開口する。
【0029】
水槽部が開口されて軽くなった天板は、図示しない回転機または人手によって一方の側板部4が上部側になるように第1側板プレス機22に移送され、側板面の折り曲げ加工皺を平坦にするべくプレスされ、第1溶接機23に移送される。その時点の側板形状は、図4に示す前たれ部小片5aおよびバックガード部小片5bがなく、切り欠き状態のままの形状である。第1溶接機23では、側板部4にできた前たれ側およびバックガード側の切り欠き形状よりも若干広い面積をもつ、天板と同一の素材である小片5が事前に図示しないロボットアームでそれぞれの切り欠き場所に対応する位置にセットされており、その上側から側板部4を被せるように重ね合わせる形でセットし、その上から電極が降下して両小片5a,5bを一度にプロジェクション溶接する。
【0030】
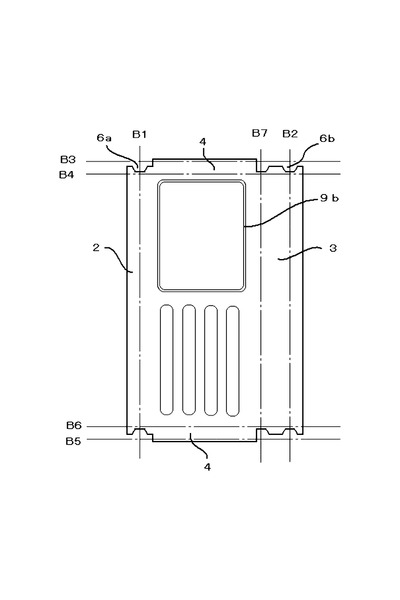
次いで、他方の側板部4が上方を向くように反転移送して、第2側板プレス機24に移送し側板を平坦加工すると共に第2溶接機25で前述と同様にプロジェクション溶接して小片5を側板に溶着させる。このように側板の内側から小片5を当ててプロジェクション溶接することで、自動化が容易となり合理的な製造が可能となると共に、側板の強度を向上させ、且つ見栄えのよい厨房用天板1を製造することができる。尚、疵防止のためのフィルムは、プレコート研削機11ではフィルムと塗膜を一緒に研削除除去し、第1側板プレス機22および第2側板プレス機24の後に各々側板部4のみを取り除くことが好ましいが、作業性を考慮して第3プレス切断機21で開口部を切断した後にフィルム全体を取り除いてもよい。図4に厨房用天板1の完成図を示したが、図4中の「+」印は溶接痕を示している。
【0031】
前述の如く、成形された厨房用天板1は、次に、予め成形された水槽40を水槽取付開口部7の裏面に接合することで水槽付き厨房用天板30に完成させる(図1参照)。その工程は、図8にその概要を示すスポット溶接機50で、厨房用天板1の水槽取付開口部7の周縁裏面に水槽40のフランジ部41を当接させ、接合位置を固定するため複数箇所を仮溶接する。
【0032】
スポット溶接機は、例えば、基台51に支柱52やワークテーブル54が設置され、支柱52には支柱52に対して水平方向に回転自在に支持アーム53が設けられている。そして、先端部に溶接ガン56を支持して上下方向に伸縮可能なガン支持筒55を支持アーム52の下部に前後方向に移動自在に取り付け、溶接ガン56が前後左右上下に自在に移動できるようになっている。溶接ガン56にはケーブル57を通じて溶接電源が溶接ガン56の先端の電極59aに向けて配線されており、溶接ガン56の手元側には通電スイッチ58が配設されている。
【0033】
また、ワークテーブル54には、溶接ガン56の電極59aに対応する電極59bが設けられ、ワークテーブル54上に載置する被溶接物に接地接続されるようになっている。厨房用天板1は裏面側を上にしてワークテーブル54の上に載置され、その上方から水槽40の底を上にして、厨房用天板1の水槽取付開口部7の周縁裏面に水槽40のフランジ部41を合わせるように当接させ、水槽40のフランジ部41の上から溶接ガン56の電極59aを押し当て通電スイッチ58を入れて、周囲の数箇所を仮溶接する。
【0034】
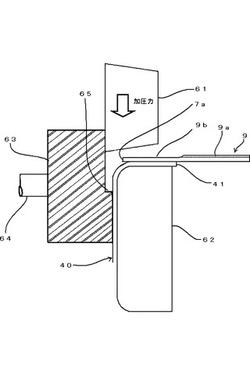
次いで、図5に示すように、水槽取付開口部7の周縁と水槽40のフランジ部41を上下の電極輪61,62で押圧しながら所定電圧をかけることで、水槽取付開口部7の全周に渡ってシーム溶接して、厨房用天板1に水槽40を溶着接合する。尚、このとき駆動ロット64によりガイドブロック63を水槽40に押し付けながら上部電極輪61をガイドするようになっている。更に、ガイドブロック63には、逃げ溝65が形成されている。
【0035】
シーム溶接が完了した水槽付き厨房用天板30は、水槽40の内側にエッジ部7aが突き出したまま残っているため、第1研磨機70で水槽40の内側面と同一面となるようにエッジ部7aを切削除去して連続する曲面に粗研磨され、第2研磨機71、第3研磨機72で順次、研磨番手を大きくして所定の仕上研磨目31に仕上げる(図6参照)。そして、これまでの加工工程で水槽付き厨房用天板30の表面に付着した油脂等の汚れを脱脂洗浄し、該洗浄時の水分を乾燥除去する洗浄・乾燥工程80を経て、最後に不良品の有無を検査工程90にて確認して、水槽付き厨房用天板30は完成する。
【0036】
次に、本発明で使用されるプレコート鋼板9について説明する。本発明の実施例としてのプレコート鋼板9は、例えば、ステンレス鋼板にエンボス加工を施した後、耐摩耗性・耐汚染性を有する塗膜9aが形成される。この塗膜9aについて詳述すると、塗膜9aの形成に用いる塗料は、エポキシ樹脂、アクリル樹脂、ポリエステル樹脂、ウレタン樹脂、フッ素樹脂、シリコーン樹脂など各種有機系塗料を使用することができる。また、シリカ・アクリル樹脂、シリカ・アクリルシリコーン樹脂などの各種有機・無機複合系塗料も用いる事もできる。更に、塗膜9aの耐摩耗性を向上させる目的で、潤滑剤を添加しても良い。潤滑剤としては、4フッ化エチレンに代表されるフッ素樹脂粉末、ポリエチレン、ポリプロピレンなどのオレフィン樹脂粉末、ポリエチレン−フッ素樹脂複合粉末、シリコーン樹脂粉末などの有機樹脂粉末を用いる。また、塗膜の耐磨耗性を向上させる目的で、ガラスフレークやガラスビーズなどの無機物を添加しても良い。
【0037】
また、意匠性付与の観点から、各種着色顔料を添加したり、光沢調整の観点から、つや消し剤を添加する事もできる。この他、塗料としてはシリカ系、チタニア系、アルミナ系、ジルコニア系を始めとする各種無機系塗料もあるが、塗装後に天板の形状に合わせて折り曲げ加工が施される際に、前述した無機系塗料は塗膜9aが硬いために加工時に塗膜9aが割れたり、剥れたりするので、無機系塗料は本用途には適さない。
【0038】
プレコート鋼板9の製造方法は、以下の通りである。すなわち、あらかじめエンボスが施されたステンレス鋼板をアルカリ脱脂後に水洗し、更に、エンボス面側にクロムフリー系の塗装前処理液を塗布後乾燥する。その後、例えば、熱硬化型アクリル樹脂系塗料を乾燥膜厚で5μmとなるように塗装する。その後、最高到達板温が230℃になるように焼付時間60秒で焼付硬化を行い、硬化塗膜を得る。
【0039】
以上、本発明の実施例を説明してきたが、具体的な製造方法はこれら実施例に限られるものではなく、例えば、本発明では、前述した調理台や作業台で天板上面に開口部が必要の無い厨房用天板1にあっては実施例の第3プレス切断機21の工程をパスまたは省略することで対応できるし、加熱器用の開口を本発明の水槽付き厨房用天板30に設ける場合は、第3プレス切断機21の次にもう一台プレス切断機を設ければよい。また、ステンレス鋼としては、SUS304系、SUS430系に限らずその他のステンレスを用いることができ、ステンレス鋼以外のプレコート鋼板9としては、亜鉛メッキ鋼板、亜鉛・アルミ合金メッキ鋼板、亜鉛・アルミ・マグネシウム合金メッキ鋼板やアルミメッキ鋼板などのメッキ鋼板を原板として、塗装した各種塗装鋼板を用いることもできる。
【符号の説明】
【0040】
1 厨房用天板
1a 天板展開形状
2 前たれ部
3 バックガード部
4 側板部
5 小片
5a 前たれ部小片
5b バックガード部小片
6 切り欠き部
6a 前たれ切り欠き部
6b バックガード切り欠き部
7 水槽取付開口部
7a エッジ部
9 プレコート鋼板(金属板)
9a 塗膜
9b 研磨帯
10 金属板置台
10a 移載機
11 プレコート研削機
11a 主軸
11b コンタクトアーム
11c 接触輪
11d 研削ベルト
12 第1プレス機
13 第2プレス切断機
14 第1折曲加工機
15 第2折曲加工機
16 第3折曲加工機
17 第4折曲加工機
18 第5折曲加工機
19 第6折曲加工機
20 第7折曲加工機
21 第3プレス切断機
22 第1側板プレス機
23 第1溶接機
24 第2側板プレス機
25 第2溶接機
30 水槽付き厨房用天板
31 仕上研磨目
40 水槽(シンク)
41 フランジ部
50 スポット溶接機
51 基台
52 支柱
53 支持アーム
54 ワークテーブル
55 ガン支持筒
56 溶接ガン
57 ケーブル
58 通電スイッチ
59a 電極
59b 電極
60 シーム溶接機
61 上部電極輪
62 下部電極輪
63 ガイドブロック
64 駆動ロット
65 逃げ溝
70 第1研磨機(粗研磨機)
71 第2研磨機
72 第3研磨機(仕上研磨機)
80 洗浄・乾燥工程
90 検査工程
【技術分野】
【0001】
本発明は、ステンレス鋼板の表面側に予めプレコートが施されたステンレス鋼板により水槽取付開口部を有する天板が形成され、該天板の水槽取付開口部の縁辺の裏面側に水槽のフランジ部が重ね合わされ、該水槽取付開口部の縁辺と該フランジ部とが互いに溶接された水槽付き厨房用天板およびその製造方法に関する。
【背景技術】
【0002】
従来、金属製流し台を製造する際に、上面部材(天板)の開口部(水槽取付開口部)に下面側からシンク部材(水槽)を取り付けて溶接により接合している(例えば、特許文献1参照)。
【0003】
また、このような水槽付き厨房用天板ではないが、厨房周辺の壁材に適用するための、耐汚染性、耐磨耗性に優れたキッチンパネル用プレコートステンレス鋼板も開示されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−9579号公報
【特許文献2】特開平11−48402号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献2に記載のプレコートステンレス鋼板にあっては、外観、塗装密着性、加工性、耐汚染性、耐摩耗性、塗装硬度で良好な性能が得られたとの記載があり、矩形平板状に加工した後のステンレス鋼板にポストコートを施すよりも、予め塗装されたプレコート鋼板を使用し、その後、矩形平板状に加工する方が生産性の向上を図ることができることは推測できるものの、天板の水槽取付開口部に水槽を取り付けて溶接する際に、電気抵抗を利用した抵抗溶接などの溶接方法を用いると、プレコートが電流の流れを阻害し、良好な溶接状態にできないばかりか、溶接による熱でプレコートが剥離し、水槽付き厨房用天板の見栄えが悪くなるという問題がある。
【0006】
本発明は、このような問題点に着目してなされたもので、プレコート鋼板を使用して水槽付き厨房用天板を製造する際に、天板と水槽との溶接を良好に行うことができ、かつその溶接部位の見栄えを向上させることができる水槽付き厨房用天板およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記課題を解決するために、本発明の水槽付き厨房用天板の製造方法は、
所定のプレコートが施されたステンレス鋼板により水槽取付開口部を有する天板を形成する天板形成工程と、該天板の水槽取付開口部の縁辺の裏面側に水槽のフランジ部を重ね合わせて該水槽取付開口部の縁辺と該フランジ部とを互いに溶接する溶接工程と、を含む水槽付き厨房用天板の製造方法において、
前記天板の水槽取付開口部の縁辺のプレコートを研磨除去して研磨帯を形成する研磨帯形成工程をさらに含み、前記溶接工程にて、前記研磨帯が形成された水槽取付開口部の縁辺と該フランジ部とが互いに溶接されることを特徴としている。
この特徴によれば、水槽付き厨房用天板を製造する際に、金属製の厨房用天板を成形後に所定の塗装を行うポストコートに代えて、事前に塗装が行なわれているプレコート鋼板を使用することでポストコート工程が省工程できるとともに、天板と水槽との溶接を良好に行うことができ、かつ溶接熱の影響を受ける水槽取付開口部の縁辺が、研磨帯の形成によりプレコートが存在しない部位となり、溶接による熱でプレコートが剥離等をおこすことを防止して、その溶接部位の見栄えを向上させることができる。
【0008】
本発明の水槽付き厨房用天板の製造方法は、
前記溶接工程にて、前記水槽取付開口部の縁辺と前記フランジ部とを上下の電極で押圧しながら電圧をかけて互いに溶接することを特徴としている。
この特徴によれば、水槽取付開口部の縁辺は、研磨帯の形成によりプレコートが存在しない部位となっており、電流の流れが阻害されず、電気抵抗を利用した抵抗溶接などの溶接方法を用いることができ、かつ水槽取付開口部の縁辺とフランジ部とを、上下の電極で押圧しながら溶接することで互いに強固に接合される。
【0009】
本発明の水槽付き厨房用天板の製造方法は、
前記溶接工程後に、前記水槽取付開口部の縁辺のエッジ部を研磨除去するエッジ部研磨工程をさらに含み、該エッジ部研磨工程は、前記エッジ部から前記研磨帯にかけて研磨を行うことを特徴としている。
この特徴によれば、研磨帯の研磨目とエッジ部の研磨目を一つの模様にすることができるばかりか、水槽取付時の位置ズレを目立たなくすることができる。
【0010】
本発明の水槽付き厨房用天板は、
ステンレス鋼板の表面側に予めプレコートが施されたステンレス鋼板により水槽取付開口部を有する天板が形成され、該天板の水槽取付開口部の縁辺の裏面側に水槽のフランジ部が重ね合わされ、該水槽取付開口部の縁辺と該フランジ部とが互いに溶接された水槽付き厨房用天板において、
前記天板の水槽取付開口部の縁辺に前記プレコートが研磨除去された研磨帯が形成され、該研磨帯が形成された水槽取付開口部の縁辺と該フランジ部とが互いに溶接されることを特徴としている。
この特徴によれば、水槽付き厨房用天板を製造する際に、金属製の厨房用天板を成形後に所定の塗装を行うポストコートに代えて、事前に塗装が行なわれているプレコート鋼板を使用することでポストコート工程が省工程できるとともに、天板と水槽との溶接を良好に行うことができ、かつ溶接熱の影響を受ける水槽取付開口部の縁辺が、研磨帯の形成によりプレコートが存在しない部位となり、溶接による熱でプレコートが剥離等をおこすことを防止して、その溶接部位の見栄えを向上させることができる。
【0011】
本発明の水槽付き厨房用天板は、
前記天板は、エンボス加工が施されたステンレス鋼板により形成されることを特徴としている。
この特徴によれば、エンボス加工により微小な凹凸により、天板を使用するに際して、天板表面に付いた傷が目立ちにくくなる。
【図面の簡単な説明】
【0012】
【図1】本発明の水槽付き厨房用天板の製造工程を説明する図面である。
【図2】水槽溶接箇所の表面塗膜を除去したプレコート鋼板の平面図である。
【図3】プレコート鋼板の周辺端部を天板展開形状に切断加工した一実施例である。
【図4】図3の天板展開形状を折曲加工した厨房用天板の斜視図である。
【図5】水槽取付開口部に水槽のフランジ部をシーム溶接する説明模式図である。
【図6】本発明の一実施例である水槽付き厨房用天板の完成斜視図である。
【図7】図2の表面塗膜を除去するプレコート研磨機の説明模式図である。
【図8】スポット溶接機の説明模式図である。
【発明を実施するための形態】
【0013】
本発明に係る水槽付き厨房用天板およびその製造方法を実施するための形態を実施例に基づいて以下に説明する。
【実施例】
【0014】
実施例に係る水槽付き厨房用天板およびその製造方法につき、図1から図8を参照して説明する。本発明の水槽付き厨房用天板の製造方法は、図1に示す手順で行う。図1の黒矢印のない紙面上下外側や21等の符号を附した部分は製造設備のレイアウトイメージを示し、黒矢印のある部分はプレコート鋼板が水槽付き厨房用天板に加工される平面形状イメージ(一部側面視も含む)を記載している。本発明は、水槽付き厨房用天板であり、システムキッチン用でもセクショナルキッチン用でも適用可能であるが、ここでは、天板部分に加熱器用の取り付け開口部のないセクショナルキッチンを例として以下説明する。また、本実施例は、厨房用天板1の水槽取付開口部7や調理台部分に水切り用の凹凸のある流し台を例に説明する。
【0015】
製造設備は、図面右上部側から、一連の加工が自動的に行えるように配置され、本実施例では、金属板置台10、プレコート研削機11、移載機10aの次に第1プレス機12、第2プレス切断機13、第1折曲加工機14、第2折曲加工機15、第3折曲加工機16、第4折曲加工機17、第5折曲加工機18、第6折曲加工機19、第7折曲加工機20の順でマルチベンディングマシンを配置しており、次いで第3プレス切断機21、第1側板プレス機22、第1溶接機23、第2側板プレス機24、第2溶接機25が連続配置され、水槽部分か開口した厨房用天板1が形成される。
【0016】
そして、予め準備されたステンレス製の水槽40(シンク)を厨房用天板1の水槽取付開口部7に裏側から接合させて水槽付き厨房用天板30として完成させるが、その製造設備は、スポット溶接機50で水槽取付開口部7に水槽40を仮止めし、シーム溶接機60で水槽取付開口部7の全周を水密に溶接して、第1研磨機(粗研磨機)70で水槽40の内側に食み出したエッジ部7aを除去し、順次第2研磨機71、第3研磨機(仕上研磨機)72で所定の仕上研磨目31(図6参照)となるように研磨した後、水槽付き厨房用天板30の表面に付着した油分等の汚れを洗浄後乾燥する洗浄・乾燥工程80を経て、最後に検査工程90で不良品を除去することで、完成品となる。
【0017】
マルチベンディングマシンは、周知の設備で、各種の天板間口長さや天板形状に対応して金型等のワークを交換したり、折り曲げ位置を機械に設定することで対応できるようになっており、プレコート鋼板9を所定天板展開形状1aに切断したり、天板表面に浅絞りの任意模様を設けたり、所定個所を折り曲げたりすることが可能である。また、第1、第2溶接機にはロボットアーム設備が併設されており、側板の切り欠き部6(6a,6b)に金属板小片5(5a,5b)を当てて溶接するための所定個所への小片5の自動セットが行えるようになっている(図3及び図4参照)。
【0018】
金属板置台10に積み上げられた複数枚の矩形状のステンレス製プレコート鋼板9は、その最上部の1枚毎に真空吸着機構を備えた移載機10aにより、プレコート研削機11や第1プレス機12に運搬セットされる。プレコート研削機11は、後工程で水槽取付開口部7に水槽40をシーム溶接機60で接合するために、絶縁素材や難導電性素材等でステンレス鋼表面に塗布された塗膜を事前に除去するものである。
【0019】
図7にプレコート研削機11の概要図を示す。プレコート研磨機11は、XY方向に任意に移動操作可能な主軸11aの先端に接触輪11cを設け、その接触輪11cにエンドレスの研磨ベルト11dを架渡して回転させることで金属板9の表面を研削するものであり、コンタクトアーム11bに所定圧力を加えて所定深さの塗膜9aを除去することができる。塗膜面を上方にプレコート鋼板9を基台に固定し、その上方から予定する水槽取付開口部7に沿って接触輪11cを操作して所定深さを研削することで、片面プレコートされた水槽取付開口部7周辺の塗膜9aを除去して研磨帯9bを形成し、その研磨帯9bに沿ってシーム溶接を確実にすることができる(図5参照)。研磨帯9bを形成後のプレコート鋼板9の平面図を図2に示す。
【0020】
なお、本実施例では、プレコート鋼板9に研磨帯9bを形成するプレコート研削機11を第1プレス機12の前に配置し、研磨帯9bを成形後にプレス機で所定天板展開形状1aにプレコート鋼板9を切断しているが、本発明はそれに限定されるもではなく、第3プレス切断機21の後で、水槽取付開口部7を成形した後に該水槽取付部開口部7のエッジ部7aの端部に習い、表面塗膜幕の所定巾を研削するようにしてもよい。
【0021】
第1プレス機12では、水槽取付開口部7に相当する形状部分と水切り形状が浅絞り加工され、次工程での切断や折り曲げ加工時に加工歪が天板上面に波及しないように前もって天板上面に所定の模様を成形しておく。
【0022】
次いで、浅絞り加工された矩形状のプレコート鋼板9は第2プレス切断機13に移送される。第2プレス切断機13では、矩形状のプレコート鋼板9を図3に示す天板展開形状1aに周辺をプレス切断する。図3に一点破線で示す記号B1乃至B7線は折り曲げ加工線を示し、内部の細線は前記第1プレス機12で浅絞り加工した水切り等の模様である。
【0023】
天板展開形状1aの前たれ切り欠き部6aおよびバックガード切り欠き部6bは、天板両側の側板部4に線対称に設けられ、B1、B2、B7線に沿う折り曲げ加工に際し皺発生を防止するため、折り曲げ線上はB4、B6線近くまで深く切り欠き切断しており、少し離れた個所は後述する小片5の溶接代とするため浅く切り欠き切断する。以上が概略矩形のプレコート鋼板9をプレス機で所定天板展開形状1aに切断加工する工程であり、次に折り曲げ加工順を説明する。
【0024】
尚、厨房用天板1はステンレス鋼板が耐久性および耐候性上好ましく、意匠性を考慮すると鏡面仕上げ、ヘアライン仕上げ、またはエンボス加工仕上げ材が使用されると共に、天板製造時に疵防止のため、該鋼板はフィルムが鋼板面に貼り付けられたものを使用することが好ましい。
【0025】
折り曲げ加工は、第1折曲加工機14から第7折曲加工機20で、天板展開形状1aのプレコート鋼板9を順次各折曲加工機に移送して行う。図1の平面形状イメージ図の下方に各折曲加工機での側面形状を示している。
【0026】
まず、第2プレス切断機13から天板展開形状1aに切断されたプレコート鋼板9が第1折曲加工機14に移送されると、第1折曲加工機14ではB2線に沿ってバックガード部3の端部を山方向に湾曲折り曲げ成形する。第2折曲加工機15ではB1線に沿って前たれ部2を山方向に湾曲折り曲げ成形する。そして、第3折曲加工機16からは側板部4の曲げに移り、B3線に沿って側板部4の強度確保のために山方向に鋭角又は直角に折り曲げ成形し、第4折曲加工機17ではB4線に沿って側板部4を山方向に直角折り曲げ成形し、第5折曲加工機18、第6折曲加工機19ではB5線、B6線を第3、第4折曲加工機17で行ったのと同様に折り曲げ成形する。そして、第7折曲加工機20ではB7線でバックガード部3立ち上げの谷方向に湾曲曲げ成形する。
【0027】
尚、折り曲げ方向を示すため、その方向を山谷で記載したが、一連の記載を逆にしてもよい。また、第1、第2折曲加工機14、15の順を変えてもよく、第3、第4折曲加工機16、17と第5、第6折曲加工機18、19との順も逆にしてもよい。更にプレコート鋼板厚みが厚い場合は第3、第5折曲加工機16、18を省略してもよい。
【0028】
前たれ部2およびバックガード部3の折り曲げ加工が終了すると、次いで第3プレス切断機21に移送し、水槽取付開口部7の切断加工を行う。開口部の切断加工は前述の第1プレス機12で浅絞り加工した開口部形状に沿って切断するが、水槽取り付け後の開口部を滑らかな曲面とするため、浅絞りのR曲面を残すように若干内側で切断開口する。
【0029】
水槽部が開口されて軽くなった天板は、図示しない回転機または人手によって一方の側板部4が上部側になるように第1側板プレス機22に移送され、側板面の折り曲げ加工皺を平坦にするべくプレスされ、第1溶接機23に移送される。その時点の側板形状は、図4に示す前たれ部小片5aおよびバックガード部小片5bがなく、切り欠き状態のままの形状である。第1溶接機23では、側板部4にできた前たれ側およびバックガード側の切り欠き形状よりも若干広い面積をもつ、天板と同一の素材である小片5が事前に図示しないロボットアームでそれぞれの切り欠き場所に対応する位置にセットされており、その上側から側板部4を被せるように重ね合わせる形でセットし、その上から電極が降下して両小片5a,5bを一度にプロジェクション溶接する。
【0030】
次いで、他方の側板部4が上方を向くように反転移送して、第2側板プレス機24に移送し側板を平坦加工すると共に第2溶接機25で前述と同様にプロジェクション溶接して小片5を側板に溶着させる。このように側板の内側から小片5を当ててプロジェクション溶接することで、自動化が容易となり合理的な製造が可能となると共に、側板の強度を向上させ、且つ見栄えのよい厨房用天板1を製造することができる。尚、疵防止のためのフィルムは、プレコート研削機11ではフィルムと塗膜を一緒に研削除除去し、第1側板プレス機22および第2側板プレス機24の後に各々側板部4のみを取り除くことが好ましいが、作業性を考慮して第3プレス切断機21で開口部を切断した後にフィルム全体を取り除いてもよい。図4に厨房用天板1の完成図を示したが、図4中の「+」印は溶接痕を示している。
【0031】
前述の如く、成形された厨房用天板1は、次に、予め成形された水槽40を水槽取付開口部7の裏面に接合することで水槽付き厨房用天板30に完成させる(図1参照)。その工程は、図8にその概要を示すスポット溶接機50で、厨房用天板1の水槽取付開口部7の周縁裏面に水槽40のフランジ部41を当接させ、接合位置を固定するため複数箇所を仮溶接する。
【0032】
スポット溶接機は、例えば、基台51に支柱52やワークテーブル54が設置され、支柱52には支柱52に対して水平方向に回転自在に支持アーム53が設けられている。そして、先端部に溶接ガン56を支持して上下方向に伸縮可能なガン支持筒55を支持アーム52の下部に前後方向に移動自在に取り付け、溶接ガン56が前後左右上下に自在に移動できるようになっている。溶接ガン56にはケーブル57を通じて溶接電源が溶接ガン56の先端の電極59aに向けて配線されており、溶接ガン56の手元側には通電スイッチ58が配設されている。
【0033】
また、ワークテーブル54には、溶接ガン56の電極59aに対応する電極59bが設けられ、ワークテーブル54上に載置する被溶接物に接地接続されるようになっている。厨房用天板1は裏面側を上にしてワークテーブル54の上に載置され、その上方から水槽40の底を上にして、厨房用天板1の水槽取付開口部7の周縁裏面に水槽40のフランジ部41を合わせるように当接させ、水槽40のフランジ部41の上から溶接ガン56の電極59aを押し当て通電スイッチ58を入れて、周囲の数箇所を仮溶接する。
【0034】
次いで、図5に示すように、水槽取付開口部7の周縁と水槽40のフランジ部41を上下の電極輪61,62で押圧しながら所定電圧をかけることで、水槽取付開口部7の全周に渡ってシーム溶接して、厨房用天板1に水槽40を溶着接合する。尚、このとき駆動ロット64によりガイドブロック63を水槽40に押し付けながら上部電極輪61をガイドするようになっている。更に、ガイドブロック63には、逃げ溝65が形成されている。
【0035】
シーム溶接が完了した水槽付き厨房用天板30は、水槽40の内側にエッジ部7aが突き出したまま残っているため、第1研磨機70で水槽40の内側面と同一面となるようにエッジ部7aを切削除去して連続する曲面に粗研磨され、第2研磨機71、第3研磨機72で順次、研磨番手を大きくして所定の仕上研磨目31に仕上げる(図6参照)。そして、これまでの加工工程で水槽付き厨房用天板30の表面に付着した油脂等の汚れを脱脂洗浄し、該洗浄時の水分を乾燥除去する洗浄・乾燥工程80を経て、最後に不良品の有無を検査工程90にて確認して、水槽付き厨房用天板30は完成する。
【0036】
次に、本発明で使用されるプレコート鋼板9について説明する。本発明の実施例としてのプレコート鋼板9は、例えば、ステンレス鋼板にエンボス加工を施した後、耐摩耗性・耐汚染性を有する塗膜9aが形成される。この塗膜9aについて詳述すると、塗膜9aの形成に用いる塗料は、エポキシ樹脂、アクリル樹脂、ポリエステル樹脂、ウレタン樹脂、フッ素樹脂、シリコーン樹脂など各種有機系塗料を使用することができる。また、シリカ・アクリル樹脂、シリカ・アクリルシリコーン樹脂などの各種有機・無機複合系塗料も用いる事もできる。更に、塗膜9aの耐摩耗性を向上させる目的で、潤滑剤を添加しても良い。潤滑剤としては、4フッ化エチレンに代表されるフッ素樹脂粉末、ポリエチレン、ポリプロピレンなどのオレフィン樹脂粉末、ポリエチレン−フッ素樹脂複合粉末、シリコーン樹脂粉末などの有機樹脂粉末を用いる。また、塗膜の耐磨耗性を向上させる目的で、ガラスフレークやガラスビーズなどの無機物を添加しても良い。
【0037】
また、意匠性付与の観点から、各種着色顔料を添加したり、光沢調整の観点から、つや消し剤を添加する事もできる。この他、塗料としてはシリカ系、チタニア系、アルミナ系、ジルコニア系を始めとする各種無機系塗料もあるが、塗装後に天板の形状に合わせて折り曲げ加工が施される際に、前述した無機系塗料は塗膜9aが硬いために加工時に塗膜9aが割れたり、剥れたりするので、無機系塗料は本用途には適さない。
【0038】
プレコート鋼板9の製造方法は、以下の通りである。すなわち、あらかじめエンボスが施されたステンレス鋼板をアルカリ脱脂後に水洗し、更に、エンボス面側にクロムフリー系の塗装前処理液を塗布後乾燥する。その後、例えば、熱硬化型アクリル樹脂系塗料を乾燥膜厚で5μmとなるように塗装する。その後、最高到達板温が230℃になるように焼付時間60秒で焼付硬化を行い、硬化塗膜を得る。
【0039】
以上、本発明の実施例を説明してきたが、具体的な製造方法はこれら実施例に限られるものではなく、例えば、本発明では、前述した調理台や作業台で天板上面に開口部が必要の無い厨房用天板1にあっては実施例の第3プレス切断機21の工程をパスまたは省略することで対応できるし、加熱器用の開口を本発明の水槽付き厨房用天板30に設ける場合は、第3プレス切断機21の次にもう一台プレス切断機を設ければよい。また、ステンレス鋼としては、SUS304系、SUS430系に限らずその他のステンレスを用いることができ、ステンレス鋼以外のプレコート鋼板9としては、亜鉛メッキ鋼板、亜鉛・アルミ合金メッキ鋼板、亜鉛・アルミ・マグネシウム合金メッキ鋼板やアルミメッキ鋼板などのメッキ鋼板を原板として、塗装した各種塗装鋼板を用いることもできる。
【符号の説明】
【0040】
1 厨房用天板
1a 天板展開形状
2 前たれ部
3 バックガード部
4 側板部
5 小片
5a 前たれ部小片
5b バックガード部小片
6 切り欠き部
6a 前たれ切り欠き部
6b バックガード切り欠き部
7 水槽取付開口部
7a エッジ部
9 プレコート鋼板(金属板)
9a 塗膜
9b 研磨帯
10 金属板置台
10a 移載機
11 プレコート研削機
11a 主軸
11b コンタクトアーム
11c 接触輪
11d 研削ベルト
12 第1プレス機
13 第2プレス切断機
14 第1折曲加工機
15 第2折曲加工機
16 第3折曲加工機
17 第4折曲加工機
18 第5折曲加工機
19 第6折曲加工機
20 第7折曲加工機
21 第3プレス切断機
22 第1側板プレス機
23 第1溶接機
24 第2側板プレス機
25 第2溶接機
30 水槽付き厨房用天板
31 仕上研磨目
40 水槽(シンク)
41 フランジ部
50 スポット溶接機
51 基台
52 支柱
53 支持アーム
54 ワークテーブル
55 ガン支持筒
56 溶接ガン
57 ケーブル
58 通電スイッチ
59a 電極
59b 電極
60 シーム溶接機
61 上部電極輪
62 下部電極輪
63 ガイドブロック
64 駆動ロット
65 逃げ溝
70 第1研磨機(粗研磨機)
71 第2研磨機
72 第3研磨機(仕上研磨機)
80 洗浄・乾燥工程
90 検査工程
【特許請求の範囲】
【請求項1】
所定のプレコートが施されたステンレス鋼板により水槽取付開口部を有する天板を形成する天板形成工程と、該天板の水槽取付開口部の縁辺の裏面側に水槽のフランジ部を重ね合わせて該水槽取付開口部の縁辺と該フランジ部とを互いに溶接する溶接工程と、を含む水槽付き厨房用天板の製造方法において、
前記天板の水槽取付開口部の縁辺のプレコートを研磨除去して研磨帯を形成する研磨帯形成工程をさらに含み、前記溶接工程にて、前記研磨帯が形成された水槽取付開口部の縁辺と該フランジ部とが互いに溶接されることを特徴とする水槽付き厨房用天板の製造方法。
【請求項2】
前記溶接工程にて、前記水槽取付開口部の縁辺と前記フランジ部とを上下の電極で押圧しながら電圧をかけて互いに溶接することを特徴とする請求項1に記載の水槽付き厨房用天板の製造方法。
【請求項3】
前記溶接工程後に、前記水槽取付開口部の縁辺のエッジ部を研磨除去するエッジ部研磨工程をさらに含み、該エッジ部研磨工程は、前記エッジ部から前記研磨帯にかけて研磨を行うことを特徴とする請求項1または2に記載の水槽付き厨房用天板の製造方法。
【請求項4】
ステンレス鋼板の表面側に予めプレコートが施されたステンレス鋼板により水槽取付開口部を有する天板が形成され、該天板の水槽取付開口部の縁辺の裏面側に水槽のフランジ部が重ね合わされ、該水槽取付開口部の縁辺と該フランジ部とが互いに溶接された水槽付き厨房用天板において、
前記天板の水槽取付開口部の縁辺に前記プレコートが研磨除去された研磨帯が形成され、該研磨帯が形成された水槽取付開口部の縁辺と該フランジ部とが互いに溶接されることを特徴とする水槽付き厨房用天板。
【請求項5】
前記天板は、エンボス加工が施されたステンレス鋼板により形成されることを特徴とする請求項4に記載の水槽付き厨房用天板。
【請求項1】
所定のプレコートが施されたステンレス鋼板により水槽取付開口部を有する天板を形成する天板形成工程と、該天板の水槽取付開口部の縁辺の裏面側に水槽のフランジ部を重ね合わせて該水槽取付開口部の縁辺と該フランジ部とを互いに溶接する溶接工程と、を含む水槽付き厨房用天板の製造方法において、
前記天板の水槽取付開口部の縁辺のプレコートを研磨除去して研磨帯を形成する研磨帯形成工程をさらに含み、前記溶接工程にて、前記研磨帯が形成された水槽取付開口部の縁辺と該フランジ部とが互いに溶接されることを特徴とする水槽付き厨房用天板の製造方法。
【請求項2】
前記溶接工程にて、前記水槽取付開口部の縁辺と前記フランジ部とを上下の電極で押圧しながら電圧をかけて互いに溶接することを特徴とする請求項1に記載の水槽付き厨房用天板の製造方法。
【請求項3】
前記溶接工程後に、前記水槽取付開口部の縁辺のエッジ部を研磨除去するエッジ部研磨工程をさらに含み、該エッジ部研磨工程は、前記エッジ部から前記研磨帯にかけて研磨を行うことを特徴とする請求項1または2に記載の水槽付き厨房用天板の製造方法。
【請求項4】
ステンレス鋼板の表面側に予めプレコートが施されたステンレス鋼板により水槽取付開口部を有する天板が形成され、該天板の水槽取付開口部の縁辺の裏面側に水槽のフランジ部が重ね合わされ、該水槽取付開口部の縁辺と該フランジ部とが互いに溶接された水槽付き厨房用天板において、
前記天板の水槽取付開口部の縁辺に前記プレコートが研磨除去された研磨帯が形成され、該研磨帯が形成された水槽取付開口部の縁辺と該フランジ部とが互いに溶接されることを特徴とする水槽付き厨房用天板。
【請求項5】
前記天板は、エンボス加工が施されたステンレス鋼板により形成されることを特徴とする請求項4に記載の水槽付き厨房用天板。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−143481(P2012−143481A)
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願番号】特願2011−5789(P2011−5789)
【出願日】平成23年1月14日(2011.1.14)
【出願人】(000002222)サンウエーブ工業株式会社 (196)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願日】平成23年1月14日(2011.1.14)
【出願人】(000002222)サンウエーブ工業株式会社 (196)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
[ Back to top ]